FREZOWANIE (OSIE: poziomo X ↔, Y ↕ ; pionowo Z ↕)
%_N_EX02_MPF
„Nazwa programu”
; 12-08-2003
„Data utworzenia programu”
N5 G40 G54 G71 G90 G94 G17
„odwołanie korekcji promienia narzędzia, Ustalenie punktu bazowego,
wymiary w mm, inne pierdoły – przeważnie to zawsze to samo”
N10 S800 F100 T1 D1 M3 M8 M6
„obroty, posów, wybór narzedzia, korekcji narzedzia, itd. –
przeważnie to zawsze to samo program powinien przyjąć jakiekolwiek obroty i posów”
N15 G0 X0 Y0
– „dojazd narzedzia od materiału poziomo”
N20 Z3
– „dojazd narzedzia od materiału pionowo”
--------------------------------------------------------------------------------
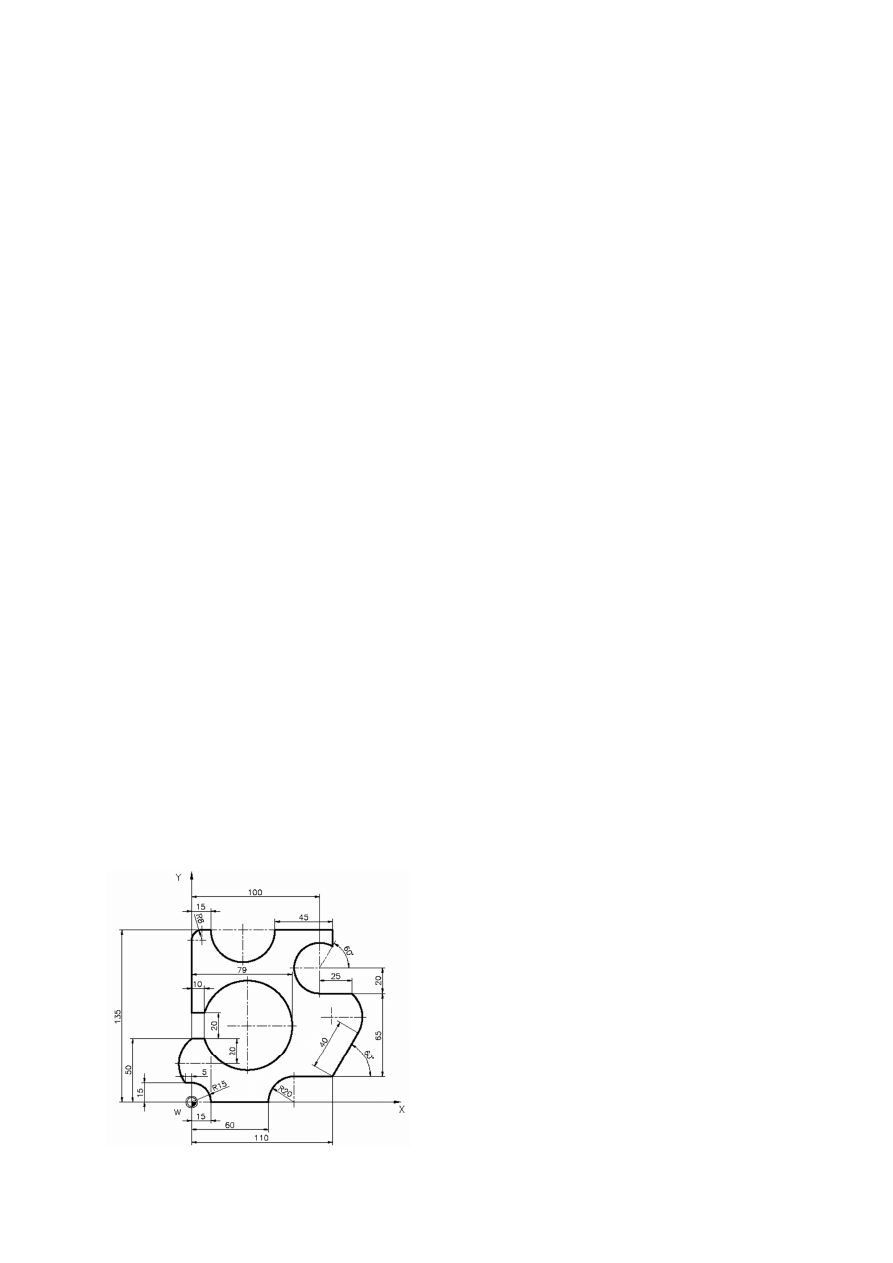
N25 G1 Z-5 G42
„W tej części programu opisujemy kontur do frezowania”
N30 X60
N35 G2 X80 Y20 CR20
N40 G1 X110
N45 X130 Y54.641
N50 G3 X125 Y85 R24.262
N55 G1 X100
N60 G2 X110 Y122.321 R-20
N65 G1 Y135
N70 X65
N75 G2 X15 R25
N80 G1 X8
N85 G3 X0 Y127 R8
N90 G1 Y70
N95 X10
– „blok (linijka polecenia) przejmuje z tego powyżej ruch roboczy G1”
N100 G2 Y50 R-35
N105 G1 X0
N110 G3 X-5 Y15 R25
N115 G1 X0
N120 G2 X15 Y0 R15
N121 G1 X-40 Y-40 G40
---------------------------------------------------------------------------------------------------------------
N125 G0 Z100
– „odjazd narzedzia od materiału w zionie– przeważnie taki sam”
N130 G53 T0 D0 G0 X300 Y300 Z200 M9 M5
– „odjazd narzedzia od materiału w poziomie,
wyłaczenie chłodziwa, zatrzymanie obrotów itd. – przeważnie taki sam”
N135 M30
– „koniec programu – zawsze taki sam”
Wyszukiwarka
Podobne podstrony:
Frezowanie 2 id 181007 Nieznany
Frezowanie 2 id 181007 Nieznany
Abolicja podatkowa id 50334 Nieznany (2)
4 LIDER MENEDZER id 37733 Nieznany (2)
katechezy MB id 233498 Nieznany
metro sciaga id 296943 Nieznany
perf id 354744 Nieznany
interbase id 92028 Nieznany
Mbaku id 289860 Nieznany
Probiotyki antybiotyki id 66316 Nieznany
miedziowanie cz 2 id 113259 Nieznany
LTC1729 id 273494 Nieznany
D11B7AOver0400 id 130434 Nieznany
analiza ryzyka bio id 61320 Nieznany
pedagogika ogolna id 353595 Nieznany
Misc3 id 302777 Nieznany
cw med 5 id 122239 Nieznany
więcej podobnych podstron