
MONTAŻ UKŁADU TŁOKOWO-KORBOWEGO
NA SILNIKU BURMEISTER & WAIN
TYPU K67GFCA.
1. KRÓTKA CHARAKTERYSTYKA SILNIKA.
Silnik Burmeister & Wain K67GFCA jest wolnoobrotowym
(do 150 min
-1
) silnikiem wodzikowym dwusuwowym, 6-cio
cylindrowym z doładowaniem, o przepłukaniu wzdłużnym.
Moc silnika N
e
=8500KM,maksymalne ciśnienie spalania p
max
=13bar,
stosunek średnicy do tłoka D/S=670/1400 (0,48).
2. UKŁAD KORBOWO-TŁOKOWY.
A)
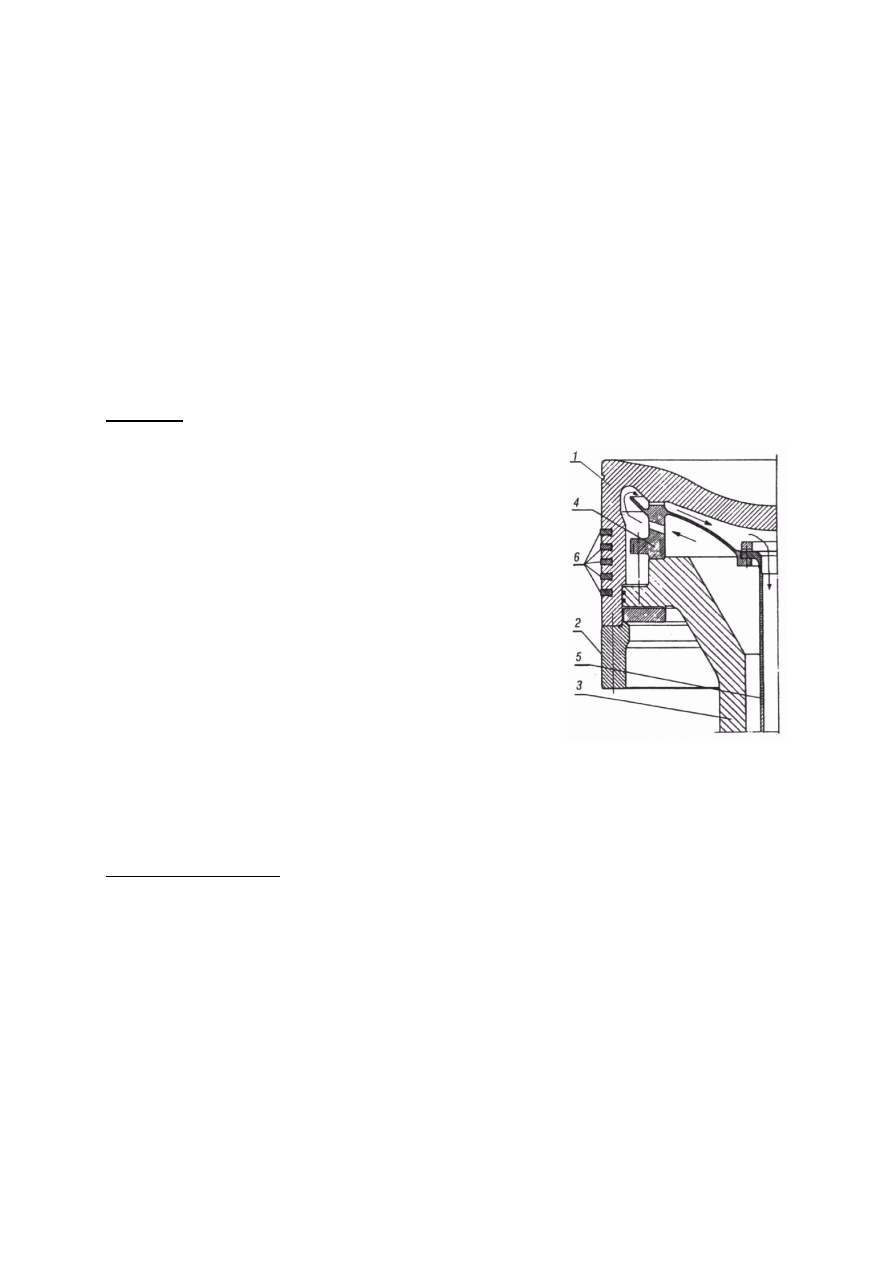
Tłok.
Tłok wykonany jest jako składany.
Wyróżnić tu można część kompresyjną
(1) z pierścieniami uszczelniającymi
(6),wykonaną ze staliwa oraz część
prowadzącą (2), wykonaną z żeliwa. Tłok
jest chłodzony olejem. Do prawidłowego
ukierunkowania strumienia przepływu
oleju służy wkładka (4). Olej
doprowadzany jest przez drążenie w trzonie tłokowym (3) a
odprowadzany rurą odpływową (5).
B)
Trzon tłokowy
Trzon tłokowy wykonany jest ze stali węglowej. Część górna
trzonu zakończona jest kołnierzem służącym do mocowania tłoka.
Część dolna służy do połączenia go ze sworzniem wodzika.
Połączenie trzonu z wodzikiem zapewnia złącze gwintowe:
nakrętka i gwintowany trzpień, stanowiący zakończenie stopy
trzonu. Trzon tłokowy posiada otwór przelotowy od górnej części

kołnierza do punktu znajdującego się w osi wodzika. Do kanału
elementu chłodzącego założona jest rurka odprowadzająca olej,
który poprzez otwory w trzonie tłokowym przechodzi do wodzika.
C)
Dławica
Dławica posiada dwa pierścienie uszczelniające i trzy zgarniające.
Pierścienie uszczelniające umieszczone są w górnej części
dławicy. Składają się z 4-ro częściowego pierścienia
podstawowego z czterema segmentami wymiennymi z metalu.
Segmenty pierścieni są dociskane do trzonu tłokowego przy
pomocy sprężyny spiralnej. Każdy z pierścieni zgarniających
składa się z trzyczęściowego pierścienia podstawowego z rowkami
pozwalającymi na wymianę trzyczęściowych żeliwnych wkładów.
Segmenty pierścienia są utrzymywane w całości przy pomocy
sprężyn spiralnych, które dociskają krawędzie zgarniające
wkładów do trzonu tłokowego pod odpowiednim naciskiem. Trzy
dolne pierścienie zgarniające posiadają otworki ściekowe,
pozwalające na przepłynięcie oleju do komór dookoła pierścieni, a
stąd kanałami do skrzyni korbowej. Pomiędzy rowkami pierścieni
zgarniających i uszczelniających dławicy znajduje się przedział,
który połączony jest rurką z zaworkiem dla każdego cylindra.
Obserwując wypływ z tego zaworka można określić stan pierścieni
uszczelniających i zgarniających, jako że przecieki powietrza
wskazują na niesprawność pierścieni uszczelniających a nadmierny
wypływ oleju informuje, że pierścienie zgarniające wymagają
przeglądu.

D)
Łożyska wodzika
Łożyska wodzikowe wykonane są z żeliwa składającego się z
górnej i dolnej części, które są ściągnięte razem i zabezpieczone na
końcach korbowodu śrubami pasowymi. Łożyska krzyżulca
posiadają wkłady łożyskowe stalowe, wylane białym metalem.
Górna i dolna połówka jest taka sama i da się wymienić. Wkłady
są obrabiane „na gotowo” i nie wymagają skrobania.
3. MONTAŻ TŁOKA
Po wcześniejszym zdemontowaniu tłoka, wyczyszczeniu i
wykonaniu odpowiednich pomiarów (czego nie uwzględniono w tym
sprawozdaniu), przystępujemy do montowania tłoka w silniku. Przed
włożeniem tłoka do tuleji należy na trzonie tłokowym zamocować
dławicę. Następnie należy odpowiednio ułożyć pierścienie tłokowe
zgodnie z dokumentacją silnika (zamki pierścieni powinny znajdować
się co 180
0
w stosunku do sąsiedniego). Pamiętać należy również, aby
na końcówkę trzonu tłokowego nałożyć nakrętkę, w celu
zabezpieczenia gwintu. Tuleja cylindrowa powinna być wyczyszczona
i przed włożeniem tłoka polana olejem. Konieczne jest również
przygotowanie obręczy stożkowej na kołnierzu tuleji, by tłok wraz z
pierścieniami wszedł bez problemu (inaczej nie wsadzimy tłoka
wcale, gdyż będą przeszkadzały pierścienie). Do tuleji wsuwamy tłok
ostrożnie jednocześnie zwracając uwagę na końcówkę trzonu
tłokowego. Powinna ona wejść w otwór krzyżulca. Dławicę
mocujemy w przeponie oddzielającą przestrzeń podtłokową od
skrzyni korbowej. Na końcówkę trzonu nakręcamy nakrętkę.

W celu prawidłowego osadzenia stopy trzonu w gnieździe wodzika,
między wymienionymi elementami musi panować wzajemny docisk.
Do łączenia trzonu z wodzikiem stosujemy praskę hydrauliczną
podłączając ją do nakrętki i wywołując docisk 700 bar. Mając już
zamocowany tłok, przystępujemy do założenia głowicy. Głowica
powinna być wyczyszczona, szczególnie w miejscach styku z tuleją.
Przed założeniem głowicy należy sprawdzić podkładkę w kołnierzu
tuleji, czy nie ma zarysowań. Po założeniu głowicy dociskamy ją za
pomocą praski hydraulicznej do tuleji na 900 bar. Należy tu uważać,
aby nie przekroczyć nacisku na tyle, na ile pozwala instrukcja, gdyż
możemy przekroczyć granicę sprężystości śrub ściągowych głowicy a
wtedy nastąpi trwałe odkształcenie materiału (śruba nawet po zdjęciu
obciążenia nie będzie miała odpowiednich wymiarów).
Po zakończeniu montażu należy sprawdzić działanie całego
układu za pomocą obracarki.
4. WNIOSKI
Dokładność i jakość montażu układu korbowo-tłokowego jest
zasadniczym czynnikiem gwarantującym właściwe działanie silnika
jak również i całej siłowni. Niezmiernie ważne jest przestrzeganie
warunków montażu takich jak:
-
kolejność wykonywanych operacji
-
sposób łączenia elementów
-
równomierność w dokręcaniu śrub i nakrętek
-
odpowiedniość momentów przy dokręcaniu śrub i nakrętek
-
zachowanie bezpiecznych warunków pracy.
Wyszukiwarka
Podobne podstrony:
MONTAŻ UKŁADU TŁOKOWO KORBOWEGO SILNIKA SULZER 6ZL40 48
MONTAŻ UKŁADU TŁOKOWO KORBOWEGO SILNIKA SULZER 6ZL40 48(1)
Przegląd układu tłokowo – korbowego silnika MAN B&W – L 2330 H
Montaz ukladu tlokowo korbowego, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, wsm1,
MONTAŻ UKŁADU TŁOKOWO KORBOWEGO 1
Montaż układu tłokowo-korbowego, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, szkola
MONTAŻ UKŁADU TŁOKOWO KORBOWEGO 2
Montaż układu tłokowo-korbowego3, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, szkol
Montaż układu tłokowo-korbowego2, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, szkol
Przegląd układu tłokowo – korbowego silnika MAN B&W – L 2330 H
Montaz ukladu tlokowo korbowego, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, wsm1,
PRZEGLĄD UKŁADU TŁOKOWO KORBOWEGO
Łożyska układu tłokowo-korbowego, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, wsm1,
więcej podobnych podstron