„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Myszor Teresa
Turczyk Alina
Wykonywanie podstawowych operacji obróbki cieplnej
722[04].Z1.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Janusz Figurski
mgr inż. Marek Rudziński
Opracowanie redakcyjne:
mgr Alina Turczyk
Konsultacja:
mgr inż. Gabriela Poloczek
Korekta:
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 722[04].Z1.03
Wykonywanie podstawowych operacji obróbki cieplnej, zawartej w modułowym programie
nauczania dla zawodu kowal.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1 Wprowadzenie
4
2. Wymagania wstępne
6
3. Cele kształcenia
7
4. Materiał nauczania
8
4.1. Zasady bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej i ochrony
środowiska podczas obróbki cieplnej
8
4.1.1. Materiał nauczania
8
4.1.2. Pytania sprawdzające 10
4.1.3. Ćwiczenia
10
4.1.4. Sprawdzian postępów 11
4.2. Zmiany struktury wewnętrznej materiału w procesie grzania i studzenia
12
4.2.1. Materiał nauczania
12
4.2.2. Pytania sprawdzające 15
4.2.3. Ćwiczenia 15
4.2.4. Sprawdzian postępów 16
4.3. Właściwości fizyczne, chemiczne, mechaniczne materiałów przeznaczonych do
obróbki cieplnej
17
4.3.1. Materiał nauczania
17
4.3.2. Pytania sprawdzające 19
4.3.3. Ćwiczenia 20
4.3.4. Sprawdzian postępów 22
4.4. Urządzenia do obróbki cieplnej
23
4.4.1. Materiał nauczania
23
4.4.2. Pytania sprawdzające 25
4.4.3. Ćwiczenia 25
4.4.4. Sprawdzian postępów 26
4.5. Narzędzia do pomiaru temperatury
27
4.5.1. Materiał nauczania
27
4.5.2. Pytania sprawdzające 28
4.5.3. Ćwiczenia 28
4.5.4. Sprawdzian postępów 30
4.6. Organizacja stanowiska obróbki cieplnej metali
31
4.6.1. Materiał nauczania
31
4.6.2. Pytania sprawdzające 33
4.6.3. Ćwiczenia
4.6.4. Sprawdzian postępów
33
34
4.7. Hartowanie
35
4.7.1. Materiał nauczania
35
39
4.7.2. Pytania sprawdzające
4.7.3. Ćwiczenia
4.7.4. Sprawdzian postępów
39
41
4.8. Odpuszczanie
42
4.8.1. Materiał nauczania
42
4.8.2. Pytania sprawdzające 43
4.8.3. Ćwiczenia 43
4.8.4. Sprawdzian postępów 44

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
4.9. Wyżarzanie i stabilizowanie
45
4.9.1. Materiał nauczania
45
4.9.2. Pytania sprawdzające 47
4.9.3. Ćwiczenia 47
4.9.4. Sprawdzian postępów 48
4.10. Nawęglanie
49
4.10.1. Materiał nauczania
49
4.10.2. Pytania sprawdzające 52
4.10.3. Ćwiczenia 52
4.10.4. Sprawdzian postępów 54
4.11. Obróbka cieplna żeliwa
55
4.11.1. Materiał nauczania
55
4.11.2. Pytania sprawdzające 56
4.11.3. Ćwiczenia 57
4.11.4. Sprawdzian postępów 58
5. Sprawdzian osiągnięć
59
6. Literatura
63

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
1. WPROWADZENIE
Poradnik będzie Ci pomocny w opanowaniu umiejętności związanych z wykonywaniem
operacji obróbki cieplnej metali.
W poradniku zamieszczono:
−
wymagania wstępne - wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
−
cele kształcenia - wykaz umiejętności, jakie ukształtujesz podczas zajęć,
−
materiał nauczania - podstawowe wiadomości dotyczące zagadnień z zakresu
wykonywania obróbki cieplnej metali,
−
zestaw pytań przydatny do sprawdzenia, czy już opanowałeś określone treści,
−
ćwiczenia , które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−
pytania sprawdzające,
−
sprawdzian osiągnięć, przykładowy zestaw zadań i pytań. Pozytywny wynik sprawdzianu
potwierdzi, że dobrze pracowałeś podczas zajęć i że opanowałeś wiedzę i umiejętności
z zakresu tej jednostki modułowej,
−
literaturę uzupełniającą.
Z rozdziałem Pytania sprawdzające możesz zapoznać się:
−
przed przystąpieniem do rozdziału Materiał nauczania – poznając wymagania wynikające
z zawodu,
−
po zapoznaniu się z rozdziałem Materiał nauczania, by sprawdzić poziom wiedzy
potrzebnej do wykonywania ćwiczeń.
Kolejny etap to wykonywanie ćwiczeń, których celem jest uzupełnienie i utrwalenie
wiadomości z zakresu wykonywanie obróbki cieplnej metali. Wykonując ćwiczenia
zamieszczone w poradniku lub zaproponowane przez nauczyciela, będziesz poznawał zasady
prac kowalskich związanych z obróbką cieplną. Po wykonaniu zaplanowanych ćwiczeń,
sprawdź poziom swoich postępów wykonując Sprawdzian postępów.
W tym celu przeczytaj pytania i odpowiedz na nie. Odpowiedzi NIE wskazują luki w Twojej
wiedzy, informują Cię również, jakich zagadnień jeszcze dobrze nie opanowałeś. Oznacza to
także powrót do materiału, który nie jest dostatecznie opanowany.
Opanowanie przez Ciebie określonych umiejętności będzie stanowiło dla nauczyciela
podstawę przeprowadzenia sprawdzianu poziomu przyswojonych wiadomości
i ukształtowanych umiejętności. W tym celu nauczyciel może posłużyć się zadaniami
testowymi oraz próbą pracy.
W rozdziale Sprawdzian osiągnięć jest zamieszczony przykład takiego testu, zawiera on:
− instrukcję, w której omówiono tok postępowania podczas przeprowadzania sprawdzianu,
− przykładową kartę odpowiedzi, w której, zakreślisz poprawne rozwiązana do
poszczególnych zadań.
Bezpieczeństwo i higiena pracy
W czasie zajęć w pracowni musisz przestrzegać regulaminów, przepisów bezpieczeństwa
i higieny pracy i higieny pracy oraz instrukcji przeciwpożarowych, wynikających z rodzaju
wykonywanych prac. Przepisy te poznasz podczas trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
Schemat układu jednostek modułowych w module Technologie prac kowalskich
722[04].Z1
Technologie prac kowalskich
722[04].Z1.01
Wykonywanie podstawowych
operacji ślusarskich
722[04].Z1.04
Wykonywanie prac spawalniczych
w kowalstwie
722[04].Z1.03
Wykonywanie podstawowych
operacji obróbki cieplnej metali
722[04].Z1.02
Wykonywanie podstawowych
operacji kowalskich
722[04].Z1.05
Wykonywanie konserwacji narzędzi,
urządzeń i maszyn stosowanych
w procesach kowalskich

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu nauczania jednostki modułowej Wykonywanie
podstawowych operacji obróbki cieplnej metali, powinieneś umieć:
−
stosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska,
−
wykonywać pomiary warsztatowe,
−
posługiwać się dokumentacją techniczną,
−
rozpoznawać podstawowe materiały kowalskie i stopy techniczne,
−
korzystać z różnych źródeł informacji,
−
rozróżniać konstrukcyjne materiały metalowe z uwzględnieniem ich właściwości
oznaczenia i zastosowania,
−
wykonywać podstawowe operacje ślusarskie,
−
posługiwać się podstawowymi narzędziami kowalskimi,
−
dokumentować, notować i selekcjonować informacje,
−
dostrzegać i opisywać związki między naturalnymi składnikami środowiska, człowiekiem
i jego działalnością,
−
oceniać własne możliwości w zakresie wymagań stanowiska pracy i wybranego zawodu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
3. CELE KSZTAŁCENIA
W wyniku procesu kształcenia, w ramach tej jednostki powinieneś umieć:
−
scharakteryzować podstawowe operacje obróbki cieplnej, w szczególności hartowanie,
wyżarzanie, odpuszczanie,
−
określić etap wykonania obróbki cieplnej w procesie produkcji bądź naprawy,
−
dobrać i zastosować urządzenia do grzania i chłodzenia,
−
dobrać parametry podstawowych operacji obróbki cieplnej,
−
określić temperaturę nagrzanego materiału różnymi sposobami,
−
dobrać rodzaj czynnika chłodzącego,
−
dobrać parametry i wykonać proces nawęglania,
−
ocenić jakość wykonanej operacji,
−
zastosować zasady bezpiecznej pracy i przepisy ochrony przeciwpożarowej podczas
wykonywania pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
4. MATERIAŁ NAUCZANIA
4.1. Zasady bezpieczeństwa i higieny pracy, ochrony
przeciwpożarowej i ochrony środowiska podczas obróbki
cieplnej
4.1.1. Materiał nauczania
Zagrożenia w wydziałach obróbki cieplnej są spowodowane stosowaniem szkodliwych
materiałów, pracą w podwyższonej temperaturze i przy urządzeniach pracujących pod
napięciem. W hartowni powinna znajdować się również apteczka pierwszej pomocy. Dla
zmniejszenia możliwości wypadków należy:
− przeznaczyć odpowiednie pomieszczenie na warsztat obróbki cieplnej. Pomieszczenie to
powinno być odpowiednio wentylowane, oświetlone, a nawet klimatyzowane dla
utrzymania odpowiedniej wilgotności. Sprawnie działający system wentylacyjny ma za
zadanie usunięcie zanieczyszczonego powietrza z hali i wprowadzenie czystego; dobrze
działające wyciągi stanowiskowe muszą zapewnić usunięcie oparów znad stanowiska
pracy (opary z wanien hartowniczych, wanien do mycia, pieców solnych),
− rozmieścić urządzenia w sposób zapewniający łatwy dostęp do pieców oraz wyodrębnić
miejsca na składowanie części i na drogi transportowe,
− wyposażyć pracowników w odzież ochronną: ubrania, rękawice, gumowe, okulary,
skafandry przy pracy w piaskowni,
− wyposażyć w odpowiedni sprzęt przeciwpożarowy: gaśnice, hydranty, koce azbestowe,
skrzynie z piaskiem,
− wszystkie pomoce i narzędzia układać na swoim miejscu,
− utrzymywać w czystości stanowisko pracy,
− stosować sprawne narzędzia podczas manipulowania wsadem,
− przestrzegać zasad higieny osobistej.
Przepisy bezpieczeństwa i higieny pracy podczas chłodzenia w oleju
Ze względu na powstawanie par oleju i niebezpieczeństwo pożaru w czasie chłodzenia
dużej masy rozgrzanego wsadu należy:
− zbiorniki zaopatrzyć w wyciągi typu szczelinowego oraz w szczelne pokrywy,
− nie dopuścić do przegrzania wanny olejowej, należy przewidzieć sposób jej chłodzenia,
− w zbiorniku zainstalować urządzenie gaśnicze, zasilane dwutlenkiem węgla,
− stosować oleje o wysokiej temperaturze zapłonu,
− pracowników zaopatrzyć w ubranie ochronne,
− szybko oczyszczać podłogę w razie rozlania oleju,
− piece należy zaopatrzyć w wyciągi usuwające pary kąpieli,
− przedmioty przeznaczone do grzania w soli oraz uchwyty i haki należy przed
załadowaniem wysuszyć.
Przepisy bezpieczeństwa i higieny pracy podczas obsługi pieców elektrycznych
− drzwi pieca powinny być wyposażone w wyłączniki drzwiowe oraz urządzenia świetlne
sygnalizujące wyłączenie i włączenie prądu do uzwojeń grzejnych,
− wszystkie urządzenia zasilane prądem powinny być uziemione,
− załoga obsługi pieca powinna być wyposażona w rękawice i obuwie gumowe,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
− w układzie zasilania powinien być zainstalowany wyłącznik główny odcinający dopływ
prądu oraz wyłączniki poszczególnych pieców,
− przewody doprowadzające prąd powinny być osłonięte w celu zabezpieczenia przed
wilgocią i mechanicznymi uszkodzeniami,
− należy prowadzić systematyczną kontrolę urządzeń sieci elektrycznej, stanu uziemień
i izolacji,
− nie wolno dotykać gołą ręką uzwojeń grzejnych, połączeń elektrycznych oraz induktorów,
− nie wolno dotykać zerwanych przewodów elektrycznych,
− w przypadku stwierdzenia uszkodzeń instalacji elektrycznej należy bezwzględnie
wyłączyć prąd za pomocą wyłącznika głównego,
− w razie pożaru należy gasić urządzenia elektryczne za pomocą specjalnych gaśnic,
− instrukcję obsługi oraz instrukcję dotyczącą ratowania porażonych prądem należy
umieścić w widocznym miejscu.
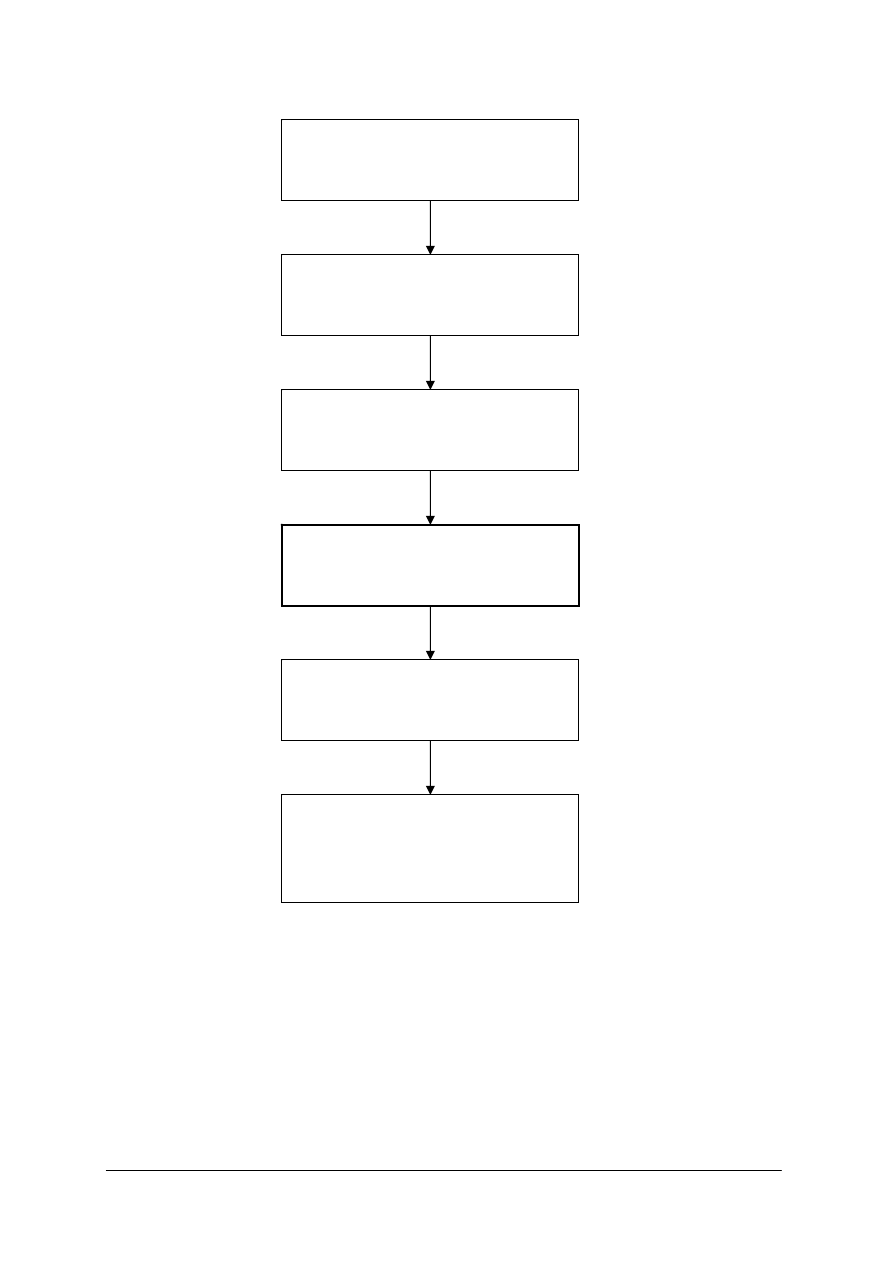
Tabela 1. Środki ochrony przed porażeniem elektrycznym [12, s. 955]
Sposób ochrony
Realizacja
Uwagi
Izolacja
miejsca pracy
1) Izolowanie obsługi od
ziemi:
−
podłoga z materiału
izolacyjnego,
−
chodnik izolacyjny.
2) Izolowanie obsługi od
urządzeń:
−
umieszczenie urządzeń
poza zasięgiem ręki.
Kontrolować okresowo izolację.
Znajdujące się w pobliżu uziemione konstrukcje
izolować lub połączyć z obudową urządzeń
elektrycznych.
Obniżanie
napięcia źródła
Transformator, przetwornice.
Stosowane głównie przy odbiornikach małej
mocy.
Uziemienie
ochronne
Połączenie obudowy urządzeń
z uziemieniem.
Nie powinno powstać napięcie między
urządzeniem a ziemią o wartości niebezpiecznej
dla obsługi. Powinno działać zabezpieczenie.
Zerowanie
Połączenie obudowy urządzeń
przewodem zerowym.
Warunki dodatkowe:
1) punkt zerowy transformatora powinien być
uziemiony,
2) ciągłość przewodu zerowego bez
bezpieczników
3) odpowiedni przekrój i dodatkowe uziemienie
przewodu zerowego.
Wyłączniki
ochronne
Wyłącznik z wyzwalaczem
lub przekaźnikiem
przeciwporażeniowy.
Przekaźnik wyzwalacz działa przy przepływie
prądu od obudowy do ziemi lub na skutek
różnicy prądów w poszczególnych fazach -:
układ różnicowy.
Obsługa pieców do obróbki cieplnej
Zamknięcie pieców - konstrukcja pieców do obróbki cieplnej powinna spełniać wymagania
pozwalające realizować zadania wynikające procesu technologicznego oraz maksymalnie
zabezpieczać obsługę przed zagrożeniami występującymi w czasie prowadzenia tych
procesów. Istnieje konieczność łatwego załadowania i rozładowania pieca, a więc
zmniejszenia obciążenia fizycznego. Drzwi pieców powinny być wyposażone w mechanizmy
i urządzenia ułatwiające ich otwieranie i zamykanie oraz izolowane, a nawet chłodzone,
celem zabezpieczenia obsługi przed skutkami działania wysokiej temperatury. Do małych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
pieców stosuje się najczęściej drzwi zawiasowe składające się z zewnętrznego płaszcza
żeliwnego stanowiące ramę i wyłożenia ogniotrwałego. Do większych pieców stosuje się
drzwi podnoszone, o mocniejszej konstrukcji, gdzie rama żeliwna wyłożona jest cegłami
ogniotrwałymi.
Ładowanie, rozładowanie pieca - wykonywanie czynności załadowania i wyładowania
wsadu do obróbki cieplnej, zwłaszcza w piecach o pracy okresowej, stwarza szereg zagrożeń
i w znacznym stopniu obciąża fizycznie obsługę pieców. Obsługa narażona jest na
zagrożenia: promieniowanie cieplne, oparzenia rozgrzanymi przedmiotami, urazy
mechaniczne podczas ładowania lub wyładowywania przedmiotów z pieca.
Dodatkowo oprócz odzieży ochronnej, przed działaniem promieniowania cieplnego, należy
stosować buty ochronne wzmocnione noskami stalowymi oraz rękawice, które chronią dłonie
przed oparzeniami.
Instrukcja bezpieczeństwa i higieny pracy w pracowni obróbki cieplnej
Uczniowie wykonujący ćwiczenia w pracowni obróbki cieplnej zobowiązani są przestrzegać
następujących zasad bezpieczeństwa i higieny pracy:
1. Każdy uczeń powinien być ubrany w ubranie robocze i stosować w razie potrzeby
rękawice, obuwie ogniotrwałe lub gumowe, okulary ochronne.
2. Stanowiska robocze powinny być wyposażone w szczegółowe instrukcje.
3. Należy sprawdzić stan urządzeń przed wykonaniem pracy.
4. Na stanowiskach należy utrzymywać porządek.
5. Wszystkie czynności z zakresu obsługi urządzeń elektrycznych powinny odbywać się
w obecności nauczyciela.
6. Zauważone awarie należy bezwzględnie zgłaszać nauczycielowi.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. W jaki sposób powinny być wyposażone pomieszczenia do obróbki cieplnej?
2. Jakie zagrożenia z tytułu niebezpieczeństwa pracy istnieją na wydziale obróbki cieplnej
?
3. Dlaczego na wydziale obróbki cieplnej powinny być urządzenia alarmowe i ratunkowe
?
4. Przedstaw niebezpieczeństwa zagrażające przy obsłudze elektrycznych pieców i urządzeń
grzewczych?
5. W jaki sposób należy zabezpieczać cieplne procesy technologiczne przebiegające
z użyciem środków szkodliwych
?
6. W jaką odzież powinien być zaopatrzony pracownik na stanowisku obróbki cieplnej
?
4.1.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj odzież ochronną, sprzęt ochrony osobistej, który musisz mieć na stanowisku
obróbki cieplnej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) wskazać odzież ochronną i omówić jej przeznaczenie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Wyposażenie stanowiska pracy:
−
odzież ochronna,
−
sprzęt ochrony osobistej,
−
instrukcje stanowiskowe.
Ćwiczenie 2
Skompletuj narzędzia i sprzęt ochrony osobistej, stosowany w operacji hartowania
powierzchniowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) dobrać sprzęt ochrony osobistej
2) dobrać narzędzia.
Wyposażenie stanowiska pracy:
−
stanowisko do hartowania powierzchniowego,
−
odzież ochronna,
−
sprzęt ochrony osobistej,
−
narzędzia.
4.1.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) wyjaśnić przepisy bezpieczeństwa i higieny pracy obowiązujące
na wydziale obróbki cieplnej
?
3) rozróżniać odzież ochronną, roboczą i sprzęt ochrony osobistej
?
4) wskazać jakie zagrożenia powstają podczas pracy na wydziale
obróbki cieplnej
5) scharakteryzować zamknięcia pieców do obróbki cieplnej
?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.2. Zmiany struktury wewnętrznej materiału w procesie grzania
i studzenia
4.2.1. Materiał nauczania
Pojęcia podstawowe
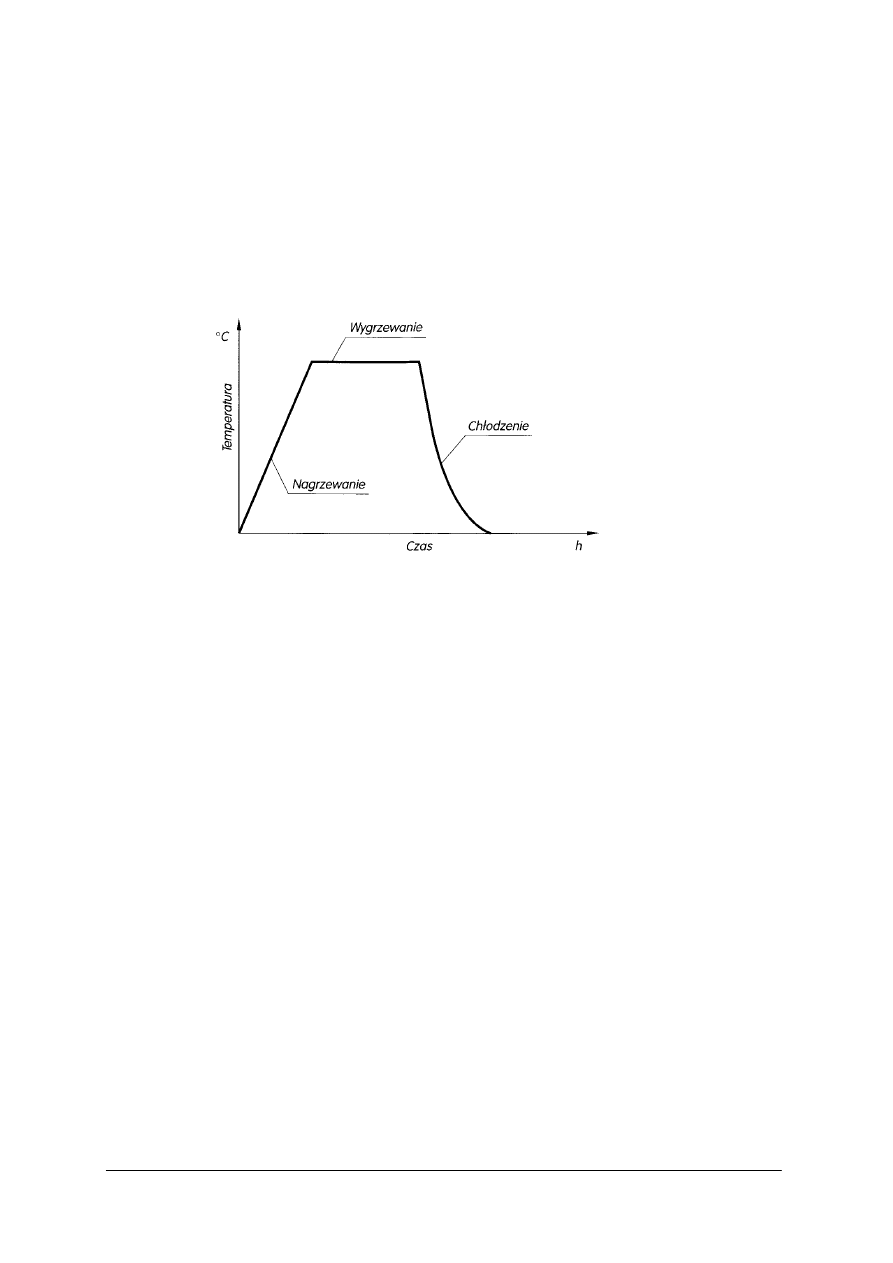
Obróbka cieplna jest procesem składającym się z trzech zabiegów (rys.1).
Rys. 1. Podstawowe zabiegi obróbki cieplnej [15, s .97]
Zabiegi cieplne te różnią się między sobą szybkością nagrzewania i chłodzenia oraz
wysokością temperatury wygrzewania. Jeżeli proces chłodzenia przebiega powoli, to zabieg
ten nazywamy studzeniem.
Cel obróbki cieplnej - pod wpływem temperatury i czasu w stanie stałym zachodzą
zmiany struktury materiału i uzyskuje się wymagane zmiany właściwości mechanicznych,
właściwości chemicznych i fizycznych.
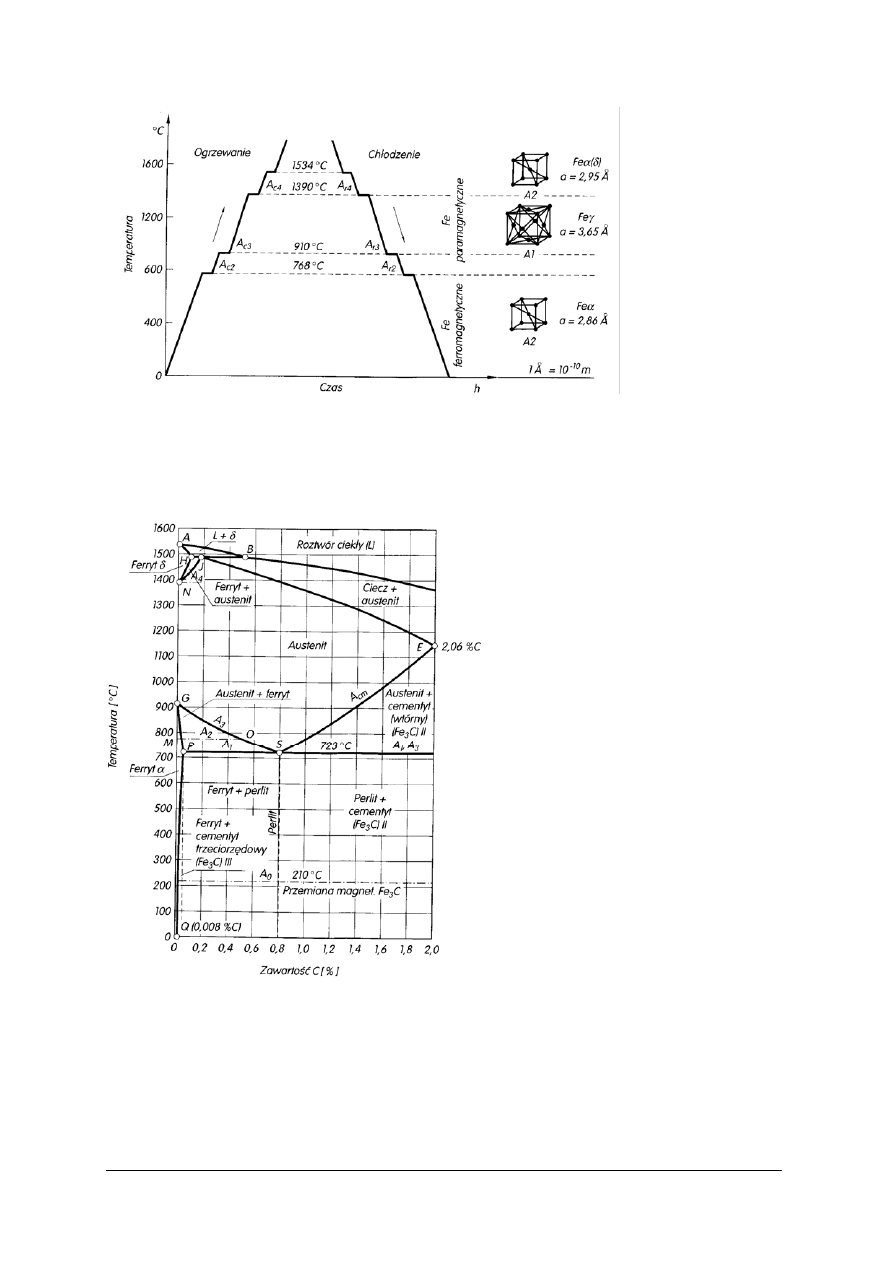
Zmiany struktury wewnętrznej materiału w procesie grzania i chłodzenia - czyste
żelazo ze względu na niskie właściwości wytrzymałościowe ma zastosowanie
w ograniczonym zakresie. Stopy żelaza wykazują lepsze właściwości wytrzymałościowe
i mają większe zastosowanie. Żelazo jako istotny składnik wszystkich stopów, w zależności
od temperatury i ciśnienia przegrupowuje swoje atomy w sieciach. Zjawisko to nazywa się
alotropią. Żelazo występuje w dwóch odmianach alotropowych:
α i γ. Odmiana α ma sieć
krystaliczną regularną przestrzennie centrowaną A2 i występuje w dwóch zakresach
temperatur: niskich do 910
0
C i wysokich w zakresie 1390 ÷ 1534
0
C. Odmiana γ ma sieć ma
sieć krystaliczną płasko centrowaną A1 i jest trwała w zakresie temperatur 910÷1390
0
C.
Na krzywych ogrzewania i chłodzenia występują cztery przystanki temperatury:
− do 1534
0
C występuje topnienie i krzepnięcie,
− w temperaturze 1390
0
C przemiana alotropowa γ
⇒ α oraz α ⇒ γ,
− w temperaturze 910
0
C przemiana alotropowa
α ⇒ γ oraz γ ⇒ α,
− w temperaturze 768
0
C przemiana magnetyczna.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Rys. 2. Przemiany alotropowe żelaza przy ogrzewaniu i chłodzeniu [15, s. 66]
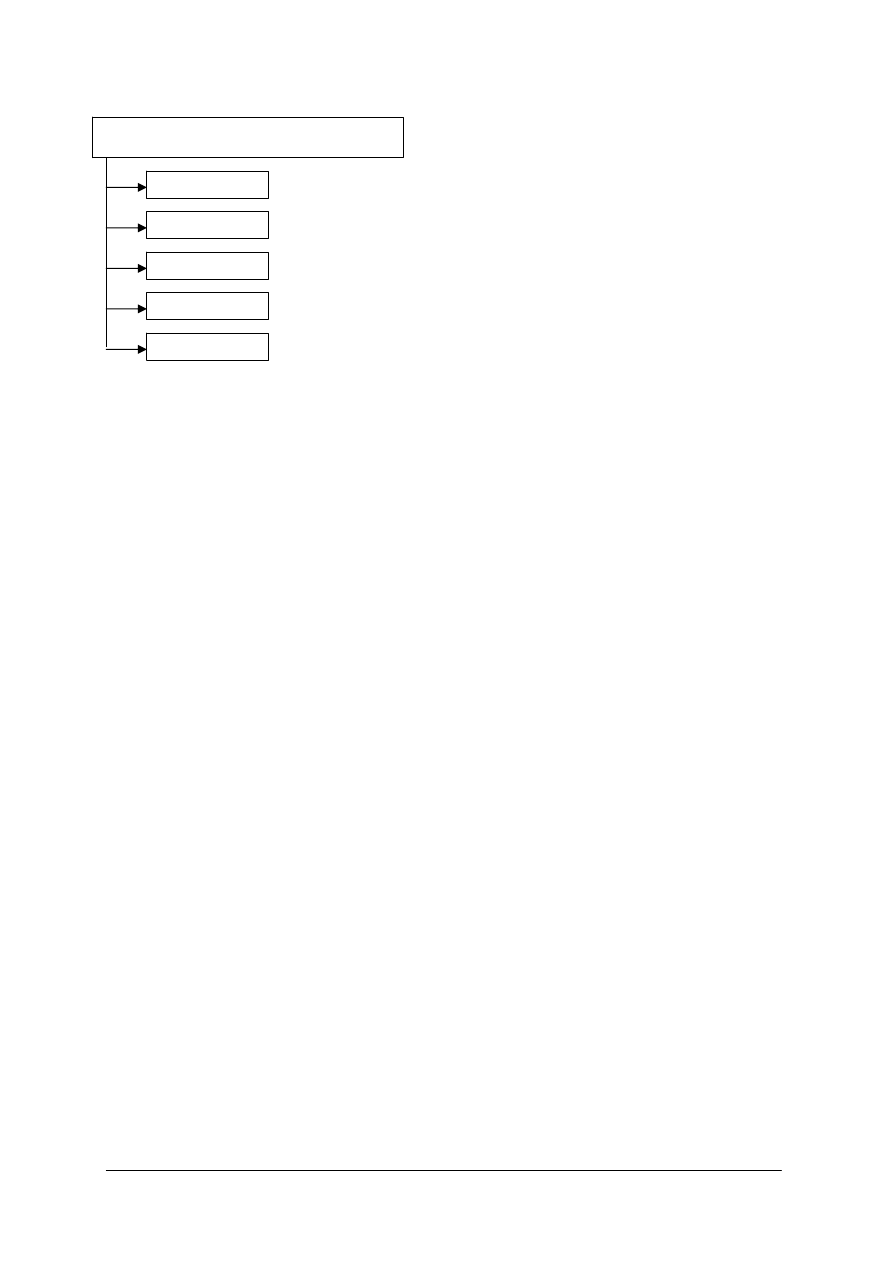
Właściwości mechaniczne stopów zależą od wewnętrznej budowy czyli struktury.
Struktura stopu obejmuje rodzaj, wielkość, formę, wzajemny układ oraz rozproszenie
kryształów. Procesy zachodzące w czasie obróbki cieplnej rozpatruje się na wykresie żelazo –
węgiel (Fe
3
– C), który obrazuje zmian zachodzących w budowie i właściwościach stopu.
Rys. 3. Układ żelazo-węgiel [15, s. 70]
Stop o strukturze drobnoziarnistej odznacza się lepszymi właściwościami mechanicznymi
niż gruboziarnisty. Wielkość ziarna wpływa też na niektóre właściwości stali:
− udarność (większe ziarno, mniejsza udarność)
− hartowność (większe ziarno, większa hartowność)
− skrawalność (większe ziarno, lepsza skrawalność).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Składniki strukturalne stopu Fe – C
Cementyt
Ferryt
Austenit
Perlit
Ledeburyt
Cementyt – jest to związek chemiczny węgla z żelazem Fe
3
C. Topi się w temperaturze
1600
0
C. Oznacza się dużą twardością, a praktycznie żadną plastycznością.
Ferryt – jest to roztwór stały węgla w żelazie
α. Jest to prawie czyste żelazo. Największa
rozpuszczalność węgla w żelazie
α wynosi 0,02% C.
Austenit – jest roztwór stały węgla w żelazie γ. Nie występuje w temperaturze otoczenia.
Austenit jest bardzo plastyczny.
Perlit – jest to mieszanina etektoidalna ferrytu i cementytu zawierająca 0,8%C. Powstaje
wskutek rozpadu austenitu podczas przemiany eutektoidalnej zachodzącej w temperaturze
723
0
C.
Ledeburyt – jest to mieszanina eutektyczna austenitu i cementytu zawierająca 4,3%C.
Cieplnej.
Struktury stali po obróbce cieplnej:
- perlit,
- ferryt,
- cementyt,
- martenzyt,
- bainit.
Martenzyt – jest mocno przesyconym roztworem węgla w żelazie
α, ma
charakterystyczną iglastą budowę oraz dużą kruchość i twardość.
Bainit – jest produktem przemiany przechłodzonego austenitu, składa się z przesyconego
węglem ferrytu oraz wydzielonego z niego cementytu, jego struktura jest drobna, rozróżnia
się dwie odmiany bainitu: górny i dolny.
Parametry zabiegów obróbki cieplnej
Podstawowymi parametrami obróbki cieplnej są:
- temperatura
nagrzewania
(najwyższa temperatura, do której należy nagrzać przedmiot);
-
średnia szybkość nagrzewania lub czas nagrzewania;
- czas
wygrzewania;
-
średnia szybkość chłodzenia lub czas chłodzenia.
Rodzaje obróbki cieplnej
- hartowanie,
- wyżarzanie,
- stabilizowanie,
- odpuszczanie,
- ulepszanie
cieplne.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Obróbka cieplno-chemiczna
Obróbka cieplno-chemiczna stali polega na wzbogaceniu stali w pierwiastek
powierzchniowej warstwy przedmiotu w celu zmiany składu chemicznego powierzchni.
Podstawą tej obróbki jest zjawisko dyfuzji, które polega na przenikaniu atomów aktywnego
środowiska( węgla, azotu) W wyniku tej obróbki otrzymuje się twardą powierzchnię o dużej
odporności na ścieranie, przy jednoczesnym zachowaniu ciągliwości rdzenia.
Rodzaje obróbki cieplno-chemicznej:
− nawęglanie
− azotowanie
− cyjanowanie, jest to jednoczesne połączenie dwóch zabiegów: nawęglania i azotowania.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Czym różni się zabieg chłodzenia od studzenia
?
2. Jakie znasz rodzaje obróbki cieplnej
?
3. Jakie zmiany zachodzą w przedmiotach podczas obróbki cieplnej i cieplno-chemicznej
?
4. Po jakim zabiegu otrzymuje się strukturę martenzytyczną?
5. Jakie są właściwości charakterystyczne martenzytu
?
6. Jakie znasz rodzaje obróbki cieplno-chemicznej
?
7. Na czym polega przemiana alotropowa i przy jakich rodzajach obróbki cieplnej zachodzi
?
4.2.3. Ćwiczenia
Ćwiczenie 1
Na podstawie tablic struktur stali opisz różnice między strukturą stali przed i po obróbce
hartowania. Nazwij składniki obu struktur i opisz ich właściwości.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) z atlasu struktur stali wybrać co najmniej 4 gatunki stali,
2) odszukać tablice struktur przed i po obróbce cieplnej: hartowaniu, ulepszaniu cieplnym
i wyżarzaniu,
3) nazwać i scharakteryzować składniki struktur stali.
Wyposażenie stanowiska pracy:
−
atlas struktur stali,
−
notatnik.
Ćwiczenie 2
Na podstawie pomiaru twardości próbki ze stali 45, określ stan dostawy wsadu do kucia -
surowy lub zmiękczony.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować próbkę do badań na twardościomierzu,
2) sprawdzić gotowość przyrządu do badań,
3) dokonać co najmniej 3 pomiarów i obliczyć średnią arytmetyczną,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4) określić stan dostawy materiału posiłkując się tablicami właściwości stali.
Wyposażenie stanowiska pracy:
−
tablice stali jakościowych,
−
twardościomierz,
−
próbki ze stali 45,
−
notatnik,.
−
ołówek.
4.2.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) scharakteryzować rodzaje zabiegów obróbki cieplnej?
2) scharakteryzować składniki strukturalne stopu Fe
3
-C?
3) scharakteryzować operacje z zakresu obróbki ulepszania cieplnego?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.3. Właściwości fizyczne, chemiczne, mechaniczne materiałów
przeznaczonych do obróbki cieplnej
4.3.1.Materiał nauczania
Obróbce cieplnej poddaje się:
- stale,
-
żeliwa,
-
niektóre stopy metali nieżelaznych.
Właściwości mechaniczne
Właściwości mechaniczne jest to zespół cech określający zdolność metali do
przeciwstawiania się działaniu na nich sił zewnętrznych.
Tabela 2.. Właściwości mechaniczne
Charakterystyka Rodzaje
wytrzymałości
Metody badania właściwości metali
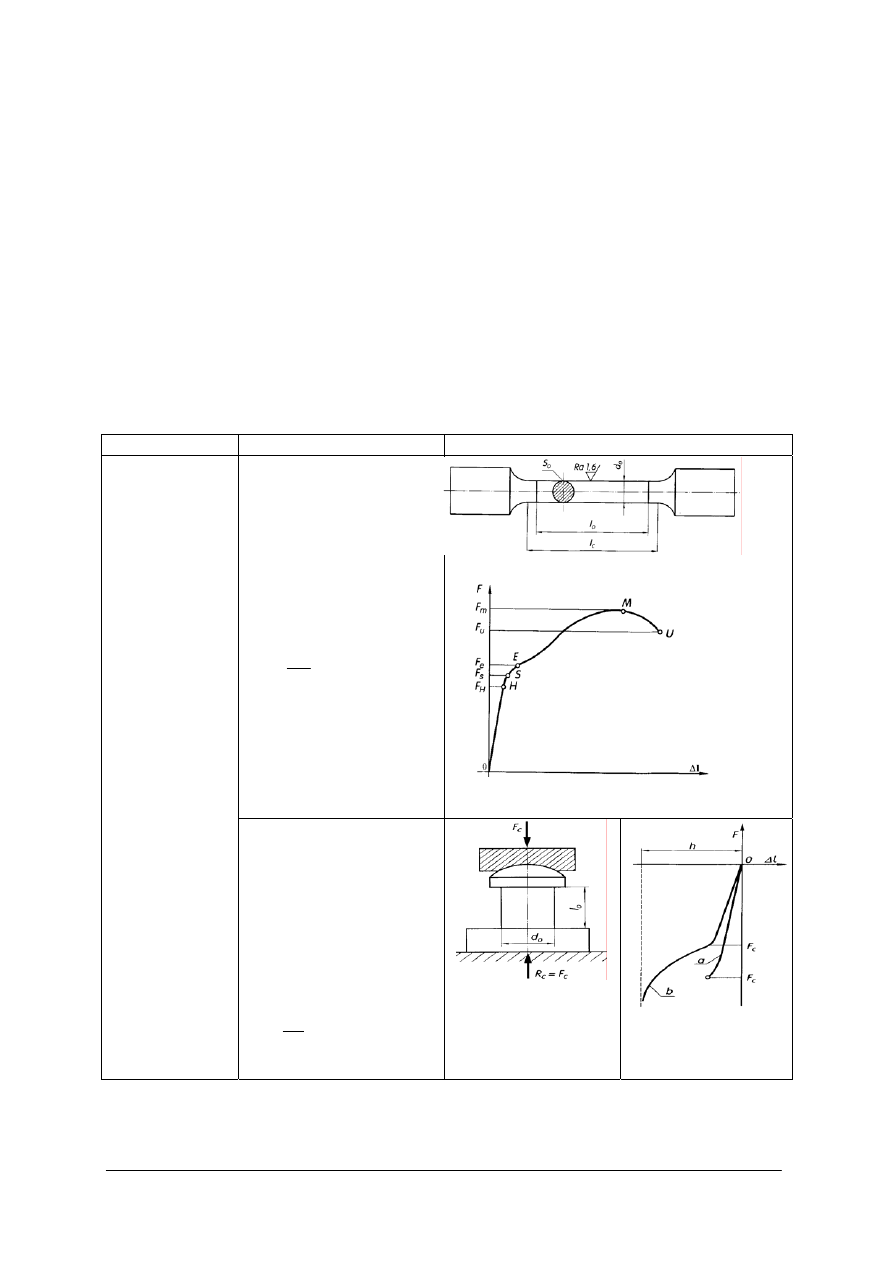
Rozciąganie
Wytrzymałością na
rozciąganie nazywamy
naprężenie rozciągające
odpowiadające
maksymalnej sile
rozciągającej F
m
do pola
przekroju próbki
początkowej
R
m
=
0
S
F
m
[MPa]
Znormalizowany kształt próbki do próby rozciągania
Rys. 4. Wykres rozciągania o niskiej zawartości węgla
[7, s. 99]
Wytrzymałość-
opór stawiany
przez materiał
sile zewnętrznej.
Obciążenie
działające na
element
konstrukcyjny
wywołuje w nim
siły wewnętrzne,
które odniesione
do jednostki
powierzchni
przekroju
elementu noszą
nazwę naprężeń.
Ściskanie
Wytrzymałością na
ściskanie nazywamy
największe obciążenie
ściskające F
c
odniesione
do pierwotnego S
0
próbki,
po którym następuje
zniszczenie (skruszenie)
R
c
=
0
S
F
c
[MPa]
Rys. 5. Schemat próby
ściskania [17, s. 29]
Rys. 6 Wykres ściskania
[7, s. 29]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
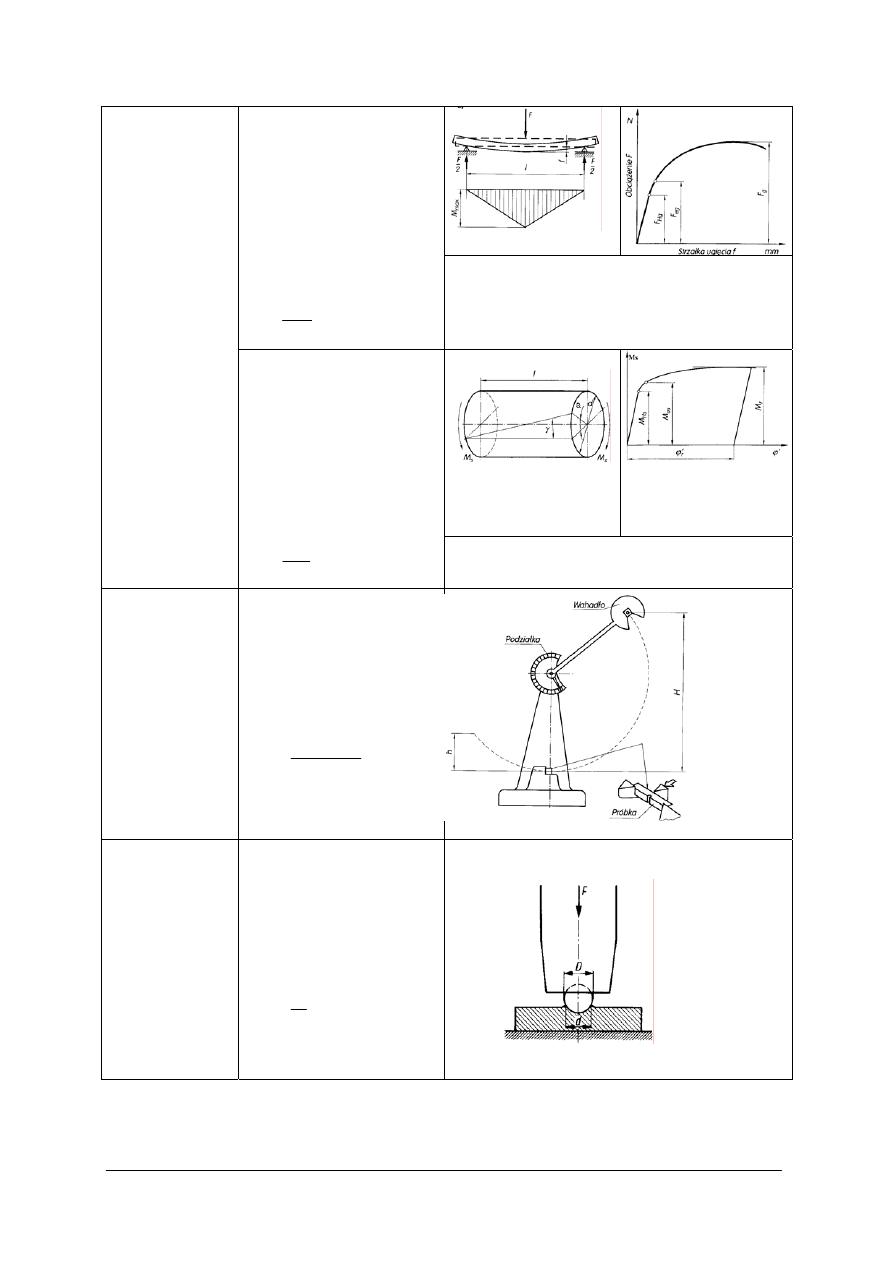
Zginanie
Wytrzymałością na
zginanie nazywamy
stosunek momentu
gnącego odpowiadający
największej sile
obciążającej F
g
do
wskaźnika wytrzymałości
przekroju na zginanie
Rg =
g
g
W
M
[MPa]
Rys.7. Schemat próby zginania i wykres zginania
[17, s. 29]
Skręcanie
Wytrzymałością na
skręcanie nazywamy
stosunek maksymalnego
momentu skręcającego w
próbie skręcania, który
niszczy próbkę do
wskaźnika wytrzymałości
przekroju na skręcanie
R
s
=
s
s
W
M
{MPa]
Rys. 8. Schemat próby skręcania i wykres skręcania
[17, s. 31]
Udarność
Jest to odporność
materiału na
uderzenia
dynamiczne
Udarność
Wyraża się stosunkiem
pracy zużytej na złamanie
próbki do powierzchni jej
przekroju poprzecznego
w miejscu złamania
KC =
0
)
(
S
h
H
G
−
[J/cm
2
]
Rys. 9. Próba udarności młotem Charpy
′ego [17, s. 32]
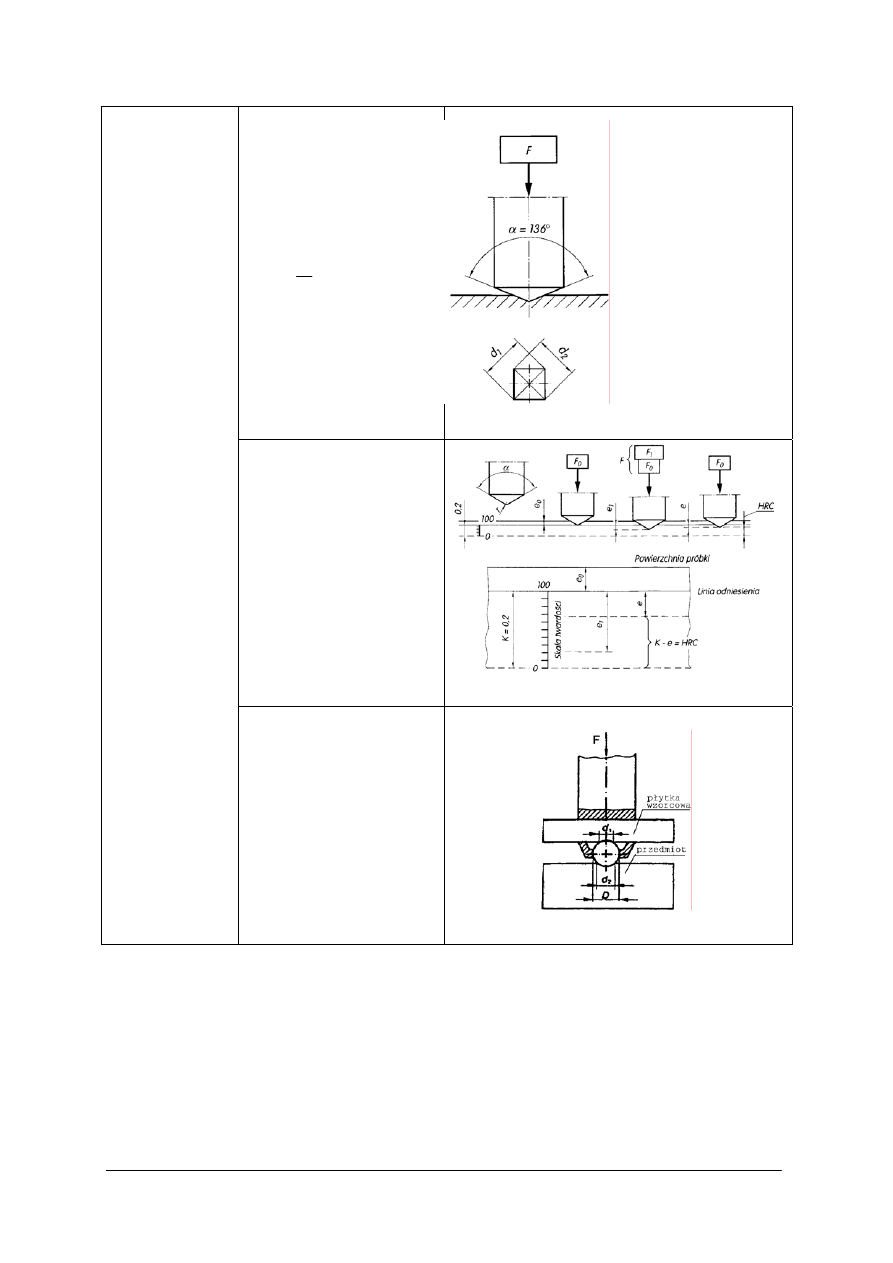
Twardość
Jest to odporność
materiału na
odkształcenia
trwałe wskutek
wciskania
wgłębnika
o określonym
kształcie.
W skali Brinella
Miarą twardości jest
stosunek siły F do pola
powierzchni S trwałego
odcisku, który w postaci
czaszy kulistej utworzy się
na powierzchni metalu
HB =
S
F [N/mm
2
]
Wartość umieszcza się
przed znakiem HB.
Rys.10. Zasada pomiaru twardości metodą Brinnela
[10, s .13]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
W
skali Vickersa
Miarą twardości Vickersa
jest stosunek siły F,
wciskającej diament, do
powierzchni S pobocznicy
trwałego odcisku
HV =
S
F [N/mm
2
]
Rys. 11. Schemat pomiaru twardości metodą Vickersa
[17, s .41]
W skali Rockwella
Twardość metodą
Rockwella określa się na
podstawie głębokości
odcisku powstałego
w materiale w wyniku
wciskania diamentowego
stożka (HRC) lub kulki
stalowej hartowanej(HRB)
Rys. 12. Zasada pomiaru twardości stożkiem
diamentowym [17, s. 39]
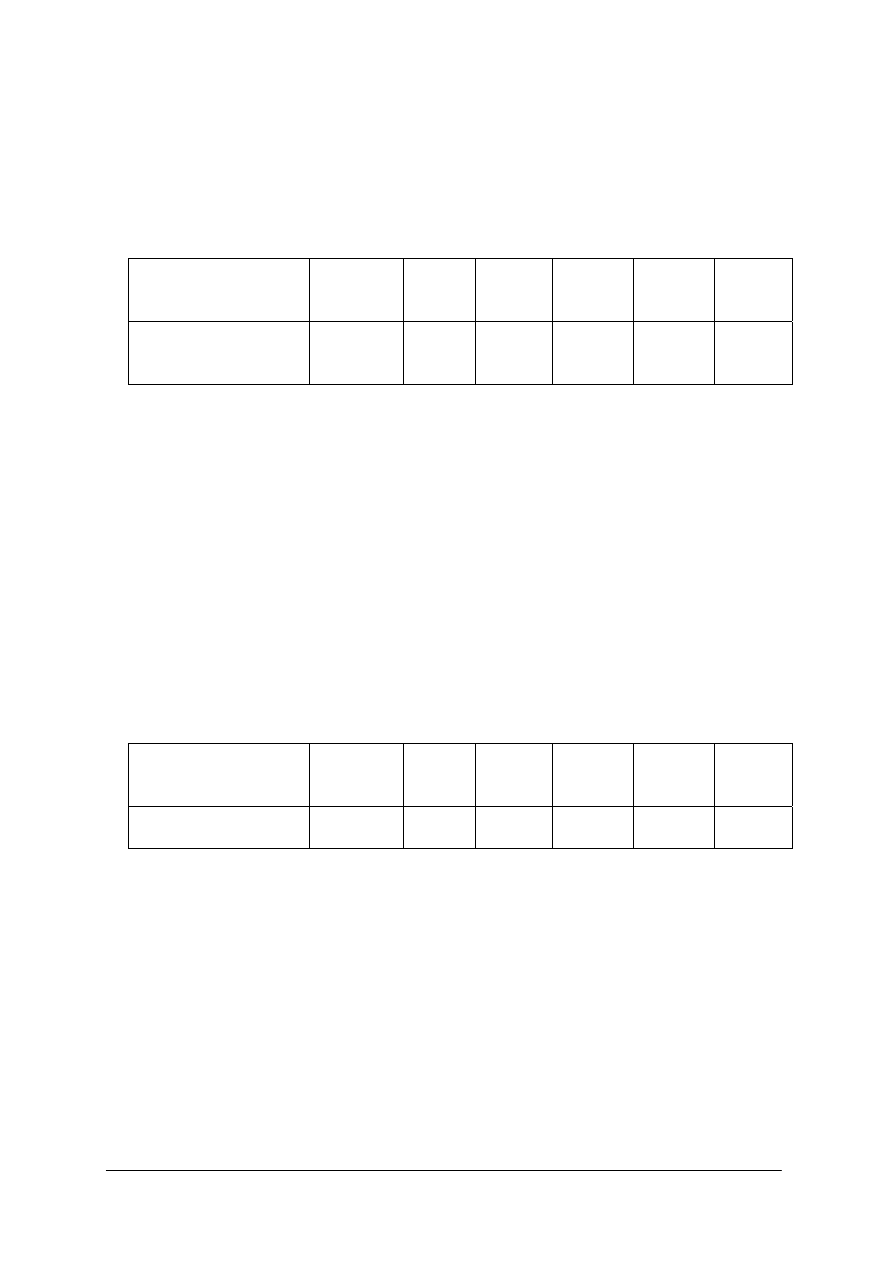
Pomiar twardości
metodą młotka Poldi
Jest to metoda
porównawcza polegająca
na porównaniu odcisku
kulki w przedmiocie
z odciskiem w płytce
wzorcowej.
Pomiar podaje się
w jednostkach HB
Rys. 13 Schemat pomiaru twardości młotkiem Poldi
[3, s. 15]
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz właściwości mechaniczne metali
?
2. Co nazywamy wytrzymałością materiałów
?
3. Jakie znasz metody badania twardości metali
?
4. Jaka jest różnica między wskazaniami twardości metodą Brinella i Rockwella
?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.3.3. Ćwiczenia
Ćwiczenie 1
Porównaj właściwości mechaniczne stali 1H13, w zależności od rodzaju wykonanej
obróbki cieplnej.
Tabela 3. Właściwości mechaniczne stali 1H13 w zależności od obróbki cieplnej [12, s. 433]
Obróbka cieplna
R
m
MPa
R
e
MPa
(min)
A
5
%
(min)
Z
%
(min)
U
J/cm
2
(min)
HB
(min)
Wyżarzanie
zmiękczające
Ulepszanie cieplne
450÷600
600÷750
300
450
20
18
60
55
120
100
140÷180
170÷210
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenia powinieneś:
1) odczytać właściwości mechaniczne stali z tabel przed i po obróbce cieplnej,
2) wyjaśnić różnice we właściwościach,
3) zanotować spostrzeżenia w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
−
zeszyt ćwiczeń,
−
przybory do pisania.
Ćwiczenie
2
Porównaj właściwości mechaniczne stali 2H13, w zależności od temperatury
wykonanego odpuszczania.
Tabela 4. Właściwości mechaniczne ulepszonej cieplnie stali 2H13 w zależności od temperatury
odpuszczania [12, s. 433]
Temperatura
odpuszczania
0
C
R
m
MPa
R
e
MPa
(min)
A
5
%
(min)
Z
%
(min)
U
J/cm
2
(min)
HB
(min)
700÷750
650÷700
650÷800
800÷950
450
550
16
14
60
50
80
50
180÷250
225÷275
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenia powinieneś:
1) odczytać właściwości mechaniczne stali z tabel przed i po obróbce cieplnej,
2) scharakteryzować różnice we właściwościach,
3) zanotować spostrzeżenia w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
−
zeszyt ćwiczeń,
−
przybory do pisania.
Ćwiczenie 3
Pomiar twardości metodą Rockwella.
Wykonaj pomiar twardości dla próbek przed i po hartowaniu. Porównaj wyniki pomiarów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie powinieneś:
1) sprawdzić stan techniczny twardościomierza Rockwella,
2) zamocować w trzpieniu twardościomierza stożek diamentowy lub kulkę i założyć
odpowiednie obciążniki,
3) wykonać kilka pomiarów dla próbek kontrolnych, zgodnie z instrukcją obsługi
twardościomierza i wyskalować skalę,
4) wykonać pomiary próbek i zapisać odczytane wyniki pomiarów,
5) dokonać analizy twardości próbek przed i po harowaniu,
6) spostrzeżenia zapisać w zeszycie ćwiczeń .
Wyposażenie stanowiska pracy:
−
twardościomierz Rockwella, z kompletnym wyposażeniem ,
−
wzorcowa płytka twardości,
−
po 2 próbki bez obróbki cieplnej i po hartowaniu,
−
instrukcja obsługi twardościomierza,
−
Polskie Normy,
−
zeszyt do ćwiczeń,
−
przybory do pisania
Ćwiczenie 4
Sprawdź, czy twardość po obróbce cieplnej dłuta do obróbki kamienia mieści się
w granicach 58 ÷ 64HB. Pomiar twardości wykonaj dwoma pilnikami kalibrowanymi
o twardości: 57HB i 65HB.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie powinieneś:
1) zamocować dłuto w przyrządzie,
2) sprawdzić twardość pilników kalibrowanych z użyciem płytek wzorcowych
o odpowiedniej twardości w następujący sposób:
−
dla pilnika o twardości 57 HB przygotować płytki wzorcowe o twardości: 56HB i 58HB,
−
dla pilnika o twardości 65 HB przygotować płytki wzorcowe o twardości: 64HB i 66HB,
−
wykonać pilnikiem o twardości 57HB rysy na płytkach o twardości: 56HB i 58HB: jeżeli
pilnik zostawi ślad tylko na płytce o mniejszej twardości, to świadczy o tym, że jego
twardość wynosi 57HB,
−
wykonać podobną czynność dla pilnika o twardości 65HB posługując się płytkami
o twardości: 64HB i 66HB,
3) wykonać podobne czynności dla sprawdzenia twardości dłuta:
−
pilnikiem o twardości 65HB wykonać rysy na powierzchniach roboczych narzędzia,
−
pilnikiem o twardości 57HB wykonać rysy na powierzchniach roboczych narzędzia,
−
ocenić po otrzymanych śladach rys, czy twardość narzędzi zawarta jest
w dopuszczalnych granicach,
4) zanalizować wyniki pomiarów.
Wyposażenie stanowiska pracy:
−
płytki wzorcowe o znanych rodzajach twardości,
−
pilniki kalibrowane,
−
dłuta do obróbki kamienia,
−
przyrządy mocujące narzędzia,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
−
zeszyt do ćwiczeń,
−
przybory do pisania.
4.3.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) wyjaśnić sposób wyznaczania wytrzymałości na rozrywanie?
2) scharakteryzować udarność i jej pomiar?
3) określić zmiany właściwości mechanicznych wskutek obróbki cieplnej?
4) scharakteryzować pomiar twardości różnymi metodami?
5) wykonać pomiar twardości metodą Rockwella?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
4.4. Urządzenia do obróbki cieplnej
4.4.1.Materiał nauczania
Rodzaje grzania
Obróbka cieplna związana jest z czynnościami nagrzewania, wygrzewania i chłodzenia.
Nagrzewanie w procesach obróbki cieplnej może być ciągłe lub stopniowe. W stopniowym
nagrzewaniu rozróżnia się:
− podgrzewanie, jest to nagrzewanie do temperatury niższej niż właściwa obróbka cieplna,
− dogrzewanie, jest to nagrzewanie przedmiotów do temperatury właściwej dla danego
rodzaju obróbki cieplnej.
Sposoby nagrzewania ciągłego:
− wsad nagrzewa się razem z piecem ( przedmioty ładuje się do pieca mającego temperaturę
otoczenia),
− wsad ładuje się do pieca mającego żądaną temperaturę,
− wsad ładuje się do pieca o temperaturze pośredniej i podgrzewa się łącznie z piecem do
temperatury żądanej,
− wsad ładuje się do pieca o temperaturze wyższej od żądanej.
Do obróbki cieplnej przedmiotów ze stali węglowej, niskostopowej i stopów kolorowych
stosowane jest nagrzewanie ciągłe.
Sposoby grzania części:
− grzanie całkowite
− grzanie częściowe,
− grzanie powierzchniowe.
Do realizacji procesu obróbki cieplnej niezbędne są urządzenia technologiczne, które można
sklasyfikować na podstawowe i towarzyszące. Do urządzeń podstawowych należą: piece,
wytwornice atmosfer, wanny do chłodzenia. Grzanie w procesach obróbki cieplnej może
odbywać się w piecach paliwowych (gazowych i olejowych), gdzie energię cieplną uzyskuje
się w wyniku spalania paliwa organicznego lub w piecach elektrycznych (oporowych,
elektrodowych i indukcyjnych), gdzie energię cieplną wytwarza się z energii elektrycznej,
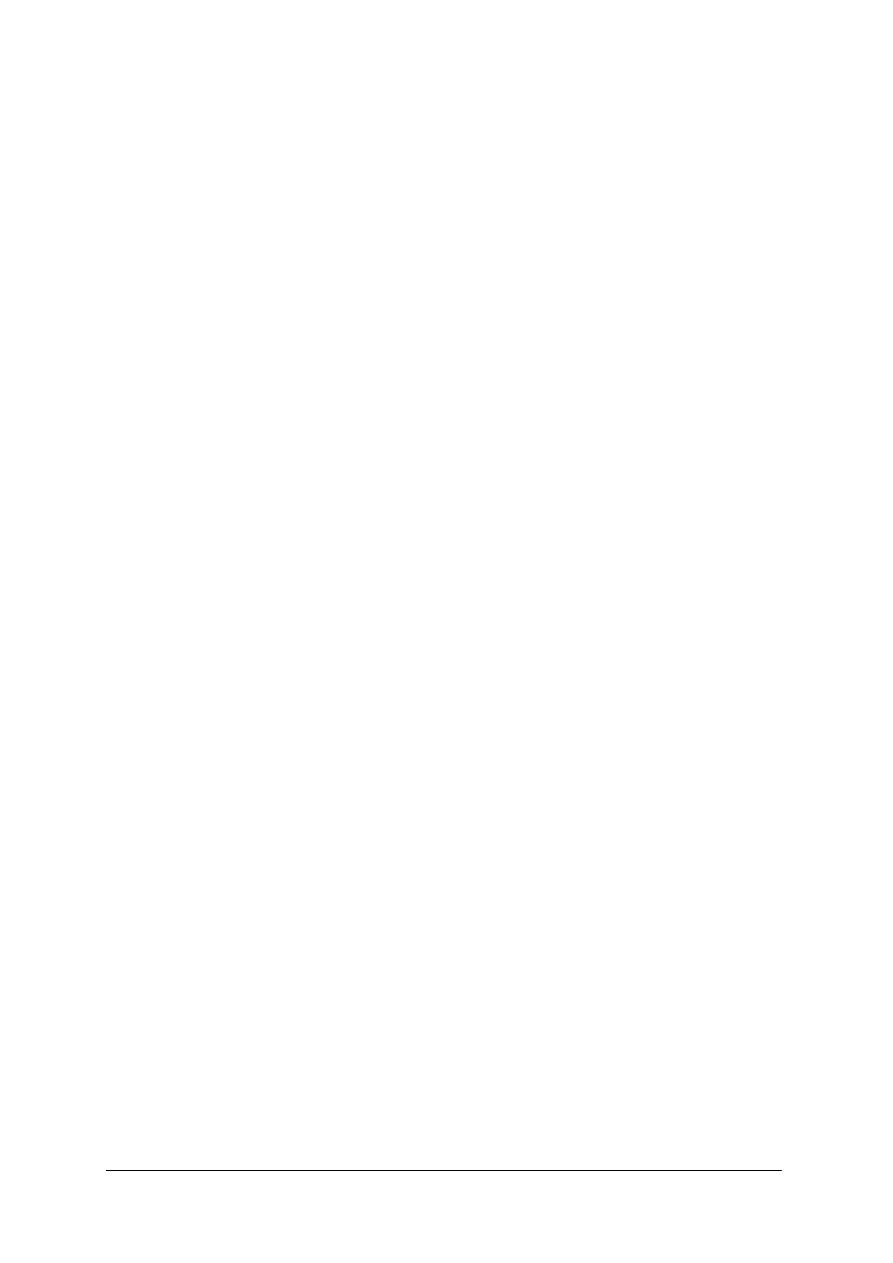
Rys. 14.
Piec oczkowy obrotowy [15,s.66]
1 – otwory gazów spalinowych
2 -palnik, 3 – rurociąg gazu, 4 – rurociąg powietrza,
5 – otwory powietrzne
Rys. 15.
Piec gazowy komorowy [15, s. 66]
1 – piec, 2 – palniki, 3 – rekuperator,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
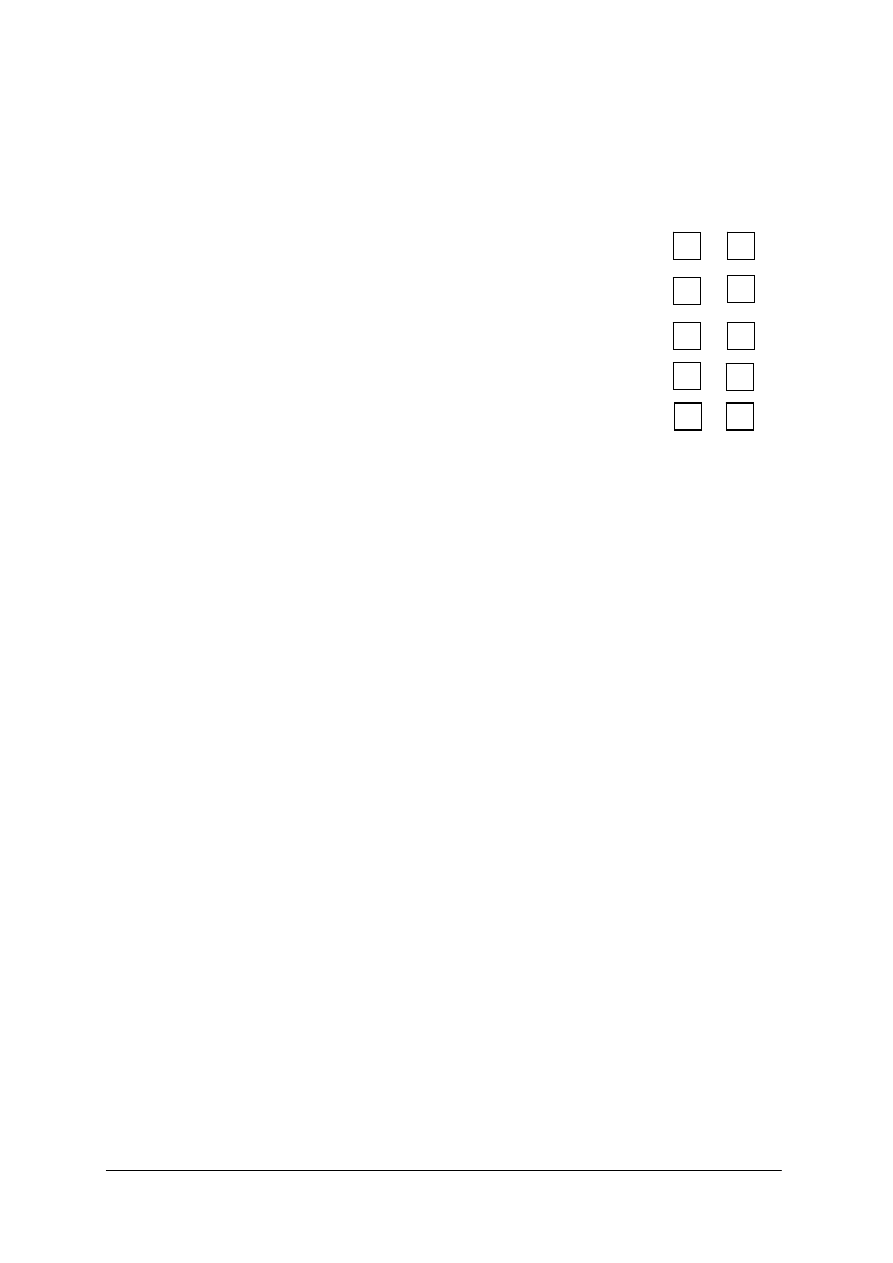
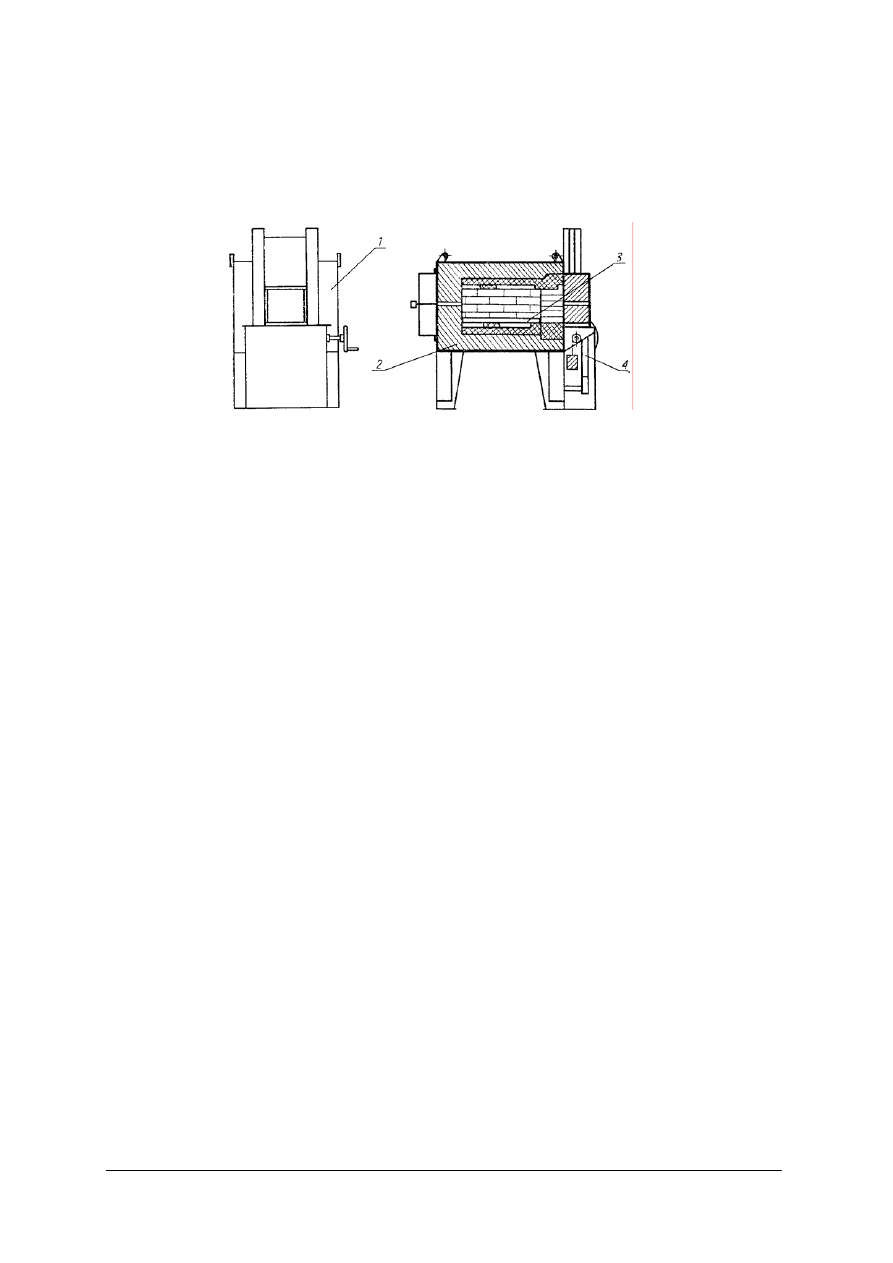
Rys. 16
.
Piec oporowy komorowy [4, s. 63]
1- obudowa, 2- wymurowanie , 3-płyta denna, 4 -mechanizm podnoszenia drzwi
Rys. 17. Piec elektryczny tyglowy PET-15/30 [4, s. 70]
1 – tygiel, 2 - elementy grzejne, 3 - elementy grzejne, 4 - odciąg szczelinowy
Chłodzenie
w procesach obróbki cieplnej polega na obniżeniu temperatury w celu uzyskania
określonych właściwości przedmiotów. Chłodzenie można prowadzić z różnymi
szybkościami obniżania temperatury:
− oziębianie - duże szybkości,
− studzenie - wolniejsze obniżanie temperatury,
− wymrażanie - obniżanie temperatury poniżej 0
0
C.
Największe zastosowanie do obróbki cieplnej mają kąpiele chłodzące Zaliczamy do nich:
− wodę - najszybszy ośrodek chłodzący,
− roztwory wodne zawierające dodatki w celu zwiększenia lub obniżenia szybkości
chłodzenia,
− oleje,
− roztopione sole,
− roztopione metale (roztopiony ołów).
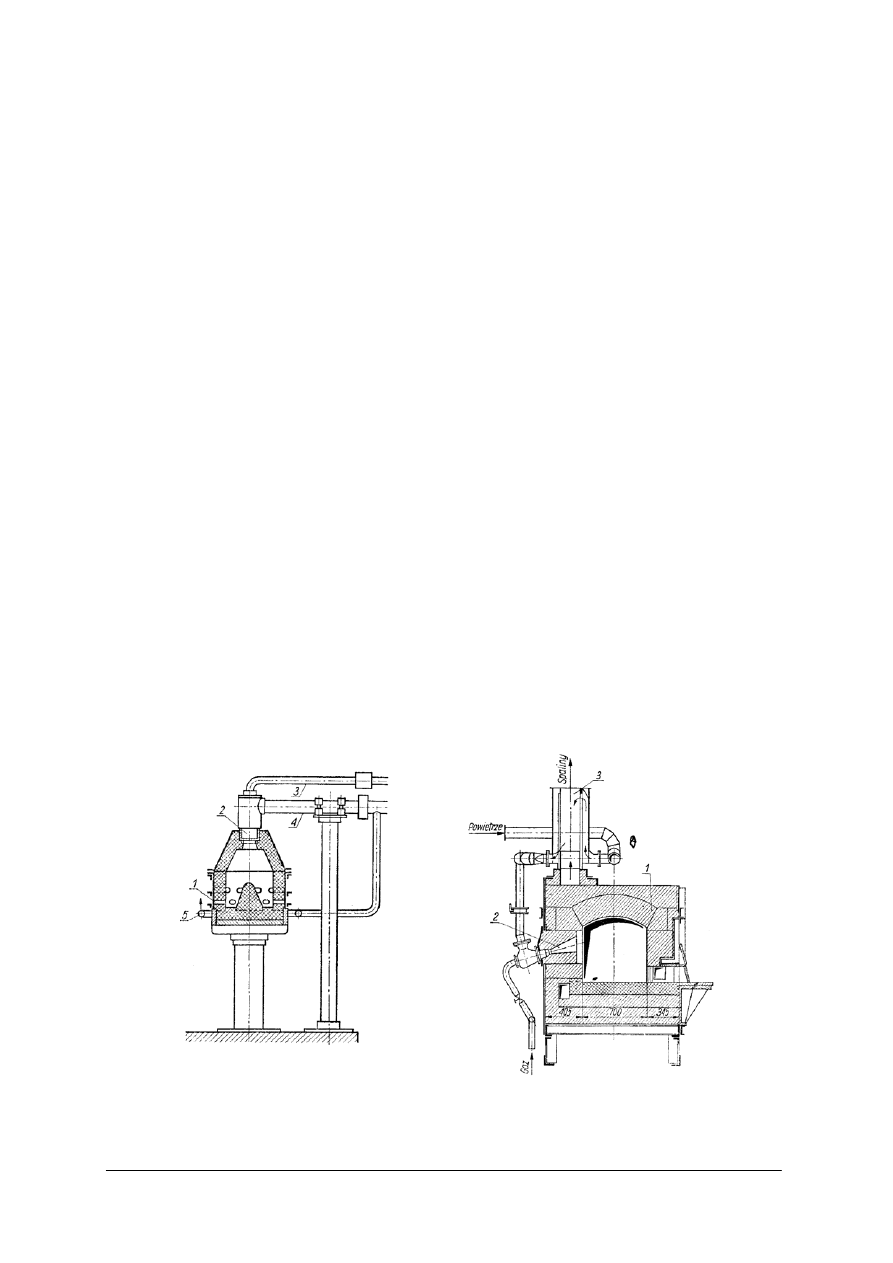
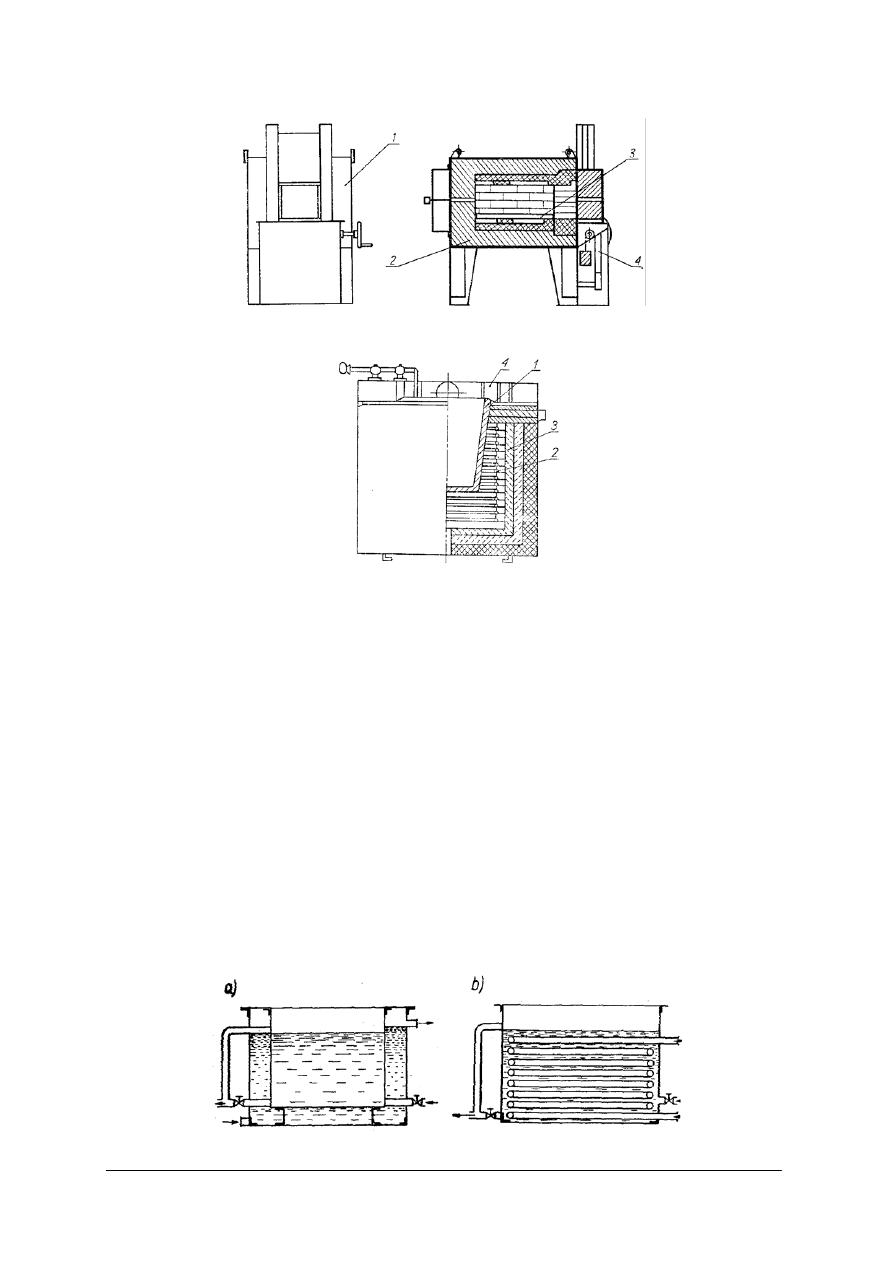
Urządzeniami do chłodzenia po obróbce cieplnej są wanny wodne. Wanny mogą być
chłodzone płaszczem wodnym lub wężownicą. Dopływ wody do chłodnic powinien być
u dołu, a odpływ u góry.
Rys 18. Wanny chłodzone: a) płaszczem wodnym, b) wężownicą [13, s. 239]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Wanny olejowe stosuje się po obróbce, jeżeli wymagane jest utrzymanie stałej temperatury
kąpieli. Uzyskuje się to przy zastosowaniu krążenia cieczy chłodzącej – oleju w obiegu
zamkniętym. Aby zmniejszyć prędkość chłodzenia stosuje się Urządzenia do chłodzenia
w powietrzu.
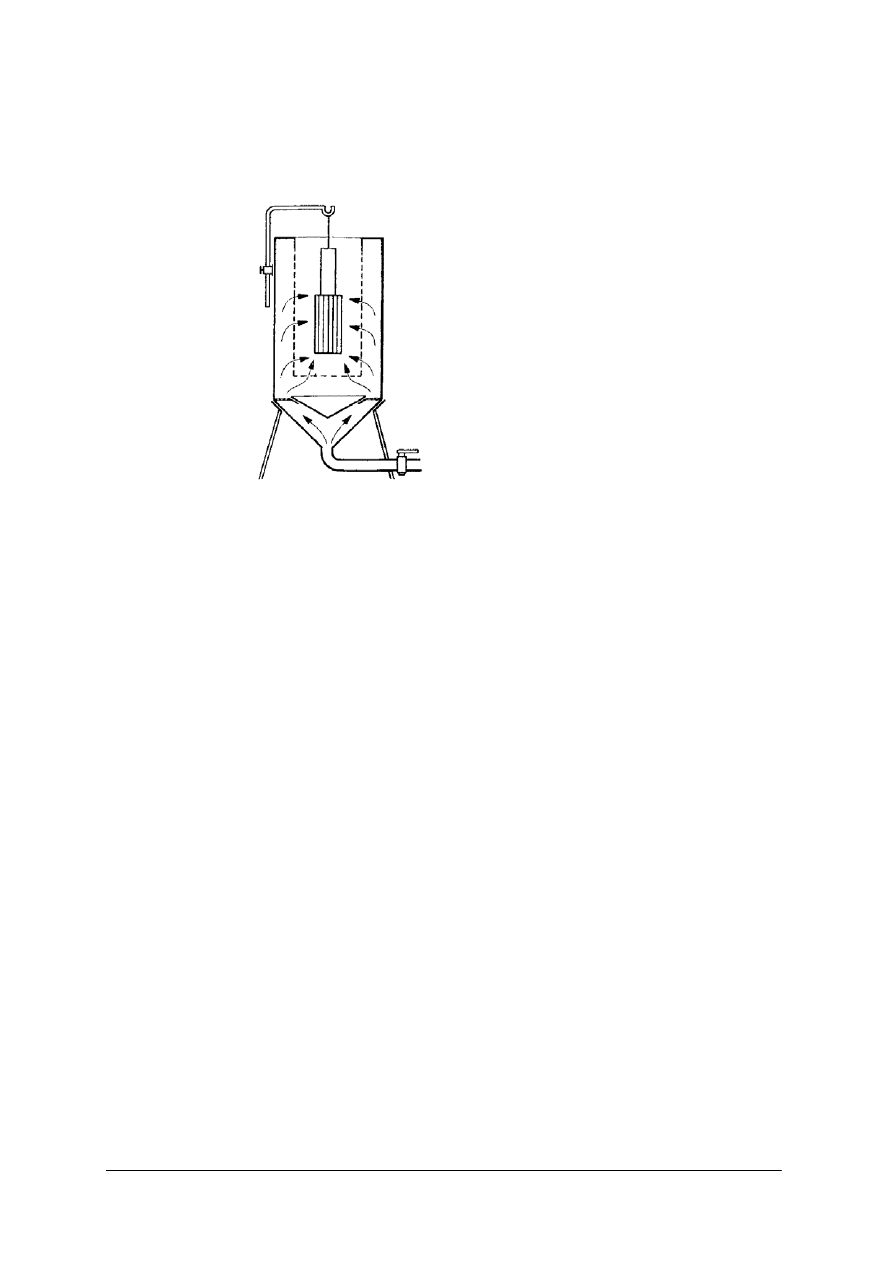
Rys.19.
Urządzenie do chłodzenia narzędzi w strumieniu powietrza [4, s. 112]
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki znasz sposób podgrzewania przedmiotów w obróbce cieplnej?
2. Jakie znasz rodzaje pieców stosowanych do podgrzewania przedmiotów?
3. Jakie znasz środowiska, w których chłodzimy metale w obróbce cieplnej?
4. Kiedy stosujemy chodzenie w strumieniu powietrza
?
4.4.3. Ćwiczenia
Ćwiczenie1
Scharakteryzuj budowę oraz oprzyrządowanie (wskaźniki temperatur, zegar do pomiaru
czasu obróbki, zamknięcia) następujących pieców:
-
piec oporowy komorowy,
-
piec oczkowy obrotowy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się ze schematami pieców,
2) zapoznać się z instrukcją obsługi pieców,
3) wskazać i omówić przeznaczenie wskaźników na piecu,
4) wyjaśnić na przykładzie zamknięcie pieca,
5) wyjaśnić sposoby nagrzewania pieców,
6) w zeszycie ćwiczeń wypisz elementy pieca.
Wyposażenie stanowiska pracy:
-
piec oporowy komorowy.
-
schematy pieców oporowych komorowych i pieców oczkowych obrotowych,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
- instrukcja
obsługi pieców.
Ćwiczenie2
Na podstawie instrukcji technologii obróbki cieplnej dokonaj nagrzania 4 sztuk kutych
prętów ze stali 20G2, kwadratowych o boku 30mm i długości 400mm do wyżarzania
normalizującego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z instrukcją obsługi pieca,
2) zapoznać się z instrukcją technologii obróbki cieplnej stali 20G2,
3) ułożyć wsad w piecu,
4) nastawić temperaturę i czas grzania zgodnie z instrukcją,
5) załączyć piec i kontrolować przebieg procesu grzania,
6) wyłączyć piec, wyjąć wsad i studzić zgodnie z instrukcją.
Wyposażenie stanowiska pracy
−
piec oporowy komorowy,
−
instrukcja obróbki cieplnej,
−
instrukcja obsługi pieców,
−
narzędzia,
−
odzież ochronna i sprzęt ochrony osobistej.
4.4.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) zdefiniować szybkość chłodzenia?
2)
wyjaśnić, dlaczego chłodzenie wodne przeciwprądowe
jest najkorzystniejsze?
3) wyjaśnić pojęcia: chłodzenie i studzenie?
4) rozróżnić sposoby chłodzenia w wannie?
5) wymienić rodzaje kąpieli stosowanych przy chłodzeniu?
6) scharakteryzować budowę i obsługę pieców oporowych komorowych?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.5. Narzędzia do pomiaru temperatury
4.5.1. Materiał nauczania
Ważnym czynnikiem wpływającym na właściwości przedmiotu uzyskane w trakcie
obróbki cieplnej jest utrzymywanie temperatury w żądanym zakresie. W obróbce cieplnej
pomiarów temperatury dokonuje się metodą pośrednią, w której wykorzystuje się zależność
niektórych właściwości metali od temperatury, takich jak oporności elektrycznej, siły
termoelektrycznej. W obróbce cieplnej najczęściej określa się temperaturę przedmiotu, który
wygrzewany jest w różnych środowiskach. Do przyrządów pomiarowych najczęściej
stosowanych do pomiaru temperatury zalicza się termometry oporowe i pirometry optyczne.
Działanie termometrów oporowych oparte jest na zmianie oporności elektrycznej
przewodnika w zależności od temperatury
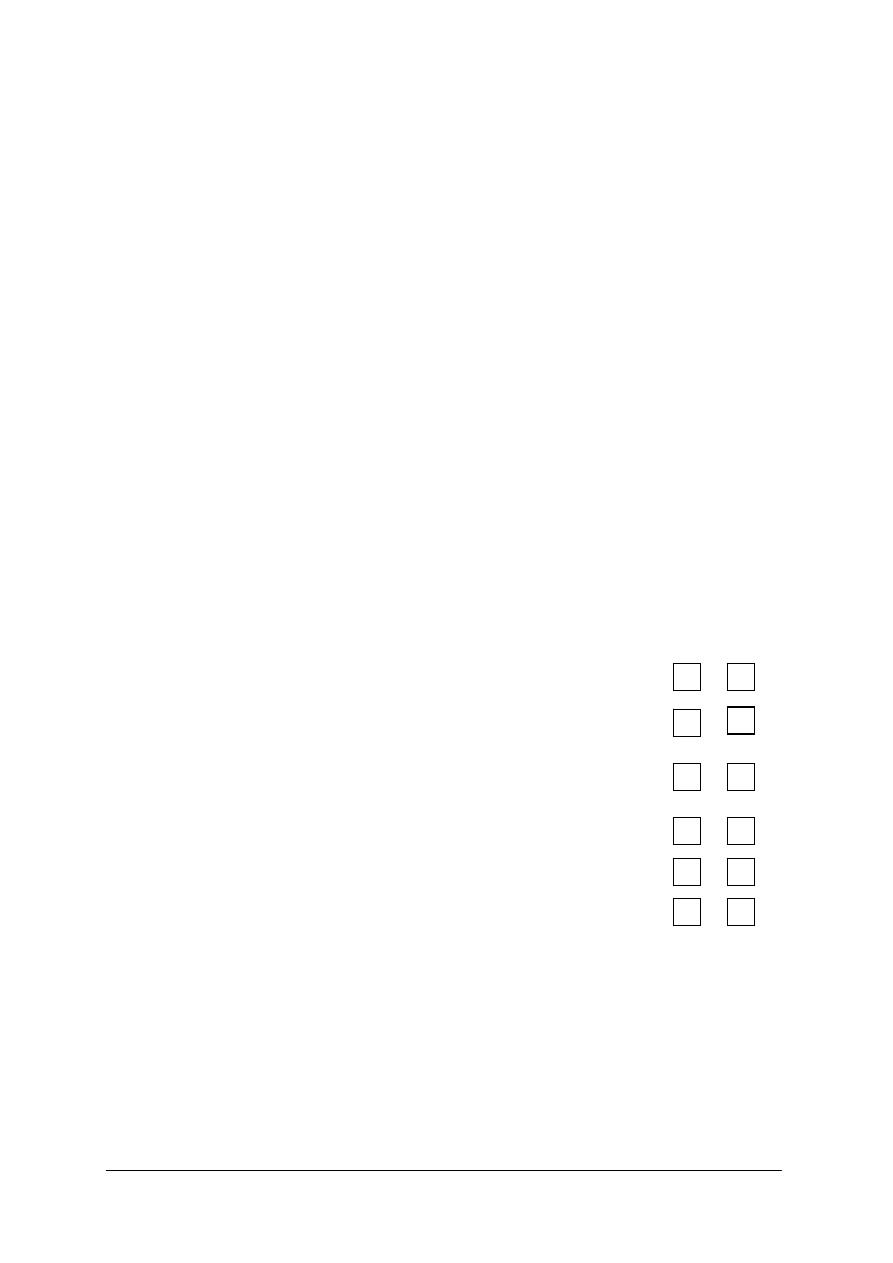
Rys. 20. Termometr oporowy [13, s. 240]
1 – opór termometryczny, 2 – izolacja porcelanowa, 3 – pierścień ustalający, 4 – osłona czujnika, 5 – głowica,
6 – przewody łączeniowe
Pirometry optyczne należą do przyrządów, które umożliwiają dokonywanie pomiaru
metodą niestykową. Można nimi mierzyć temperaturę do 3000
0
C. Działanie pirometrów
oparte jest na pomiarze promieniowania żarzącego się ciała Rozróżnia się pirometry,
w których mierzone jest całkowite promieniowanie cieplne i świetlne. Zaletą tych pirometrów
jest możliwość prowadzenia obserwacji ciągłych.
Drugą grupę stanowią pirometry częściowego promieniowania – monochromatyczne. Zasada
działania tych pirometrów oparta jest na porównaniu natężeń dwóch promieniowań
monochromatycznych: jednego pochodzącego od żarzącego się badanego ciała, drugiego od
żarzącego się włókna w pirometrze. Do grupy tej należą pirometry ze stałą jasnością włókna,
i pirometry termoelektryczne. Poniżej przedstawiony pirometr optyczny całkowitego
promieniowania ardometr z miliwoltomierzem. Zasada pomiaru polega na powstawaniu siły
elektromotorycznej, która jest proporcjonalna do elementu nagrzanego i temperatura
wskazywana jest przez miliwoltomierz wyskalowany w jednostkach temperatury.
Ardometrem można mierzyć temperaturę do 2000
0
C.
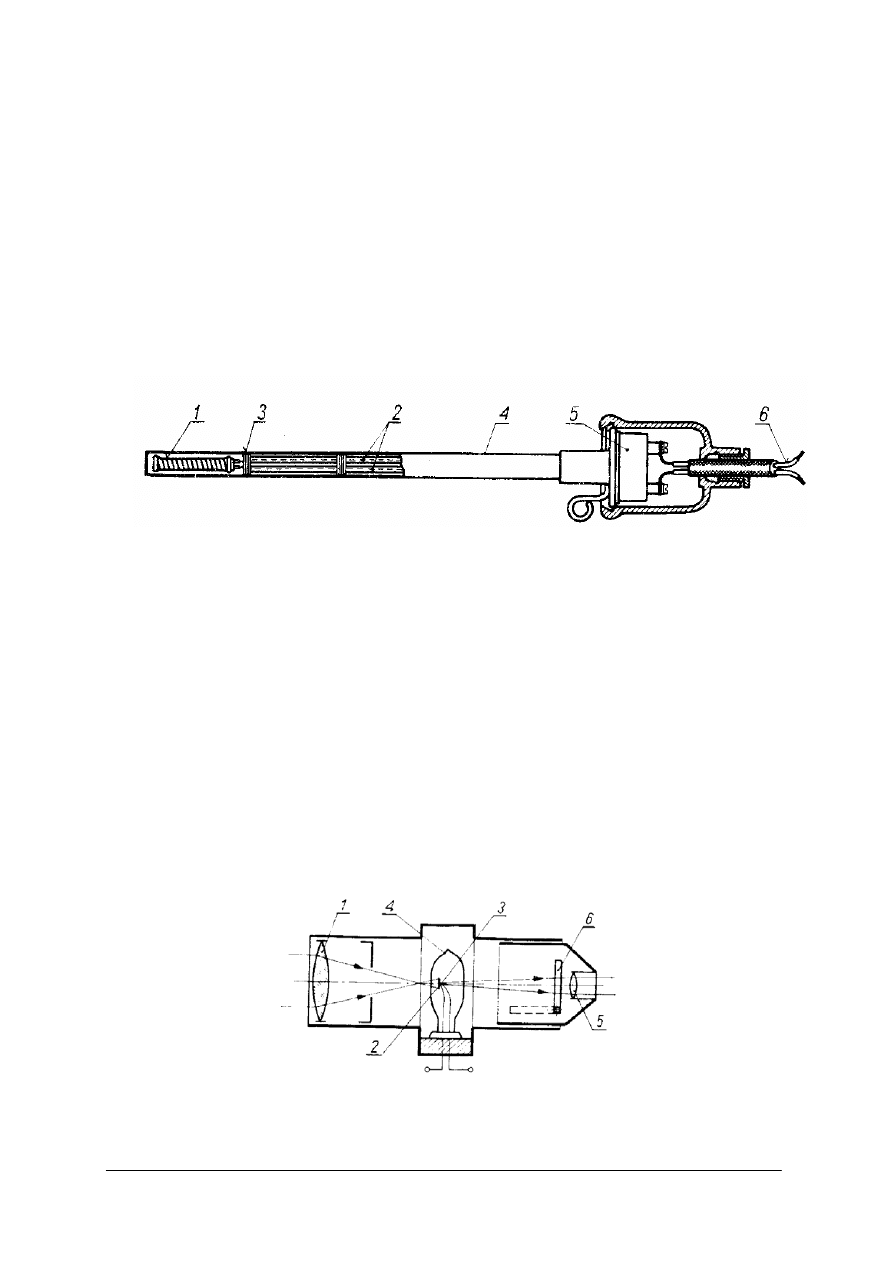
Rys. 21. Ardometr: 1 –obiektyw, 2 – blaszka platynowa, 3 – spoina pomiarowa termoelementu, 4 – osłona
szklana, 5 – okular, 6 – filtr ze szkła przydymionego[13, s. 240]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
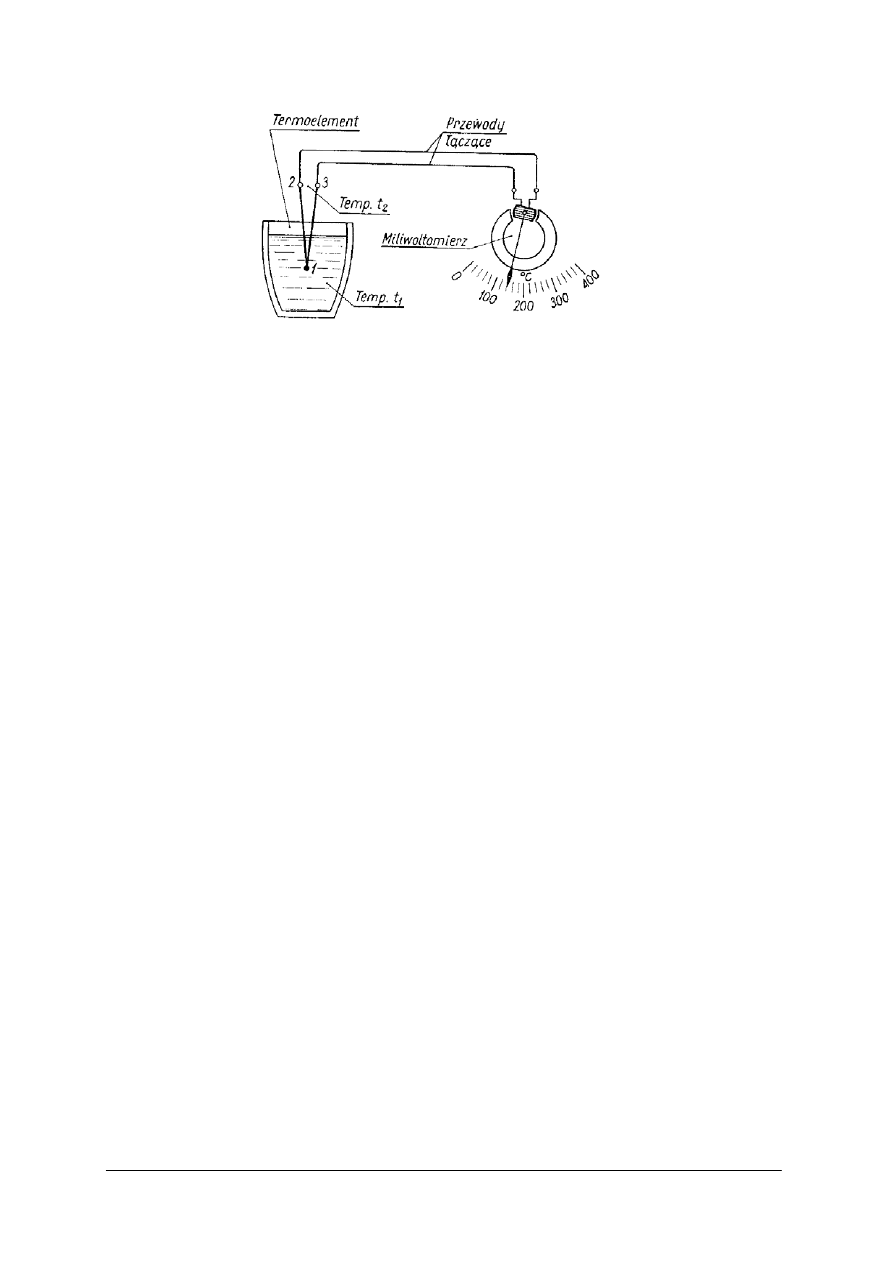
Rys.22. Pomiar temperatury za pomocą termoogniwa [4, s. 178]
Zasada działania pirometrów oparta jest na pomiarze napięcia elektrycznego, które
powstaje w termoogniwach w wyniku różnicy temperatur, którą odczytuje się na przyrządzie.
Określanie temperatury można przeprowadzić na podstawie barw promieniowania
(nalotowych) nagrzanej stali.
Temperaturę określa się na podstawie barw występujących na szlifowanej powierzchni
stali. W przypadku braku pirometru temperaturę określa się w przybliżeniu za pomocą barw
żarzenia. Określanie temperatur tą należy do metod przestarzałych i niedokładnych. Mimo to
w praktyce w małych warsztatach jeszcze jest stosowana.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Dlaczego pomiary temperatury są ważne przy zabiegach obróbki cieplnej
?
2. Jakie zależności wykorzystano przy pomiarze temperatury metodami pośrednimi
?
3. Jakie znasz przyrządy do pomiaru bardzo wysokich temperatur
?
4. Do odczytu, jakich temperatur prowadzenia obróbki cieplnej wykorzystuje się tabelę barw
nalotowych
?
5. Do odczytu, jakich temperatur wykorzystuje się tabelę barw żarzenia?
4.5.3. Ćwiczenia
Ćwiczenie1
Na podstawie zamieszczonych rysunków w materiale nauczania termometrów omów
zasady ich działania.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się ze schematami rysunków termometrów,
2) nazwać części składowe termometrów,
3) omówić zależność wskazywanych temperatur od wielkości elektrycznych.
Wyposażenie stanowiska pracy:
−
poradnik ucznia,
−
katalogi termometrów i pirometrów.
Ćwiczenie 2
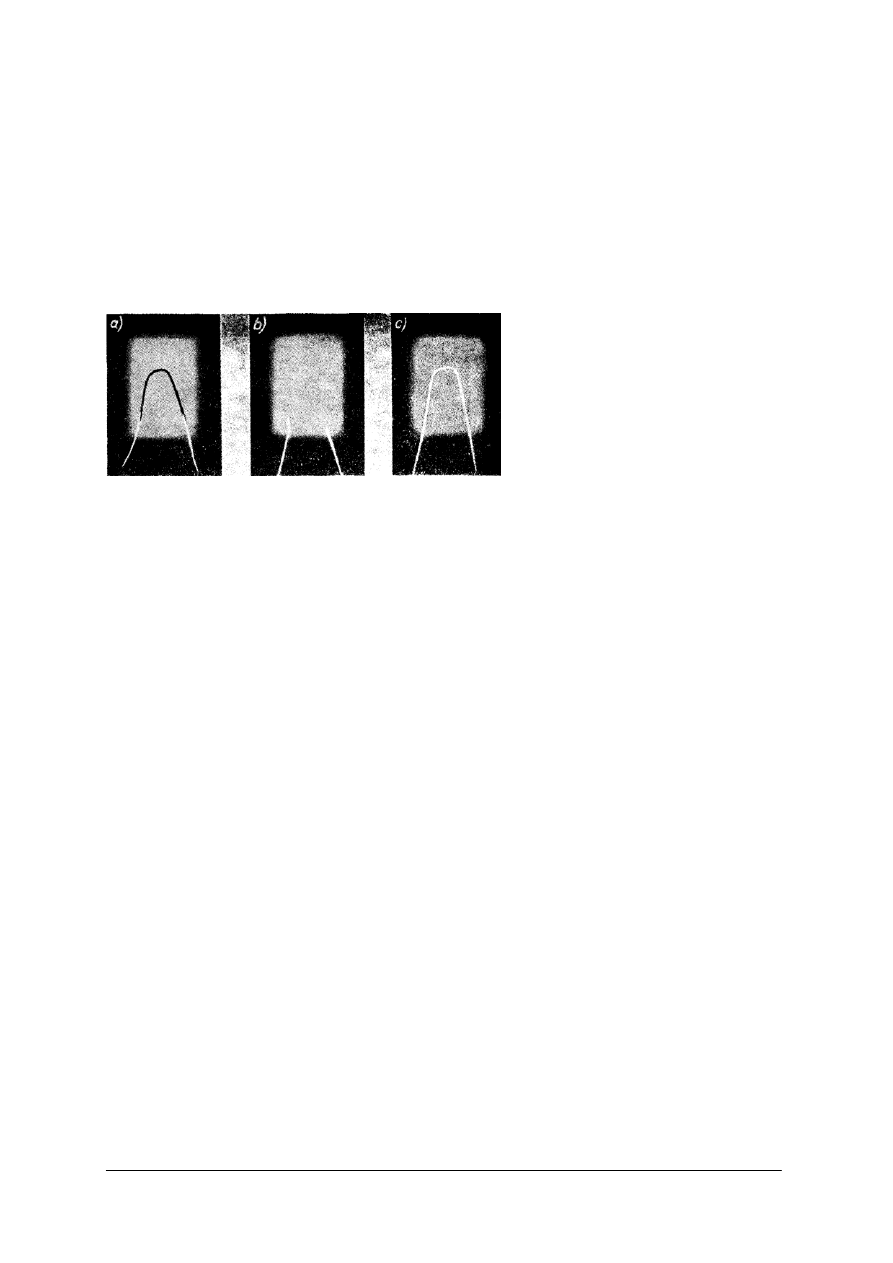
Odczytaj za pomocą pirometru monochromatycznego temperaturę przedmiotu w czasie
hartowania
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) nagrzać piec do temperatury hartowania próbki,
2) wykonać załadunek pieca i odczekać czas w celu nagrzania próbki,
3) skierować pirometr soczewką w stronę badanego przedmiotu,
4) dokonać regulacji natężenia promieniowania tak, aby uzyskać obraz jak na rysunku „b”
poniżej,
5) odczytać na mierniku temperaturę przedmiotu,
6) ustawienia i regulacje przyrządu wykonać starannie.
Rys. do ćwiczenia 2.. Obraz w lunecie pirometru z zanikającym włóknem. [4, s. 175]
Temperatura przedmiotu: a) wyższa od mierzonej, b) równa mierzonej, c) niższa od mierzonej
Wyposażenie stanowiska pracy:
−
próbki do hartowania,
−
piec oporowy,
−
pirometr monochromatyczny,
−
zeszyt do ćwiczeń.
Ćwiczenie 3
Określ temperatury odpuszczania dla różnych przedmiotów na podstawie barw
nalotowych i przy użyciu termometru.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować piec,
2) oczyścić próbki papierem ściernym,
3) załączyć piec do uzyskania temperatury 220
0
C,
4) włożyć do pieca po jednej próbce z każdego gatunku stali,
5) po odczekaniu 15 minut odczytać temperaturę termometrem i porównać z tabelą barw
nalotowych,
6) czynności powtórzyć dla kilku wyższych temperatur: 240
0
C, 270
0
C, 300
0
C,
7) do załadunku i wyjmowania próbek z pieca należy stosować przyrządy i uchwyty
kowalskie.
Wyposażenie stanowiska pracy:
−
zestaw próbek: po 2 z różnych gatunków stali,
−
elektryczny piec oporowy,
−
pirometr lub termometr monochromatyczny,
−
tablica barw żarzenia,
−
papier ścierny.
−
narzędzia kowalskie,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
−
notatnik.
Ćwiczenie 4
Dokonaj pomiaru temperatury w komorze pieca grzewczego za pomocą pirometru
optycznego i porównaj ze wskazaniami pieca.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z instrukcją obsługi pieca,
2) zapoznać się z instrukcją obsługi pirometru optycznego,
3) porównać wyniki obu odczytów.
Wyposażenie stanowiska pracy
−
piec komorowy,
−
pirometr optyczny,
−
instrukcje obsługi,
−
odzież ochronna,
−
notatnik.
4.5.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) wyjaśnić, dlaczego temperaturę wsadu podczas obróbki cieplnej
dokonuje się w sposób pośredni?
2) wskazać różnicę w sposobie pomiaru temperatury termometrami
oporowymi i pirometrami?
3) na podstawie barw nalotowych określić temperaturę obróbki
cieplnej różnych narzędzi?
4) wyjaśnić przydatność tablicy barw żarzenia?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.6. Organizacja stanowiska obróbki cieplnej metali
4.6.1. Materiał nauczania
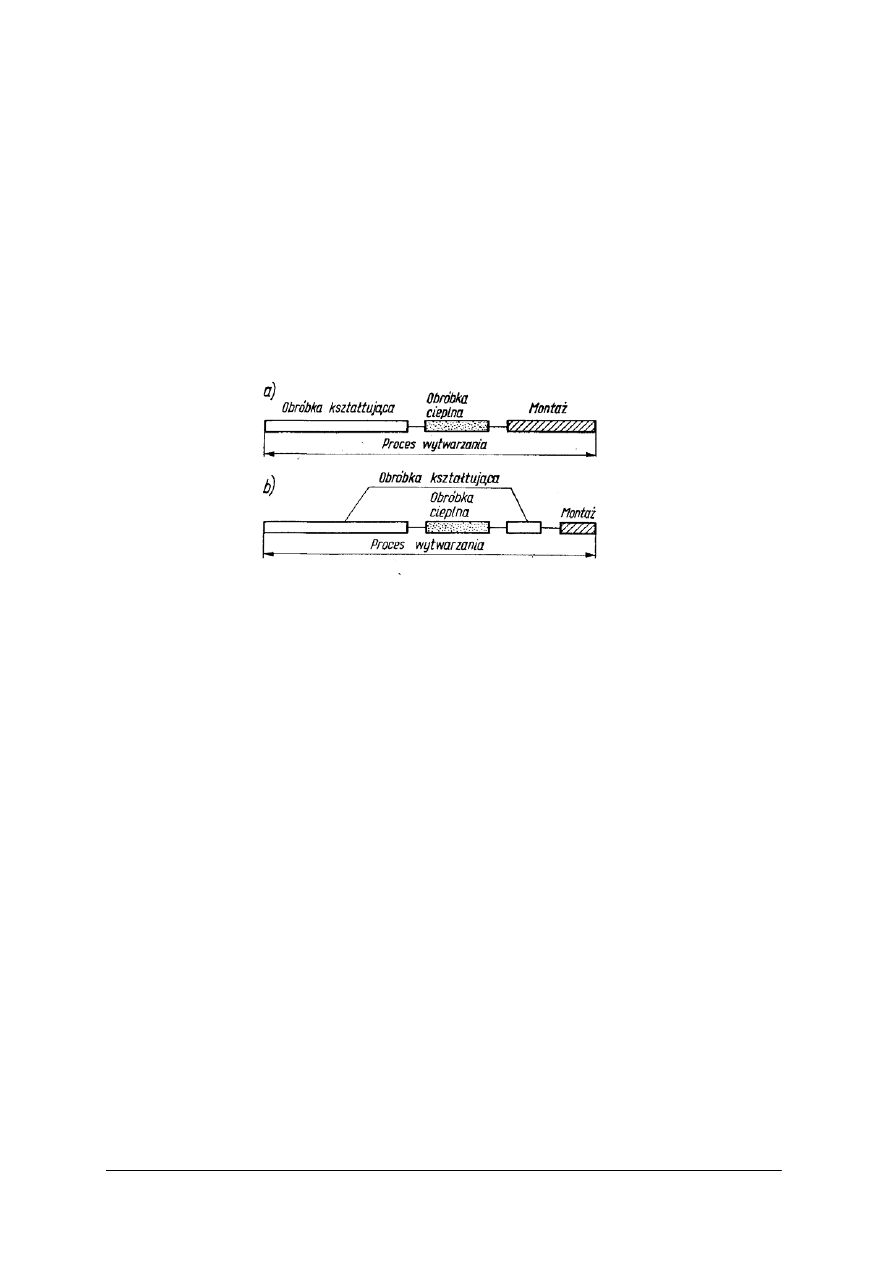
W procesie wytwarzania główne miejsce zajmuje obróbka kształtująca i montaż. Obróbka
cieplna i cieplno-chemiczna zajmuje miejsce pośrednie. Takie usytuowanie obróbki wynika
z jej celów - nadania odpowiednich właściwości mechanicznych, całkowicie lub częściowo
ukształtowanym przedmiotom. Miejsce zajmowane przez obróbkę cieplną w procesie
produkcyjnym jest zależne od struktury produkcyjnej zakładu. Zasadą jest rozróżnianie
procesów produkcyjnych podstawowych oraz procesów produkcyjnych pomocniczych.
Pierwsze z nich dotyczą wyrobów przeznaczonych do sprzedaży, drugie wyrobów
eksploatowanych wewnątrz zakładu jak narzędzia, przyrządy.
Rys. 23. Typowe etapy procesu wytwarzania [8, s. 327]
a) obróbka cieplna przeprowadzana na całkowicie ukształtowanych przedmiotach
b) obróbka cieplna rozdzielająca proces kształtowania
Pomieszczenie, gdzie jest warsztat obróbki cieplnej powinno być:
− wentylowane, oświetlone a nawet klimatyzowane dla utrzymania odpowiedniej
wilgotności,
− wyciągi stanowiskowe muszą zapewniać usunięcie oparów znad stanowiska pracy,
− urządzenia należy rozmieścić w sposób zapewniający łatwy dostęp do pieców,
− należy wyodrębnić miejsca na składowanie części,
− wyodrębnić drogi transportowe.
Pracowników należy wyposażyć w odpowiednią odzież ochronną: ubrania, rękawice
ochronne, obuwie, okulary, skafandry. Każdy wydział obróbki cieplnej powinien być
wyposażony w urządzenia alarmowe i ratunkowe na wypadek pożaru lub wybuchu. Miejsce
pracy do obróbki cieplnej należy zorganizować i obsługiwać zgodnie z zasadami ergonomii:
− wszystkie pomoce i narzędzia układać na swoim miejscu,
− zapewnić swobodny dostęp do urządzeń regulujących ruch pieców oraz do sprzętu
przeciwpożarowego,
− utrzymywać w czystości stanowisko pracy, stosować właściwe narzędzia przy
manipulowaniu wsadem,
− przestrzegać zasad higieny osobistej.
Obsługiwanie urządzeń grzewczych
Najbardziej rozpowszechniony w przemyśle, prosty w konstrukcji, w pełni
zmechanizowany i zautomatyzowany, najczęściej stosowany jest piec z poziomą komorą
grzejną w wielkościach od małych laboratoryjnych do dużych z wysuwanym trzonem
ruchomym, który ładowany jest suwnicą. Piece te posiadają samoczynną regulację
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
temperatury. Posiadają tablice sterownicze zawierające aparaturę rozdzielcza, pomiarowo-
regulacyjna i sygnalizacyjną. Wewnątrz komory grzejnej jest ułożona płyta denna ze stali
żaroodpornej, chroniąca elementy grzejne przed uszkodzeniem mechanicznym i zgorzeliną.
Komora grzejna jest zamykana od przodu drzwiami, podnoszenie opuszczanie drzwi odbywa
się za pomocą ręcznego lub mechanicznego mechanizmu.
Rys. 24. Piec oporowy komorowy [4, s. 63]
2- obudowa, 2- wymurowanie ,3-płyta denna, 4 mechanizm podnoszenia drzwi
Piec komorowy przeznaczony jest do:
− nagrzewania do kucia
− wyżarzania,
− hartowania,
− odpuszczania.
W piecach elektrycznych istnieje możliwość porażenia prądem elektrycznym o napięciu
230V. W celu uniknięcia porażenia prądem elektrycznym należy:
− uziemić wszystkie urządzenia zasilane prądem,
− zainstalować we wszystkich piecach wyłączniki krańcowe,
− zainstalować sygnalizację świetlną informującą o załączeniu i wyłączeniu prądu do
uzwojenia grzewczego pieca,
− zainstalować w liniach zasilających urządzenia odcinające dopływ prądu do
poszczególnych pieców i urządzeń,
− przed każdym piecem należy ułożyć chodnik gumowy, tak aby stanowił izolator dla
obsługującego,
− obsługa pieców powinna być zaopatrzona w odzież ochronną rękawice i obuwie gumowe,
− instrukcje obsługi pieców powinny być wywieszone na widocznym miejscu, przy każdym
piecu,
− instrukcję udzielania pierwszej pomocy porażonym prądem elektrycznym oraz środki
ratownicze należy umieścić w centralnym miejscu.
W przypadku udzielania pierwszej pomocy porażonym prądem elektrycznym należy
wyłączyć prąd, jeżeli jest to niemożliwe usunąć porażonego ze strefy porażenia prądem.
W tym celu ratujący powinien stanąć na materiale będącym złym przewodnikiem prądu,
włożyć rękawice gumowe lub owinąć ręce suchym materiałem wełnianym i odsunąć od
porażonego przewodnik elektryczny za pomocą suchego drewna. W przypadku gdy porażony
kurczowo zaciska ręce na przewodniku, należy przewodnik uziemić podłączając go do
przewodów wodociągowych. Po usunięciu porażonego ze strefy porażenia prądem należy
natychmiast zastosować sztuczne oddychanie, które powinno trwać aż do odzyskania
przytomności przez porażonego. Następnie należy bezzwłocznie wezwać lekarza, który
zdecyduje o udzielaniu dalszej pomocy. Ponadto, istnieją również zagrożenia z tytułu
niebezpieczeństwa pracy, takie jak możliwość poparzenia przez kontakt z rozgrzanym

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
przedmiotem lub przez rozprysk soli. Uniknięcie zagrożenia osiąga się przez właściwą
konstrukcję urządzeń oraz prawidłowy proces technologiczny. Niezależnie od tego zwalnia to
pracownika od przestrzegania instrukcji obsługi stanowiska i stosowania zalecanych środków
ochrony osobistej.
4.6.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Które miejsce w procesie wytwarzania zajmuje obróbka cieplna
?
2. Jakie zasady ergonomii obowiązują w miejscu pracy obróbki cieplnej
?
3. Jakie może być przeznaczenie pieca komorowego
?
4. W jakim celu stosowana jest wentylacja na stanowisku obróbki cieplnej
?
4.6.3. Ćwiczenia
Ćwiczenie 1
Wykonaj czynności przygotowujące piec komorowy do operacji obróbki cieplnej.
Sposób
wykonania
ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z instrukcją obsługi pieca,
2) sprawdzić stan komory grzejnej,
3) nastawić parametry nagrzewu: temperaturę 830
0
C i czas około 15 minut,
4) zamknąć piec i włączyć nagrzewanie pieca,
5) po wyłączeniu pieca i ochłodzeniu otworzyć piec i ponownie dokonać oględzin stanu
technicznego wnętrza pieca.
Wyposażenie stanowiska pracy:
−
piec komorowy,
−
instrukcja obsługi pieca,
−
ubranie i rękawice ochronne.
Ćwiczenie 2
Na podstawie karty technologicznej ulepszania cieplnego wybranych detali dobierz
i przygotuj ośrodki chłodzące.
Sposób
wykonania
ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z rysunkiem detalu,
2) określić wymiary gabarytowe i ilość elementów poddanych obróbce,
3) określić ośrodek chłodzący pod względem rodzaju i objętości medium,
4) dobrać pojemność i kształt zbiornika.
Wyposażenie stanowiska pracy:
−
elementy do chłodzenia,
−
wanny chłodnicze z oprzyrządowaniem,
−
medium chłodzące,
−
odzież ochronna i sprzęt ochrony osobistej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
4.6.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) scharakteryzować, jak powinno być zorganizowane stanowisko do
obróbki cieplnej
?
2) określić miejsce obróbki cieplnej w procesie wytwarzania
?
3) omówić cel zastosowania wyłączników krańcowych
?
4) wyjaśnić, do czego służy chodnik ułożony przed każdym piecem
komorowym
?
5) wyjaśnić, w jaki sposób zabezpieczamy się przed porażeniem prądem
?
6) wyjaśnić, dlaczego stanowiska pracy powinny być wentylowane
?
7) omówić, jakie czynności należy wykonać przed uruchomieniem pieca
?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
4.7. Hartowanie
4.7.1. Materiał nauczania
Hartowanie to operacja obróbki cieplnej polegająca na nagrzaniu stali do temperatury
austenityzacji, wygrzaniu w tej temperaturze i oziębianiu celem otrzymania struktury
martenzytycznej lub bainitycznej. Hartowanie to proces utwardzania stali, co powoduje
zwiększenie wytrzymałości oraz odporności na ścieranie. Rozróżnia się kilka rodzajów
hartowania, które różnią się między sobą sposobami nagrzewania i chłodzenia. Rodzaj
hartowania jest uzależniony od właściwości, jakie ma uzyskać dany wyrób. Wyroby mogą
być hartowane na wskroś lub powierzchniowo. W wyniku różnych sposobów chłodzenia
uzyskać można struktury martenzytyczne i bainityczne: zwykłe, przerywane, stopniowe
izotermiczne. Najczęściej stosowanymi sposobami nagrzewania powierzchniowego są:
indukcyjne, płomieniowe, kąpielowe.
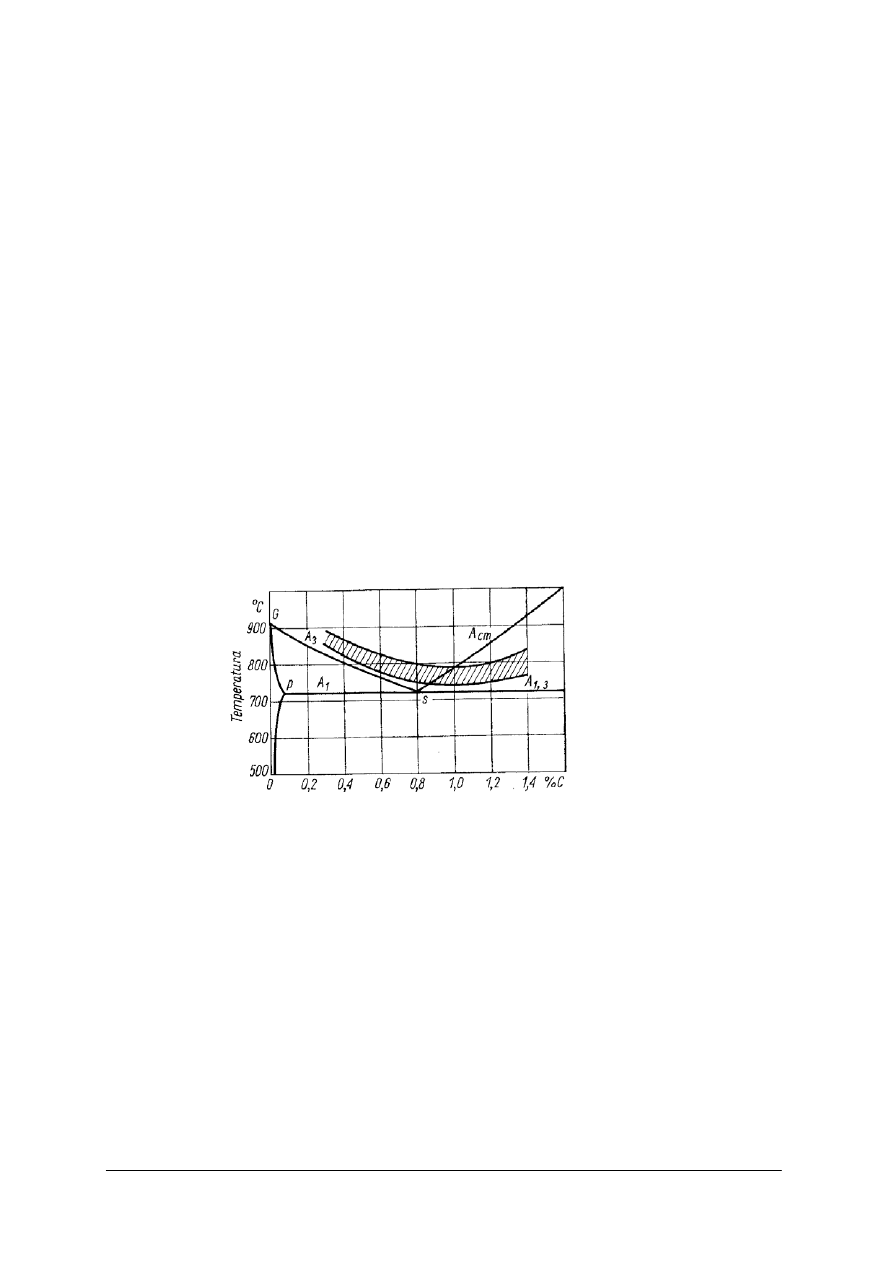
Temperatura wygrzewania:
Wysokość temperatury wygrzewania stali jest jednym z podstawowych parametrów.
Temperatura wygrzewania stali została określona jako temperatura austenityzacji. Najbardziej
korzystną temperaturą hartowania stali podeutoktaidalnych jest temperatura 30- 50
0
C A
3
i dla
stali nadeutoktaidalnych 30- 50
0
C A
1.
W doborze temperatury hartowania dla stali węglowych
można posługiwać się wykresem-Fe
3
- C, dla stali stopowych należy korzystać z PN lub z kart
materiałowych.
Rys. 25. Zakres temperatur nagrzewania do hartowania stali węglowych [16, s. 131]
Dobierając temperaturę hartowania należy również uwzględnić wielkość hartowanej części.
Części drobne należy nagrzewać nie wyżej niż 30
0
C ponad A
3,
części duże 50 - 70
0
C ponad
A
3,
gdyż
wyższa temperatura wygrzewania skraca czas ujednorodniania austenitu, a tym
samym ułatwia hartowanie. Zbyt wysoka temperatura wygrzewania powoduje rozrost ziarn
austenitu, wskutek czego otrzymuje się strukturę martenzytyczną o grubych igłach.
Szybkość i czas nagrzewania zależny jest od składu chemicznego i stopnia czystości,
jednorodności stali oraz wymiaru i kształtu hartowanej części. Składniki stopowe oraz węgiel
zmniejszają przewodność cieplną stali. Stale stopowe należy nagrzewać wolniej niż węglowe.
Duży wpływ na szybkość nagrzewania ma kształt i wielkość hartowanej części. Czas
wygrzewania w temperaturze austenityzacji musi być tak dobrany, aby w całym przekroju
części powstała budowa całkowicie odpowiadająca danej temperaturze. Dla stali węglowych
czas jest stosunkowo krótki. Czas nagrzewania i wygrzewania należy dobierać
doświadczalnie w zależności od urządzenia grzewczego, gatunku stali, kształtu i wielkości
hartowanej części. W celu czy dokonano prawidłowego doboru czasu wygrzewania należy
przeprowadzić badania metalograficzne zahartowanej części na obecność nierozpuszczonego
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
ferrytu na tle martenzytu co świadczy że czas wygrzewania był za krótki, Czas wygrzewania
można również obliczać.
Ważny parametr procesu hartowania to szybkość chłodzenia. Środek chłodzący podczas
chłodzenia musi zapewnić nagrzanej stali szybkość chłodzenia większą od krytycznej.
Struktura stali po hartowaniu musi składać się z martenzytu i bainitu. Dla zwiększenia
szybkości chłodzenia w pierwszym okresie przedmiot zanurzony w kąpieli chłodzącej należy
intensywnie wahać w celu przerwania warstewki pary wodnej otaczającej powierzchnię
przedmiotu, innym sposobem jest intensywne mieszanie ośrodka chłodzącego za pomocą
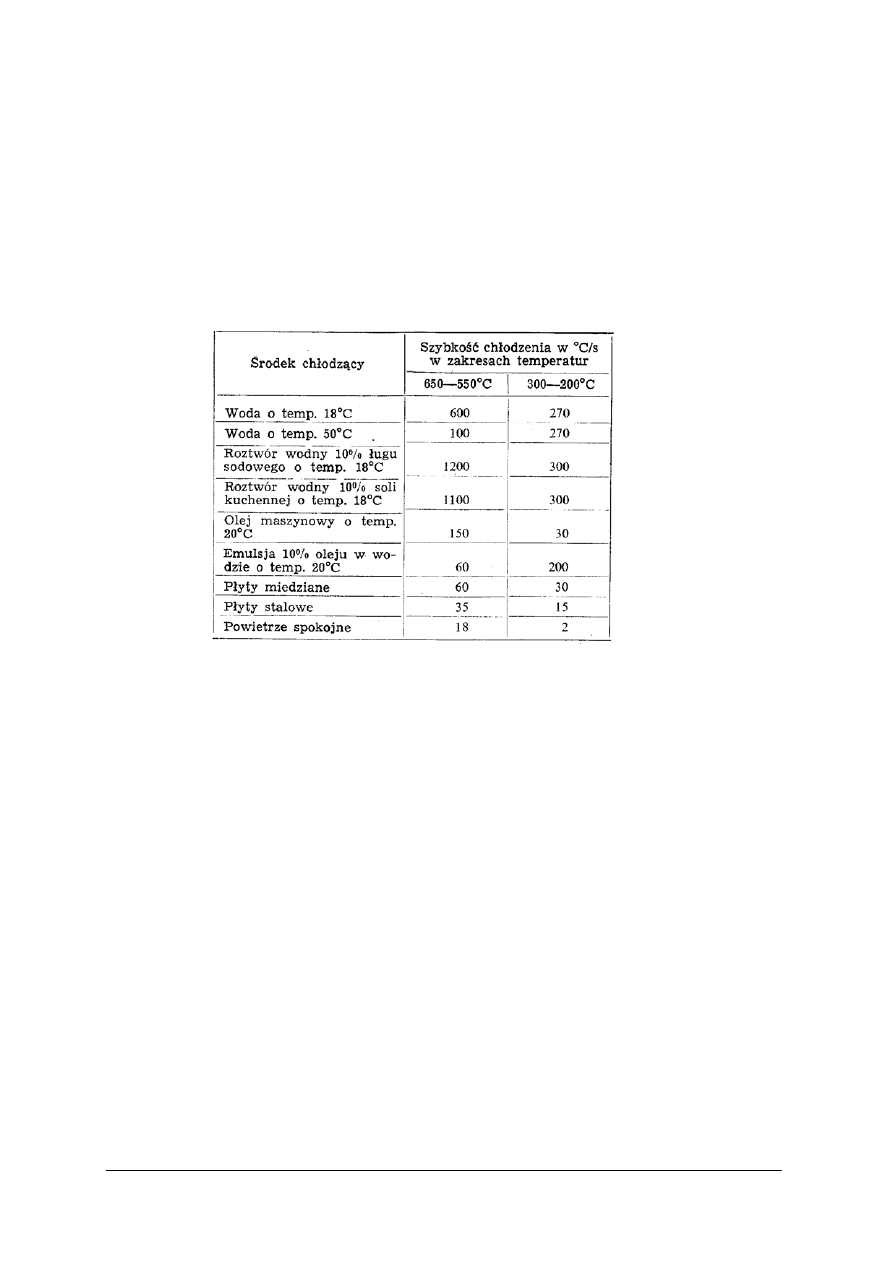
mieszadeł w wannie hartowniczej. W tablicy poniżej zestawiono niektóre środki chłodzące.
Tabela 5: Szybkość chłodzenia stali w różnych środkach chłodzących [16, s. 136]
Najczęściej stosowane środki chłodzące:
− woda zimna o temperaturze 20
0
C do 40
0
C nie powinna zawierać powietrza, należy ją
przepracować, wielokrotnie oziębić w niej nagrzane metalowe przedmioty lub stosować
bardzo intensywny przepływ wody w czasie chłodzenia,
− wodne roztwory 10% chlorku sodu (soli kuchennej NaCl) lub ługu sodowego (sody
kaustycznej NaOH),
− oleje pochodzenia mineralnego z różnymi domieszkami Stosuje się trzy gatunki olejów do
hartowania olej OH 70,120, 160, tj, temp. pracy 70
0
C, 120
0
C, 170
0
C,dopuszcza się olej
maszynowy, wrzecionowy pod warunkiem, że temperatura pracy będzie niższa od
temperatury zapłonu o minimum 50
0
C.
Oleje stosuje się do hartowania stali średniowęglowych i stopowych. Części hartowane
w oleju mają kolor brunatnoszary ze względu na przypalanie się oleju na powierzchni.
− kąpiele metalowe i solne jako środki chłodzące używane są przy hartowaniu
izotermicznym stali i chłodzą 2-krotnie szybciej niż olej. Z kąpieli metalowych
najczęściej stosowany jest roztopiony ołów. Do kąpieli solnych należy zaliczyć saletrę
sodową (NaNO3).
− powietrze jako środek chłodzący ma najmniejszą szybkość chłodzenia, części hartowane
mają najmniejsze naprężenia cieplne a za tym najmniejsze odkształcenia. Stosuje się
chłodzenie w spokojnym powietrzu, oraz w strumieniu sprężonego powietrza.
Utwardzalność i hartowność stali
Utwardzalność - zdolność stali do utwardzania się przy hartowaniu, objawia się maksymalną
twardością mierzoną na powierzchni stali. Twardość po hartowaniu jest zależna od zawartości
węgla w stali. Im martenzyt jest bogatszy w węgiel tym twardość stali jest wyższa.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Hartowność stali wyrażana jest głębokością hartowania się na martenzyt aż do miejsca,
w którym jest jego przynajmniej 50
0
/
0
. Hartowność stali zależy od trzech zasadniczych
czynników: gatunku stali, intensywności oziębiania, przekroju oziębianego przedmiotu.
W stalach stopowych wszystkie składniki zwiększają hartowność z wyjątkiem kobaltu.
Zależnie od rodzaju użytego środka chłodzącego zmienia się głębokość warstwy
zahartowanej. Wielkość ziarna austenitu ma wpływ na hartowność. Stale gruboziarniste
odznaczają się większą hartownością niż drobnoziarniste.
Metody badania hartowności
Badanie przełomu zahartowanej próbki - warstwa ma przełom matowy drobnoziarnisty,
natomiast nie zahartowany rdzeń ma przełom gruboziarnisty, błyszczący. Badanie
metalograficzne szlifu poprzecznego zahartowanego pręta grubość warstwy wyznacza się
przez miejsce na szlifie, w którym struktura składa się z 50
0
/
0
martenzytu i 50
0
/
0
bainitu.
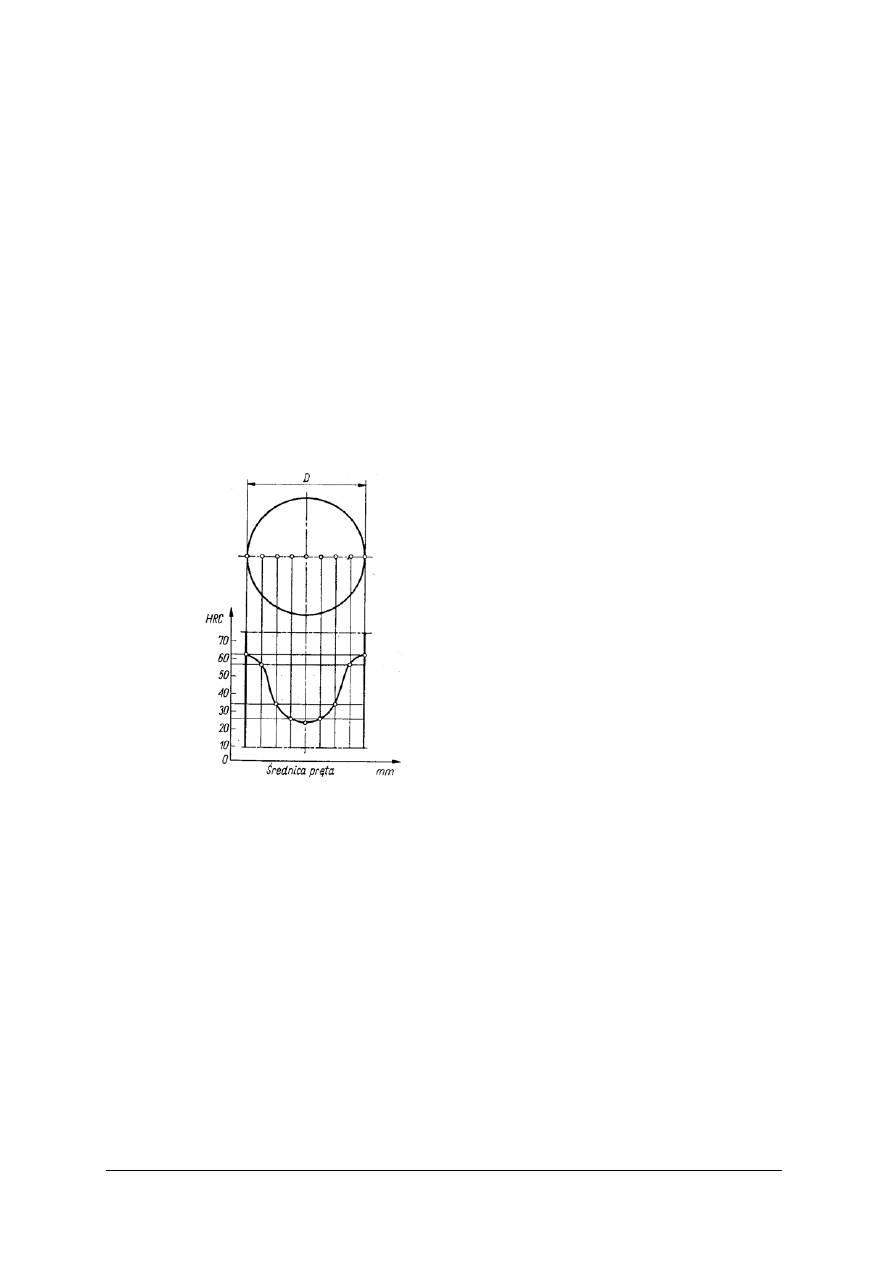
Można wykonywać również badanie twardości wzdłuż średnicy próbki. W tym celu poddaje
się hartowaniu w tych samych warunkach kilka próbek o różnych średnicach, następnie
przecina się próbki w pewnej odległości od czoła, po czym na przygotowanej powierzchni
dokonuje się pomiaru twardości wzdłuż średnicy próbki. Wyniki pomiaru nanosi się na
wykres, który wyglądem przypomina literkę U. Stąd metoda ta nosi nazwę krzywych U.
Rys. 26. Rozkład twardości na przekrojach próbki [ 8, s. 144]
Na hartowność stali wpływają czynniki:
- skład chemiczny(im większa zawartość węgla większa hartowność ,stale stopowe mają
większą hartowność gdyż szybkość krytyczna tych stali jest mniejsza)
- intensywność chłodzenia ( im szybsze odprowadzanie ciepła tym szybsze chłodzenie)
- wielkość ziarna austenitu(stale gruboziarniste hartują się głębiej od drobnoziarnistych)
- niejednorodność austenitu(jednorodność austenitu zwiększa hartowność)
Hartowanie martenzytyczne i bainityczne
Hartowanie zwykłe polega na nagrzaniu stali do temperatury austenityzacji, wygrzewaniu
w tej temperaturze i oziębieniu jej do temperatury otoczenia, bez gwałtownej zmiany
szybkości chłodzenia. Hartowanie stopniowe różni się od hartowania zwykłego jedynie
sposobem chłodzenia. Harowanie z przemianą izotermiczną jest typowym hartowaniem
bainitycznym. Różni się ono od poprzednich rodzajów hartowania sposobem, Chłodzenie
przebiega z długotrwałym przystankiem, przypadającym na zakres przemiany bainitycznej.
Odmianą hartowania izotermicznego jest patentowanie drutu stalowego o zawartości węgla
0,35-1%. Hartowanie powierzchowne polega na szybkim nagrzaniu strefy powierzchniowej
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
przedmiotu do temperatury austenityzacji i oziębieniu z szybkością niezbędną do uzyskania
struktury martenzytycznej w tej strefie. Zależnie od rodzaju nagrzewania rozróżnia się
następujące metody hartowania powierzchownego:
− płomieniowe, polega na nagrzaniu warstwy powierzchniowej palnikami gazowymi
o dużej wydajności cieplnej i oziębieniu,
− indukcyjne, polegające na nagrzewaniu warstwy powierzchniowej przedmiotu za pomocą
prądów wirowych,
− kąpielowe, polega na krótkim zanurzeniu przedmiotu w kąpieli solnej lub metalowej
i oziębieniu,
− elektrolityczne, w którym grzanie odbywa się w elektrolicie na skutek zjawisk
elektrolitycznych.
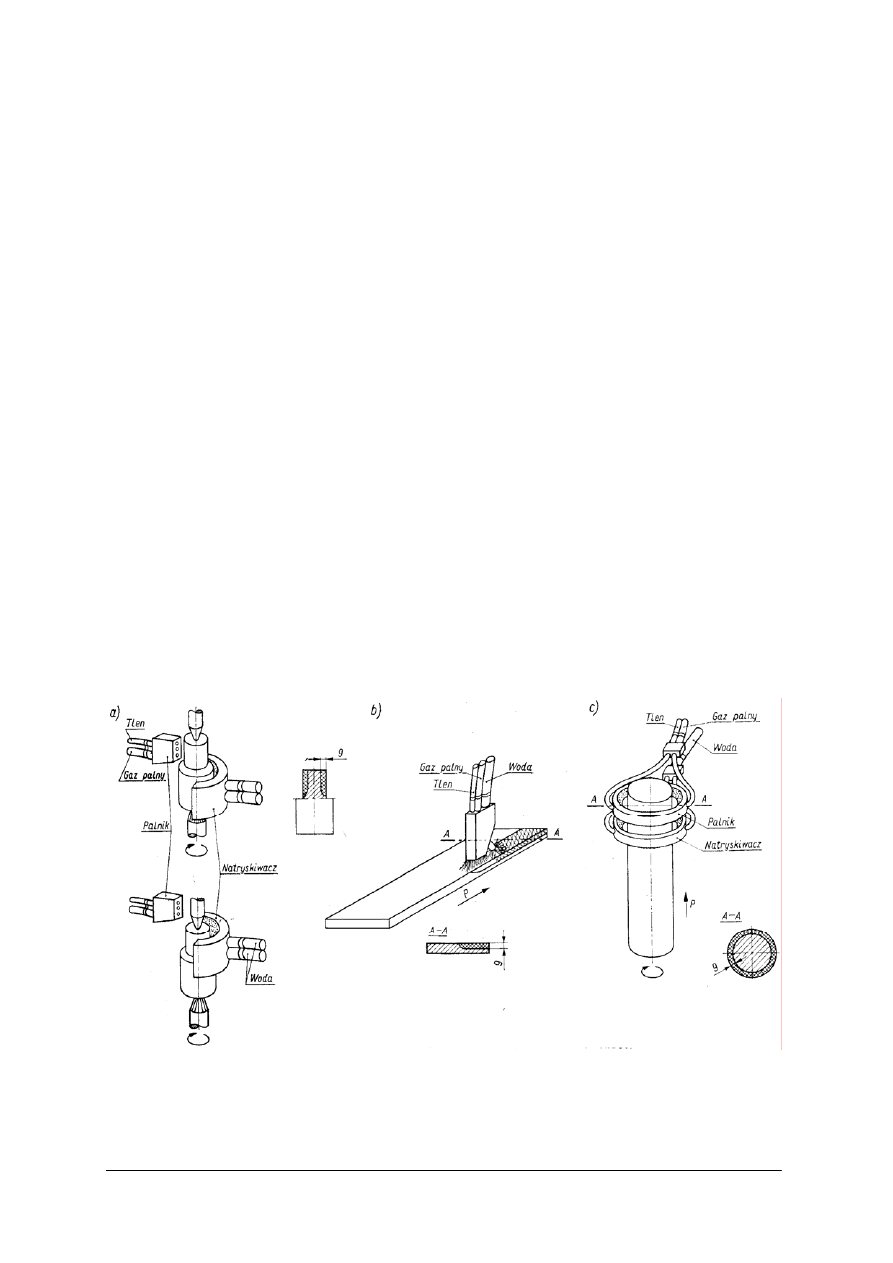
− hartowanie płomieniowe
Na efekt hartowania, poza wydajnością palnika mającą podstawowe znaczenie, wpływają
następujące czynniki:
− szybkość przesuwania palnika lub przedmiotu,
− odległość palnika od powierzchni,
− odległość natrysku wodnego od palnika,
− wydajność cieplna palnika,
− wydajność natrysku wodnego.
Szybkość przesuwania palnika, zależnie od rodzaju hartowanego przedmiotu, powinna
wynosić 50-300mm/min. Odległość między palnikiem a powierzchnią hartowaną, wynosi
zwykle 3-6mm. Odległość postępującego za palnikiem natryskiwacza, czyli odległość między
palnikiem a natryskiem powinna wynosić 10-20mm. Przy mniejszych odległościach
temperatura na całej odległości hartowanej warstwy nie zdąży się wyrównać, przez co
twardość jest nierównomierna. Zahartowane powierzchniowo stale węglowe mają twardość
HRC = 50-60, natomiast twardość stali stopowych zawiera się w granicach HRC = 52-62.
Głębokość warstwy zahartowanej płomieniowo waha się od 1 do 6mm. Warstwy o głębokości
mniejszej od 1mm są trudne do uzyskania.
Rys. 27. Schemat hartowania powierzchniowego [8, s. 156]
Hartowanie indukcyjne polega na nagrzaniu warstwy powierzchniowej przedmiotu
wskutek przepływu indukowanego prądu szybkozmiennego i szybkim jej ochłodzeniu.
Głębokość przenikania prądu w przedmiocie nagrzewanym przyjmuję się w praktyce za
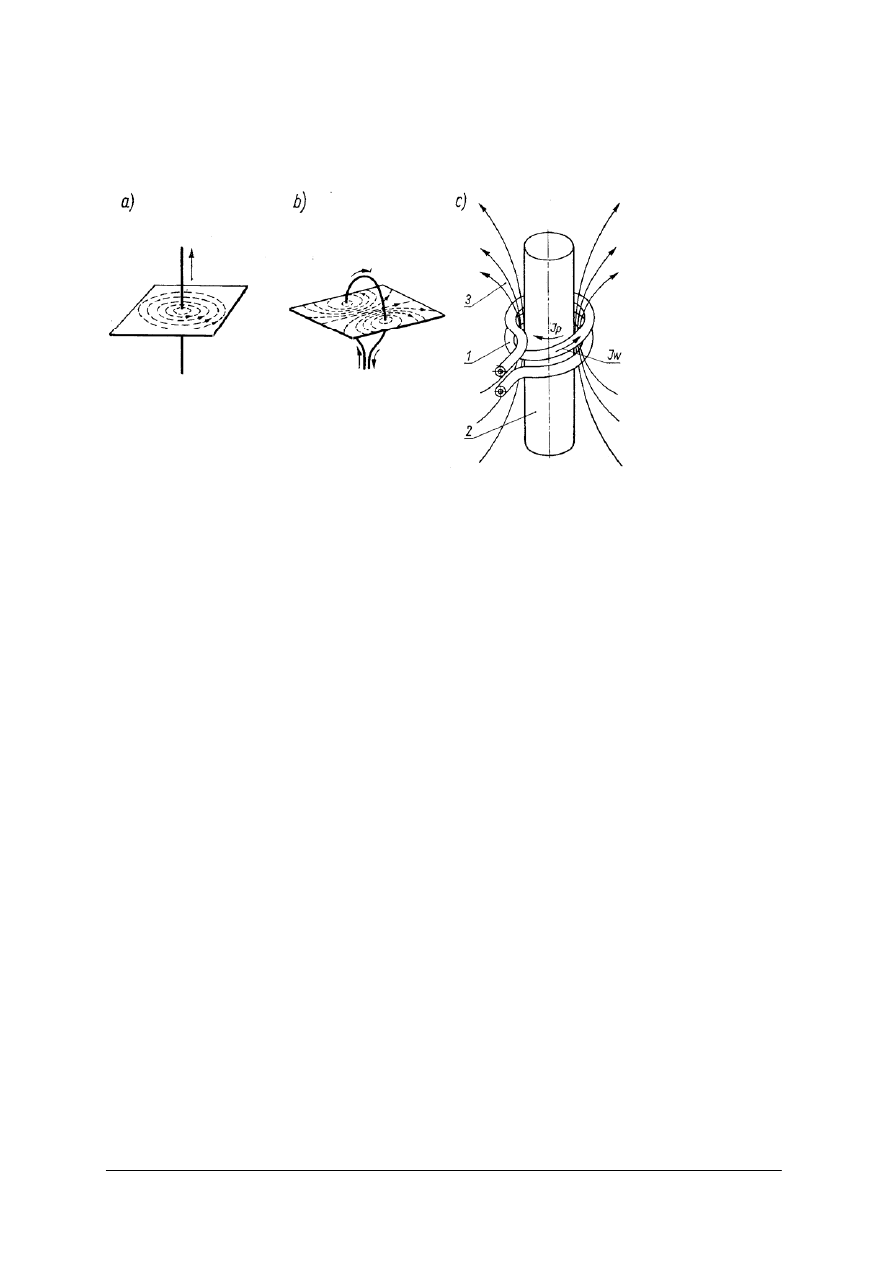
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
głębokość hartowania. Czas grzania, niezbędny do osiągnięcia temperatury austenityzacji,
zależny jest od częstotliwości prądu, mocy generatora, a tym samym wielkości powierzchni
nagrzewanej. Twardość powierzchni hartowanej indukcyjnie, jest zależna od zawartości
węgla w stali.
Rys. 28. Schemat grzania indukcyjnego [8, s. 157]
Wady
powstałe podczas hartowania wynikają z:
− niewłaściwej konstrukcji przedmiotu, złej jakości materiału, wadliwej obróbki
mechanicznej.
− niewłaściwie przeprowadzonego procesu technologicznego
W pierwszym przypadku mamy do czynienia z pęknięciami i odkształceniami.
Niewłaściwie przeprowadzony proces hartowania może być przyczyną:
− niedostatecznej twardości,
− zwiększonej kruchości,
− utlenienia się i odwęglenia powierzchni,
− odkształceń,
− pęknięć.
4.7.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz rodzaje hartowania?
2. Na czym polega hartowanie powierzchniowe
?
3. Co to jest hartowność stali
?
4. Jaka jest różnica w pojęciach: nierównomierna twardość, zwiększona kruchość
?
5. W jakim celu i w jakim zakresie stosowane jest hartowanie
?
6. Jakie znasz podstawowe struktury uzyskane po hartowaniu?
4.7.3. Ćwiczenia
Ćwiczenie1
Zbadaj twardość próbki przed i po hartowaniu płomieniowym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) umocować próbkę w uchwycie obrotowym,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
2) nagrzać próbkę palnikiem do temperatury około 830
0
C (tabela barw żarzenia),
3) ochłodzić próbkę w strumieniu cieczy,
4) przeciąć próbkę, oszlifować,
5) wykonać pomiary twardości w kilku miejscach na powierzchni czołowej próbki,
6) sporządzić wykres twardości w funkcji odległości od środka próbki,
7) opisać wnioski z ćwiczenia.
Wyposażenie stanowiska pracy:
−
próbki,
−
piła do cięcia próbki, szlifierka, papier ścierny,
−
tablica barw żarzenia,
−
twardościomierz Rockwella,
−
instrukcja obsługi twardościomierza,
−
notatnik.
Ćwiczenie 2
Na podstawie norm dobierz temperaturę hartowania i sposób chłodzenia dla przedmiotów
wykonanych ze stali 35, 45.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) wyszukać w poradnikach temperatury harowania dla stali,
2) określić czas wygrzewania,
3) określić szybkość chłodzenia i dobrać środek chłodzący.
Wyposażenie stanowiska pracy:
−
próbki,
−
rysunek próbki,
−
tablice stali,
−
notatnik.
Ćwiczenie 3
Wykonaj hartowanie przekutego pręta kwadratowego o wymiarach wsadu: bok 20mm ze
stali w gatunku 30 z temperatury kucia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) na podstawie tablic stali określić temperatury: kucia, hartowania i czas hartowania,
2) określić szybkość chłodzenia i dobrać środek chłodzący,
3) podgrzać pręt do temperatury hartowania i wygrzać w tej temperaturze,
4) chłodzić pręt.
Wyposażenie stanowiska pracy:
−
piec komorowy,
−
próbki,
−
rysunek próbki,
−
tablice stali,
−
notatnik,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
−
odzież ochronna i sprzęt ochrony osobistej.
Ćwiczenie 4
Wykonaj hartowanie powierzchniowe części roboczej dłuta wykonanego jako odkuwka
ze stali N8E.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) na podstawie tablic stali określić parametry hartowania,
2) wybrać i przygotować do pracy oprzyrządowanie grzewcze,
3) przygotować ośrodek chłodzący,
4) wykonać hartowanie powierzchniowe części roboczej dłuta,
5) po ostudzeniu dokonać pomiaru twardości zahartowanej powierzchni.
Wyposażenie stanowiska pracy:
−
palnik acetylenowo - tlenowy, butle z gazem,
−
wanna hartownicza,
−
twardościomierz,
−
odkuwka dłuta,
−
narzędzia do obsługi pieca,
−
tablice stali,
−
notatnik,
−
odzież ochronna i sprzęt ochrony osobistej.
4.7.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) rozróżnić kolor części chłodzonych po hartowaniu w oleju?
2) wyjasnić różnicę pomiędzy hartowaniem zwykłym i powierzchniowym?
3) określić na podstawie barwy stali temperaturę hartowania?
4) określić kolejne czynności przy hartowaniu?
5) wymienić czynniki wpływające na hartowność stali?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
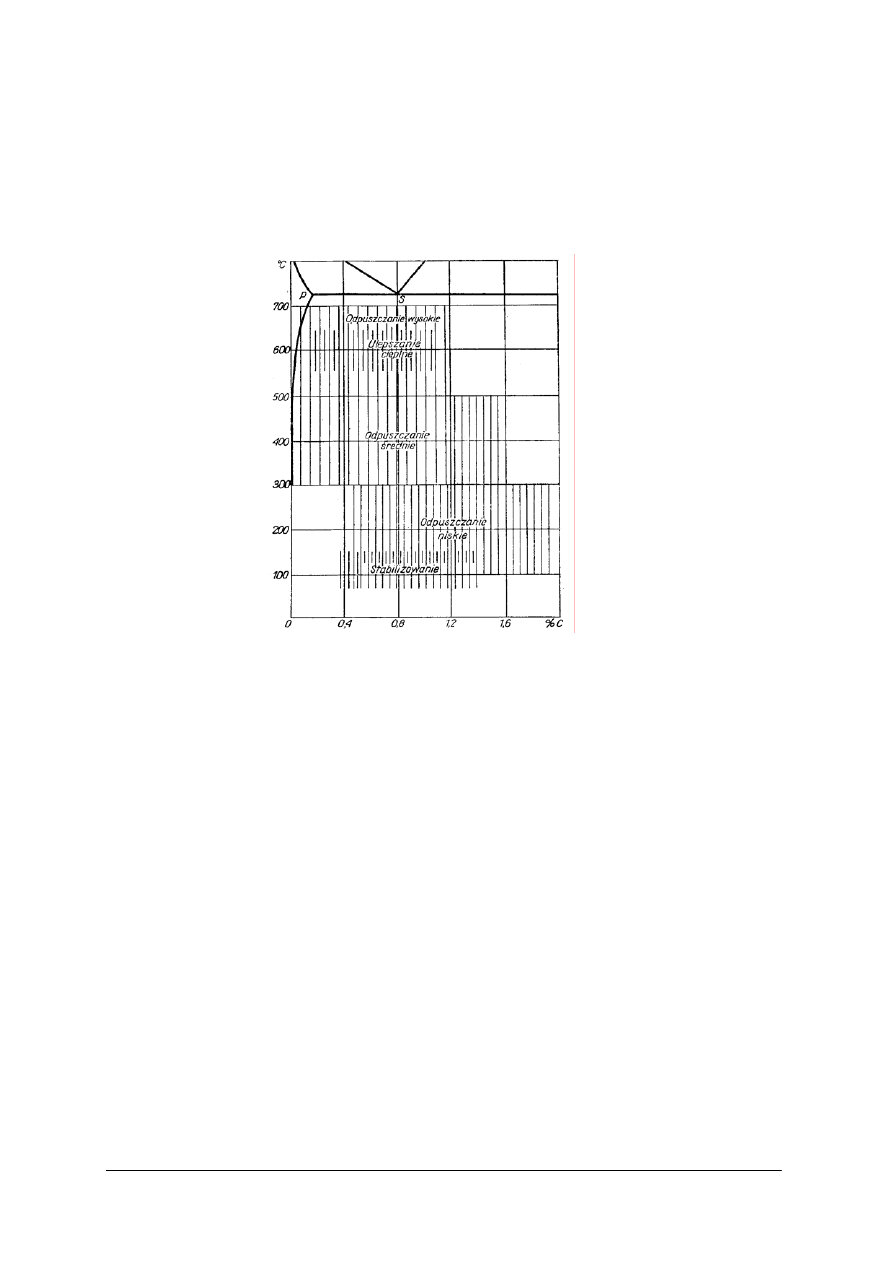
4.8. Odpuszczanie
4.8.1. Materiał nauczania
Odpuszczanie polega na nagrzaniu hartowanego przedmiotu poniżej temperatury 723
0
C
wygrzaniu w tej temperaturze a następnie chłodzeniu. Zależnie od temperatury nagrzewania
rozróżnia się odpuszczanie niskie, średnie i wysokie.
Rys. 29. Zakresy odpuszczania stali węglowych [14, s. 219
]
Odpuszczanie umożliwia usunięcie naprężeń wewnętrznych powstałych w przedmiotach
podczas hartowania i polepsza ich właściwości plastyczne. Odpuszczanie jest końcową
operacją obróbki cieplnej. Podstawowymi parametrami odpuszczania są: temperatura oraz
czas wygrzewania. Temperatura jest najważniejszym parametrem, nieznaczne odchylenie
powoduje zmiany właściwości mechanicznych. Ten sam wynik odpuszczania można
otrzymać przez krótkotrwałe odpuszczanie w wyższej temperaturze lub długotrwałe
odpuszczanie w niższej temperaturze. Sposób pierwszy stosowany jest przy odpuszczaniu
narzędzi według barw nalotowych. Temperaturę odpuszczania wyznacza się korzystając
z wykresu w układzie ,,temperatura odpuszczania- twardość” .
Zależnie od wysokości temperatury wygrzewania rozróżnia się następujące rodzaje
odpuszczania: niskie, średnie wysokie.
Odpuszczanie niskie
przeprowadza się w temperaturze 150 - 250
0
C. Celem jest zmniejszenie
naprężeń hartowniczych, nieznaczne zmniejszenie wysokiej twardości
i odporności na zużycie. Stosowane jest do przedmiotów nawęglonych i zahartowanych
powierzchniowo. Struktura to martenzyt odpuszczony.
Odpuszczanie średnie
przeprowadza się w temperaturze 250 - 500
0
C. Celem jest uzyskanie
znacznej wytrzymałości i sprężystości oraz dostatecznej udarności i ciągliwości. W procesie
tym następuje zmiana struktury martenzytycznej na drobną perlityczną.
Odpuszczanie wysokie przeprowadza się w temperaturze od 500
0
C aż do poniżej A
c1
Celem
jest uzyskanie jak największej udarności dla danego gatunku stali z zachowaniem znacznej
wytrzymałości na rozciąganie i sprężystości. Twardość ulega obniżeniu i osiąga wartość HB
= 250 – 320. Powstaje struktura złożona z bardzo drobnych skoagulowanych (zaokrąglonych)
ziarenek cementytu rozmieszczonych w ferrycie.
Hartowanie i następujące po nim wysokie odpuszczanie nazywa się ulepszaniem cieplnym.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Wady odpuszczania
Przyczyny kruchości odpuszczania nie są jeszcze w pełni wyjaśnione. Są dwie kruchości
odpuszczania odwracalna i nieodwracalna. Kruchość odpuszczania:
− w zakresie temperatur 250- 400
0
C jest nieodwracalna,
− w zakresie temperatur 450- 600
0
C jest odwracalna.
Stale mogą mieć obie kruchości jednocześnie, uniknięcie nieodwracalnej jest niemożliwe. Dla
uniknięcia kruchości odwracalnej należy ograniczyć do minimum czas wygrzewania podczas
odpuszczaniu oraz stosować oziębianie w wodzie lub oleju. Skłonność stali do kruchości
odpuszczania można wyznaczyć za pomocą badań udarności. Stwierdzenie w warunkach
warsztatowych czy przedmioty po odpuszczaniu mają właściwą udarność jest bardzo trudne.
Dlatego należy unikać stali odznaczających się kruchością odpuszczania lub przeprowadzać
odpuszczanie poza zakresem kruchości, oraz chłodzić przedmioty w oleju lub wodzie.
4.8.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki jest cel odpuszczania?
2. Jakie znasz rodzaje odpuszczania?
3. Jakie właściwości posiadają przedmioty poddane odpuszczaniu wysokiemu?
4. Jakie można uzyskać struktury stali węglowej stosując po hartowaniu odpuszczanie
niskie, średnie, wysokie?
5. Za pomocą jakich badań można wyznaczyć kruchość odpuszczania?
4.8.3. Ćwiczenia
Ćwiczenie 1
Porównaj właściwości mechaniczne stali konstrukcyjnej 40H i 45H poddanych obróbce
odpuszczania, korzystając z kart materiałowych, normy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenia powinieneś:
1) odczytać właściwości mechaniczne stali z tabel przed i po obróbce cieplnej,
2) wyjaśnić różnice we właściwościach,
3) zanotować spostrzeżenia w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
−
karty materiałowe, normy,
−
poradnik warsztatowca mechanika,
−
zeszyt ćwiczeń,
−
przybory do pisania.
Ćwiczenie 2
Wykonaj hartowanie z odpuszczaniem dla zwykłych narzędzi typu: młotek, siekiera.
Temperaturę w czasie nagrzewania określ z tablicy barw nalotowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenia powinieneś:
1)
nagrzać przedmioty w ognisku do właściwej temperatury hartowania według pirometru
lub z tablicy barw żarzenia,
2) wyjąć przedmioty z ogniska i ochłodź przedmioty częściowo,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
3) potrzeć przedmioty o cegłę aby oczyścić powierzchnię,
4) obserwować barwę nalotu i po uzyskaniu właściwej barwy zanurzyć przedmioty
w wodzie,
5) zanotować spostrzeżenia w zeszycie ćwiczeń,
6) zachować zasady bezpieczeństwa pracy
Wyposażenie stanowiska pracy:
−
ognisko kowalskie,
−
przedmioty do obróbki cieplne,
−
wyciąg z norm z temperaturami obróbki cieplnej,
−
pirometr,
−
tablica barw nalotowych
−
karty materiałowe, normy,
−
zeszyt ćwiczeń.
Ćwiczenie 3
Dokonaj zabiegu odpuszczania cieplnego sprężyny ze stali w gatunku 50HSA po
hartowaniu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenia powinieneś:
1) zastosować parametry procesu obróbki podane w instrukcja obróbki cieplnej,
2) nagrzać sprężynę w piecu komorowym,
3) chłodzić w powietrzu,
4) zastosować odzież ochronną i sprzęt ochrony osobistej.
Wyposażenie stanowiska pracy:
−
piec komorowy,
−
sprężyna,
−
instrukcja obróbki cieplnej,
−
odzież ochronna i sprzęt ochrony osobistej,
−
notatnik.
4.8.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) określić struktury, które można uzyskać stosując po hartowaniu
odpuszczanie niskie średnie i wysokie?
2) wskazać różnice pomiędzy odpuszczaniem niskim, a wysokim?
3) na podstawie tablic barw nalotowych określić temperaturę
żądanego odpuszczania?
4) określić kolejne czynności podczas odpuszczania?
5) określić podstawowe parametry odpuszczania?
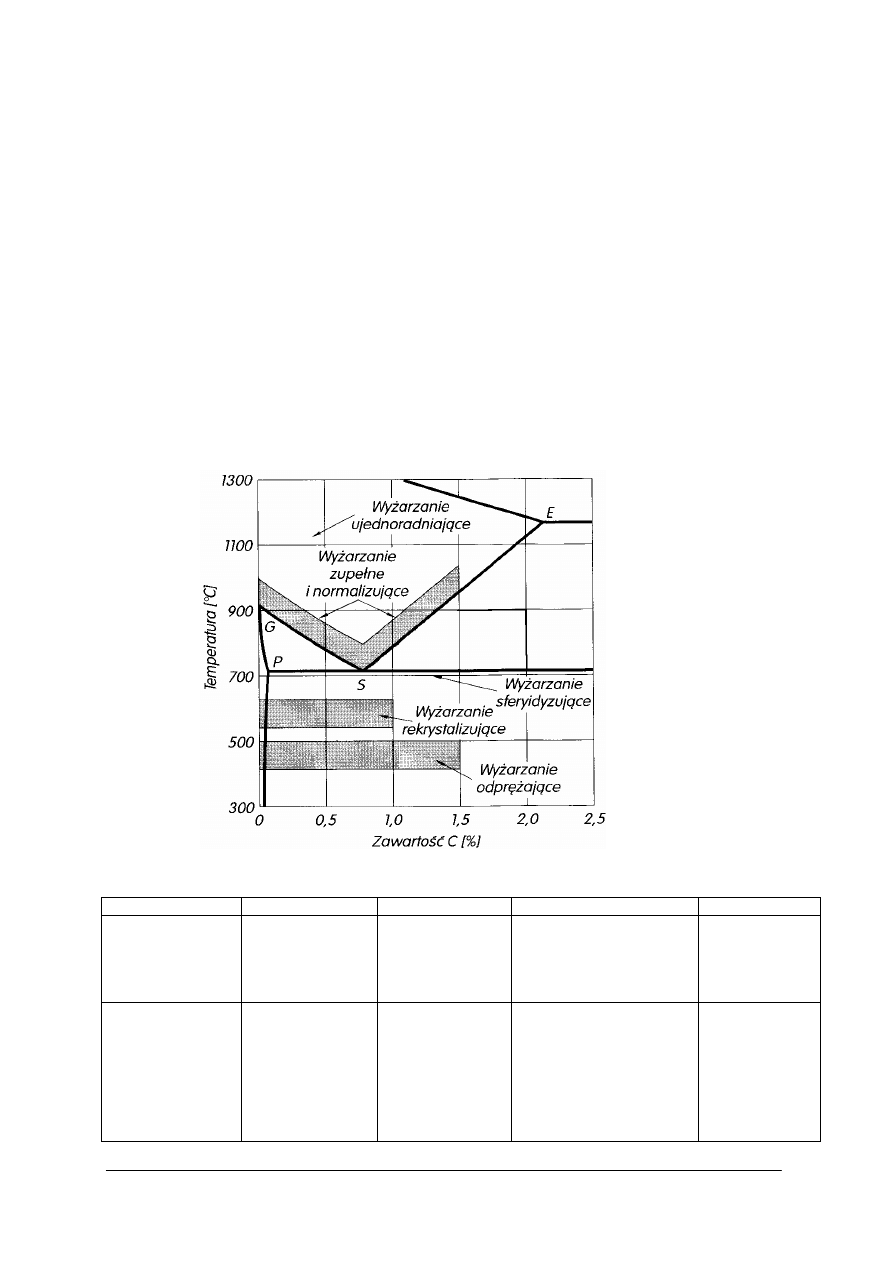
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
4.9. Wyżarzanie i stabilizowanie
4.9.1. Materiał nauczania
Wyżarzanie jest zabiegiem cieplnym polegającym na nagrzaniu stopu do odpowiedniej
temperatury, wygrzaniu w tej temperaturze i studzeniu do temperatury otoczenia. Do
rodzajów wyżarzania zalicza się stabilizowanie. Szybkość chłodzenia zależy od temperatury
wyżarzania:
− po wyżarzaniu w temperaturze wyższej od temperatury przemian szybkość chłodzenia
powinna być niewielka,
− po wyżarzaniu w temperaturze niższej od przemian szybkość chłodzenia jest dowolna.
Zależnie od rodzaju wyżarzania, właściwości obrabianego metalu zmieniają się w szerokim
zakresie. W wyniku wyżarzania można uzyskać:
− poprawę obrabialności podczas skrawania,
− zwiększenie plastyczności podczas tłoczenia na zimno,
− zwiększenie jednorodności struktury i składu chemicznego,
− zmniejszenie naprężeń powstałych podczas zgniotu, spawania.
Rys. 30. Zakresy temperatur wyżarzania stali niestopowych [17, s. 100]
Tabela 6. Rodzaje i charakterystyka wyżarzania
Rodzaje wyżarzania Zabieg
Chłodzenie Cel
obróbki
Zastosowanie
Wyżarzanie
ujednorodniające
(homogenizowanie)
w temperaturze 150-
250
0
C powyżej linii
GS przeważnie
w 1000-1250
0
C
powolne chłodzenie
(studzenie)
-zmniejszenie
niejednorodności składu
chemicznego
-duże odlewy
staliwne,
-wlewki przed
obróbką
plastyczną
Wyżarzanie
normalizujące
(normalizowanie)
w temperaturze
150-250
0
C
powyżej linii GS
powolne chłodzenie
(studzenie)
w spokojnym
powietrzu
-otrzymanie struktury
jednolitej i drobnoziarnistej z
polepszeniem właściwości
mechanicznych,
-usunięcie wewnętrznych
naprężeń skutków zgniotu,
-polepszenie obrabialności
stali węglowych i stopowych
-stal walcowana
-odkuwki
-odlewy
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Wyżarzanie zupełne
w temperaturze
150-250
0
C
powyżej linii GS
powolne chłodzenie
do całkowitego
ochłodzenia w celu
zupełnego
przekrystalizowania
stali
- uzyskanie dobrej
ciągliwości
-uzyskanie małej twardości
-podwyższenie udarności
-usunięcie wewnętrznych
naprężeń
-polepszenie obrabialności
Wyżarzanie
sferoidyzujące
(zmiękczanie)
w temperaturze 30-
50
0
C
powyżej linii PS
powolne chłodzenie
(studzenie)
-uzyskanie struktury
cementytu kulkowego
(sferoidyzacja)
-polepszenie obrabialności
skrawaniem dla stali o
większej zawartości węgla
-usunięcie naprężeń
wewnętrznych
-przed
hartowaniem stali
narzędziowych
Wyżarzanie
grafityzujące
(grafityzowanie)
w temperaturze
powyżej linii PS
-rozkład cementytu na grafit
(węgiel żarzenia)
-uzyskanie z żeliwa białego
żeliwa ciągliwego czarnego
-żeliwo białe
Wyżarzanie
rekrystalizujące
(rekrystalizowanie)
nagrzanie do
temperatury wyższej
od temperatury
rekrystalizacji
(ok. 600-650
0
C),
poniżej linii PS
powolne chłodzenie
(studzenie)
-usunięcie skutków zgniotu
-stale uprzednio
zgniecione
Wyżarzanie
odprężające
(odprężanie)
nagrzanie do
temperatury poniżej
linii PS
(zwykle
poniżej650
0
C)
powolne chłodzenie
(studzenie)
-zmniejszenie naprężeń
wewnętrznych
-zgnieciona stal,
odlewy, spoiny
spawalnicze
Stabilizowanie
wygrzanie w
temperaturze 100-
150
0
C stali
węglowych, w
temperaturze 200
0
C
stali
wysokochromowych
-stabilizacja wymiarów po
hartowaniu albo nisko
odpuszczonych
-narzędzia
pomiarowe
-przyrządy
precyzyjne
Bardzo często przeprowadzane jest wyżarzanie rekrystalizujące. Ma ono na celu uzyskanie
struktury komórkowej jak na rysunku
Rys. 31. Wpływ wyżarzania rekrystalizującego na strukturę materiału poddanego zgniotowi: a) struktura
materiału, b) faza przejściowa rekrystalizacji, c) odbudowane komórki po rekrystalizacji[9, s. 220]
Ogrzewanie przedmiotów do odpowiednich temperatur wyżarzania odbywa się w tych
samych piecach co inne rodzaje obróbki cieplnej. Temperatury określamy za pomocą
pirometrów lub w przybliżeniu za pomocą barw żarzenia.
Najczęstszymi wadami nieprawidłowego przeprowadzania wyżarzania wynikającymi
z niedotrzymania właściwej temperatury, środowiska silnie utleniającego jest:
-
przegrzanie, struktura gruboziarnista na przełomie,
- przepalenie,
którego
oznaką są drobne pęknięcia.
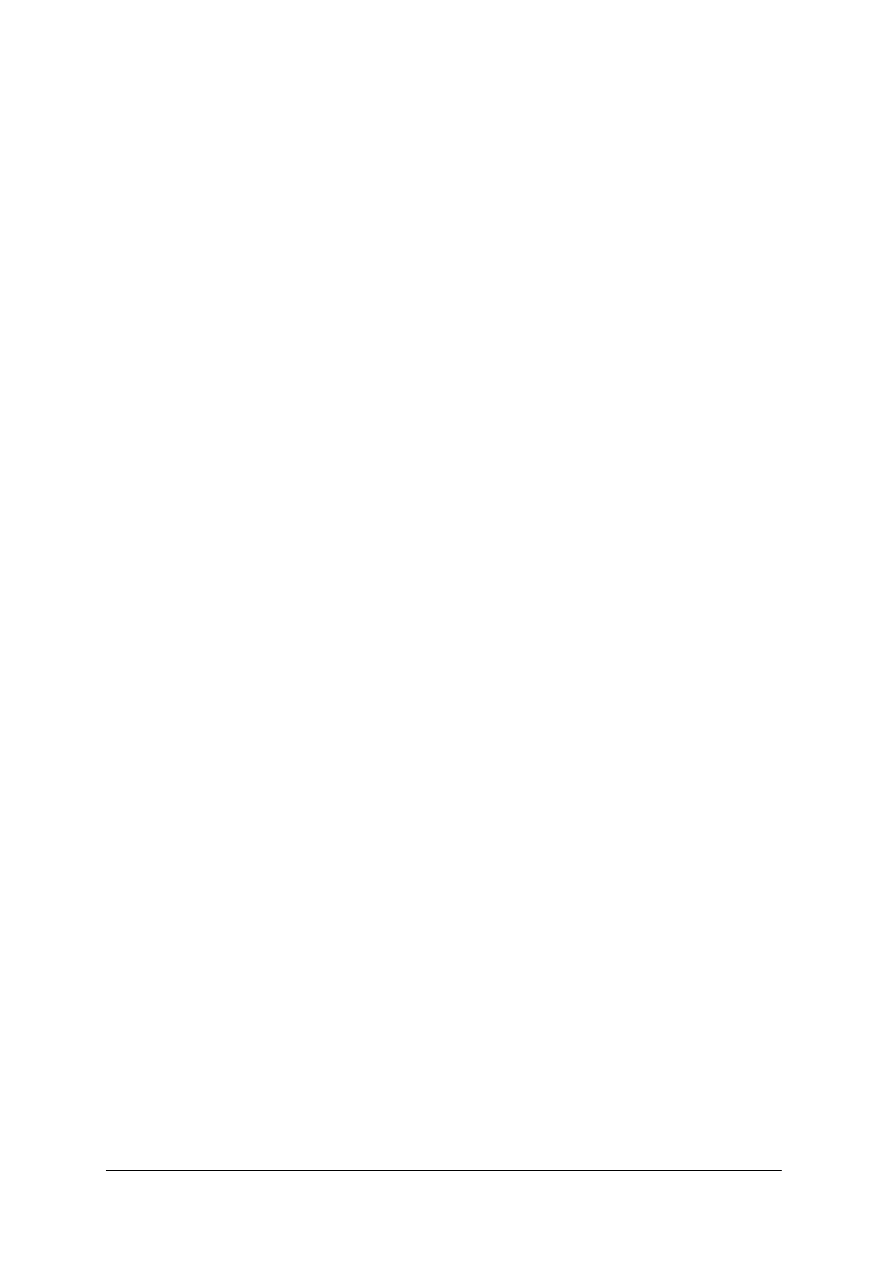
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
4.9.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz rodzaje wyżarzania
?
2. W którym rodzaju wyżarzania zachodzą przemiany struktur?
3. Co to jest stabilizowanie?
4. Jakie są różnice w strukturze przed i po wyżarzaniu rekrystalizującym?
4.9.3. Ćwiczenia
Ćwiczenie 1
Na podstawie norm dobierz temperaturę i czas wyżarzania normalizującego dla stali 35.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenia powinieneś:
1) odczytać z tabeli temperaturę i czas wyżarzania normalizującego,
2) zanotować parametry wyżarzania w zeszycie ćwiczeń.
Wyposażenie
stanowiska pracy:
−
karty materiałowe, normy,
−
zeszyt ćwiczeń
Ćwiczenie 2
Wykonaj wyżarzanie zmiękczające po kuciu półwyrobów z blachy przeznaczonych do
wyrobu kos w gatunku N8E.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie powinieneś:
1) dobrać dla danego gatunku blachy temperaturę wyżarzania zmiękczającego z poradnika,
2) dobrać środek chłodzący: (w skrzynce z popiołem lub z piaskiem),
3) nagrzać w ognisku kowalskim,
4) określić temperaturę w czasie obróbki na podstawie barw żarzenia (ceglasto-brązowa),
Wyposażenie stanowiska pracy:
−
ognisko kowalskie wraz z narzędziami kowalskimi,
−
półwyroby do kucia kos,
−
wyciąg z norm z temperaturami wyżarzania dla stali N8E,
−
tablica barw żarzenia,
−
skrzynka z piaskiem lub popiołem,
−
odzież ochronna i sprzęt ochrony osobistej,
−
zeszyt ćwiczeń.
Ćwiczenie 3
Wykonaj wyżarzanie rekrystalizujące po kuciu dla stali St5.
Obróbkę wyżarzania wykonaj dla jednej z dwóch próbek.
Porównaj udarność obu próbek.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie powinieneś:
1) dobrać temperaturę wyżarzania rekrystalizującego,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
2) przygotować piec do obróbki,
3) wykonać obróbkę cieplną dla jednej z próbek,
4) sprawdzić stan techniczny młota udarnościowego,
5) wykonać próbę udarności dla obu próbek,
6) odczytać pomiary próby udarnościowej,
7) porównać wyniki próby udarnościowej, spostrzeżenia zapisać w zeszycie ćwiczeń .
Wyposażenie stanowiska pracy:
−
piec komorowy,
−
2 próbki,
−
młot udarnościowy,
−
instrukcja obsługi młota udarnościowego,
−
karty materiałowe, normy,
−
zeszyt do ćwiczeń.
Ćwiczenie 4
Dokonaj zabiegu wyżarzania zmiękczającego narzędzi: przecinaków i przebijaków ze stali
gatunku 55.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie powinieneś:
1) dobrać parametry wyżarzania zmiękczającego,
2) przygotować piec do obróbki oraz ośrodek chłodzący,
3) wykonać obróbkę cieplną zgodnie z instrukcją technologiczną,
4) dokonać pomiaru twardości obrobionego detalu,
5) ocenić prawidłowość przeprowadzonego procesu.
Wyposażenie stanowiska pracy:
−
piec komorowy,
−
ośrodek chłodzący: skrzynka z piaskiem lub popiołem
−
wsad do obróbki: przecinaki i przebijaki,
−
twardościomierz,
−
instrukcje obsługi i bezpieczeństwa i higieny pracy urządzeń,
−
instrukcja technologiczna, normy,
−
zeszyt do ćwiczeń.
4.9.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) określić cel i temperaturę wyżarzania ujednorodniającego
?
2) wyznaczyć na wykresie Fe-C zakres temperatur dla odprężania
?
3) wymienić wady, które mogą wystąpić po wyżarzaniu
?
4) scharakteryzować wyposażenie do przeprowadzenia normalizowania
?
5) nazwać czynności, które należy kolejno wykonać, aby przeprowadzić
wyżarzanie i sprawdzić jego efekty
?
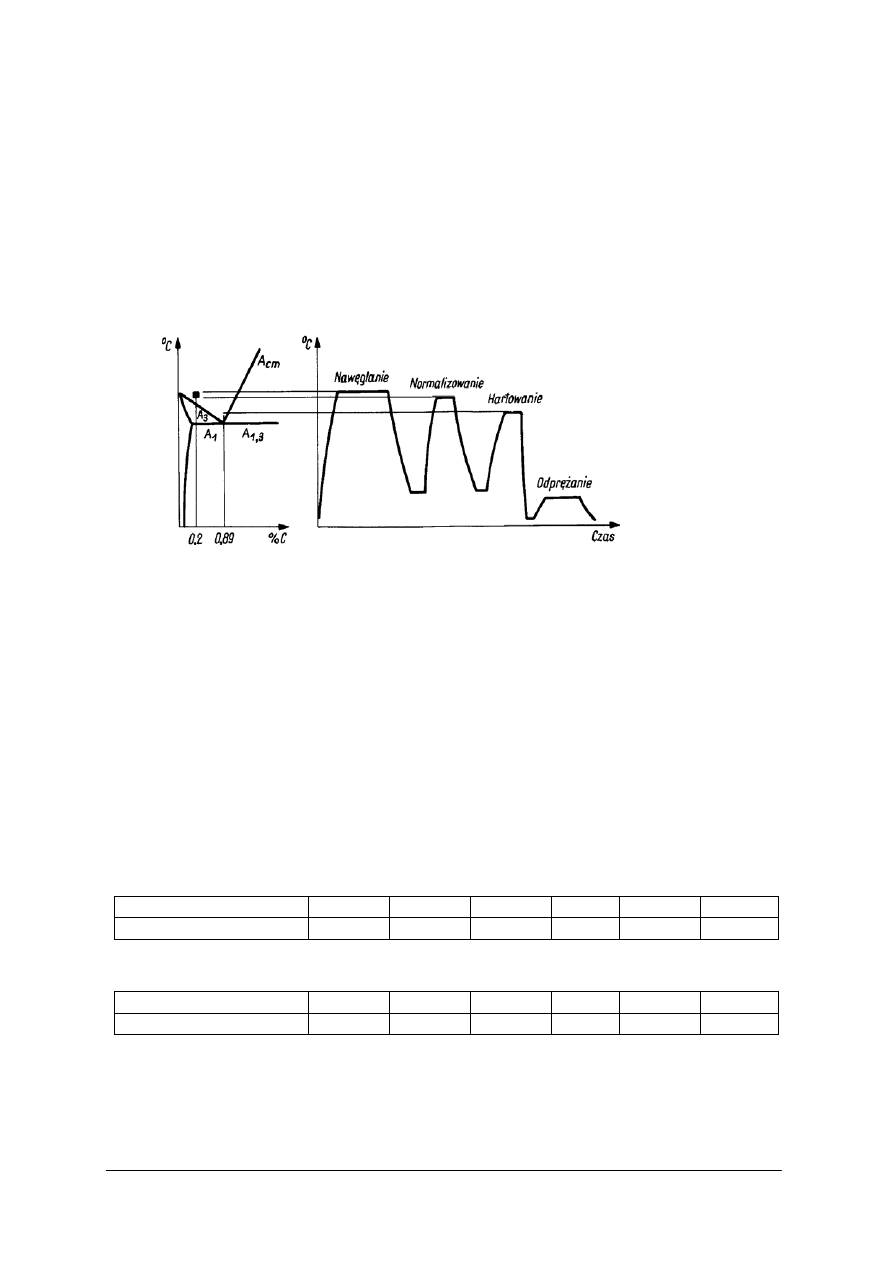
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
4.10. Nawęglanie
4.10.1. Materiał nauczania
Nawęglanie należy do obróbki cieplno-chemicznej. Polega ono na nasycaniu węglem
warstwy powierzchniowej stali o małej zawartości węgla do około 0,25%. Podczas
nawęglania zachodzi zjawisko dyfuzji, które wykorzystywane jest do zmiany składu
chemicznego. W czasie dyfuzji atomy węgla zajmują w strukturach sieci miejsca
międzywęzłowe między atomami żelaza. Najwięcej atomów węgla może przyjąć sieć żelaza
γ, dlatego stal podgrzewana jest do temperatury, w której występuje ten rodzaj struktury, czyli
do temperatury powyżej przemiany A
3
w ośrodku wydzielającym aktywny węgiel.
Rys. 32. Schemat procesu nawęglania i następujących po nawęglaniu obróbki cieplnej [10, s. 259]
W wyniku nawęglania ulega zmianie skład chemiczny warstwy zewnętrznej a to powoduje
zmianę właściwości. Otrzymuje się przy zachowaniu miękkiego rdzenia:
− poprawę twardości,
− zwiększenie się wytrzymałości na ścieranie,
− zwiększenie się odporności na ścieranie,
− poprawę odporności na korozję.
Nawęglaniu poddaje się przedmioty narażone na ścieranie i działanie różnych obciążeń.
Warstwa nawęglona nie przekracza 2,5 mm grubości, a czas nagrzewania może trwać od 3 do
16 godzin. Miejsce do nawęglania nazywa się karboryzatorem i może odbywać się
w środowiskach: stałym, ciekłym, gazowym.
Parametry nawęglania zależą od: metody nawęglania, temperatury nawęglania, grubości
warstwy nawęglonej, składu chemicznego składników środowiska nawęglającego. Czasy
nawęglania w proszkach stali węglowej w temperaturze 900
0
C.
Tabela 7. [11, s.1208]
Grubość
warstwy
w
mm
0,4 0,6 0,8 1,0
1,2 1,4
Czas nawęglania w h
5
6
7
9
11
14
Czasy nawęglania gazowego stali węglowej w temperaturze 930
0
C
Tabela 8. [11, s.1208]
Grubość
warstwy
w
mm
0,4 0,6 0,8 1,0
1,2 1,4
Czas nawęglania w h
3 - 4
4 - 5
5 - 6
6 - 8
9 - 10
11 - 12
Najstarszą metodą jest nawęglanie w środowisku stałym. Przedmioty nawęglane umieszcza
się w żeliwnych lub metalowych skrzynkach w ten sposób, aby nie dotykały jeden drugiego
i były w zetknięciu z ośrodkiem nawęglającym.
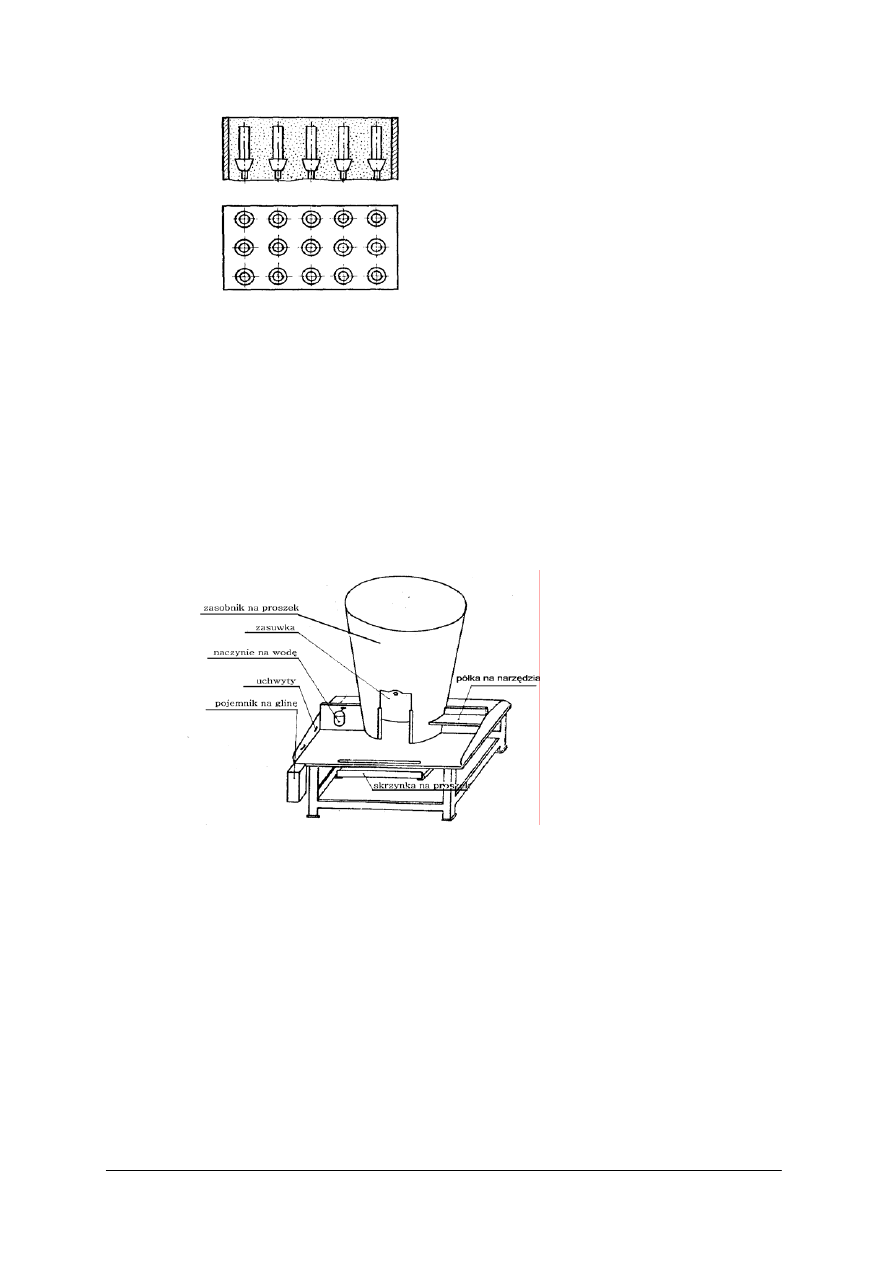
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
Rys. 33. Rozmieszczenie kół zębatych w skrzynkach do nawęglania [8, s. 60]
Do nawęglania używa się mieszanin, które składają się z:
− 40% węglanu baru i 60% węgla drzewnego brzozowego,
− 50% węgla drzewnego dębowego, 20% węgla ze skóry i 30% sadzy,
− 70% węgla drzewnego i 30% węgla kostnego, lub innych.
W przypadku, gdy nawęglamy przedmioty pracujące przy zmiennych obciążeniach mieszanka
nawęglająca składa się z 90% węgla drzewnego i 10% soli kuchennej.
Przygotowanie stanowiska pracy przedmiotów do nawęglania
W zależności od wielkości nawęglanych przedmiotów należy przygotować:
− proszek nawęglający na specjalnych stołach lub bezpośrednio na podłodze,
− węgiel drzewny, który należy rozdrobnić o wielkości ziarna 3-8mm,
− skrzynki do nawęglania.
Rys. 34. Stół do napełniania proszkiem nawęglającym[1, s. 59]
Napełnianie skrzynek odbywa się w kolejności:
− dno skrzynki wysypuje się proszkiem o grubości 20mm, każda następna warstwa ma
grubość 25mm,
− następnie układa się przedmioty tak, aby nie dotykały do siebie i ścianek skrzynki,
− następnie szczelnie zasypuje kolejną warstwę proszku i tak na przemian,
− po nałożeniu ostatniej warstwy i zamknięciu skrzynki następuje zaślepianie skrzynki
gliną.
Nawęglanie może również nie obejmować całego przedmiotu. Miejsca, które nie chcemy
nawęglić zabezpiecza się, oblepia gliną, lub poddaje te części galwanizowaniu.
Przedmiot nawęglony składa się jak gdyby z 2 gatunków stali: rdzenia o zawartości 0,25%C
i warstwy powierzchniowej o zawartości 0,9%C. Po nawęglaniu przedmioty poddaje się:
− normalizowaniu,
− hartowaniu,
− odprężaniu.
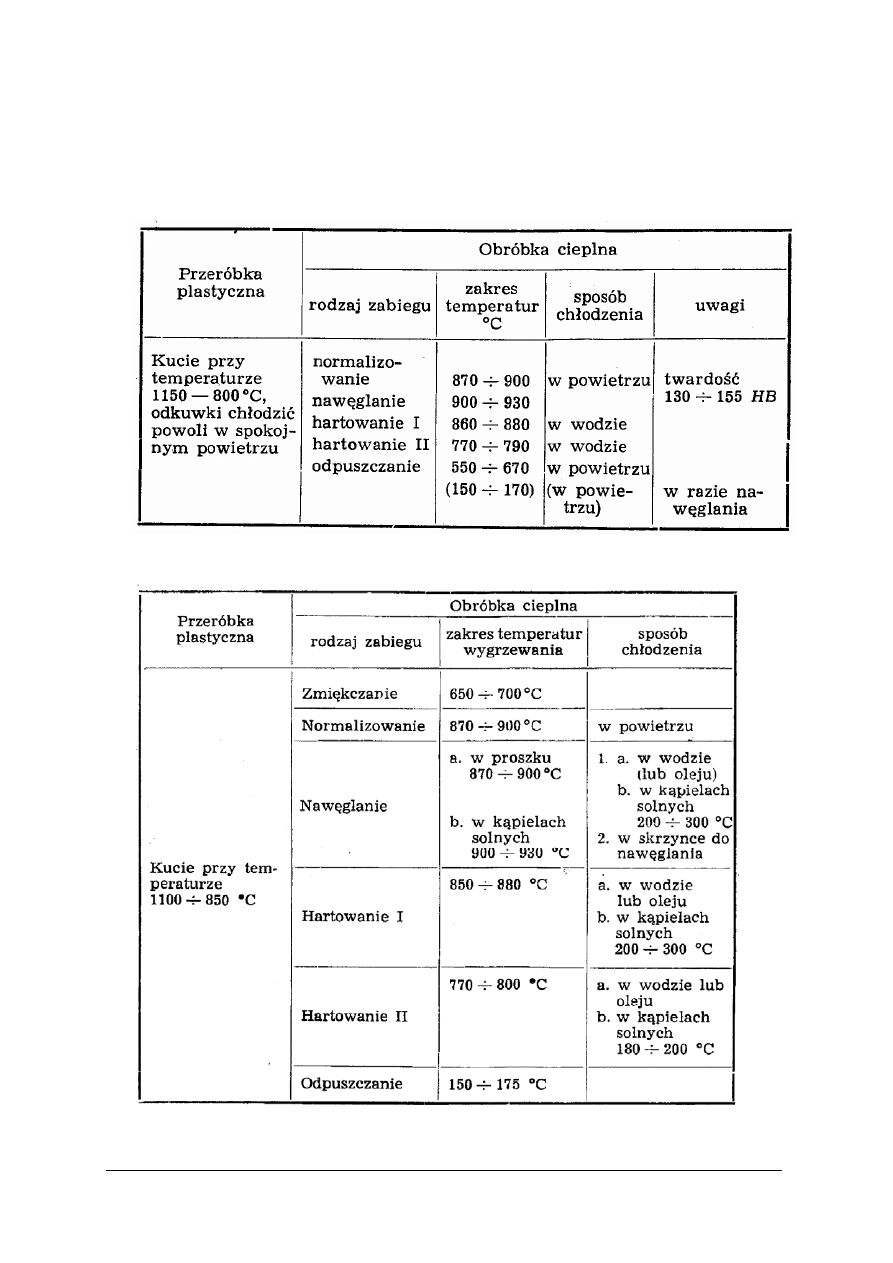
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Celem tych obróbek jest podwyższenie twardości rdzenia, a przede wszystkim twardości
warstwy nawęglonej. Po nawęglaniu można uzyskać twardość dla stali węglowych
konstrukcyjnych HB = 220-300kG/mm
2
, a dla stali stopowych HB = 250 –300kG/mm
2
.
W tabelach poniżej przedstawiono temperatury przeróbki plastycznej i obróbki cieplnej.
Tabela 9. Stal węglowa konstrukcyjna wyższej jakości gatunku 20
[5, s. 47]
Twardość warstwy nawęglonej wynosi około 62 HRC.
Tabela 10. Stal konstrukcyjna stopowa do nawęglania gatunku 20H [5, s. 127]
Twardość warstwy nawęglonej i hartowanej po odpuszczeniu wynosi około 62 HRC.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
Kontrola przedmiotów po obróbce
Przedmioty poddane obróbce cieplnej podlegają sprawdzeniu, które obejmuje: kształt
geometryczny, właściwości mechaniczne, strukturę, uszkodzenia, pęknięcia powstałe podczas
hartowania.
Badanie kształtu geometrycznego -
ma sprawdzić, czy po obróbce, odchyłki wymiarowe,
kształtu, położenia mieszczą się w granicach tolerancji, przewidzianych na rysunku
wykonawczym przedmiotu. Badania te przeprowadza się na płycie traserskiej przy użyciu
pryzm i czujnika. Przedmioty cylindryczne sprawdza się na przyrządach do kontroli kształtu.
Badanie właściwości mechanicznych -
sprawdza się poprzez wykonanie badań
wytrzymałościowych: na rozciąganie, udarności, twardości. Z tych trzech badań największe
znaczenie ma próba twardości. Jest to metoda nieniszcząca, a ponadto badając twardość
każdej struktury można wnioskować o poprawności przeprowadzenia obróbki cieplnej.
Badanie struktury -
prowadzi się poprzez obserwację przekrojów próbek na mikroskopie
o dużym powiększeniu. Struktury obserwowane pod mikroskopem są porównywane z atlasem
obrazów metalograficznych. Bardziej dokładnym sposobem tej metody jest wykonywanie
zdjęć metalograficznych. Prace z tym związane składają się z kilku czynności jak: wykonanie
zdjęć mikrostruktury, obróbka fotochemiczna i wykonanie powiększeń.
Badanie uszkodzeń, pęknięć powstałych podczas obróbki cieplnej –
polega na
oględzinach zewnętrznych i sprawdzeniu, czy na powierzchni przedmiotu nie występują
pęknięcia. Przyczyną pęknięć może być przegrzanie przedmiotu, nierównomierne
nagrzewanie, nieodpowiednie chłodzenie. Pęknięcia wewnętrzne wykrywa się za pomocą
defektoskopów
.
4.10.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie stale poddaje się procesowi nawęglania
?
2. W jakiej temperaturze przebiega nawęglanie
?
3. Jakie mogą być środowiska nawęglające
?
4. Jakie właściwości uzyskuje przedmiot w czasie nawęglania
?
4.10.3. Ćwiczenia
Ćwiczenie 1
Dla próbek ze stali 20 i 20H wykonaj nawęglanie w ciekłym karboryzatorze, określ
różnice w mikrostrukturze i twardości obu próbek przed i po nawęglaniu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować roztwór do nawęglania w składzie:
chlorek
sodu
NaCl 41%
chlorek
potasu KCl
41%
wodorotlenek sodu
NaOH 10%
węgiel
drzewny
8%,
2) wykonać pomiar twardości,
3) zbadać mikrostrukturę próbek
4) nagrzać piec i umieścić próbki w tyglu z mieszaniną do nawęglania,
5) wykonać nawęglanie przez około 4 godziny, następnie wyłączyć piec i czekać do
ostygnięcia próbek,
6) wykonać przekrój próbek do wykonania zdjęć metalograficznych,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
7) przeprowadzić obserwację i wykonać rysunki przekrojów próbek przed i po obróbce,
8) wykonać pomiary twardości próbek na przekrojach, w dwóch miejscach: raz blisko
rdzenia, drugi raz na blisko powierzchni zewnętrznej,
9) porównać wyniki wszystkich oględzin i pomiarów,
10) wnioski i uwagi z ćwiczenia zapisać w zeszycie.
Wyposażenie stanowiska pracy:
−
3 próbki ze stali 20 i 3 próbki ze stali 20H,
−
piec oporowy,
−
składniki i przyrządy do wykonania roztworu nawęglającego i tygiel do nawęglania,
−
zestaw do wykonywania zdjęć metalograficznych,
−
mikroskop metalograficzny,
−
piła, szlifierka, papier ścierny,
−
kalkulator,
−
notatnik.
Ćwiczenie 2
Wykonaj nawęglanie częściowe: czopów na łożyska ślizgowe na wale wykonanego ze
stali 15H w karboryzatorze w środowisku stałym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować proszek do nawęglania,
2) części wału, które nie będą nawęglane zabezpieczyć w następujący sposób:
3) części nienawęglane owinąć, okręcić drutem i oblepić ściśle gliną ogniotrwałą
z domieszką soli,
4) przygotować skrzynkę do nawęglania,
5) wysypać dno skrzynki proszkiem nawęglającym na grubość około 20cm,
6) ułożyć przedmiot do nawęglania,
7) pokryć przedmiot warstwą proszku nawęglającego,
8) zamknąć skrzynkę i zalepić szczelnie gliną,
9) nagrzać piec i umieścić skrzynkę w piecu,,
10) wykonać nawęglanie przez około 4 godziny, następnie wyłączyć piec i czekać do
ostygnięcia próbek,
11) po ostygnięciu elementu usunąć glinę, azbest i oczyścić.
Wyposażenie stanowiska pracy:
−
wał do nawęglania,
−
piec oporowy,
−
składniki i przyrządy do wykonania proszku nawęglającego i skrzynka do nawęglania,
−
glina,
−
azbest, glina, drut,
−
szczotka druciana, młotek,
−
odzież ochronna i sprzęt ochrony osobistej.
Ćwiczenie 3
Wykonaj nawęglanie dłuta w piecu komorowym.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie powinieneś:
1) umieścić przedmiot w skrzynce z proszkiem grafitowym, tak aby proszek pokrywał
nawęglane powierzchnie,
2) włożyć do pieca i prowadzić nawęglanie,
3) po nawęglaniu wyjąć z pieca.
Wyposażenie stanowiska pracy:
−
dłuta do nawęglania,
−
piec komorowy,
−
skrzynka metalowa z proszkiem grafitowym,
−
szczotka druciana, młotek,
−
odzież ochronna i sprzęt ochrony osobistej.
4.10.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) nazwać urządzenia i środowiska, w których wykonuje się nawęglanie
?
2) przygotować stanowisko do nawęglania
?
3) określić rodzaje obróbki cieplne, które należy wykonać po nawęglaniu
?
4) ułożyć przedmioty w skrzynkach do nawęglania
?
5) przygotować środowisko do nawęglania w proszkach lub roztworze
?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
4.11. Obróbka cieplna żeliwa
4.11.1. Materiał nauczania
Żeliwo stop żelaza z węglem o zawartości węgla ponad 2
0
/
0
C. W zależności od postaci
węgla żeliwa można podzielić na kilka gatunków:
− żeliwo białe w którym węgiel występuje w postaci związanej z żelazem tworząc cementyt
(Fe
3
C),
− żeliwo szare w strukturze ma węgiel w postaci wolnej grafitu,
− żeliwo zabielone oprócz grafitu ma węgiel związany czyli cementyt,
− żeliwo sferoidalne w których grafit występuje w postaci kulkowej,
− żeliwa stopowe oraz ciągliwe otrzymywane z żeliw białych na drodze obróbki cieplnej.
Grafit występujący w żeliwach w pewnym sensie uniemożliwia stosowanie tych samych
procesów obróbki cieplnej, jakie stosuje się dla stali.
Obróbka cieplna może mieć zastosowanie tylko wtedy gdy zawarty w nich grafit jest
stosunkowo rozdrobniony. Umożliwia to częściowe rozpuszczenie się grafitu w austenicie, co
z kolei podczas oziębiania sprzyja lepszemu zahartowania się żeliwa.
Do najczęstszych rodzajów obróbki cieplnej żeliw zalicza się:
− wyżarzanie odprężające, zmiękczające, normalizujące, odwęglające i grafityzujące,
− ulepszanie cieplne,
− hartowanie zwykłe, z przemianą izotermiczną i powierzchniowe,
− azotowanie i inne zabiegi obróbki cieplno-chemicznej.
Z wymienionych zabiegów obróbki cieplnej tylko wyżarzanie odwęglające i grafityzujące
odnosi się do żeliwa białego. Pozostałe stosuje się do żeliw szarych i stopowych.
Wyżarzanie odprężające
Przedmioty odlewane duże o skomplikowanych kształtach mają znaczne naprężenia
własne. Odlewy przeznaczone do wyżarzania ładowane są do zimnego pieca lub pieca
nagrzanego do temperatury < niż 250
0
C, następnie wsad jest nagrzewany do temperatury
wyżarzania, przy czym, szybkość nagrzewania nie może być większa niż 100
0
C na godzinę,
przy większych szybkościach może wystąpić pękanie ścianek odlewów. Temperatura
wyżarzania wynosi 450
–
550
0
C. Im wyższa temperatura procesu tym szybsze jest usunięcie
naprężeń. Czas wygrzewania w temperaturze wyżarzania zależy głównie od grubości ścianki
odlewu i wynosi 25 minut na 1 cm grubości przekroju. Chłodzenie po wyżarzaniu, aż do
temperatury 150 - 250
0
C odbywa się razem z piecem z szybkością 50
0
C na godzinę. Dalsze
chłodzenie odbywa się na powietrzu. Wyżarzanie odprężające przeprowadzone
w temperaturze 600 - 650
0
C zastępuje również stabilizowanie naturalne, które polega na
przetrzymywaniu odlewów w temperaturze otoczenia przez 6- 18 miesięcy (obecnie prawie
nie stosowane). Wyżarzanie odprężające jest powszechnie stosowane w odlewniach, gdyż
usuwa około 90
0
/
0
naprężeń własnych przy nieznacznym obniżeniu twardości.
-
Wyżarzanie zmiękczające.
Często w praktyce warsztatowej zdarza się, że żeliwa na powierzchni ulegają
zabielaniu(wydzielanie w strukturze wolnego cementytu).W celu zmniejszenia twardości,
a tym samym poprawienia obrabialności przedmioty poddaje się wyżarzaniu
zmiękczającemu, podczas którego następuje grafityzacja cementytu. Czas wygrzewania,
identyczny jak wyżarzania odprężającego, zależy głównie od grubości ścianki odlewu
i wynosi 25 minut na 1 cm grubości przekroju odlewu. Szybkość chłodzenia musi być bardzo
mała można chłodzić razem z piecem lub w piasku. Jeżeli celem jest uzyskanie struktury
z wydzieleniami grafitu to szybkość chłodzenia musi być odpowiednio większa
(w powietrzu).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
Wyżarzanie normalizujące
Wyżarzanie normalizujące żeliwa szarego, a przede wszystkim żeliwa stopowego, ma na celu
polepszenie jakości struktury jak również właściwości wytrzymałościowe żeliwa. Po
normalizowaniu odlewy studzone są na powietrzu do temperatury otoczenia. W wyniku
wyżarzania normalizującego, struktura wyjściowa ferryt + perlit + grafit zmienia się na
perlit+ grafit. Wzrasta twardość żeliwa. Odlewy wykonane z żeliwa stopowego bardzo często
po normalizowaniu poddawane są odpuszczaniu w celu obniżenia twardości. Temperatura
odpuszczania 350 - 500
0
C, czas wygrzewania około 2 godziny, chłodzenie na powietrzu.
Ulepszanie cieplne żeliwa
Ma na celu polepszenie właściwości wytrzymałościowych. Polega na hartowaniu
zwykłymi wysokim odpuszczaniu. Ulepszaniu poddaje się żeliwa stopowe oraz szare
perlityczne, zawierające 2 – 2,5% wolnego grafitu w postaci równomiernie rozłożonych
płatków i 0,5 – 0,8%C związanego w cementycie. Żeliwa stopowe o podwyższonej
zawartości niklu i chromu mogą być chłodzone na powietrzu. Hartowność żeliwa w stosunku
do wysokostopowych stali jest niewielka. Żeliwa szare hartują się na głębokości 10 - 15mm
natomiast stopowe zawierające nikiel i chrom hartują się na znacznie większej głębokości.
Odpuszczanie po hartowaniu ma na celu zwiększenie wytrzymałości na rozciąganie oraz
polepszenie plastyczności żeliwa kosztem jego twardości. Optymalne właściwości żeliwa po
odpuszczaniu: dla żeliw szarych temp. 320 - 350
0
C, natomiast dla żeliw stopowych
temperatura odpuszczania dochodzi do 500
0
C, czas odpuszczania około 2 godzin. Dla żeliw,
gdzie wymagana są wysoka twardość i odporność na ścieranie przedmioty poddawane są
hartowaniu zwykłemu i niskiemu odpuszczaniu.
Hartowanie z przemianą izotermiczną żeliwa
Pod względem technicznym nie różni się od hartowania stali. Operacji tej poddaje się
cienkościenne odlewy z żeliw sferoidalnych, modyfikowanych i stopowych. Hartowanie nie
powoduje zbyt dużych naprężeń wewnętrznych. Wynika to z jednokrotnego grzania
i łagodnego chłodzenia. Sposób hartowania jest taki jak w zwykłym i normalizowaniu.
Temperatura wygrzewania jest taka sama i w zależności od gatunku żeliwa wynosi 830-
900
0
C. Czas wygrzewania ze względu na cienkie ścianki odlewów jest krótszy i wynosi 10-
90min. Po wygrzaniu odlewy przenoszone są do wanny z kąpielą solną o temperaturze 300-
330
0
C lub do wanny z kąpielą metalową, gdzie przetrzymywane są do czasu zajścia
całkowitej przemiany austenitu. Czas przetrzymywania żeliw w kąpieli wynosi 0,5-1,5
godziny.
Hartowanie powierzchni żeliw
Ma na celu podwyższenie twardości i odporności na ścieranie z zachowaniem
niezmienionej właściwości rdzenia. Zabieg może być wykonany przez nagrzewanie
indukcyjne, jak również płomieniowe. Hartowaniu powierzchniowemu poddawać można
przedmioty z żeliwa szarego perlitycznego, żeliwa stopowego oraz żeliwa ciągliwego
czarnego perlitycznego. Żeliwa hartowane są na tych samych urządzeniach i według tych
samych zasad, co przy hartowaniu stali. Chłodzenie po hartowaniu odbywa się również
w wodzie lub oleju.
4.11.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki stop żelaza z węglem nazywa się żeliwem?
2. Na czym polega różnica pomiędzy ulepszaniem cieplnym, a hartowaniem zwykłym
z niskim odpuszczaniem
?
3. Czy żeliwa zabielone można poddawać wyżarzaniu normalizującemu?
4. W jakim celu przeprowadza się hartowanie powierzchni żeliw?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
4.11.3. Ćwiczenia
Ćwiczenie 1
Porównaj właściwości mechaniczne żeliwa szarego, które zostało poddane hartowaniu
zwykłemu i hartowaniu izotermicznemu na podstawie tablicy obróbki cieplnej żeliwa
szarego.
Tabela 10. Zabiegi obróbki cieplnej żeliwa szarego [2,s. 81]
Ogrzewanie
Rodzaj
zabiegu
Sposób Tempera-
tura
0
C
Czas
godzin
Chłodzenie
Cel stosowania
obróbki
Wyżarzanie
odprężające
70-100°C/h 450-550 -0,5/cm
grubości
odlewu
Razem z piecem
Usunięcie naprężeń
odlewniczych
Wyżarzanie
zmiękczające
Wolne dla
złożonych
kształtów
650-750 3-6
Razem z piecem
Polepszenie
obrabialności
Wyżarzanie
normalizujące
Wolne dla
złożonych
kształtów.
825-900 0,5-3
W
powietrzu
Zwiększenie
wytrzymałości i odpo-
rności na ścieranie
Hartowanie
zwykłe
Wolne dla
złożonych
kształtów.
830-900 0,5/cm
grubości
odlewu
W oleju lub
w wodzie
Zwiększenie
twardości
Hartowanie
izotermiczne Wolne dla
złożonych
kształtów .
830-900 0,2-1,5 W
kąpieli solnej
o temp. 250—
350°C
w czasie
0,5-1,5 godz.,
a następnie
Zwiększenie
twardości przy
zachowaniu
plastyczności
Odpuszczanie Umieszczenie
w piecu o
temperat.
odpuszczania
350-550 0,5-3
W
powietrzu
Usunięcie naprężeń
hartowniczych.
Zwiększenie
plastyczności
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odczytać właściwości mechaniczne żeliwa z tabel przed i po obróbce cieplnej,
2) wyjaśnić różnice we właściwościach,
3) zanotować spostrzeżenia w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
−
tablice zabiegów cieplnych
−
karty materiałowe, normy,
−
zeszyt ćwiczeń.
Ćwiczenie 2
Poddaj zabiegowi hartowania tuleję z żeliwa sferoidalnego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować piec komorowy do hartowania,
2) przygotować wannę z ośrodkiem chłodzącym,
3) przeprowadzić proces hartowania według ustalonej technologii,
4) zastosować odpowiednie narzędzia,
5) zastosować odzież ochronną i sprzęt ochrony osobistej.
Wyposażenie stanowiska pracy:
−
tuleja z żeliwa sferoidalnego,
−
piec komorowy do hartowania,
−
wanna hartownicza,
−
narzędzia,
−
odzież ochronna i sprzęt ochrony osobistej.
Ćwiczenie 3
Dokonaj zabiegu odpuszczania zahartowanej tulei z żeliwa sferoidalnego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować piec komorowy do odpuszczania,
2) przygotować wannę z ośrodkiem chłodzącym,
3) przeprowadzić proces odpuszczania wg ustalonej technologii,
4) zastosować odpowiednie narzędzia,
5) zastosować odzież ochronną i sprzęt ochrony osobistej.
Wyposażenie stanowiska pracy:
−
tuleja z żeliwa sferoidalnego,
−
piec komorowy do odpuszczania,
−
wanna hartownicza,
−
narzędzia,
−
odzież ochronna i sprzęt ochrony osobistej.
4.11.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) określić cel i temperaturę wyżarzania odprężającego dla żeliwa?
2) okreslić podstawowe gatunki żeliwa?
3) określić cele hartowanie powierzchniowego żeliwa?
4)
określić
wyposażenie do przeprowadzenia wyżarzania żeliwa o osnowie
ferrytyczno perlitycznej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
5. SPRAWDZIAN OSIĄGNIĘĆ
Instrukcja dla ucznia
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań dotyczących wykonywania prac z zakresu wykonywania
podstawowych operacji obróbki cieplnej.
Zadania: 1-12 to zadania, na które należy udzielić krótkiej odpowiedzi, 13-20 są to
zadania wielokrotnego wyboru i tylko jedna odpowiedź jest prawidłowa.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi:
− w zadaniach wielokrotnego wyboru zaznacz prawidłową odpowiedź X (w przypadku
pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie ponownie zakreślić
odpowiedź prawidłową),
− w zadaniach z krótką odpowiedzią wpisz odpowiedź w wyznaczone pole.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
8. Na rozwiązanie
testu
masz
60
min.
Powodzenia
Materiały dla ucznia:
−
instrukcja,
−
zestaw zadań testowych,
−
karta odpowiedzi.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
ZESTAW ZADAŃ TESTOWYCH
1. Zmiana układu krystalograficznego żelaza pod wpływem temperatury i ciśnienia nazywa
się ................................
2. Obróbkę cieplną stopów żelaza analizuje się na wykresie żelazo -węgiel. Na osiach
układu współrzędnych określono temperatury przemian w zależności od procentowej
zawartości ..............w stopach żelaza.
3. Zabieg obróbki cieplnej polegający na utrzymaniu stopów metali w stałej temperaturze
przez pewien czas nazywa się ...............................
4. Przemiany strukturalne zachodzące w czasie obróbki cieplnej zachodzą w stanie
skupienia ......................
5. Żelazo, którego największa rozpuszczalność węgla wynosi 0,02% nazywa się ..................
6. Mieszaninę ferrytu i cementytu uzyskuje się przy chłodzeniu stali o zawartości......... %C.
7. Odporność materiału na odkształcenia trwałe wskutek wciskania wgłębnika o określonym
kształcie nazywa się .................
8. Wysokie temperatury obróbki cieplnej możemy określić przy użyciu przyrządów
pomiarowych: pirometrów lub w przybliżeniu za pomocą ......................................
9. Celem hartowania jest otrzymania struktury martenzytycznej lub .........................
10. Zdolność do hartowania w głąb materiału nazywamy ......................
11. Obróbka cieplna, która występuje bezpośrednio po hartowaniu i ma na celu usunięcie
naprężeń hartowniczych to ..........................
12. Wyżarzanie......................jest przeprowadzane w temperaturze 100-150
0
C, stosuje się
po hartowaniu przedmiotów precyzyjnych w celu zachowania wymiarów.
13. Obróbka cieplna składa się z następujących zabiegów:
a) nagrzewania, chłodzenia.
b) nagrzewania, oziębiania, chłodzenia.
c) wygrzewania, chłodzenia.
d) nagrzewania, wygrzewania, chłodzenia.
14. Która z poddanych właściwości nie należy do właściwości mechanicznych:
a)
odporność na korozję,
b)
twardość,
c)
udarność,
d)
wytrzymałość na skręcanie.
15. Energię, którą należy dostarczyć, aby podgrzać 1 kg masy o 1
0
C to:
a)
ciepło parowania,
b)
ciepło topnienia,
c)
ciepło właściwe,
d)
współczynnik przewodności cieplnej.
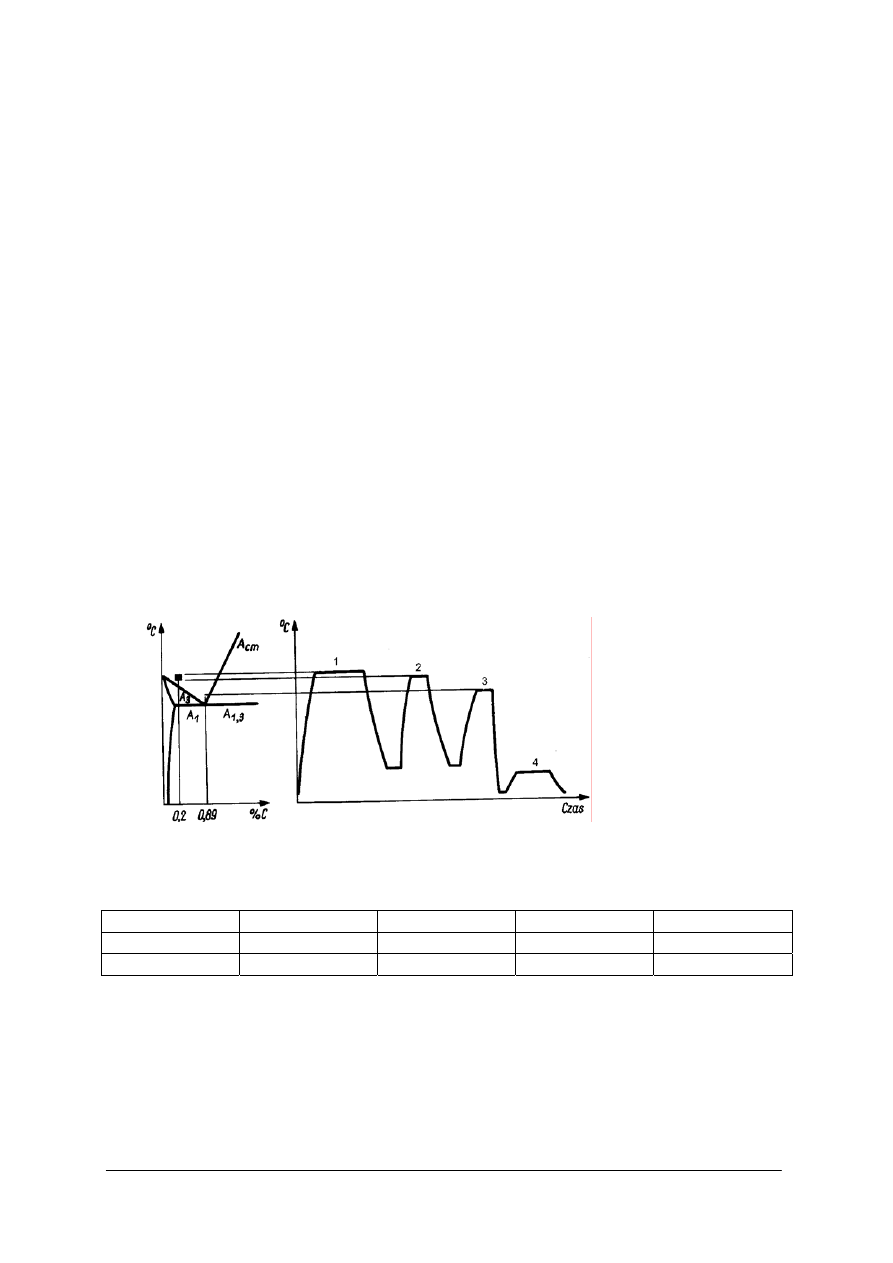
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
16. Do metod nieniszczących badania efektów obróbki cieplnej należą:
a) badania makroskopowe
b)
próba udarności
c)
pomiar twardości
d)
próba rozciągania.
17. Wlewki staliwne przed kuciem poddawane są:
a)
wyżarzaniu rekrystalizującemu.
b)
wyżarzaniu normalizującemu.
c)
wyżarzaniu odprężającemu.
d)
wyżarzaniu ujednorodniającemu.
18. Celem wyżarzania rekrystalizującego jest:
a) obniżenie twardości,
b) polepszenie
obrabialności stali narzędziowych,
c) zmniejszenie
naprężeń wewnątrz materiału bez wyraźnej zmiany struktury,
d) usunięcie skutków zgniotu.
19. Rysunek przedstawia nawęglanie i obróbkę cieplną stali. Cyfra 2 przedstawia:
a) nawęglanie,
b)
normalizowanie,
c)
odpuszczanie,
d)
hartowanie.
Rysunek do zadania 19 [10, s. 259]
20. Z tabeli poniższej wskaż stal, która nadaje się do nawęglania.
a b c d
Znak stali
St7
20
30
35
Zawartość
%
C 0,55 0,17-0,24 0,27-0,35 0,32-0,40
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
KARTA ODPOWIEDZI
Imię i nazwisko …………………………………………………….....................
Wykonywanie podstawowych operacji obróbki cieplnej
Zakreśl poprawną odpowiedź, wpisz brakujące części zdania.
Numer
zadania
Odpowiedź Punkty
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12
13. a b c d
14. a b c d
15. a b c d
16. a b c d
17. a b c d
18. a b c d
19. a b c d
20. a b c d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
6. LITERATURA
1. Chmielewski S., Szczepanik J.: Obróbka cieplna. Instytut Wydawniczy CRZZ, Warszawa
2. Dąbrowski A.: Pracownia techniczna. Obróbka cieplna. WSiP, Warszawa 1974
3. Dretkiewicz-Więch J.: Materiałowstwo. OBR, Warszawa1993
4. Fabijańczyk J.: Urządzenia do obróbki cieplnej. WSiP, Warszawa 1975
5. Famuła J., Mrowiec S., Nikiel J., Szumański T.: Tablice stali jakościowych.
Wydawnictwo „Śląsk”, Katowice 1963
6. Górecki A.: Technologia ogólna. WSiP, Warszawa 1984
7. Kozak B.: Mechanika techniczna. WSiP, Warszawa 2004
8. Kwiatkowski R.: Obróbka cieplna. WSiP, Warszawa 1975
9. Mac S.: Obróbka metali z materiałoznawstwem. WSiP, Warszawa 1994
10. Okoniewski S.: Technologia maszyn. WSiP, Warszawa 1999
11. Poradnik Warsztatowca Mechanika. WN-T, Warszawa 1969
12. Poradnik inżyniera. Obróbka cieplna stopów żelaza. WNT, Warszawa 1977
13. Sell L.: Ślusarstwo w pytaniach. WN-T, Warszawa 1987
14. Sękowski J., Piaskowski J., Wojtowicz Z.:, Atlas struktur znormalizowanych stopów
odlewniczych.WNT, Warszawa 1972
15. Struzik Cz.: Pracownia techniczna. PWSZ, Warszawa 1973
16. Wasiunyk P., Jarocki J.: Kuźnictwo i prasownictwo. WSiP, Warszawa 1977
17. Wesołowski K.: Metaloznawstwo i obróbka cieplna z ćwiczeniami. WSiP, Warszawa,
1976
18. Zawora J.: Podstawy technologii maszyn. WSiP, Warszawa 2001
Wyszukiwarka
Podobne podstrony:
05 Wykonywanie podstawowych operacji ślusarskich
06 Wykonywanie podstawowych robót ślusarskich
06 Wykonywanie prac z zakresu obróbki mechanicznej metali
SO Pliki Wsadowe wykonywanie podstawowych operacji na funkcjach
05 Wykonywanie podstawowych operacji
311[15] Z1 02 Wykonywanie podstawowych zabiegów obróbki i spajania materiałów
06 Wykonywanie podstawowych robót ślusarskich
05 Wykonywanie podstawowych operacji ślusarskich
06 Wykonywanie podstawowych robót ślusarskich
06 Wykonywanie podstawowych analiz ilościowych
05 Wykonywanie podstawowych operacji
CERAMIKA, Studia, Materiałoznastwo, Metaloznastwo i Podstawy Obrobki Cieplnej, Meteloznastwo
s1, Studia, Materiałoznastwo, Metaloznastwo i Podstawy Obrobki Cieplnej, Meteloznastwo
badania nieniszczace, Studia, Materiałoznastwo, Metaloznastwo i Podstawy Obrobki Cieplnej, Metelozna
METALE K, Studia, Materiałoznastwo, Metaloznastwo i Podstawy Obrobki Cieplnej, Meteloznastwo, Ściągi
Wytwarzanie kabli światłowodowych, Studia, Materiałoznastwo, Metaloznastwo i Podstawy Obrobki Ciepln
STALE SP, Studia, Materiałoznastwo, Metaloznastwo i Podstawy Obrobki Cieplnej, Meteloznastwo, Ściągi
PTS-Tworzywo sztuczne, Studia, Materiałoznastwo, Metaloznastwo i Podstawy Obrobki Cieplnej, Metelozn
więcej podobnych podstron