1
Przegląd układu tłokowo – korbowego silnika
1.
Pomiar średnicy tłoka
Weryfikację tłoka przeprowadza się po jego dokładnym oczyszczeniu. Obejmuje ona:
-
oględziny zewnętrzne uzupełnione w razie potrzeby badaniami
nieniszczącymi
-
pomiary mikrometryczne
Oględziny zewnętrzne mają na celu wykrycie uszkodzeń i nadmiernego zużycia tłoka, a
w szczególności:
-
pęknięć o różnych rozmiarach
-
zatarć, porysowań, wrzerów na powierzchniach zewnętrznych, wypaleń
denka
-
wgłębień, wybrzuszeń
-
zużycia i uszkodzeń powłok chromowych na ściankach rowków i
powłokach cynowych na powierzchni części prowadzącej
Jeśli wyniki oględzin i badań nieniszczących tłoka są pozytywne, przystępuje się do
pomiarów mikrometrycznych . Pomiary te mają na celu określenie wartości zużycia, a
pośrednio wartości luzów pomiędzy elementami tłoka i tuleją cylindrową oraz wartości
odchyłek kształtu powierzchni i odchyłek położenia powierzchni lub osi.
Sposób wykonania pomiarów jest bezpośrednio związany z charakterem zużycia tłoka i
powinien być tak dobrany, aby miejsca największego zużycia były objęte pomiarami. Pomiar
zużycia tłoka silnika bezwodzikowego przeprowadza się w płaszczyznach przechodzących
prostopadle do osi tłoka w miejscu jego maksymalnego zużycia, poniżej części pierścieniowej
i u dołu części prowadzącej, w dwóch kierunkach wzajemnie do siebie prostopadłych,
leżących w każdej wyróżnionej płaszczyźnie. Jeden z kierunków jest równoległy do osi wału
korbowego. Te pomiary umożliwiają określenie zużycia tłoka na jego średnicy, odchyłki
okrągłości i walcowości oraz luzów pomiędzy tłokiem a tuleją.
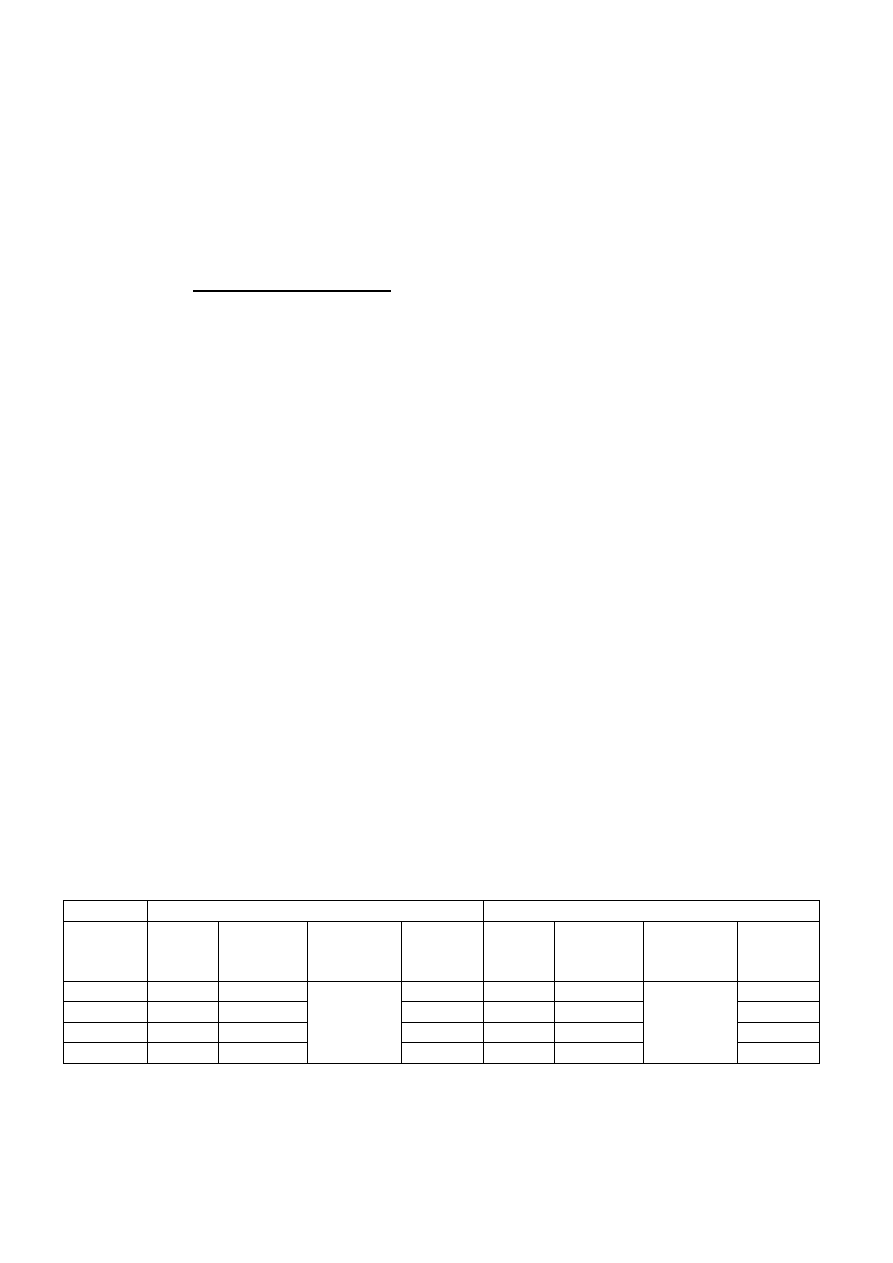
Płaszczyzna D-R
Płaszczyzna PB - LB
Punkt
pomiarowy
Ś
rednica
tłoka
nowego
Ś
rednica
rzeczywistaa
Odczyłka
dopuszczalna
Decyzja o
eksploatacji
Ś
rednica
tłoka
nowego
Ś
rednica
rzeczywistaa
Odczyłka
dopuszczalna
Decyzja o
eksploatacji
H1
254
253,88
0,35
TAK
254
253,89
0,35
TAK
H2
255
254,82
TAK
254
253,82
TAK
H3
255
254,73
TAK
254
253,84
TAK
H4
253
252,65
TAK
253
252,74
TAK
Tłok znajduje się na granicy użytkowania, ponieważ pomiar na wysokości H4 wskazuje
na osiągnięcie wartości granicznej zużycia.

2
2.
Pomiar wysokości rowków pierścieniowych
Pomiar wysokości rowków pierścieniowych można wykonać mikromierzem
zewnętrznym, suwmiarką lub przy użyciu wzorca i szczelinomierza. Ponieważ
najistotniejszym parametrem weryfikacyjnym jest w tym wypadku wartość luzu pierścienia w
rowku, pomiar wykonywany jest najczęściej po założeniu pierścienia tłokowego w
odpowiadający mu rowek. Wartość luzu pomiędzy pierścieniem a ścianką rowka mierzy się w
kilku miejscach jego obwodu.
Dopuszczalna odchyłka wysokości rowka pierścieniowego w tłoku wynosi 0,030 mm.
Ze względu na minimalne wskazanie przyrządu pomiarowego, które wynosiło 0,15 mm nie
jesteśmy w stanie stwierdzić o przydatności eksploatacyjnej tloka.
3.
Pomiar tulei cylindrowej
Weryfikacja tulei cylindrowej polega na wykonaniu:
-
oględzin zewnętrznych
-
pomiarów
-
próby hydraulicznej
Weryfikacja powinna być poprzedzona oczyszczeniem tulei z kamienia kotłowego,
usunięciem nagarów i laków oraz wymyciem gładzi olejem napędowym używając do tego
szmat bawełnianych.
Oględziny zewnętrzne umożliwiają wykrycie i określenie wielkości ewentualnych
pęknięć, rys, wżerów, zatarć itp. Szczególnie dokładnie okolice kołnierza tulei, ponieważ tam
pojawiają się pęknięcia lub ich początki. Na zewnętrznych powierzchniach tulei sprawdza się
obecność i głębokość wżerów korozyjno-erozyjnych, stan powłoki ochronnej i protektorów
cynkowych.
Jeśli wynik oględzin jest pozytywny wykonuje się pomiary zużycia jej gładzi. Pomiary
te polegają na określeniu wymiarów średnic z dokładnością do 0,01 mm w określonych
płaszczyznach i kierunkach. Wyniki pomiarów średnic tulei pozwalają określić maksymalny
przyrost jej średnicy oraz odchyłki kształtu gładzi:
-
odchyłkę okrągłości
-
odchyłkę walcowości
Graniczna stożkowość tulei wynosi 0,7 mm na 1 m długości, a graniczna walcowość
wynosi 0,4 mm. Z dokonanych przez nas pomiarów wynika, że tuleja ta nadaje się do dalszej
eksploatacji.
Wyszukiwarka
Podobne podstrony:
Przegląd układu tłokowo – korbowego silnika MAN B&W – L 2330 H
Przegląd układu tłokowo – korbowego silnika MAN B&W – L 2330 H
Montaz ukladu tlokowo korbowego, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, wsm1,
MONTAŻ UKŁADU TŁOKOWO KORBOWEGO 1
MONTAŻ UKŁADU TŁOKOWO KORBOWEGO SILNIKA SULZER 6ZL40 48
Montaż układu tłokowo-korbowego, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, szkola
Łożyska układu tłokowo-korbowego, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, wsm1,
MONTAŻ UKŁADU TŁOKOWO KORBOWEGO 2
Montaż układu tłokowo-korbowego3, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, szkol
Proces technologiczny naprawy układu tłokowo - korbowego, AM Gdynia, Sem. V,VI, Technologia remontów
Montaż układu tłokowo-korbowego2, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, szkol
MONTAŻ UKŁADU TŁOKOWO KORBOWEGO SILNIKA BURMEISTER & WAIN TYPU K67GFCA
MONTAŻ UKŁADU TŁOKOWO KORBOWEGO SILNIKA SULZER 6ZL40 48(1)
PRACA DOM. nr 2 Mech.ukł. korb. 03-04, MECHANIKA UKŁADU TŁOKOWO KORBOWEGO
Pomiary elementów układu tłokowo korbowego, pomiary odchyłek okrągłości i walcowości
Montaz ukladu tlokowo korbowego, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, wsm1,
więcej podobnych podstron