„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Ryszard Baliński
Użytkowanie i obsługiwanie obrabiarek skrawających
722[02].Z2.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Igor Lange
mgr inż. Wiesław Wiejowski
Opracowanie redakcyjne:
mgr inż. Paweł Krawczak
Konsultacja:
mgr Małgorzata Sienna
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 722[02].Z2.03
„Użytkowanie i obsługiwanie obrabiarek skrawających”, zawartego w modułowym
programie nauczania dla zawodu operator obrabiarek skrawających.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Fizykochemiczne procesy zużycia obrabiarek
7
4.1.1. Materiał nauczania
4.1.2. Pytania sprawdzające
4.1.3. Ćwiczenia
4.1.4. Sprawdzian postępów
7
17
17
17
4.2. Smarowanie części maszyn
18
4.2.1. Materiał nauczania
4.2.2. Pytania sprawdzające
4.2.3. Ćwiczenia
4.2.4. Sprawdzian postępów
18
21
21
22
4.3. Zużycie i obsługiwanie eksploatacyjne obrabiarek
23
4.3.1. Materiał nauczania
4.3.2. Pytania sprawdzające
4.3.3. Ćwiczenia
4.3.4. Sprawdzian postępów
23
30
30
31
4.4. Odbiór, transport i fundamentowanie obrabiarek
32
4.4.1. Materiał nauczania
4.4.2. Pytania sprawdzające
4.4.3. Ćwiczenia
4.4.4. Sprawdzian postępów
32
43
43
44
4.5. Zasady bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej
i ochrony środowiska
45
4.5.1. Materiał nauczania
4.5.2. Pytania sprawdzające
4.5.3. Ćwiczenia
4.5.4. Sprawdzian postępów
45
46
47
47
5. Sprawdzian osiągnięć
48
6. Literatura
53

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik, będzie Ci pomocny w przyswajaniu wiedzy dotyczącej zasad użytkowania
i obsługiwania obrabiarek skrawających.
W poradniku zamieszczono:
−
wymagania wstępne określające umiejętności, jakie powinieneś posiadać abyś mógł bez
problemów rozpocząć pracę z poradnikiem,
−
cele kształcenia czyli wykaz umiejętności, jakie opanujesz w wyniku kształcenia
w ramach tej jednostki modułowej,
−
materiał nauczania, czyli wiadomości teoretyczne konieczne do opanowania treści
jednostki modułowej,
−
zestaw pytań sprawdzających,
−
ć
wiczenia zawierające polecenia, sposób wykonania oraz wyposażenie stanowiska pracy,
które pozwolą Ci ukształtować określone umiejętności praktyczne,
−
sprawdzian postępów pozwalający sprawdzić Twój poziom wiedzy po wykonaniu
ć
wiczeń,
−
sprawdzian osiągnięć opracowany w postaci testu, który umożliwi sprawdzenie Twoich
wiadomości i umiejętności opanowanych podczas realizacji programu danej jednostki
modułowej,
−
literaturę związaną z programem jednostki modułowej umożliwiającą pogłębienie Twej
wiedzy z zakresu programu tej jednostki.
Materiał nauczania został podzielony na pięć części. W pierwszej części znajdziesz
informacje związane z fizykochemicznymi procesami zużycia obrabiarek. W części drugiej
zawarte zostały podstawowe pojęcia związane ze smarowaniem części maszyn. Informacje na
temat zużycia i obsługiwania eksploatacyjnego obrabiarek zawarte zostały w części trzeciej.
Czwarta część poświęcona została zasadom odbioru, transportu i fundamentowania
obrabiarek. Ostatnia część zawiera informacje związane z bezpieczeństwem i higieną pracy
podczas użytkowania obrabiarek.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
722[02].Z2
Podstawy wykonywania obróbki
skrawaniem
722[02].Z2.03
Użytkowanie i obsługiwanie
obrabiarek skrawających
722[02].Z2.02
Charakteryzowanie obrabiarek
skrawających
722[02].Z2.01
Określenie zasad wykonywania
obróbki skrawaniem

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
komunikować się i pracować w zespole,
−
dokonywać oceny swoich umiejętności,
−
korzystać z różnych źródeł informacji,
−
rozpoznawać rodzaje rysunków stosowanych w dokumentacji technicznej,
−
odczytywać informacje podane na rysunku wykonawczym i złożeniowym,
−
wykonywać pomiary warsztatowe,
−
dobierać materiały konstrukcyjne,
−
rozpoznawać części maszyn i mechanizmów,
−
określać zasady obróbki skrawaniem,
−
charakteryzować obrabiarki skrawające,
−
analizować treść zadania, dobierać metody i plan rozwiązania,
−
samodzielnie podejmować decyzje,
−
przestrzegać przepisów bhp, ochrony przeciwpożarowej i ochrony środowiska.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3.
CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
scharakteryzować fizykochemiczne procesy powodujące zużycie i uszkodzenie obrabiarek,
−
scharakteryzować rodzaje tarcia oraz wskazać sposoby jego zmniejszania,
−
określić rodzaj uszkodzenia obrabiarki oraz jego objawy,
−
scharakteryzować obsługę techniczną obrabiarek skrawających,
−
wyjaśnić sterowanie przebiegiem pracy obrabiarek,
−
obsłużyć mechanizmy obrabiarek skrawających,
−
obsłużyć napędy obrabiarek skrawających,
−
obsłużyć urządzenia sterujące,
−
określić zasady ustawiania i fundamentowania obrabiarek skrawających,
−
wykonać konserwację obrabiarki zgodnie z Dokumentacją Techniczno-Ruchową,
−
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej i ochrony
ś
rodowiska podczas użytkowania i obsługiwania obrabiarek.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Fizykochemiczne procesy zużycia obrabiarek
4.1.1. Materiał nauczania
Eksploatacja maszyn obejmuje całość zagadnień związanych z ich użytkowaniem,
począwszy od momentu zakupu aż do zakończenia eksploatacji.
Warunkiem racjonalnego użytkowania maszyn jest dysponowanie środkami organizacyjnymi
i technicznymi, niezbędnymi do zapewnienia pełnej gotowości technologicznej i niezawodności.
Można to osiągnąć między innymi przez zapewnienie prawidłowej konserwacji maszyn oraz
staranne wykonywanie niezbędnych napraw.
Jedną z przyczyn zużycia maszyn i urządzeń jest istnienie tarcia w ich zespołach
i elementach.
Tarcie to zjawiska przeciwdziałające ruchowi względnemu stykających się ze sobą
dwóch ciał (tarcie zewnętrzne) lub elementów tego samego ciała (tarcie wewnętrzne).
W przyrodzie tarcie jest zjawiskiem powszechnym i stanowi podstawową przyczynę
niszczenia części maszyn i utraty ich właściwości użytkowych. Wywołuje powstawanie
ubytku materiału z powierzchni i narastanie zmian w warstwie wierzchniej materiału.
Towarzyszą mu: korozja, erozja, odkształcenie plastyczne itp. Tarcie i towarzyszące mu
zużywanie części maszyn z reguły prowadzą do pogorszenia się jakości powierzchni części
trących, co powoduje utratę ich właściwości użytkowych lub nawet konieczność wycofania
z eksploatacji, a także pęknięcia lub złamania części przy dostatecznie dużym zmniejszeniu
ich przekroju, co zawsze jest przyczyną awarii.
Tarcie powoduje straty energii, zużywanie powierzchni części współpracujących i wzrost
ich temperatury, a także drgania i efekty akustyczne. Nie można uniknąć tarcia, natomiast
można je złagodzić przez zmianę jego rodzaju.
W urządzeniach mechanicznych tarcie występuje we wszystkich zespołach
i mechanizmach ruchowych. Może mieć charakter pozytywny (pożądany), z czym mamy do
czynienia w takich zespołach, jak: sprzęgła cierne, hamulce, niektóre napędy cięgnowe (paski
klinowe), przekładnie cierne i inne, lub negatywny, gdy powoduje niepożądane opory ruchu,
a przez to straty energii i zużywanie części współpracujących – np. w łożyskach,
przekładniach zębatych, prowadnicach i różnego rodzaju przegubach.
Rozróżnia się tarcie wewnętrzne i zewnętrzne. Tarcie wewnętrzne to opór powstający
między elementami jednego ciała. W ciałach stałych tarcie jest uzależnione od właściwości
tłumiących materiałów, natomiast w płynach od lepkości. Opory tarcia wewnętrznego
wynikają z istnienia sił kohezji (sił wzajemnego przyciągania się cząsteczek ciała) i zależą od
swobody przemieszczania się tych cząsteczek. Najmniejsze występują w gazach, a największe
w ciałach stałych. Tarcie wewnętrzne występuje również w cieczy podczas przesuwania
względem siebie dwóch ciał oddzielonych całkowicie warstwą cieczy. Nazywa się je tarciem
płynnym, gdyż jest wywołane oporem wewnętrznym warstwy płynu – środka smarnego.
Tarcie zewnętrzne występuje w obszarze styku dwu ciał stałych będących w ruchu lub
wprawianych w ruch bez udziału czynnika smarowego. Jeżeli po wierzchnie styku tych ciał są
elementami idealnie sztywnymi i pozbawionymi błędów kształtu i chropowatości, to opory
tarcia zewnętrznego są wynikiem oddziaływania sił powierzchniowych (adhezji). Jeżeli tarciu
podlegają elementy maszyn, to między nimi występują nie tylko oddziaływania o charakterze
adhezyjnym, ale również oddziaływania mechaniczne spowodowane nierównościami
współpracujących powierzchni. Stąd opory tarcia zewnętrznego to pokonywanie zarówno sił
adhezyjnych, jak i spójności. Na rysunku 1 przedstawiono klasyfikację rodzajów tarcia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Rodzaje tarcia
Ze względu na rodzaj styku
Ze względu na rodzaj ruchu
Ze względu na cechy styku
Suche
Płynne
Graniczne
Mieszane
Spoczynkowe
Ruchowe
Ś
lizgowe
Toczne
Rys. 1. Rodzaje tarcia [4].
Tarcie spoczynkowe (statyczne) występuje wtedy, kiedy dwa ciała nie przemieszczają się
względem siebie i jest równe sile, jakiej należy użyć, aby wprowadzić w ruch jedno ciało
względem drugiego.
Tarcie ruchowe (kinetyczne) występuje wtedy, kiedy dwa ciała ślizgają się lub toczą po
sobie. Siła tarcia przeciwstawia się wówczas ruchowi i powstają opory tarcia, których
pokonanie wymaga odpowiednich sił. W odróżnieniu od tarcia spoczynkowego, tarcie
ruchowe zawsze wywołuje zużycie elementów trących. Dzieli się je na toczne (potoczyste)
oraz ślizgowe (posuwiste).
Tarcie toczne występuje np. w łożyskach tocznych, przekładniach zębatych oraz
w układzie koło – szyna. Tocząca się rolka powinna stykać się z teoretycznie gładką
powierzchnią. W praktyce rolka ta odkształca się, wywierając pewien nacisk na powierzchnię,
która również ulega odkształceniu. Następują sprężyste, a niekiedy nawet plastyczne
odkształcenia obu materiałów, powodując tzw. styk strefowy elementów. W strefie tej
występuje tarcie ślizgowe zewnętrzne na po wierzchni elementów oraz tarcie wewnętrzne
w odkształconej warstwie wierzchniej. Źródłem oporów tarcia tocznego są mechaniczno-
molekularne oddziaływania, zachodzące na styku elementów podczas ich przetaczania.
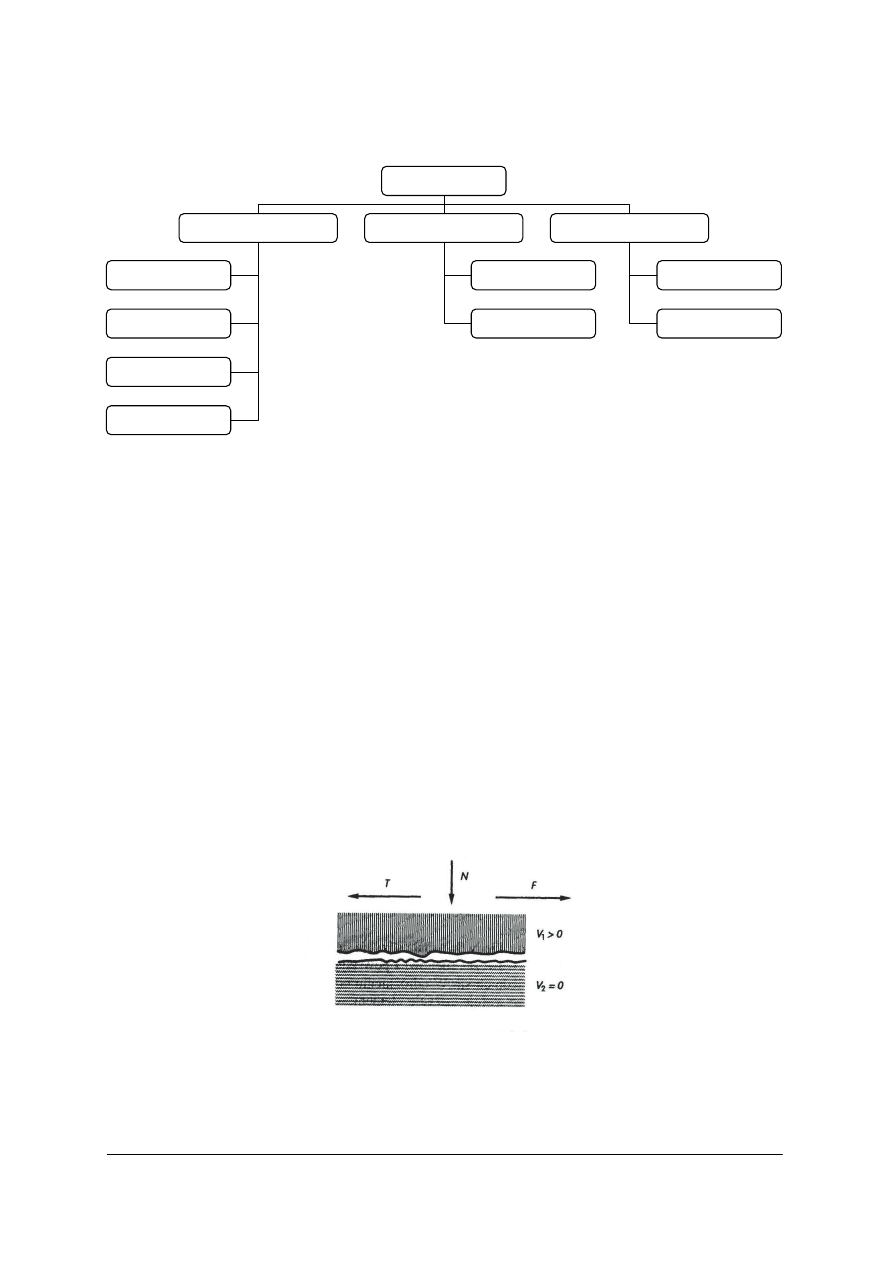
Tarcie ślizgowe (rys. 2) występuje przy postępowym, postępowo-zwrotnym, obrotowym,
obrotowo-zwrotnym lub wiertnym ruchu względnym współpracujących elementów.
Rys. 2. Model tarcia ślizgowego [4].
Siła tarcia ślizgowego obliczana jest ze wzoru:
N
T
⋅
=
µ
[N]
gdzie: N – siła dociskająca powierzchnie trące w N,
µ – współczynnik tarcia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Wartość współczynnika tarcia ślizgowego zależy m.in. od rodzaju materiałów oraz od
stanu ich powierzchni. W odniesieniu do metali zawiera się ona w granicach 0,10–0,25
(tabl. 1). Tarcie ślizgowe występuje w większości urządzeń mechanicznych.
Tabela 1. Wartości współczynnika tarcia suchego niektórych materiałów [4].
Skojarzenie
Współczynnik
tarcia µ
Skojarzenie
Współczynnik
tarcia µ
Stal-żeliwo
Stal-stal
Stal-mosiądz
ś
eliwo-żeliwo
Mosiądz-żeliwo
0,18
0,10
0,15
0,16
0,15
Stal-miedź
Stal-polistry
Stal-poliamidy
Stal-teflon
Stal-szkło
0,10
0,11
0,05
0,04
0,08
Warunki pracy poszczególnych mechanizmów maszyn są różne i zależą od:
−
rodzaju tarcia uwarunkowanego rodzajem ruchu (ślizgowe, toczne), kształtu
geometrycznego powierzchni trących oraz obciążenia, rodzaju tarcia uwarunkowanego
smarowaniem lub jego brakiem (suche, płynne, mieszane, graniczne),
−
obciążenia wywołującego naprężenia wewnętrzne materiału części trących,
−
prędkości poślizgu lub toczenia,
−
temperatury otoczenia,
−
obecności środowiska agresywnego korozyjnie,
−
wnikania między trące powierzchnie niepożądanych ciał obcych,
−
jakości
procesu
eksploatacji
(tzn.
użytkowania,
obsługiwania
i
płynami
eksploatacyjnymi, takimi jak środki smarne i paliwa),
−
przepływu prądu elektrycznego (w szczególnych przypadkach).
W wyniku zużywania części maszyn następuje pogorszenie się stanu technicznego
i użyteczności maszyn, co objawia się zmniejszeniem ich sprawności mechanicznej,
wzrostem temperatury i natężenia hałasu podczas pracy maszyny oraz występowaniem
nadmiernych drgań na skutek:
−
tarcia powodującego niszczenie warstwy wierzchniej par trących,
−
zmęczenia prowadzącego do powstania przełomów w wyniku działania zmiennych obciążeń,
−
korozji przeważnie obniżającej wytrzymałość i zmianę składu warstwy wierzchniej
materiału,
−
erozji, naruszającej powierzchnię poddaną przepływowi czynnika gazowego lub ciekłego.
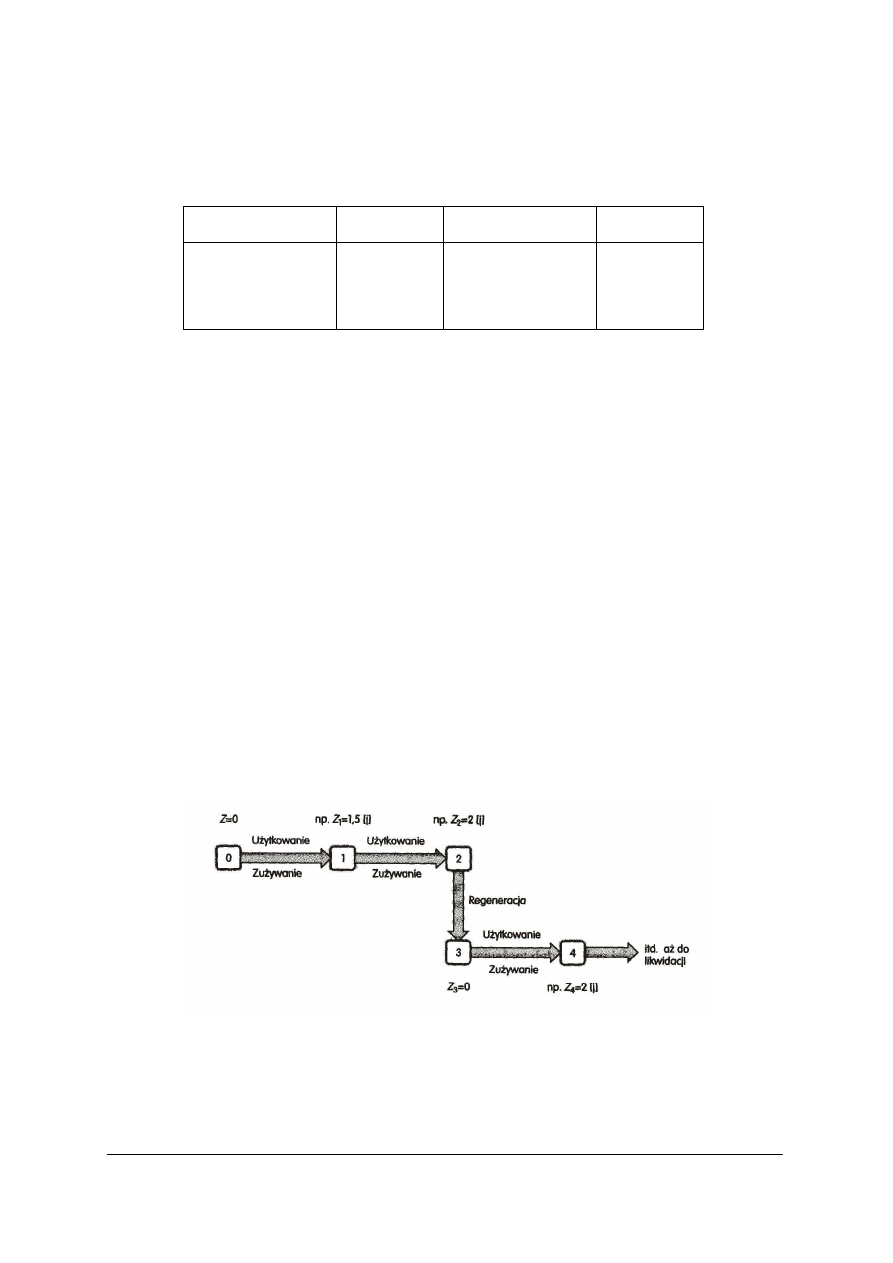
Rys. 3. Zużywanie jako proces i zużycie jako stan części: j – jednostka zużycia (miara), Z
j
– zużycie mierzone
jako zmiana masy, wymiarów liniowych lub objętości, 0,1,2,.. stan obiektu w chwili obserwacji [4].
Zużywanie to proces zmian stanu części, węzła kinematycznego, zespołu lub całej
maszyny powodujący utratę ich właściwości użytkowych. Niekiedy jednak zmiany mogą
wpływać korzystnie bądź stabilizująco na te właściwości. Na przykład podczas docierania
maszyny następuje polepszenie jej właściwości użytkowych, chociaż może temu towarzyszyć
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Zużywanie części maszyn
Mechaniczne
Korozyjne
Korozyjno-mechaniczne
Tarcie
Przekroczenie wytrzymałości
Korozja chemiczna
Korozja elektro-chemiczna
Korozja naprężeniowa
Korozja zmęczeniowa
Korozja-erozja
niewielki ubytek materiału warstw wierzchnich elementów współpracujących. Natomiast
zużycie to stan poszczególnych części, węzła kinematycznego, zespołu lub maszyny na
określonym etapie procesu zużywania. Przedstawiono to na rysunku 3
Zużywania nie da się uniknąć, ale można i należy je opóźniać. Ze względu na rodzaj
oddziałującego czynnika rozróżnia się zużywanie mechaniczne, korozyjne i korozyjno-
mechaniczne (rys. 4).
Rys. 4. Rodzaje zużywania części maszyn [4].
W urządzeniach mechanicznych podstawowymi częściami trącymi są:
−
łożyska ślizgowe poprzeczne pracujące w ruchu obrotowym – tarcie ślizgowe,
−
łożyska ślizgowe poprzeczne pracujące w ruchu obrotowo-zwrotnym (wahadłowym) –
tarcie ślizgowe,
−
prowadnice pracujące w ruchu posuwisto-zwrotnym – tarcie ślizgowe,
−
przekładnie zębate pracujące z reguły przy tarciu ślizgowo-tocznym,
−
łożyska toczne o różnym profilu elementu tocznego i różnym kierunku przenoszenia sił
(wzdłużne, poprzeczne) pracujące przy tarciu tocznym,
−
napędy krzywkowe pracujące przy tarciu tocznym lub ślizgowym.
Trwałość elementów maszyn zależy od tego, czy między współpracującymi
powierzchniami występuje tarcie toczne czy ślizgowe. Należy dążyć do zmniejszania tarcia
ś
lizgowego przez zastosowanie elementu pracującego w warunkach tarcia tocznego oraz
dobór odpowiednich środków smarnych. W wyniku tarcia następuje:
−
ubytek materiału z powierzchni tarcia,
−
zmiana właściwości warstwy wierzchniej (zwykle zmniejsza się odporność na
zużywanie),
−
pogarszanie jakości powierzchni tarcia, zwiększenie chropowatości, powstanie rys,
pęknięć powierzchniowych i jam po wyrwanych cząstkach materiału.
Zjawiska cieplne, które towarzyszą tarciu, powodują zmiany strukturalne w warstwach
wierzchnich, w związku z czym zmniejsza się ich twardość i wytrzymałość. Przeróbka
plastyczna i prawidłowo przeprowadzona obróbka skrawaniem uodparnia tę warstwę przed
zużywaniem, natomiast tarcie powoduje takie odkształcenia mechaniczne i zmiany termiczne,
w wyniku których szybciej się ona zużywa. W miarę ubytku materiału z powierzchni,
odkształcenie i inne zmiany postępują w głąb materiału. Wskutek deformacji powierzchni,
gdy występy nie mają kształtu ostrza, lecz są zaokrąglone, następuje wyrywanie cząstek
materiału. Jest to powszechne niemal we wszystkich przypadkach tarcia suchego.
Łagodniejsze tarcie to jednocześnie mniejsze zmiany w warstwie wierzchniej i mniejszy
ubytek materiału, a więc powolniejszy proces zużywania. Dlatego podstawowym zadaniem
eksploatatora jest stworzenie takich warunków, w których wartość współczynnika tarcia
będzie jak najmniejsza.
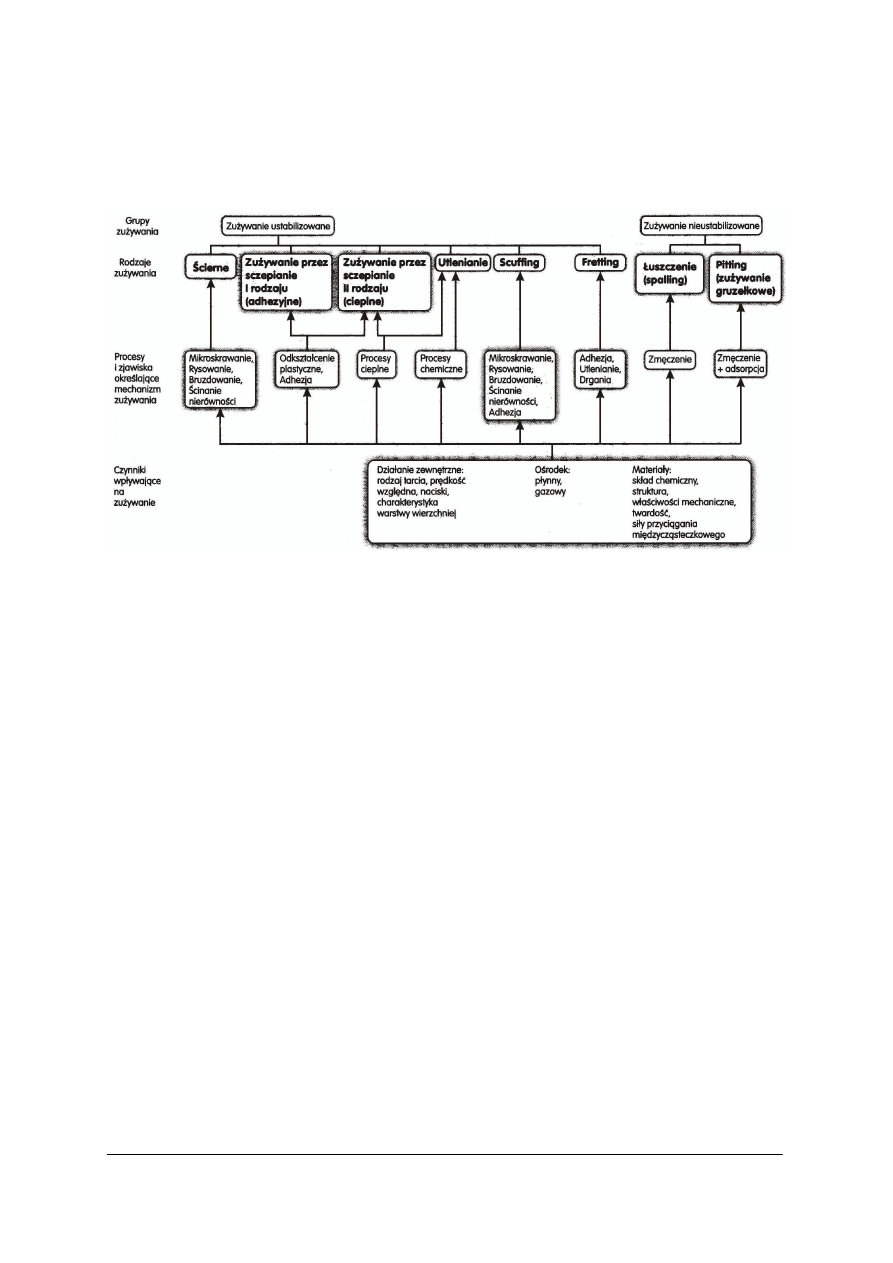
W praktyce występuje głównie zużywanie mechaniczne, które można po dzielić na dwie
grupy (rys. 5):

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
−
zużywanie ustabilizowane,
−
zużywanie nieustabilizowane.
Podczas zużywania ustabilizowanego ubytek materiału z powierzchni następuje przez
cały czas trwania procesu. W przypadku zużywania nieustabilizowanego w warstwie
wierzchniej elementu przez pewien czas zauważa się jedynie zmiany jakościowe, takie jak
zgniot czy narastanie mikropęknięć, a zauważalny ubytek materiału występuje znacznie
później.
Do zużywanie ustabilizowanego zalicza się zużywanie: ścierne, przez sczepianie I i II
rodzaju, w wyniku utleniania oraz scuffing i fretting (terminy te objaśniono na str. 12).
Zużywanie
ś
cierne
to
proces
niszczenia
warstw
wierzchnich
elementów
współpracujących ze sobą w wyniku skrawającego, bruzdującego, rysującego i ścinającego
oddziaływania nierówności powierzchni lub cząstek ciał obcych (ścierniwa) oraz produktów
zużywania znajdujących się między tymi powierzchniami. Proces ten wywołują:
mikroskrawanie, rysowanie, ścinanie i odrywanie nierówności oraz bruzdowanie.
Zużywanie ścierne to zjawisko typowe dla tarcia suchego. Jego intensywność jest bardzo
duża. W czystej formie występuje rzadko — np. w przegubach gąsienic pojazdów
gąsienicowych lub podczas tarcia elementów roboczych maszyn ziemnych o skrawany grunt.
Powierzchnia tarcia przypomina powierzchnię po szlifowaniu zgrubnym, jest czysta, nie ma
ś
ladów sczepień ani głębokiego wyrywania. Warstwa wierzchnia jest zazwyczaj odkształcona
jedynie sprężyście.
Zużywanie przez sczepianie I rodzaju (przez sczepianie tarciowe, adhezyjne) to proces
intensywnego niszczenia powierzchni tarcia z plastycznym odkształceniem warstwy
wierzchniej. Pojawiają się wówczas miejscowe sczepienia (połączenia) metaliczne obu
powierzchni trących oraz następuje ich niszczenie w wyniku odrywania cząstek metalu.
Powierzchnia tarcia ma rysy, których kierunek odpowiada kierunkowi ruchu. Takie
zużywanie występuje przy stosunkowo niewielkich prędkościach względnych, dużych
naciskach i zbyt ubogim smarowaniu. Po zbliżeniu się występów nierówności powierzchni na
odległość działania sił międzyatomowych następuje ich sczepianie tarciowe, a następnie
ś
cinanie tych połączeń. Procesowi temu towarzyszy niezbyt wysoka temperatura, dlatego
mówi się o zgrzewaniu na zimno. W jego wyniku następuje zwiększenie chropowatości
i powstawanie głębokich wyrw na powierzchniach elementów trących połączone
z nalepianiem cząstek metalu, umocnienie warstwy wierzchniej elementów oraz obniżenie ich
wytrzymałości zmęczeniowej. Skuteczną metodą przeciwdziałającą temu procesowi jest
obfitsze smarowanie.
Zużywanie przez sczepianie II rodzaju (przez zrastanie tarciowe, cieplne) występuje
podczas intensywnego niszczenia powierzchni metali wskutek tarcia ślizgowego i jest
wywołane nagrzaniem strefy tarcia do temperatury zmiękczenia metalu. Występuje w wyniku
dużych nacisków i dużych prędkości względnych. Warstwa wierzchnia zostaje wyraźnie
i głęboko odkształcona. Powierzchnia tarcia jest bardzo chropowata, ma kolor srebrny lub
ciemnoniebieski, co świadczy o jej wysokiej temperaturze. Taki wygląd powierzchni
wskazuje na brak środka smarnego oraz na zbyt częste i długotrwałe przeciążenia powodujące
tarcie suche. Wystąpienie pierwszych śladów takiego zużycia (spowodowanych np.
chwilowym brakiem środka smarnego) utrudnia uzyskanie stabilnej warstwy smarnej, zwanej
klinem smarowym. Zużycie takie uniemożliwia dalszą pracę mechanizmów precyzyjnych,
a nawet zespołów maszynowych. Usunięcie skutków zużywania cieplnego, nawet
w początkowej fazie, wymaga naprawy.
Zużywanie w wyniku utleniania występuje na skutek reakcji metalu z tlenem, zarówno
podczas tarcia ślizgowego, jak i tocznego, i jest typowe dla części obficie smarowanych.
Podczas tarcia tocznego towarzyszy mu zawsze zużywanie zmęczeniowe (łuszczenie, pitting).
Powierzchnia tarcia jest czysta, przeważnie błyszcząca, pokryta dość dużymi, czasem
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
błyszczącymi różnobarwnymi plamami – od srebrnej do jasnoniebieskiej lub jasnobrunatnej.
Warstwa wierzchnia jest nieznacznie odkształcona. Proces ten występuje w urządzeniach
mechanicznych, szczególnie w przypadku tzw. tarcia granicznego. Intensywność procesu jest
najmniejsza w porównaniu z innymi rodzajami zużywania, zatem należy tworzyć warunki
sprzyjające zużywaniu przez utlenianie, a eliminować zużywanie przez sczepianie.
Rys. 5. Grupy i rodzaje zużywania mechanicznego metalowych części maszyn w wyniku tarcia [4].
Scufjing (ang. scuff – zdzierać) to gwałtowne zużywanie ścierne i adhezyjne,
spowodowane przerwaniem warstwy smarnej (w wyniku dużego obciążenia) lub
zastosowania zbyt cienkiej warstwy smarnej. Podczas procesu następuje łączenie i rozrywanie
połączeń wierzchołków nierówności współpracujących powierzchni. Scuffing może być
lekki, umiarkowany i intensywny – przy intensywnym występuje zadzieranie powierzchni
współpracujących elementów (pod wpływem ciepła). Scuffing powoduje zachwianie
równowagi termicznej i mechanicznej w węzłach tarcia, czego wynikiem jest lawinowy
proces zużywania.
Fretting (ang. frett – wgryzać, strzępić) to zużywanie mechaniczne połączeń
spoczynkowych poddanych drganiom. W procesie tym występuje jednoczesne oddziaływanie
adhezyjne (sczepianie) oraz intensywne utlenianie. Ponieważ powierzchnia zużyta jest
podobna do powierzchni skorodowanej, czasami fretting jest mylnie klasyfikowany jako
zużywanie korozyjne.
Zużywanie nieustabilizowane przez łuszczenie (spalling – ang. spali – odprysk) jest
procesem dynamicznym, zmęczeniowym, występującym podczas tarcia tocznego przy braku
lub niedostatku środka smarnego, np. w przekładniach zębatych i łożyskach. Polega na
stopniowym narastaniu naprężeń w warstwie wierzchniej, a następnie tworzeniu
i rozprzestrzenianiu się mikropęknięć prowadzących do wypadania cząstek materiału
z podłoża. Na powierzchniach tarcia powstają kratery i wżery. Pierwsze mikropęknięcie
pojawia się w miejscu największego wytężenia materiału w wyniku wielokrotnego działania
maksymalnych naprężeń stycznych. Szybko powstają kolejne mikropęknięcia. W wyniku ich
łączenia płatki materiału oddzielają się, pozostawiając wgłębienia w kształcie ściętego stożka.
Powierzchnia tarcia nie wykazuje śladów mikroskrawania i między wżerami pozbawiona jest
ś
ladów ścierania. Procesowi łuszczenia towarzyszy utlenianie odsłoniętego materiału warstwy
wierzchniej.
Zużywanie gruzełkowe (pitting – ang. pitt – wgłębienie) spowodowane jest tarciem
tocznym w obecności środka smarnego. Proces zużywania w porównaniu z łuszczeniem ma
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
charakter bardziej intensywny. Wskutek zmęczenia warstwy wierzchniej pod wpływem
cyklicznych obciążeń powstają mikro szczeliny. W strefach styku czynnik smarujący jest
wciskany w te mikroszczeliny pod dużym ciśnieniem i tworzy kliny smarowe. Przetaczanie
się współpracującego elementu tocznego powoduje zamykanie się szczelin z równoczesnym
odkształceniem materiału oraz ogromny wzrost ciśnienia czynnika smarującego zamkniętego
w szczelinie. W wyniku dynamicznego działania klinów smarowych mikroszczeliny są
rozłupywane. Powierzchnia tarcia ma dość gęsto rozłożone ślady wyrwań, z reguły
w kształcie koła. Między wgłębieniami powierzchnia jest gładka, bez śladów sczepień
adhezyjnych. Kratery pittingowe (miejsca wyrwań) są niebezpieczne — tworzą karby i mogą
być źródłem pęknięć zmęczeniowych. Pitting występuje najczęściej w łożyskach tocznych,
napędach krzywkowych i przekładniach zębatych.
Rozpatrzmy teraz proces zużywania mechanicznego. W przypadku tarcia ślizgowego
powodującego zużywanie ścierne, adhezyjne, erozyjne i fretting wyodrębnia się trzy typowe
okresy:
−
docieranie,
−
zużywanie umiarkowane – normalna praca, zwykle o stałej intensywności,
−
zużywanie awaryjne (patologiczne).
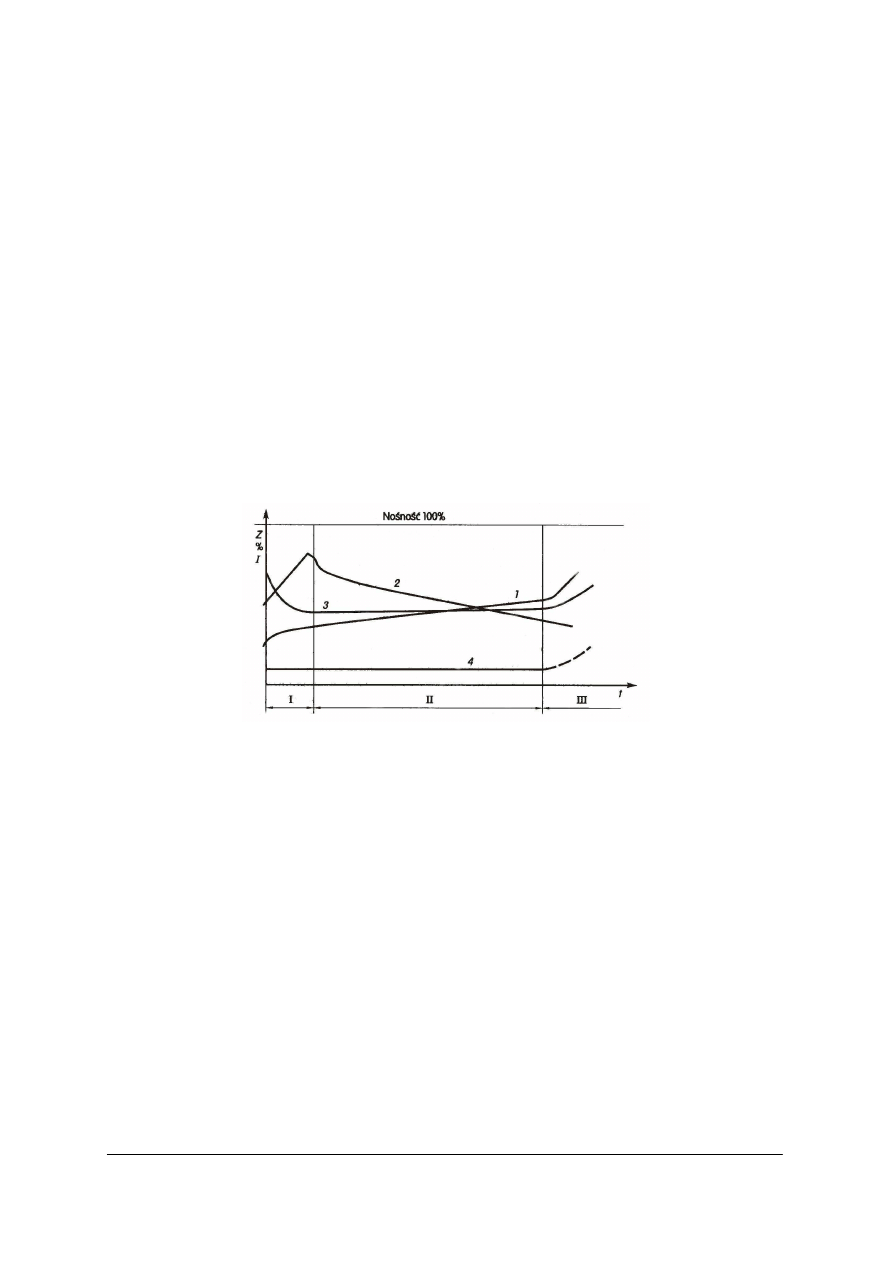
Proces zużywania części współpracujących dla wymienionych rodzajów zużywania
przedstawiono na rysunku 6.
Rys. 6. Proces zużywania ustabilizowanego współpracujących części wskutek tarcia lub erozji: 1 – zużycie
podczas tarcia ślizgowego, 2 – nośność powierzchni (zdolność do przenoszenia obciążenia) podczas
tarcia ślizgowego, 3 – intensywność zużywania podczas tarcia ślizgowego, 4 – zużycie podczas tarcia
tocznego, I, II, III – odpowiednio: docieranie, okres normalnej pracy i przekroczenie dopuszczalnego
luzu pary trącej: Z – zużycie, I – intensywność zużywania [4].
Okres I, zwany docieraniem, jest stosunkowo krótki, a zarazem bardzo ważny dla
prawidłowego działania urządzenia. Następuje wówczas dogładzanie i dopasowywanie się
współpracujących powierzchni. W początkowej fazie ubytki materiału są dość intensywne.
W końcu okresu rzeczywista powierzchnia styku obu części powiększa się, maleje
intensywność zużywania oraz stabilizuje się stan naprężeń i odkształceń w warstwie
wierzchniej.
Okres II to normalna praca elementów maszyn. Charakteryzuje się powolnym
przebiegiem zachodzących zjawisk oraz zmniejszoną i prawie stałą intensywnością
zużywania. Trwałość części maszyn określa się na podstawie tego okresu.
Okres III zaczyna się w chwili, gdy następuje przekroczenie dopuszczalne go luzu danej
pary trącej. Wówczas występuje zakłócenie normalnej współpracy części, co objawia się
stukami, nadmiernym nagrzewaniem się, obniżeniem sprawności mechanicznej, wzrostem
zużycia środka smarnego, obniżeniem dokładności oraz sztywności połączenia. Dalsza
eksploatacja w tych warunkach powoduje zniszczenie lub awarię pary trącej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
W przypadku tarcia tocznego zmiany zachodzące w okresie docierania i zużywania
normalnego, wywołane zgniotem materiału warstwy wierzchniej, są w zasadzie
niezauważalne. Wskutek zmian zmęczeniowych w tej warstwie, po pewnym czasie następuje
wypadanie z niej cząstek materiału (pitting lub łuszczenie), co jest początkiem zużywania
lawinowego, awaryjnego.
Długość oraz intensywność poszczególnych okresów zużywania zależą od:
−
cech konstrukcyjnych współpracujących części, kształtu ich powierzchni, rodzaju
materiałów, obciążenia i smarowania,
−
cech technologicznych współpracujących części: rodzaju ostatecznej obróbki, jakości
obróbki cieplnej lub cieplno-chemicznej, chropowatości powierzchni i jakości montażu,
−
cech eksploatacji: prawidłowego użytkowania, konserwacji oraz obsługi między
naprawami.
Zupełnie inaczej przebiega zużywanie w wyniku łuszczenia (spallingu) oraz zużywania
gruzełkowego (pittingu).
Rozważmy jak przebiega zużywanie mechaniczne wskutek przekroczenia wytrzymałości
doraźnej lub zmęczeniowej.
Dotychczasowe rozważania dotyczyły procesów zużywania przede wszystkim warstwy
wierzchniej części. Niszczenie mechaniczne powstaje nie tylko w wyniku tarcia, lecz również
na skutek odkształceń plastycznych i zmęczenia. Odkształcenia trwałe, powodujące
uszkodzenia elementów maszyn, powstają w wyniku działania obciążeń statycznych
i dynamicznych, których wartości przekraczają granicę sprężystości materiału. Powstają one
również po osiągnięciu przez materiał granicznej liczby cykli zmęczeniowych przy
obciążeniach zmiennych, których wartość nie przekracza granicy sprężystości materiału.
Niszczeniem zmęczeniowym materiału nazywa się zmiany występujące w nim podczas
działania okresowo zmiennych odkształceń lub naprężeń, które powodują zmniejszenie
wytrzymałości i trwałości, a nawet całkowite zniszczenie. Najczęściej jest to awaryjny
przypadek niszczenia i dlatego części maszyn projektuje się z dużym zapasem wytrzymałości
zmęczeniowej.
Wartości obciążeń i naprężeń podczas pracy maszyn zmieniają się cyklicznie. Powoduje
to spadek wytrzymałości materiału. Elementy konstrukcyjne pękają wskutek zmęczenia
materiału. Pęknięcia te często są niezauważalne, a więc zniszczenie następuje
niespodziewanie.
Pęknięcia zmęczeniowe zwykle powstają w miejscach gwałtownego wzrostu naprężeń
wywołanych obecnością karbów (o charakterze konstrukcyjnym lub technologicznym – pory,
wtrącenia, nacięcia, rysy powierzchniowe, korozja, podtoczenia, nawiercenia, nagłe zmiany
przekroju elementu konstrukcyjnego). Pęknięcia zaczynają się zwykle na powierzchni
i stopniowo postępują w głąb materiału, aż osiągną przekrój krytyczny elementu. Jeśli
przekrój ten zostanie dostatecznie osłabiony, następuje nagłe pęknięcie elementu.
W przełomach zmęczeniowych można wyróżnić dwie strefy. Pierwsza, nazywana strefą
zniszczenia zmęczeniowego, ma zwykle powierzchnię gładką, często błyszczącą. Druga –
strefa przełomu zmęczeniowego — ma wygląd bardziej gruboziarnisty; powstaje nagle,
w ostatnim okresie pracy elementu, i nazywa się strefą doraźną lub strefą dołamania.
Wytrzymałość zmęczeniową można zwiększyć przez:
−
wyeliminowanie ostrych przejść i podcięć oraz obszarów gwałtownego spiętrzenia
naprężeń (w tym celu stosuje się zaokrąglenia i opływowe kształty, które zapewniają
łagodne, stopniowe zmiany naprężeń w przekrojach elementu),
−
unikanie ostrych rys podczas obróbki powierzchni,
−
zapobieganie w trakcie obróbki odwęgleniu powierzchni,
−
kontrolowanie lub zapobieganie korozji, erozji i agresji chemicznej podczas pracy
urządzenia,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
−
zmianę konstrukcji polegającą na eliminowaniu połączeń pasowanych na wcisk, kołków
i innych części łączących, które zawsze wywołują zaburzenia w makroskopowym stanie
naprężeń,
−
wywołanie odpowiedniego zgniotu w warstwie wierzchniej, szczególnie w miejscach
spiętrzenia naprężeń (powierzchnie elementu poddaje się krąż kowaniu, śrutowaniu,
młotkowaniu lub innego rodzaju obróbce plastycznej).
Kolejnym sposobem zużycia jest zużywanie korozyjne.
Korozja to niszczenie metali pod wpływem chemicznej lub elektrochemicznej reakcji
z otaczającym środowiskiem. Przebiega ona z różną intensywnością, zależną od warunków
eksploatacji metalu oraz jego składu i struktury. Korozji ulegają prawie wszystkie metale
techniczne z wyjątkiem złota, srebra i platyny. Niszczenie korozyjne towarzyszy eksploatacji
wszystkich maszyn i urządzeń mechanicznych, a straty nim spowodowane niekiedy
wielokrotnie przewyższają skutki zużywania mechanicznego. Odrębnym problemem jest
bezpieczeństwo pracy urządzeń narażonych na korozję, których awaria może mieć
szczególnie niebezpieczne skutki. Dotyczy to części samolotów, turbin, reaktorów
ciśnieniowych, mostów itp.
Korozja chemiczna to niszczenie metali w wyniku działania na nie suchych gazów lub
cieczy nieprzewodzących prądu elektrycznego (np. chlorowców, siarki). Warstwa korozyjna
powstaje w wyniku zaadsorbowania gazu, który następnie zostaje zdysocjowany dzięki
powinowactwu z metalem lub wskutek podwyższenia temperatury. Zdysocjowany gaz
wchodzi w reakcję z metalem, tworząc na jego powierzchni cienką warstwę związku
chemicznego. Warstwy powstające z produktów korozji mogą szczelnie i trwale przylegać do
powierzchni metalu lub łatwo od niej odpryskiwać. W pierwszym przypadku produkty korozji
stanowią ochronę przed dalszym agresywnym działaniem środowiska, w drugim zaś metal
szybko ulega zniszczeniu, ponieważ warstwy odpryskujące odsłaniają nowe jego
powierzchnie, które następnie korodują.
Korozja elektrochemiczna to niszczenie metalu wskutek zetknięcia się go z wodą lub
roztworem, które mogą stanowić elektrolit przewodzący prąd między lokalnymi ogniwami
znajdującymi się na powierzchni metalu. Tworzeniu się tych ogniw sprzyjają
zanieczyszczenia występujące w metalach oraz niejednorodność ich składu chemicznego
i struktury. W wyniku działania ogniwa pod wpływem tlenu następują zmiany chemiczne
materiału (np. żelaza w wodorotlenek żelaza). Wstrzymanie dopływu tlenu, podobnie jak
usunięcie elektrolitu, powoduje zatrzymanie korozji. Korozja elektrochemiczna bardzo
agresywnie atakuje metale, szczególnie żelazo i jego stopy.
Objawem zniszczenia korozyjnego może być rdzewienie (np. na skutek utleniania),
pękanie lub spadek wytrzymałości mechanicznej albo ciągliwości metali. Ze względu na
wygląd zewnętrzny metali lub zmianę ich właściwości fizycznych, proces korozji można
podzielić na cztery grupy:
1. Korozja równomierna obejmuje całą powierzchnię materiału. Do tej grupy zalicza się
rdzewienie żelaza i matowienie (utlenianie powierzchniowe) srebra.
2. Korozja wżerowa występuje tylko w pewnych miejscach w postaci plam lub wżerów
często sięgających głęboko w materiał. Narażone są na nią metale, na które działa szybko
przepływająca ciecz, stąd nazywa się ją też korozją uderzeniową lub korozjo-erozją.
3. Odcynkowanie (rodzaj korozji, któremu ulegają stopy cynku) i korozja selektywna
(parting).
4. Korozja międzykrystaliczna, lokalna, przebiegająca na granicy ziaren metalu, powoduje
spadek jego wytrzymałości i ciągliwości. Postępuje ona bardzo szybko, atakując głębiej
położone warstwy, co czasem jest przyczyną katastrofalnych zniszczeń. Korozja
międzykrystaliczna występuje często w nieprawidłowo obrabianej cieplnie stali
kwasoodpornej i duralowych stopach aluminium (4% Cu).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Kolejnym rodzajem zużycia jest zużywanie korozyjno-mechaniczne, spowodowane
korozją oraz mechanicznym oddziaływaniem współpracujących elementów. Ze względu na
specyfikę czynnika mechanicznego można wyróżnić trzy główne procesy określające
mechanizm tego zużywania:
1. Korozja naprężeniowa jest wynikiem jednoczesnego działania statycznych naprężeń
rozciągających oraz środowiska. Następstwem jej są pęknięcia części maszyn.
W procesie wyróżnia się:
−
okres początkowy – następuje przebicie warstewki ochronnej materiału; uszkodzenia
mają charakter elektrochemiczny,
−
okres rozprzestrzeniania pęknięć – przebiega bardzo szybko i głównie na drodze
mechanicznej,
−
okres lawinowego niszczenia.
2. Korozja zmęczeniowa jest wynikiem współdziałania korozji elektrochemicznej
i zmiennych naprężeń spowodowanych powstawaniem ostrych wżerów przechodzących
w pęknięcia wypełnione produktami korozji. Jednoczesne działania naprężeń cyklicznych
i agresywnego środowiska ciekłego obniżają wytrzymałość stali na zmęczenie od 1,5 do
10 razy. Naprężenia zmienne powstające w wyniku obciążeń cyklicznych wywołują
korozję międzykrystaliczną i śródkrystaliczną. Uszkodzenie spowodowane korozją
zmęczeniową jest znacznie większe niż suma uszkodzeń wynikających z samego
naprężenia zmiennego i korozji elektrochemicznej.
3. Zużywanie erozyjne (odmiana zużywania korozyjno-erozyjnego) to proces niszczenia
warstwy wierzchniej elementów maszyn polegający na powstawaniu ubytków materiału
w wyniku oddziaływania cząstek ciał stałych, cieczy i gazów o dużej energii kinetycznej
lub prądu elektrycznego. Występuje przede wszystkim w maszynach przepływowych
i wynika z przemieszczania się z dużą prędkością czynnika roboczego (w dyszach
silników rakietowych, silnikach helikopterów, filtrach cyklonowych, instalacjach do
przeróbki ropy naftowej) oraz w maszynach elektrycznych. Charakter zużywania
erozyjnego zależy od warunków, w jakich występuje ubytek materiału.
Przeciwdziałanie zużywaniu części maszyn polega na stworzeniu możliwości
złagodzenia owych procesów. Na przykład zamiast zużywania wskutek sczepiania
pierwszego rodzaju węzły tarcia należy zaprojektować tak, aby zużywanie następowało w
wyniku utleniania.
Już na etapach projektowania i wytwarzania urządzenia należy:
−
właściwie dobrać pary trące i materiały do ich wyprodukowania,
−
właściwie zaprojektować układy smarowania,
−
zapewnić odpowiednią jakość warstw wierzchnich współpracujących części,
−
prawidłowo dobrać pary montażowe i zapewnić czysty montaż,
−
zapewnić odpowiednią regulację.
Powszechnie stosuje się metody fizycznego i chemicznego nanoszenia twardych,
cienkich warstw na współpracujące powierzchnie. Według dotychczasowe go stanu wiedzy
im twardsza jest warstwa wierzchnia, tym jest ona odporniejsza na zużywanie ścierne.
Materiałami stosowanymi na te warstwy są: TiN, TiC, Al
2
O
3
, syntetyczny diament oraz różne
kompozycje wielowarstwowe wymienionych i innych związków.
Podczas eksploatacji należy zapewnić:
−
ciągłość smarowania (utrzymanie warunków tarcia płynnego), co zmniejsza opory ruchu,
−
właściwą regulację,
−
ochronę przed korozją,
−
unikanie przeciążeń,
−
właściwą temperaturę pracy par ruchowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są rodzaje tarcia?
2. Jakie są rodzaje korozji?
3. Jakie są okresy zużywania współpracujących części?
4. Jaki jest ogólny podział zużycia maszyn?
5. Jak przeciwdziałać zużyciu?
4.1.3. Ćwiczenia
Ćwiczenie 1
Dokonaj analizy zużycia części, na podstawie próbek uszkodzonych elementów maszyn.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać oględzin zestawu próbek uszkodzeń,
2) przeanalizować swoje spostrzeżenia,
3) przedstawić je nauczycielowi.
Wyposażenie stanowiska pracy:
−
zestaw próbek,
−
mikroskop warsztatowy
−
arkusze papieru,
−
mazaki.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) sklasyfikować rodzaje tarcia?
2) zanalizować proces zużywania ustabilizowanego współpracujących
części?
3) określić proces zużywania nieustabilizowanego współpracujących
części?
4) zanalizować warunki pracy mechanizmów maszyn?
5) rozróżnić zużycie korozyjne?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
4.2. Smarowanie części maszyn
4.2.1. Materiał nauczania
Smarowaniem nazywa się wprowadzenie substancji smarującej między powierzchnie
trące oraz związane z tym przekształcenie tarcia suchego w płynne lub mieszane. Racjonalne
smarowanie, oprócz znacznego zmniejszenia intensywności tarcia i przedłużenia trwałości
maszyn, przyczynia się także do zwiększenia sprawności mechanicznej.
Spośród wielu funkcji środków smarnych należy wymienić przede wszystkim:
−
zmniejszenie oporów tarcia, co zmniejsza straty energii oraz zużycie urządzeń,
−
usuwanie zanieczyszczeń ze współpracujących powierzchni,
−
ochronę przed korozją,
−
odprowadzenie ciepła z obszaru tarcia,
−
amortyzację drgań i obciążeń uderzeniowych,
−
zmniejszanie luzów i skutków ich powiększania się w połączeniach ruchowych.
Smarami nazywamy płynne bądź stale substancje stosowane do oddzielania trących
powierzchni mechanizmów, w celu zmniejszenia ich zużycia i zmniejszenia oporów tarcia,
a co za tym idzie zmniejszenia rozproszenia energii. Przez wprowadzenie pomiędzy
powierzchnie trące oleju lub smaru dąży się do zamiany tarcia suchego na znacznie mniejsze
tarcie płynne.
Ś
rodki smarne stosowane w eksploatacji urządzeń mechanicznych można podzielić
następująco:
1. ze względu na przeznaczenie:
−
płynne silnikowe (oleje silnikowe),
−
płynne przekładniowe (oleje przekładniowe),
−
płynne wrzecionowe (oleje wrzecionowe),
−
smary plastyczne do łożysk ślizgowych i tocznych,
−
ś
rodki smarne specjalne,
2. ze względu na konsystencję:
−
płynne (ciecze, gazy), np. olej, powietrze,
−
smary plastyczne,
−
stałe, np. grafit, dwusiarczek molibdenu (MoS
2
),
3. ze względu na pochodzenie:
−
mineralne – otrzymywane z ropy naftowej,
−
organiczne – otrzymywane z tłuszczów organicznych, np. olej rzepakowy; ich wadą
jest to, że ulegają starzeniu, zaletą zaś biodegradowalność,
−
syntetyczne – otrzymywane w wyniku syntezy chemicznej.
Najkorzystniejsze warunki smarowania uzyskuje się dzięki środkom smarnym płynnym –
olejom. Stosuje się je do części silnie obciążonych, pracujących z dużą prędkością obrotową,
kiedy to wydzielają się znaczne ilości ciepła. W innych przypadkach – oraz gdy nie można ze
względów konstrukcyjnych zastosować zamkniętej obudowy – stosuje się smary plastyczne.
Do smarów tych często dodaje się środki smarne stałe, tworzące na powierzchniach trących
cienkie warstwy odporne na duże naciski. Środki stałe są odporne na duże naciski, wysoką
temperaturę i są chemicznie stabilne.
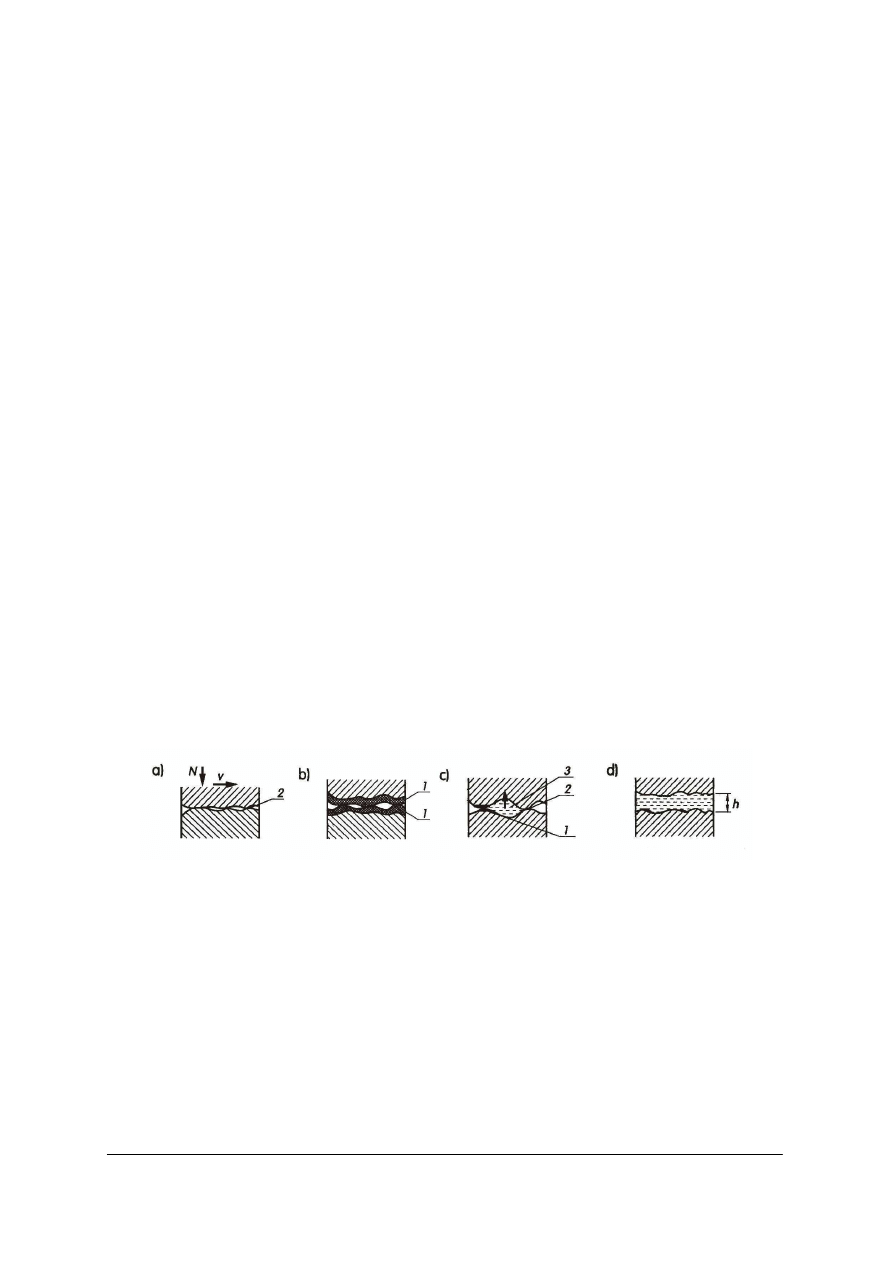
W różnych warunkach obciążenia, określonych przez naciski jednostkowe (naprężenia
stykowe) i względną prędkość ślizgania, mogą zaistnieć różne rodzaje współpracy węzła
ruchowego (rys.7).
Tarcie suche występuje wtedy, gdy między współpracującymi powierzchniami nie ma
ż
adnych ciał obcych, np. środka smarnego lub wody. Jest ono bardzo intensywne podczas
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
ś
lizgania się materiałów chropowatych. Podczas tarcia ślizgowego na sucho wydziela się
zawsze dużo ciepła, które nagrzewa do wysokiej temperatury warstwę wierzchnią części
trących, powodując znaczny spadek jej wytrzymałości i wzrost intensywności zużywania.
W skrajnych przypadkach występuje zatarcie, czyli trwałe połączenie współpracujących
części, co unieruchamia węzeł ruchowy.
Tarcie płynne występuje wtedy, gdy powierzchnie tarcia są rozdzielone warstwą środka
smarnego w postaci smaru plastycznego, cieczy lub gazu. Wówczas tarcie zewnętrzne
elementów zostaje zastąpione tarciem wewnętrznym (płynnym) czynnika smarującego.
Wówczas siła tarcia zależy wyłącznie od właściwości środka smarnego, a nie od właściwości
powierzchni współpracujących. Wartość współczynnika tarcia płynnego (a więc i opory
ruchu) jest wielokrotnie mniejsza od wartości współczynnika tarcia suchego i zależy od
grubości warstwy cieczy smarującej, jej lepkości oraz od prędkości względnej elementów
trących. Dla olejów wynosi 0,08–0,005. Tarcie płynne można uzyskać przez smarowanie
hydrostatyczne lub hydrodynamiczne, które zapewnia istnienie trwałej warstwy smarnej.
Zużywanie elementów maszyn podczas tarcia płynnego jest mniej intensywne niż
w przypadku innych rodzajów tarcia.
Tarcie graniczne powstaje wówczas, gdy powierzchnie trące są pokryte środkami
smarnymi zawierającymi substancje powierzchniowo czynne, które tworzą na powierzchniach
elementów warstwy wyjątkowo odporne na duże naciski i trwale z nimi połączone. Zapobiega
to powstawaniu tarcia suchego nawet przy nieciągłym dopływie środka smarnego.
Tarciem mieszanym nazywa się zjawisko występowania różnych rodzajów tarcia
w strefie styku elementów trących, z wyodrębnionymi mikroobszarami styku (np. w jednym
mikroobszarze występuje tarcie suche, a w pozostałych tarcie graniczne lub płynne). Tarcie
w makroobszarze styku jest wypadkową rodzajów tarcia w poszczególnych mikroobszarach.
Rodzaj tarcia wpływa na trwałość i niezawodność urządzeń mechanicznych. Podczas
eksploatacji ze względu na konieczność utrzymania dostatecznie dużej trwałości urządzeń
bardzo ważne jest dążenie do zmiany tarcia suchego na inne, najlepiej płynne. W tym celu
należy odpowiednio użytkować urządzenia mechaniczne oraz prawidłowo wykonywać
czynności smarownicze, stosując zalecane środki smarne. Wówczas zmniejsza się
intensywność zużycia oraz liczbę nieprzewidzianych awarii (zatarć), a wydłuża okresy
bezusterkowej pracy urządzeń.
Rys. 7. Rodzaje tarcia w obecności środków smarnych: a) suche, b) graniczne, c) mieszane,
d) płynne; 1 – warstwy graniczne, 2 – styk suchy, 3 – mikro-klin smarowy, h – grubość filmu
olejowego [4].
Najkorzystniejsze warunki pracy występują wtedy, kiedy obie powierzchnie są w pełni
rozdzielone warstwą oleju, tzw. filmem olejowym (rys. 7d). Wówczas występuje tarcie
płynne, w którym opory ruchu są najmniejsze w po równaniu z przypadkami a), b) i c). Jak
widać, najkorzystniejsza jest zamiana tarcia zewnętrznego ciał stałych (a) na tarcie
wewnętrzne cieczy smarowej (d). Wtedy tarcie występuje wewnątrz cieczy, a opory ruchu
muszą pokonać jedynie słabe siły przyciągania międzycząsteczkowego (molekuł) cieczy.
W zasadzie nie występuje zużywanie wskutek tarcia (z wyjątkiem pittingu), ponieważ nie ma
bezpośredniego styku między ciałami stałymi. Jeśli nie można „wywołać” w węźle tarcia
płynnego, to można zastąpić je tarciem granicznym lub mieszanym (rys. 7 b i c). Zatem dobre
smarowanie węzła ruchowego polega na zapewnieniu w nim tarcia płynnego. Małe opory
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
ruchu i brak bezpośredniego styku stwarzają korzystne warunki współpracy części,
charakteryzujące się brakiem zużywania i zacierania.
Zależność współczynnika tarcia od grubości warstwy środka smarnego i rodzaju tarcia
podano w tablicy 2.
Tabela 2. Zależność współczynnika tarcia od grubości warstwy środka smarnego i rodzaju tarcia [4].
Charakterystyka warstwy środka smarnego
Rodzaj tarcia
Współczynnik
tarcia ślizgowego
Brak warstwy adsorpcyjnej
suche
powyżej 0,2
Warstwy adsorpcyjne mono- lub polimolekularne
ś
rodków smarnych, płynów, pary wodnej itp., tlenków,
siarczków, itp.,
graniczne
0,2–0,04
Warstwy środka smarnego o grubości mniejszej od
wysokości mikronierówności trących się powierzchni,
mieszane
0,2–0,08
Warstwy środka smarnego o grubości większej od
wysokości mikronierówności trących się powierzchni,
płynne
0,08–0,005
a nawet mniej
W obrabiarkach są stosowane układy smarowania indywidualne, centralne albo mieszane.
W układzie indywidualnym każdy punkt smarowania ma własny zbiornik smaru. Układ
centralny jest wyposażony w jeden zbiornik smaru (oleju) oraz w urządzenia do jego
rozprowadzania. Natomiast w układzie mieszanym są stosowane obydwa sposoby
smarowania. Bardzo często podstawowe zespoły robocze obrabiarki są smarowane centralnie,
a pozostałe elementy i mechanizmy indywidualnie.
Układy smarowania obrabiarek są przystosowane do działania opartego na zasadzie:
−
smarowania grawitacyjnego, w którym olej spływa do smarowanych powierzchni na
skutek grawitacji,
−
smarowania dynamicznego, w którym olej dostaje się do smarowanych powierzchni na
skutek ruchu współpracujących elementów roboczych, np. powierzchni nośnych
ś
lizgowych łożysk hydrodynamicznych, albo rozbryzgowego działania obracających się
kół zębatych lub specjalnego elementu rozbryzgowego,
−
smarowania pod ciśnieniem, w którym olej jest dostarczany do powierzchni
smarowanych przez układ smarowania zawierający pompę oraz urządzenia
rozprowadzające i dozujące.
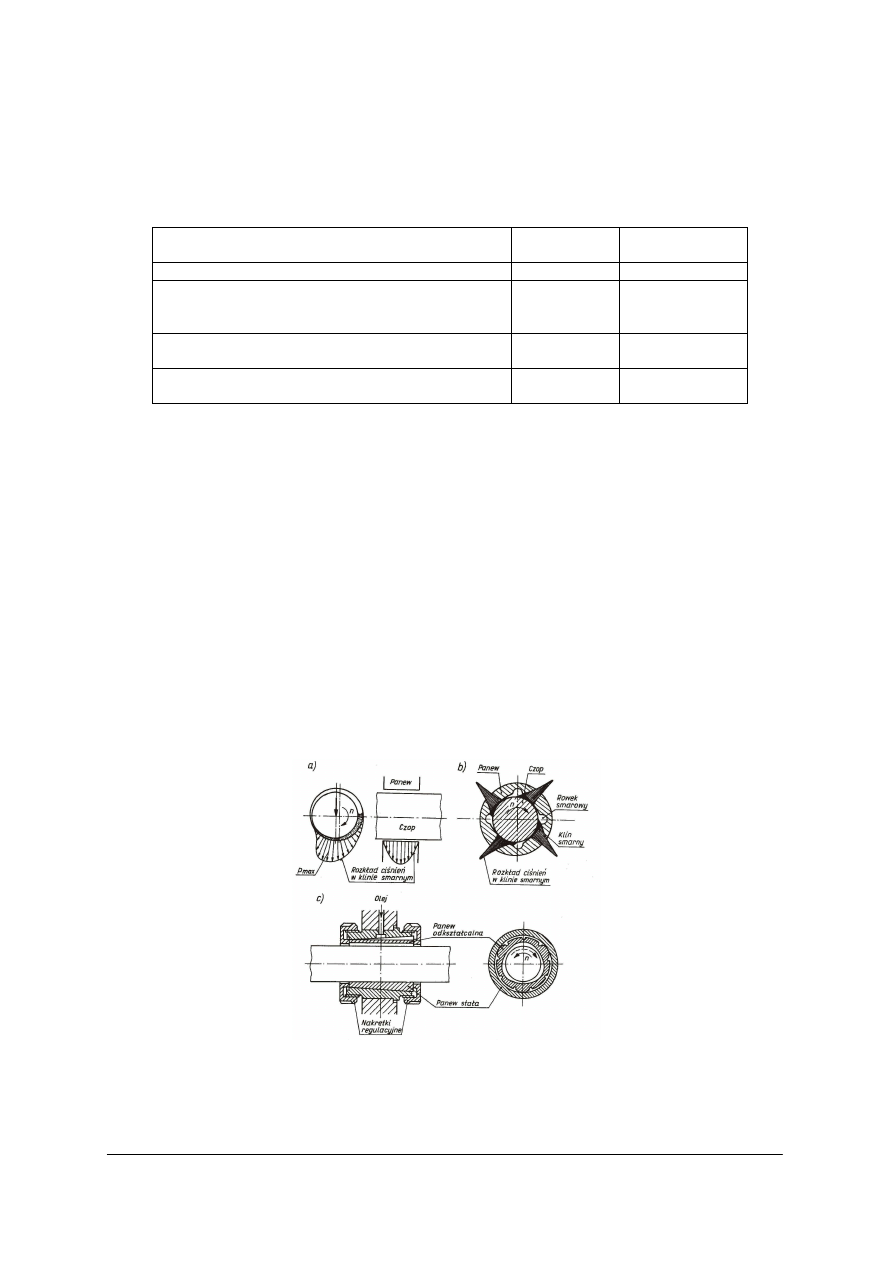
Rys. 8. Tworzenie się klina smarnego w łożyskach ślizgowych oraz przykłady panwi ułatwiających jego
powstawanie: a) klin smarny z podanym rozkładem wytworzonego w nim ciśnienia, b) łożysko
z czterema powierzchniami nośnymi w panwi stałej przeznaczone do pracy w obu kierunkach obrotu,
c) łożysko z panwią odkształcalną (trzypunktowe) Mackensena [6].
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Łożyska ślizgowe, w których tarcie płynne jest uzależnione od prędkości wału, są
nazywane łożyskami hydrodynamicznymi. W łożyskach takich przy prędkości obrotowej
wału mniejszej od granicznej (np. przy rozruchu czy hamowaniu) występuje niekorzystne
zjawisko tarcia mieszanego.
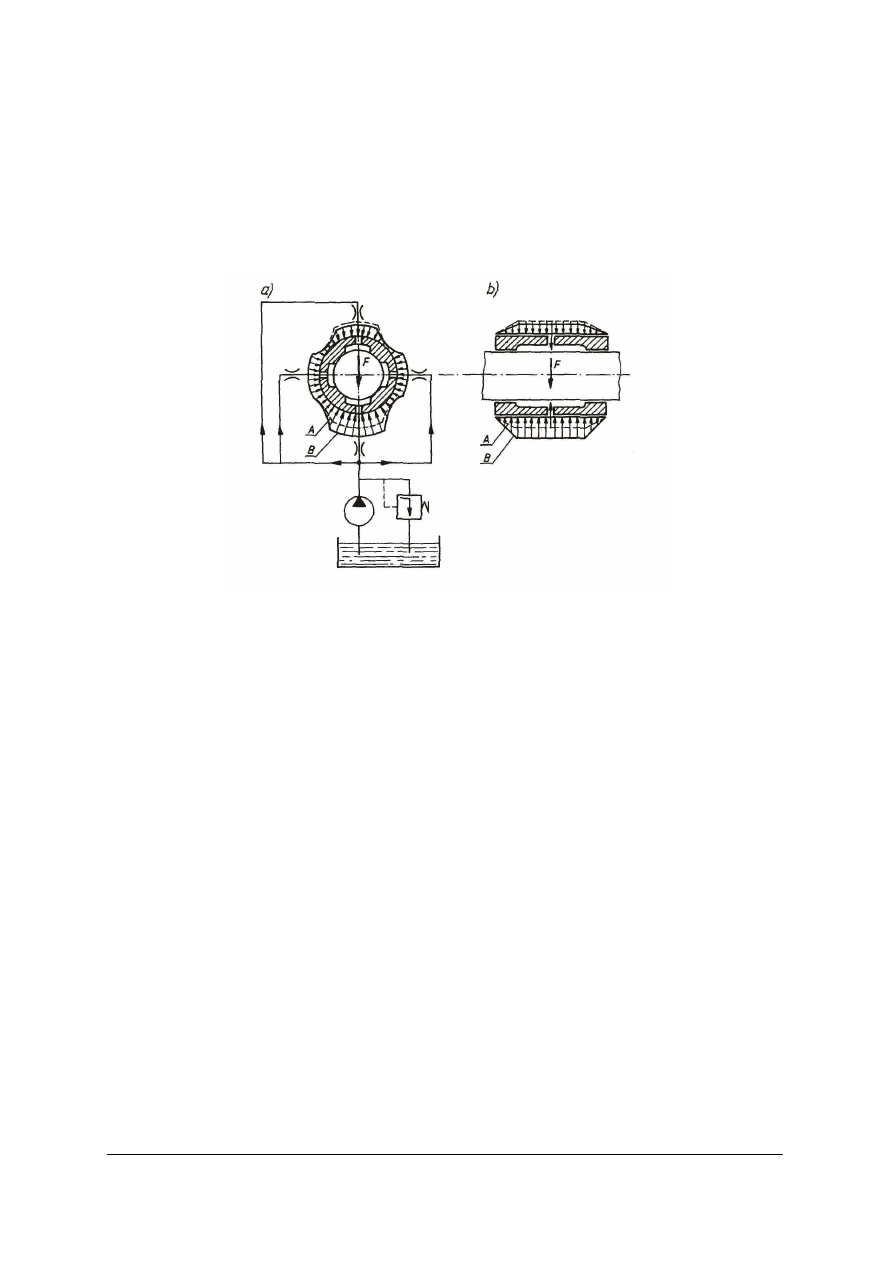
W celu uniknięcia tej wady stosuje się łożyska hydrostatyczne, w których czop wału jest
utrzymywany w położeniu współosiowym z panwią w każdych warunkach pracy łożyska. Jest
to możliwe dzięki ciśnieniu warstwy oleju dostarczanego do komór nośnych łożyska przez
pompę zasilającą. Zasadę działania łożyska hydrostatycznego przedstawiono na rysunku 9
Rys. 9. Zasada działania łożyska hydrostatycznego promieniowego wraz ze schematem zasilania i rozkładem
ciśnienia w łożysku nieobciążonym (A) oraz obciążonym siłą poprzeczną F (B): przekrój poprzeczny,
b) przekrój wzdłużny [6].
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki jest podział środków smarnych?
2. Jakie znasz rodzaje tarcia w obecności środków smarnych?
3. Jakie znasz rodzaje smarowania?
4. Co rozumiesz pod nazwą „klin smarny”?
5. Jaka jest zasada działania łożyska hydrostatycznego?
4.2.3. Ćwiczenia
Ćwiczenie 1
Dobierz środki smarne i dokonaj smarowania obrabiarek w Twoim warsztacie szkolnym.
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z DTR wybranych obrabiarek,
2) zapoznać się z tablicami olejów i smarów oraz ich zastosowaniem,
3) wybrać materiały smarne i porównać ze wskazaniami zawartymi w DTR,
4) zaprezentować i uzasadnić swój wybór nauczycielowi,
5) dokonać smarowania obrabiarek.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Wyposażenie stanowiska pracy:
–
DTR obrabiarek
–
tablice z materiałami smarnymi,
–
materiały smarne.
Ćwiczenie 2
Scharakteryzuj tarcie w łożysku hydrostatycznym i dokonaj pomiaru jego sztywności.
Aby wykonać ćwiczenie, powinieneś:
1) scharakteryzować tarcie występujące w łożysku hydrostatycznym,
2) dokonać pomiaru sztywności łożyska nie będącego w ruchu,
3) dokonać pomiaru sztywności łożyska będącego w ruchu,
4) zanalizować wyniki pomiarów,
5) przedstawić swoje spostrzeżenia nauczycielowi.
Wyposażenie stanowiska pracy:
–
dokumentacja łożyska hydrostatycznego,
–
stanowisko do pomiaru sztywności łożyska hydrostatycznego,
–
papier,
–
pisaki.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1. określić, jakie są funkcje środków smarnych?
2. sklasyfikować środki smarne?
3. przewidzieć zależność współczynnika tarcia od grubości warstwy
ś
rodka smarnego i rodzaju tarcia?
4. rozróżnić smarowanie hydrostatyczne i hydrodynamiczne?
5. określić wady i zalety łożysk hydrostatycznych?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
4.3. Zużycie i obsługiwanie eksploatacyjne obrabiarek
4.3.1. Materiał nauczania
Właściwości urządzeń zmieniają się pod wpływem samorzutnie zachodzących procesów
oraz zewnętrznych oddziaływań. Część zmian ma nieodwracalny charakter i powoduje
zniszczenie urządzeń. Proces ten, zwany zużyciowo-starzeniowym lub zużywaniem
fizycznym, można jedynie opóźniać stosując zabiegi konserwacyjne i remonty. Może się
zdarzyć, że przed osiągnięciem stanu zużycia fizycznego obrabiarka staje się bezużyteczna
wskutek postępu technicznego i należy wycofać ją z eksploatacji. Nazywamy to starzeniem
(zużyciem) ekonomicznym lub – mniej trafnie – moralnym. Proces ten można opóźnić
modernizując obrabiarki, ale tylko do granic opłacalności tego zabiegu.
Użytkownicy powinni mieć możliwość oceny wielkości zmian, by móc określić stan
obrabiarki. Stan ten jest określany na podstawie analizy zbioru chwilowych wartości cech,
które można nazwać cechami stanu. Ocenie podlega stan techniczny oraz eksploatacyjny.
Stan techniczny obrabiarki zmienia się nieustannie, co oznacza, że można wyróżnić
nieskończenie wiele stanów. W praktyce nie ma potrzeby określania wszystkich stanów;
w najprostszym przypadku wystarczy wyróżnić dwa:
−
stan zdatności – kiedy obrabiarka działa poprawnie,
−
stan niezdatności – gdy obrabiarka nie może wykonywać założonych zadań.
Niekiedy wygodniej stosować podział na trzy stany:
−
zdatności (stan dobry),
−
częściowej zdatności (stan dopuszczalny, tolerowany),
−
niezdatności (stan niedopuszczalny).
Obrabiarki podlegają procesowi zużywania się. Procesowi temu podlegają zwłaszcza te
elementy i zespoły, które podczas procesu roboczego wykonują określone ruchy.
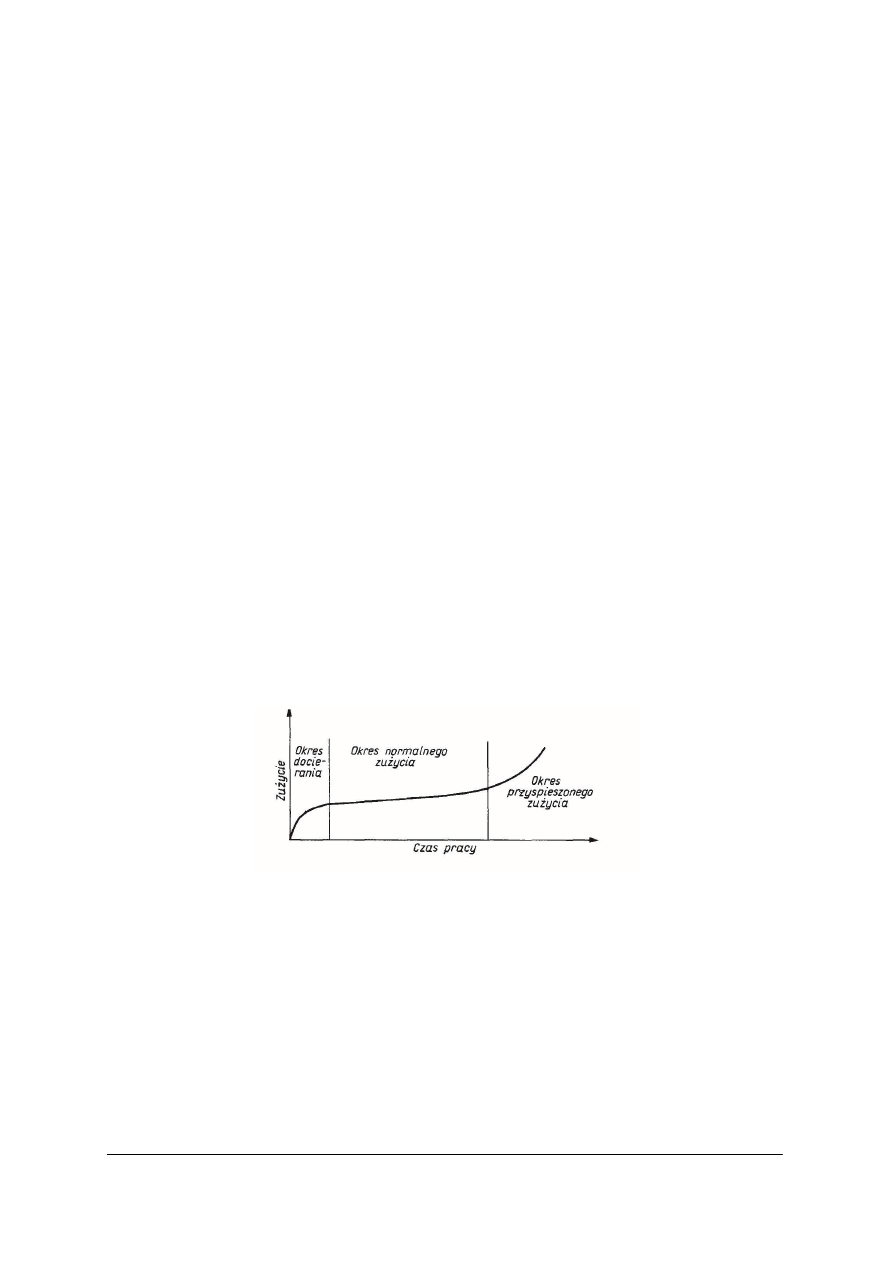
Typowy przebieg zużywania się współpracujących ze sobą elementów maszyn
przedstawiono na rysunek. 10.
Rys. 10. Wykres zużywania się współpracujących elementów maszyn [6].
Zmiany stanu technicznego obrabiarki są skutkiem rozmaitych procesów destrukcyjnych,
takich jak: starzenie, zużywanie zmęczeniowe, obciążenia udarowe itp., wywołujących
odkształcenia plastyczne i sprężyste, przepalenia, stopienia oraz utratę wewnętrznej spójności
tworzywa elementów obrabiarki. Zmiany wymiarów i przełomy powodują zmianę
wzajemnego położenia elementów, co z kolei jest przyczyną nieprawidłowości działania
(niesprawności, niewydolności, niezadziałania), wynikających z niewłaściwego przebiegu
pracy i ruchów roboczych.
Zmiany (odwracalne lub nieodwracalne) stanu technicznego obrabiarki można podzielić na:
−
krytyczne (bardzo istotne) – zagrażające życiu i zdrowiu ludzi oraz środowisku
naturalnemu,
−
graniczne (istotne) – zagrażające utracie wydajności pracy obrabiarki,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
−
dopuszczalne (mniej istotne) – zagrażające racjonalnemu sposobowi wykorzystania
obrabiarki.
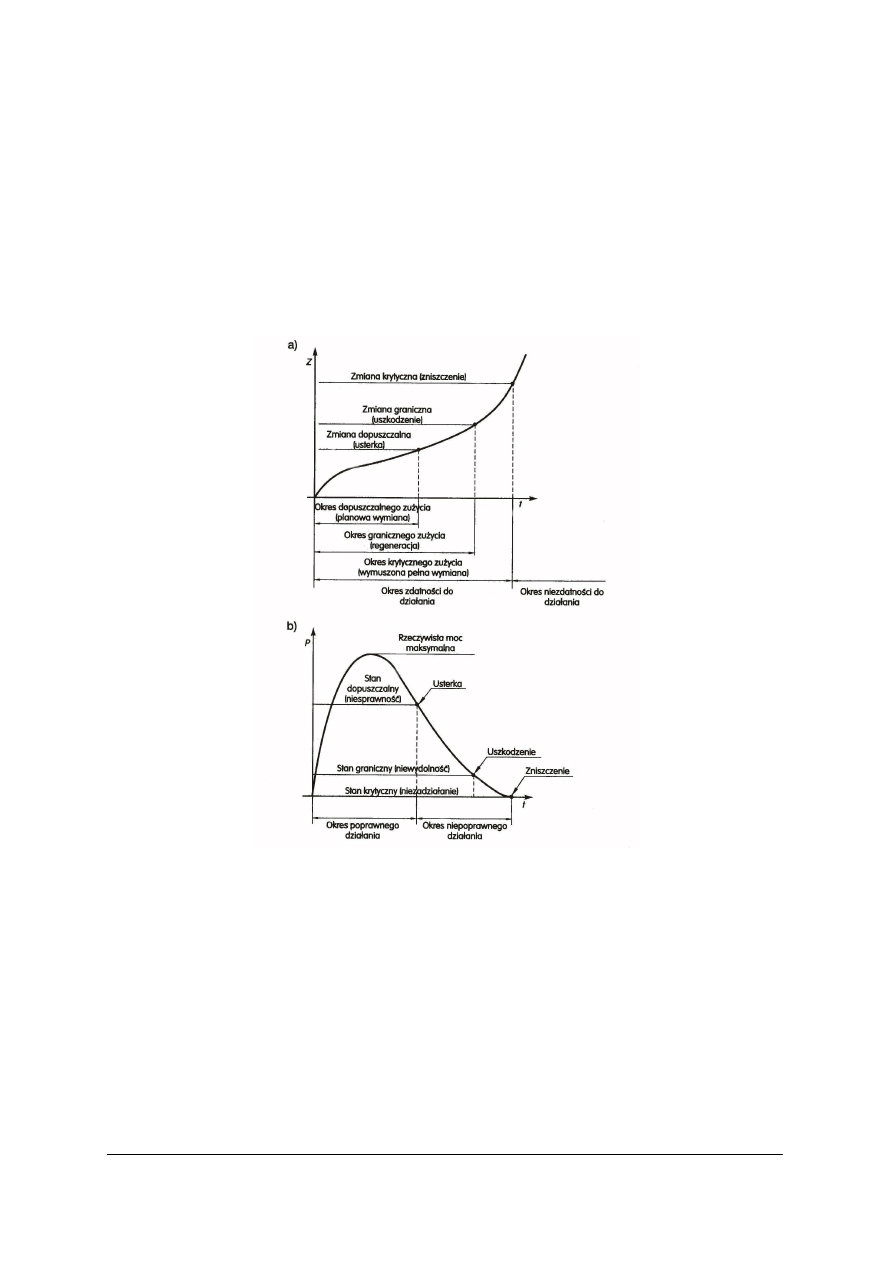
Zmiany wartości cech stanu technicznego wynikają przede wszystkim z dokonujących się
w obrabiarce procesów destrukcyjnych, np. zużycia elementu w wyniku tarcia oraz związanej
z tym zmiany cech użytkowych, np. mocy użytecznej (rys. 11).
Zmiany stanu technicznego wskutek procesów destrukcyjnych (rys. 11 a) określamy jako:
dopuszczalne – np. ze względu na kojarzone wymiary, graniczne – np. ze względu na
możliwość dokonania zabiegu regeneracyjnego oraz krytyczne – ze względu na nagły,
niekontrolowany wzrost intensywności zużywania, stwarzające zagrożenie dla elementu
i obrabiarki jako całości. Mogą one spowodować wystąpienie odpowiednio: usterek,
uszkodzeń i zniszczeń.
Rys. 11. Przebieg zmian zużycia Z obrabiarki w czasie t (a) oraz związane z tym zmiany mocy użytecznej P (b) [4].
Biorąc pod uwagę moc użyteczną (rys. 11 b) wyróżnić można stany użytkowe
dopuszczalne – w granicach przewidzianej tolerancji mocy użytkowej, graniczne – np. ze
względu na niedopuszczalny spadek mocy umożliwiający tylko bieg jałowy i krytyczne – np.
kiedy następuje unieruchomienie całej obrabiarki. Wówczas może wystąpić odpowiednio:
niesprawność, niewydolność lub niezadziałanie obrabiarki.
Jeżeli żadna z cech stanu technicznego obrabiarki nie osiągnęła wartości dopuszczalnej,
to jest ona sprawna technicznie. Oznacza to, że jej właściwości techniczno–eksploatacyjne
odpowiadają założonym podczas konstruowania i wytwarzania, i że może ona realizować
wszystkie funkcje zgodnie z przeznaczeniem.
Gdy jakaś cecha, np. moc, osiągnie wartość dopuszczalną lub ją przekroczy, urządzenie
nadal może spełniać zasadnicze funkcje robocze, tzn. jest w stanie zdatności. Jednak biorąc
pod uwagę inne kryteria, które nie w pełni odpowiadają założonym, obrabiarka będzie
niewydolna technicznie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Stan eksploatacyjny obrabiarki określa to, co aktualnie dzieje się z nią podczas
eksploatacji. Wyróżnia się następujące podstawowe stany eksploatacyjne:
−
użytkowania aktywnego,
−
przechowywania,
−
konserwacji długoterminowej,
−
konserwacji stałej,
−
przekazania,
−
remontu głównego,
−
remontu średniego,
−
remontu bieżącego,
−
obsługi bieżącej,
−
likwidacji,
−
transportu.
W ramach tego zbioru można wyróżnić dwa podzbiory:
−
I – Stany od 1 do 5 dotyczą użytkowania (aktywnego i pasywnego).
−
II – stany od 6 do 11 dotyczą obsługiwania.
W stanach 1–5 (eksploatacyjnych) obrabiarka ma być technicznie sprawna. W stanach
6–10 (eksploatacyjnych) przywraca się jej pełną sprawność. Zmiany stanów technicznych
i eksploatacyjnych są wzajemnie zależne. Proces eksploatacji to na przemienne zmiany
stanów technicznych i eksploatacyjnych.
Uszkodzenie obrabiarki to zdarzenie losowe, powodujące, że obrabiarka czasowo lub na
stałe traci stan zdatności i przechodzi do stanu częściowej zdatności lub do niezdatności.
Uszkodzenie następuje wtedy, gdy wartości parametrów określających obciążenie
obiektu (elementu, podzespołu, zespołu) przekraczają jego graniczne wartości wytrzymałości
(odporności). Uszkodzenie z definicji jest więc zdarzeniem niezamierzonym (pomijając
uszkodzenia celowe).
Czasami spotyka się definicję zawężoną: uszkodzenie to przejście obrabiarki pracującej
według modelu dwustanowego ze stanu zdatności do stanu niezdatności. Ponieważ często
rozpatruje się modele pracujące w kilku stanach, należy zdefiniować uszkodzenia również dla
takich modeli. Umożliwia to klasyfikację uszkodzeń.
Rozważymy przypadek, gdy wartość obciążenia zewnętrznego stopniowo zwiększa się
i/lub wytrzymałość obrabiarki stopniowo się pogarsza do chwili, aż wystąpi uszkodzenie. Są
to uszkodzenia stopniowe.
Innym przypadkiem jest nagła (niespodziewana) zmiana obciążenia lub nagły spadek
wytrzymałości obrabiarki (w wyniku starzenia lub zmęczenia materiału). Wówczas mówimy
o uszkodzeniach nagłych.
Inne kryterium klasyfikacji, którego podstawą jest możliwość przywrócenia uszkodzonej
obrabiarce stanu zdatności, prowadzi do podziału na:
−
uszkodzenia usuwalne (nazywane także czasowymi lub chwilowymi),
−
uszkodzenia nieusuwalne (nazywane także stałymi).
Uzasadniony jest także podział uszkodzeń ze względu na ich wpływ na działanie
obrabiarki. Wyróżnia się tu uszkodzenia:
−
krytyczne, wykluczające możliwość dalszego użytkowania obrabiarki,
−
ważne, wymagające niezwłocznego podjęcia działań związanych z przy wróceniem
zdatności obrabiarki,
−
mało ważne, gdy podjęcie działań związanych z przywróceniem zdatności obrabiarki
może być odłożone w czasie,
−
nieistotne, których wpływ na działanie obrabiarki można pominąć.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Czasami uszkodzenia „mało ważne” i „nieistotne” nazywa się usterkami obrabiarki,
natomiast „krytyczne” i „ważne” – po prostu uszkodzeniami.
W ramach podziału uwzględniającego rozległość skutków uszkodzeń, wyróżnia się ich
następujące rodzaje (poczynając od skutków najmniej rozległych):
−
usterka,
−
uszkodzenie,
−
awaria,
−
zniszczenie.
Uwzględniając wpływ uszkodzenia na właściwe działanie obrabiarki wyróżnia się
uszkodzenia całkowite i częściowe, a biorąc pod uwagę związki uszkodzeń ze sobą, mówimy
o uszkodzeniach niezależnych i zależnych.
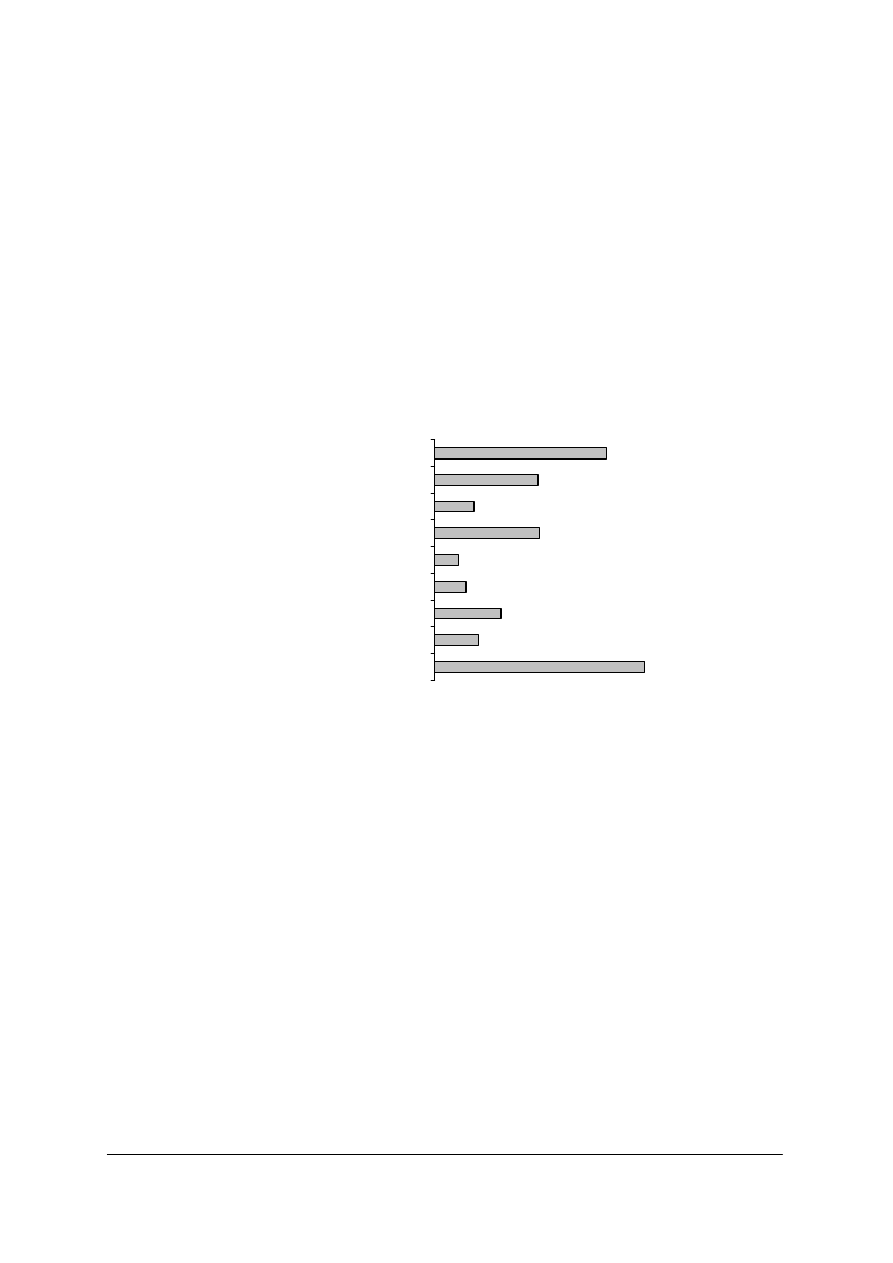
Czynniki wywołujące uszkodzenia obrabiarek są związane bądź z samym obrabiarkami
(z realizowanymi przez nie działaniami), bądź z jego otoczeniem (rys. 12) opracowano na
podstawie badań prowadzonych wspólnie z zakładem remontującym obrabiarki skrawające do
metali).
26,4
5,5
8,3
4
3
13,2
5
13
21,6
inne
Błędy technologiczne
Błędy montażu
Błędy remontu
Błędy konserwacji
Uszkodzenie elementów współpracujących
Przekroczenie normatywnego czasu pracy
Błędy użytkownika
Działanie czynników zewnętrznych
Rys. 12. Częstotliwość występowania przyczyn uszkodzeń określonej grupy obrabiarek skrawających do metali
w procentach [4].
Zidentyfikowanie
uszkodzenia
podczas
eksploatacji
jest
podstawą
działań
przywracających obrabiarce możliwość realizacji jej zadań. Zakres tych działań jest związany
z rodzajem uszkodzenia, jego lokalizacją oraz zasięgiem.
Od rodzaju uszkodzenia zależy szybkość jego usunięcia. Ma to znaczenie szczególnie
w przypadku obiektów złożonych, gdyż tam można spodziewać się równoczesnego
wystąpienia wielu uszkodzeń.
O rodzaju działań decydują takie czynniki, jak:
−
wpływ uszkodzenia na parametry użytkowe obrabiarki,
−
wpływ uszkodzenia na bezpieczeństwo użytkowania obrabiarki,
−
możliwość naprawy uszkodzonego elementu obrabiarki.
Typowe sposoby usuwania uszkodzeń to:
−
wyłączenie i zastąpienie uszkodzonego elementu jego sprawnym rezerwowym
odpowiednikiem; gdy uszkodzony element nie może być zastąpiony,
−
sprawnym, dopuszcza się wyłączenie go z eksploatacji (po odpowiednim zabezpieczeniu)
i użytkowanie obrabiarki z ograniczoną wydajnością,
−
wyłączenie i naprawa uszkodzonego elementu obrabiarki.
Procedura usunięcia uszkodzenia obejmuje następujące zadania przygotowawcze:
−
identyfikację i lokalizację uszkodzenia,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
−
rozpoznanie zaistniałych skutków uszkodzenia,
−
ocenę potencjalnych dalszych skutków uszkodzenia.
Realizacja wymienionych zadań umożliwia określenie zakresu prac naprawczych oraz
potrzeb związanych z:
−
personelem,
−
narzędziami,
−
materiałami i częściami zamiennymi,
−
nakładami finansowymi,
−
innymi potrzebami (np. środkami transportu, specjalistycznymi stanowiskami
remontowymi).
Do oceny stanu technicznego obrabiarki można wykorzystać tzw. procesy towarzyszące
zużyciu którymi mogą być:
−
drgania,
−
procesy wibroakustyczne,
−
procesy cieplne,
−
procesy elektro-magnetyczne
−
ultradźwięki,
−
badania procesów i produktów zużywania.
Tak więc do diagnozowania maszyn elektrycznych analizujemy bilans energetyczny pola
magnetycznego. Zakłada się, że każde uszkodzenie elektryczne zmienia wartość
indukcyjności maszyny elektrycznej. Metodą bilansu energetycznego pola magnetycznego
można diagnozować zarówno całe maszyny elektryczne, np. prądnice prądu stałego, prądnice
prądu przemiennego (bez ich demontażu), jak i elementy indukcyjne, np. uzwojenia, tworniki,
włączniki elektromagnetyczne.
W węzłach tarcia w oleju gromadzą się produkty zużycia: żelazo, aluminium, chrom,
ołów, cyna, miedź, nikiel itp. W oleju znajduje się także krzem, który może pochodzić
z atmosfery. Ilość tych składników zależy od intensywności zużywania elementów obiektu
i skuteczności filtracji oleju. W stosowanych obecnie metodach badania i ocen produktów
zużycia wykorzystuje się różne zjawiska fizyczne. Metody spektroskopowe umożliwiają
wykrywanie cząstek mniejszych niż 10 µm. Metody ferrograficzne największą skuteczność
wykazują w przedziale od 10 do 100 µm, a korki magnetyczne i detektory opiłków
w przedziale od 100 do 1000 µm.
Podczas pracy maszyny wytwarza się ciepło, zwłaszcza w węzłach tarcia. Nagrzewają się
elementy tych węzłów, obszary do nich przyległe oraz środki stosowane do smarowania lub
chłodzenia. Nieprawidłowa praca maszyny objawia się zmianą temperatury węzłów tarcia,
ś
rodków smarnych lub chłodzących oraz zmianą rozkładu temperatury. Pomiar tych
temperatur to tzw. pasywna diagnostyka techniczna, gdyż wykorzystuje się w niej ciepło
własne badanego obiektu w czasie jego funkcjonowania.
Funkcjonowaniu obrabiarek towarzyszą procesy wibroakustyczne (dynamiczne –
drgania, hałas, pulsacje i emisja akustyczną). Występują one w obrabiarce lub w jej otoczeniu
i odzwierciedlają istotne procesy fizyczne zachodzące w zespołach obrabiarki (np.
odkształcenia, współdziałanie części), od których zależy właściwe ich funkcjonowanie.
Wielkości określające te zjawiska mogą charakteryzować zarówno ogólne właściwości
obrabiarki, jak i jej poszczególnych elementów.
Eksploatacja obrabiarek obejmuje całość zagadnień związanych z ich użytkowaniem
w zakładzie przemysłowym lub rzemieślniczym, począwszy od momentu zakupu i ustawienia
w hali warsztatowej aż do wycofania z produkcji.
Warunkiem racjonalnego użytkowania obrabiarek w procesie produkcyjnym jest
dysponowanie środkami organizacyjnymi i technicznymi, niezbędnymi do zapewnienia pełnej
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
gotowości technologicznej i niezawodności posiadanych maszyn. Można to osiągnąć przez
właściwe przygotowanie produkcji, zapewnienie prawidłowej konserwacji obrabiarek oraz
staranne wykonywanie niezbędnych napraw.
Jakość eksploatacji obrabiarki można ocenić na podstawie jej skuteczności,
ekonomiczności oraz niezawodności.
Skuteczność eksploatacji obrabiarek określa stopień przystosowania organizacyjnego
i technologicznego do wykonania określonego zadania produkcyjnego.
Optymalną ekonomiczność eksploatacji osiąga się, gdy koszty własne produkcji są
najniższe.
Okres ekonomicznej eksploatacji obrabiarek jest związany z procesem ich starzenia się.
Obecnie wynosi on 7–10 lat. Po tym okresie prawie każda obrabiarka, niezależnie od stopnia
jej zużycia, staje się ekonomicznie nie opłacalna w porównaniu z nowo wyprodukowaną
bardziej wydajną i dokładną maszyną.
Niezawodność eksploatacji obrabiarek jest to utrzymanie ciągłej zdolności produkcyjnej
w ciągu zadanego czasu.
W miarę jak postępuje proces zużywania się elementów obrabiarki następuje stopniowa
utrata jej dokładności, aż do granicy uniemożliwiającej jej dotychczasowe zastosowanie.
Pociąga to za sobą konieczność wycofania obrabiarki z produkcji i dokonania naprawy.
Naprawa obrabiarki ma na celu przywrócenie jej utraconych cech techniczno-użytkowych.
W zależności od zakresu przewidywanych prac i wymiany zużytych elementów rozróżnia się
naprawy bieżące, średnie i główne.
W zakres naprawy bieżącej wchodzą wymiana (rzadziej naprawa) szybko zużywających
się elementów oraz czynności objęte przeglądem technicznym.
W zakres naprawy średniej wchodzą: wymiana elementów (podobnie jak podczas
naprawy bieżącej) oraz w razie potrzeby wymiana odpowiedzialnych części, a także
doskrobywanie prowadnic i powierzchni roboczych stołów itp. Koszt naprawy średniej nie
powinien przekraczać 30% wartości naprawianej obrabiarki.
W zakres naprawy głównej wchodzą prace niezbędne do przywrócenia obrabiarce
wartości użytkowej zbliżonej do wartości obrabiarki nowej. Obejmują one wymianę prawie
wszystkich elementów podlegających zużyciu, skrobanie lub szlifowanie prowadnic,
powierzchni stołów i rowków teowych, regenerację lub wymianę śrub pociągowych,
elementów układów hydraulicznych, aparatury elektrycznej itd. Koszt naprawy głównej nie
powinien przekraczać 70% wartości nowej obrabiarki.
Po wykonaniu naprawy średniej i głównej dokonuje się odbioru obrabiarki, podobnie jak
w przypadku obrabiarek nowych.
Naprawy wykonują odpowiednie służby własnego zakładu (z działów głównego
mechanika i głównego energetyka). Naprawy główne obrabiarek mogą być zlecane do
wykonania wyspecjalizowanym zakładom naprawczym.
Czas cyklu naprawczego obrabiarki, tj. czas między kolejnymi naprawami głównymi,
zależy od warunków pracy oraz rodzaju obrabiarki i mieści się w granicach 10000–24000
godzin.
Czas cyklu naprawczego obejmuje 6 lub 9 okresów międzynaprawczych, przedzielonych
naprawami bieżącymi oraz średnimi. W cyklu 9-naprawczym po dwóch naprawach bieżących
następuje naprawa średnia.
Mechanizacja i automatyzacja produkcji związana ze złożonością użytkowanych maszyn
i urządzeń spowodowała, że w przedsiębiorstwach produkcyjnych nastąpił wzrost czynności
obsługowych, w tym remontów. Wyniki ekonomiczne przedsiębiorstwa zależą bezpośrednio
od przerw spowodowanych planowanymi i nieplanowanymi przestojami maszyn. Obecnie
procesy decyzyjne dotyczące działań eksploatacyjnych oraz związanych z nimi działań
pomocniczych wspomagają systemy informatyczne. W wielu sytuacjach wykorzystuje się
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
aplikacje komputerowe wspomagające zarządzanie eksploatacją i utrzymaniem ruchu. Jedną
z nich jest system informatyczny CMMS (ang. Computer Aided Maintenance Management
System) – Komputerowo Wspomagany System Zarządzania Eksploatacją i Utrzymaniem
Ruchu Obiektów Technicznych. Zastosowanie odpowiedniego oprogramowania do
zarządzania utrzymaniem ruchu (w systemach komputerowych typu main frame, w sieciach
lokalnych komputerów osobistych lub w mniejszych systemach, w skład których wchodzą
komputery osobiste) zależy od wielkości, wymagań i struktury organizacyjnej
przedsiębiorstwa. Sam system jest narzędziem pośrednim.
Za pomocą systemu komputerowego wspomagania przetwarzania danych w zakresie
konserwacji i remontów można:
1. budować system informatyczny, w skład którego wchodzą:
−
pełna dokumentacja,
−
łatwe wsparcie procesu planowania,
−
przejrzystość terminologii,
−
redukcja przestojów maszyn i urządzeń,
−
możliwość szybkiego przeprowadzania analizy uszkodzeń powstających w miejscach
szczególnie na nie narażonych,
−
przejrzystość kosztów,
−
wspieranie preliminowania i kontroli,
−
rozgraniczenie obliczania kosztów robocizny i materiałów według rodzaju kosztów,
−
osiągnięcie najlepszego, ze względu na określone kryteria, stanu gospodarki
materiałowej,
−
gromadzenie danych o dostawach,
−
kontrola i ocena zapasów,
−
sterowanie wykorzystaniem miejsc magazynowych,
−
ulepszanie planowania potrzeb,
−
poprawa usług świadczonych przez magazyn,
2. zwiększyć dyspozycyjność maszyn i urządzeń przez:
−
gromadzenie danych o czasie wykorzystania maszyn i urządzeń,
−
gromadzenie danych o trwaniu postojów,
3. określać miejsca w urządzeniach i maszynach szczególnie narażone na uszkodzenia na
podstawie analizy czasów przestojów,
4. analizować przyczyny powstawania uszkodzeń; określać ich cechy charakterystyczne
oraz częstotliwość występowania.
Podstawą sprawnego i skutecznego funkcjonowania systemu eksploatacyjnego jest
przede wszystkim odpowiedni system informatyczny. Szczególnie jest to widoczne podczas
eksploatacji układów złożonych, w których pozyskiwana i przetwarzana informacja
stanowiąca podstawę podejmowania decyzji dotyczących systemu obejmuje wiele zagadnień.
Dlatego w celu zapewnienia wysokiej skuteczności i funkcjonalności obiektów eksploatacji,
sprawnej realizacji zadań produkcyjnych oraz obniżenia kosztów eksploatacji stosuje się
systemy komputerowego wspomagania zarządzania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz stany techniczne obrabiarek?
2. Jakie znasz czynniki wywołujące uszkodzenia obrabiarek?
3. Kiedy osiąga się optymalną ekonomiczność eksploatacji?
4. Co to jest czas cyklu naprawczego obrabiarki?
5. Co rozumiesz pod hasłem system informatyczny CMMS?
4.3.3. Ćwiczenia
Ćwiczenie 1
Dokonaj oceny zużycia tokarki, na podstawie bicia promieniowego wrzeciona.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać oględziny stanu technicznego tokarki,
2) dokonać pomiaru bicia promieniowego,
3) dokonać analizy na przeprowadzonych pomiarów,
4) dokonać oceny zużycia tokarki.
Wyposażenie stanowiska pracy:
−
dokumentacja DTR tokarki,
−
obrabiarka,
−
trzpień pomiarowy,
−
czujnik zegarowy,
−
pisaki,
−
kartki papieru
.
Ćwiczenie 2
Zaplanuj cykl naprawczy obrabiarki.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z dokumentacją zadania,
2) zaplanować cykl naprawczy obrabiarki,
3) zaprezentować wykonane ćwiczenie,
4) dokonać oceny ćwiczenia.
Wyposażenie stanowiska pracy:
−
dokumentacja zadania,
−
obrabiarka,
−
pisaki,
−
kartki papieru.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1. ocenić stan techniczny obrabiarki?
2. określić czynniki wywołujące uszkodzenia obrabiarek?
3. wyróżnić podstawowe stany eksploatacyjne maszyn?
4. odróżnić zużycie od zużywania?
5. określić typowe sposoby usuwania uszkodzeń?
6. określić przebieg zużywania się współpracujących ze sobą
elementów maszyn?
7. wyjaśnić jakie korzyści dają aplikacje komputerowe wspomagające
zarządzanie eksploatacją i utrzymaniem ruchu?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
4.4.
Odbiór, transport i fundamentowanie obrabiarek
4.4.1. Materiał nauczania
Badania obrabiarek mają na celu sprawdzenie określonych cech techniczno-użytkowych
służących do oceny ich konstrukcji, jakości wykonania i przydatności produkcyjnej.
Ze względu na cel i zakres przeprowadzanych badań obrabiarek rozróżnia się:
−
badania odbiorcze,
−
badania prototypów,
−
badania specjalne.
Badania odbiorcze wykonuje się przy odbiorze technicznym obrabiarek nowych lub po
remoncie. Zakres i sposób przeprowadzania tych badań jest ustalony dla poszczególnych grup
lub typów obrabiarek zgodnie z warunkami odbioru technicznego (WOT).
Badania prototypów mają na celu stwierdzenie prawidłowości konstrukcji i wykonania
oraz przydatności produkcyjnej nowych typów obrabiarek.
Badania specjalne mają charakter badań rozwojowych, służących do oceny nowych
rozwiązań konstrukcyjnych lub ulepszeń technologicznych wprowadzanych podczas
projektowania i budowy nowych typów obrabiarek.
Badania odbiorcze obrabiarek powinny być przeprowadzane zgodnie z normą branżową
BN-67/1520-0l – Ogólne warunki techniczne wykonania i odbioru – na podstawie, której
opracowuje się warunki odbioru technicznego (WOT) dla danego typu obrabiarki.
W normie tej podano wymagania techniczne oraz warunki odbioru dla wszystkich
obrabiarek, z wyjątkiem obrabiarek specjalnych oraz sterowanych numerycznie.
W zakresie warunków odbioru norma określa przepisy ogólne oraz badania odbiorcze
podstawowe, do których zalicza się:
−
sprawdzenie działania obrabiarki nieobciążonej,
−
sprawdzenie działania obrabiarki obciążonej,
−
sprawdzenie dokładności wykonania obrabiarki.
Ogólne warunki techniczne wykonania i odbioru obrabiarek sterowanych numerycznie
opracowano w CBKO w Pruszkowie. Przewidziane dla tych obrabiarek badania dodatkowe
obejmują:
−
sprawdzanie dokładności pozycjonowania,
−
próby testowe.
−
Przekazana do badań obrabiarka powinna być całkowicie zmontowana, wypoziomowana,
wyregulowana, wstępnie dotarta i podłączona do sieci.
Sprawdzanie obrabiarki nieobciążonej wykonuje się na maszynie unieruchomionej lub
podczas biegu jałowego i obejmuje ono:
−
sprawdzanie wielkości charakterystycznych i wyglądu zewnętrznego,
−
sprawdzanie działania elementów sterowania i obsługi,
−
sprawdzanie montażu wyposażenia normalnego i specjalnego.
Badania obrabiarki uruchomionej na maksymalnych prędkościach obrotowych, które
obejmują:
−
pomiar poboru mocy biegu jałowego,
−
pomiar poziomu hałasu (głośności),
−
pomiar temperatury przedniego i tylnego łożyska wrzeciona,
−
sprawdzanie czasu hamowania i rozruchu,
−
sprawdzanie zacisków zespołów przesuwnych,
−
sprawdzanie równomierności przesuwów,
−
sprawdzanie działania urządzeń hydraulicznych i pneumatycznych,
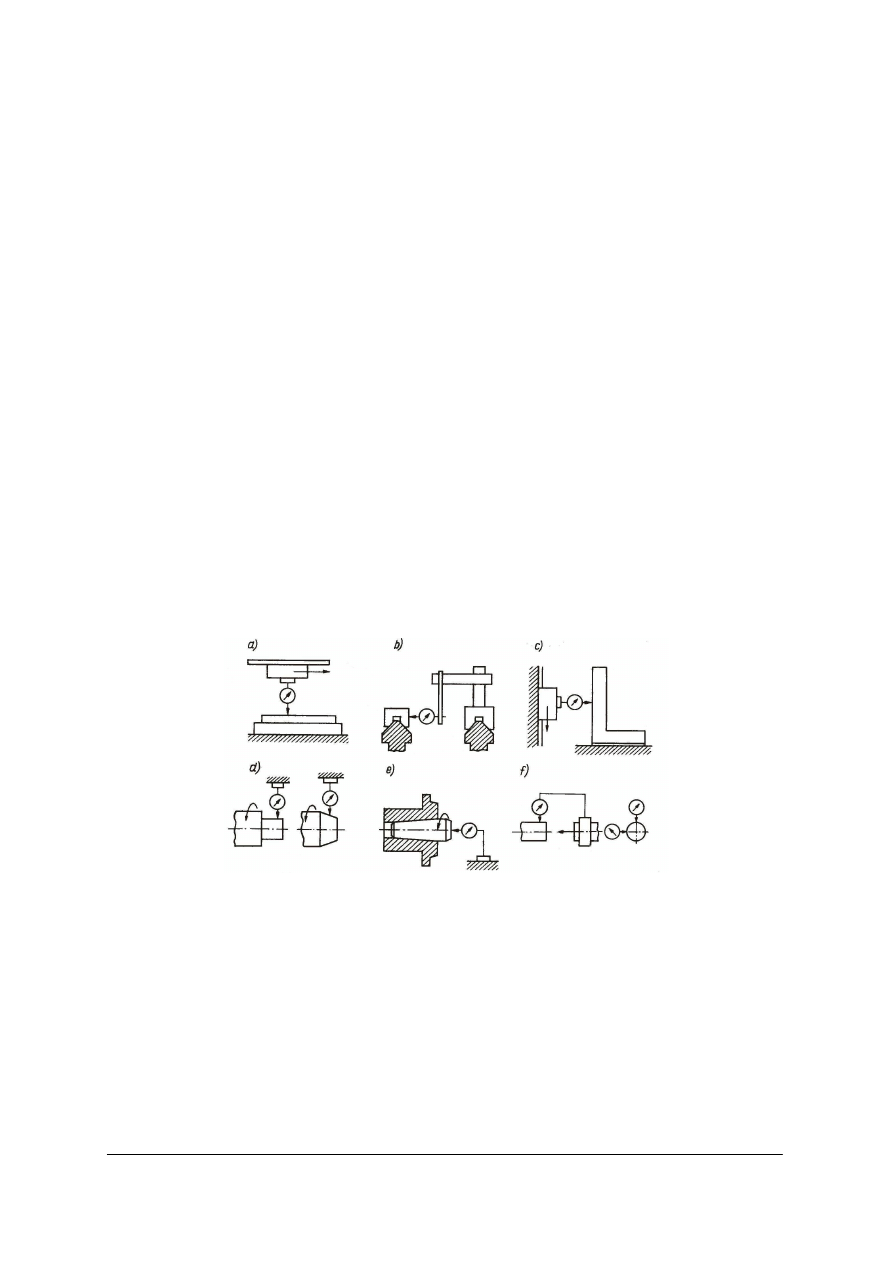
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
−
sprawdzanie układu smarowania oraz instalacji cieczy chłodzącej, sprawdzanie pewności
działania obrabiarki pracującej w cyklu automatycznym w czasie 8 godzin.
Sprawdzanie obrabiarki obciążonej obejmuje:
−
próbę maksymalnego obciążenia obrabiarki podczas skrawania,
−
sprawdzenie doboru silników,
−
próbę pracy przy obróbce wykańczającej,
−
próbę wydajności (dla obrabiarek przeznaczonych do wielkoseryjnej i masowej produkcji
określonych przedmiotów),
−
próbę powtarzalności uzyskiwanych wymiarów (dla obrabiarek z samo czynną obróbką
przedmiotów).
Dokładność wykonania obrabiarki sprawdza się po sprawdzeniu jej działania pod
obciążeniem, przy zachowaniu ustalonego stanu cieplnego obrabiarki.
Wymagania ogólne dotyczące sprawdzania dokładności obrabiarek oraz metody
pomiarów są ujęte w normach PN-64/M-55650 i PN-85/M-55551. Szczegółowego
sprawdzenia dokładności określonej obrabiarki dokonuje się według odpowiedniej normy PN,
a w braku takiej normy, według specjalnie opracowanej przez producenta karty kontrolnej.
Do badań odbiorczych obrabiarek zaliczyć należy:
−
sprawdzanie dokładności wykonania obrabiarki,
−
sprawdzanie dokładności pozycjonowania,
−
sprawdzanie dokładności kinematycznej,
−
sprawdzanie poziomu hałasu,
−
sprawdzanie mocy na biegu jałowym i współczynnika sprawności ogólnej,
Sprawdzenie dokładności obrabiarki jest podstawowym badaniem odbiorczym,
polegającym na sprawdzeniu dokładności wykonania jej układu geometrycznego oraz na
sprawdzeniu dokładności pracy.
Rys. 13. Schematy podstawowych pomiarów geometrycznych: a) pomiar prostoliniowości, b) pomiar
równoległości, c) pomiar prostopadłości, d) pomiar bicia promieniowego, e) pomiar bicia osiowego,
f) pomiar współosiowości [6].
Sprawdzenie dokładności układu geometrycznego obrabiarek polega na pomiarach
kształtu, położenia oraz przemieszczeń zasadniczych elementów i zespołów obrabiarki.
Metody pomiaru dokładności wielkości geometrycznych obrabiarek są podane w normie
PN-85/M-5555 1/00–32, której 32 arkusze (od 0l do 32) dotyczą sprawdzania poszczególnych
wielkości, a arkusz 00 zawiera postanowienia ogólne.
Do podstawowych pomiarów geometrycznych zalicza się:
−
pomiar prostoliniowości,
−
pomiar równoległości,
−
pomiar prostopadłości,
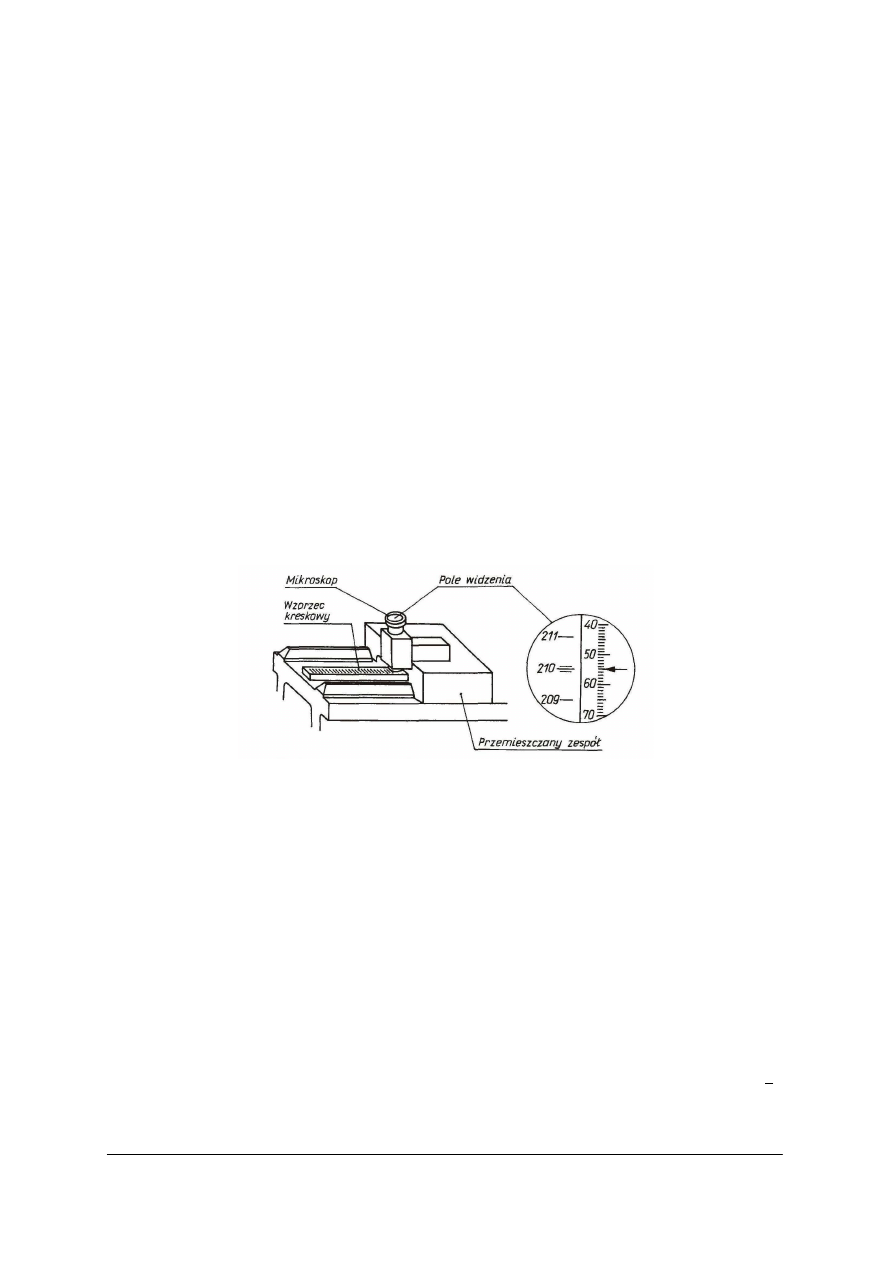
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
−
pomiar bicia osiowego,
−
pomiar bicia promieniowego,
−
pomiar współosiowości.
Schematy tych pomiarów przedstawiono na rysunku 14.
Sprawdzanie dokładności pracy polega na pomiarach dokładności wykonania określonych
powierzchni przedmiotów wykonanych na danej obrabiarce w warunkach obróbki
wykańczającej, tj. w warunkach pomijalnie małego wpływu sił skrawania.
Sprawdzanie dokładności pozycjonowania jest dodatkowym badaniem dokładności
stosowanym w przypadku obrabiarek sterowanych numerycznie. Badanie takie obejmuje
sprawdzanie dokładności położenia określonych zespołów roboczych obrabiarki podczas
dokonywania powtarzalnych przemieszczeń w kierunku sterowanych numerycznie osi
obrabiarki – zarówno dla przemieszczeń liniowych, jak i kątowych.
Na błąd pozycjonowania składają się błędy układu sterowania i układu pomiarowego
oraz błędy geometryczne i kinematyczne sprawdzanego zespołu roboczego. Badanie
dokładności pozycjonowania wykonuje się według ustalonego programu kontrolnego.
Program taki w przypadku przemieszczeń liniowych określa długość odcinka kontrolnego,
liczbę znajdujących się na tym odcinku punktów kontrolnych oraz liczbę najazdów na każdy
punkt kontrolny. Rozmieszczenie punktów kontrolnych powinno być nierównomierne,
a dokładność pozycjonowania może być wyznaczana dla najazdów na punkty kontrolne
z jednej strony lub z obydwóch stron.
Pomiaru dokładności pozycjonowania można dokonać np. za pomocą wzorca
kreskowego i mikroskopu odczytowego, jak to pokazano poglądowo na rys. 15.
Rys. 14. Pomiar dokładności pozycjonowania za pomocą wzorca kreskowego i mikroskopu [6].
Dokładność pozycjonowania badanego zespołu określa się za pomocą dwóch
podstawowych wskaźników, którymi są:
−
M – tolerancja pozycjonowania,
−
R – powtarzalność pozycjonowania.
Tolerancja pozycjonowania jest wskaźnikiem obejmującym wszystkie składniki błędu
pozycjonowania, występujące na całej długości odcinka kontrolnego L, tj. zarówno
systematyczne, jak i przypadkowe.
Powtarzalność pozycjonowania jest wskaźnikiem określającym błędy przypadkowe
pomiarów wykonywanych w poszczególnych punktach kontrolnych.
Dla każdego pomiaru w danym punkcie kontrolnym j wyznacza się odchyłkę
pozycjonowania ∆
ji
, która jest różnicą między położeniem zespołu rzeczywistym
(zmierzonym) x
ji
a położeniem zadanym x
j
w programie kontrolnym:
j
ji
ji
x
x
x
−
=
∆
Ponadto dla każdego punktu kontrolnego wyznacza się średnią wartość odchyłek
j
x
,
która jest sumą wszystkich odchyłek podzieloną przez liczbę pomiarów (najazdów) n:
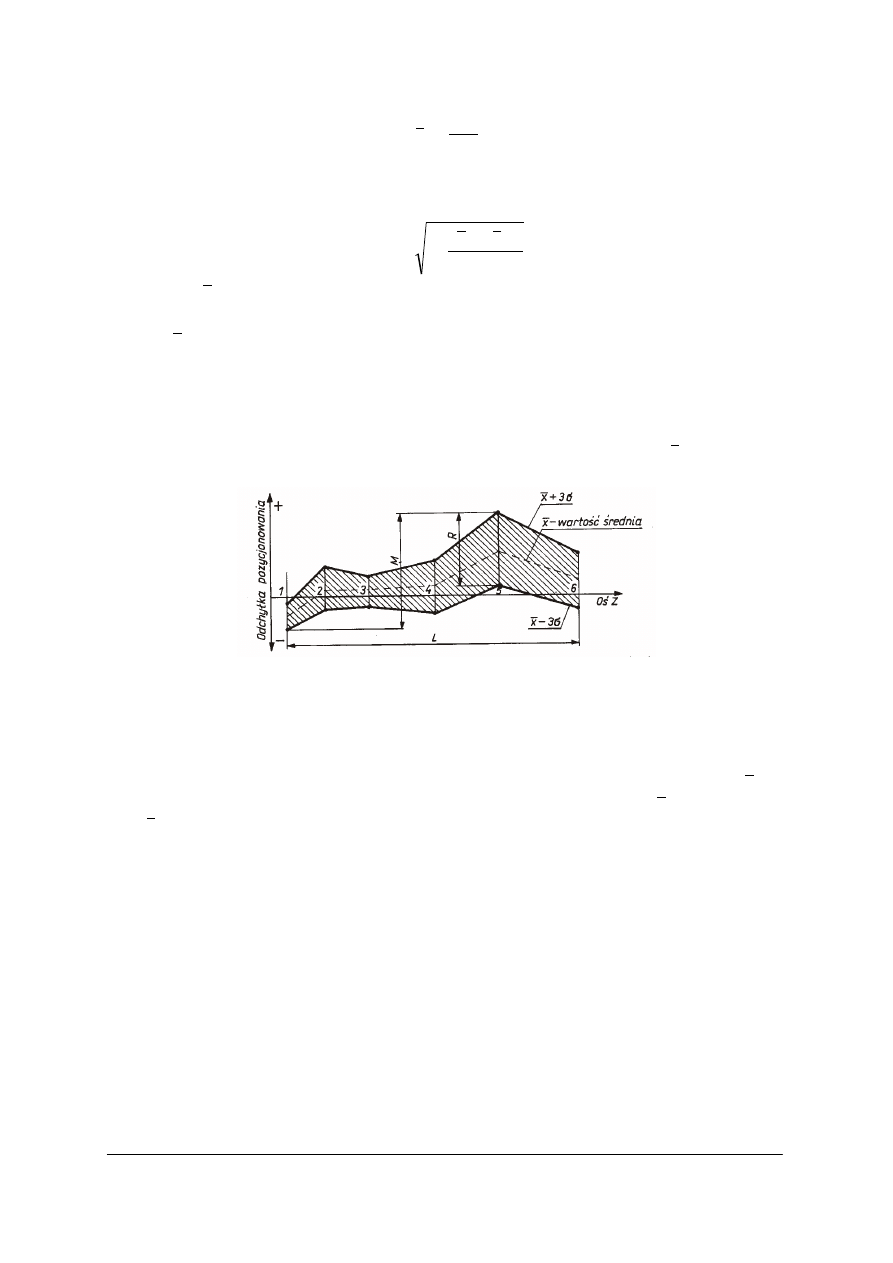
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
n
x
ji
x
j
Σ
=
Wyniki badań opracowuje się przy założeniu, że wartości błędów przypadkowych są
zgodne z rozkładem normalnym, dla którego średnie odchylenie standardowe od wartości
ś
redniej można obliczyć wg wzoru:
∑
=
−
−
±
=
N
i
j
ji
j
n
x
x
1
2
1
)
(
σ
w którym:
ji
x
– kolejne wartości zmierzonych odchyłek pozycjonowania dla punktu
kontrolnego j,
j
x
– wartość średnia odchyłek pozycjonowania w punkcie kontrolnym j,
n – liczba najazdów na punkt kontrolny j.
Wyznaczona wartość średniego odchylenia standardowego określa obszar ufności, który
obejmuje określoną liczbę wszystkich możliwych przypadków. Przyjmowany zazwyczaj
obszar ± 3σ
j
, obejmuje 99,74% wszystkich wyników pozycjonowania. Wyznaczoną dla
każdego punktu kontrolnego wartość średnią odchyłek pozycjonowania
j
x
oraz obszar
ufności ± 3σ
j
nanosi się na wykres (rys. 16).
Rys. 15. Przykładowy wykres pola rozrzutu pozycjonowania uzyskany przy najazdach z jednej strony.
L – odcinek kontrolny, 1 – 6 – punkty kontrolne, M – tolerancja pozycjonowania, R – rozrzut
.pozycjonowania [6]
Na osi poziomej zaznacza się odcinek pomiarowy L z punktami kontrolnymi, a na osi
pionowej obliczone wartości odchyłek. Wykres taki jest graficznym obrazem pola rozrzutu
(wstęgą rozrzutu). Środkiem pola rozrzutu przebiega linia wartości średnich odchyłek x (na
wykresie linia kreskowa). Ograniczeniem pola rozrzutu od góry jest linia x + 3σ, a od dołu
linia x -3σ
Dokładność pozycjonowania M jest to odległość między dwiema liniami,
ograniczającymi pole rozrzutu, równoległymi do osi Z wykresu. Natomiast powtarzalność
pozycjonowania R jest to obszar ufności ± 3σ dla punktu kontrolnego, w którym osiągnęła
ona największą wartość.
Sprawdzanie dokładności kinematycznej polega na pomiarze błędu kinematycznego
określonego łańcucha, służącego do uzyskania złożonego ruchu kształtowania. Zazwyczaj
sprawdza się dokładność kinematyczną obrabiarek do gwintów lub uzębień, gdyż na tych
obrabiarkach wykonuje się większość powierzchni wymagających stosowania złożonych
ruchów kształtowania.
Do
pomiarów
kinematycznych
stosuje
się
specjalne
przyrządy,
nazywane
kinematometrami, za pomocą których określa się różnicę między rzeczywistym (uzyskanym)
a teoretycznym (zadanym) przemieszczeniem końcowego elementu łańcucha. W przyrządach
takich teoretyczne przemieszczenia uzyskuje się najczęściej za pomocą bardzo dokładnego
wzorca ruchu, np. wzorcowej przekładni śrubowej w przypadku pomiaru błędu
kinematycznego łańcucha kształtowania linii śrubowej w obrabiarkach do gwintów lub
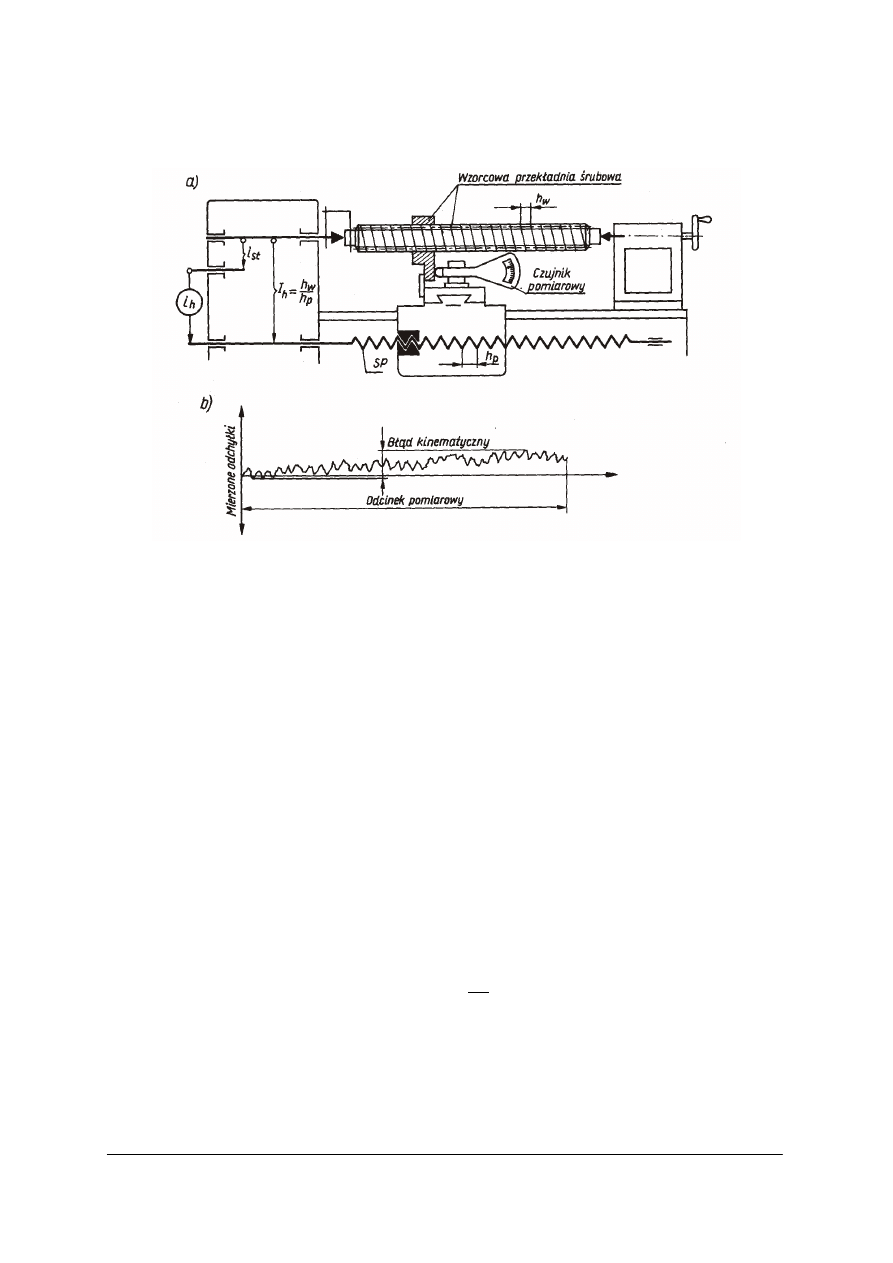
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
wzorca ruchu tocznego w obrabiarkach do uzębień. Przykład pomiaru błędu kinematycznego
tokarki uniwersalnej z zastosowaniem wzorcowej przekładni śrubowej przed stawiono na
rysunku 17.
Rys. 16. Pomiar błędu kinematycznego łańcucha kształtowania linii śrubowej tokarki uniwersalnej: a) schemat
pomiaru, b) wykres zmierzonego błędu kinematycznego [6].
W tokarce tej przełożenie przekładni gitarowej i
h
oraz całego łańcucha kształtowania linii
ś
rubowej I
h
zostało nastawione odpowiednio do skoku gwintu h
w
wzorcowej przekładni
ś
rubowej i skoku h
p
śruby pociągowej.
Podczas pomiaru umieszczony na suporcie tokarki czujnik pomiarowy wskazuje liniową
wartość błędu kinematycznego jako różnicę położenia nakrętki przemieszczającej się po
wzorcowej śrubie i rzeczywistego położenia suportu przemieszczanego po prowadnicy łoża
za pomocą śruby pociągowej, stanowiącej ostatni obrotowy człon sprawdzanego łańcucha.
W zależności od rodzaju zastosowanego czujnika pomiarowego wykonuje się pomiar
ciągły lub przerywany (dyskretny). W przypadku pomiaru ciągłego wskazania czujnika
(np. indukcyjnego) są przekazywane do rejestratora, który zapisuje je w postaci wykresu
zmierzonego błędu (rys. 16 b). W przypadku pomiaru dyskretnego w określonych punktach
pomiarowych notuje się wskazania czujnika i na ich podstawie sporządza wykres
zmierzonego błędu.
Sprawdzanie poziomu hałasu polega na wyznaczaniu poziomu dźwięku w określonych
punktach
pomiarowych,
znajdujących
się
na
powierzchniach
wyobrażalnego
prostopadłościanu, otaczającego obrabiarkę, jak to pokazano na rysunku 18.
Miarą intensywności poziomu hałasu jest poziom ciśnienia akustycznego L, wyrażany
w decybelach (dB) i określany z zależności:
o
p
p
L
lg
20
=
w której: p – skuteczna wartość ciśnienia akustycznego w punkcie pomiaru w Pa,
p
o
– ciśnienie akustyczne odniesienia, przyjmowane jako równe 2· 10
-5
Pa.
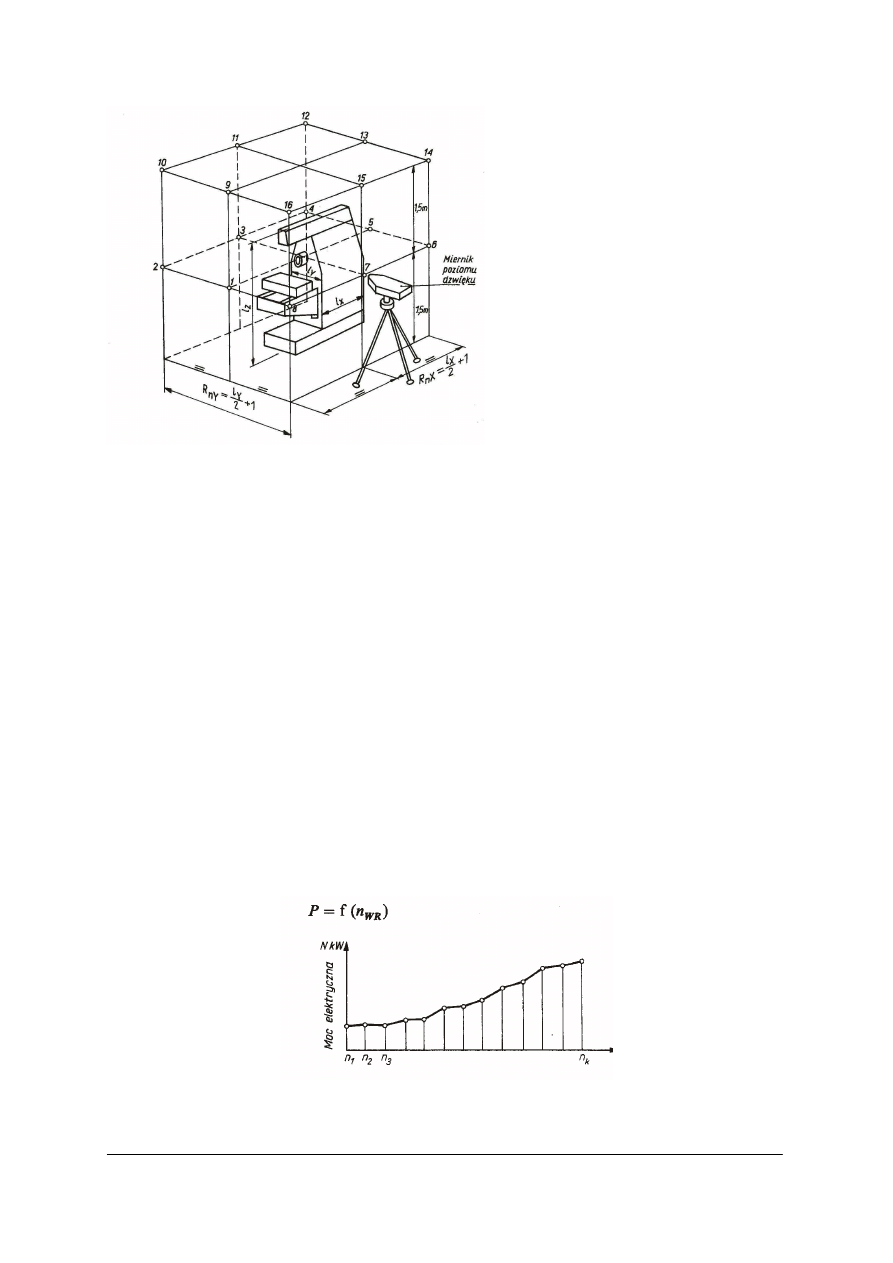
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Rys. 17.
Punkty pomiarowe (1–16) do wyznaczania poziomu hałasu (głośności) obrabiarki [6].
Miarą oddziaływania hałasu na słuch człowieka jest poziom dźwięku L
A
, określany
w dB(A). Jest to poziom ciśnienia akustycznego skorygowanego wg charakterystyki korekcji
A, która polega na odczycie liczby dB, z uwzględnieniem charakterystyki ucha ludzkiego.
Do pomiaru hałasu stosuje się precyzyjny miernik poziomu dźwięku, który składa się
z mikrofonu pomiarowego, cechowanego wzmacniacza i przyrządu wskazującego,
umożliwiającego wyznaczenie wartości poziomu ciśnienia akustycznego L w dB oraz
poziomu dźwięku L
A
w dB(A). Pomiaru dokonuje się zgodnie z normą PN-77/M-55725.
Podane w tej normie wartości dopuszczalnego poziomu dźwięku dla różnych odmian
i wielkości obrabiarek mieszczą się w granicach 75–88 dB(A).
Poziom dźwięku mierzy się w szesnastu punktach pomiarowych, rozmieszczonych
przestrzennie tak, jak to przedstawiono na rys. 18. W przypadku gdy (L + 1 m) <3 m,
wystarczy wykonać pomiary tylko w ośmiu punktach, oznaczonych numerami od 1 do 8.
Wyznaczanie sprawności obrabiarki
W celu określenia sprawności obrabiarki dokonuje się pomiaru strat mocy biegu
jałowego oraz pomiarów służących do określenia sprawności ogólnej napędu ruchu głównego
(zgodnie z normą PN-66/M-55606).
Straty mocy biegu jałowego mierzy się dla każdej prędkości obrotowej wrzeciona,
notując pobór mocy elektrycznej przez silnik napędowy. Na podstawie otrzymanych
wyników pomiaru sporządza się wykres zależności (rys.19)
Rys. 18.
Przykład wykresu zależności mocy biegu jałowego od prędkości obrotowej wrzeciona [6].
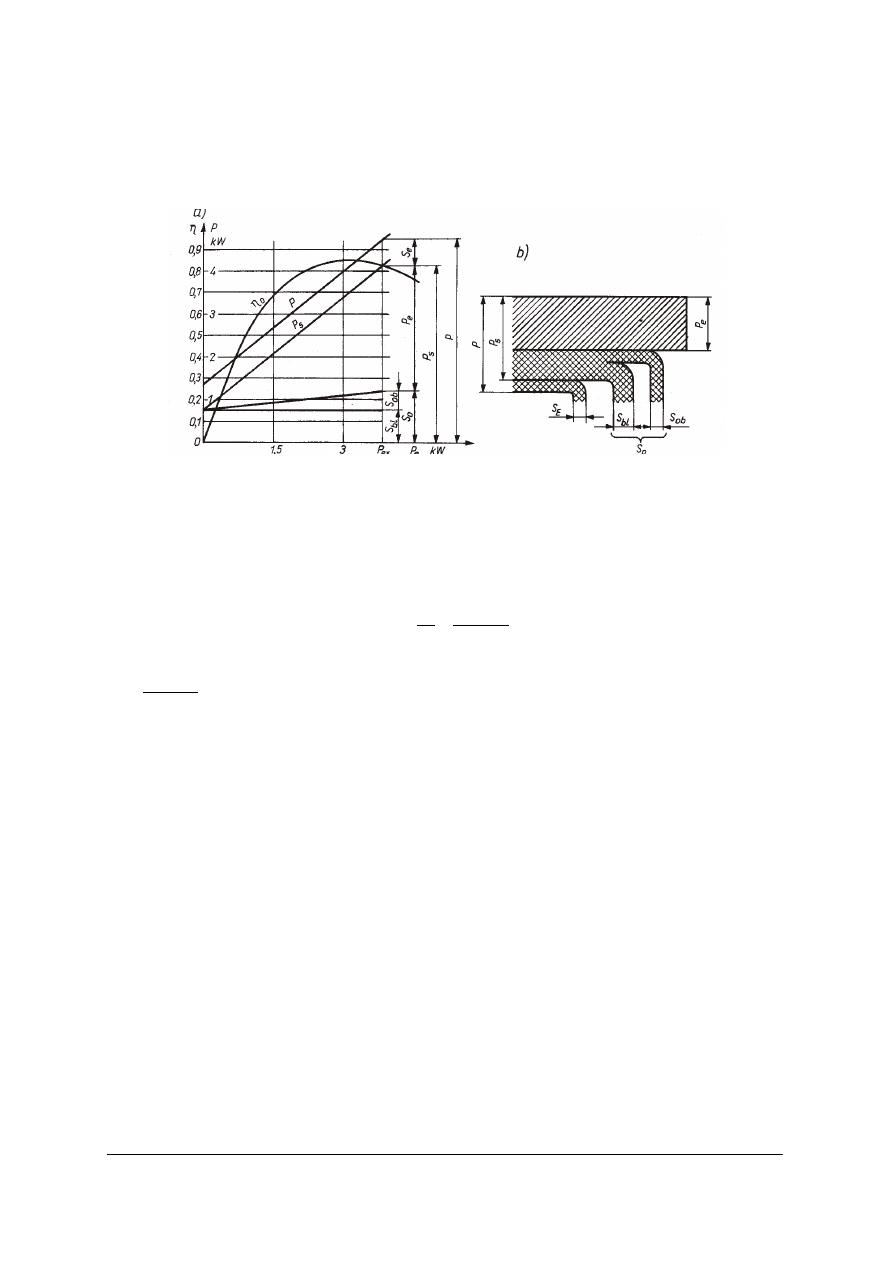
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
W celu wyznaczenia sprawności ogólnej napędu ruchu głównego wykonuje się
jednoczesne pomiary mocy elektrycznej pobieranej przez silnik napędowy oraz mocy
użytecznej pobieranej na wrzecionie obrabiarki. Pomiary te wykonuje się przy stałej
prędkości obrotowej wrzeciona i jego zmiennym obciążeniu momentem obrotowym
(mierzonym np. za pomocą regulowanego hamulca).
Rys. 19. Wykres mocy i sprawności napędu obrabiarki w funkcji mocy użytecznej (efektywnej) dla określonej
prędkości obrotowej wrzeciona P – moc pobierana przez silnik elektryczny z sieci, P
S
– moc oddawana
przez silnik obrabiarce, P
e
– moc efektywna na wrzecionie, S
E
– straty mocy w silniku, S
o
– straty mocy
w obrabiarce, S
bj
– straty mocy biegu jałowego obrabiarki, S
ob
- straty dodatkowe w obrabiarce
wywołane obciążeniem [6].
Po wykonaniu pomiarów sprawność ogólną η
0
wyznacza się z zależności:
P
n
M
P
P
WR
e
9550
0
⋅
=
=
η
w której:
P
n
M
P
WR
e
9550
⋅
=
– moc efektywna (użyteczna), mierzona na wrzecionie obrabiarki w kW,
M – moment obrotowy na wrzecionie w N·m,
n
WR
– prędkość obrotowa wrzeciona w obr/min,
P – moc pobierana przez silnik napędowy z sieci w kW.
Wyniki pomiarów przedstawia się graficznie w postaci wykresów. Przykład wykresu
ilustrującego przebieg sprawności ogólnej oraz mocy pobieranej, użytecznej i traconej
w zależności od obciążenia obrabiarki przy określonej prędkości obrotowej wrzeciona
przedstawiono na rysunku 20 a, b.
Wykresy takie umożliwiają dokonanie analizy energetycznej obrabiarki i ustalenie
warunków jej racjonalnej eksploatacji.
Sztywność, dobre własności dynamiczne i stabilność cieplna to cechy użytkowe, które
mają coraz większy wpływ na ocenę jakości i wartości technicznej współczesnych obrabiarek.
Badania tych własności mają na celu sprawdzenie poprawności konstrukcyjnej
i wykonawczej nowej odmiany obrabiarki.
Badanie sztywności statycznej. Sztywność statyczna obrabiarki jest to zdolność do
przeciwstawiania się odkształceniom wywoływanym działaniem sił lub momentów
statycznych, symulujących działanie sił skrawania.
Badanie sztywności statycznej sprowadza się do wyznaczenia wskaźnika sztywności
statycznej
j.
Sposób pomiaru – tzn. wartość obciążenia, miejsce przyłożenia sił i momentów, kierunek
ich działania i miejsce pomiaru odkształcenia – jest ustalany odrębnie dla każdego typu
i każdej wielkości obrabiarek.
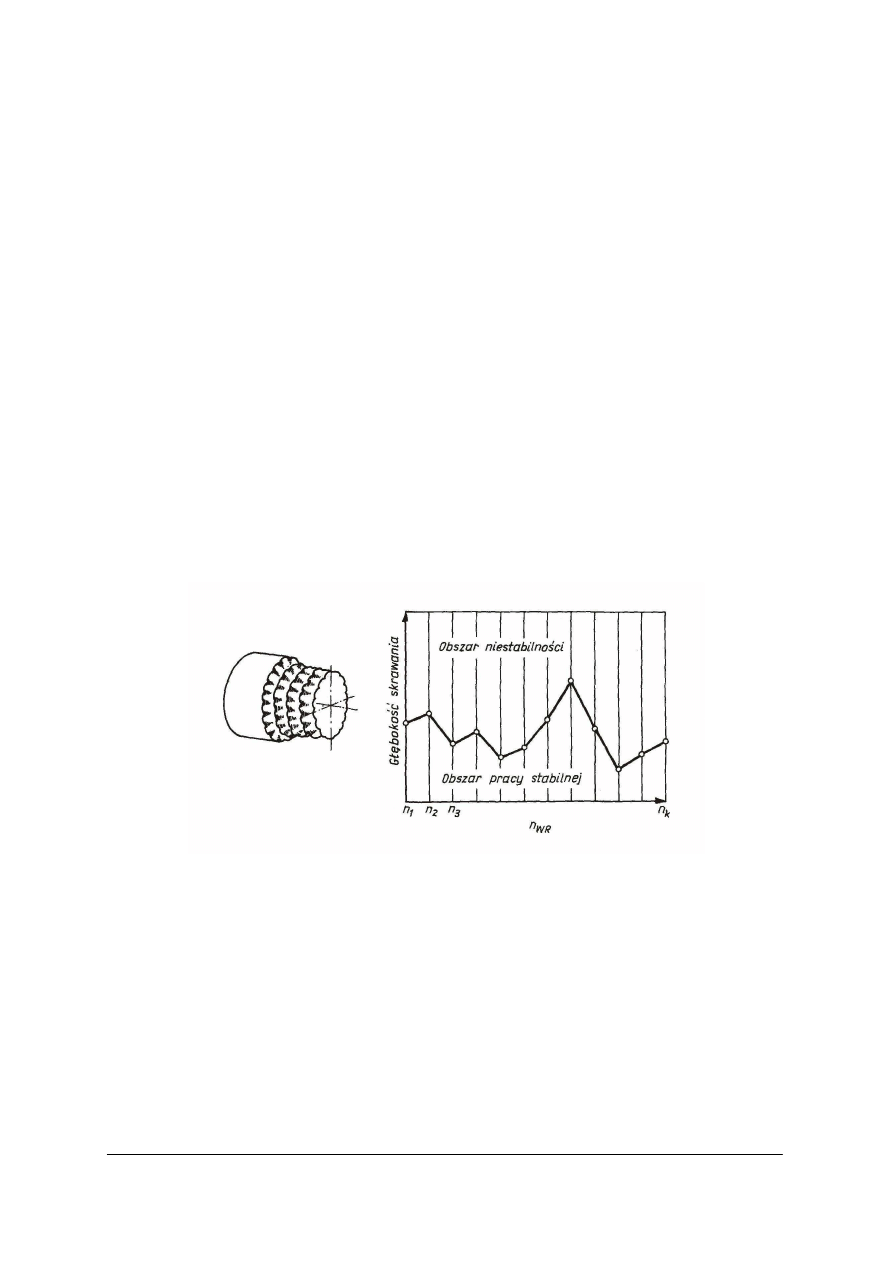
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Ogólne warunki pomiarów sztywności statycznej obrabiarek są określone w normie
branżowej BN-74/1522-0l, natomiast sposoby pomiaru sztywności poszczególnych typów
obrabiarek są podane w kolejnych arkuszach tej normy.
Badanie własności dynamicznych ma na celu sprawdzenie odporności obrabiarki na
występujące podczas procesu obróbki obciążenia dynamiczne. Obciążenia te zakłócają
przebieg wykonywanych przez narzędzie i przedmiot obrabiany ruchów kształtowania,
powodując błędy wykonania przedmiotu.
Powstające zakłócenia są zależne zarówno od rodzaju obciążeń dynamicznych, jak od
własności masowo-sprężystego układu OUPN, tj. układu obrabiarka uchwyt – przedmiot –
narzędzie.
Własności masowo-sprężystego układu obrabiarki (OUPN) sprawiają, że odchylenia
ruchów kształtowania narzędzia i przedmiotu obrabianego mają charakter ruchów drgających.
Spośród występujących w obrabiarkach rodzajów drgań najważniejsze są drgania własne,
drgania wymuszone i drgania samowzbudne .
Badanie własności dynamicznych obrabiarek w najprostszej postaci sprowadza się do
pomiaru odporności obrabiarki na drgania wymuszone oraz do pomiaru obszaru stabilności
procesu skrawania.
Do oceny odporności obrabiarki na drgania wymuszone służą charaktery styki
amplitudowe (rezonansowe), które sporządza się na podstawie zarejestrowanego przebiegu
zmiennej siły wymuszającej oraz zmierzonych przemieszczeń względnych badanego zespołu.
Proces skrawania uznaje się za stabilny, jeśli podczas jego trwania nie występują drgania
samowzbudne. Drgania te pozostawiają na powierzchni przedmiotu charakterystyczne ślady
obróbki, jak to pokazano na rysunku 21.
Rys. 20. Ślady drgań samowzbudnych na powierzchni obrabianego przedmiotu oraz przykład karty stabilności
obrabiarki [6].
W celu dokonania oceny stabilności pracy obrabiarki wykonuje się próby skrawania. Na
podstawie tych prób sporządza się kartę stabilności obrabiarki, określającą dla danych
warunków skrawania (np. głębokości skrawania) obszar pracy stabilnej.
Badanie odkształceń cieplnych ma na celu określenie wpływu oddziaływań termicznych
na układ kształtowania obrabiarki.
Odkształcenia cieplne elementów i zespołów obrabiarki są wywoływane rozszerzalnością
cieplną zastosowanych materiałów konstrukcyjnych, nagrzewanych przez zewnętrzne lub
znajdujące się wewnątrz obrabiarki źródła ciepła.
W obrabiarce źródłami ciepła są zazwyczaj silniki elektryczne, łożyska wrzecion,
sprzęgła cierne, hamulce, olej układu hydraulicznego i smarowania, przekładnie zębate
i śrubowe, zespoły prowadnicowe oraz proces skrawania. Jeśli rozkład temperatury w całej
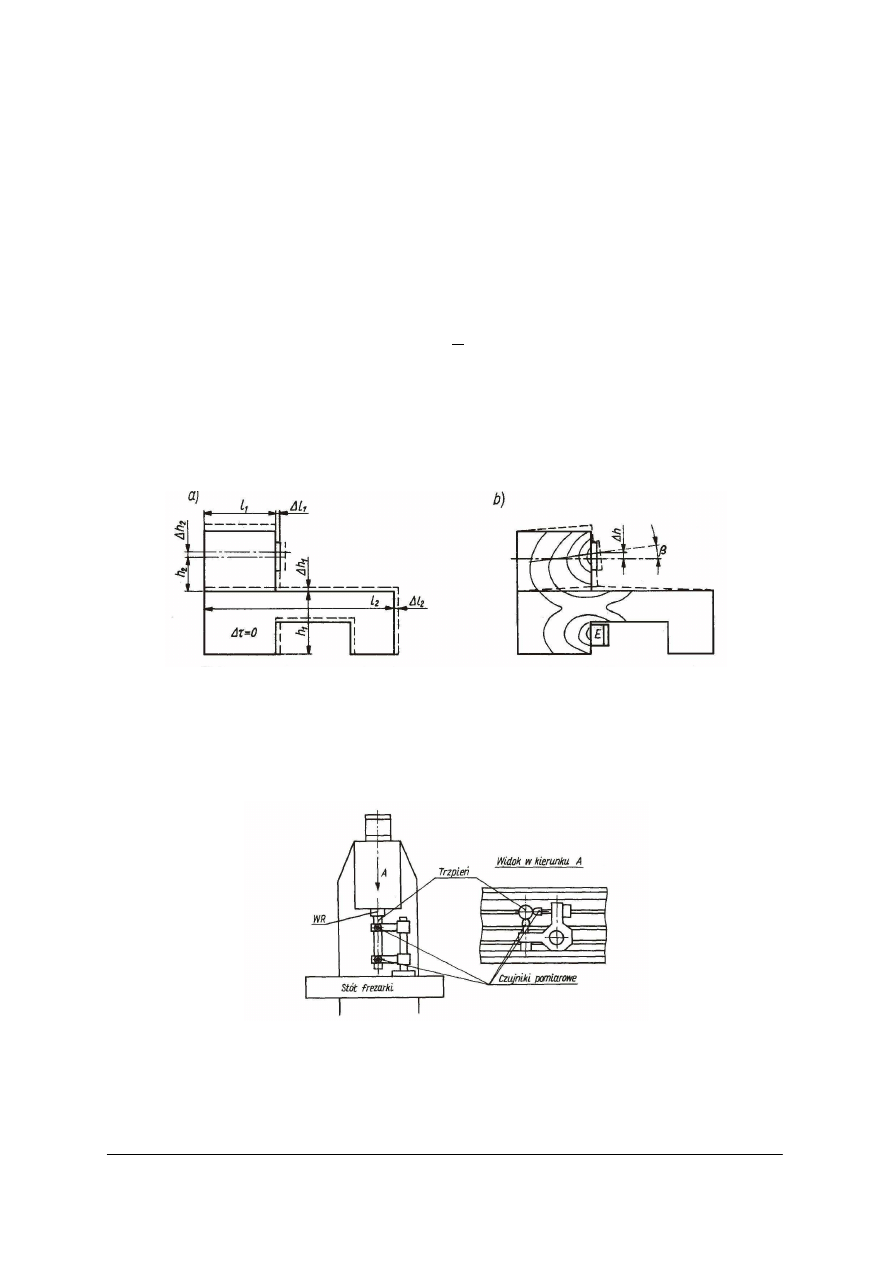
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
masie elementu jest jednorodny, to przy wzroście temperatury od τ
0
i do τ nastąpi liniowe
wydłużenie elementu ∆l określone równaniem:
)
(
0
0
τ
τ
α
−
⋅
=
∆
l
l
w którym: α – współczynnik rozszerzalności cieplnej – dla żeliwa
9
≈
α
µm/(m·K),
a dla stali i betonu
9
≈
α
µm/(m·K),
l
0
– długość elementu w temperaturze początkowej.
Najczęściej rozkład temperatury w elementach i zespołach obrabiarki nie jest jednorodny,
a to powoduje powstawanie złożonego stanu naprężeń i wywołanych przez nie odkształceń.
W przypadku korpusów w postaci stojaków lub długich łóż wzrost temperatury z jednej
strony korpusu prowadzi do jego wygięcia. Kąt wgięcia można wyznaczyć z zależności:
τ
α
β
∆
⋅
⋅
=
b
h
tg
arc
w której: h – wysokość stojaka,
b – szerokość stojaka,
∆τ – z różnica temperatury stojaka na jego przeciwległych ścianach.
Przykłady
odkształceń
cieplnych
tokarki
w
przypadku
równomiernego
i nierównomiernego rozkładu temperatury (pola temperatury) w całym korpusie podano na
rysunku 22.
Rys. 21. Odkształcenia cieplne tokarki w przypadku: a) równomiernego rozkładu temperatury w całym korpusie,
b) nierównomiernego rozkładu temperatury wywołanego nagrzewaniem się przedniego łożyska
wrzeciona oraz silnika elektrycznego [6].
Do pomiarów odkształceń cieplnych w obrabiarkach stosuje się dotykowe lub
bezdotykowe (np. indukcyjne) czujniki przemieszczeń i czujniki temperatury. Niezbędne są
też do tego podstawy i uchwyty do mocowania czujników.
Rys. 22. Schemat pomiaru położenia osi wrzeciona frezarki pionowej względem powierzchni stołu. Pomiaru
dokonuje się za pomocą trzpienia kontrolnego i czujników wskazujących odchyłki w dwóch
położeniach i dwóch kierunkach pomiarowych [6].
Sposób pomiaru wpływu odkształceń cieplnych na położenie osi wrzeciona frezarki
pionowej za pomocą trzpienia kontrolnego i czujników osadzonych w dwóch oprawkach na
kolumnie ustawionej na stole podstawki – przed stawiono przykładowo na rysunku 23.
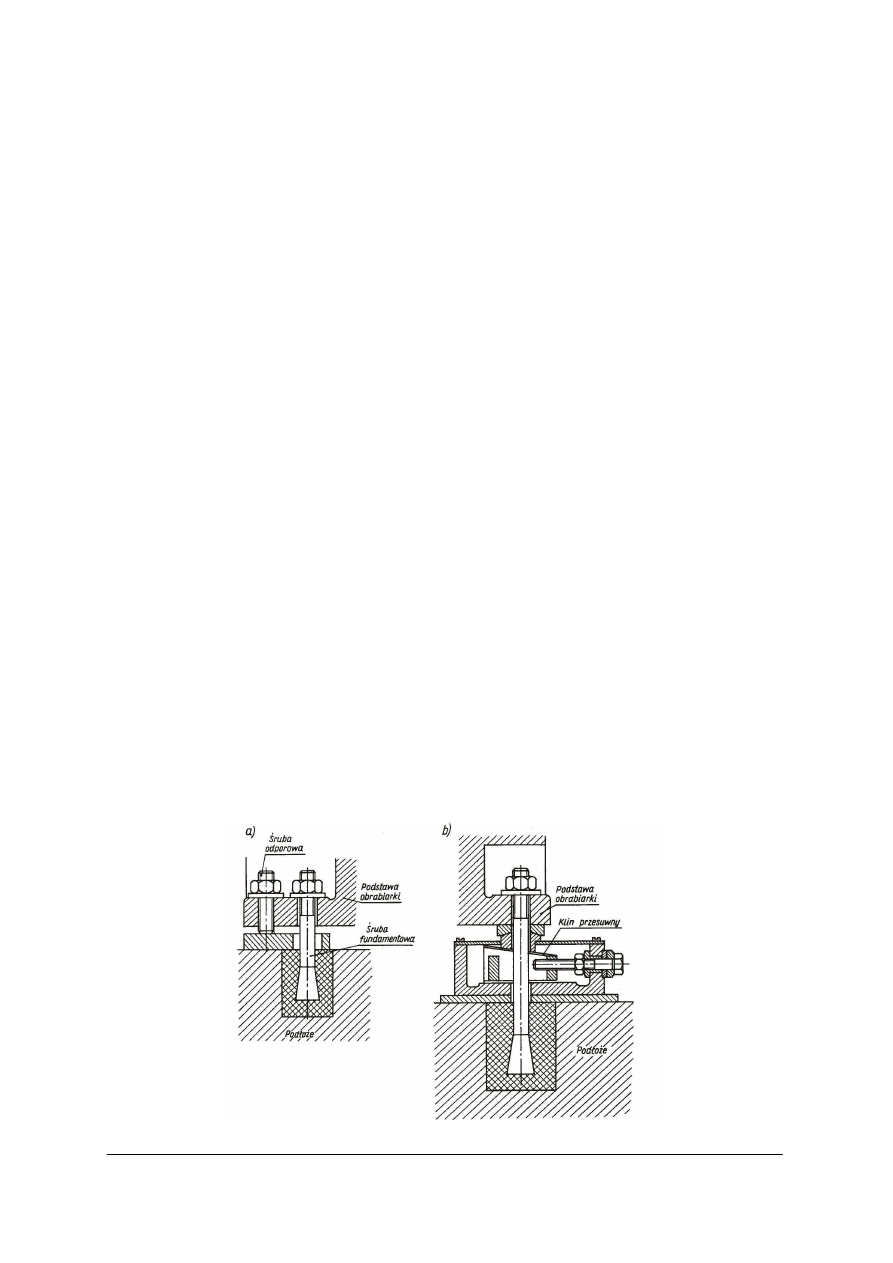
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Badanie wykonuje się przy uruchomionym wrzecionie, dokonując w przyjętych
odstępach czasowych (np. co 5 mm) pomiaru temperatury (w określonych punktach) oraz
pomiaru położenia osi wrzeciona w dwóch wzajemnie prostopadłych kierunkach.
Transport obrabiarek
Rozróżnia się transport obrabiarek zewnętrzny i wewnętrzny. Transportem zewnętrznym
obrabiarek jest nazywany ich transport od wytwórcy do użytkownika. Obrabiarki małe
i średniej wielkości są transportowane w całości w masywnych skrzyniach drewnianych,
natomiast obrabiarki duże są przewożone w oddzielnych zespołach. Powierzchnie nie
malowane obrabiarki są zabezpieczone przed korozją specjalnym smarem. Obecnie coraz
szerzej jest stosowany transport kontenerowy, tzn. przewóz towarów w specjalnych
pojemnikach z uchwytami do łatwego podnoszenia i ustawiania na platformach
samochodowych lub wagonach towarowych.
Transportem wewnętrznym obrabiarek jest nazywany ich transport tylko na terenie
zakładu produkcyjnego. Odbywa się on różnymi sposobami, zależnie od możliwości
transportowych zakładu, wielkości i masy obrabiarki oraz długości drogi transportu, tzn.
przez:
−
przesuwanie obrabiarki na wałkach lub rurach stalowych ręcznie lub za pomocą
wciągarki,
−
przesuwanie obrabiarki na arkuszu grubej blachy za pomocą ciągnika lub przeważnie na
specjalnej platformie,
−
przenoszenie obrabiarki suwnicą,
−
przewożenie zespołów obrabiarki w skrzyniach za pomocą wózków widłowych lub
innych.
Ustawianie i fundamentowanie obrabiarek
Dla zapewnienia optymalnych warunków pracy obrabiarek, należy je odpowiednio
ustawić na hali produkcyjnej. Ustawiane obrabiarki mogą być mocowane do podłoża lub
mogą być ustawiane na podłożu swobodnie. Poza tym obrabiarki mogą być ustawiane na
podłożu bez specjalnego zabezpieczenia przeciw drganiom (wibracjom) lub z zastosowaniem
ś
rodków antywibracyjnych.
W przypadku mocowania obrabiarek do podłoża stosuje się różnego rodzaju podkładki
ustawcze i śruby mocujące, a w przypadku ustawienia swobodnego stosuje się różnorodne
podstawki lub płyty o własnościach wibroizolacyjnych, zazwyczaj produkowane przez
wyspecjalizowane firmy.
Rys. 23. Ustawianie (poziomowanie) i mocowanie obrabiarek do podłoża: a) za pomocą śruby odporowej i śruby
fundamentowej, b) za pomocą przesuwnego klina i śruby fundamentowej [6].
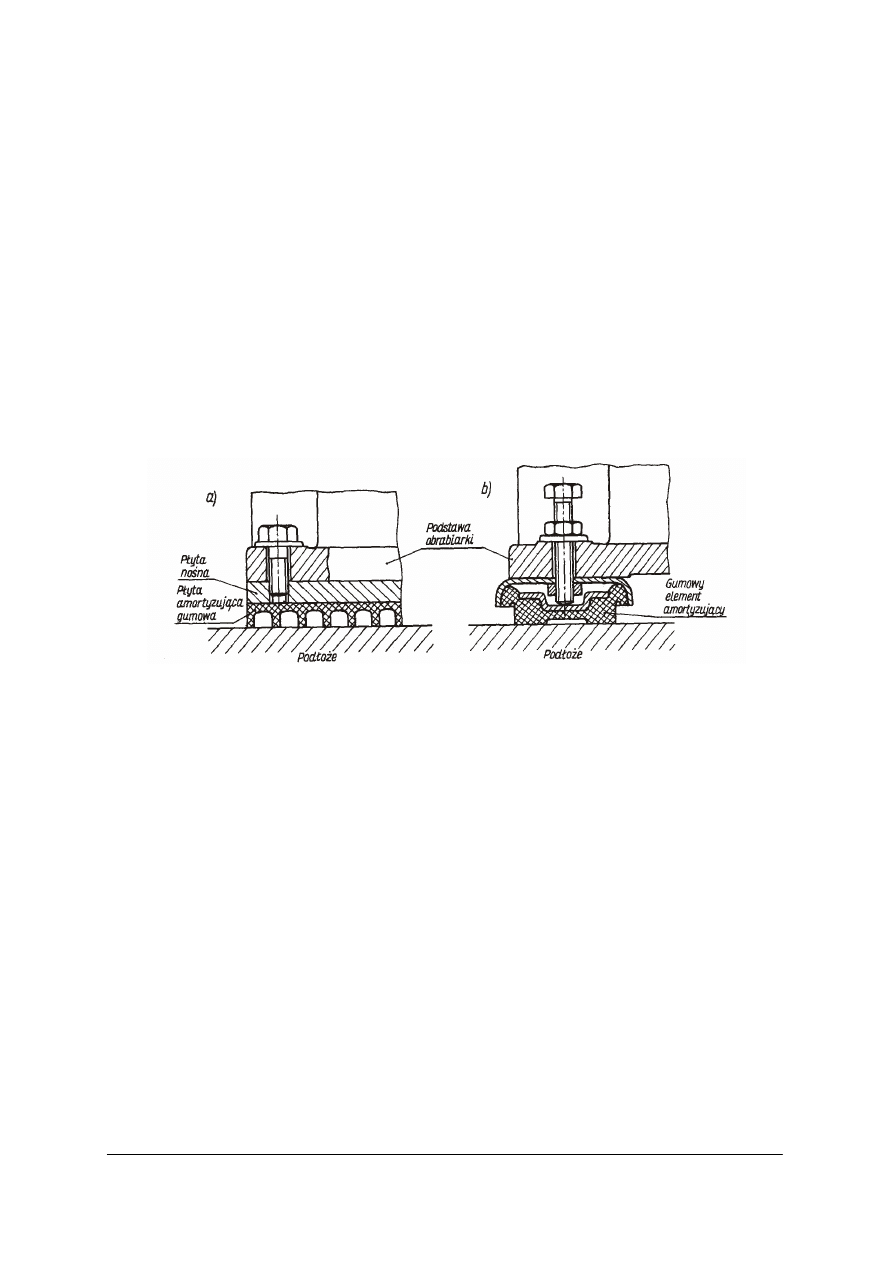
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Małe (lekkie) i średniej wielkości obrabiarki normalnej dokładności ustawia się na
podłożu, którym jest zazwyczaj betonowa podłoga hali produkcyjnej, o minimalnej grubości
150–200 mm. Jeśli w hali nie ma betonowej podłogi, to obrabiarka może być ustawiona na
betonowej płycie o grubości do 300 mm.
Podłoże, na którym się ustawia obrabiarkę, powinno przenieść obciążenie wynoszące od
10
4
do 10
5
N/m
2
.
Obrabiarka mocowana do podłoża musi mieć w podstawie odpowiednie otwory,
a w podłożu muszą być osadzone śruby mocujące (fundamentowe).
Przykłady typowych sposobów poziomowania i mocowania obrabiarek do podłoża
podano na rysunku 24. W przykładzie pokazanym na rysunku 24 a do poziomowania
obrabiarki służy śruba odporowa wkręcona w podstawę obrabiarki w bezpośredniej bliskości
ś
ruby fundamentowej. Natomiast na rysunku 24 b podano sposób poziomowania i mocowania
obrabiarki z za stosowaniem klina przesuwnego (regulacyjnego).
Po dokładnym wypoziomowaniu i zamocowaniu obrabiarki szczelinę między podstawą
a podłożem zalewa się betonem.
Przykłady podstawek i płyt stosowanych do swobodnego ustawiania obrabiarek na
podłożu (podłodze lub fundamencie) przedstawiono na rysunku 25.
Rys. 24. Przykłady swobodnego ustawiania obrabiarek na podłożu: a) ustawienie na elastycznej płycie tłumiącej
drgania, b) ustawienie na gumowej podkładce amortyzacyjnej [6].
Tego rodzaju urządzenia spełniają zazwyczaj zadania elementów izolujących obrabiarkę
przed drganiami.
Obrabiarki dokładne, a także obrabiarki ciężkie oraz te, na których mogą występować
duże obciążenia dynamiczne, powinny być ustawione na indywidualnych fundamentach,
oddzielonych szczeliną od otaczającego podłoża. Zadaniem takiego fundamentu jest
zabezpieczenie przed przenoszeniem na obrabiarkę drgań przez podłoże hali produkcyjnej
oraz zwiększenie sztywności obrabiarki i jej odporności na drgania.
Wysokość fundamentu opartego na gruncie można w przybliżeniu wy znaczyć znając
jego ciężar, który powinien być 1,5–3 razy większy od ciężaru obrabiarki.
Powierzchnia fundamentu musi być tak dobrana, aby nie przekroczyć dopuszczalnego
nacisku na grunt. Nacisk ten, w zależności od rodzaju gruntu i związanej z tym
wytrzymałości, wynosi 15–60 N/cm
2
W celu pewniejszego zabezpieczenia obrabiarek przed drganiami stosuje się fundamenty
wibroizolacyjne lub elementy amortyzujące drgania, umieszczane między podstawą
obrabiarki a fundamentem.
Przykłady fundamentu zwykłego oraz fundamentu z wibroizolacją pokazano na rysunku
26. W przedstawionym na rysunku 26 b fundamencie z wibroizolacją blok fundamentowy jest
osadzony na amortyzatorach sprężynowych.
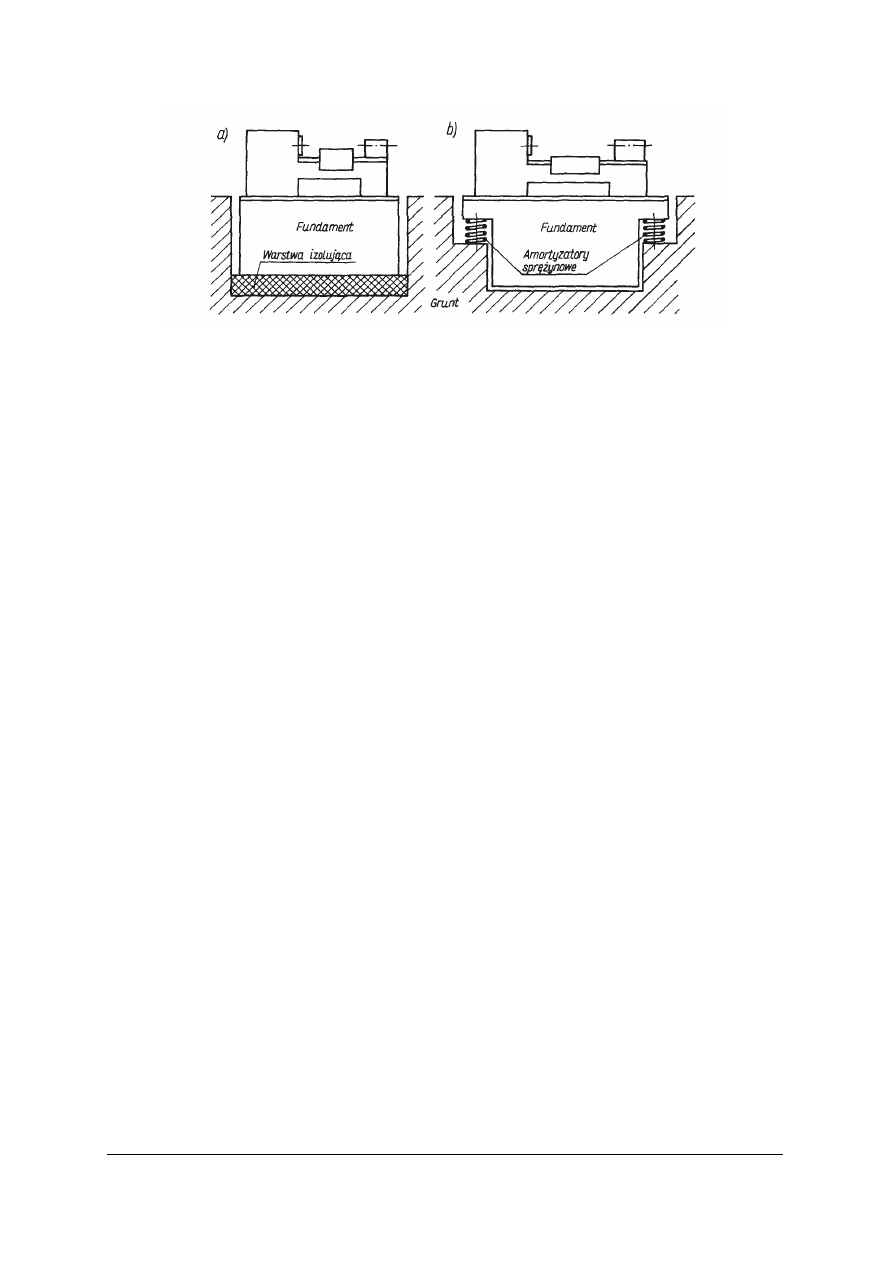
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Rys. 25. Szkice fundamentów: a) zwykłego, b) z wibroizolacją [6].
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki jest cel badań odbiorczych obrabiarek?
2. Na czym polega sprawdzenie dokładności obrabiarki?
3. Co zalicza się do podstawowych pomiarów geometrycznych?
4. Na czym polega pomiar hałasu?
5. Jakie znasz sposoby ustawienia obrabiarek na podłożu?
4.4.3. Ćwiczenia
Ćwiczenie 1
Dokonaj sprawdzenia prostoliniowości łoża tokarki po przeprowadzonym remoncie
głównym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać sprawdzenia prostoliniowości,
2) dokonać analizy stanu technicznego prowadnic,
3) zaprezentować wykonane ćwiczenie,
4) dokonać oceny ćwiczenia.
Wyposażenie stanowiska pracy:
−
tokarka,
−
wałek kontrolny,
−
czujnik,
−
pisaki,
−
kartki papieru.
Ćwiczenie 2
Dokonaj ustawienia i wypoziomowania frezarki uniwersalnej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać sprawdzenia sposobu mocowania frezarki do podłoża,
2) dokonać poziomowania stołu frezarki,
3) zaprezentować wyniki badań nauczycielowi.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Wyposażenie stanowiska pracy:
−
frezarka uniwersalna,
−
dokumentacja DTR,
−
komplet kluczy płaskich,
−
poziomnica,
−
pisaki,
−
kartki papieru.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić warunki odbioru technicznego obrabiarek?
2) scharakteryzować badania techniczne obrabiarek?
3) scharakteryzować badania odbiorcze obrabiarek?
4) określić zasady transportu obrabiarek?
5) określić zasady ustawiania i fundamentowania obrabiarek?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
4.5. Zasady
bezpieczeństwa
i
higieny
pracy,
ochrony
przeciwpożarowej i ochrony środowiska
4.5.1. Materiał nauczania
Przestrzeganie przepisów i zasad bezpieczeństwa i higieny pracy jest bardzo ważnym
obowiązkiem pracownika. W szczególności uczeń jest obowiązany:
−
stosować przepisy i zasady bezpieczeństwa i higieny pracy,
−
uczestniczyć w szkoleniu i instruktażu z tego zakresu,
−
wykonywać pracę w sposób zgodny z przepisami i zasadami bezpieczeństwa i higieny
pracy oraz stosować się do wydawanych w tym zakresie poleceń i wskazówek
nauczycieli,
−
dbać o należyty stan maszyn, urządzeń, narzędzi i sprzętu oraz o porządek i ład
w miejscu pracy,
−
stosować środki ochrony zbiorowej, a także używać przydzielonych środków ochrony
indywidualnej oraz odzieży i obuwia roboczego, zgodnie z ich przeznaczeniem,
−
niezwłocznie zawiadomić nauczyciela o zauważonym wypadku albo zagrożeniu życia lub
zdrowia ludzkiego oraz ostrzec inne osoby znajdujące się w rejonie zagrożenia,
o grożącym im niebezpieczeństwie.
Mechanicy obsługujący obrabiarki skrawające powinni utrzymywać swoje stanowisko
pracy w czystości i porządku pamiętając o tym, iż bałagan jest często przyczyną
nieszczęśliwych wypadków. Powinni także utrzymywać w porządku odzież ochronną,
pamiętając o nakryciu głowy oraz o tym, aby kołnierz i mankiety rękawów przylegały do
ciała. Wypadki podczas pracy zdarzają się najczęściej wskutek złego stanu narzędzi lub
nieprawidłowego posługiwania się nimi, a czasem również wskutek niewłaściwej organizacji
pracy.
W wielu przedsiębiorstwach zachowało się do tej pory przeświadczenie, że remont
można organizować w warunkach przypadkowych, np. w pomieszczeniach nienadających się
do produkcji. Ze względów bhp jest to nie do przyjęcia. Podczas remontu pracownicy
wykonują często bardzo skomplikowane i precyzyjne operacje i zabiegi, posługując się
bardzo kosztowną aparaturą.
Tak samo jak to jest w procesie produkcyjnym, stanowiska remontowe powinny być
zorganizowane w pomieszczeniach odpowiednio przystosowanych, zapewniających
higieniczne warunki pracy. O wielkości powierzchni i wysokości pomieszczeń decydują
wielkości remontowanych obiektów.
Na każdego pracownika zatrudnionego przy pracach remontowych powinno przypadać
nie mniej niż 13 m
3
wolnego pomieszczenia oraz co najmniej 2 m
2
wolnej przestrzeni
podłogi, na której nie ma urządzeń technicznych, maszyn i sprzętu oraz remontowanego
obiektu.
Podłogi w pomieszczeniach warsztatowych nie mogą być śliskie, muszą być szczelne,
bez wybojów i zadziorów, wykonane z materiałów niewytwarzających pyłów, łatwe do
czyszczenia, nieprzewodzące ciepła oraz wytrzymałe na obciążenia. Podłogi, ściany i sufity
w pomieszczeniach, w których występują pyły oraz szkodliwe dla zdrowia substancje
chemiczne powinny mieć otuliny lub powłoki ochronne zabezpieczające przed gromadzeniem
się pyłu lub korozją. Muszą być też przystosowane do zmywania.
Okna w pomieszczeniach warsztatowych powinny zapewniać dostateczne oświetlenie
naturalne oraz należyte przewietrzenie tych pomieszczeń. Szyby w oknach muszę być zawsze
czyste, w razie potrzeby należy je zaopatrzyć w urządzenia chroniące przed promieniami
słońca.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Urządzenia mogące powodować wypadki, np. części wirujące lub przesuwające się
z dużą prędkością, znajdujące się w przejściach i miejscach łatwo dostępnych, powinny być
osłonięte odpowiednimi osłonami, barierami, zagrodami itp. Obok maszyn, które
z uzasadnionych przyczyn nie mogą mieć osłoniętych części wirujących, powinny być
pozostawione przejścia o szerokości nie mniejszej niż 80 cm. Nie wolno tych miejsc
zastawiać, natomiast na widocznym miejscu powinny być wywieszone tablice ostrzegające
o niebezpieczeństwie. Przejścia między poszczególnymi stanowiskami pracy nie mogą być
zastawiane ani zaśmiecane.
Niedopuszczalne jest stosowanie urządzeń prowizorycznych, niepewnych w użyciu.
Wszelkie podstawy i podpórki do ustawienia ciężkich urządzeń na wysokości powyżej 0,6 m
powinny być stabilne i pewne w użyciu.
Podczas przetaczania ciężkich maszyn pracownicy powinni wszelkie operacje
wykonywać w bezpiecznych lub zabezpieczonych miejscach, natomiast po zostali pracownicy
powinni znajdować się w bezpiecznych odległościach od przetaczanych obiektów.
Podczas prób pierwszego uruchomienia maszyny po remoncie, szczególnie podczas prób
wytrzymałościowych części mechanicznych i przy zwiększonej prędkości obrotowej, obsługa
nadzorująca wykonanie prób powinna mieć odpowiednio zabezpieczone stanowisko (zakryte)
lub powinna zachować bezpieczną odległość od maszyny.
Podczas konserwacji i remontów instalacji elektrycznej należy zachować szczególną
ostrożność. Zabrania się używać narzędzi o rękojeściach nieizolowanych, metalowych miar
itp., również do pracy przy urządzeniach pod niskim napięciem. Prace na odłączonych, ale
nieuziemionych częściach maszyn lub urządzeń elektrycznych uważa się za prace
wykonywane w warunkach niebezpiecznych.
We wszystkich pomieszczeniach wydziału remontowego, w których występują czynniki
zwiększające niebezpieczeństwo porażenia prądem elektrycznym (wilgoć, podłogi wykonane
z materiału nieizolującego, wysoka temperatura, pył przewodzący prąd itp.) należy stosować
napięcie obniżone do 24 V.
Stanowiska, na których istnieje możliwość porażenia prądem, powinny być wyposażone
w odpowiedni sprzęt bhp: drążki izolacyjne, rękawice, kalosze gumowe dielektryczne,
pomosty izolacyjne, chodniki gumowe. Narzędzia montera elektryka powinny być specjalnie
izolowane.
Na
wydziałach
remontowych
należy
bezwzględnie
stosować
profilaktykę
przeciwpożarową zgodnie z przepisami i ustaleniami zakładowej służby przeciwpożarowej.
Ważne jest również prawidłowe oświetlenie stanowiska roboczego i należy je zapewnić
poprzez stosowanie oświetlenia ogólnego lub miejscowego. Natężenie oświetlenia na
poziomej płaszczyźnie roboczej, które można zaakceptować w pomieszczeniach, w których
ludzie przebywają przez długi czas, niezależnie od tego, jakie jest wykonywane zadanie
wzrokowe, powinno wynosić minimum 200 lx.
Materiał nauczania dotyczący ochrony środowiska oraz ochrony przeciwpożarowej został
omówiony w jednostce modułowej Przestrzeganie przepisów bezpieczeństwa i higieny pracy,
ochrony przeciwpożarowej i ochrony środowiska 722[02].O1.01.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie zasady bhp powinieneś stosować podczas obsługi obrabiarek?
2. Jakie zasady bhp powinieneś stosować podczas remontów i napraw obrabiarek?
3. Jakimi cechami winny się charakteryzować pomieszania remontowe?
4. W jaki sposób zabezpieczyć części i urządzenia wirujące?
5. Jakie napięcie należy stosować by uchronić się przed porażeniem prądu?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
4.5.3. Ćwiczenia
Ćwiczenie 1
Określ czynności związane z przestrzeganiem przepisów bhp, które powinieneś podjąć
podczas naprawy głównej tokarki.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić, jakie czynności związane z przestrzeganiem przepisów bhp powinieneś podjąć
podczas naprawy,
2) wpisać wszystkie pomysły na kartce (burza mózgów – nie krytykując żadnego
z pomysłów koleżanek/kolegów),
3) uporządkować zapisane pomysły – odrzucić ewentualnie nierealne lub budzące
wątpliwości członków grupy,
4) zaprezentować efekty pracy grupy na forum klasy.
Wyposażenie stanowiska pracy:
−
duże arkusze papieru,
−
mazaki,
−
tablica flipchart.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić zasady bhp podczas obsługi obrabiarek?
2) stosować zasady bhp podczas remontów i napraw obrabiarek?
3) określić cechy, jakimi winny się charakteryzować pomieszania
remontowe?
4) zasady obowiązujące podczas prób pierwszego uruchomienia
maszyny po remoncie?
5) stosować odpowiednie oświetlenie stanowiska roboczego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
5. SPRAWDZIAN OSIĄGNIĘĆ
Instrukcja dla ucznia
1. Przeczytaj dokładnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Odpowiedzi udzielaj wyłącznie na karcie odpowiedzi.
4. Zapoznaj się z zestawem zadań testowych.
5. Test zawiera 20 zadań.
6. Do każdego zadania podane są cztery odpowiedzi, z których tylko jedna jest prawidłowa.
7. Zaznacz prawidłową według Ciebie odpowiedź wstawiając literę X w odpowiednim
miejscu na karcie odpowiedzi.
8. W przypadku pomyłki zaznacz błędną odpowiedź kółkiem, a następnie literą X zaznacz
odpowiedź prawidłową.
9. Za każde poprawne rozwiązanie zadania otrzymujesz jeden punkt.
10. Za udzielenie błędnej odpowiedzi, jej brak lub zakreślenie więcej niż jednej odpowiedzi –
otrzymujesz zero punktów.
11. Uważnie czytaj treść zadań i proponowane warianty odpowiedzi.
12. Nie odpowiadaj bez zastanowienia; jeśli któreś z zadań sprawi Ci trudność – przejdź do
następnego. Do zadań, na które nie udzieliłeś odpowiedzi możesz wrócić później.
13. Pamiętaj, że odpowiedzi masz udzielać samodzielnie.
14. Na rozwiązanie testu masz 40 minut.
Powodzenia
Materiały dla ucznia:
−
instrukcja,
−
zestaw zadań testowych,
−
karta odpowiedzi.
ZESTAW ZADAŃ TESTOWYCH
1. Ze względu na cechy ruchu tarcie dzielimy na
a) ruchowe.
b) ślizgowe.
c) płynne.
d) suche.
2. Ze względu na rodzaj ruchu tarcie dzielimy na
a) spoczynkowe.
b) toczne.
c) graniczne.
d) mieszane.
3. Siła tarcia ślizgowego zależy bezpośrednio od
a) siły nacisku.
b) powierzchni.
c) prędkości.
d) kierunku ruchu.
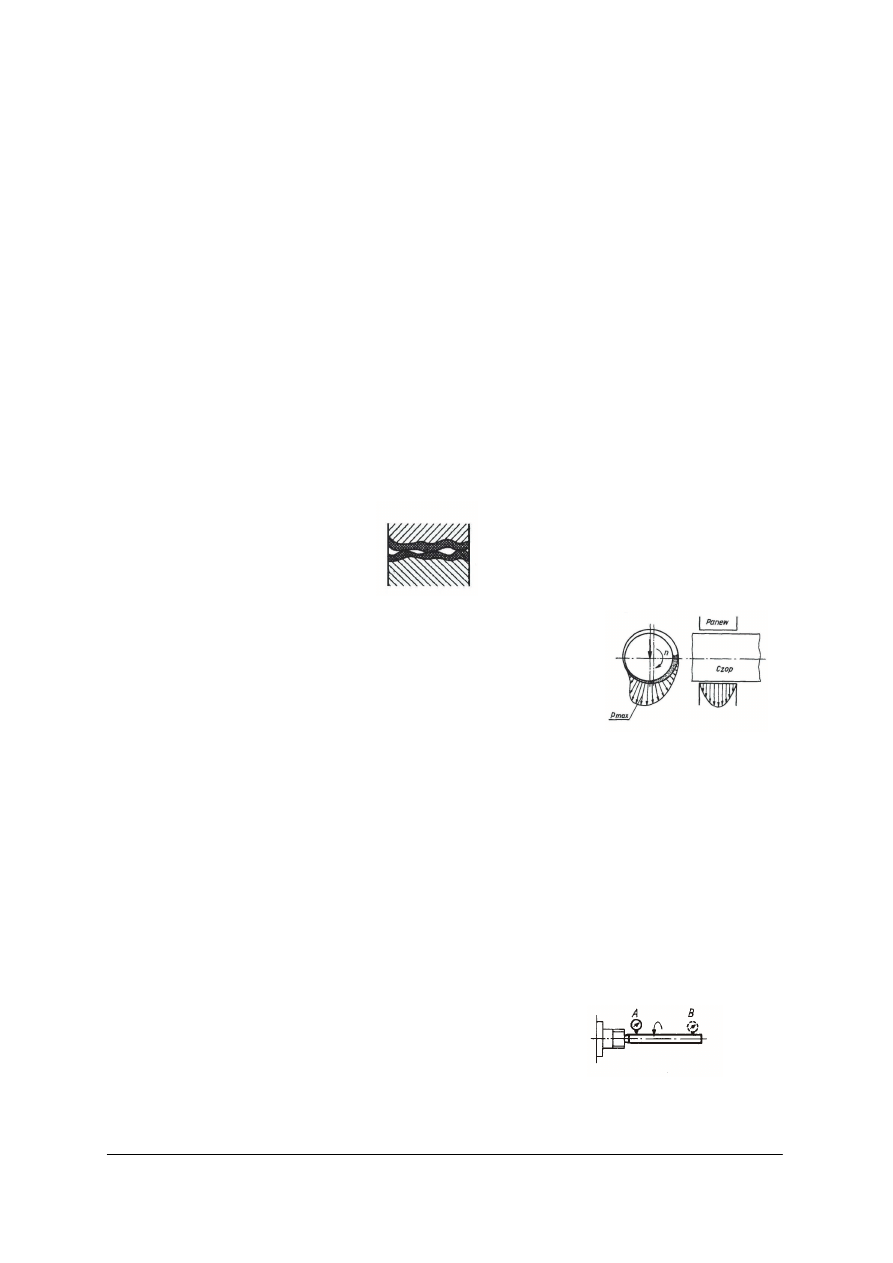
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
4. Najmniejszy współczynnik tarcia ślizgowego mają pary materiałowe
a) stal-żeliwo.
b) stal-miedź.
c) stal-teflon.
d) stal-poliestry.
5. Zużywanie ścierne to zjawisko typowe dla tarcia
a) płynnego.
b) suchego.
c) spoczynkowego.
d) tocznego.
6. Zużywanie przez sczepianie I rodzaju to proces intensywnego niszczenia powierzchni
a) z plastycznym odkształceniem warstwy wierzchniej.
b) wywołane zrastaniem tarciowym.
c) wywołane zjawiskiem scufjingu.
d) spowodowane tarciem tocznym.
7. Na rysunku przedstawiono tarcie
a) suche.
b) graniczne.
c) płynne.
d) mieszane.
8. Rysunek przedstawia
a) klin smarny w łożysku hydrodynamicznym.
b) rozkład sił w łożysku hydrostatycznym.
c) rozkład ciśnienia w łożysku hydrostatycznym.
d) rozkład ciśnienia w łożysku tocznym.
9. Do stanu obsługiwania eksploatacyjnego obrabiarki należy
a) konserwacja długoterminowa.
b) remont bieżący.
c) użytkowanie aktywne.
d) przechowywanie.
10. System informatyczny CMMS to
a) sterowanie numeryczne obrabiarek.
b) sterowanie komputerowe maszyn.
c) komputerowe zarządzanie eksploatacją i utrzymaniem ruchu.
d) komputerowe zarządzanie myjnią samochodów.
11. Rysunek przedstawia sprawdzenie dokładności
a) przesunięcia konika w płaszczyźnie poziomej.
b) bicia promieniowego wewnętrznego stożka wrzeciona.
c) bicia powierzchni czołowej wrzeciona.
d) równoległości prowadnic do wrzeciona.
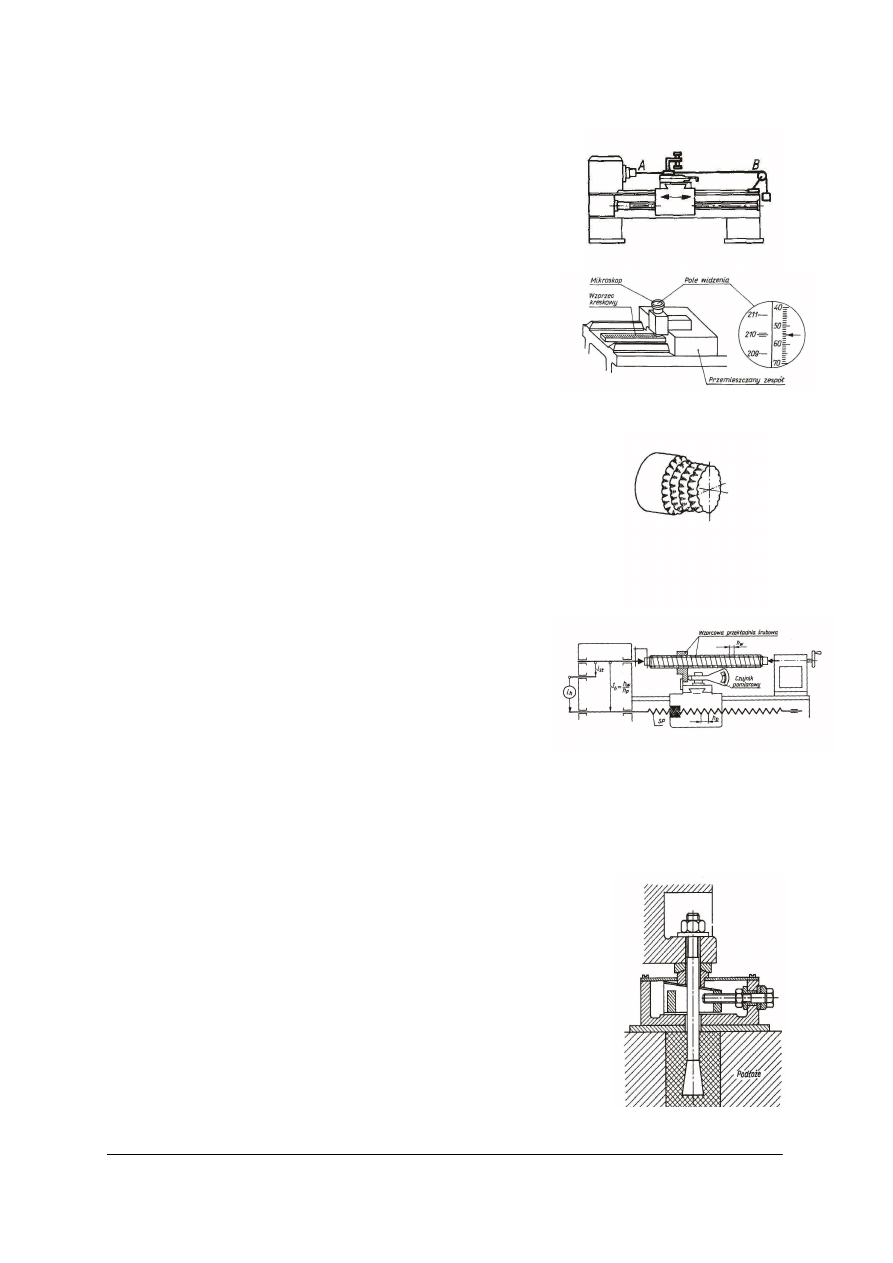
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
12. Rysunek przedstawia sprawdzenie
a) równoległości prowadnic konika.
b) prostoliniowości osi konika.
c) równoległości osi wrzeciona.
d) prostoliniowości przesuwu suportu w płaszczyźnie
poziomej.
13. Rysunek przedstawia pomiar
a) dokładności pozycjonowania za pomocą wzorca
kreskowego i mikroskopu.
b) dokładności wypoziomowania prowadnic.
c) ustawienia narzędzia dla OSN.
d) równoległości prowadnic.
14. Rysunek przedstawia
a) ślady zużycia powierzchni łożyska ślizgowego.
b) rodzaj gwintu.
c) ślady drgań samowzbudnych na powierzchni obrabianego
przedmiotu.
d) ślady drgań obcowzbudnych na powierzchni obrabianego
przedmiotu.
15. Rysunek przedstawia
a) toczenie wzorcowej przekładni śrubowej.
b) pomiar ustawienia osi wrzeciono-konik.
c) sposób obliczenia przełożenia kół łańcucha
kinematycznego.
d) pomiar
błędu
kinematycznego
łańcucha
kształtowania linii śrubowej tokarki uniwersalnej.
16. Czas cyklu naprawczego obrabiarki mieści się w granicach
a) 5000–10000 godzin.
b) 10000–24000 godzin.
c) 24000–50000 godzin.
d) 50000–100000 godzin.
17. Rysunek przedstawia
a) ustawianie i mocowanie obrabiarek do podłoża za pomocą
ś
ruby odporowej i śruby fundamentowej.
b) ustawianie i mocowanie obrabiarek do podłoża za pomocą
przesuwnego klina i śruby fundamentowej.
c) fundament z wibroizolacją.
d) fundament zwykły.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
18. Natężenie oświetlenia na poziomej płaszczyźnie roboczej powinno wynosić
a) minimum50 lx.
b) minimum 200 lx.
c) minimum 300 lx.
d) minimum 400 lx.
19. We wszystkich pomieszczeniach, w których występują czynniki zwiększające
niebezpieczeństwo porażenia prądem elektrycznym należy stosować napięcie
a) obniżone do 12 V.
b) obniżone do 24 V.
c) obniżone do 115.
d) 230 V.
20. Na każdego pracownika zatrudnionego przy pracach remontowych powinno przypadać
a) co najwyżej 2 m
2
wolnej przestrzeni podłogi.
b) co najmniej 2 m
2
wolnej przestrzeni podłogi.
c) co najmniej 6 m
2
wolnej przestrzeni podłogi.
d) co najmniej 13 m
2
wolnej przestrzeni podłogi.
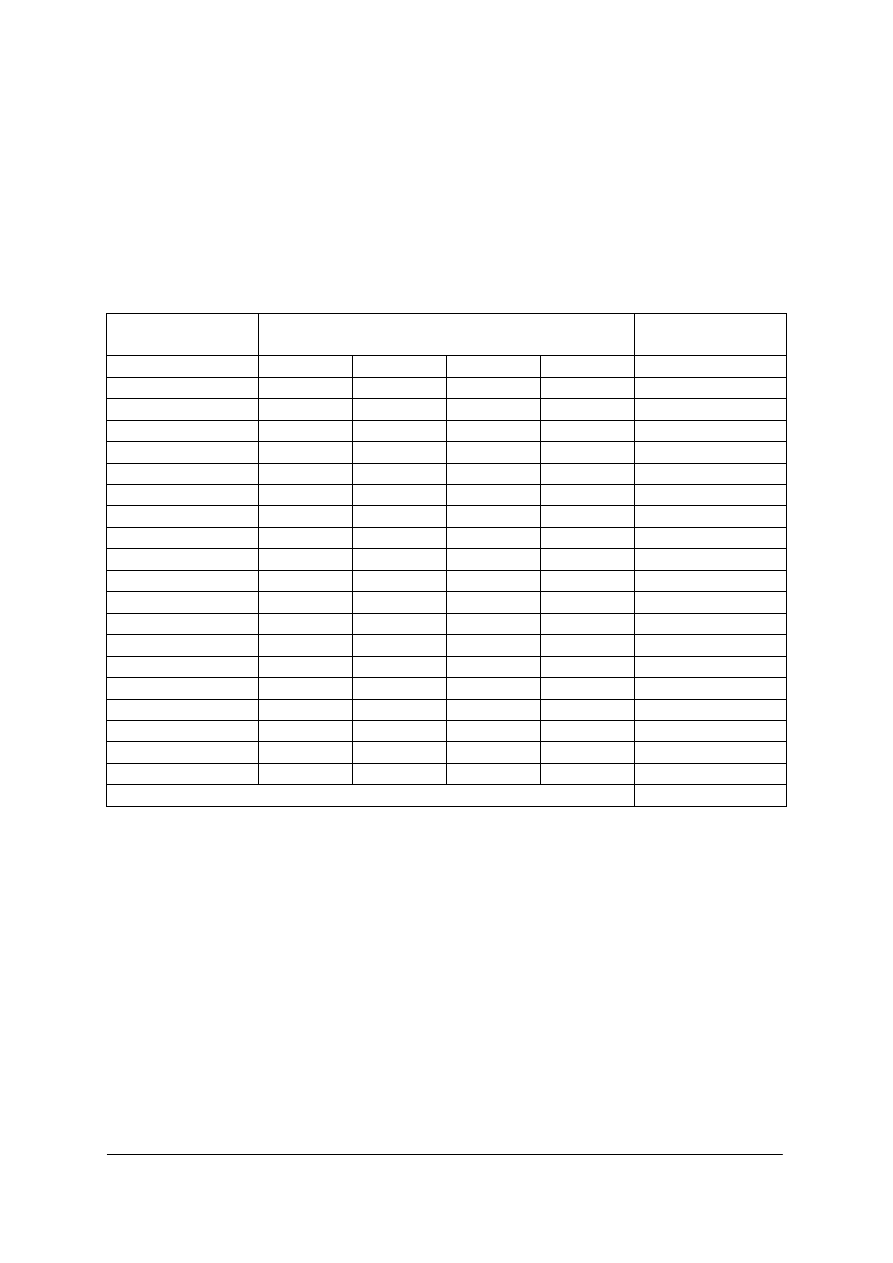
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
KARTA ODPOWIEDZI
Imię i nazwisko ..................................................................................................
Użytkowanie i obsługiwanie obrabiarek skrawających
Zakreśl poprawną odpowiedź.
Numer pytania
Odpowiedź
Punktacja
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
6. LITERATURA
1. Brodowicz W.: Skrawanie i narzędzia. WSiP, Warszawa 2004
2. Brodowicz W., Grzegórski Z.: Technologia Budowy Maszyn. WSiP, Warszawa 2004
3. Górski E.: Tokarstwo. Technologia. WSiP, Warszawa 2004
4. Legutko S.: Podstawy eksploatacji maszyn i urządzeń. WSiP, Warszawa 2004
5. Malinowski J.: Pomiary długości i kąta w budowie maszyn. WSiP, Warszawa 2004
6. Paderewski K.: Obrabiarki. WSiP, Warszawa 2004
7. Okoniewski S.: Technologia maszyn. WSiP, Warszawa 2004
8. Zawora J.: Podstawy technologii maszyn. WSiP, Warszawa 2004
Wyszukiwarka
Podobne podstrony:
operator obrabiarek skrawajacych 722[02] z2 03 n
operator obrabiarek skrawajacych 722[02] z2 03 u
operator obrabiarek skrawajacych 722[02] z1 03 n
operator obrabiarek skrawajacych 722[02] z3 03 n
operator obrabiarek skrawajacych 722[02] o1 03 u
operator obrabiarek skrawajacych 722[02] z2 01 n
operator obrabiarek skrawajacych 722[02] z2 02 n
operator obrabiarek skrawajacych 722[02] z3 03 u
operator obrabiarek skrawajacych 722[02] z2 02 u
operator obrabiarek skrawajacych 722[02] o1 03 n
operator obrabiarek skrawajacych 722[02] z1 03 n
operator obrabiarek skrawajacych 722[02] z3 03 u
operator obrabiarek skrawajacych 722[02] z2 02 u
operator obrabiarek skrawajacych 722[02] z1 03 u
więcej podobnych podstron