
1.Istota, zalety i wady metody montażu z pełną zamiennością części.
Jest to metoda wykorzystująca analizę wymiarów oraz założenie, że tolerancje wymiarów elementów wchodzących w skład jednostki
montazowej są węższe od tolerancji wymiarów ogniwa zamykającego. Umożliwia to przy łączeniu dwóch lub więcej wybranych
dowolnie części ze zbioru tych jednostek, w każdym przypadku uzyskanie tej samej żądanej wielkości ogniwa zamykającego łańcuch
wymiarowy. Oznacza to, że tolerancja T
z
ogniwa zamykającego pozwala na składanie zespołu bez uprzedniego dobierania lub
dopasowywania części.
Cechy charakterystyczne:
•
Dla otrzymania wymiarów ogniwa zamykającego o określonej wielkości konieczne jest, aby tolerancjie elementów
wchodzących w skład montowanej jednostki były węższe niż tolerancja ogniwa zamykającego
•
Uzyskanie określonego wymiaru ogniwa zamykającego jest tym łatwiejsze im mniejsza jest liczba ogniw w łańcuchu
wymiarowym
Zalety:
•
Prosty przebieg procesu technologicznego montażu
•
Możliwość zatrudnienia pracowników o niezbyt wysokich kwalifikacjach
•
Łatwe przystosowanie technologiczne montażu
•
Możliwość dokonania podziału na prace wykonywane w zakładzie i poza nim
•
Łatwiejsze i tańsze przeprowadzanie napraw
Wady:
•
Wysoki koszt produkcji poszczególnych części, ponieważ wraz z zawężaniem tolerancji wzrastają koszty wykonania części i
to przeważnie wg zależności hiperbolicznej.
Czynniki ograniczające stosowanie tej metody:
•
Wielkość produkcji, uzasadniająca stosowanie oprzyrządowania
•
Wysoka dokładność wyrobu z elementami o dokładności przekraczającej klasę 5-6 IT
•
Bardzo duże wymiary przedmiotów z dużą ich dokładnością
•
Złożony kształt części utrudniający obróbkę i kontrolę
•
Bardzo małe wymiary przedmiotów (tolerancje zbliżone do zera)
2. Istota, zalety i wady montażu z zamiennością warunkową (tzw. niemieckiej)
W metodzie tej korzysta się z założenia, że równoczesne wystąpienie niekorzystnych, granicznych wartości odchyłek występuje w
wieloczłonowych łańcuchach bardzo rzadko. Prawdopodobieństwo wystąpienia niekorzystnych wartości ekstremalnych maleje z
rosnącą liczbą członów w łańcuchu wymiarowym. Wynika stąd, że wielkość o jaką należy zwiększyć sumę poszczególnych tolerancji
rośnie wraz z liczbą członów w łańcuchu.
Ekonomicznie uzasadniony zakres stosowania tej metody zakłada względnie dużą liczbę wytwarzanych części i odnosi się głównie do
wieloczłonowych łańcuchów wymiarowych z jednocześnie małą wartością członu zamykającego.
Im liczba części większa tym prawdopodobieństwo mniejsze.
Im członów więcej tym wartość rozszerzenia może być większa.
Dokładność- stopień zgodności rzeczywistego obiektu z tym teoretycznym
Jakość- stopień spełnienia oczekiwań klienta wyrażona wieloma parametrami
3. Istota, zalety i wady metody selekcyjnej montażu.
Montaż selektywny jest jedną z metod stosowanych w produkcji o niepełnej zmienności. Stosuje się są zwłaszcza w tych
przypadkach, gdy ze względów konstrukcyjnych nie ma możliwości rozszerzenia tolerancji ogniwa zamykającego a zwężenie
poszczególnych ogniw łańcucha jest niemożliwe lub nieopłacalne. Polega na tym, że przed rozpoczęciem właściwego montażu cała
partia części maszyn lub jednostek montażowych zostaje zmierzona a następnie podzielona na grupy w ten sposób, że w każdej z nich
są jednostki, których wymiary graniczne zawierają część pola tolerancji wykonania.
Metoda ta najlepiej nadaje się do łączenia dwóch lub trzech części okrągłych (tuleja, wałek) choć znane są przypadki kojarzenia
jednostek kiedy wymiarem ogniwa zamykającego jest wypadkowa wymiarów liniowych.
Montaż selektywny wałków w otworach – mogą zachodzić dwa przypadki:
•
Jednakowej tolerancji wałka i otworu T
w
=T
0
•
Różnych tolerancji wałka i otworu.
T
0
>T
w
– to przy przechodzeniu do wyższych grup selekcyjnych wciski maleją, luzy rosną.
T
0
<T
w
- – to przy przechodzeniu do wyższych grup selekcyjnych wciski rosną, luzy maleją.
Wadą jest trudność uzyskania jednakowej liczby sztuk części łączonych w tych samych grupach selekcyjnych.
4. Istota metody Lesochina
Stosuje się ją do rozwiązania zagadnienia, gdy krzywe rozrzutu nie są symetryczne. symetryczne i przy podziale pól tolerancji T
o
i T
w
na różne liczby grup:
n
T
i
n
T
W
o
Nie uzyskuje się jednakowej liczby części w poszczególnych grupach selekcyjnych.
Przy zastosowaniu metody wykreślnej uzyskujemy nowe pola tolerancji.
Jest to metoda wykreślna, która pozwala na wykreślanie nowych grup selekcyjnych. Planimetrujemy pola pod krzywymi.
Jest to metoda wtórnego podziału na nowe grupy selekcyjne, gdyż nie ma rozkładów symetrycznych.
5. Istota, zalety i wady kompensacyjnej metody montażu.
Metoda ta wystepuje w produkcji o niepełnej zamienności, daje podobne efekty ekonomiczne jak metoda selekcyjna. Polega na tym,
ż
e żądaną dokładność ogniwa zamykającego otrzymuje się poprzez zmianę wielkości jednego z ogniw składowych.
Zmianę tę otrzymuje się poprzez:
•
Wprowadzenie do zespołu jednej lub kilku dodatkowych części tzw kompensatorów
•
Zmiane położenia jednego z elementów montowanych w stosunku do pozostałych
•
Zdjęcie specjalnie zostawionego naddatku na obróbkę na jednym z elementów zespołu.
Dwa pierwsze przypadki to kompensacja konstrukcyjna, a trzeci przypadek to kompensacja technologiczna. Zmiana wymiaru ogniwa
może być dokonana w sposób nieciągły za pomocą jednej lub kilku dodatkowych części (podkładek, tulejek) dobieranych w czasie
montażu lub w sposób ciągły przez odpowiednią zmianę konstrukcji jednego z elementów, umożliwiającą zmianę jego położenia.
Wybór rodzaju kompensatora zależy od konstrukcji montowanej maszyny lub jej zespołu oraz od możliwości wykonania podkładek
„cienkich”, których produkcja w szczególnych przypadkach może być trudniejsza od produkcji podkładek „grubych”.
Montaż z kompensacją ciągłą.
W metodzie wyrównanie dodatkowej odchyłki ogniwa zamykającego uzyskuje się poprzez zmianę położenia jednej części zespołu w
stosunku do pozostałych.
Pozwala ona uzyskiwać duże dokładności działania zespołów. Proces montażu jest łatwy i nie są wymagani pracownicy o wysokich
kwalifikacjach. Najistotniejszą zaletą montażu jest to, że elementy składowe mogą być wykonane w szerszych tolerancjach.
Montaż z dopasowaniem (kompensatorami technologicznymi)
W metodzie tej żądaną dokładność ogniwa zamykającego uzyskuje się przez zmianę wymiaru jednego z elementów składowych
zespoły montowanego. W tym celu wybiera się jedną z części zespołu pozostawiając naddatek na obróbkę w celu kompensowania
odchyłek pozostałych elementów zespołu.
Kompensatorem technologicznym jest element 1 na powierzchni którego pozostawiono naddatek na obróbkę o grubości B.
Najważniejszym zagadnieniem jest prawidłowe określenie wielkości naddatku na powierzchni kompensatora.
Zalety metody:
•
Możliwość wykonywania części składowych z tolerancjami większymi niż to wynika z ogniwa zamykającego
•
Uproszczenie montażu
•
Brak konieczności wykonywania elementów dodatkowych korzystnie wpływa na ekonomikę
•
Metoda z kompensacją jest niezgodna z def. montażu bo podczas montowania wykonywana jest dodatkowa obróbka.
Wady:
•
Konieczność wprowadzenia obróbki w fazie montażu
•
Zależnie od konstrukcji „kompensatora” wielkości naddatku i żądanej dokładności, zdjęcie naddatku odbywa się ręcznie lub
na obrabiarkach (mogą wystąpić kłopoty transportowe i organizacyjne)
•
W przypadku obróbki ręcznej kompensatora zatrudnianie pracowników o wysokich kwalifikacjach
•
Bardzo duża różnica w pracochłonności uzyskania naddatków kompensacyjnych.
Wady te powodują, że metoda ta znalazła zastosowanie w produkcji jednostkowej i małoseryjnej zespołów o wieloogniowych
łańcuchach z jednoczesną dużą dokładnością ogniwa zamykającego.
6. Połączenia rozłączne stosowane w montażu.
•
Skrętne – występuje tu powiązanie kształtowe lub cierne łączonych elementów. Właściwości połączeń zależą od zarysu
gwintu. Najczęściej stosowane są gwinty o zarysie trójkątnym zwykłe oraz drobnozwojowe. Gwint trapezowy umożliwia
przenoszenie większych sił, przenoszenie obciążeń w obu kierunkach.
•
Zaciskowe – stosunkowo rzadko stosowane, opierają się na odkształceniach sprężystych powierzchni, wywołanych przez
wcisk łącznika zewnętrznego (pierścienia, kotwicy lub śruby).
•
Rozporowe – bazują na odkształceniach sprężystych. Szeroko stosowane ze względu na:
- łatwość prac montażowych
- dużą wytrzymałość
- dobre osiowanie
- niskie koszty stosowania
Nie ma konieczności dokładnego pasowania. Łącznikami mogą być tuleje stożkowe, pierścienie stożkowe.
•
Kołkowe – łącznikiem jest kołek lub sworzeń. Wyróżnia się kołki:
- gładkie – walcowe i stożkowe (dokładniejsze)
- karbowe (mniej dokładne)
•
Klinowe – elementem łączącym jest klin osadzony w rowach wału i piasty. Najczęściej stosowane są kliny
wpuszczane. Do ich wykonania potrzebna jest zbieżność wzdłużna klinu i dna rowka w piaście. Kliny mogą być:
płaskie, wklęsłe, styczne
•
Wypustowe – wielowypustowe (obwodowe) lub wwieloząbkowe (czołowe), wieloboczne i bagnetowe. W rowku
wałka wpusty osadza się z wciskiem, a w rowku piasty stosuje się pasowanie. Rodzaje wpustów: prostokątne,
ewolwentowe, trójkątne
•
Wpustowe- wymiary i kształty wpustów określają normy. Wpusty osadza się z wciskiem.
•
Łapkowe – odmiana połączeń zaginanych, uzyskiwane przez przetknięcie występów (łapek) jednego z elementów
przez otwory drugiego. Mała wytrzymałość powoduje, że stosuje się go w małych mechanizmach. Jest prosty i tani.
7. Połączenia nierozłączne stosowane w montażu.
•
zgrzewane – tworzone przy wzajemnym docisku elementów oraz jednoczesnym podgrzaniu w miejscu łączenia (z
wykorzystaniem prądu elektrycznego, tarcia itp.). Powoduje to zwiększenie oddziaływania sił międzyatomowych i
powstanie zgrzeiny. Rodzaje zgrzewania:
- oporowe: punktowe, liniowe, garbowe, doczołowe
- indukcyjne
- ultradźwiękowe
- wybuchowe
- tarciowe
- dyfuzyjne
•
spawane – uzyskiwane przez doprowadzenie stopionego dodatkowego materiału o składzie zbliżonym do materiałów
elementów łączonych, przy nadtopieniu spoiwa przyłączy. Najpopularniejsze jest spawanie elektryczne.
•
lutowane – polegają na wykonaniu więzi kohezyjnej między elementami łączonymi. Między lutem i materiałem
przyłączy zachodzi reakcja dyfuzji. Elementy łączone nie są nadtapiane. Rodzaje lutów: płaskie, rurowe, mieszane
•
klejone – są wynikiem występowania reakcji adhezji (siły przyczepności) kleju i przyłącza. Na wytrzymałość tych
przyłączy mają wpływ mechaniczne i technologiczne właściwości klejonych materiałów, przyłączy i kleju.
Zalety:
- możliwość łączenia różnych materiałów
- hermetyczność połączeń
- odporność na korozję
- zdolność do tłumienia drgań
Wady:
- mały zakres temperatur eksploatacji (do 200°C)
- mała odporność na odrywanie
- szybkie starzenie się kleju
- ograniczona odporność na działanie wilgoci
•
spajane zgniotem – wykonywane na prasach hydraulicznych lub mechanicznych w temperaturze otoczenia, bez
stosowania dodatkowych substancji chemicznych. Wykorzystywane do łączenia metali i stopów nieżelaznych o dobrych
właściwościach plastycznych.
•
nitowane – połączenie uzyskiwane przez odkształcenie końców (lub końca) nitu i utworzenie łbów (łba) zamykających
nit i zwiększenie jego wymiarów poprzecznych. Rodzaje łbów: płaskie, kuliste, soczewkowe
•
wtłaczane – przy wciskaniu następuje odkształcenie sprężyste powierzchni walcowatych i stożkowy elementów
łączonych, to one powodują zaistnienie połączenia.
•
skurczowe i rozprężne – wcisk uzyskiwany jest przez wyrównanie temperatur złączy, z których jedno z nich zostało
przed połączeniem podgrzane (skurczowe) lub oziębione (rozprężne). Dlatego nie ma potrzeby wykorzystania siły
osiowej jak w połączeniach wtłaczanych.
•
Zawijane- uzyskuje się przez zawinięcie oraz zaciśnięcie brzegów przyłączy. Stosowane do łączenie miękkich blach.
•
Zaginane- kilkakrotnie zaginanie przyłączy obu łączonych
•
Zaprasowane- zgniecenie na ogół jednego z przyłączy
8. Formy organizacji montażu
Sposób techniczno – organizacyjno - produkcyjnego rozwiązania w aspekcie czasowym i przestrzennym zad montażowego.
Trzy formy:
•
Stacjonarny – dokonywany na nieruchomym przedmiocie przez pojedynczego wykonawcę lub zespół wykonawców.
Jednocześnie może być montowany pojedynczy wyrób lub partia wyrobów. Tę formę stosuje się w produkcji jednostkowej
oraz małoseryjnej dużych i ciężkich jednostek. Jest najmniej efektywny. Duża pracochłonność, zaangażowanie powierzchni
produkcyjnej, długi cykl wykonania.
•
Gniazdowy – podzielony jest na operacje lub grupy operacji, które przydzielone są do wykonania wyspecjalizowanym
stanowiskom. Montowana jednostka dla wykonania na niej kolejnych operacji jest na ogół przemieszczana między
stanowiskami gniazda. Ruch kompletowanej jednostki, co do kierunku i czasu, jest nieregularny. Czasy pracy są nierówne.
Cechy charakterystyczne:
Większa efektywność
Mniejsza pracochłonność
Mniej zaangażowanej powierzchni
Lepsze wykorzystanie wyposażenia technicznego
Krótszy cykl wykonania
Stosowane są trzy rozmieszczenia stanowisk:
Funkcjonalny – według rodzaju wykonywanych zad.
Modułowy – mogą wykonywać ten sam zakres prac, grupy maszyn tego samego typu
Komórkowy – wydzielone grupy stanowiskowe przeznaczone do wykonywania określonego asortymentu
przedmiotów
Fazy procesu technologicznego – zbiory podobnych operacji technologicznych różnych wyrobów. Asortyment
wyrobów jest duży i podlega częstym zmianom, a stanowiska grupuje się i rozmieszcza wg procesu
technologicznego
•
Potokowy – cechuje się:
Stałym i jednokierunkowym ruchem montowanej jednostki
Liniowym rozmieszczeniem stanowisk roboczych, zgodnym z przebiegiem procesu technologicznego
Specjalizowanie pracy stanowisk w wykonywaniu określonych operacji
Synchronizację czasów trwania operacji
Zastosowaniem specjalnych środków do transportu międzystanowiskowego montowanej jednostki

Rodzaje:
Zmienny grupowy
Niezsynchronizowany
Z rytmem swobodnym
Efektywność potoku wyraża się w: minimalizacji zużycia i zaangażowania czynników produkcji, pracy żywej, wyposażenia, pow.
Produkcyjnej, środków obrotowych. Dodatkową korzyścią w skali przedsiębiorstwa ze stosowanej potokowej formy organizacji
montażu jest:
Pewność planowania wielkości produkcji i poziomu jakościowego wyrobu
Ograniczenie i uproszczenie funkcji planowania i kontroli produkcji
Rytmiczność spływu produkcji
Korzyści odnoszone w skali ogólnogospodarczej i ogólnospołecznej wyraża się przez:
o
Umasowienie i potanienie szerokiego asortymentu wyrobu
o
Udostępnienie pracy szerszemu ogółowi pracowników bez względu na predyspozycje psychofizyczne i kwalifikacje
o
Stworzenie przesłanek do mechanizacji i automatyzacji pracy
Sposób wybierania dokonuję się poprzez uwzględnienie wymagań ekonomicznych i technologicznych, ustalony według przestrzennej
i czasowej struktury procesu montażowego. Wybór formy organizacyjnej montażu determinowany jest szeregiem czynników:
•
Cechy konstrukcyjne wyrobu, w tym głównie wymiary powierzchniowo – przestrzenne i masa
•
Typ produkcji umiarkowanej
•
Złożoność wyrobu i pracochłonność montażu
•
Technologie łączenia elementów oraz stosowane do nich rodzaje i typy narzędzi.
9. Linie montażowe z zapasami międzyoperacyjnymi – charakterystyka
Zasady rozwiązania: Stanowiska robocze rozmieszczone są wzdłuż przenośnika transportowego. Ruch montowanych przedmiotów
jest taki, aby możliwe było operowanie w obrębie jednego stanowiska większą niż jedną liczbą sztuk. Możliwe są 2 przypadki:
a)
Ciągły ruch cięgna- taśmy przenośnika i przenoszonych przedmiotów, praca na przedmiocie odbywa się w ruchu.
Maksymalna liczba przedmiotów w strefie pojedynczego stanowiska wynosi 5 sztuk; bezpośrednio sąsiadujące ze sobą
stanowiska mogą pracować na zakładkę.
b)
Ciągły ruch cięgna przenośnika i regulowany ruch elementów przenoszących wyrób ( ramek montażowych) – praca na
przedmiocie odbywa się w spoczynku; urządzenie przenoszące wyrób wyłącznie jest w ruchu w strefie stanowiska
roboczego automatycznie i włączane do ruchu po wykonaniu na nim operacji przez wykonawcę; liczba przedmiotów
stanowiących zapas międzyoperacyjny winna wynosić 4-6szt; na przenośniku zarezerwowane jest miejsce na tworzenie tego
zapasu.
Zaoszczędzony na danym stanowisku roboczym czas, dzięki wprowadzaniu buforów międzyoperacyjnych, może być wykorzystany
na:
- tworzenie i utrzymanie stałego zapasu międzyoperacyjnego
- wykonanie dodatkowych zadań
- krótkotrwałe opuszczenie stanowiska roboczego przez wykonawcę.
W konsekwencji linie z zapasami międzyoperacyjnymi winny umożliwiać:
- wzrost wydajności pracy u części wykonawców( do 50% całej obsady linii roboczej)
- polepszenie jakości wykonywanych prac i poprawę jakości wyrobów a pewne zmniejszenie pracochłonności prac kontrolno –
naprawczych.
- poprawę samopoczucia wykonawców i pewne złagodzenie zjawisk negatywnych powodowanych wymuszeniem tempa pracy.
Tworzenie zapasów międzyoperacyjnych produkcji w toku nie wpłynie w istotny sposób na koszty wytworzenia. Zapasy produkcji w
toku jako czynnik produkcyjny są najtańsze spośród wszystkich czynników ( praca żywa i wyposażenie).
10. Linie montażowe z wewnętrznym podziałem na odcinki – charakterystyka
Zasady rozwiązania :
Linia montażowa podzielona jest wewnętrznie na odcinki o dwóch stopniach (rys.3).
Między odcinkami pierwszego stopnia przewiduje się utworzenie zapasów (buforów) międzyoperacyjnych obejmujących po 5-6
sztuk montowanych wyrobów. Zapasy mają charakter obrotowy.
Uzasadnienie rozwiązania :
Podział linii na odcinki 3-4 stanowiskowe i wprowadzenie między nimi zapasów (buforów) między operacyjnych pozwala na
pewien zakres niezależności pracy tych odcinków od ogólnego taktu pracy linii.
W ten sposób stwarza się możliwości do:
•
produkcyjnego wykorzystania części czasu dotychczas traconego z tytułu niepełnej synchronizacji operacji w linii
konwencjonalnej,
•
uwolnienia części potencjalnej wydajności pracy określonej liczby wykonawców (o wydajności wyższej od przeciętnej)
i uzyskania dodatkowej produkcji,
•
wzrostu wydajności dzięki zaistnieniu warunków do współdziałania.
Rozwiązanie to realizuje zasady :
•
„rozszerzania pracy” i stosowanie do ostatecznej jego postaci
•
„wzbogacenia pracy” (w przypadku utworzenia grup autonomicznych o pewnym zakresie samodzielności – odcinki
drugiego stopnia)
W obrębie małych grup stanowisk – odcinków pierwszego stopnia istnieją możliwości sterowania rotacją wykonawców na
stanowiskach roboczych.
11. Zespół montażowych mini-linii równoległych – charakterystyka
Rys. 4
Zasady rozwiązania :
Zakłada się utworzenie w miejsce jednej linii konwencjonalnej, kilku linii (mini-linii) równoległych. Liczba nowo tworzonych
jednostek (linii równoległych) wynika z istniejącej lub wymaganej docelowym programem produkcyjnym zdolności
produkcyjnej danej fazy montażu. Proces technologiczny montażu wyrobów (podzespołów, zespołów, wyrobów finalnych)
dzielony jest na ograniczoną liczbę operacji.
Określona liczba linii równoległych tworzy jeden odcinek produkcyjny, rozmieszczony wzdłuż jednego przenośnika
transportowego i realizujący stale określony program asortymentowy produkcji (rys.4). Liczba linii w ramach danego odcinka,
czynnych na jednej zmianie roboczej, może być różna i zależy od :
•
wielkości zadań produkcyjnych na dany dzień,
•
stanu obecności w pracy obsady roboczej,
•
zabezpieczenia materiałowego produkcji.
Obsada robocza pojedynczej linii równoległej stanowi stały zespół roboczy (grupę autonomiczną), tworzony na zasadach
dobrowolnego doboru pracowników. Podział zadań wewnątrz grupy realizowany jest stosownie do ustaleń jej członków. Grupa
posiada określony zakres samodzielności, zależny od ostatecznie przyjętej koncepcji funkcjonowania grup (zakres zadań i
funkcji, rodzaj uprawnień, zakres odpowiedzialności).
Uzasadnienie rozwiązania :
Rozwiązanie realizuje zasady:
•
rozszerzenia i wzbogacenia pracy (w przypadku powołania grup autonomicznych)
•
zespołowej formy organizacji pracy
•
kojarzenia funkcji kontroli z bezpośrednim wykonawstwem.
Utworzenie linii równoległych o ograniczonej liczbie stanowisk roboczych, w miejsce linii konwencjonalnych pozwala na :
•
obniżenie strat czasu z tytułu niepełnej synchronizacji; operacje o dłuższym czasie trwania, większej liczbie elementów
pozwalają uzyskać lepsze wskaźniki synchronizacji
•
pełniejsze wykorzystanie potencjalnej wydajności wykonawców pracy; dobór wykonawców o ujednoliconym poziomie
wydajności w zespołach roboczych o małej ich liczbie jest łatwiejszy niż w zespołach wielokrotnie liczniejszych
•
wzrost wydajności pracy poprzez zaistnienie warunków do rywalizacji i współzawodnictwa między zespołami
roboczymi danego odcinka produkcyjnego
•
poprawę jakości produkcji dzięki przybliżeniu funkcji kontrolnych do bezpośrednich wykonawców.

12. Zespół stanowisk montażowych (odcinków) o elastycznie regulowanym zakresie prac – charakterystyka
Zasady rozwiązania :
Zakłada się tworzenie, w miejsce konwencjonalnych linii montażowych, odcinków –stanowisk produkcyjnych o elastycznie
regulowanym zakresie zadań. Parametry techniczno-produkcyjne odcinka (przepustowość, takt średni) oraz zakres zmienności
zadań wykonawcy zależą od przyjętego typu rozwiązania technicznego, tj. budowy pojedynczego stanowiska roboczego i całego
odcinka.
Stosuje się dwa typy rozwiązań konstrukcyjnych (budowy) stanowiska –odcinka :
•
rozwiązanie oparte o zasadę operowania w obrębie pojedynczego stanowiska roboczego partią przedmiotów, jest to
system typu Lancoeconomie lub pochodny; w przypadku montażu przedmiotów małych (podzespołów) partia liczy 50-
100 sztuk, przepływ montowanych kolejno przedmiotów przez pole operacyjne wykonawcy odbywa się w płaszczyźnie
poziomej przedmioty podawane są przy pomocy napędzanego łańcucha (rys. 5)
•
rozwiązania oparte o system przepływu przedmiotów; jest to zespół 3,4 lub 5 stanowisk roboczych zgrupowanych w
jeden odcinek w taki sposób aby przedmioty w trakcie montażu, na kolejnych stanowiskach, wykonywały ruch okrężny
zamknięty (rys.6), do określonego stanu gotowości przedmioty mogą być montowane w dowolnej liczbie etapów i
stosownie do tego wykonują w jednym cyklu 1,2 lub więcej obiegów, montaż przebiega kolejnymi partiami.
Uzasadnienie rozwiązania :
Rozwiązanie pozwala na ograniczenie lub całkowite wyeliminowanie sztywnych powiązań czasowych między kooperującymi
stanowiskami i ograniczenie (wyeliminowanie) :
•
strat czasu „roboczego z tytułu niepełnej synchronizacji operacji i przestojów przypadkowych
•
strat wydajności pracy w określonej części wykonawców
•
wymuszonego tempa pracy
13. Montażowy układ produkcyjny o strukturze zróżnicowanej – charakterystyka
Zasady rozwiązania :
Rozwiązanie polega generalnie na uprzedmiotowieniu struktury wewnętrznej wydziałów, następuje zamknięcie w obrębie
jednego wydziału montażowego maksymalnej liczby faz procesu produkcyjnego.
Zakres pracy na pojedynczym stanowisku roboczym jest zależny od typu stanowiska i rodzaju przewidzianych do zmontowania,
w poszczególnych gniazdach, przedmiotów.
Odpowiednio :
•
stanowiska montażu indywidualnego przewidziane są do wykonania średnio dorobnych i mało pracochłonnych
podzespołów- najniższy zakres prac
•
stanowiska partnerskie wykonują montaż podzespołów i zespołów średnio złożonych, o względnie małej
pracochłonności-średni zakres prac
Przewiduje się utworzenie stanowisk indywidualnych montażu kompletnego gotowych wyrobów lub szczególnie złożonych
zespołów. Zadaniem tego typu stanowisk jest montaż wyrobów (zespołów) szczególnego przeznaczenia (wykonania).
W grupie stanowisk montażu zespołowego przewiduje się wariantowe rozwiązania konstrukcyjne :
•
wariant a – w postaci wielobocznych lub okrągłych, o konstrukcji monolitycznej, stołów wieloosobowych
•
wariant b - w postaci zestawów z jednostek modułowych (stołów jednoosobowych)
•
wariant c – w postaci zestawów obiegowych, tj. jednostek-odcinków 3,4 lub 5 osobowych, umożliwiających łączenie w
dłuższe odcinki typu linia
Uzasadnienie rozwiązania :
Założeniem proponowanego rozwiązania jest realizacja jednocześnie wielu celów, zarówno ekonomiczno-produkcyjnych, jak i
humanizujących. Wariant ten jest zgodny z współcześnie najbardziej nowoczesnym kierunkiem rekonstrukcji systemów
produkcyjnych. Winien być traktowany jako docelowa postać organizacji produkcji i pracy w zakładzie.
Realizacja wariantu winna dać efekty w zakresie :
•
ograniczenia strat czasu roboczego
•
pełniejszego wykorzystania wydajności pracy wykonawców
•
polepszenia jakości produkcji
14.Aktualne tendencje zmian w organizacji montażu
Tendencje zmian w organizacji montażu:
1.
Doskonalenie konwencjonalnej formy potoku poprzez modyfikację niektórych jego fragmentów techniczno -
organizacyjnych
2.
Wybór korzystniejszej formy organizacyjne
3.
Punkt wyjścia dla poszukiwania nowych form organizacji produkcji i pracy stanowi analiza i ocena relacji zachodzących
pomiędzy treściowo – ilościowym zakresem pracy (polem pracy) a potencjałem rzeczowo – ludzkim. Wzajemne
dostosowanie tych elementów jest celem i istotą rozwiązań organizacyjnych. Bazując na określonym poziomie potencjału
reprezentowanego przez wykonawców należy, poprzez zmiany ilościowo – jakościowe zakresu pracy – strukturalizacje,
szukać pożądanej zgodności.
Ilościowe rozszerzenie pola pracy jest poszerzeniem zakresu prac o charakterze wykonawczym bez zmiany udziału w zadaniu
składników decyzyjnych. Zwiększa złożoność zadań, podnosi wymagania kwalifikacyjne, zmniejsza jednostronność i
powtarzalność. Wzrasta motywacja. Mamy 2 warianty organizacyjne rozwiązania:
a)
poszerzanie pracy - wzrasta liczba elementów składa się na 1 zadanie (operacja), wydłużeniu ulega sumaryczny czas
jego trwania
b)
zmienność pracy – zadanie jest okresowo zmienne. Zmienność jest realizowana w 2 formach:
- zmiana operacji stanowisk z zachowaniem rodzaju pracy
- zmiana typu czynność, tj. przejście od czynności bezpośrednio produkcyjnej do pomocniczych (np. czynności obsługi
własnego stanowiska roboczego)
Jakościowe rozszerzenie obszaru pracy wyraża się w zmianie w zadaniu proporcji elementów wykonawczych i decyzyjnych
przez dodanie tych ostatnich. Obejmuje 2 warianty rozwiązań:
a)
wzbogacenie pracy – jest to zwiększenie udziału elementów decyzyjnych w zadaniu roboczym
b)
grupy autonomiczne – wzbogacenie zadania o elementy decyzyjne jest spotęgowane faktem istnienia autonomiczne
działającego zespołu roboczego.
W zakresie kompetencji grupy autonomicznej wchodzą najczęściej następujące uprawnienia:
- ustalenie składu i liczebności grupy
- wybór przedstawiciela do kontaktów z nadzorem. Funkcje mogą pełnić kolejno poszczególni członkowie zespołu.
Grupa może też zrezygnować z wyboru szefa
- podział zarobku między członków grupy
- wewnętrzny podział zadań i rozdziałów zadań częściowych z określeniem trybu rotacji
- ustalenie rytmu pracy i przerw
- prawo żądania zmian metod i narzędzi pracy. We współpracy z ekspertami grupa zajmuje się racjonalizacją
produkcji
- prawo do obniżania wielkości zadań z tytułu prowadzonego szkolenia
UT
technologiczne
UM
manipulacyjne
UP
transportowe
Układy
wykonawcze
Człony funkcjonalne
US
sterowania
UO
orgatechniczn
e
Układy
pomocnicze
Strukturalizacja pracy
Kształtowanie pracy Motywacyjne kształtowanie
wg zasad Taylora pracy
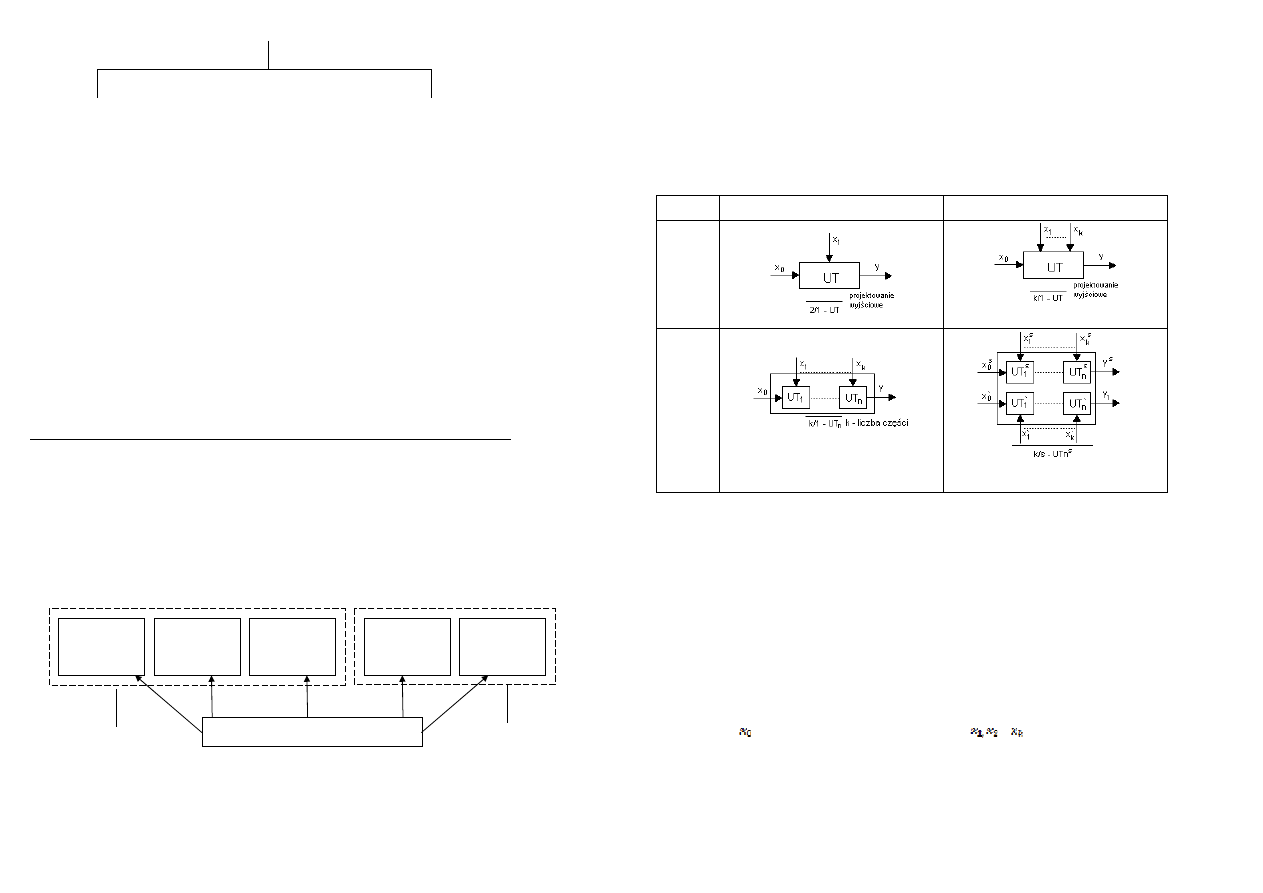
15.Systemy zautomatyzowanego montażu ( jednopozycyjne, wielopozycyjne, układy i człony funkcjonalne)
Systemy montażu i ich optymalizacja:
Procesy technologiczne montażu realizowane są w systemach produkcyjnych. System jest tutaj zbiorem elementów i związków
między nimi zachodzących.
Systemy montażu:
- wielopozycyjne
- jednopozycyjne
UT – zespół mechanizmów niezbędnych do wykonywania na stanowisku łączenia części (nitowanie, zgrzewanie, itp.)
UM – układy zasilania, realizują funkcję doprowadzenia odpowiednio zorientowanego przedmiotu na pozycję montażową
UP – stoły obrotowe i liniowe, wózki, rozwiązania (mechanizmy) służące do przemieszczania przedmiotu między różnymi
stanowiskami
Negatywna:
- podział funkcji
- podział operacji
Pozytywna:
- zmienność pracy:
a) zmiana stanowiska
b) zmiana charakteru
czynności
- poszerzenie roboty
- wzbogacenie pracy
- grupy autonomiczne
Motywacyjne kształtowanie
pracy
US – sterowanie przebiegiem procesu na stanowisku zgodnie z cyklem montażu
UO – zapewnienie odpowiedniego komfortu (oświetlenie, itp.)
UT, UM – układy wykonawcze
UP, US, UO – układy pomocnicze
Każdy układ złożony z mniejszych elementów – człony funkcjonalne – podstawowe mechanizmy i urządzenia systemu np.
napędy, przekładnie, itd.
W przemyśle znalazły zastosowanie systemy:
Kryteria:
- liczba łączonych części
- liczba układów technologicznych
Pod
pojęciem
systemu
należy
rozumieć
zbiór
obiektów o
określonych
właściwościa
ch
eksploatacyj
nych
powiązanych
relacjami.
Systemy
montażu
dzielimy na
wielopozycyj
ne
(podsystemy
jednopozycyj
ne -
zespół stanowisk i automat wielopozycyjny) i jednopozycyjne.
1.
Jednopozycyjny prosty- łączenie geometryczne na jednej pozycji (stanowisku)
Systemem jednopozycyjnym prostym w montażu częściowo zautomatyzowanym jest stanowisko uniwersalne lub specjalne
wyposażone w półautomatyczne środki jednooperacyjne. Środki tego rodzaju są przeznaczone do wykonania czynności i
zabiegów łączenia jednej części w cyklu półautomatycznym.
System jednopozycyjny prosty w montażu automatycznym jest złożony z układów: technologicznego, manipulacyjnego i
sterowania.
2.
Jednopozycyjny złożony- łączenie więcej niż 2 części na jednej pozycji (stanowisku)
3.
Wielopozycyjny prosty- montaż zespołów na więcej niż jednej pozycji połączonych szeregowo.
4.
Wielopozycyjny złożony- stosowane we wszystkich typach produkcji. Elementami składowymi tych systemów są linie i
automaty montażowe ustawione szeregowo-równolegle. Poszczególne podsystemy są przeznaczone do montażu zespołów, a
w podsystemie głównym jest prowadzony montaż ostateczny wyrobu.
Części i elementy w procesie technologicznym montażu, przebiegają wzdłuż trajektorii ruchu x i y poprzez kolejne człony
funkcjonalne układów wykonawczych systemu. Części bazowe przemieszczone są na pozycje montażu, we wszystkich systemach
wzdłuż trajektorii
. Często łączone natomiast wzdłuż trajektorii ruchu
….
PROSTY
ZŁOŻONY
JE
D
N
O
P
O
Z
Y
C
Y
JN
Y
W
IE
L
O
P
O
Z
Y
C
Y
JN
Y
16. Fazy czynnościowo- operacyjnego montażu (pętla projektowania,sekwencje projektowe, technologiczność konstrukcji)
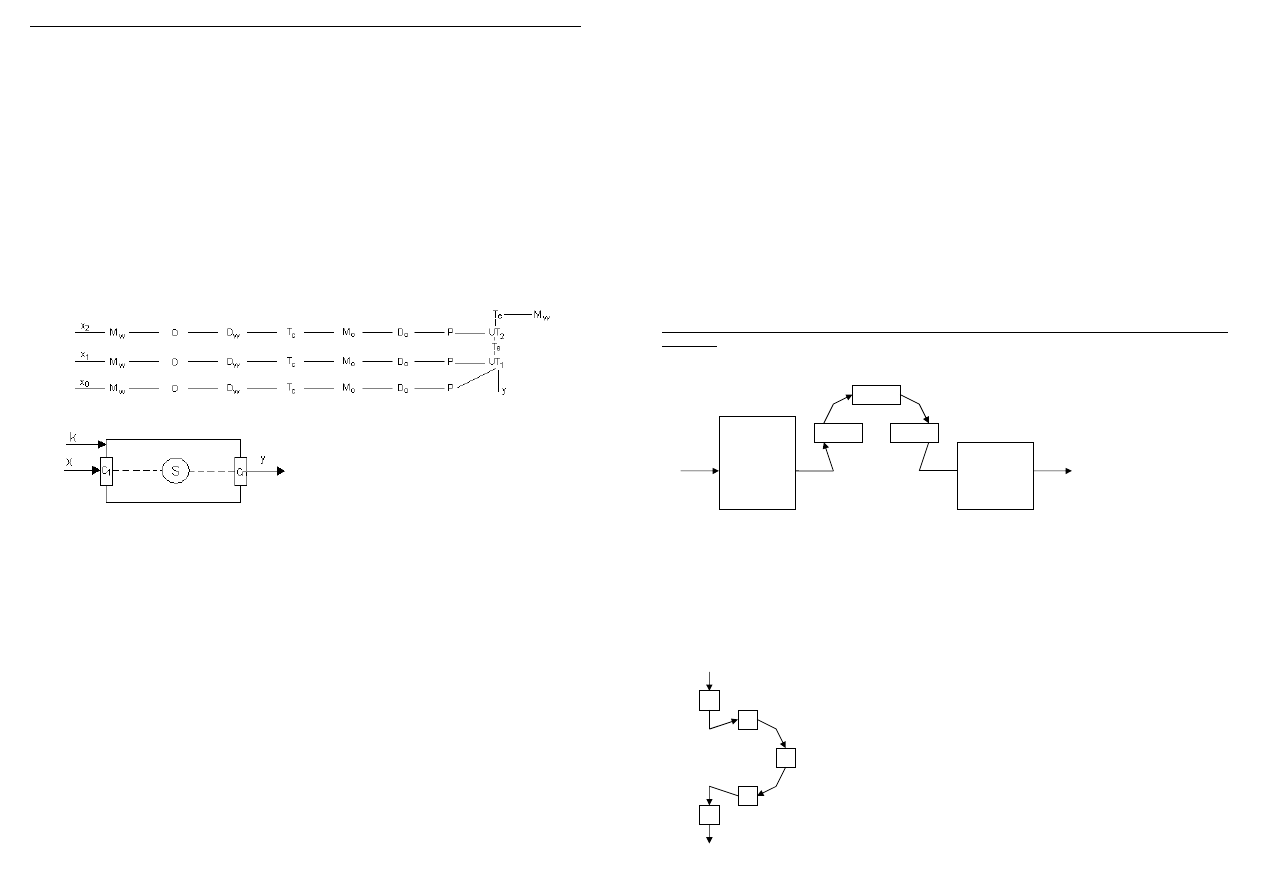
Przebieg procesu czynnościowo-operacyjnego:
Mw – magazynowanie wstępne – gromadzenie nieuporządkowanych, wyselekcjonowanie części
O – orientowanie – doprowadzanie części do stanu uporządkowania poprzez kolejne odbieranie stopni swobody w celu ustawienia
w pozycji montażowej
Dw – dozowanie wstępne – wydzielanie zorientowanej pojedynczej sztuki lub partii części
Tc – przemieszczanie części – transportowanie części na pozycje montażową
Mo – magazynowanie operacyjne – gromadzenie zapasu uporządkowania części przed pozycją montażową dla zabezpieczenia
ciągłości cyklu technologicznego
Do – dozowanie operacyjne – wydawanie pojedynczych części do montażu
P – pozycjonowanie – ustalenie części w osi montażowej
UT – wykonanie zabiegu technologicznego montażu lub związanego z montażem (wiercenie, gwintowanie, frezowanie)
Te – przemieszczanie elementu – transportowanie elementu montowanego do następnego układu technologicznego, albo zdjęcie
zmontowanego wyrobu i odprowadzenie go poza układ
Mw – magazynowanie zmontowanych wyrobów
Te czynności obowiązują w procesie technologicznym montażu ręcznego i maszynowego
k - zakłócenia
s – system
c
1
– człon systemu początkowy
c
n
– człon systemu końcowy
x – trajektoria wejściowa
y – trajektoria wyjściowa
W zależności od cech konstrukcyjno-technologicznych części są przemieszczane trajektoriami ruchu pod działaniem siły zewnętrznej
(przymusowo) lub grawitacyjnie, przechodząc kolejno przez następujące fazy czynnościowo-operacyjne procesu:
•
Magazynowanie wstępne- gromadzenie nieuporządkowane wyselekcjonowanych części
•
Orientowanie – doprowadzenie części do stanu uporządkowanego, poprzez kolejne odbieranie im stopni swobody, w celu
ustawienia w pozycji montażowej
•
Dozowanie wstępne- wydzielenie pojedynczych zorientowanych sztuk lub partii części
•
Przemieszczanie części- transportowanie na pozycję montażową
•
Magazynowanie operacyjne- gromadzenie zapasu uporządkowanych części przed pozycją montażową dla zabezpieczenia
ciągłości cyklu technologicznego
•
Dozowanie operacyjne- wydawanie pojedynczych części do montażu
•
Pozycjonowanie- ustalenie części w osi montażowej
•
Wykonanie zabiegu technologicznego montażu
•
Przemieszczanie elementu- transportowanie montowanego elementu na następną pozycję lub na pozycję zdjęcia po
montażu
•
Zdjęcie zmontowanego wyrobu
•
Przemieszczenie wyrobu- transportowanie zmontowanego wyrobu poza system
1
2
3
4
5
Podstawowe przyczyny powstawania zakłóceń stabilnej pracy systemu:
a)
niewłaściwa organizacja obsługi systemu, przejawiająca się nierytmicznością dostaw komponentów do montażu
b)
awaryjność (blokowanie się członów i układów) wpływa na niestabilną pracę
c)
wahania napięcia prądu elektrycznego i ciśnienia sprężonego powietrza (dla małych urządzeń)
d)
drgania własne elementów układu oraz drgania pochodzące z otoczenia
e)
zmienność masy części (w czasie, w przestrzeni)
f)
zanieczyszczenia elementów układów oraz części
(podajniki wibracyjne transportują części dzięki tarciu – jeśli coś się stanie to wystąpi niestabilność)
g)
brak korelacji konstrukcyjno–technologicznej kształtu części z konfiguracją bieżni w tym szczególnie z rozmieszczeniem
orientatorów w przestrzeni orientującej podajnika (kształt części musi być wciąż taki sam, dopasowany)
h)
niewłaściwy dobór struktury systemu do realizacji określonego procesu czynnościowo-operacyjnego (zła linia
produkcyjna, zły dobór układów)
Podstawowe warunki optymalizacji takich systemów
Optymalny system montażu spełnia warunki:
a)
przebieg procesu czynnościowo–operacyjnego powinien być stabilny
b)
przy projektowaniu należy uwzględnić zasadę minimalnej liczby stanowisk (pozycji) przy założeniu maksymalnej
wydajności procesu, pokrywającej zapotrzebowanie na określone wyroby w przedsiębiorstwie
c)
nowy system montażu powinien charakteryzować się najwyższym wskaźnikiem efektywności ekonomicznej
18.Metodyka projektowania procesu technologicznego montażu ( pętla projektowania, sekwencje potokowe, technologiczność
konstrukcji)
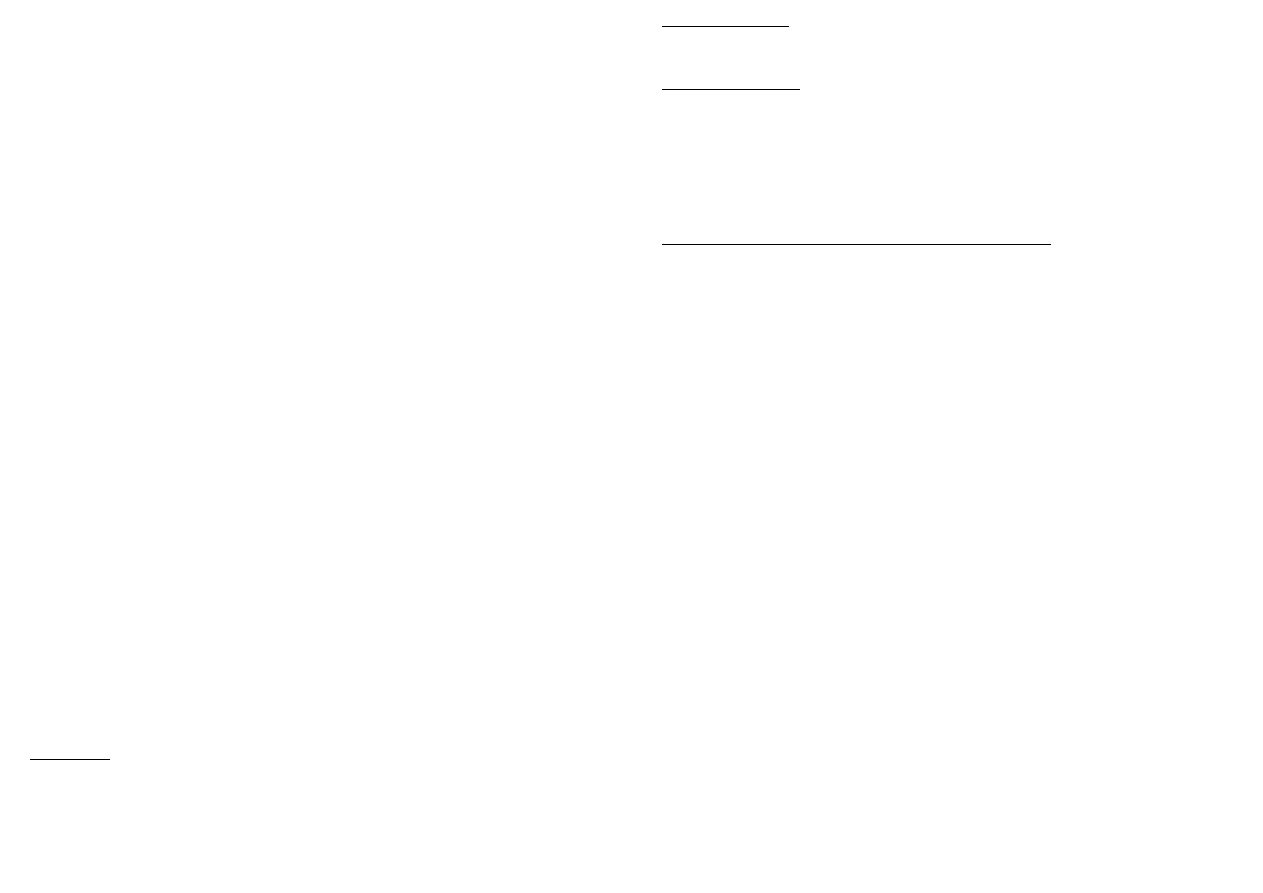
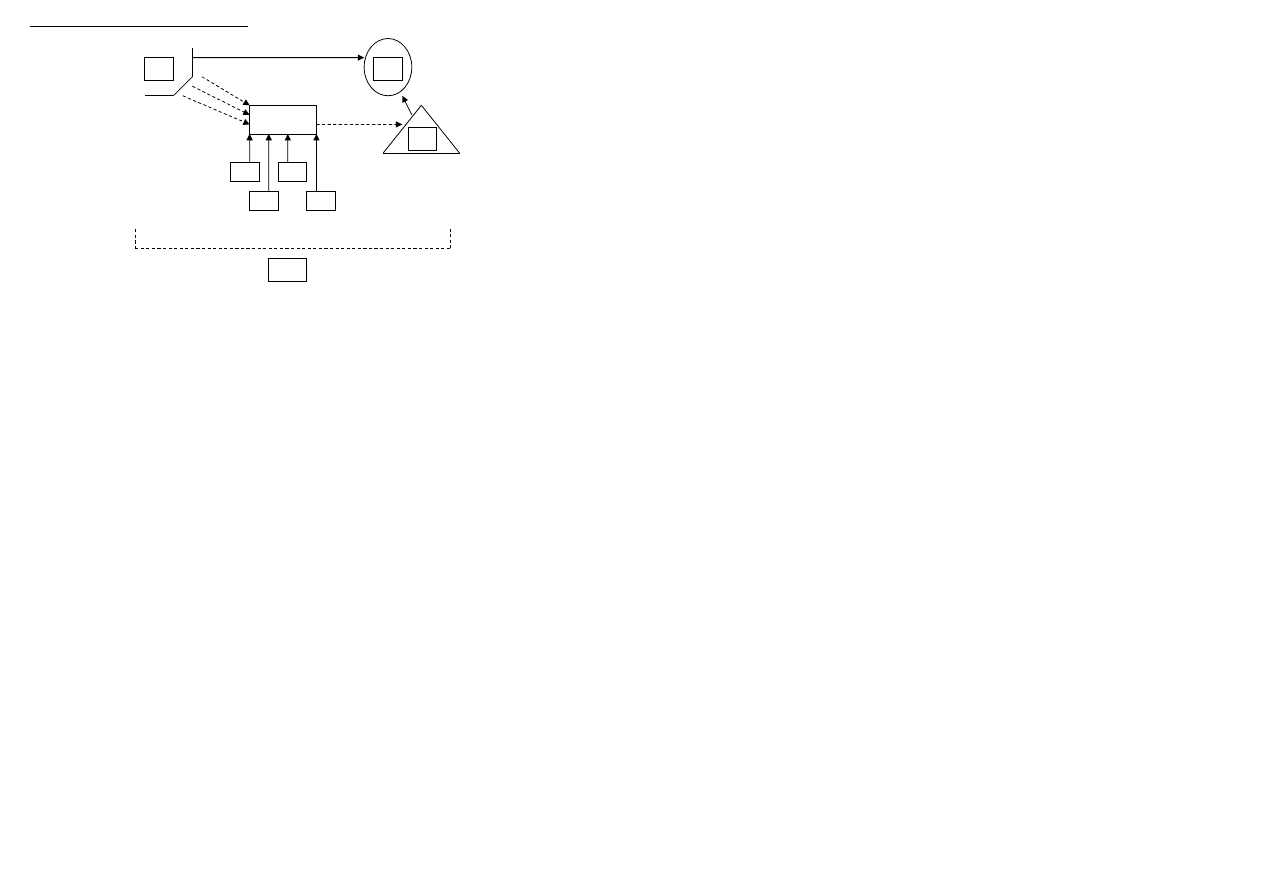
Pętla projektowania:
Proces projektowy można podzielić na:
- fazy
- czynności
- zdarzenia
- sekwencje
Podstawowe prawo metody to maksymalne zróżnicowanie toku projektowania.
1 – dane wejściowe
2 – schemat i metoda montażu
3 – technologia i organizacja montażu
4- ocena jakości opracowania
5 – sformułowanie wyników
Podział prac projektowych odbywa się według zamkniętych cykli działania.
dopływ danych
wejściowych,
potrzebnych
do
sformułowania
problemu
analiza
synteza
ocena
przekazywanie
sformatowanych
wyników do
dalszego
wykorzystania
Każdy proces musi być realizowany w kilku wariantach.
Sekwencja 1 – Dane wejściowe
1. Kompletowanie i porządkowanie danych wejściowych
2. Studia danych wejściowych
3. Analiza technologiczności konstrukcji
4. Plan realizacji projektu procesu technologicznego
Sekwencja 2 – Schemat montażu
5. Wstępny podział wyrobu na jednostki montażowe
6. Wybór części bazowej (do której będziemy przyłączać pozostałe części) montażu głównego
7. Wstępny schemat montażu głównego
8. Dla każdej jednostki montażowej:
- podział na jednostki montażowe niższych rzędów
- wybór części bazowej każdej jednostki montażowej
- schemat montażu każdej jednostki montażowej
9. Analiza technologiczności konstrukcji
10. Ostateczny schemat montażu wyrobu
Sekwencja 3 – Metoda montażu
11. Analiza warunków technicznych wykonania i odbioru wyrobu
12. Analiza warunków technicznych wykonania i odbioru każdej jednostki montażowej
13. Wybór metody montażu dla każdej jednostki montażowej
14. Analiza technologiczności konstrukcji
15. Wprowadzanie ustaleń do rysunków wykonawczych oraz schemat montażu
Sekwencja 4 – Proces technologiczny montażu
16. Określenie dla każdej jednostki montażowej zestawu zadań montażowych
17. Określenie dla każdej jednostki montażowej i każdego zadania montażowego sposobu technologicznego wykonania (np.
zgrzewanie laserowe)
18. Określenie – dla każdej jednostki montażowej i każdego zadania montażowego – wymaganego wyposażenia
technologicznego (np. co jest potrzebne do takiego zgrzewania)
19. Określenie – dla każdej jednostki montażowej i każdego zadania montażowego – norm czasu pracy i kategorii
zaszeregowania pracy
20. Analiza technologiczności konstrukcji
Sekwencja 5 – Forma organizacyjna montażu
21. Określenie typu produkcji
22. Ustalenie formy organizacyjnej montażu
23. Określenie wielkości partii lub taktu produkcyjnego
24. Projekt technologiczno-organizacyjny zagospodarowania wydziału montażowego
25. Zgrupowanie zadań montażowych w operacje montażowe
26. Analiza technologiczności konstrukcji
27. Opracowanie cyklogramu montażu
Sekwencja 6 – Ocena jakości opracowania
28. Ocena poprawności ekonomicznej
29. Ocena poprawności technicznej
30) Decyzja dopuszczenia do produkcji
Technologiczność konstrukcji:
Technologiczność – jest optymalna, gdy konstrukcja, przy racjonalnych wymiarach produkcji, pozwala zastosować najbardziej
ekonomiczny proces produkcyjny. Chodzi tu o proces produkcyjny w określonym czasie, w określonym miejscu, w określonych
warunkach kadrowych, ekonomicznych, społecznych, politycznych, itp.
Technologiczność konstrukcji - zbiór cech konstrukcyjno-technologicznych części, zespołów lub wyrobu, decydujących o jego
łatwym lub trudnym wykonaniu. Decyduje o tym, czy mamy, czy nie mamy problemów.
Formy oceny technologiczności:
- przeanalizować technologiczność półfabrykatów (rodzaj, postać, dokładność, stan)
- technologiczność obróbki (dokładność wymiarowo-kształtowa, tolerancja wymiarów i kształtu, chropowatość,
pracochłonność obróbki)
- stopień normalizacji, w tym typizacji i unifikacji
19.Technologiczność konstrukcji w zakresie montażu . charakterystyka, metody oceny
Technologiczność konstrukcji
Zbiór cech konstrukcyjno-technologicznych części, zespołów lub wyrobu, decydujących o jego łatwym lub trudnym wykonaniu.
Decyduje o tym, czy mamy, czy nie mamy problemów.
Formy oceny technologiczności:
- przeanalizować technologiczność półfabrykatów (rodzaj, postać, dokładność, stan)
- technologiczność obróbki (dokładność wymiarowo-kształtowa, tolerancja wymiarów i kształtu, chropowatość,
pracochłonność obróbki)
- stopień normalizacji, w tym typizacji i unifikacji
Technologiczność w zakresie montażu
Zgodność dokumentacji zestawieniowej i wykonawczej.
Poprawność konstrukcji ze względu na montaż.
Dokładność montażu
- główne łańcuchy wymiarowe
- prawidłowość doboru połączeń
- dobór baz montażowych
Możliwość podziału na jednostki montażowe
Pracochłonność montażu:
- liczba części w zespole
- zamienność części
- obróbka w montażu
- ograniczenie czynności pomocniczych
- uproszczenie operacji montażowych
Technologiczność jest optymalna gdy konstrukcja, przy racjonalnych rozmiarach produkcji, pozwala zastosować najbardziej
ekonomiczny proces produkcji. Chodzi tu o proces produkcyjny w określonym czasie, w określonym miejscu, warunkach kadrowych,
ekonomicznych, społecznych, politycznych itd.
Metody oceny:
•
Proces technologiczny montażu
1.
Określenie dla każdej jednostki montażowej zestawu zadań montażowych
2.
Określenie dla każdej jednostki montażowej i każdego zadania montażowego sposobu technologicznego wykonania
3.
Określenie dla każdej jednostki montażowej i każdego zadania montażowego -wymaganego wyposażenia technologicznego
4.
Określenie dla każdej jednostki montażowej i każdego zadania montażowego – norm czasu pracy
5.
Analiza technologiczności konstrukcji
20.Istota i znaczenie jakości w zakresie montażu
Wszystkie części składowe spływające do montażu wykazują poziom minimalnie dopuszczonej jakości oznaczonej symbolem J
cz.
montażu można wyrazić ogólną zależnością w postaci:
J
mt
= f {J
m1
, J
m2,
J
m3,
J
mn
}
J
m1
– jakość przystosowania części do montażu
J
m2
– jakość zestawienia części
J
m3
– jakość utrwalenia zestawionych części składowych
J
mn
– jakość wykończenia zmontowanego zespołu funkcjonalnego
Przystosowanie części do montażu
Ta grupa operacji montażowych lub czynności poprzedzających właściwy montaż, mających na celu przygotowanie części, a
więc: wybór części z grup selekcyjnych, dopasowanie (pilnikowanie, docieranie, wiercenie, rozwiercanie, pogłębianie).
Zestawienie części – czynności ich układania przestrzennego w porządku strukturalnym, według wymogów dokumentacji
technicznej
Utrwalenie – czynności ustalenia wzajemnego położenia zestawionych części przez skręcenie śrubami, kołkowanie, nitowanie.
Zestawienie i utrwalenie to montaż właściwy.
Wykończenie grupa czynności kończących montaż (prostowanie, oczyszczenie, mycie, smarowanie).
Praktycznie w procesach montażowych ujawnia się bardzo mało braków wynikających ze składowych J
m2
i
J
m3
.
Jakość wyjściowa:
J
mt
= f {J
cz
, J
mt,
J
po,
J
xy
}
J
cz
– jakość części składowych obiektu
J
mt
– jakość montażu
J
po
– jakość powłok ochronnych
J
xy
– jakość dopełniająca wynikająca z czynników szczególnych
J
mt
J
m1
J
m2
J
m3
J
mn
J
cz
J
wy
J
po
J
org
Jakość jest to zespół funkcji i ich wartości przypisanych do produktu, które mają wpływ na zdolności zaspokajania określonej
potrzeby klienta. Zależy od wielu czynników(dokładność wymiaru, chropowatość powierzchni), a problemem jest to że tylko niektóre
z nich mogą być zmierzone. (z pająka)
Metody oceny:
- z punktu widzenia montażu
•
Dane wejściowe
6.
Kompletowanie i porządkowanie danych wejściowych
7.
Studia danych wejściowych
8.
Analiza technologiczności konstrukcji
9.
Plan realizacji projektu procesu technologicznego
•
Schemat montażu - analiza
10.
Wstępny podział wyrobu na jednostki montażowe
11.
Wybór części bazowej montażu głównego
12.
Wstępny schemat montażu głównego
13.
Dla każdej jednostki montażowej
Podział na jednostki
Wybór części bazowej każdej jednostki montażowej
Schemat montażu każdej jednostki montażowej
14.
Analiza technologiczności konstrukcji
15.
Ostateczny schemat montażu wyrobu
•
Metoda montażu
16.
Analiza warunków technologicznych wykonania i odbioru wyrobu
17.
Analiza warunków technologicznych wykonania i odbioru każdej jednostki montażowej
18.
Wybór metody montażu dla każdej jednostki montażowej
19.
Analiza technologiczności konstrukcji
20.
Wprowadzenie ustaleń do rysunku wykonawczych oraz schemat montażu
•
Proces technologiczny montażu
21.
Określenie dla każdej jednostki montażowej zestawu zadań montażowych
22.
Określenie dla każdej jednostki montażowej i każdego zadania montażowego sposobu technologicznego wykonania
23.
Określenie dla każdej jednostki montażowej i każdego zadania montażowego -wymaganego wyposażenia technologicznego
24.
Określenie dla każdej jednostki montażowej i każdego zadania montażowego – norm czasu pracy
25.
Analiza technologiczności konstrukcji
•
Forma organizacyjna montażu
26.
Określenie typu konstrukcji
27.
Ustalenie formy organizacyjnej montażu
28.
Określenie wielkości partii lub taktu produkcyjnego
29.
Projekt technologiczno – organizacyjny zagospodarowania wydziału montażowego
30.
Zgrupowanie zadań montażowych w operacje montażowe
31.
Analiza technologiczności konstrukcji
32.
Opracowanie cyklogramu montażu
•
Ocena jakości opracowania
33.
Ocena poprawności ekonomicznej
34.
Ocena poprawności technicznej
35.
Decyzja dopuszczenia do produkcji
Wyszukiwarka
Podobne podstrony:
zurek opracowanie
materiały - opracowane żurek, Uczelnia, Różne, UCZELNIA OD KOCHANEJ MONIKI, materiały wys. czyst
Opracowanka, warunkowanie
OPRACOWANIE FORMALNE ZBIORÓW W BIBLIOTECE (książka,
postepowanie w sprawach chorob zawodowych opracowanie zg znp
opracowanie 7T#2
opracowanie testu
Opracowanie FINAL miniaturka id Nieznany
Opracowanie dokumentacji powypadkowej BHP w firmie
przetworniki II opracowane
Opracowanie Programowanie liniowe metoda sympleks
Nasze opracowanie pytań 1 40
więcej podobnych podstron