
MONTAŻ UKŁADU TŁOKOWO-KORBOWEGO
1. Cel pracy.
Celem ćwiczenia jest przedstawienie zagadnień związanych z montażem układów
tłokowo-korbowych okrętowych silników spalinowych. Poniżej przedstawiono ogólną
charakterystykę silnika napędu głównego statku m/s „Ziemia Olsztyńska” oraz metodykę
montażu układu tłokowo-korbowego.
2. Ogólna charakterystyka silnika.
Silnik główny został wyprodukowany przez Zakłady H. Cegielskiego w Poznaniu na
licencji firmy Sulzer. Poniżej przedstawiono główne parametry techniczne tego silnika:
- typ silnika – 7 RD 76,
- liczba cylindrów i=7,
- średnica cylindra d=760 mm,
- skok tłoka s=1550 mm,
- znamionowa prędkość obrotowa n
e
=118 obr/min,
-
znamionowa moc efektywna N
e
=11200 KM (8230 kW).
Silnik RD jest dwusuwowym, wysokoprężnym, wolnoobrotowym, wodzikowym,
silnikiem okrętowym jednostronnego działania, o przepłukaniu poprzecznym z
turbodoładowaniem za pomocą dwóch turbosprężarek z chłodzeniem powietrza
doładowującego. Jest to silnik nawrotny do bezpośredniego napędu śruby okrętowej. Silnik
posiada obrotowe zawory wylotu pomiędzy turbosprężarką a oknami wylotowymi spalin.
Obrotowe zawory wylotu w czasie kiedy tłok znajduje się ponad oknami tulei cylindrowej,
nie pozwalają na przepływ powietrza przepłukującego do kolektora wylotowego spalin.
Wszystkie pompy zasilające oleju i wody chłodzącej silnik główny mają napęd niezależny od
silnika.
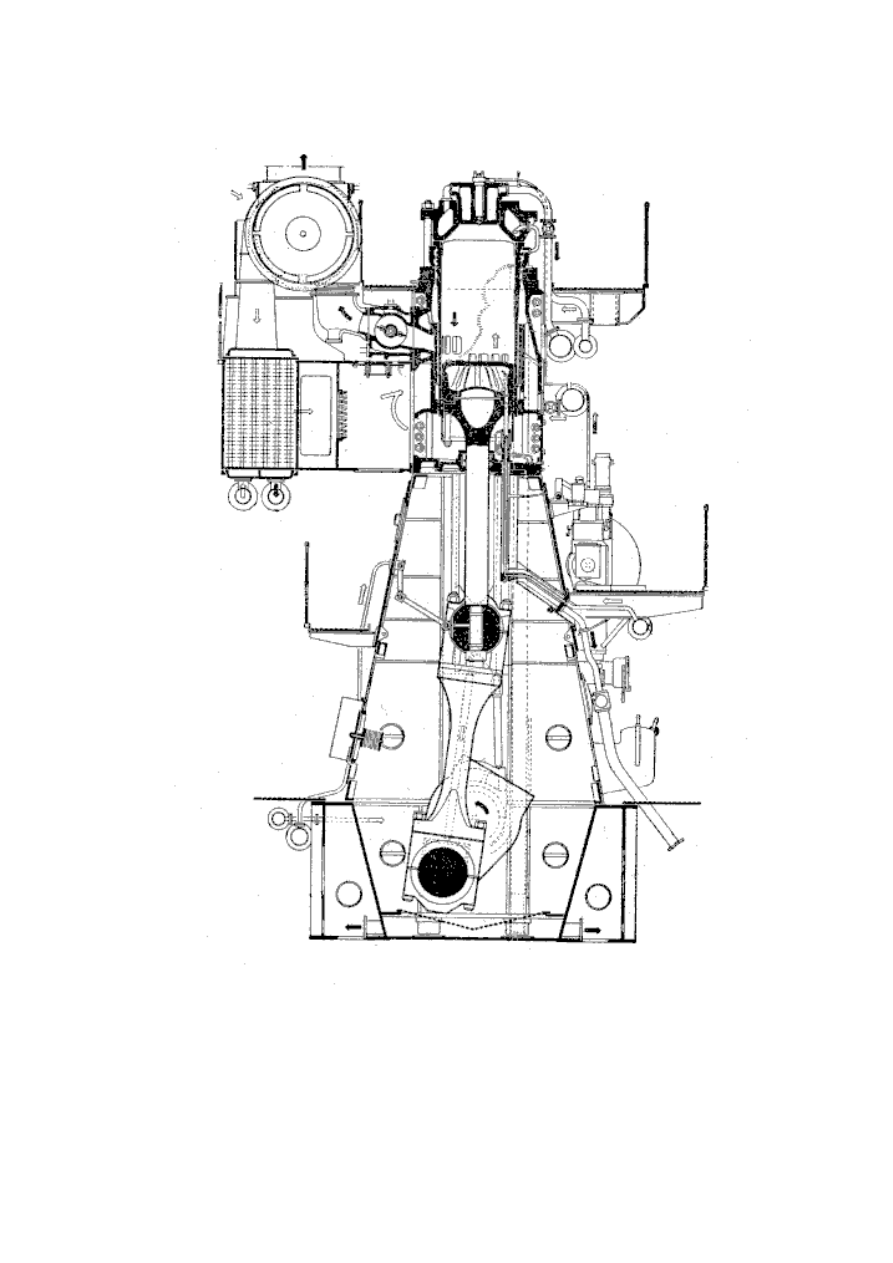
Rys. 1. Przekrój poprzeczny przez układ tłokowo–korbowy silnika
HCP – Sulzer 7 RD 76

3. Znaczenie prawidłowego montażu układu tłokowo-korbowego.
Jakość montażu zespołu tłok-korbowód ma zasadniczy wpływ na poprawność przyszłej
pracy silnika. Jakość montażu determinowana jest dokładnością montażu elementów oraz
przestrzeganiem warunków montażu ( kolejnością wykonywania operacji, sposobem łączenia
elementów, momentami i równomiernością dokręcania śrub i nakrętek, czystością prac itp.).
4. Operacja montażu układu tłokowo-korbowego na silniku
Sulzer 7 RD 76.
Należy pracować zgodnie z instrukcją silnika i z zaleceniami jego producenta. Jeżeli
wszystkie operacje związane z pomiarami tulei cylindrowej , tłoka itp. zostały już wykonane
to przystępujemy do operacji montażu tłoka. Proces ten można zasadniczo przedstawić w
poniższych punktach:
1. Wymiana zespołów zgarniających w dławicy trzonu tłokowego, górnego służącego do
uszczelnienia przed powietrzem przepłukującym i jako zgarniacz zanieczyszczeń i dolnego
zapobiegającego przedostawaniu się oleju ze skrzyni korbowej do cylindra.
2. Wymiana zespołów zgarniających dolnych i górnych w dławicy rur teleskopowych,
górnego służącego do ochrony przed zanieczyszczeniami i olejem i dolnego przed
przeciekami wody.
3. Montaż dławicy trzonu tłokowego i dławicy rur teleskopowych na płycie oddzielającej
przestrzeń pod tłokiem od przestrzeni skrzyni korbowej.
4. Wymiana pierścieni tłokowych .
5. Wprowadzenie tłoka z trzonem i pierścieniami do tulei cylindrowej
(pierścienie wprowadzamy przy pomocy misy stożkowej).
6. Dokręcamy tłok z trzonem tłokowym do wodzika.
5. Wnioski.
Jak już wcześniej zaznaczono jakość montażu zespołu tłok-korbowód ma zasadniczy
wpływ na poprawność przyszłej pracy silnika, tak więc przy operacjach związanych z
montażem silnika należy stosować się do zaleceń producenta. Praca powinna wykonana
zostać dokładnie aby uniknąć w przyszłości awarii i niepotrzebnych strat finansowych oraz
aby nie narażać życia załogi statku. Także w czasie operacji montażu tłoka z uwagi na duże
ciężary
elementów
i
narzędzi
montażowych
należy
dla
bezpieczeństwa
osób
przeprowadzających remont zachować ostrożność i stosować się do przepisów BHP.
Wyszukiwarka
Podobne podstrony:
Montaz ukladu tlokowo korbowego, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, wsm1,
MONTAŻ UKŁADU TŁOKOWO KORBOWEGO SILNIKA SULZER 6ZL40 48
Montaż układu tłokowo-korbowego, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, szkola
MONTAŻ UKŁADU TŁOKOWO KORBOWEGO 2
Montaż układu tłokowo-korbowego3, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, szkol
Montaż układu tłokowo-korbowego2, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, szkol
MONTAŻ UKŁADU TŁOKOWO KORBOWEGO SILNIKA BURMEISTER & WAIN TYPU K67GFCA
MONTAŻ UKŁADU TŁOKOWO KORBOWEGO SILNIKA SULZER 6ZL40 48(1)
Montaz ukladu tlokowo korbowego, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, wsm1,
Przegląd układu tłokowo – korbowego silnika MAN B&W – L 2330 H
PRZEGLĄD UKŁADU TŁOKOWO KORBOWEGO
Łożyska układu tłokowo-korbowego, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, wsm1,
Montaz ukladu tlokowego, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, szkola1, III,
Proces technologiczny naprawy układu tłokowo - korbowego, AM Gdynia, Sem. V,VI, Technologia remontów
więcej podobnych podstron