Archives of Waste Management
and Environmental Protection
Archiwum Gospodarki Odpadami
http://ago.helion.pl
ISSN 1733-4381, Vol. 10 (2008), p-55-64
Polietylen odpadowy – problematyczny odpad czy cenny surowiec
energetyczny ?
Hryb W.,
Katedra Technologii i Urządzeń Zagospodarowania Odpadów,
ul. Konarskiego,
18A44-100 Gliwice;
tel. (+48 32 237 21 04), fax (+48 32) 237 12 13,
e-mail: wojciech.hryb@polsl.pl
Streszczenie
W ostatnim czasie odpady foliowe w mediach określane są mianem odpadów szczególnie
niebezpiecznych dla środowiska. W marketach ogranicza się wydawanie foliowych toreb,
wprowadza się torby wielokrotnego użytku i nazywa je torbami ekologicznymi. W artykule
przedstawiono propozycję wykorzystania polietylenu odpadowego jako wartościowego
składnika paliwa formowanego. Zaprezentowano wyniki badań właściwości paliwa
formowanego zawierającego odpadowy polietylen i podano przykład zakładu, który tego
typu produkt pozyskuje w wyniku przetwarzania odpadów komunalnych i przemysłowych.
Abstract
Polyethylene form waste – whether problematic waste or energy resource?
Waste foil for the last time, especially in the media are referred to as particularly dangerous
for the environment. In the markets is limited to the issue of plastic bags, introduces the
reusable bags called them ecological. This paper presents a proposal for the use of
polyethylene waste as a valuable component of the formed fuel. It presented the results of
the research of the properties of formed fuel containing waste polyethylene and give an
example of the sorting plant, which obtains this type of product as a result of municipal and
industrial waste processing.
1. Wstęp
W Europie Zachodniej największe zużycie tworzyw sztucznych występuje w przemyśle
opakowań (33%), w budownictwie (20%) i elektrotechnice (10%) [1].
Struktura produkcji tworzyw sztucznych w Europie Zachodniej przedstawia się następująco
(dane z 2000 roku) [1]:
-
polietylen o małej gęstości PE-LD - 19%,

Archiwum Gospodarki Odpadami i Ochrony Środowiska, vol. 10(2008)
56
-
polietylen o dużej gęstości PE-HD – 10 %,
-
polipropylen PP – 12%,
-
polichlorek winylu PVC – 19%,
-
polistyren PS – 8%,
-
inne termoplasty – 12%,
-
tworzywa termoutwardzalne – 20%.
Tworzywa te są zużywane głównie w postaci wyrobów formowanych metodami
wtryskiwania i rozdmuchiwania (34%), folii i arkuszy (29%), rur i wyrobów spienionych
(10%), włókien, izolacji przewodów elektrycznych, tworzyw powłokowych i innych. Do
odpadów komunalnych trafia około 70% odpadów tworzyw sztucznych [1].
Odpady tworzyw sztucznych stanowią około 14% masy wszystkich odpadów komunalnych
[2]. Ze względu na swą małą gęstość mogą stanowić aż 40% ich objętości.
2. Recykling materiałowy polietylenu
Znane i stosowane są technologie recyklingu materiałowego polietylenu, w których
otrzymuje się produkt tylko nieznacznie różniący się właściwościami od surowca
pierwotnego. Możliwe jest również stosowanie technologii otrzymywania komponentów
paliw płynnych z odpadów polimerowych.
W przygotowaniu odpadów tworzyw sztucznych do dalszego przetwórstwa wyróżnić
można następujące etapy [1]:
1. sortowanie wstępne,
2. rozdrobnienie,
3. mielenie,
4. oddzielenie ciał obcych,
5. sortowanie tworzyw według rodzaju,
6. suszenie.
Produktem wejściowym kierowanym do instalacji są poszczególne rodzaje tworzyw
sztucznych, a produktem wyjściowym ich regranulaty. Na każdej linii technologicznej
materiał podczas regeneracji przechodzi przez wspólne podstawowe procesy [1]:
rozdrabnianie, czyszczenie, mycie, suszenie przemiałów i granulację.
Polietylen pochodzenia odpadowego (np. polietylen znajdujący się w strumieniu odpadów
komunalnych) jest zanieczyszczony innymi substancjami i z tego powodu nie nadaje się do
recyklingu materiałowego. Recykling materiałowy zanieczyszczonego polietylenu wiąże
się z wysokimi kosztami jego rozdrabniania, czyszczenia i mycia. Dlatego zanieczyszczony
polietylen winien być kierowany do instalacji odzysku energii – najlepiej jako komponent
paliwa formowanego wytwarzanego z odpadów komunalnych czy przemysłowych.

Archiwum Gospodarki Odpadami i Ochrony Środowiska, vol. 10(2008)
57
3. Energetyczne wykorzystanie folii z odpadów komunalnych
Folie stanowią około 30% masy tworzyw sztucznych znajdujących się w odpadach
komunalnych. Rynek tworzyw sztucznych oferuje szeroką gamę wyrobów foliowych
mających zastosowanie w różnych dziedzinach gospodarki. Są to: reklamówki, worki,
torebki, folie rolnicze, folia strech, folie wielowarstwowe, folie przemysłowe i budowlane.
Folie odgrywają istotną rolę w wielu dziedzinach naszego życia - pakujemy w nie produkty
spożywcze, używamy ich robiąc zakupy i zabezpieczając podłogi podczas malowania etc.
Folie występujące w odpadach komunalnych to głównie PE-HD, PE-LD i PP (folia z PCV
to głównie folia budowlana – jej udział w folii znajdującej się w odpadach komunalnych
jest znikomy). Folia wydzielona z tzw. ,,zmieszanych” odpadów komunalnych (np. przez
sortowacza w kabinie sortowania ręcznego) charakteryzuje się wysokim stopniem
zabrudzenia i zawilgocenia. Do jej powierzchni przylega często wilgotna frakcja
biologiczna i drobna frakcja mineralna (szczególnie w sezonie grzewczym zanieczyszcza ją
drobna frakcja popiołu pochodząca z pieców węglowych), co skutkuje jej niższą wartością
rynkową. W przypadku zanieczyszczonych tworzyw sztucznych koszty recyklingu
znacznie wzrastają z powodu konieczności dodatkowego oczyszczania, jak również
możliwość ich wykorzystania jako surowca wtórnego jest znacznie mniejsza.
Tego typu odpady pochodzące z handlu (centra handlowe, supermarkety itp.) czy
przemysłu charakteryzują się znacznie wyższą czystością, ponieważ są gromadzone
selektywnie w miejscu ich powstania i to one powinny trafić do recyklingu.
Rozsortowane surowce transportowane są do zakładów recyklingowych lub do zakładów
produkcji komponentu dla potrzeb rafinerii. Proces ich rozdrabniania i mycia wiąże się z
wysokimi kosztami, dlatego do recyklingu kierowane są głównie surowce o najmniejszym
zanieczyszczeniu. Z tego względu w większości sortowni nie wydziela się folii z odpadów
komunalnych zmieszanych (przylegająca do niej drobna frakcja mineralna przyczynia się
do szybszego zużycia noży w urządzeniach rozdrabniających, co powoduje zwiększenie
kosztów eksploatacyjnych).
Jednakże zakłady produkujące komponent dla potrzeb rafinerii dopuszczają do produkcji
surowce (PP, PE) zawierające niewielki udział zanieczyszczeń, takich jak piasek, szkło,
metale oraz folię różnokolorową, z nadrukiem i pokrytą aluminium. Jedna instalacja może
wyprodukować ok. 2,8 tys. ton komponentu dla potrzeb rafinerii, zatrudniając około 26
pracowników [3].
Popyt na surowiec wtórny odpadowego tworzywa sztucznego jako granulatu lub w postaci
zmielonej uzależniony jest w bardzo znacznym stopniu od cen ropy naftowej i produktów
jej przerobu, a tym samym od rynku ogólnoświatowego. Ceny granulatu z recyklingu
zależą ponadto od zmian na rynkach światowych cen wyrobów nowych. [4]
Obecnie w tzw. ,,balaście”, czyli pozostałości po procesie sortowania odpadów
komunalnych zmieszanych, trafiają w Polsce na składowisko duże ilości folii, jak również
papieru, tektury i tekstyliów, które ze względu na ich stopień zabrudzenia i zawilgocenia (a
często również niską opłacalność ich zbytu) nie są wydzielane w kabinie sortowania
ręcznego.
Archiwum Gospodarki Odpadami i Ochrony Środowiska, vol. 10(2008)
58
W badaniach przeprowadzonych w ramach realizacji pracy [5] dotyczących analizy
możliwości modernizacji sortowni w Polsce pod kątem wykorzystania frakcji balastowej
(na przykładzie sortowni w Rybniku), oceniono możliwość wykorzystania wybranych
składników tej frakcji jako komponentów paliwa oraz zaproponowano typoszereg urządzeń
pozwalający na jego otrzymanie i optymalizację procesu przetwarzania odpadów. Badania
przeprowadzono w różnych porach roku, aby uchwycić sezonowe wahania składu
morfologicznego odpadów. Instalacja sortowania, z której pobrano próbki do badań,
zlokalizowana jest na przedmieściach Rybnika przy składowisku odpadów komunalnych.
Jest to typowa instalacja sortowania dla warunków polskich. Instalacja ta składa się z
zespołu przenośników taśmowych, przesiewacza bębnowego i kabiny sortowniczej.
Przesiewacz bębnowy wyposażony jest w sito o średnicy oczek 25 mm, co pozwala na
wyseparowanie drobnej frakcji mineralnej. Głównym zadaniem przesiewacza jest
wyseparowanie frakcji popiołu i żużla, który w sezonie grzewczym stanowi znaczny udział
w odpadach komunalnych. W kabinie sortowniczej pracuje 4 pracowników
wysortowujących: szkło białe, butelki PET (kolorami), opakowania po chemii gospodarczej
(PP), metale i gruz. Przykładowe otrzymane wyniki przeprowadzonych badań w okresie
letnim (próbki do badań pobrano 27.06.2005, a przetwarzane w sortowni odpady
komunalne zmieszane pochodziły z zabudowy wysokiej - bloki) przedstawiono w tabeli
3.1. Wyniki są średnią arytmetyczną ze składu morfologicznego pięciu pobranych próbek.
Zawartość procentowa poszczególnych składników została przedstawiona w odniesieniu do
masy wilgotnej odpadów (stan roboczy).
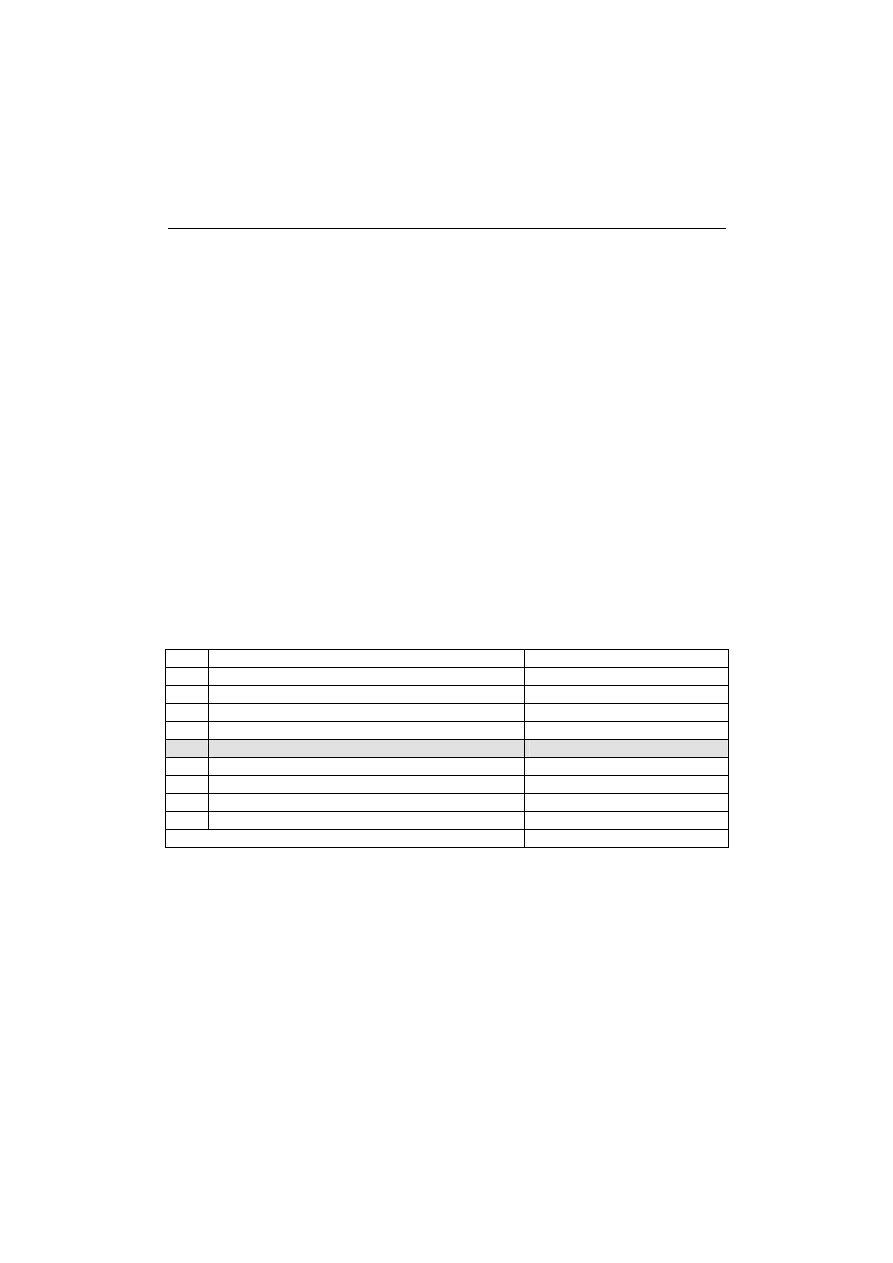
Tabela 3.1. Skład morfologiczny balastu trafiającego z sortowni odpadów zmieszanych na
składowisko (badania letnie) [5]
L.p.
Nazwa frakcji:
Udział [% m.w.]
I
Odpady frakcji o wielkości cząstek poniżej 10 mm
1,66
1
Odpady spożywcze pochodzenia roślinnego
18,56
2
Odpady spożywcze pochodzenia zwierzęcego
0,36
3
Odpady papieru i tektury
37,72
4
Odpady tworzyw sztucznych - głównie folie
23,38
5
Odpady materiałów tekstylnych
3,18
6
Odpady szkła
6,0
7
Odpady metali
0,74
8
Odpady organiczne pozostałe
7,06
Razem:
100 %
Produktem Zakładów Zagospodarowania Odpadów - obok surowców wtórnych do
recyklingu materiałowego czy chemicznego - powinny być także paliwa formowane
tworzone na bazie substancji palnej odpadów opakowaniowych. Znane ilości odpadów
opakowaniowych (papier, tektura, folia itp.) kierowanych do mieszanek paliwowych,
wykazywane byłyby później jako metoda odzysku ,,R1 – wykorzystanie jako paliwa lub
innego środka wytwarzania energii” - realizowana w elektrociepłowniach lub proces
unieszkodliwiania odpadów ,,D10 – termiczne przekształcanie odpadów w instalacjach lub
urządzeniach zlokalizowanych na lądzie” - realizowana w cementowniach. Daje to
możliwość realizacji procesów termicznych bez konieczności budowy drogich spalarni,
Archiwum Gospodarki Odpadami i Ochrony Środowiska, vol. 10(2008)
59
ponieważ wyprodukowane paliwo formowane znalazłoby zastosowanie w cementowniach i
elektrociepłowniach.
Konieczny jest dalszy rozwój technologii przemysłu produkującego materiały
opakowaniowe zmierzający do oszczędności stosowanych surowców, zwiększenia udziału
możliwości zastosowania w ich produkcji surowców i komponentów z recyklingu, jak
również do zminimalizowania ich negatywnego oddziaływania na środowisko.
Podejmując działania mające na celu zwiększenie efektywności utylizacji odpadów należy
uwzględniać koszty i aspekty środowiskowe tego procesu, np. w przypadku takich
opakowań jak folie (szczególnie folie wydzielone z odpadów komunalnych) ich utylizacja
(zebranie, rozdrobnienie, umycie, transport i inne procesy konieczne do ich recyklingu)
pochłania bardzo dużo energii przez co jest kosztowna i powoduje również więcej szkody
niż pożytku dla środowiska. Znacznie lepiej jest wykorzystać je do współtworzenia paliwa
formowanego, które potem można spalić w zakładach energetycznych – w ten sposób
każda jednostka energii wyzwolona z paliwa z odpadu przekłada się na analogiczną
redukcję popytu na paliwa kopalne wykorzystywane do generowania energii elektrycznej.
Do podobnych wniosków doszedł autor pozycji literaturowej [6].
Postęp w Polsce w zakresie budowy instalacji sortowania i przetwarzania odpadów jest
niewielki, a istniejące obiekty prezentują ograniczony stopień odzysku surowców i
produktów oraz niski stopień wyposażenia technicznego. Z tego powodu przeprowadzono
kompleksowe badania [5] wskaźników efektywności pracy i jakości otrzymywanych
produktów w zagranicznej instalacji wyposażonej w nowoczesny system maszyn i urządzeń
(separatory magnetyczne, wiroprądowe, separatory aerodynamiczne i inne). ZZO w Turku -
Finlandia to nowoczesny zakład umożliwiający przetworzenie odpadów: budowlanych,
przemysłowych, handlowych i komunalnych. W ciągu roku jest on w stanie przerobić 50-
100 tys. Mg odpadów, posiada zdolność przerobową około 28 Mg/godzinę. Maksymalną
wydajność ~100 tys. Mg/rok zakład jest w stanie osiągnąć przy pracy na dwie zmiany.
Głównym produktem zakładu jest paliwo formowane, którego głównym składnikiem jest
papier, tektura i folia. Folia stanowi około ~ 25% masy pozyskiwanego paliwa. Paliwo to
jest wykorzystywane w lokalnej ciepłowni. Udział poszczególnych komponentów w
paliwie formowanym pochodzącym z ZZO w Turku przedstawiono w tabeli 3.2. W wyniku
prowadzonego procesu technologicznego wydzielane są także wybrane surowce wtórne:
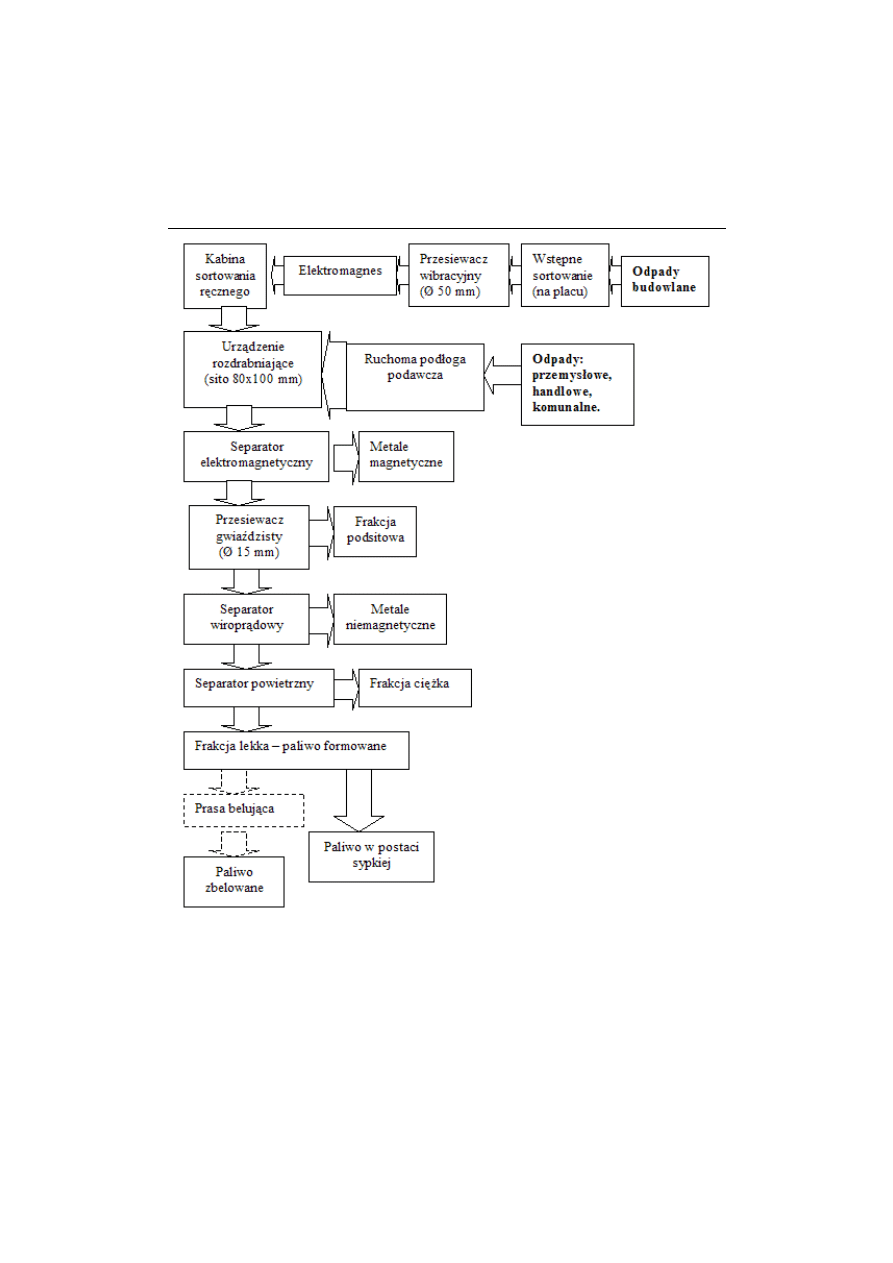
metale żelazne, nieżelazne i drobna frakcja mineralna. Przykładowy Zakład
Zagospodarowania Odpadów, którego głównym produktem jest paliwo formowane
przedstawiono na schemacie blokowym na rys. 3.1. (schemat blokowy ZZO w Turku
Finlandia).
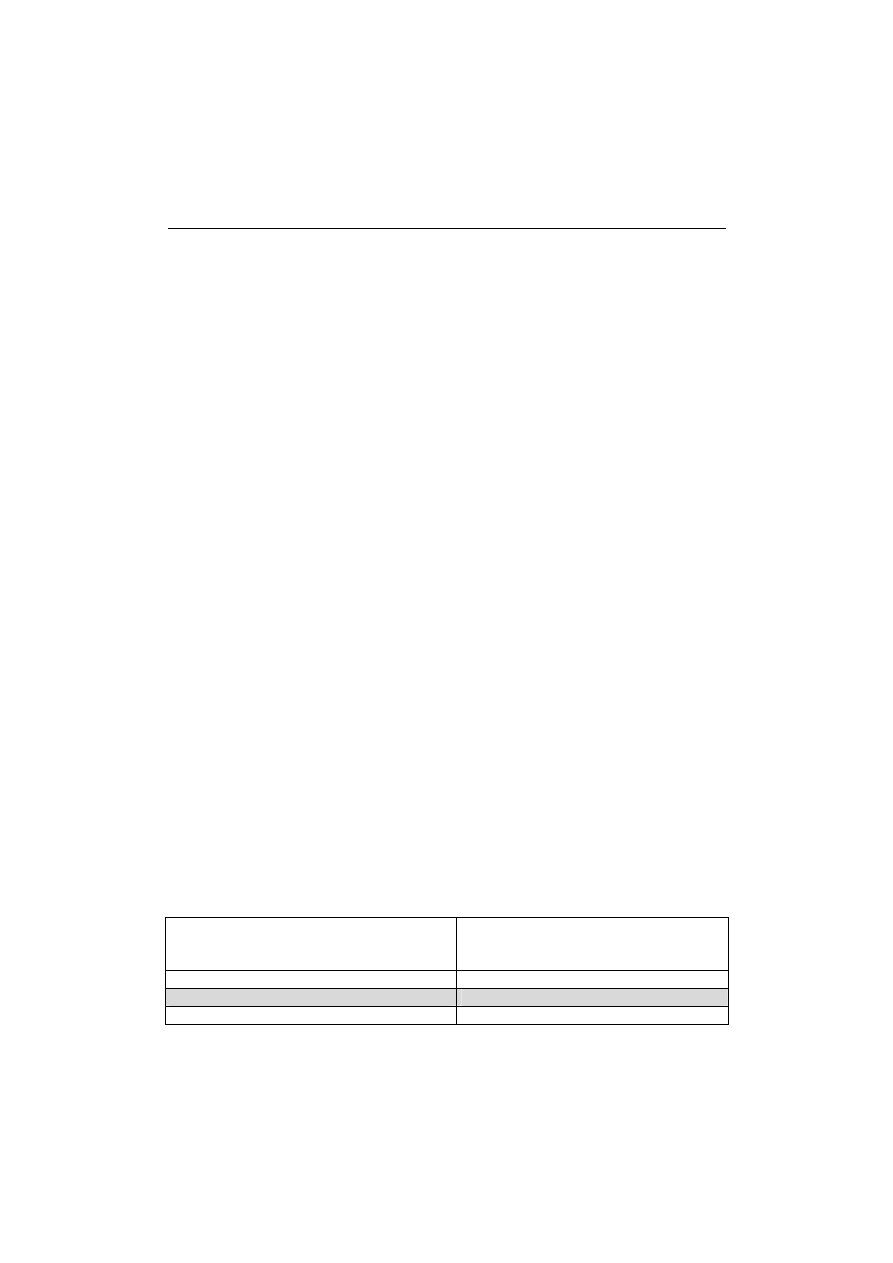
Tabela 3.2. Skład morfologiczny frakcji lekkiej (paliwa formowanego) z separatora
powietrznego [5].
Udział poszczególnych składników w paliwie
formowanym (frakcja lekka z separatora
powietrznego)
Skład morfologiczny (stan suchy)
[% m.s.]
Papier i tektura
44
Folia
25,7
Drewno
6,2
Archiwum Gospodarki Odpadami i Ochrony Środowiska, vol. 10(2008)
60
Tekstylia
9,5
Organika
0,6
Tworzywa sztuczne
5,4
Metale magnetyczne
0,1
Metale niemagnetyczne
1,1
Folie aluminiowane (metale niemagnetyczne)
1,5
Frakcja < 10 mm (drobne kawałki papieru,
folii, drewna)
5,9
Substancja palna nadająca się do termicznego wykorzystania stanowi 97% masy paliwa
formowanego (frakcji lekkiej z separatora powietrznego), co świadczy o właściwej
organizacji procesu przetwarzania odpadów.
Tworząc koncepcję technologiczną Zakładu Zagospodarowania Odpadów należy w
zależności od średniego składu morfologicznego odpadów na wejściu do instalacji tak
dobrać urządzenia i kolejność ich umiejscowienia w linii technologicznej, aby do paliwa
trafiły wybrane frakcje odpadów (komponenty paliwa). Proces sortowania i mieszania
składników paliwa formowanego należy tak przeprowadzić, aby miało ono jak najwyższą
wartość opałową, a zarazem zawierało jak najmniejszą ilość szkodliwych pierwiastków. Do
pierwiastków najbardziej niepożądanych w paliwie zaliczyć należy przede wszystkim
chlor, siarkę, metale takie jak ołów, rtęć i chrom. Dlatego proces separacji należy tak
prowadzić, aby frakcje szczególnie bogate w niepożądane pierwiastki nie trafiały do
produktu końcowego, jakim jest paliwo formowane [5].
Wyznaczone wskaźniki sortowalności poszczególnych frakcji dla zastosowanych urządzeń,
jak również wysoka czystość uzyskanych surowców i produktów, świadczą o wysokiej
skuteczności prowadzonych procesów. Zastosowany w odpowiednim miejscu linii
technologicznej separator powietrzny (TORNADO 2500–40) pozwala na pozyskanie ~
100% folii ze strumienia przetwarzanych odpadów [5].
Archiwum Gospodarki Odpadami i Ochrony Środowiska, vol. 10(2008)
61
Rys.3.1. Schemat blokowy przykładowej linii technologicznej pozyskania paliwa
formowanego ( schemat blokowy ZZO w Turku – Finlandia) [5].
W tabeli 3.3. przedstawiono wartość opałową badanego paliwa formowanego.
Archiwum Gospodarki Odpadami i Ochrony Środowiska, vol. 10(2008)
62
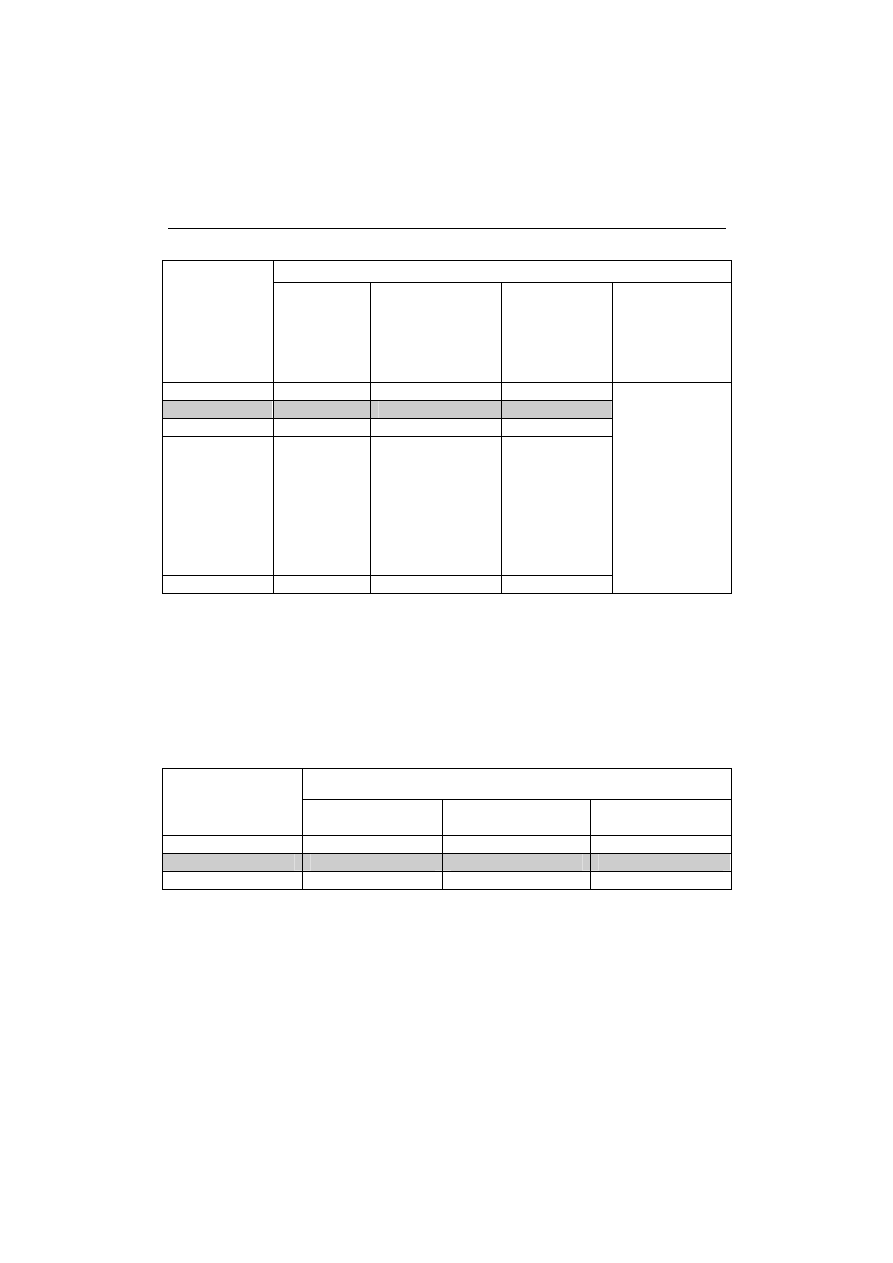
Tabela 3.3. Wartość opałowa badanego paliwa formowanego [5].
Wartość opałowa badanej mieszanki paliwa
Badane
komponenty
paliwa:
Udział
procentowy
frakcji
w paliwie
[% m.w.]
Średnia zawartość
wilgoci całkowitej
w poszczególnych
komponentach
[% m.w.]
Średnia
wartość
opałowa:
Wd
[kJ/kg m.w.]
Wartość
opałowa
badanego paliwa
Wd
[kJ/kg m.w.]
Papier i tektura
45,9
30
9 490
Folia
24,7
20
24 083
Tekstylia
9,5
25
13 792
Pozostałe
składniki
paliwa
(drewno,
tworzywa itp.)-
przyjęto na
podstawie
danych z [12 ]
17,7
22
17 580
balast
2,2
-
-
14 726
Wartość opałowa poszczególnych komponentów paliwa przedstawiona w tabeli 3.3. jest
dużo niższa w porównaniu z cytowanymi w literaturze danymi ze względu na to, że do
badań pobrane było paliwo formowane pochodzące z zawilgoconych odpadów
komunalnych zmieszanych; wilgoć, jak również przylegająca do poszczególnych
komponentów paliwa drobna frakcja mineralna, obniżyły jego wartość opałową.
Zawartość składników agresywnych w głównych komponentach paliwa przedstawiono w
tabeli 3.4.
Tabela 3.4. Zawartość składników agresywnych [5].
Średnia zawartość składników agresywnych
Badane komponenty
paliwa:
Azotany
[mgNO
3
/kg m.s.]
Siarczany
[mgSO
2
/kg m.s.]
Chlorki
[mgHCl/kg m.s.]
Papier i tektura
220,8
1231
1122
Folia
47,8
-
1463
Tekstylia
226,6
-
3 628
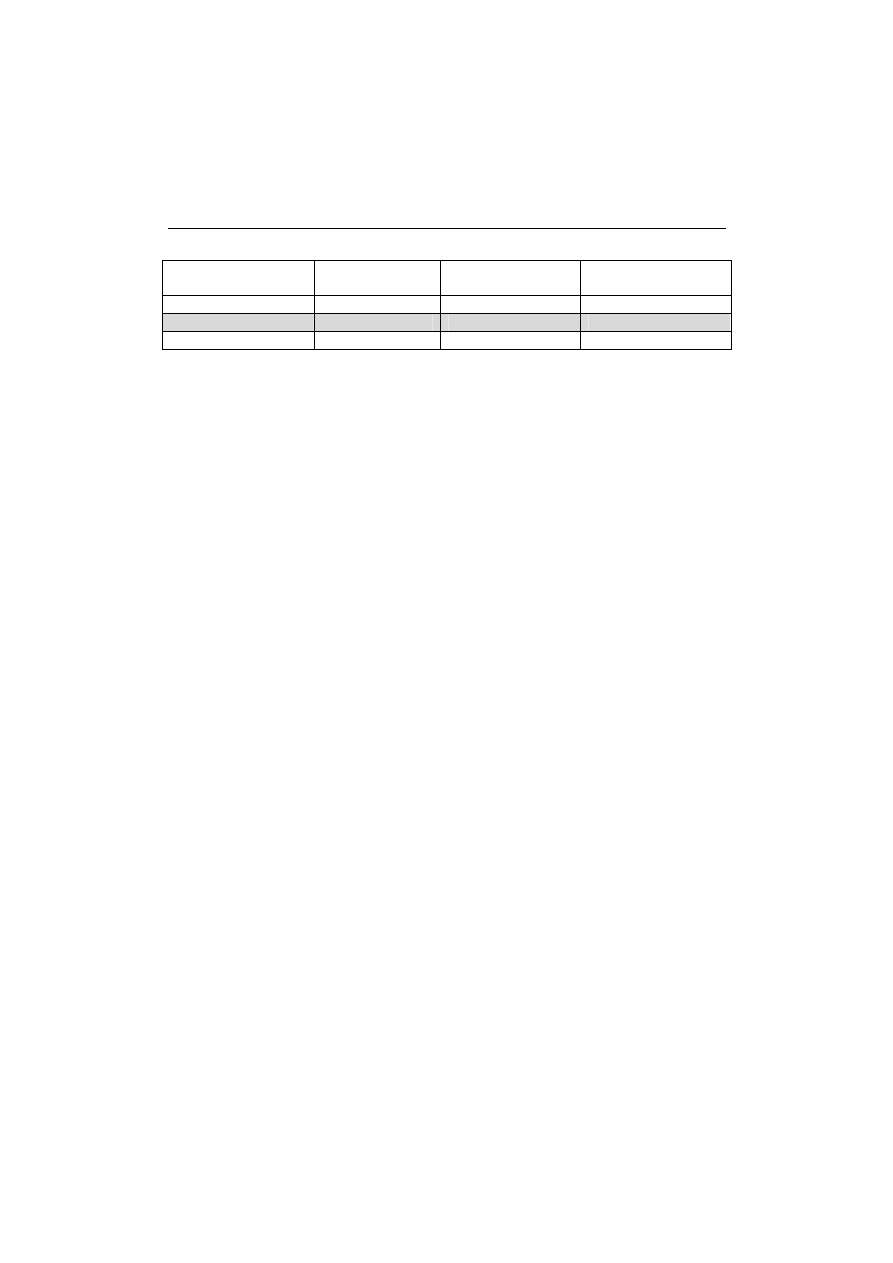
Zawartość części lotnych, palnych i popiołu w głównych składnikach paliwa przedstawiono
w tabeli 3.5.
Archiwum Gospodarki Odpadami i Ochrony Środowiska, vol. 10(2008)
63
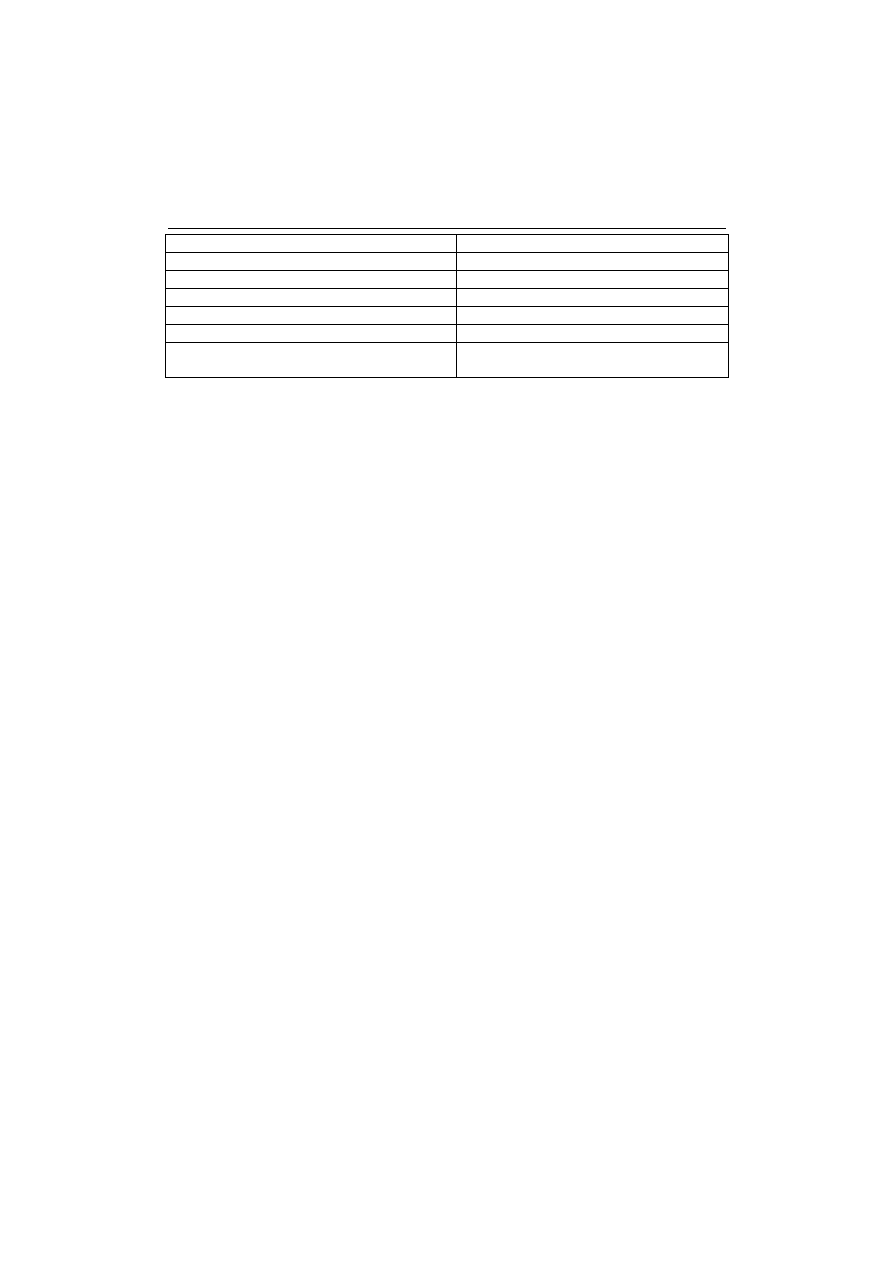
Tabela 3.5. Zawartość części lotnych, palnych i popiołu. [5]
Badane komponenty
paliwa:
Części lotne
[% m.s.]
Części palne
[% m.s.]
Części niepalne
(popiół) [% m.s.]
Papier i tektura
74,15
90
10
Folia
96,44
94,8
5,2
Tekstylia
78,46
94,5
5,5
4. Wnioski
Frakcje tworzyw sztucznych w balaście z instalacji sortowania stanowią głównie folie (PE-
LD, PE-HD i PP), które razem z frakcją papieru, tektury i tekstyliów mogą być po
rozdrobnieniu wyseparowane za pomocą separatora powietrznego. Tak uzyskana
mieszanka paliwowa stanowi produkt, którego sprzedaż pozytywnie wpłynie na rachunek
ekonomiczny zakładu zagospodarowania odpadów. Spalanie pozwoli na odzyskanie energii
zawartej w tworzywach, redukcję objętości odpadów kierowanych na składowisko oraz
zaoszczędzenie paliw pierwotnych.
Reasumując przedstawione wyniki badań można stwierdzić, że paliwo formowane
otrzymywane jako produkt z zakładów zagospodarowania odpadów - na przykładzie
badanych próbek z instalacji sortowania w Finlandii - wykazuje bardzo dobre właściwości
paliwowe. Jego skład elementarny oraz śladowa zawartość składników agresywnych
gwarantują niską emisyjność ze spalania tego paliwa. Dlatego tego typu technologie
powinny być wdrażane na szerszą skalę.
Istniejące w Polsce obiekty zagospodarowania odpadów rozbudować można o szereg
urządzeń pozwalających na otrzymywanie nowego produktu, jakim jest paliwo formowane,
co pozwoli na zwiększenie efektywności tych zakładów i zmniejszy strumień odpadów
trafiających na składowisko. Rozwiąże to problem niezagospodarowanej i zabrudzonej folii
trafiającej na składowisko.
Literatura
[1] Praca zbiorowa pod redakcją Skalmowskiego K.: Poradnik gospodarowania odpadami.
Wydawnictwo Dashoefer Sp. z o. o. W - wa 2001
[2] Krajowy Plan Gospodarki Odpadami 2010
[3] Ziaja J., Skutki obniżenia akcyzy,, Recykling’’2005 nr 10(58), s.34
[4] Bilitewski B., Hardtle G., Marek K.:,, Podręcznik Gospodarki Odpadami”, wyd. Seidel
– Przywecki” Sp. z o.o., Warszawa 2003
[5] Hryb W.:,, Analiza optymalizacyjna procesów segregowania i sortowania odpadów”
Rozprawa doktorska, maszynopis dostępny w bibliotece Politechniki Śląskiej, Gliwice,
12.2007
[6] Tomkins R. :,,Czy utylizacja śmieci powinna pójść do kosza” Financial Times
10.07.06 str. 3

Archiwum Gospodarki Odpadami i Ochrony Środowiska, vol. 10(2008)
64
Wyszukiwarka
Podobne podstrony:
90 Tryb rozkazujacy 2 id 48490 Nieznany (2)
grupa H klinimetria w sm id 705 Nieznany
90 Tryb rozkazujacy 2 id 48490 Nieznany (2)
90 170 1 SM
90 pytan id 48496 Nieznany (2)
8 b163 170 id 46854 Nieznany
do gieldy z neuro selmaj SM id Nieznany
90 id 48482 Nieznany
Abolicja podatkowa id 50334 Nieznany (2)
4 LIDER MENEDZER id 37733 Nieznany (2)
katechezy MB id 233498 Nieznany
metro sciaga id 296943 Nieznany
perf id 354744 Nieznany
interbase id 92028 Nieznany
Mbaku id 289860 Nieznany
Probiotyki antybiotyki id 66316 Nieznany
miedziowanie cz 2 id 113259 Nieznany
LTC1729 id 273494 Nieznany
D11B7AOver0400 id 130434 Nieznany
więcej podobnych podstron