Katedra Technik Wytwarzania
i Automatyzacji
METROLOGIA I KONTKOLA JAKOŚCI - LABORATORIUM
TEMAT:
POMIARY ŚREDNIC OTWORÓW I WAŁKÓW

1. Cele ćwiczenia
z
apoznanie studentów z podstawowymi narzędziami pomiarowymi do
pomiarów wymiarów wewnętrznych na przykładzie pomiaru średnicy otworu
oraz wymiarów zewnętrznych na przykładzie średnicy wałka oraz z techniką
pomiarów tymi narzędziami,
praktyczne opanowanie metod pomiaru i doboru narzędzi pomiarowych
w zależności od wartości tolerancji przedmiotu,
utrwalenie metodyki obliczania poprawnej wartości wyników pomiar oraz
niepewności pomiaru prowadzącej do orzeczenia zgodności lub niezgodności
ze specyfikacją.
2. Wiadomości podstawowe
2.1. Podstawowe pojęcia
Pomiar stanowi zespół czynności doświadczalnych, które maja na celu wyznaczenie
określonej wielkości, porównanie jej do jednostki miary.
Metodą pomiarową nazywa się sposób porównania wielkości mierzonej z jednostką
miary. Wyróżnia się metodę bezpośrednią i pośrednią.
Metoda pomiarowa bezpośrednia polega na wyłącznym pomiarze interesującej nas
wielkości, bez konieczności pomiaru wielkości z nią związanych i przeprowadzania obliczeń,
np. pomiar średnicy wałka mikrometrem.
Metoda pomiarowa pośrednia zakłada pomiar bezpośredni wielkości, które są
w
znany sposób związane z szukaną wielkością. Na podstawie pomiaru wielkości
pomocniczych można obliczyć wielkość szukaną. Przykładem pomiaru pośredniego jest
pomiar kąta za pomocą liniału sinusowego.
Metoda pomiarowa różnicowa polega na porównaniu wartości mierzonej wielkości
ze znaną wartością wzorca. Porównanie to odbywa się poprzez pomiar różnicy wartości
wielkości mierzonej i wzorca.
Każdy pomiar obarczony jest błędami, stąd dokładne poznanie wartości rzeczywistej
wielkości mierzonej nie jest możliwe. Do definiowania błędów pomiarów używa się pojęcia
wartości poprawnej (umownie prawdziwej), która stanowi w konkretnym przypadku
dostateczne przybliżenie wartości rzeczywistej.
Norma wyróżnia trzy rodzaje błędów: błędy systematyczne, przypadkowe i
nadmierne. Błąd systematyczny przy wielu pomiarach tej samej wartości pewnej wielkości w
2
tych samych warunkach, ma tą samą wartość i znak lub zmienia się wg określonego, znanego
prawa wraz ze zmianą warunków. Do błędów systematycznych należą:
błędy wzorca- wynikające z różnicy między wartością nominalną wzorca a
wartością poprawną przez niego odtworzoną,
błędy przyrządu pomiarowego- stanowiące różnicę między wartością wskazaną
przez przyrząd a wartością poprawną wielkości mierzonej,
błędy metody pomiarowej- wynikające ze źle dobranej metody pomiarowej,
błędy odkształceń sprężystych- spowodowane sprężystymi odkształceniami
powierzchni współpracujących podczas pomiaru powstałymi na skutek nacisku
pomiarowego,
błędy zależne od temperatury- błędy spowodowane odstępstwem od tzw.
normalnych warunków pomiaru,
błędy subiektywne mierzącego- błąd paralaksy.
Błędy nadmierne (grube) są efektem niepoprawnie przeprowadzonego pomiaru.
Mogą one wynikać np. z użycia uszkodzonego przyrządu. Błędy nadmierne usuwa się
poprzez powtórny, prawidłowy pomiar.
Błędy przypadkowe mają bardzo wiele przyczyn (np. drgania, hałasy, oświetlenie,
niestałość nacisku pomiarowego), których wpływ na wynik pomiaru jest nieznany. Wartość
błędów przypadkowych szacuje się za pomocą rachunku prawdopodobieństwa. Rozrzut
wyników pomiaru tej samej wielkości spowodowany błędami przypadkowymi nazywa się
niepewnością pomiaru.
2.2. Tolerancja wymiaru
T
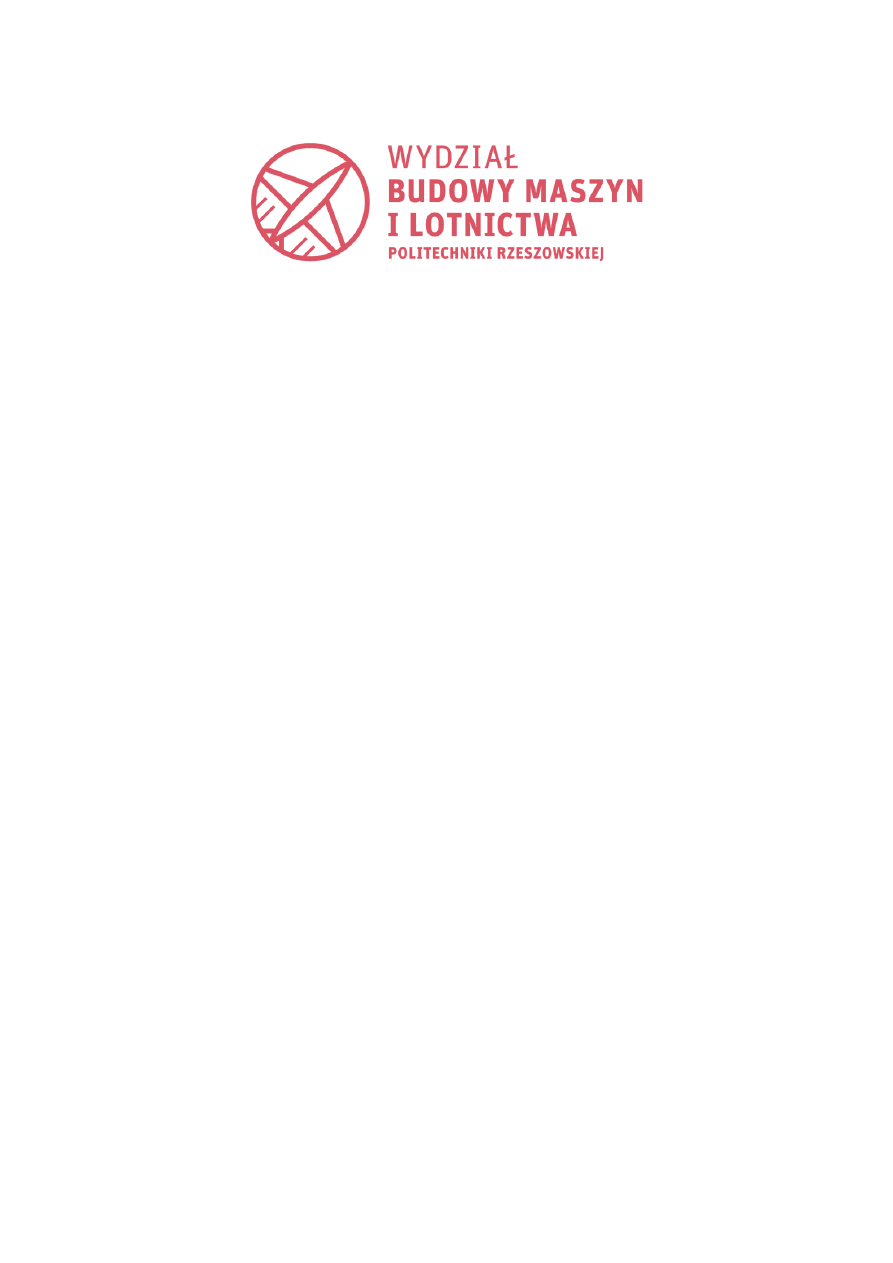
Rys. 1. Podstawowe parametry tolerowanego elementu: 0-0 – linia zerowa, B – górny wymiar
graniczny, A – dolny wymiar graniczny, D – wymiar nominalny, T – tolerancja, EI – odchyłka dolna
otworu, ES – odchyłka górna otworu, ei – odchyłka dolna wałka, es – odchyłka górna wałka
Linia zerowa jest to prosta, odpowiadająca wymiarowi nominalnemu, względem której
wyznacza się odchyłki i tolerancje przy ich graficznym przedstawieniu.
A
ES (e
s)
EI (ei)
B
0
0
D
3

Wymiar nominalny jest wymiarem umownym, względem którego określa się odchyłki.
Odchyłka jest to różnica rozpatrywanego wymiaru i odpowiadającego mu wymiaru
nominalnego.
Odchyłka górna (es, ES) – odchyłka graniczna będąca różnicą wymiaru górnego wałka B
w
lub otworu B
o
i wymiaru nominalnego D:
- odchyłka górna wałka (1)
D
B
es
w
D
B
ES
o
- odchyłka górna otworu
(2)
Odchyłka dolna (ei, EI) – odchyłka graniczna będąca różnicą wymiaru dolnego wałka A
w
lub otworu A
o
i wymiaru nominalnego D:
D
A
ei
w
- odchyłka dolna wałka (3)
D
A
EI
o
- odchyłka dolna otworu
(4)
Górny i dolny wymiar graniczny- jest to suma wymiaru nominalnego i odpowiednio górnej
lub dolnej odchyłki:
B = D + ES(es)
(5)
A = D + EI(ei)
(6)
Tolerancja T- jest to różnica wymiaru górnego i dolnego i jednocześnie różnica górnej i
dolnej odchyłki:
A
B
T
(7)
T
w
= es – ei tolerancja wałka (8)
T
o
= ES – EI tolerancja otworu
(9)
Sposoby tolerowania otworów i wałków:
liczbowe, np. ø
020
,
0
030
,
0
25
symbolowe, np ø 25f6
symbolowo-liczbowe, np. ø 25f6 (
020
,
0
030
,
0
)
2.3 Orzekanie zgodności lub niezgodności pomiaru ze specyfikacją
Norma PN-EN ISO 14253-1 tolerancję wymiaru przedmiotu w metrologii długości i
kąta nazywa
specyfikacją. Wartości graniczne tej tolerancji to granica górna specyfikacji
USL (upper specification limit) oraz
granica dolna specyfikacji LSL (lower specyfiation
limit).
Całkowite wyrażenie wyniku pomiaru y’ zawiera wynik pomiaru podany razem z
niepewnością rozszerzoną
U.
U
y
y
'
(10)
4
Niepewność rozszerzona U oznacza przedział
U
wokół wyniku pomiaru y, w
którym wynik pomiaru znajdzie się z prawdopodobieństwem P bliskim jedności.
Szacowanie niepewności rozszerzonej rozpoczyna się od wyznaczenia wartości średniej z
serii pomiarów wg wzoru:
n
i
i
y
n
y
1
1
(11)
gdzie:
x
- średnia arytmetyczna wykonanej serii pomiarów
i
x – kolejny wynik pomiaru
n – liczba pomiarów
Następnie oblicza się odchylenie standardowe dla pojedynczego wyniku pomiaru,
które jest miarą rozrzutu wyników pomiaru wokół wartości centralnej:
1
)
(
1
2
1
n
y
y
s
n
i
(12)
oraz odchylenie standardowe wartości średniej:
n
s
s
r
(13)
Niepewność standardowa pojedynczego pomiaru równa jest odchyleniu
standardowemu:
s
y
u
)
(
(14)
Niepewność standardowa wartości średniej równa jest odchyleniu standardowemu
wartości średniej:
r
s
y
u
)
(
(15)
Niepewność rozszerzona jest iloczynem niepewności standardowej
u i współczynnika
rozszerzenia
k, który odpowiada prawdopodobieństwu P:
)
(
)
(
y
u
k
y
U
(16)
Przy obliczaniu niepewności pomiaru koniecznej do określenia zgodności lub
niezgodności wymiaru ze specyfikacją przyjmuje się współczynnik rozszerzenia
, który
odpowiada poziomowi ufności
. Oznacza to, że wartość poprawna znajduje się w
przedziale
wokół wyniku pomiaru y z prawdopodobieństwem równym
.
2
k
0,95
0,95
P
U
P
Niepewność pomiaru podaje się z jedną lub dwiema cyframi znaczącymi. Wartość
pomiaru zaokrągla się do tego samego miejsca po przecinku co niepewność pomiaru.
5
a)
b)
c)
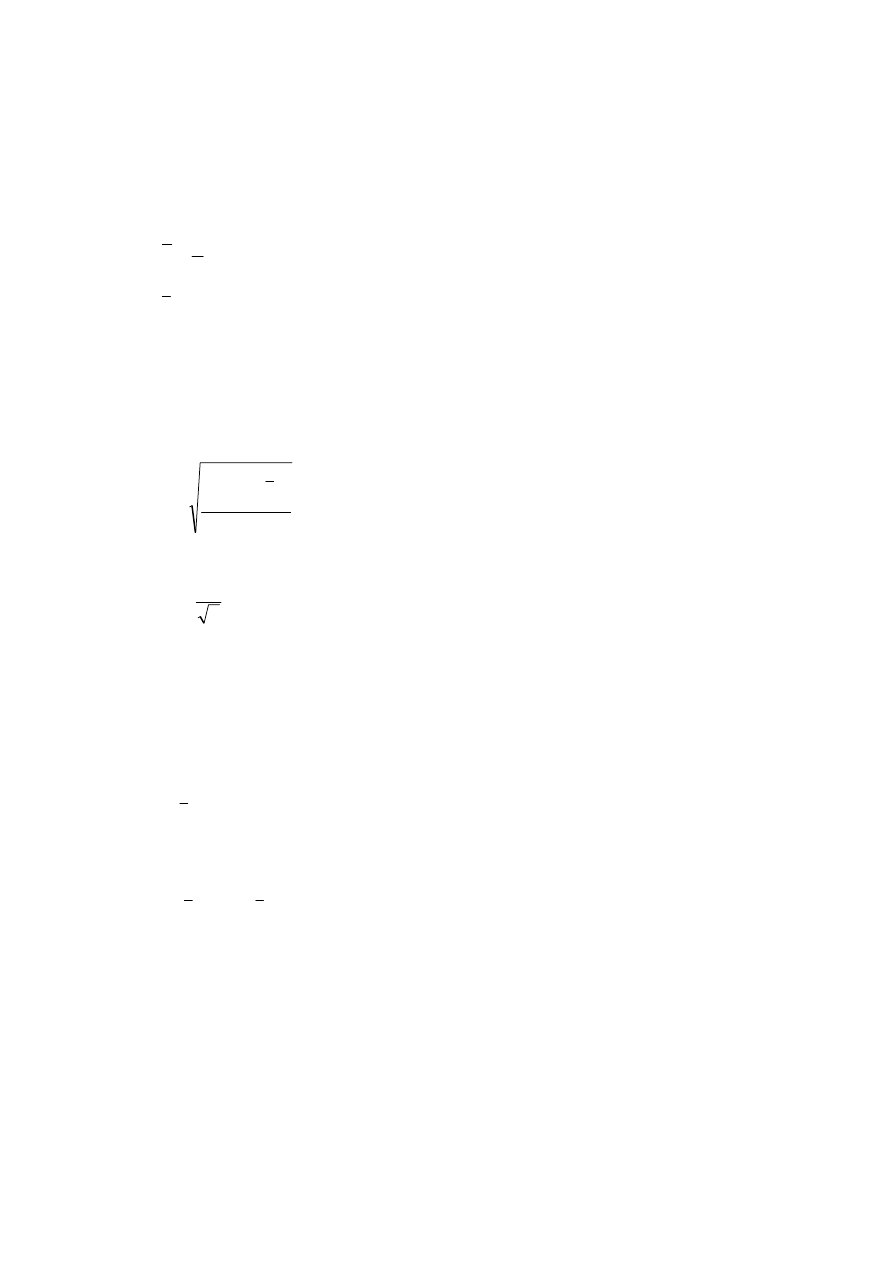
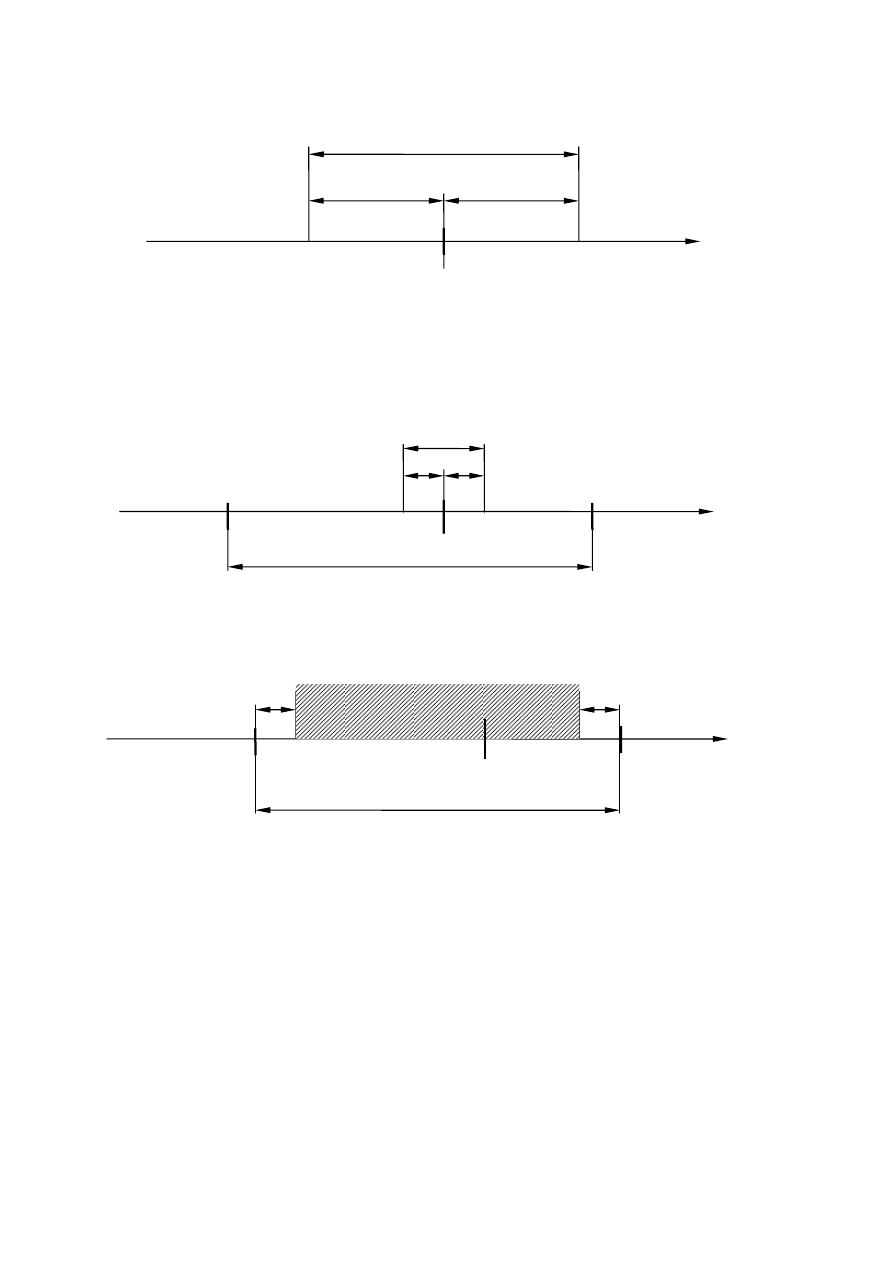
Rys. 2 Podstawowe pojęcia w orzekaniu zgodności i niezgodności ze specyfikacją:
a) specyfikacja jednostronna, b) i c) specyfikacja dwustronna;
1 - pole specyfikacji, 2 - pole
poza specyfikacją,
3 - pole zgodności, 4 - pole niezgodności, 5 - przedziały niepewności; U -
niepewność rozszerzona [PN-EN ISO 14253-1]
4
U
U
1
4
U
3
U
1
2
3
U U
2
1
2
5
5
U
6
y
U=k
x
u
U=k
x
u
c
c
y
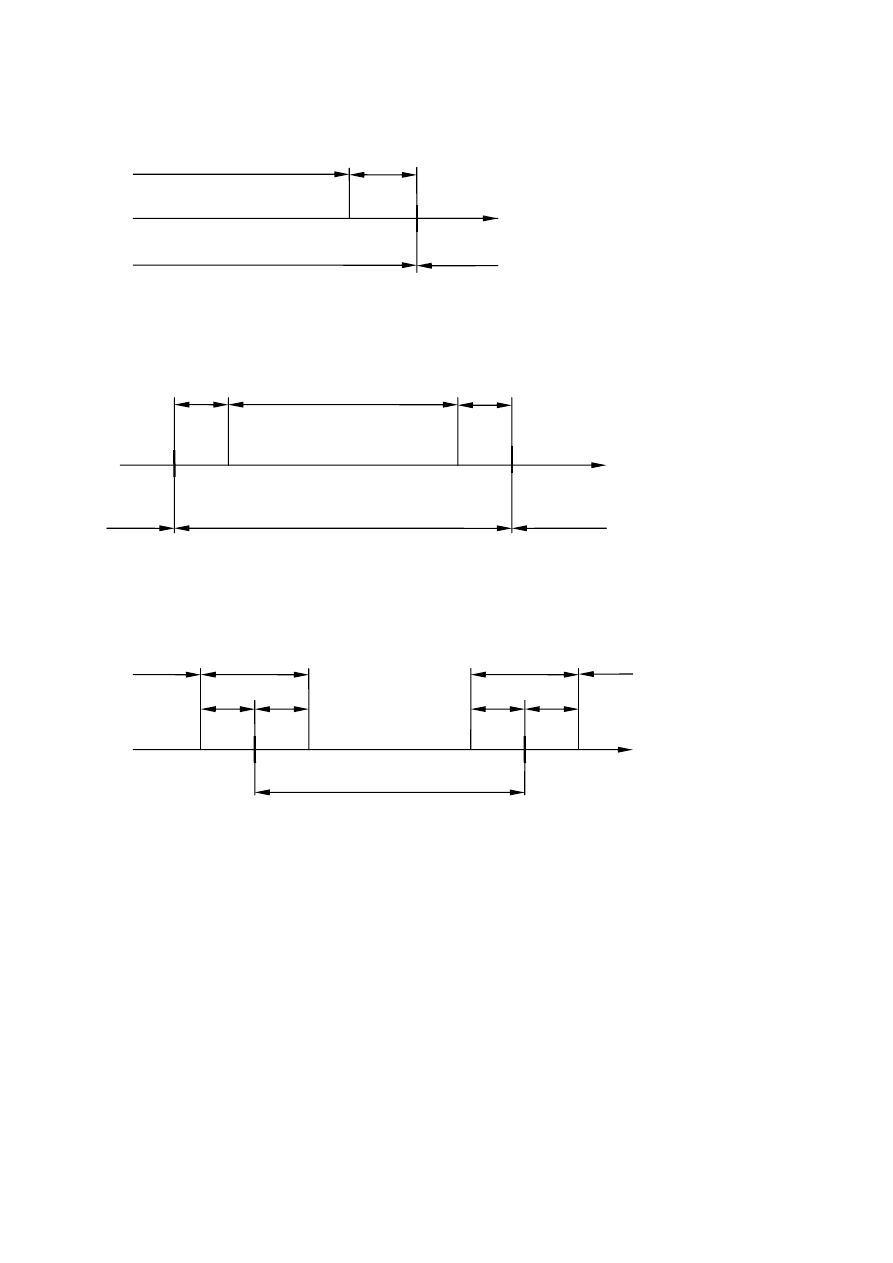
Rys. 3 Wynik pomiaru
y i całkowite wyrażenie wyniku pomiaru y`; u
c
– złożona niepewność
standardowa
,
k = współczynnik rozszerzenia, U – niepewność rozszerzona [PN-EN ISO
14253-1]
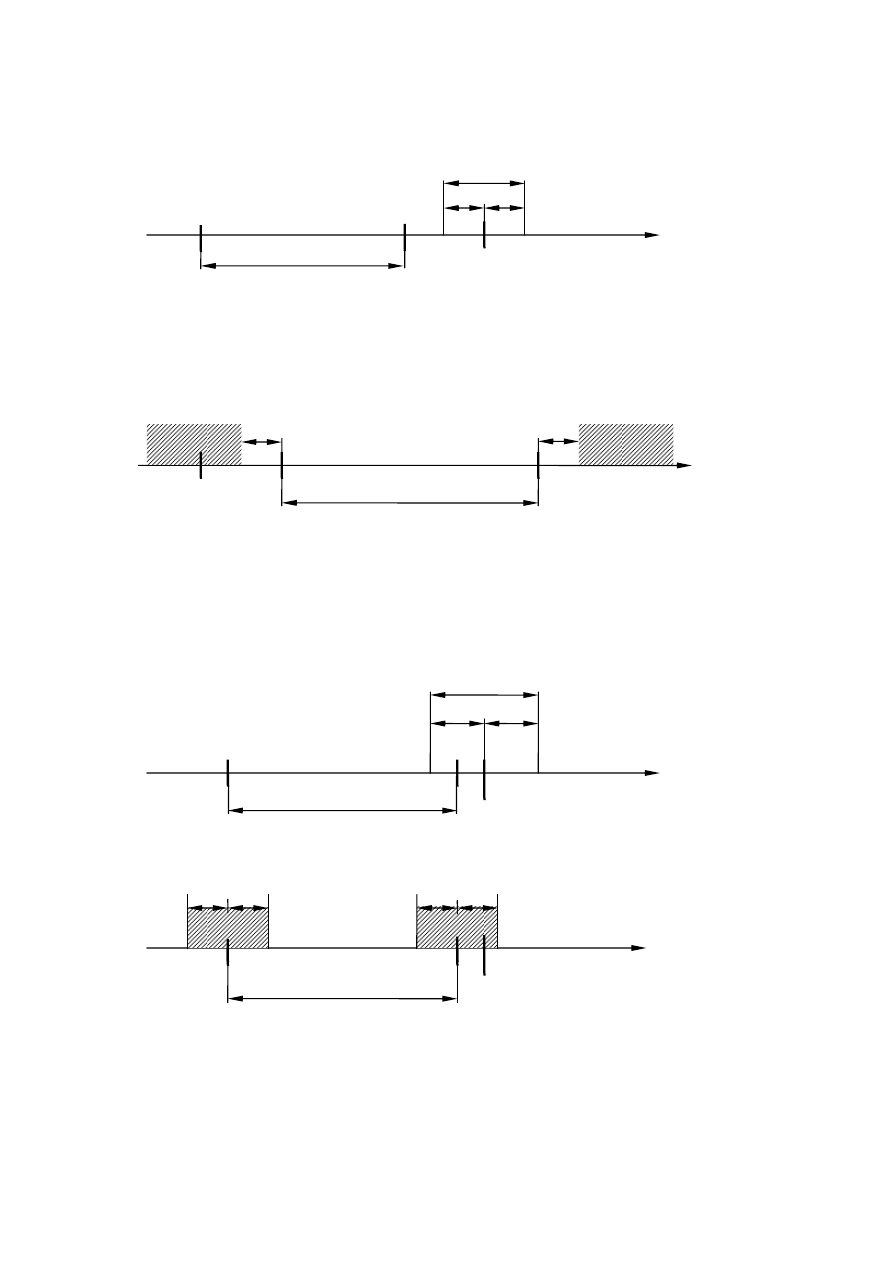
y
Rys. 4 Zgodność ze specyfikacją – wynik pomiaru i jego przedział niepewności znajduje się
w polu specyfikacji;
1 – pole specyfikacji, 3 – pole zgodności; y – wynik pomiaru, y` -
przedział niepewności,
U – niepewność rozszerzona [PN-EN ISO 14253-1]
U
U
y
1
USL
LSL
U
U
3
y
1
LSL
USL
7
a)
y
U
U
1
y
USL
LSL
b)
8
Rys. 5 Niezgodność ze specyfikacją: a) (USL < y - U), b) (y < LSL – U); (USL<y – U) -wynik
pomiaru z jego niepewnością rozszerzoną przekroczył pole specyfikacji właściwości wyrobu;
jest to niezgodność ze specyfikacją i wyrób może być odrzucony;
1 – pole specyfikacji,
4 – pola niezgodności, y – wynik pomiaru, U – niepewność rozszerzona, y` - przedział
niepewności
Rys. 6 Wątpliwości interpretacyjne zgodności lub niezgodności ze specyfikacją - przedział
niepewności zawiera górną granicę tolerancji specyfikacji (górny wymiar graniczny);
1 – pole
specyfikacji,
5 – przedział niepewności; y` - przedział niepewności, USL – górna granica
specyfikacji,
LSL – dolna granica specyfikacji
1
LSL
USL
y
U
U
U
U
4
4
y
1
USL
LSL
y
U
U
U
U
5
5
LSL
USL
1
y
2.4. Narzędzia pomiarowe
Przyrządy suwmiarkowe
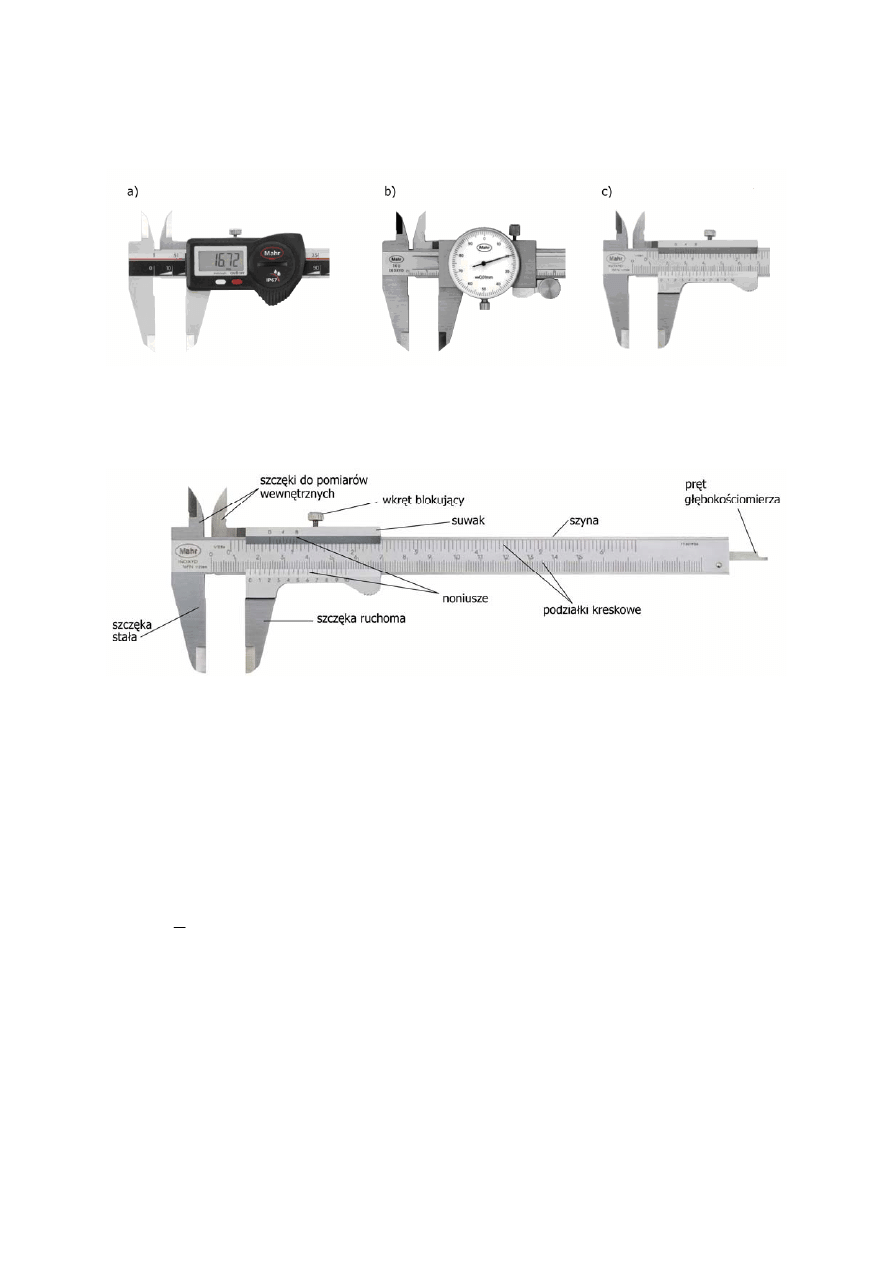
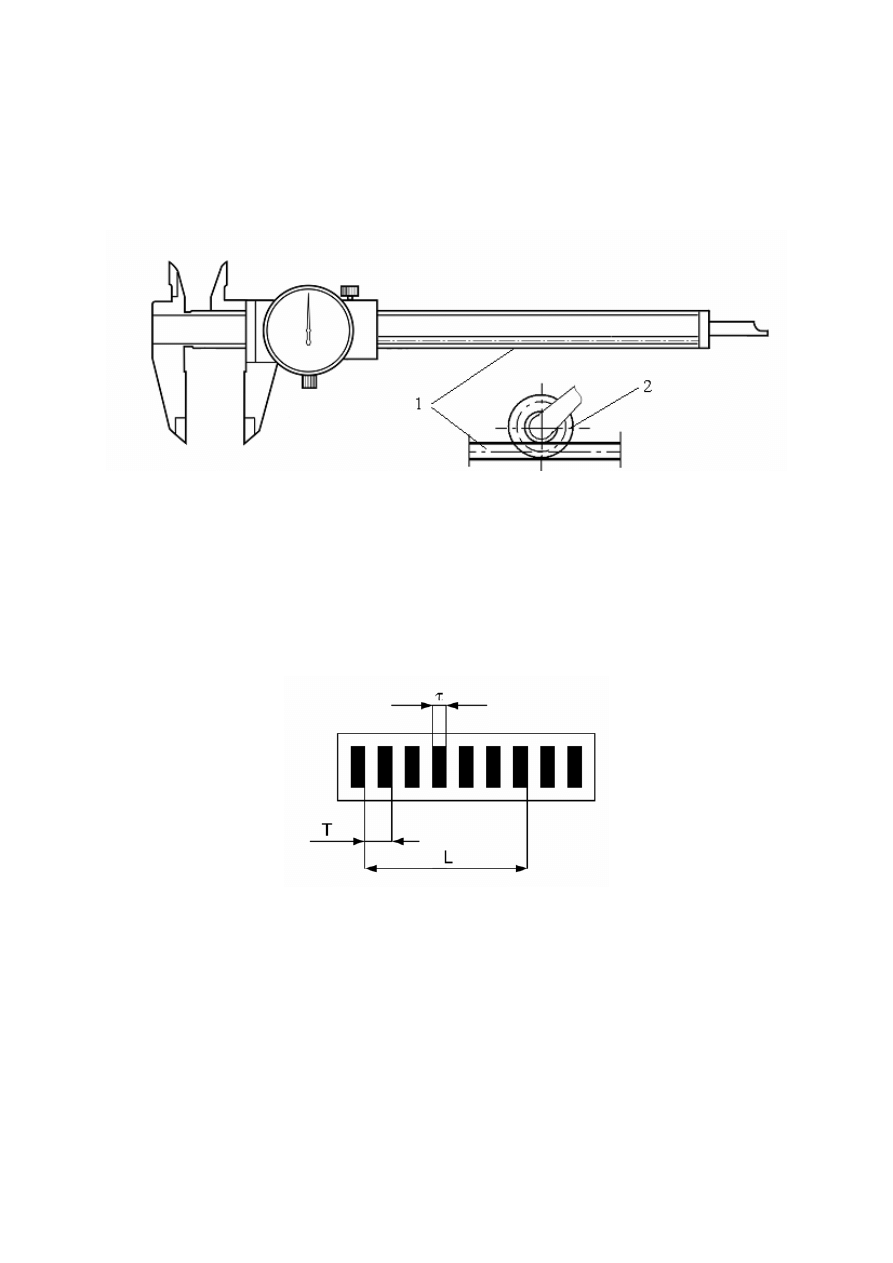
Rys. 7. Rodzaje suwmiarek: a) suwmiarka cyfrowa, b) suwmiarka z podziałką kołową,
c) suwmiarka z podziałką kreskową
Rys. 8. Budowa suwmiarki z podziałką kreskową
W suwmiarkach z podziałką kreskową wykorzystywany jest wzorzec kreskowy
nacięty na prowadnicy suwmiarki. Odczytanie wskazania z suwmiarki z noniuszem polega na
odczytaniu całkowitej liczby milimetrów, a następnie znalezieniu kreski noniusza, która
pokrywa się z kreską na skali głównej.
Wartość działki elementarnej noniusza wynosi:
n
I
i
(17)
gdzie: I- wielkość działki elementarnej na prowadnicy
n- liczba działek noniusza
9
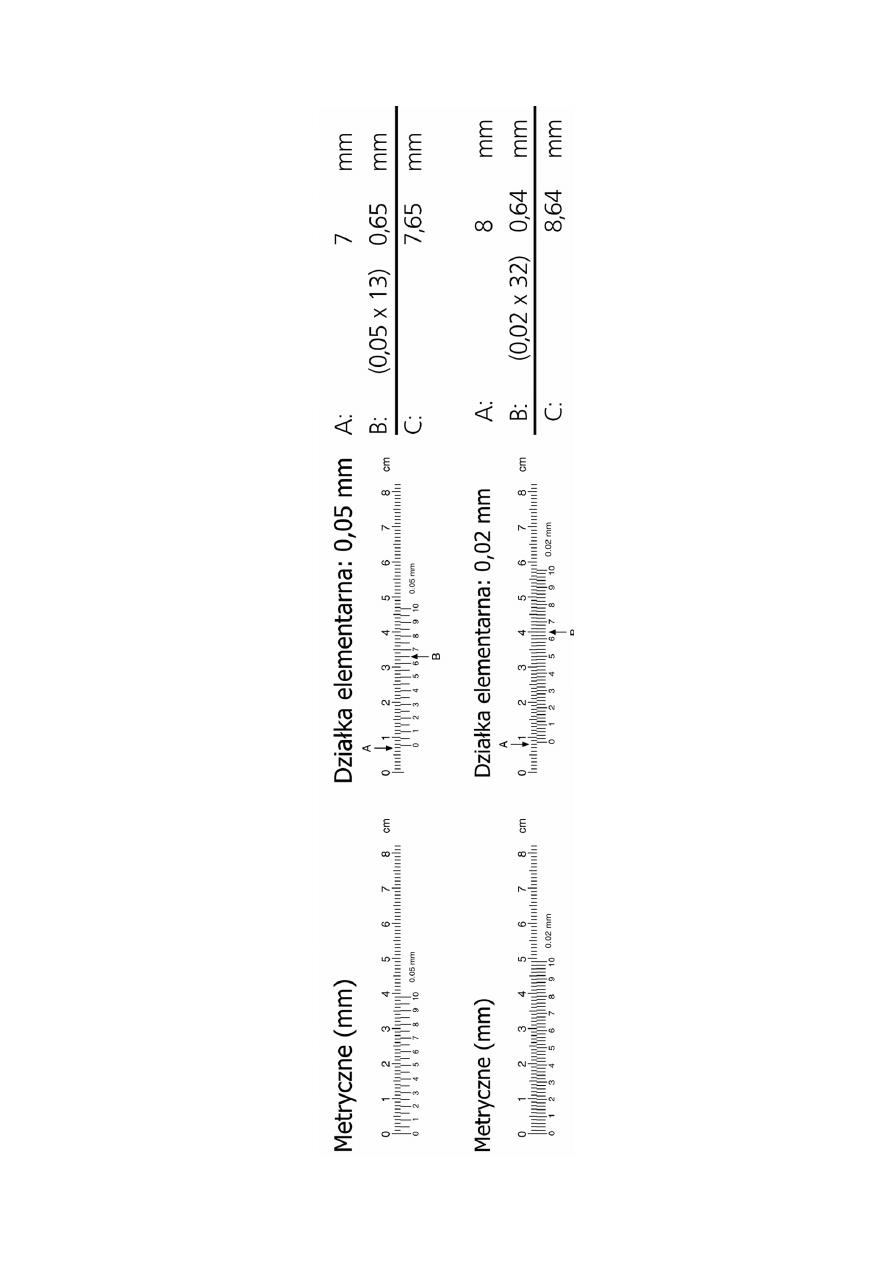
Rys. 9. Przyk
łady odczytu z suwmiarki z noniuszem
10
Zasada działania suwmiarki z podziałką kołową polega na współpracy kółka zębatego
2 z zębatką wzorcową 1 połączoną z prowadnicą. Podczas ruchu suwaka kółko obraca się
poruszając wskazówkę. Na podziałce kreskowej skali głównej odczytuje się pełne milimetry,
natomiast dziesiętne części odczytuje się na podziałce kołowej.
Rys. 10. Suwmiarka z podziałką kołową
Suwmiarki cyfrowe posiadają wzorce pojemnościowe (odmiana wzorca
inkrementalnego), które mają postać cienkiego paska naklejonego na prowadnicę. Wzorce
pojemnościowe składają się z naprzemian położonych stref o różnej pojemności elektrycznej.
Wartość przesunięcia przetwornika względem wzorca określa licznik zliczający impulsy
i interpolator amplitudowy.
Rys. 11. Wzorzec inkrementalny: T- okres podziałki (stała siatki), τ- szerokość pola,
L- długość mierzona
11
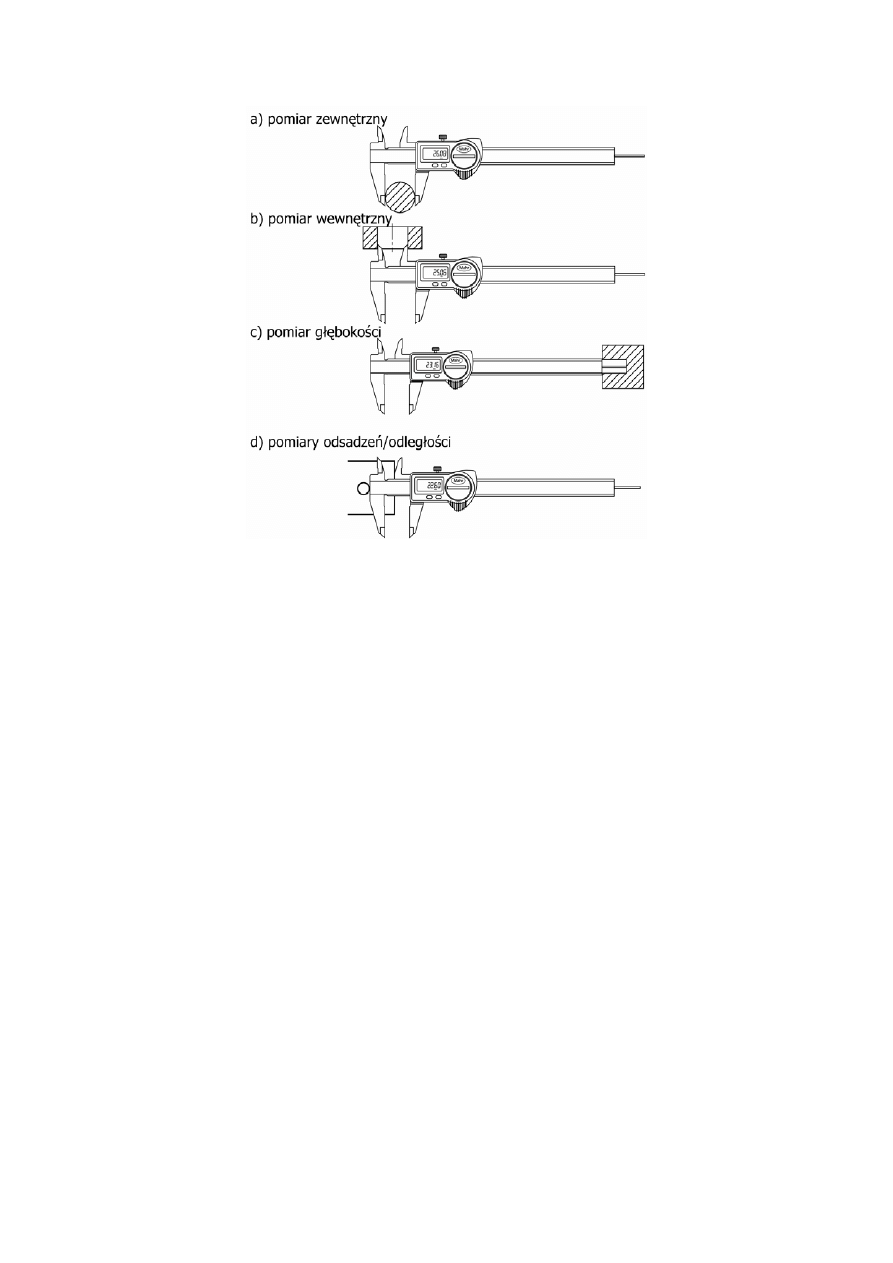
Rys.12. Możliwości pomiarowe suwmiarek
Przed przystąpieniem do pomiaru należy sprawdzić, czy suwmiarka jest
wykalibrowana., czyli czy wskazanie narzędzia pomiarowego odpowiada rozstawowi szczęk.
W tym celu szczękę ruchomą suwmiarki dosuwa się do szczęki stałej. Jeżeli wskazanie
suwmiarki w tym położeniu wynosi 0, to suwmiarkę uważa się za wykalibrowaną.
Suwmiarki cyfrowe można wyzerować w dowolnym położeniu szczęki ruchomej, dzięki
czemu można przeprowadzać pomiary metodą różnicową. Aby tego dokonać należy
wyzerować suwmiarkę na stos płytek wzorcowych, który odpowiada wymiarowi
nominalnemu. Mierząc badaną część wyświetlacz wskazuje się odchyłkę wymiaru od
wymiaru nominalnego. Wymiar wielkości mierzonej y jest sumą wymiaru ustawionego
i wskazania suwmiarki W:
n
y
W
y
y
n
(18)
12
Przyrządy mikrometryczne
Rozróżnia się pięć podstawowych grup przyrządów mikrometrycznych: mikrometry
zewnętrze, mikrometry wewnętrzne, średnicówki, głębokościomierze oraz głowice
mikrometryczne.
Mikrometry
zewnętrze stanowią największą grupę przyrządów mikrometrycznych.
Służą one do pomiaru wymiarów zewnętrznych. Pomiar wymiarów wewnętrznych odbywa
się za pomocą mikrometrów wewnętrznych.
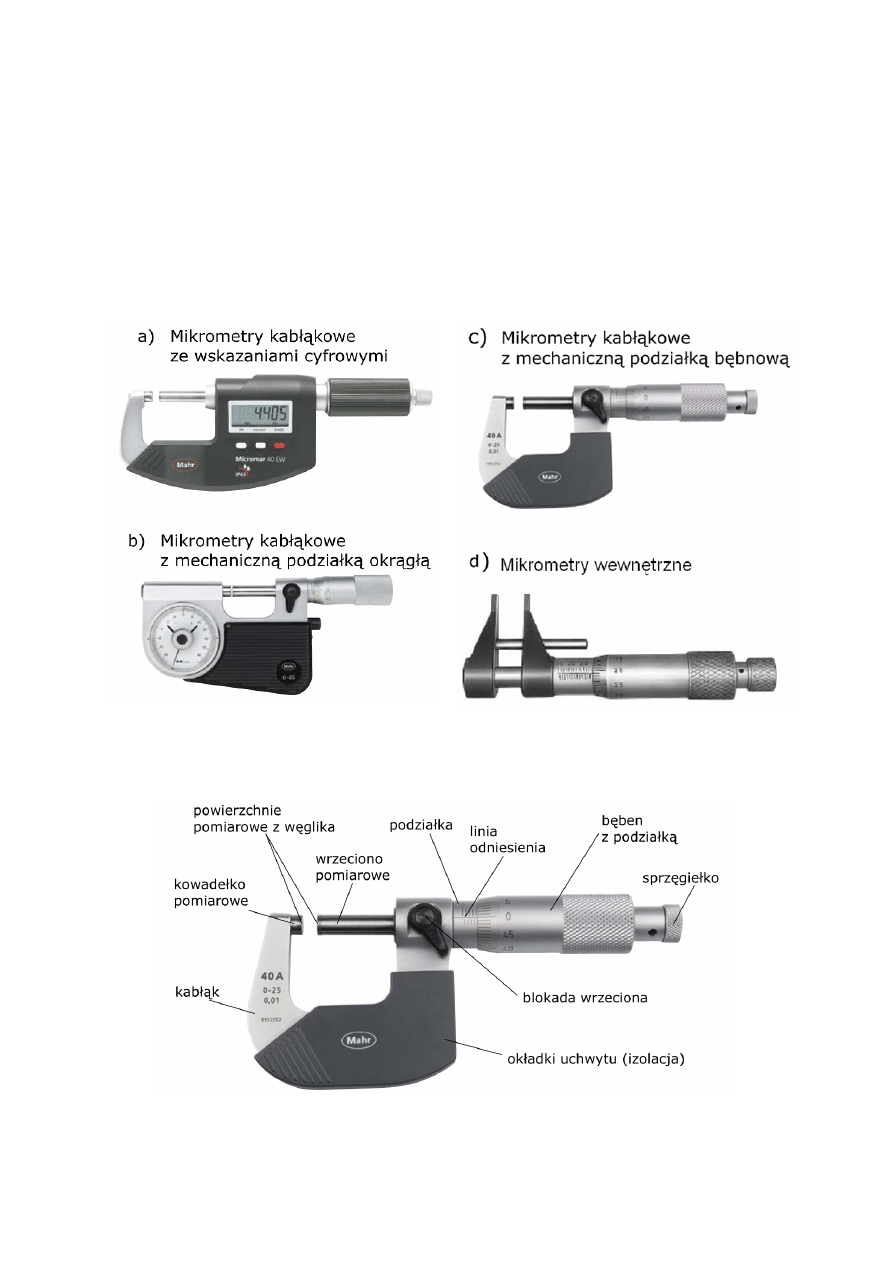
Rys. 13. Rodzaje mikrometrów: a) b) c) mikrometry zewnętrzne, d) mikrometr wewnętrzne
Rys. 14. Budowa mikrometru
13
Zasada pomiaru mikrometrami polega na proporcjonalności przesunięcia śruby
wrzeciona w czasie jej obracania w nieruchomym gnieździe do liczby wykonanych obrotów.
Śruba wrzeciona ma zwykle skok wynoszący 0,5 mm, więc jeden obrót śruby przesuwa
wrzeciono o 0,5 mm. Co za tym idzie, obrócenie bębna o 1 działkę podziałki poprzecznej
(podziałka na bębnie na 50 działek) powoduje przesunięcie się wrzeciona o 0,01mm. Nacisk
pomiarowy przyrządów mikrometrycznych wynosi 5-10 N.
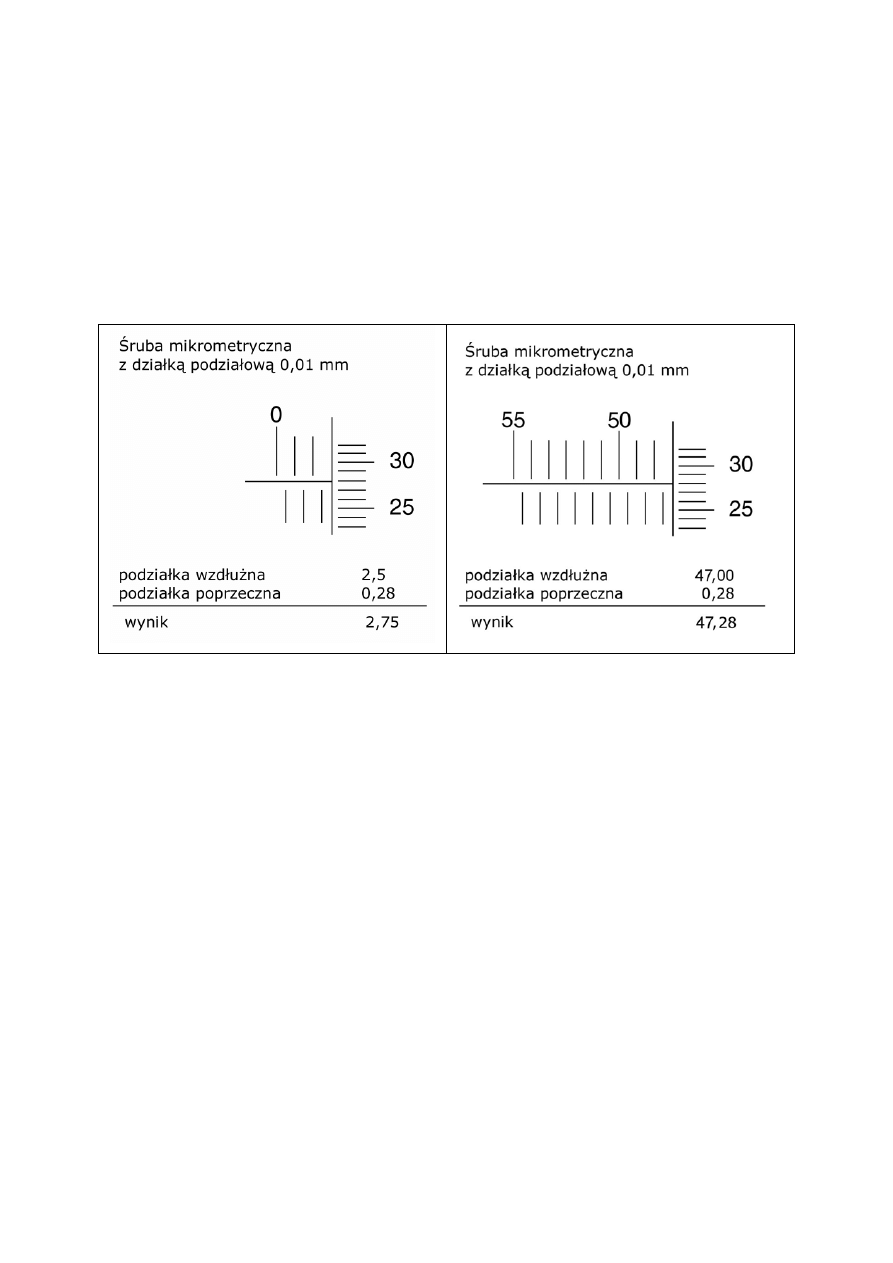
Rys. 15. Zasada odczytu z mikrometru
Mikrometr z czujnikiem (rys.14b) można wykorzystać do pomiarów metodą
różnicową. W tym celu należy ustawić mikrometr na wymiar nominalny za pomocą płytek
wzorcowych (wskazanie czujnika powinno wynosić 0), zablokować wrzeciono, odłożyć
płytki wzorcowe i zmierzyć badaną część. Podczas pomiaru elementu na podziałce czujnika
odczytuje się odchyłkę wymiaru od wymiaru nominalnego. Wymiar wielkości mierzonej y
jest sumą wymiaru ustawionego
i wskazania czujnika W:
n
y
Metodę różnicową można stosować również wykorzystując mikrometr cyfrowy.
Mikrometry, których dolny zakres pomiarowy wynosi 0 kalibruje się przy zetkniętych
końcówkach pomiarowych. Pozostałe mikrometry kalibruje się stosując wzorce.
Średnicówki mikrometryczne służą do pomiaru średnic otworów. Rozróżnia się
średnicówki mikrometryczne dwu- i trzypunktowe.
14
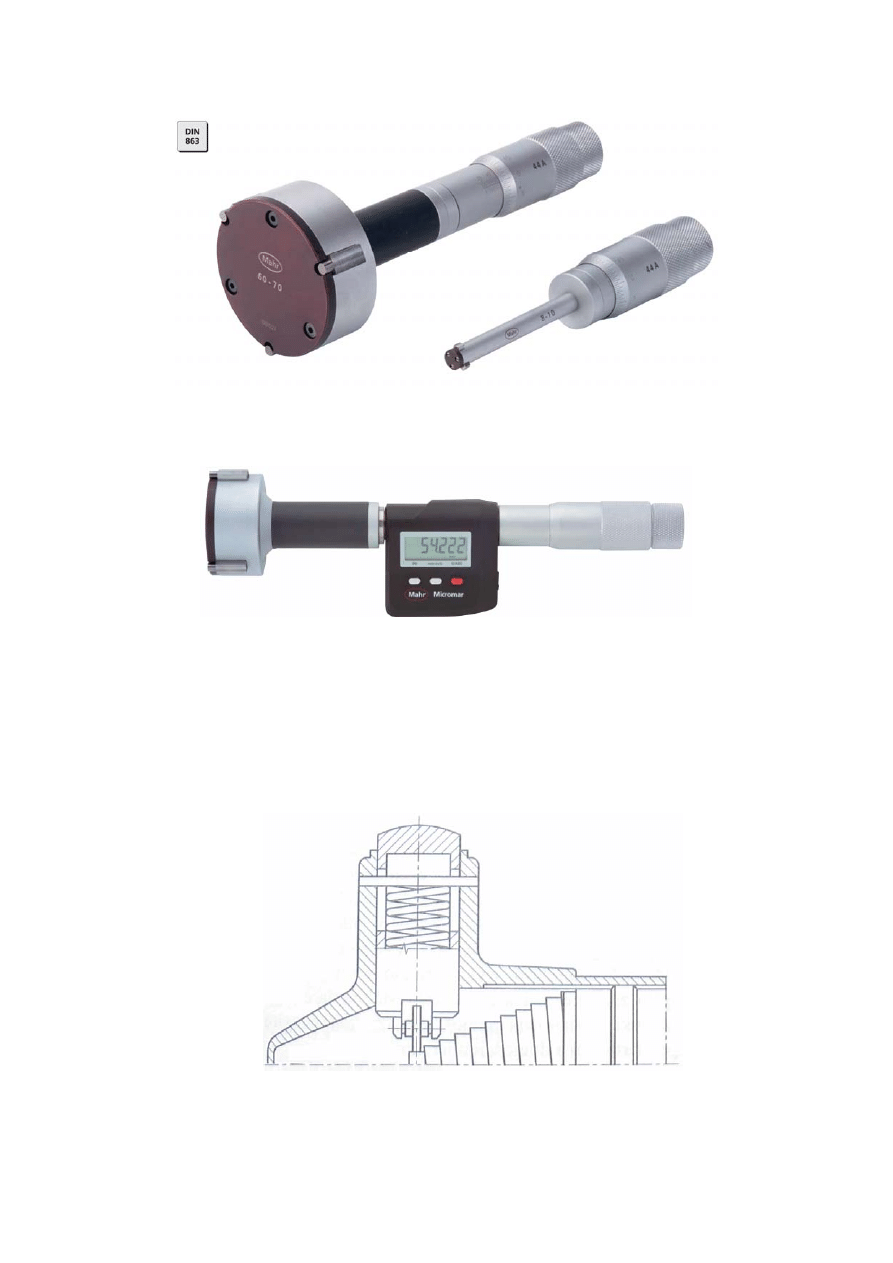
Rys.16. Średnicówki mikrometryczne trzypunktowe
Rys.17. Średnicówka mikrometryczne trzypunktowa cyfrowa
Zasada pomiaru średnicówką mikrometryczną jest taka sama jak innych
mikrometrycznych przyrządów pomiarowych W średnicówkach trzypunktowych rolę wzorca
długości pełni stożek ze spiralą śrubowoschodkową, rozsuwający końcówki pomiarowe
(rys.18).
Rys. 18. Budowa średnicówki mikrometrycznej trzypunktowej
15
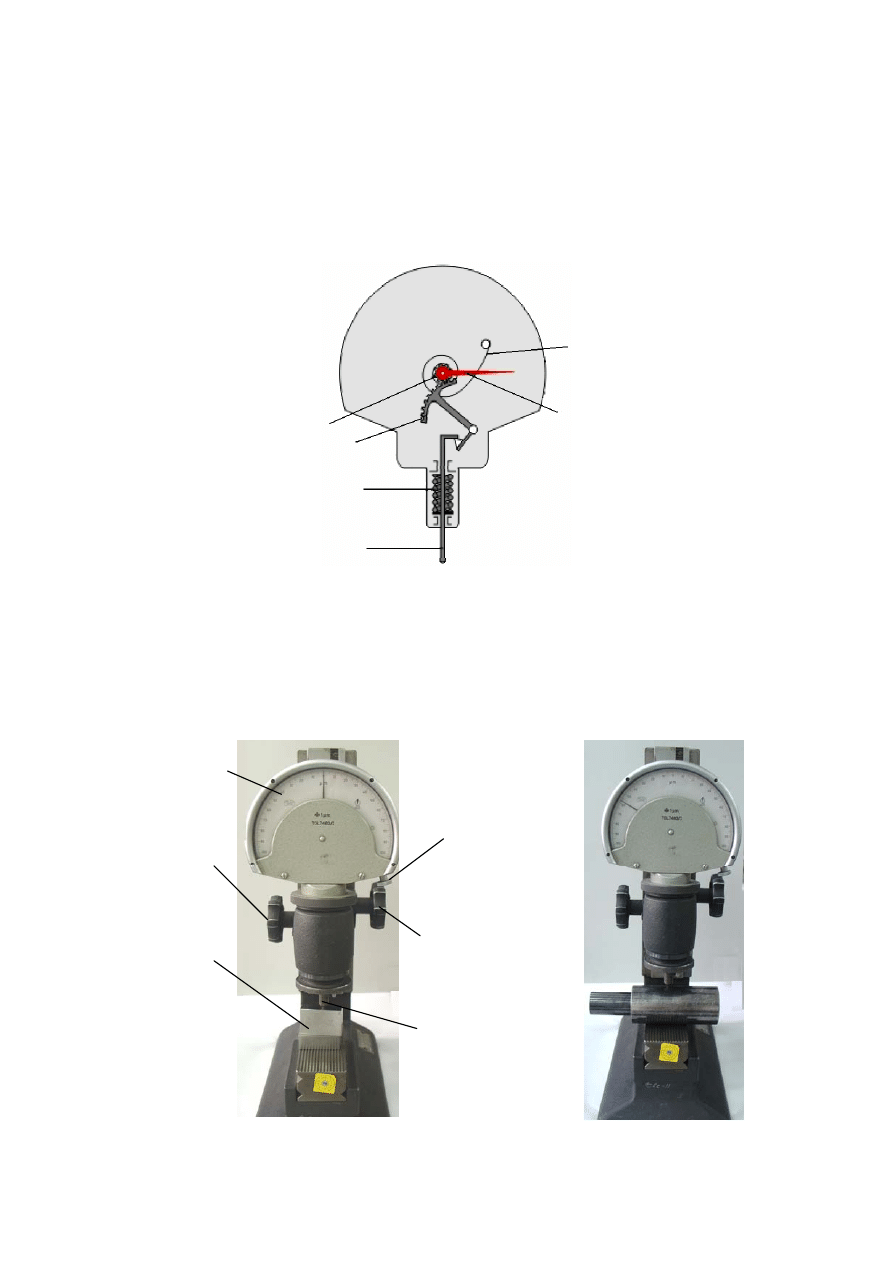
Ortotest
Ortotest jest czujnikiem dźwigniowo-zębatym (rys.19) Pionowe przemieszczenie
trzpienia pomiarowego powoduje wychylenie dźwigni zamocowanej obrotowo. Dłuższe
ramię dźwigni kończy się zębatką, która przy wychyleniu dźwigni powoduje obrót koła
zębatego wraz z przymocowaną do niego wskazówką (rys.20).
Rys. 20. Budowa czujnika dźwigniowo-zębatego
Pomiar na ortoteście przeprowadza się metodą różnicową; czujnik zeruje się na
wymiar nominalny ze pomocą stosu płytek wzorcowych, a następnie mierzy się część.
Wskazanie czujnika jest odchyłką mierzonego wymiaru od wymiaru nominalnego.
a)
b)
Rys. 21. Pomiar przy pomocy ortotestu: a) zerowanie czujnika, b) pomiar
blokada
przesuwu
stos płytek
wzorcowych
pokrętło
obrotu tarczy
pokrętło
przesuwu
tarcza
z podziałką
sprężyna
kasująca luz
wskazówka
zębatka
koło zębate
sprężyna
naciskowa
trzpień
pomiarowy
trzpień
pomiarowy
16

Czujnik indukcyjny
Zasada działania czujników indukcyjnych opiera się na zmianie indukcyjności
wskutek przesunięcia liniowego trzpienia pomiarowego. Jako urządzenie odczytowe do
czujników indukcyjnych stosuje się urządzenia wskazujące analogowe i cyfrowe.
Rys. 22. Czujnik indukcyjnym z miernikiem
Czujniki indukcyjne mogą mieć bardzo małe działki elementarne, rzędu nawet
0,01μm. Charakteryzują się ponadto małymi wymiarami i małymi naciskami pomiarowymi
(1-1,2N). Możliwe jest zastosowanie dwóch czujników w układzie sumującym
lub różnicowym, gdzie wskazanie miernika jest odpowiednio sumą lub różnicą wskazań
każdego z czujników.
Pomiar przy pomocy czujnika indukcyjnego przeprowadza się metodą różnicową.
17
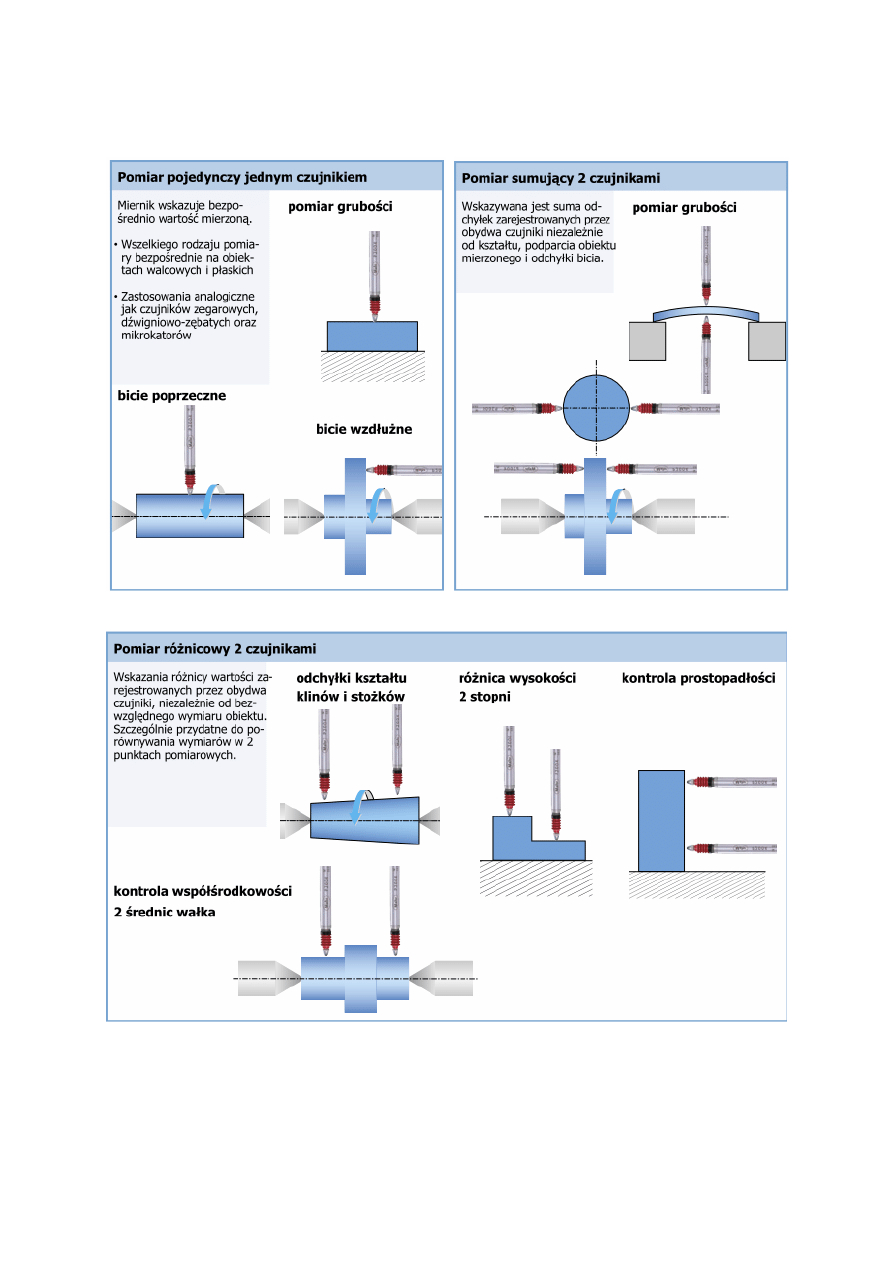
a) b)
c)
Rys. 23. Zastosowanie czujników indukcyjnych
18
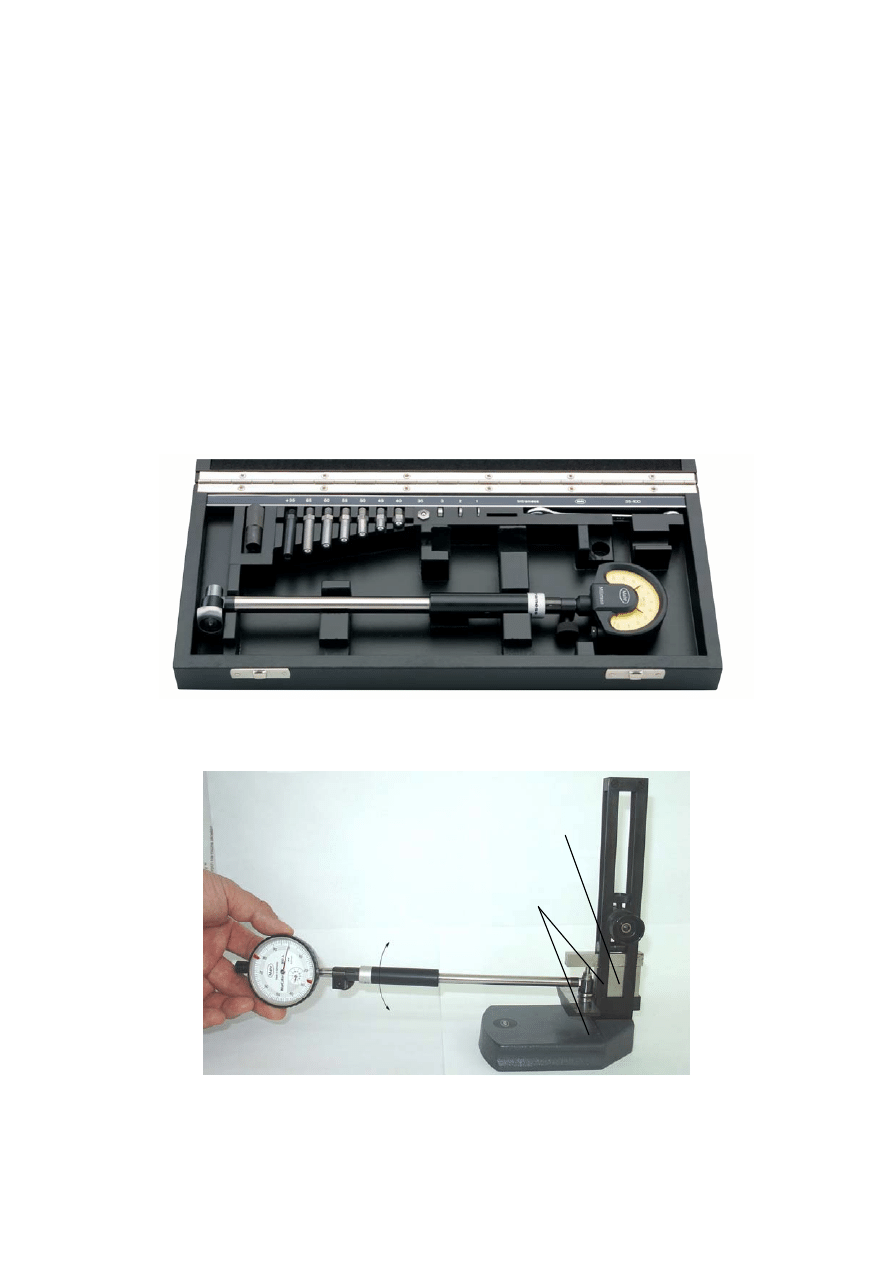
Średnicówka czujnikowa
Pomiar
średnicówką czujnikową (rys.24) odbywa się metodą różnicową. Przez
przystąpieniem do pomiaru średnicówkę należy ustawić na wymiaru nominalny w uchwycie
ze stosem płytek wzorcowych lub na mikrometrze. W tym celu należy złożyć stos płytek
wzorcowych i zamocować je w uchwycie pomiędzy wkładkami. Do średnicówki należy
wkręcić końcówkę, które odpowiada wymiarowi nominalnemu, a następnie wprowadzić
końcówkę średnicówki pomiędzy wkładki uchwytu (rys.25). Średnicówkę wychyla się
w płaszczyźnie pionowej dla uchwycenia położenia zwrotnego, w którym ustawia się
wskazanie czujnika na zero poprzez obrót skali. Tak wyzerowaną średnicówkę czujnikową
wkłada się do otworu. Wskazanie czujnika odczytuje się w położeniu zwrotnym. Wymiar
wielkości mierzonej y jest sumą wymiaru ustawionego
i wskazania czujnika W.
n
y
Rys. 24. Zestaw średnicówki czujnikowej z wymiennymi końcówkami
stos płytek
wzorcowych
Rys. 25. Zerowanie średnicówki czujnikowej
wkładki
uchwytu
19
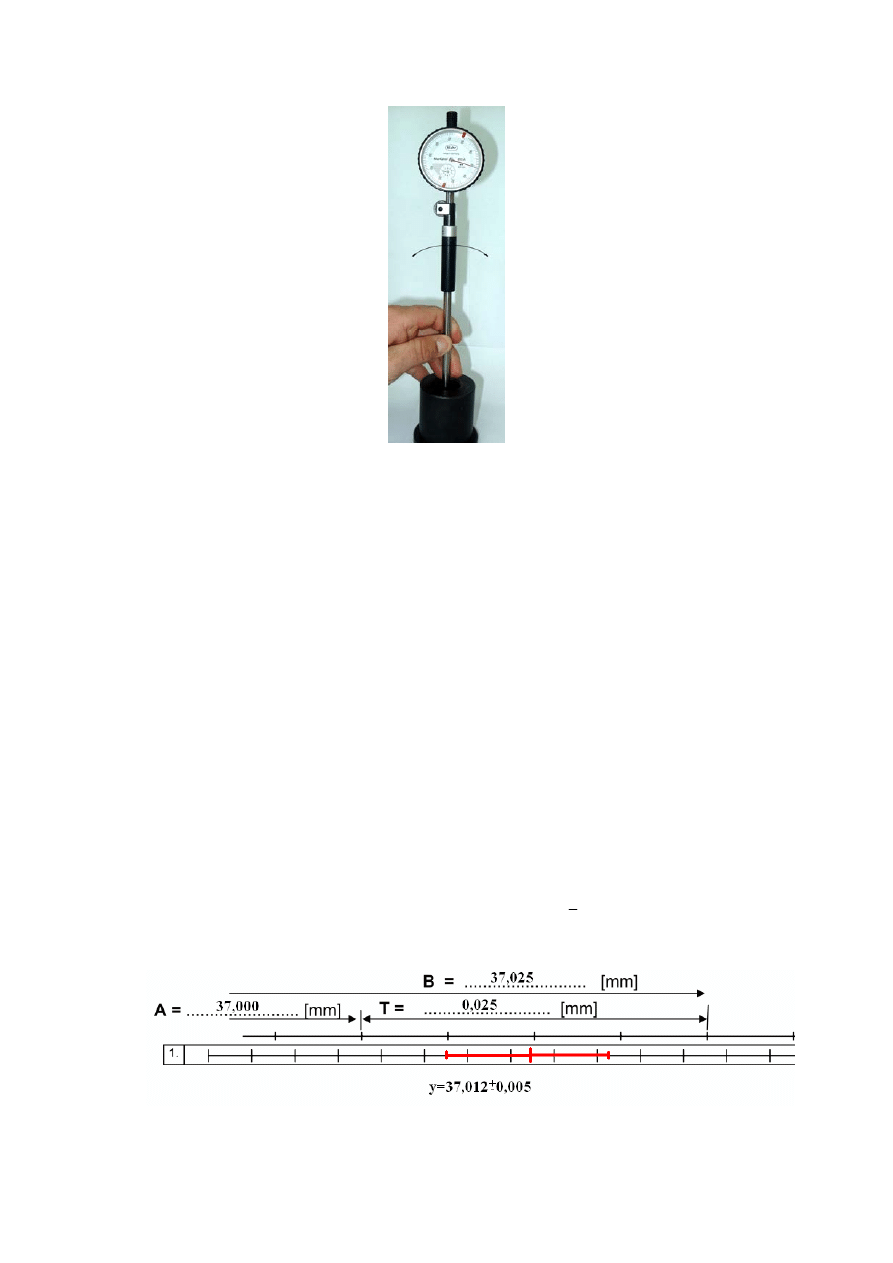
Rys. Pomiar średnicówką czujnikową
3. Przeprowadzenie ćwiczenia
3.1. Pomiary średnic otworów
1. Dla danego otworu
odczytać z
EN 20286-2:1993
Układ tolerancji i pasowań ISO.
Tablice klas tolerancji normalnych oraz odchyłek granicznych otworów i wałków
górną i dolną odchyłkę i tolerancję oraz obliczyć wymiary graniczne wg wzorów (5) i (6).
2.
Wykonać po 5 pomiarów średnicy otworu suwmiarką z noniuszem, suwmiarką cyfrową,
średnicówką czujnikową, średnicówką mikrometryczną, i mikrometrem wewnętrznym.
3.
Dla każdego narzędzia obliczyć wartość średnią pomiarów wg wzoru (11).
4.
Dla każdego narzędzia obliczyć odchylenie standardowe wg wzoru (12).
5.
Dla każdego narzędzia obliczyć odchylenie standardowe wartości średniej wg wzoru (13).
6.
Dla każdego narzędzia obliczyć niepewność standardową wartości średniej wg
wzoru (15).
7.
Dla każdego narzędzia obliczyć niepewność rozszerzoną wg wzoru (16).
8.
Dla każdego narzędzia zapisać wynik pomiaru w postaci
U
y
.
9. Zestawić wyniki pomiarów w formie graficznej; przykład poniżej.
20
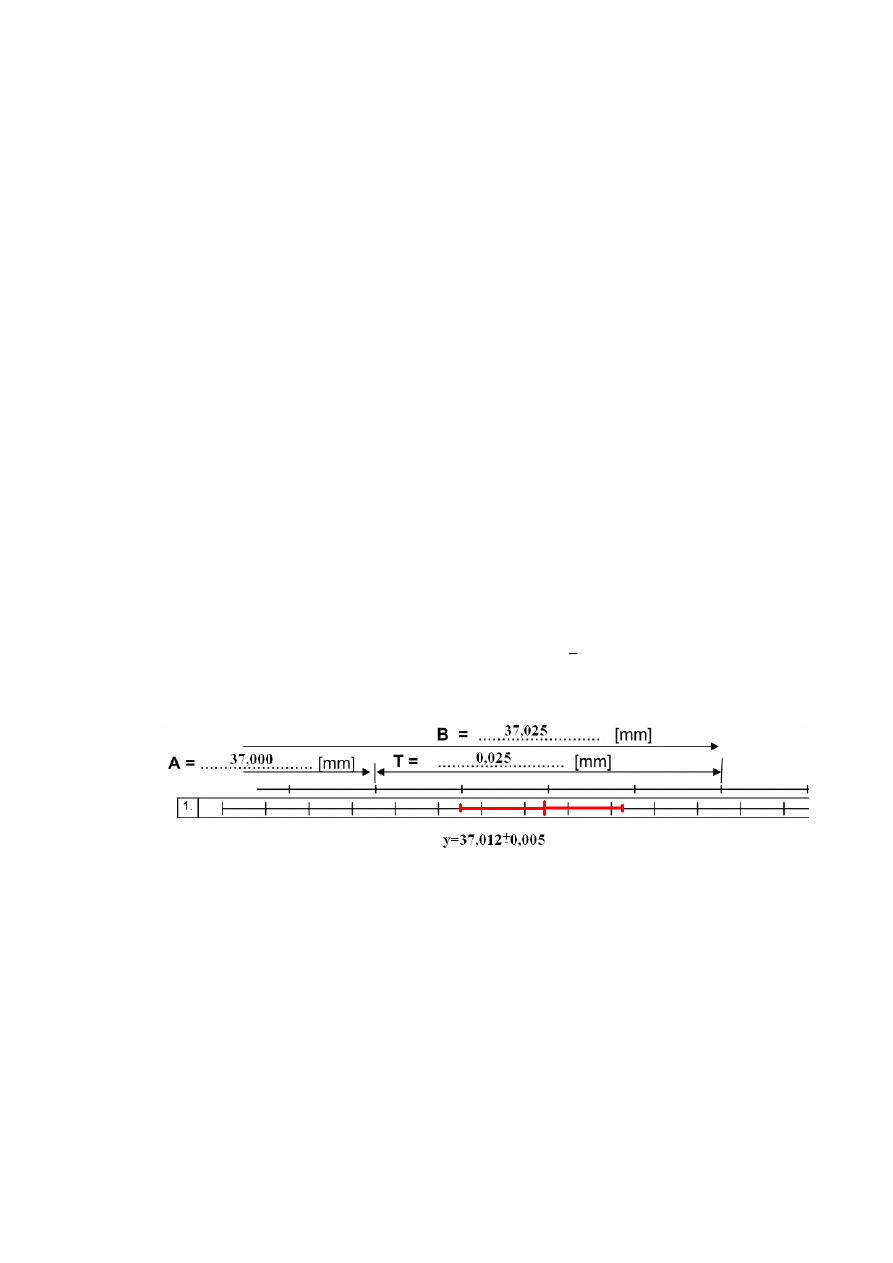
10. Wybrać jedno narzędzie pomiarowe i uzupełnić dla niego orzeczenie
z przeprowadzonych pomiarów. W orzeczeniu należy zapisać wymiar rysunkowy
mierzonego otworu, wynik pomiaru z niepewnością oraz określić zgodność
lub niezgodność ze specyfikacją.
3.2. Pomiary średnic wałków
11. Dla danego otworu
odczytać z
EN 20286-2:1993
Układ tolerancji i pasowań ISO.
Tablice klas tolerancji normalnych oraz odchyłek granicznych otworów i wałków
górną i dolną odchyłkę i tolerancję oraz obliczyć wymiary graniczne wg wzorów (5) i (6).
12.
Wykonać po 5 pomiarów średnicy wałka mikrometrem, mikrometrem cyfrowym,
suwmiarką z noniuszem, suwmiarką cyfrową, mikrometrem czujnikowym, ortotestem
i czujnikiem indukcyjnym.
13.
Dla każdego narzędzia obliczyć wartość średnią pomiarów wg wzoru (11).
14.
Dla każdego narzędzia obliczyć odchylenie standardowe wg wzoru (12).
15.
Dla każdego narzędzia obliczyć odchylenie standardowe wartości średniej wg wzoru (13).
16.
Dla każdego narzędzia obliczyć niepewność standardową wartości średniej wg
wzoru (15).
17.
Dla każdego narzędzia obliczyć niepewność rozszerzoną wg wzoru (16).
18.
Dla każdego narzędzia zapisać wynik pomiaru w postaci
U
y
.
19. Zestawić wyniki pomiarów w formie graficznej; przykład poniżej.
20. Wybrać jedno narzędzie pomiarowe i uzupełnić dla niego orzeczenie
z przeprowadzonych pomiarów. W orzeczeniu należy zapisać wymiar rysunkowy
mierzonego wałka, wynik pomiaru z niepewnością oraz określić zgodność
lub niezgodność ze specyfikacją.
21
Wyszukiwarka
Podobne podstrony:
INSTRUMENTY WALKI Z?ZROBOCIEM
wałki i otwory, Studia Politechnika Poznańska, Semestr II, Podstawy metrologii, metr
wykład 6 instrukcje i informacje zwrotne
Instrumenty rynku kapitałowego VIII
05 Instrukcje warunkoweid 5533 ppt
Instrukcja Konwojowa
walki z chorobami zakaznymi
2 Instrumenty marketingu mix
Promocja jako instrument marketingowy 1
Promocja jako instrument marketingowy
Rozpoznanie wojskowe w systemie walki zbrojnej T 1
Wałki uzupełnienie
więcej podobnych podstron