„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Grzegorz Pośpiech
Wykonywanie podstawowych operacji technologicznych
714[02].Z1.05
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci: mgr inż. Halina Gołąbek
mgr inż. Bogumiła Porębska
Opracowanie redakcyjne: mgr inż. Barbara Olech
Konsultacja:
Korekta:
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 714[02].Z1.05
,,Wykonywanie podstawowych operacji technologicznych’’ zawartej w modułowym
programie nauczania dla zawodu kominiarz
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne 5
3. Cele kształcenia 6
4. Materiał nauczania
7
4.1. Narzędzia pomiarowe, wykonywanie trasowanie
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające 14
4.1.3. Ćwiczenia 14
4.1.4. Sprawdzian postępów 16
4.2. Wykonywanie obróbki ręcznej metali
17
4.2.1. Materiał nauczania
17
4.2.2. Pytania sprawdzające 26
4.2.3. Ćwiczenia 26
4.2.4. Sprawdzian postępów 29
4.3. Wykonywanie łączenia przez lutowanie i nitowanie
30
4.3.1. Materiał nauczania
30
4.3.2. Pytania sprawdzające 32
4.3.3. Ćwiczenia 33
4.3.4. Sprawdzian postępów 34
4.4. Wykonywanie obróbki ręcznej drewna
35
4.4.1. Materiał nauczania
35
4.4.2. Pytania sprawdzające 38
4.4.3. Ćwiczenia 38
4.4.4. Sprawdzian postępów 39
5. Sprawdzian osiągnięć 40
6. Literatura
45

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1.WPROWADZENIE
Poradnik, ten będzie Ci pomocny w przyswajaniu wiedzy na temat wykonywanie
podstawowych operacji technologicznych w robotach zduńskich i kominiarskich.
Poradnik zawiera:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiedzy, które powinieneś
posiadać, aby przystąpić do realizacji jednostki modułowej ,, Wykonywanie
podstawowych operacji technologicznych’’.
2. Cele kształcenia tej jednostki modułowej.
3. Materiał nauczania (rozdział 4) umożliwia samodzielne przygotowanie się do wykonania
ćwiczeń i zaliczenia sprawdzianów. Wykorzystaj do poszerzenia wiedzy wskazaną
literaturę oraz inne źródła informacji. Obejmuje on również ćwiczenia, które zawierają:
− pytania sprawdzające wiedzę potrzebną do wykonania ćwiczenia,
− wykaz materiałów, narzędzi i sprzętu potrzebnych do realizacji ćwiczenia.
Ponadto zamieszczono sprawdzian postępów umożliwiający sprawdzenie poziomu
wiedzy po wykonaniu ćwiczeń.
4. Sprawdzian osiągnięć, który umożliwi sprawdzenie wiadomości i umiejętności jakie
powinieneś opanować podczas realizacji programu tej jednostki modułowej. Sprawdzian
osiągnięć powinieneś wykonać według instrukcji załączonej w poradniku.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
Po przyswojeniu materiału spróbuj zaliczyć sprawdzian z zakresu jednostki modułowej.
Jednostka modułowa: ,, Wykonywanie podstawowych operacji technologicznych’’,
której treści teraz poznasz jest konieczna do wykonywania prac zduńskich i kominiarskich.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów bhp i oraz
instrukcji przeciwpożarowych, wynikających z rodzaju wykonywanych prac. Przepisy te
poznasz podczas trwania nauki.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
Moduł 714[02].Z1
Konstrukcje zduńskie i kominiarskie
Moduł 714[02].Z1.01
Spalanie paliw technicznych
Moduł 714[02].Z1.02
Prowadzenie kanałów wentylacyjnych,
spalinowych i dymowych
Moduł 714[02].Z1.03
Przygotowanie materiałów stosowanych
w konstrukcjach ognioodpornych
Moduł 714[02].Z1.04
Przygotowanie zapraw ognioodpornych
Moduł 714[02].Z1.05
Wykonywanie podstawowych operacji
technologicznych

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2.WYMAGANIA WSTĘPNE
Przystępując do realizacji jednostki modułowej ,, Wykonywanie podstawowych operacji
technologicznych” powinieneś umieć:
− posługiwać się podstawowymi pojęciami z zakresu budownictwa,
− rozpoznawać podstawowe materiały budowlane,
− posługiwać się dokumentacją techniczną,
− przestrzegać przepisów bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej
i ochrony środowiska,
− magazynować, składować i transportować materiały budowlane,
− stosować przepisy bhp, ochrony przeciwpożarowej i przeciwporażeniowej obowiązujące
na stanowisku pracy,

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3.CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
− zastosować przepisy bhp, ochrony ppoż. i przeciwporażeniowej obowiązujące podczas
wykonywania operacji technologicznych,
− zmierzyć podstawowymi narzędziami pomiarowymi: liniałem kreskowym suwmiarką,
− przygotować do trasowania powierzchnie przedmiotu,
− wykonać trasowanie powierzchni przedmiotu na płaszczyźnie,
− wykonać trasowanie przestrzenne powierzchni przedmiotu,
− wykonać cięcie metali piłką ręczną,
− wykonać cięcie metali nożycami,
− wykonać proste połączenia nitowe,
− posłużyć się prostymi narzędziami,
− wykonać lutowanie lutem miękkim,
− posłużyć się elektronarzędziami: wiertarką udarową, przecinarką tarczową, piłą tarczową,
szlifierką, ostrzałką,
− wykonać nieskomplikowane prace montażu mechanicznego,
− wykonać nieskomplikowane prace ciesielsko-stolarskie,
− wyprostować przedmioty: z taśmy stalowej, z prętów, z blachy,
− wykonać gięcie przedmiotów: z taśmy stalowej, prętów, blachy,
− wykonać piłowanie powierzchni,
− wywiercić otwory,
− wykonać otwory w przegrodach budowlanych,
− wykonać gwinty: wewnętrzne, zewnętrzne.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4.MATERIAŁ NAUCZANIA
4.1.1. Narzędzia pomiarowe, wykonywanie trasowanie
4.1.1.Materiał nauczania
Sprawdzanie kształtu przedmiotu polega na pomiarze długości krawędzi lub wielkości
średnic, pomiarze kątów, określenia wzajemnego położenia płaszczyzn względem siebie.
Każdy pomiar jest obarczony pewnym błędem wynikającym z niedokładności narzędzi,
niedoskonałości wzroku oraz warunków, w jakich pomiar jest wykonywany
(np. temperatura). Pomiary należy wykonywać w temperaturze ok. 20°C.
Narzędzia pomiarowe dzieli się na dwie grupy: wzorce miar i przyrządy pomiarowe.
Wzorce miar odtwarzają jedną lub kilka znanych wartości danej wielkości, np. odważnik,
pojemnik, płytka wzorcowa, sprawdziany.
Przyrządy pomiarowe służą do przetwarzania wielkości mierzonej na wskazaną lub
równoważną informację, np. suwmiarka, amperomierz, waga. Do pomiarów bezpośrednich
używa się przyrządów pomiarowych, jak przymiar kreskowy, szczelinomierz, suwmiarka,
mikrometr i inne. Przyrządy pomiarowe do pomiarów bezpośrednich są wyposażone
w odpowiednią podziałkę, na której odczytuje się wynik liczbowy pomiaru. Do pomiarów
mniej dokładnych używa się przymiaru kreskowego z podziałką milimetrową. Niektóre
przymiary mają również podziałkę co pół milimetra. Krawędź przymiaru przykłada się do
krawędzi mierzonego przedmiotu tak, żeby zero podziałki trafiło dokładnie na początek
krawędzi przedmiotu, następnie odczytuje się liczbę odpowiadającą krańcowej krawędzi
przedmiotu. Większe długości mierzy się za pomocą przymiarów taśmowych.
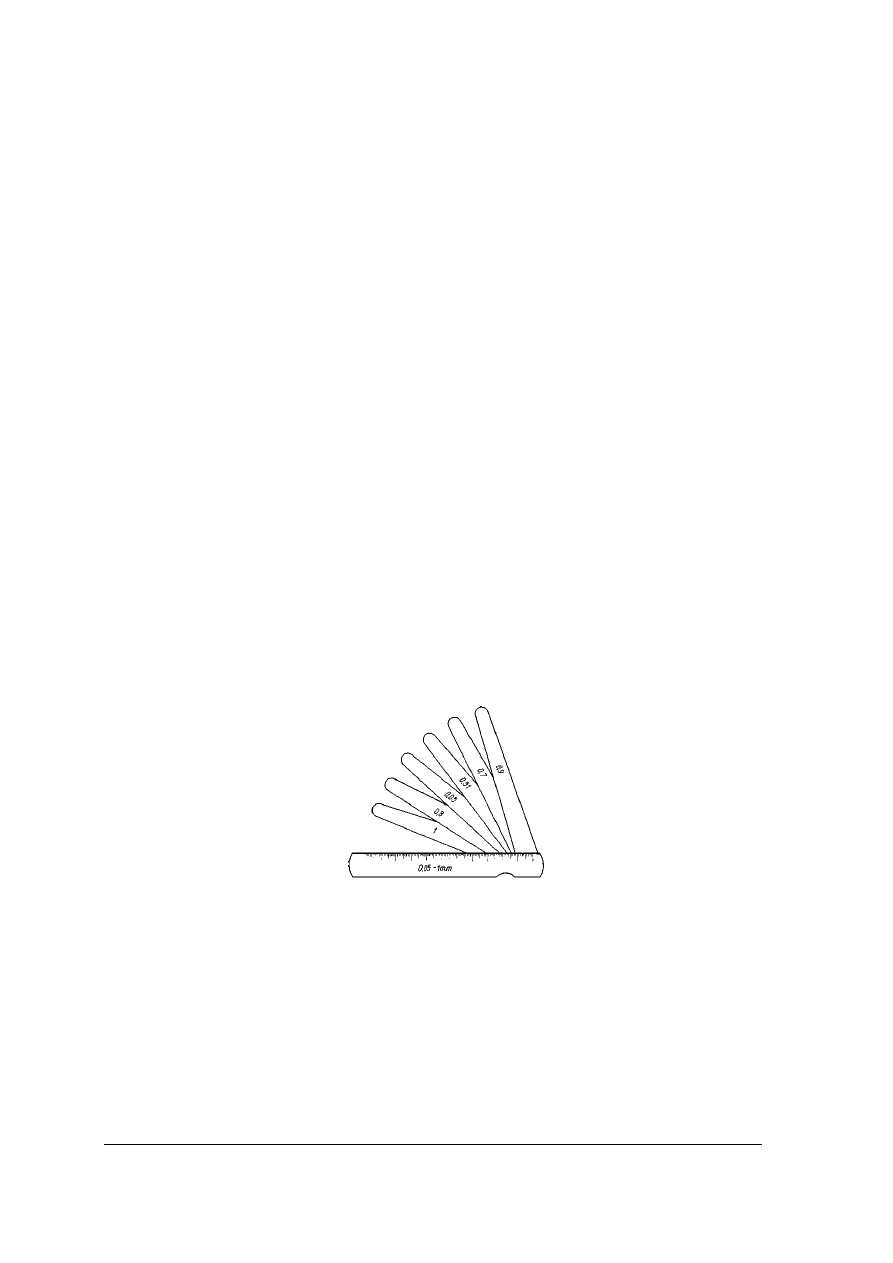
Szczelinomierz (rys. 1) służy do pomiaru wąskich szczelin. Składa się z kompletu płytek,
każda o innej grubości, osadzonych obrotowo jednym końcem w oprawie. Szczelinomierze
składają się z 11, 14 lub 20 płytek.
Rys. 1. Szczelinomierz [2 s.77]
Szczelinomierz 11-płytkowy składa się z płytek o grubości: 1; 0,9; 0,8; 0,7; 0,6; 0,5; 0,4;
0,3; 0,2; 0,1; 0,05mm.
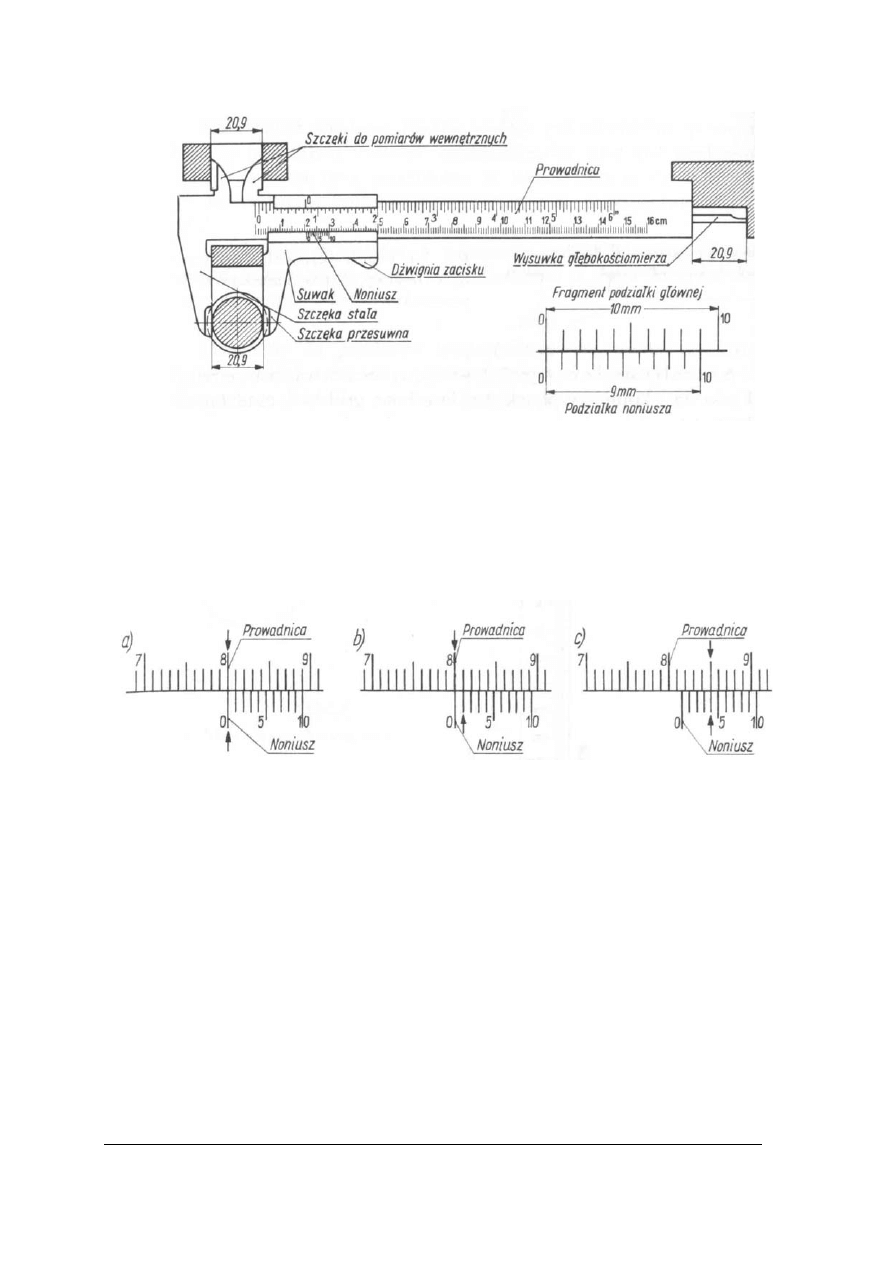
Suwmiarka służy do pomiarów wymiarów zewnętrznych, wewnętrznych oraz głębokości
otworów (rys. 2). Składa się ona z prowadnicy stalowej, wyposażonej w podziałkę
milimetrową, zakończonej dwiema szczękami nieruchomymi. Po prowadnicy przesuwa się
suwak mający również dwie szczęki, lecz przesuwane (dolną dłuższą i górną krótszą),
odpowiadające szczękom stałym. Na suwaku znajduje się specjalna podziałka o długości
9mm, zwana noniuszem, składająca się z 10 równych części; działka noniusza jest równa
9/10, tj. 0,9mm. Suwak ma zamontowaną dźwignię zacisku, za pomocą której ustala się
położenie suwaka.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Rys. 2. Suwmiarka [2 s.78]
Pomiaru suwmiarką dokonuje się następująco: suwak suwmiarki odsuwa się w prawo
i między rozsunięte szczęki wkłada mierzony przedmiot. Następną czynnością jest dosunięcie
suwaka do zetknięcia płaszczyzn stykowych szczęk z krawędzią przedmiotu i odczytanie, ile
całych działek prowadnicy (milimetrów) odcina zerowa kreska noniusza, co odpowiada
mierzonemu wymiarowi w milimetrach. Następnie odczytuje się, która kreska noniusza
znajduje się na przedłużeniu kreski podziałki prowadnicy (kreska noniusza wskazuje dziesiąte
części milimetra).
Rys. 3. Przykłady pomiaru suwmiarką [2 s.79]
a) podaje wymiar wynoszący 80,0mm, b) wymiar 80,1mm, c) wymiar 81,4mm.
Pomiary wykonane są z dokładnością do 0,1mm (rys.3). Do pomiaru głębokości służy
wysuwka głębokościomierza (rys.2), wysuwana z korpusu prowadnicy.
Podczas odczytu pomiaru oko powinno się znajdować na wprost podziałki, gdyż
w przeciwnym przypadku odczyt nie będzie dokładny. Współcześnie stosuje się również
suwmiarki z odczytem cyfrowym.
Trasowaniem nazywa się czynności oznaczania linii obróbkowych, środków otworów,
osi symetrii i zarysów części na materiale przed jego obróbką. Jeżeli czynności te wykonuje
się na płaszczyźnie, np. na blasze, to ma się do czynienia z trasowaniem płaskim, które jest
pewną odmianą kreślenia.
Celem trasowania jest przeniesienie zasadniczych wymiarów i zarysów przedmiotu
z rysunku technicznego na obrabiany półfabrykat, żeby ułatwić w ten sposób obróbkę
i umożliwić zachowanie żądanych wymiarów.
Trasowania dokonuje się na blachach, płytkach, odkuwkach, nie obrobionych odlewach
itp. Materiały te muszą mieć wymiary większe niż wymiary przedmiotu podane na rysunku
technicznym o naddatek na obróbkę.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
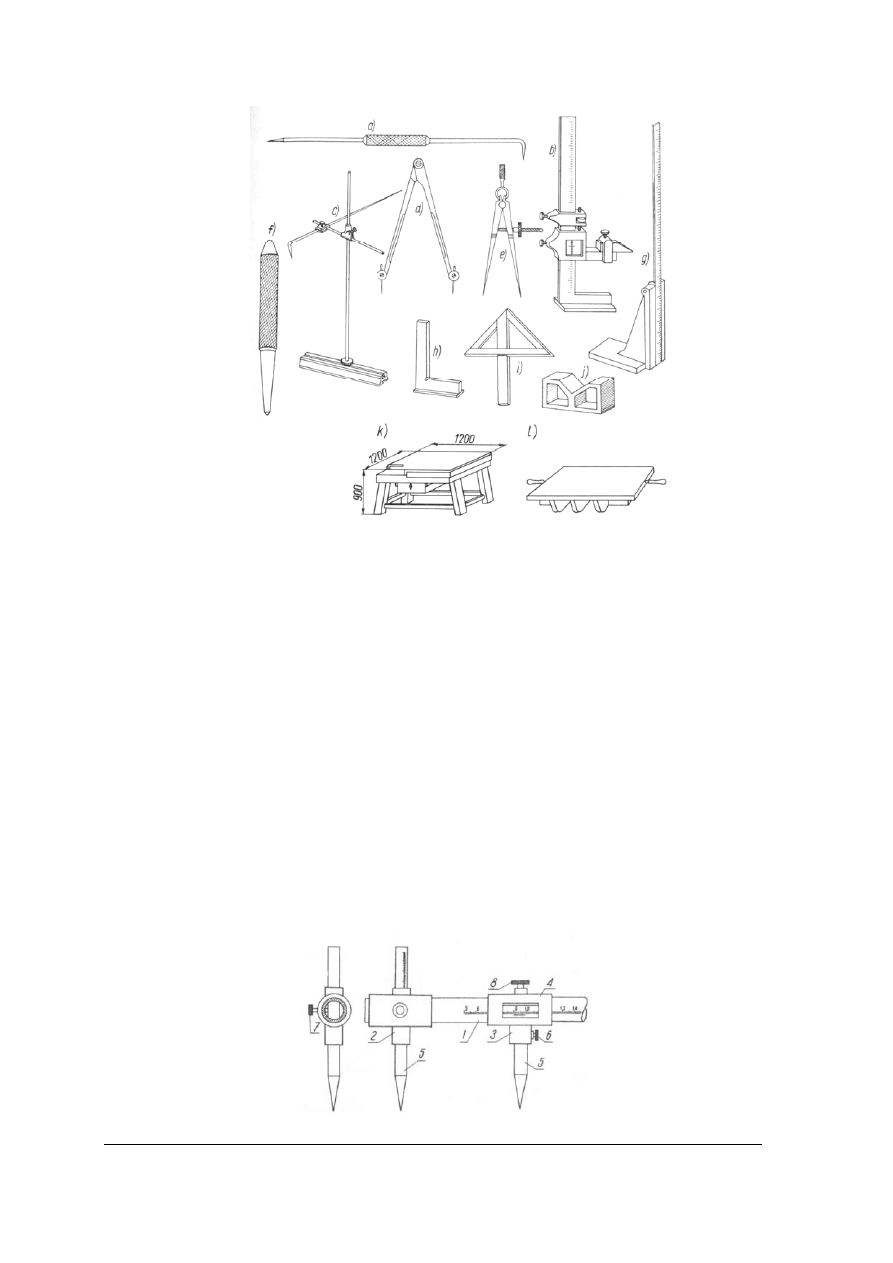
Rys. 4. Narzędzia traserskie [2 s.91]
Do trasowania są potrzebne następujące narzędzia:
− rysik (rys. 4a) — stosowany do wykreślenia na trasowanym przedmiocie linii według
liniału lub wzornika,
− suwmiarka traserska z podstawą(rys. 4b) — stosowana do wyznaczania linii poziomych,
− znacznik (rys. 4c) składający się z podstawy, słupka i rysika, stosowany również do
wyznaczania linii poziomych,
− cyrkle traserskie (rys. 4 d, e) — stosowane do trasowania okręgów kół, budowy kątów,
podziału linii,
− punktak (rys. 4f) — stosowany do punktowania wyznaczonych linii,
− liniał traserski z podstawą (rys. 4g) — przyrząd pomocniczy znacznika i cyrkli,
− kątownik (rys. 4h) — stosowany do wyznaczania linii pionowych i poziomych,
− środkownik (rys. 4i) — stosowany do wyznaczania środka na płaskich powierzchniach
przedmiotów walcowych,
− pryzma treserska (rys. 4j) — używana za podstawę podczas trasowania niektórych
przedmiotów walcowych,
W skład wyposażenia traserskiego wchodzą również płyty traserskie (rys. 4 k, l ), młotek
i kątomierze, przymiary kreskowe i cyrkle drążkowe(rys.5).
Rys. 5. Cyrkiel drążkowy z noniuszem [2 s.92]
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Miejscem pracy trasera jest stół traserski wyposażony w płytę, której płaszczyzna jest
równa i bardzo dokładnie obrobiona. Płyty treserskiej nie należy używać do żadnych innych
celów poza trasowaniem. Płytę taką należy utrzymywać w należytym stanie, a po skończonej
pracy zabezpieczyć przed uszkodzeniem. Ochronę może stanowić założenie drewnianej
pokrywy.
Płyta traserska, zwykle wykonana z żeliwa, jest dość ciężka i usztywniona od spodu
żebrami. Do ustawienia przedmiotu na płycie traserskiej używa się pryzm, klocków
i podkładek traserskich (rys. 6).
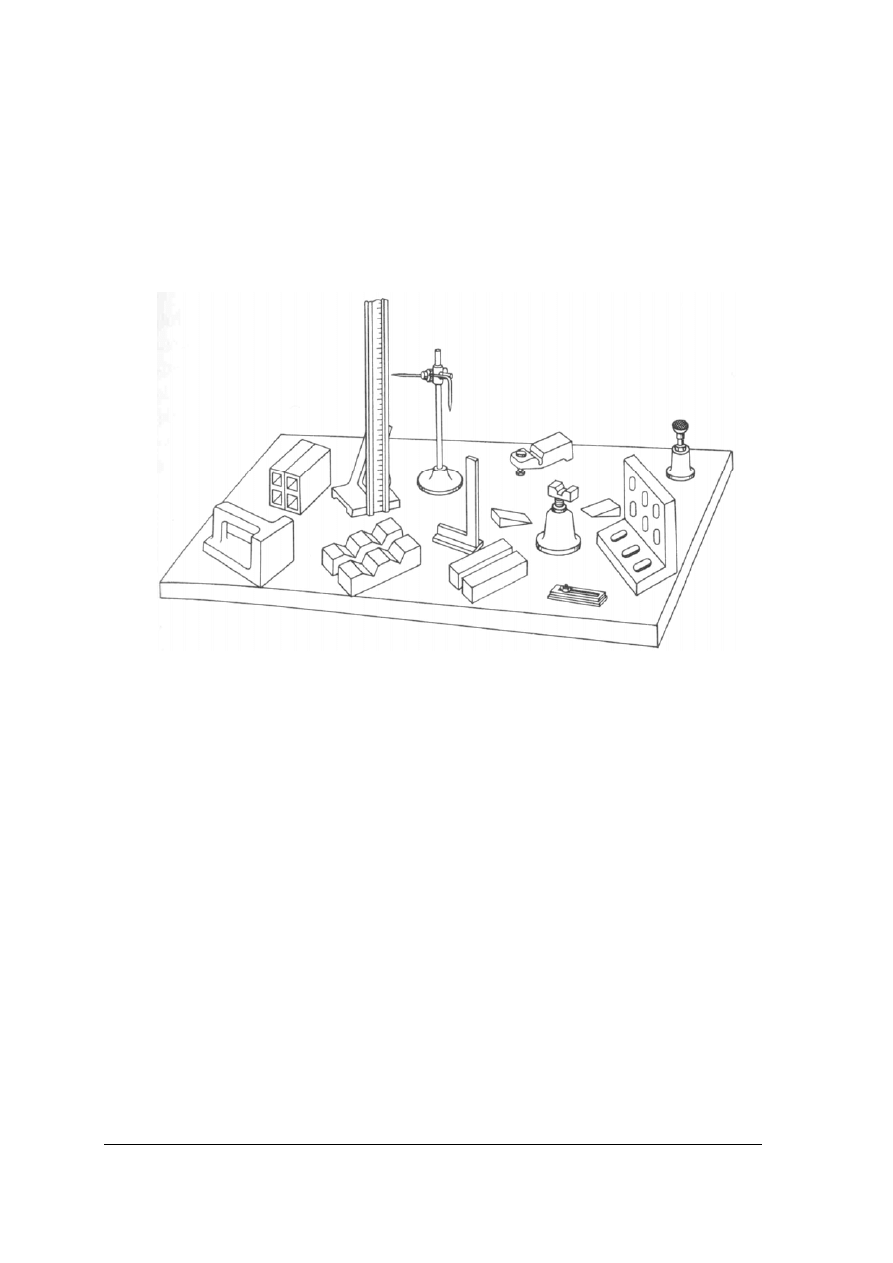
Rys. 6. Przyrządy do ustawienia przedmiotów trasowanych [2 s.91]
Przed przystąpieniem do trasowania należy:
− sprawdzić jakość i stan materiału przeznaczonego do trasowania, zwracając szczególną
uwagę na porowatość, skrzywienia, pęknięcia i inne widoczne usterki,
− dokładnie oczyścić ten materiał i powtórnie sprawdzić jego stan,
− sprawdzić główne wymiary materiału, grubość ścianek, rozstawienie wgłębień lub
wypukłość, odległości otworów od krawędzi,
− sprawdzić prawidłowość naddatków na późniejszą obróbkę,
− pomalować materiał w celu zwiększenia widoczności trasowanych linii.
Po przygotowaniu powierzchni wybiera się podstawy traserskie określane również jako
bazy. Podstawą nazywamy taki punkt, oś lub płaszczyznę, od której odmierza się wymiary na
przedmiocie. Przy trasowaniu na płaszczyźnie podstawami są zazwyczaj dwie osie symetrii
lub dwa obrobione boki. Podstawę może również stanowić jeden bok obrobiony i prostopadła
do niego oś symetrii.
Trasowanie rozpoczyna się od wyznaczania głównych osi symetrii przedmiotu. Jeżeli
zarys przedmiotu składa się z odcinków linii prostych i krzywych, to najpierw wykreśla się
linie proste, a następnie łączy się je odpowiednimi łukami lub krzywymi. Ponieważ podczas
obróbki wyznaczone linie mogą się zetrzeć, to punktuje się wszystkie przecięcia tych linii
oraz środki okręgów, łuki, krzywe i dłuższe kresy w odstępach 20÷50mm. Kresy krótkie, łuki
i okręgi punktuje się w odstępach 5÷10mm. Punktowani służy odtworzeniu linii.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Odmierzanie wymiarów odbywa się za pomocą przymiaru lub cyrkla na podstawie
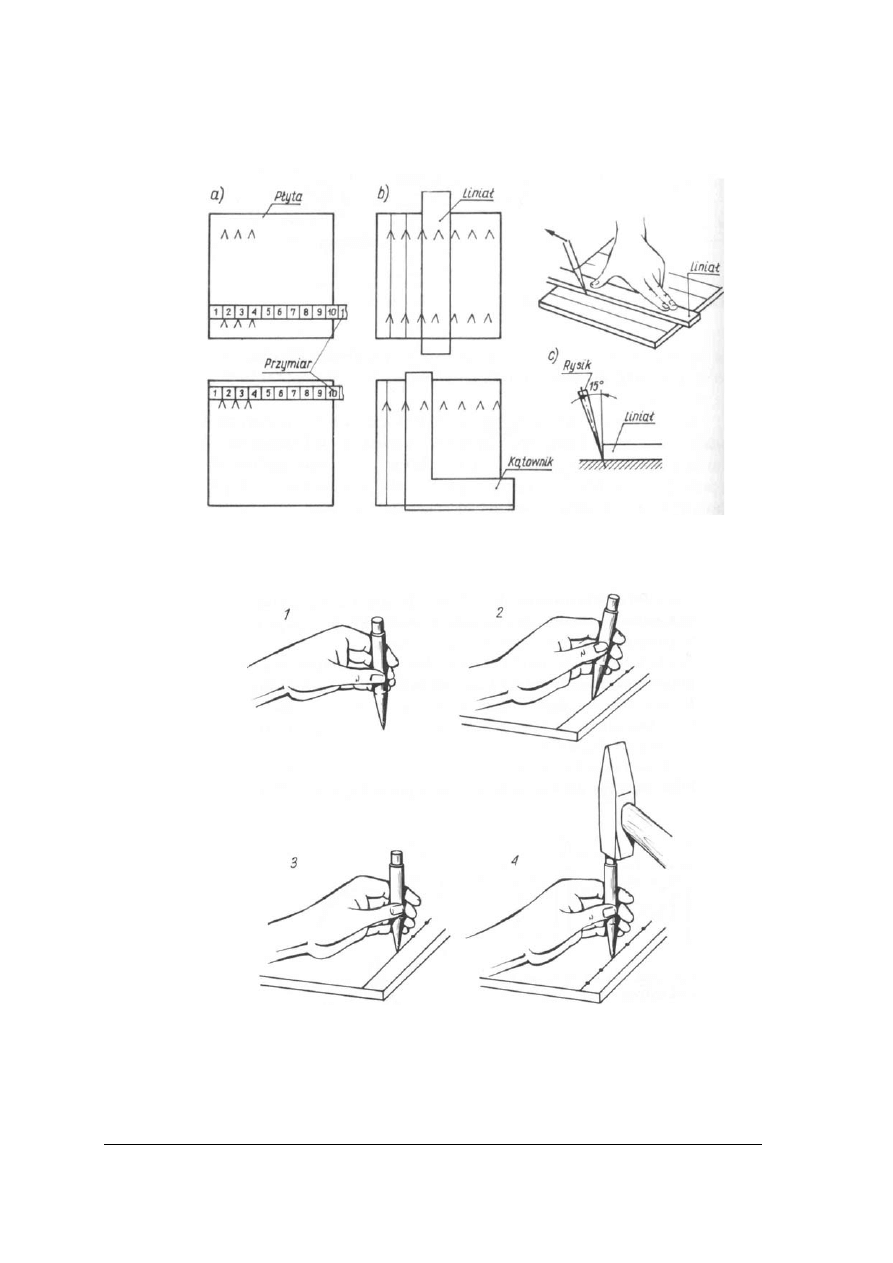
rysunku technicznego. Sposób wykreślania na płycie linii prostych równoległych wzdłuż
wykonanych uprzednio oznaczeń przedstawia rysunek 7.
Rys. 7. Trasowanie linii prostych równoległych [2 s.94]
a) odmierzanie odstępów między liniami, b) sposób wykorzystania liniału i kątownika do kreślenia linii
równoległych za pomocą rysika, c) właściwy kąt nachylenia rysika podczas nanoszenia linii
Rys. 8. Kolejne fazy ustawiania punktaka na rysie [2 s.95]
Trasowania głównych osi symetrii przedmiotów płaskich o zarysach prostokątnych
dokonuje się następująco: przedmiot układa się na płycie traserskiej i za pomocą ostrego
cyrkla dzieli się przeciwległe boki przedmiotu na połowę, a następnie łączy się przeciwległe
punkty podziału. Otrzymane odcinki prostych będą osiami symetrii przedmiotu.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Wykreślanie okręgów i łuków wykonuje się za pomocą ostrego cyrkla. Cyrkiel rozwiera
się na wymiar danego promienia i umieszcza się jego jedno ramię w napunktowanym środku
okręgu lub łuku. Następnie lekko naciskając na drugie ramię cyrkla zatacza się żądany okrąg
lub łuk.
W czasie trasowania trzeba zwrócić szczególną uwagę na staranne ustawienie i ostrożne
przenoszenie ciężkich przedmiotów, żeby nie spowodować obrażeń kończyn w razie upadku
przedmiotu. Należy zachować porządek na stanowisku traserskim, uwzględniając sposób
rozmieszczenia i przechowywania narzędzi, a w szczególności ostrych. Chroni to przed
skaleczeniami.
Na traserskim stanowisku roboczym powinny się znajdować tylko te narzędzia, które są
niezbędne do trasowania. Przedmioty przeznaczone do trasowania powinny znajdować się
w pobliżu stanowiska. Szczególną uwagę trzeba zwrócić na prawidłowe oświetlenie
stanowiska traserskiego oraz na ustawienie i zamocowanie przedmiotów traserskich na płycie
traserskiej.
Trasowanie przestrzenne stosuje się do brył. Jest ono jedną z ważniejszych operacji
procesu technologicznego w produkcji jednostkowej, polegającą na wyznaczaniu na
powierzchni przedmiotu zgodnie z rysunkiem konstrukcyjnym linii i punktów, wg których ma
być dokonana obróbka skrawaniem. Za pomocą trasowania wyznacza się osie symetrii, środki
i kształty otworów, obrysy warstw przewidzianych do usunięcia, zarysy wzorników oraz
siatkę przestrzenną na bryłach o niezbyt dużych wymiarach.
Do narzędzi używanych do trasowania przestrzennego zalicza się: płytę traserską,
znaczniki słupkowe, przymiary kreskowe, skrzynki traserskie oraz podstawki traserskie.
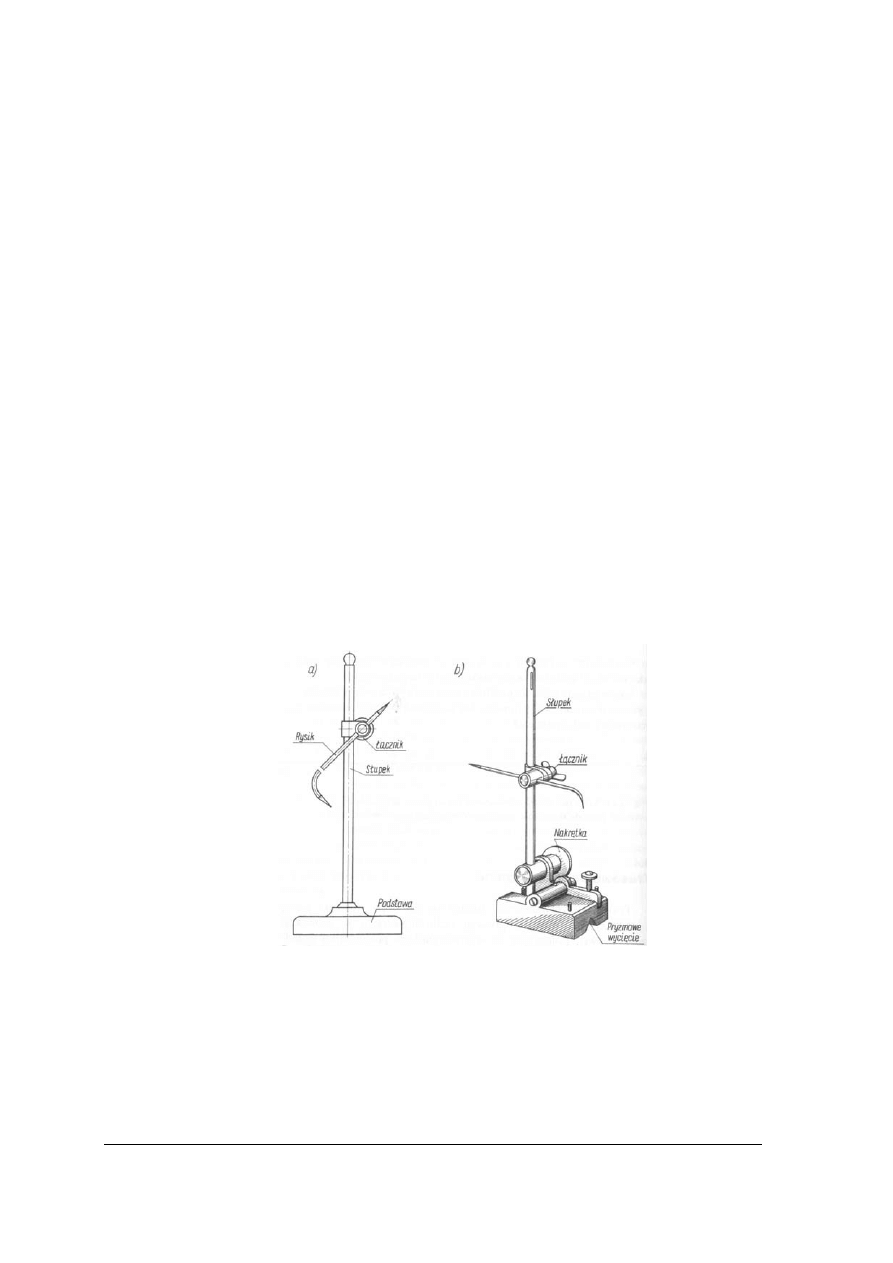
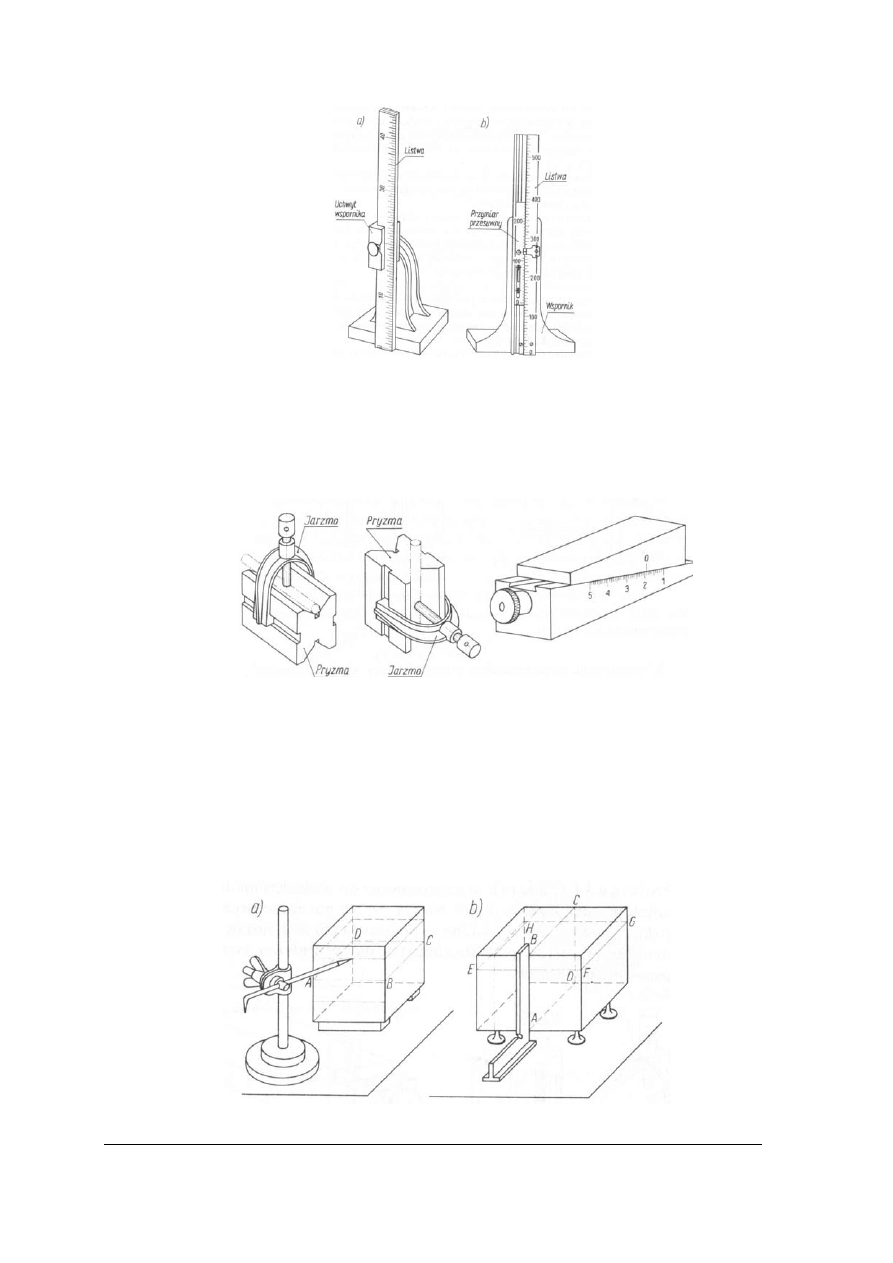
Znacznik słupkowy zwykły (rys.9a) składa się z żeliwnej podstawy, nieruchomo w niej
osadzonego słupka oraz przesuwanego po słupku łącznika z rysikiem. Rysik ma jeden koniec
prosty, a drugi wygięty; może się on w łączniku — obracać dookoła osi poziomej oraz
przesuwać.
Rys. 9. Znaczniki słupkowe [2 s.188] a) zwykły, b)uniwersalny
Znacznik słupkowy uniwersalny (rys.9b) tym różni się od zwykłego, że słupek może się
wychylać od położenia pionowego. Położenie słupka ustala się za pomocą nakrętki. Żeliwna
podstawa znacznika ma od spodu pryzmowe wycięcie do ustawiania znacznika na wałkach.
Przymiar kreskowy zwykły (rys.10a) składa się z pionowo ustawionej listwy stalowej
z podziałką, osadzonej przesuwnic w uchwycie wspornika. Zero podziału znajduje się na
poziomie płyty traserskiej. Przymiar różnicowy (rys. 10b) jest dodatkowo wyposażony
w przesuwny przymiar umożliwiający dodawanie lub odejmowanie wymiarów.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Rys. 10. Przymiary kreskowe pionowe [2 s.188] a) zwykły, b) różnicowy
Skrzynki traserskie są to prostopadłościenne bryły żeliwne, wewnątrz puste
i poprzedzielane poprzecznymi żebrami. Mają one równe płaszczyzny, proste kąty
w narożach i równoległe do siebie krawędzie podłużne oraz poprzeczne.
Podstawki traserskie są stosowane do umieszczania trasowanych przedmiotów na płycie
(rys 11).
Rys. 11. Podstawki traserskie [2 s.189]
Stosuje się trzy metody trasowania przestrzennego prostokątnej siatki przestrzennej:
1.Za pomocą obrotu przedmiotu obrabianego, gdzie przedmiot ustawia się albo
bezpośrednio na płycie albo na płycie za pomocą podstawek traserskich. Na płycie traserskiej
ustawia się obok znacznik z rysikiem. Wysokość ostrza rysika w stosunku do płyty ustala się
na podstawie rysunku wykonawczego za pomocą przymiaru. Obracając trasowany przedmiot
wykonuje się jednocześnie kreskę rysikiem (rys.12a). W ten sposób można wykreślić
wszystkie linie poziome i pionowe, wykonując żądaną siatkę przestrzenną na przedmiocie.
Jest to szeroko stosowana metoda trasowania przestrzennego.
Rys. 12. Trasowanie prostokątnej siatki traserskiej [2 s.190]
a) z obracaniem przedmiotu, b) za pomocą kątownika

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
2.Za pomocą kątownika, gdzie wykreślanie rys poziomych odbywa się w taki sam sposób,
jak w metodzie obracania przedmiotu, natomiast rysy pionowe wykonuje się rysikiem wzdłuż
odmierzonych wymiarów za pomocą kątownika ze stopą (rys. 12b). Zastosowanie tego
rodzaju trasowania jest ograniczone i odnosi się tylko do takich przedmiotów, które mają
powierzchnie przystające do krawędzi kątownika.
3.Za pomocą skrzynek traserskich. Sposób ten stosuje się w przypadku, gdy mamy do
czynienia z przedmiotem ciężkim, trudnym do obracania oraz w przypadku trasowania
przedmiotów o powierzchniach krzywych, uniemożliwiających ustawienie przedmiotu wg
kątownika.
4.1.2.Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie rozróżniamy narzędzia pomiarowe?
2. Jak odczytujemy wielkości na suwmiarce?
3. Jakie narzędzia stosujemy do trasowania elementu na płaszczyźnie?
4. Jak wykonujemy trasowanie linii prostych?
5. Jak wykonujemy trasowanie osi symetrii?
6. Jak wykonujemy trasowanie okręgów i łuków?
7. Jakie metody stosuje się do trasowania przestrzennego?
4.1.3.Ćwiczenia
Ćwiczenie 1
Dokonaj, za pomocą suwmiarki, pomiaru średnicy wewnętrznej i zewnętrznej zestawu
rur instalacyjnych wybranych przez prowadzącego.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie powinieneś:
1) oznaczyć odpowiednio zadany materiał,
2) dokonać sprawdzenia przyrządu pomiarowego,
3) dokonać pomiaru z jednoczesnym notowaniem wyników,
4) zaprezentować wykonane ćwiczenie,
5) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
− zestaw rur instalacyjnych,
− suwmiarka,
− arkusz A4,
− długopis, ołówek,
− literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Wykonaj trasowanie arkusza blachy według rysunku roboczego.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy,
2) dobrać odpowiednie narzędzia,
3) dobrać materiał do realizacji zadania,
4) przygotować powierzchnię,
5) wybrać podstawy traserskie,
6) wykonać trasowanie,
7) posprzątać stanowisko pracy,
8) zaprezentować wykonane ćwiczenie,
9) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
− odzież ochronna i sprzęt ochrony osobistej,
− podstawowy sprzęt pomiarowy,.
− podstawowy zestaw narzędzi i sprzętu do trasowania,
− apteczka,
− literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 3
Wykonaj trasowanie płyty sklejkowej według rysunku roboczego.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy,
2) dobrać odpowiednie narzędzia,
3) dobrać materiał do realizacji zadania,
4) przygotować powierzchnię,
5) wybrać podstawy traserskie,
6) wykonać trasowanie,
7) posprzątać stanowisko pracy,
8) zaprezentować wykonane ćwiczenie,
9) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
− odzież ochronna i sprzęt ochrony osobistej,
− podstawowy sprzęt pomiarowy,
− podstawowy zestaw narzędzi i sprzętu do trasowania,
− apteczka,
− literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 4
Wykonaj trasowanie przestrzenne kostki drewnianej według rysunku roboczego.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy,
2) dobrać odpowiednie narzędzia,
3) dobrać materiał do realizacji zadania,
4) przygotować powierzchnię,
5) wybrać podstawy traserskie,
6) wykonać trasowanie,
7) posprzątać stanowisko pracy,
8) zaprezentować wykonane ćwiczenie,
9) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
− odzież ochronna i sprzęt ochrony osobistej,
− podstawowy sprzęt pomiarowy,
− podstawowy zestaw narzędzi i sprzętu do trasowania,
− apteczka,
− literatura z rozdziału 6 poradnika dla ucznia.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować narzędzia pomiarowe?
2) scharakteryzować narzędzia do trasowania?
3) zorganizować stanowisko do trasowania na płaszczyźnie?
4) wykonać prawidłowo pomiar suwmiarką?
5) wykonać prawidłowo trasowanie na płaszczyźnie?
6) wykonać trasowanie przestrzenne?
7) współpracować z innymi w trakcie wykonywania prac?
8) stosować przepisy bhp podczas trasowania?
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.2. Wykonywanie obróbki ręcznej metali
4.2.1. Materiał nauczania
W obróbce ślusarskiej często trzeba oddzielić część materiału w taki sposób, aby
powierzchnia czołowa nie została uszkodzona. W takich przypadkach stosuje się przecinanie
materiału piłką. Zasadniczymi częściami składowymi piłki są oprawka, brzeszczot i rękojeść.
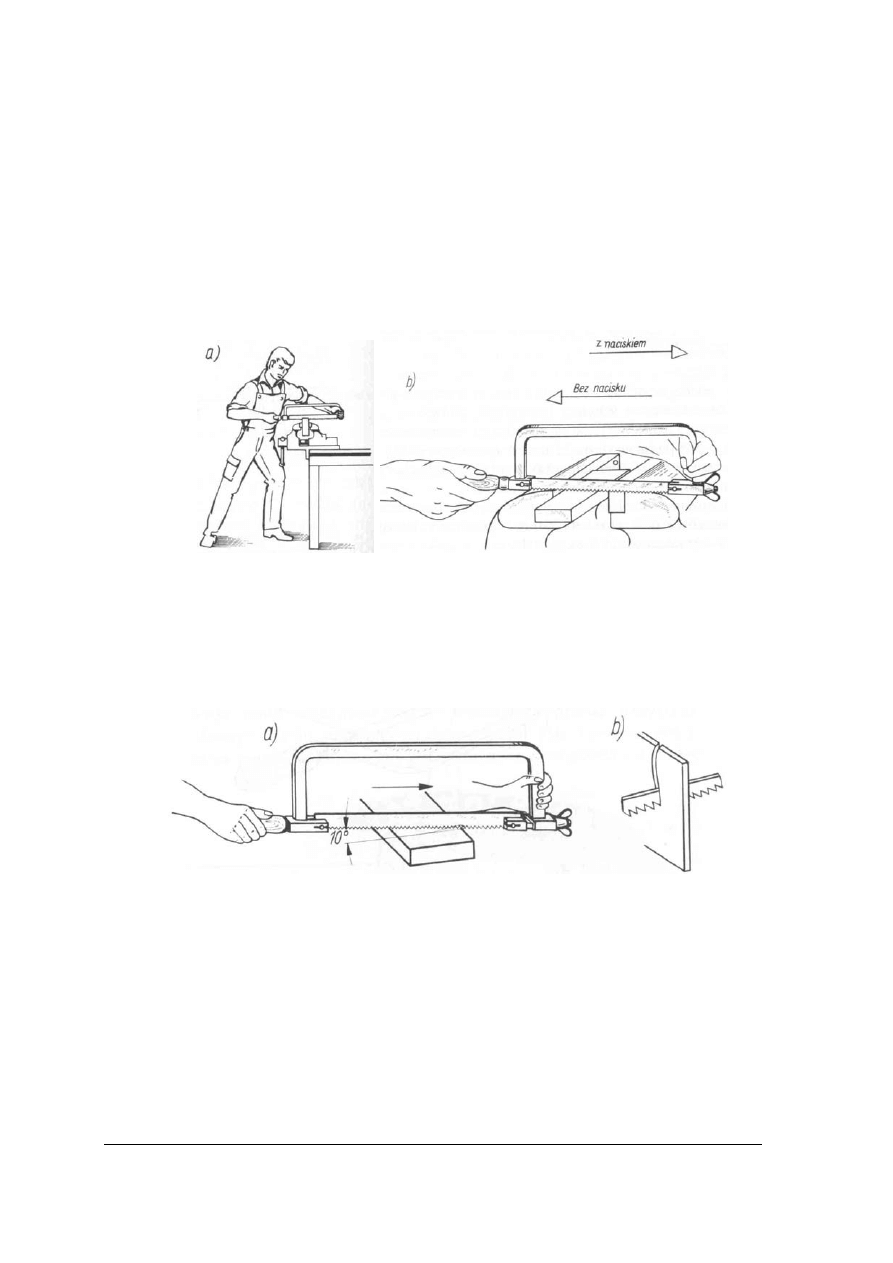
Prawidłowa postawa przecinaniu polega na ustawieniu ciała pod kątem ok. 45° do szczęk
imadła, z nieco wysuniętą do przodu lewą nogą, tak aby na niej spoczywał ciężar ciała
(rys.13a).
Rys. 13. Technika przecinania metali piłką ręczną[2 s.114]: a) prawidłowa postawa przy przecinaniu. b)
prawidłowy sposób trzymania piłki
Nacisk na piłkę wywiera się podczas ruchu roboczego, czyli w kierunku do imadła,
natomiast ruch powrotny jest jałowy i odbywa się bez nacisku. Ruch piłki powinien być
płynny bez szarpnięć, a przesuw piłki powinien wynosić ok. 2/3 użytecznej długości
brzeszczotu. Liczba ruchów roboczych wynosi zwykle ok. 45 na minutę, a przy przecinaniu
materiałów miękkich nawet do 60 na minutę.
Rys. 14. Przecinanie piłką przedmiotów płaskich[2 s.115]: a) właściwe, b) niewłaściwe
Przedmioty płaskie przecina się wzdłuż szerszej krawędzi (rys. 14a), przecinanie
płaskich przedmiotów wzdłuż węższej krawędzi (rys. 14b) jest niewłaściwe, ponieważ piłka
łatwo zbacza z wyznaczonego kierunku. Przecinanie trzeba rozpoczynać lekko pochyloną od
siebie piłką (rys. 14a) z małym naciskiem. Wykonanie małego wgłębienia trójkątnym
pilnikiem w miejscu rozpoczęcia przecinania ułatwia początek przecinania piłką.
Materiał przeznaczony do przecinania mocuje się w imadle tak, aby linia cięcia
znajdowała się blisko szczęk imadła. Taki sposób zamocowania zapobiega występowaniu
drgań w czasie przecinania, zwiększa dokładność przecięcia i zmniejsza możliwość
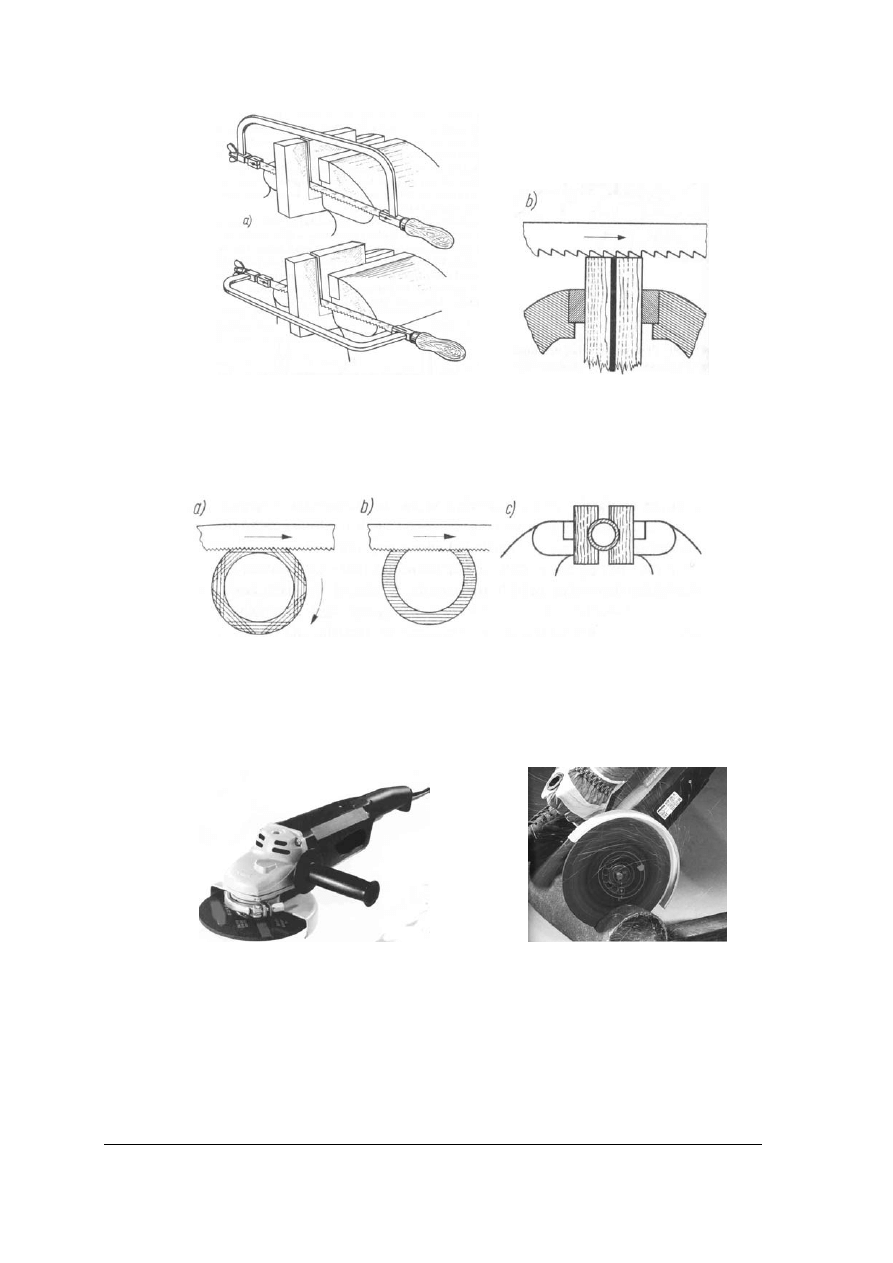
uszkodzenia brzeszczotu. Długie przedmioty przecina się początkowo brzeszczotem
zamocowanym w oprawce pionowo, a następnie brzeszczot obraca się o kąt 90° (rys. 15a).
Cienką blachę zamocowuje się w imadle między dwiema drewnianymi nakładkami (rys. 15b).
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Rys. 15. Przecinanie piłką[2 s.116]: a) długich przedmiotów, b) cienkich blach
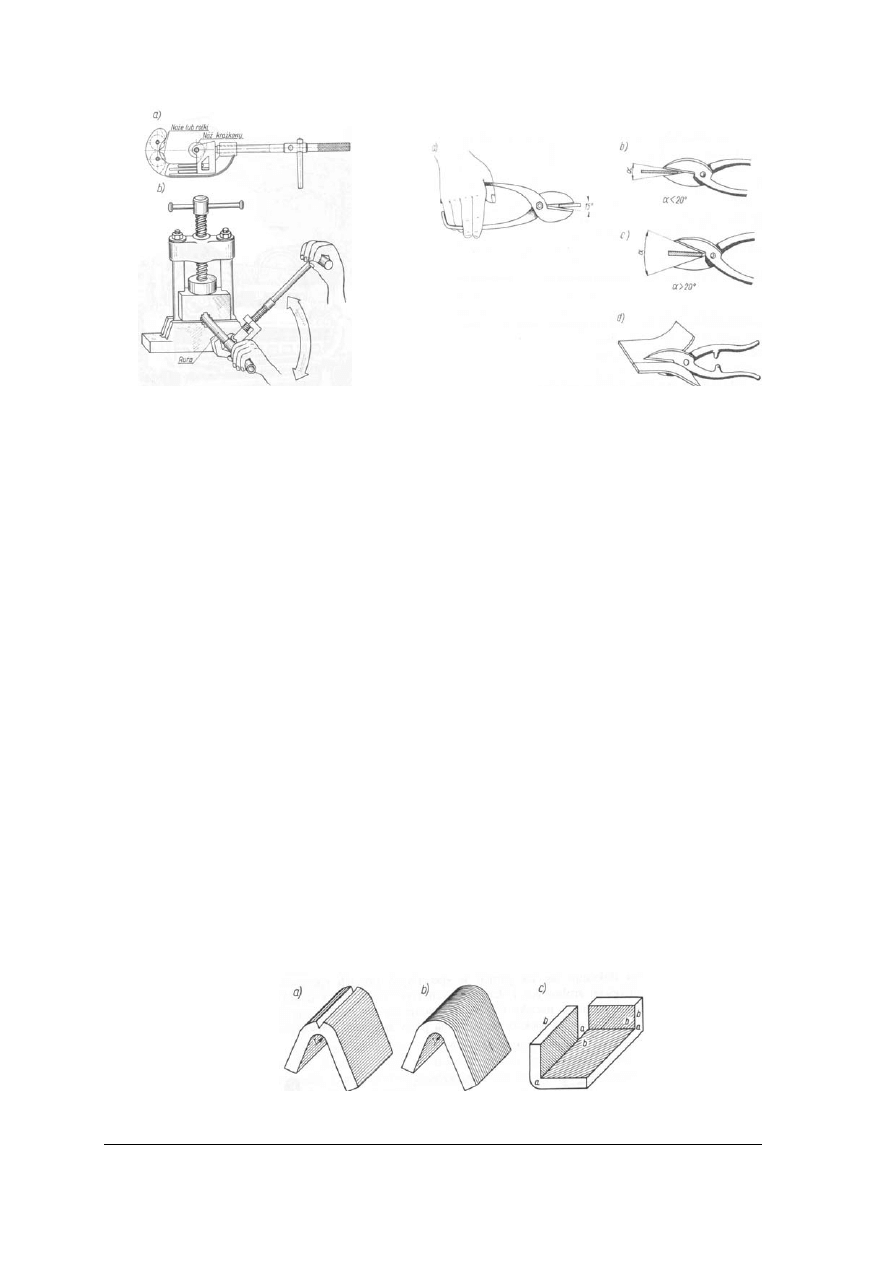
Rury mocuje się w imadle za pomocą drewnianych nakładek (rys. 16c) i przecina się
z jednoczesnym obracaniem rury (po przecięciu ścianki) o kąt 45÷60° (rys. 16a), zapobiega to
wyłamaniu ząbków piłki.
Rys. 16. Przecinanie piłką rury[2 s.116]:
a) prawidłowe, b) nieprawidłowe, c) zamocowanie rury cienkościennej w drewnianych
nakładkach
Obecnie w małym zakresie prac stosuje się do cięcia wąskich elementów rur szlifierki
kątowe (rys.17,18).
Rys. 17. Szlifierka kątowa [7]
Rys. 18. Sposób cięcia szlifierką kątową [7]
Pracownik obsługujący piły powinien być ubrany w odzież roboczą zapiętą i nie podartą.
Przed rozpoczęciem pracy trzeba sprawdzić stan piły (czy nie ma jakichkolwiek uszkodzeń,
pęknięć lub niedokładności) oraz stan wszystkich urządzeń zabezpieczających, jak osłony pił,
kół zębatych, urządzeń prowadzących i wszystkich części wykonujących ruch obrotowy.
Następnie trzeba sprzątnąć ze stanowiska roboczego zbędne w pracy narzędzia i przedmioty.
Wadliwe zamocowanie materiału w imadle może stwarzać zagrożenie dla zdrowia a nawet
życia pracownika.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Cięcie blach o różnej grubości, a także materiałów kształtowych odbywa się za pomocą
nożyc. Blachy stalowe cienkie o grubości do l mm tnie się nożycami ręcznymi, a blachy
grubsze do 5mm — nożycami dźwigniowymi. Blachy najgrubsze do 32mm tnie nożycami
gilotynowymi o napędzie mechanicznym, a pręty oraz kształtowniki przecina się nożycami
uniwersalnymi.
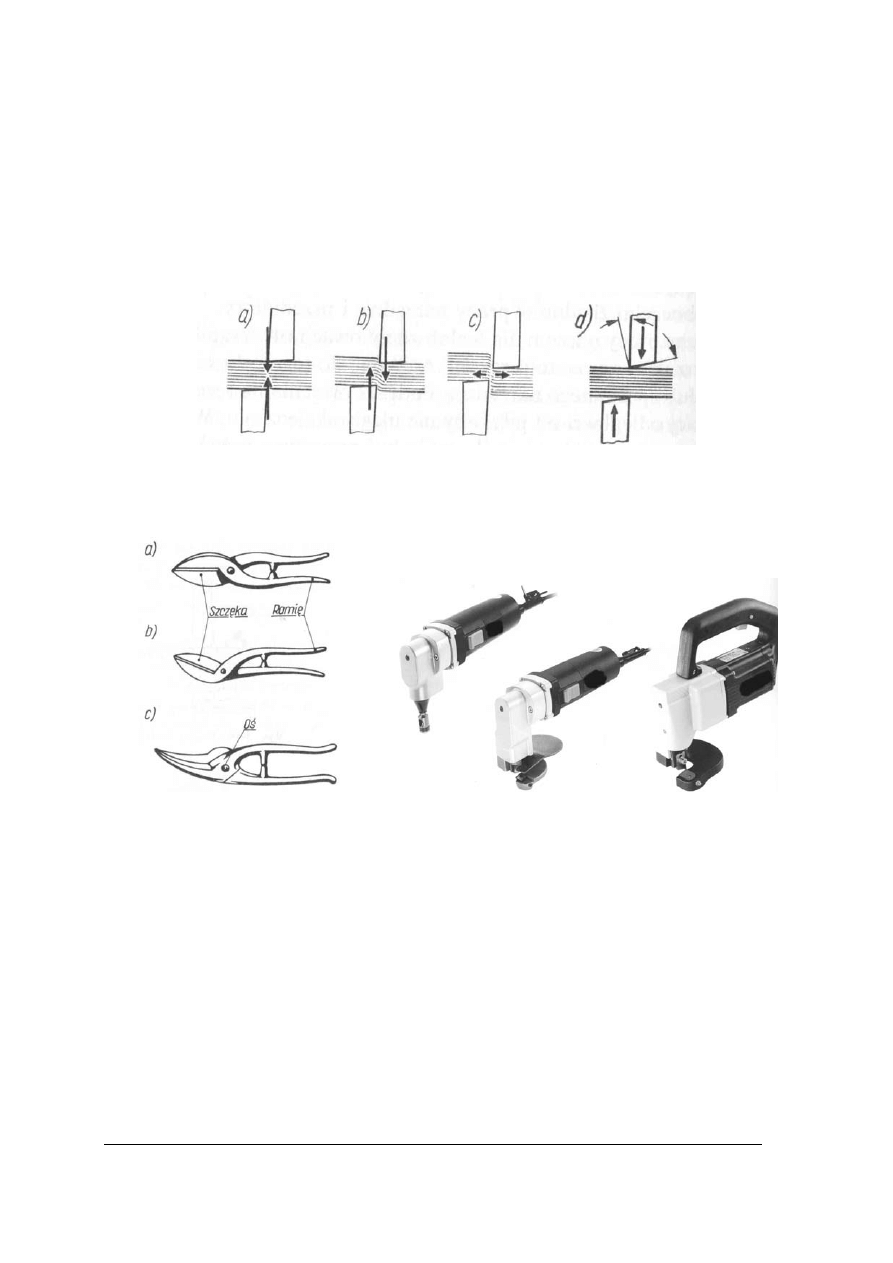
Podczas cięcia materiału nożycami pracują dwa noże, z których jeden jest najczęściej
nieruchomy. Między noże wsuwa się blachę, która ma być przycięta według rysy traserskiej.
Ruch noży (noża) powoduje ich wgłębianie się w blachę i stopniowe przecinanie.
Rys. 19. Kolejne fazy cięcia metali[2 s.120]
a) nacisk, b) przesunięcie materiału c) rozdzielenie materiału, d) ustawienie noży pod prawidłowym kątem do
cięcia
Nożyce ręczne składają się z dwóch stalowych hartowanych szczęk, które wychylają się
dookoła wspólnej osi. Nacisk na szczęki jest wywierany za pomocą ramion-dźwigni (rys.20).
Rys. 20. Nożyce ręczne [2 s.121]
a) proste prawe, b) proste lewe, c) uniwersalne
Rys. 21. Nożyce elektryczne do cięcia blachy [7]
Do cięcia blach o grubości do 3mm wzdłuż trasowanych linii o skomplikowanym
kształcie i małych krzywiznach używa się nożyc elektrycznych (rys.21). W czasie pracy
trzyma się je za rękojeść i prowadzi wzdłuż linii cięcia. Nóż ruchomy osadzony na końcu
suwaka jest napędzany silnikiem elektrycznym wbudowanym w korpus. Suwak wraz z nożem
wykonuje ruch postępowo-zwrotny kilkaset razy na minutę. Cięcie materiału odbywa się za
pomocą noża ruchomego i noża nieruchomego osadzonego na końcu kabłąka.
Unieruchomienie nożyc odbywa się za pomocą wyłącznika prądu.
Obcinak do rur (rys.22) jest stosowany do obcinania rur o większych średnicach.
Narzędziami tnącymi są noże krążkowe. Produkuje się dwa rodzaje obcinaków: obcinaki
trzynożowe oraz obcinaki z jednym nożem i dwiema rolkami.
Rurę mocuje się w specjalnym imadle do rur, a następnie zakłada się obcinak i dociska
krążek do rury. Następnie obraca się obcinak dookoła rury, stale dociskając krążek, aż do
całkowitego przecięcia. Obcinaki trzynożowe są wygodniejsze w użyciu, ponieważ do
całkowitego obcięcia rury wystarczą tylko ruchy wahadłowe obcinaka.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Rys. 22. Przecinanie rur grubościennych [2 s.124]
a) obcinak do rur, b) cięcie rury
Rys. 23. Technika cięcia nożycami [2 s.125]
a) prawidłowy uchwyt nożyc, b) kąt rozwarcia mniejszy
niż 20º, c) kąt rozwarcia większy niż 20º d) cięcie wg
linii
Podczas cięcia blachy nożycami trzeba zwrócić uwagę na prawidłowy uchwyt ręką oraz
na prawidłowy kąt rozwarcia szczęk (rys. 23). Kąt rozwarcia α szczęk nożyc powinien
wynosić około 20°
Najlepsze rezultaty osiąga się przy kącie rozwarcia α = 15°. Kąt ostrza powinien wynosić
75 ÷85°. Nożyce do cięcia należy tak ustawić, żeby wytrasowana linia była widoczna podczas
cięcia.
Podczas gięcia materiał w miejscu zginania zostaje odkształcony. Warstwy zewnętrzne
materiału z jednej strony są rozciągane, a po zakończeniu gięcia wydłużone na pewnym
odcinku, natomiast z drugiej strony (wewnętrznej) są w czasie gięcia ściskane, a po
zakończeniu gięcia skrócone na pewnym odcinku. Warstwy środkowe leżące na linii
obojętnej przechodzącej przez środek grubości materiału nie ulegają odkształceniu
Przed przystąpieniem do gięcia ustala się wymiary materiału wyjściowego, aby po
zgięciu otrzymać produkt odpowiadający wymiarom podanym na rysunku.
Gięcie i prostowanie ręczne wykonuje się za pomocą różne rodzaju młotków na
kowadłach, płytach żeliwnych oraz w szczękach imadeł. Gięcia metali nieżelaznych oraz
cienkich blach dokonuje się za pomocą młotków miedzianych, ołowianych, a nawet
drewnianych w celu zapobieżenia uszkodzeniu materiału giętego. Żeby ułatwić zginanie pod
kątem 90°, szczęki imadła wyposaża w nakładki w kształcie kątownika. Nakładki te chronią
również gięty materiał od śladów nacisku szczęk.
Gięcie blachy cienkiej ręcznie pod danym kątem wykonuje się w szczękach imadła bez
żadnych środków pomocniczych. Przy gięciu blach pod kątem ostrym i przy małych
promieniach gięcia zwraca się uwagę na kierunek włókien w blasze, powstałych podczas jej
walcowania. Linia gięcia nie powinna być zgodna z ich kierunkiem, blacha może pękać na
krawędzi gięcia (rys.24a). Przy w dwóch kierunkach włókna powinny przebiegać ukośnie
(rys. 24c).
Rys. 24. Gięcie blachy
[2 s.130]
: a) gięcie niewłaściwe wzdłuż włókna, b) gięcie prawidłowe prostopadłe do
włókien, c) gięcie w dwóch prostopadłych kierunkach ukośnie do włókien
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
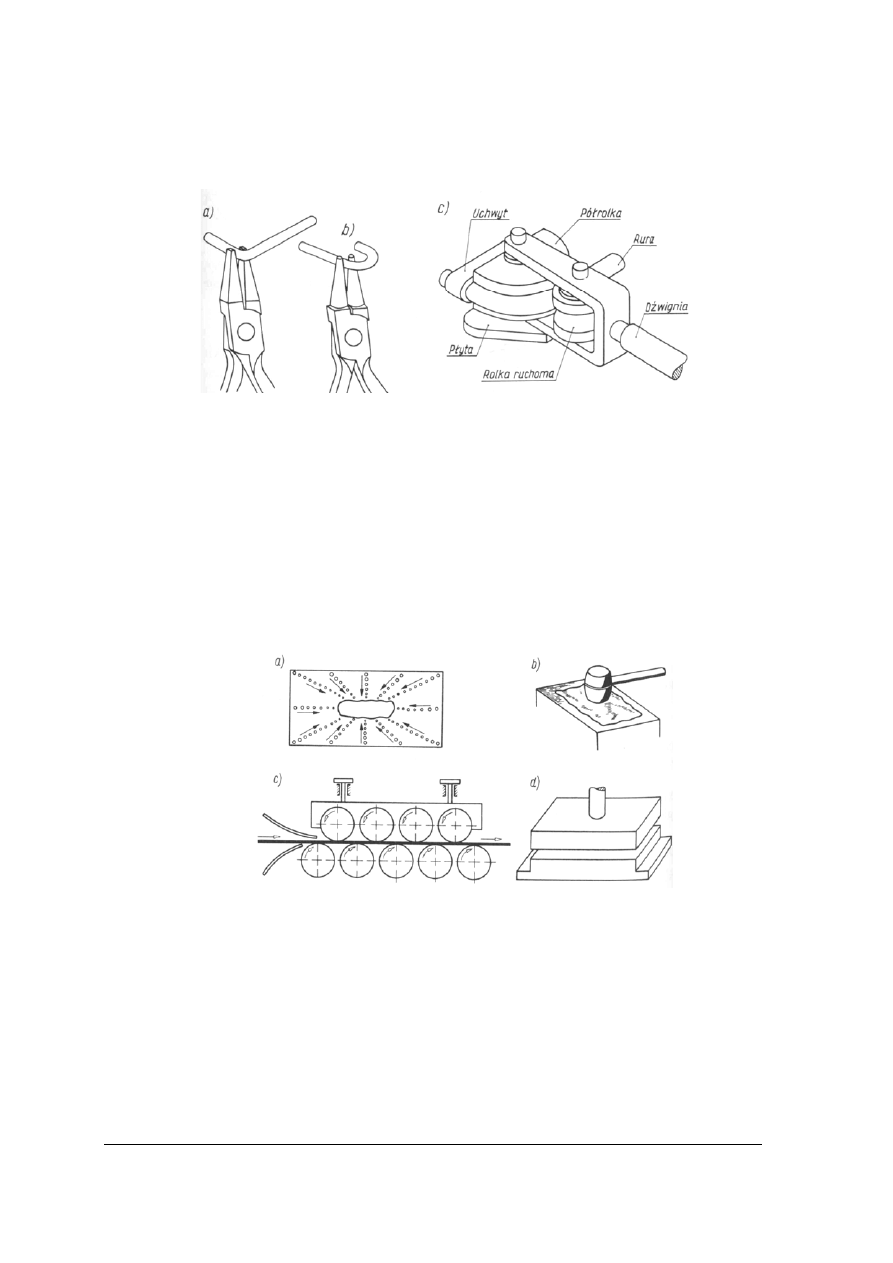
W warsztatach, w których wygina się rury dość często, stosuje się przyrząd rolkowy do
gięcia rur (rys. 25c). Przed przystąpieniem do gięcia rurę wypełnia się suchym piaskiem,
kalafonią lub ołowiem, żeby uniknąć odkształceń w miejscu gięcia. Gięcie rur wykonuje się
na zimno lub na gorąco.
Rys. 25. Gięcie
drutu i rury[2 s.131] a)gięcie drutu szczypcami płaskimi, b) okrągłymi, c) gięcie rury za pomocą
przyrządu rolkowego
Gięcie drutu wykonuje się ręcznie za pomocą szczypiec okrągłych lub płaskich
(rys.25a,b).Gięcie prętów stalowych grubości do 5mm można wykonywać na zimno. Grubsze
pręty należy giąć po uprzednim nagrzaniu. Pręty gnie się w imadle lub na kowadle za pomocą
młotka.
Prostowanie blach zalicza się do operacji dość trudnych. Po ustaleniu miejsca
nierówności blachy układa się ją na płycie do prostowania, wypukłością do góry. Następnie
po obrysowaniu kredą lub ołówkiem odkształconego miejsca uderza się młotkiem wokół
wypukłości. Uderzenia rozpoczyna się od brzegów blachy i w tym miejscu są one
najsilniejsze. W miarę zbliżania się do środka wypukłości uderzenia powinny być coraz
słabsze (rys. 26a,b).
Rys. 26. Prostowanie blachy
[2 s.132]
: a) schemat uderzeń przy prostowaniu blachy, b) doprowadzenie
powierzchni blachy do płaskości, c) mechaniczne prostowanie blachy za pomocą walców, d) prostowanie
blachy na prasie
Prostowanie blach i taśm można wykonywać również mechanicznie za pomocą walców
(rys. 26c) lub na prasach za pomocą przyrządu składającego się z dwóch płyt (rys. 26d).
Prostowania cienkich blach z metali nieżelaznych wykonuje się przeciągając blachę przez
gładką krawędź z drewna lub metalu kilkakrotnie w kierunkach prostopadłych.
Prostowanie płaskowników przebiega następująco: zgięty płaskownik odgina się
wstępnie w imadle, a następnie kładzie się na kowadle lub płycie wypukłością do góry
uderzając młotkiem w wypukłe miejsce. Pod koniec prostowania stosuje się coraz słabsze
uderzenia, a płaskownik obraca o kąt 180°, żeby zapobiec wygięciu w przeciwną stronę.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Prostowania prętów okrągłych wykonuje się tak jak płaskowników. W końcowej fazie
prostowania uderza się młotkiem coraz słabiej w obu kierunkach wygięcia obracając pręt
dookoła osi. Wyniki prostowania sprawdza się wzrokowo, a zauważone nierówności oznacza
kredą i ponownie prostuje. Pręty grube prostuje się po uprzednim nagrzaniu w miejscu
skrzywionym, przeważnie na prasie. Podczas gięcia i prostowania metali trzeba często
sprawdzać stan techniczny narzędzi oraz zamocowanie przedmiotów w imadle. Przy gięciu
i prostowaniu blach zwraca się szczególną uwagę, żeby nie skaleczyć rąk o ostre krawędzie
blach. Podczas gięcia i prostowania na prasach ręce nie mogą się nigdy znajdować w obszarze
pracy suwaka prasy.
Jedną z częściej stosowanych czynności ślusarskich jest wiercenie otworów. Do tego celu
używa się obrabiarek zwanych wiertarkami oraz narzędzi zwanych wiertłami. Wiertarki
stosuje się do wiercenia oraz rozwiercania i pogłębiania otworów w metalu, tworzywach
naturalnych i sztucznych.
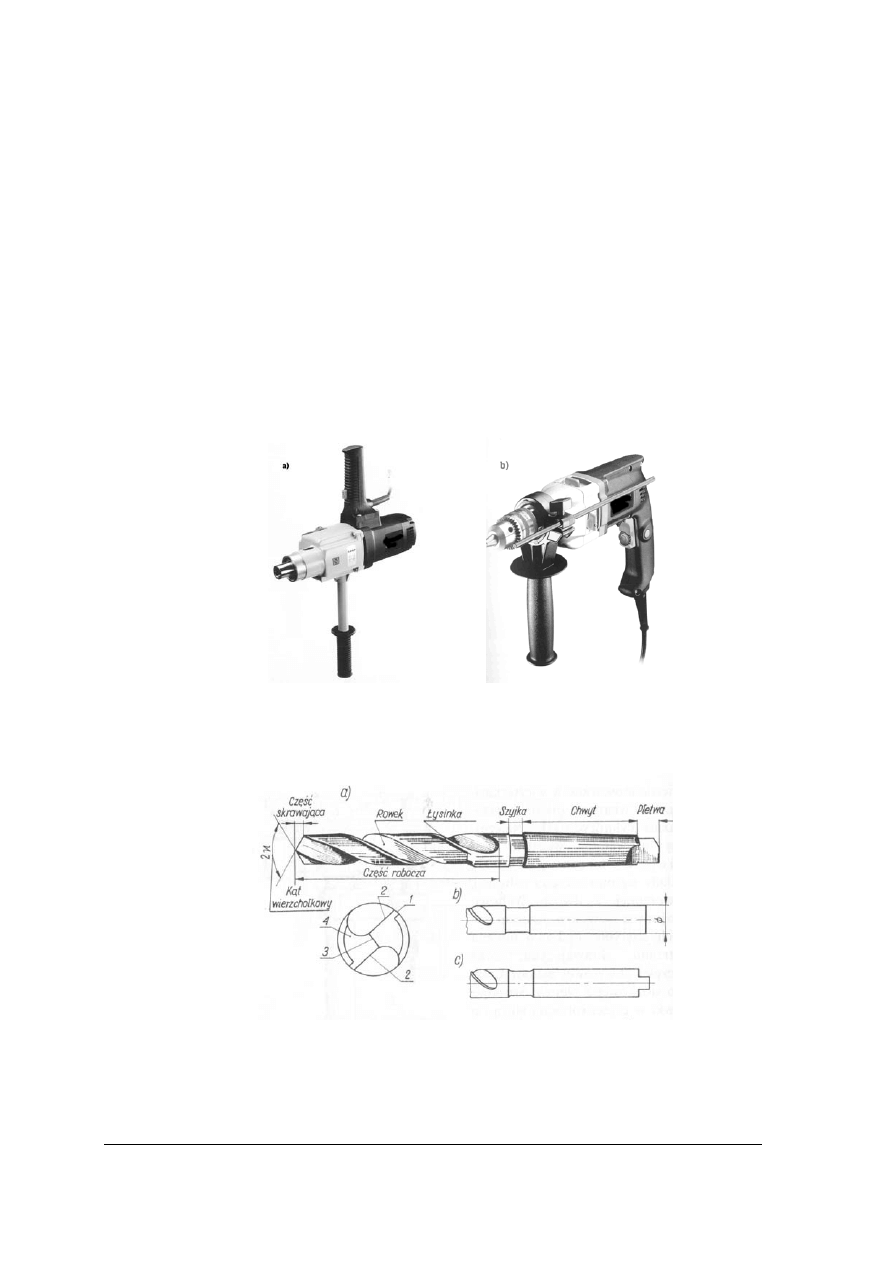
Do wiercenia otworów stosuje się kilka rodzajów wiertarek o napędzie elektrycznym lub
pneumatycznym. Rozróżnia się wiertarki przenośne (rys. 27) oraz wiertarki stałe: stołowe,
kolumnowe (kadłubowe), promieniowe, wielowrzecionowe.
Rys. 27. Wiertarki[7]
: a) czterobiegowa z przekładnia, b) dwubiegowa udarowa
Wiertła stosowane w wiertarkach służą do wykonania otworów przeważnie cylindrycznych.
Najczęściej stosuje się wiertła kręte (rys. 28)
Rys. 28. Wiertła kręte[2 s.152]
a) części składowe, b) chwyt walcowy bez płetwy, c) chwyt walcowy z płetwą
Pogłębianie polega na powiększaniu średnicy części początkowej otworu, np. na
umieszczenie łba wkręta, przy czym części tej można nadać kształt walcowy, stożkowy lub
stopniowy (schodkowy). Pogłębiacze dzieli się na czołowe stożkowe (rys. 29). Pogłębiacze
mają takie same uchwyty jak wiertła.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Rys. 29. Pogłębiacze [2 s.153]:
a) stożkowy, b) czołowe
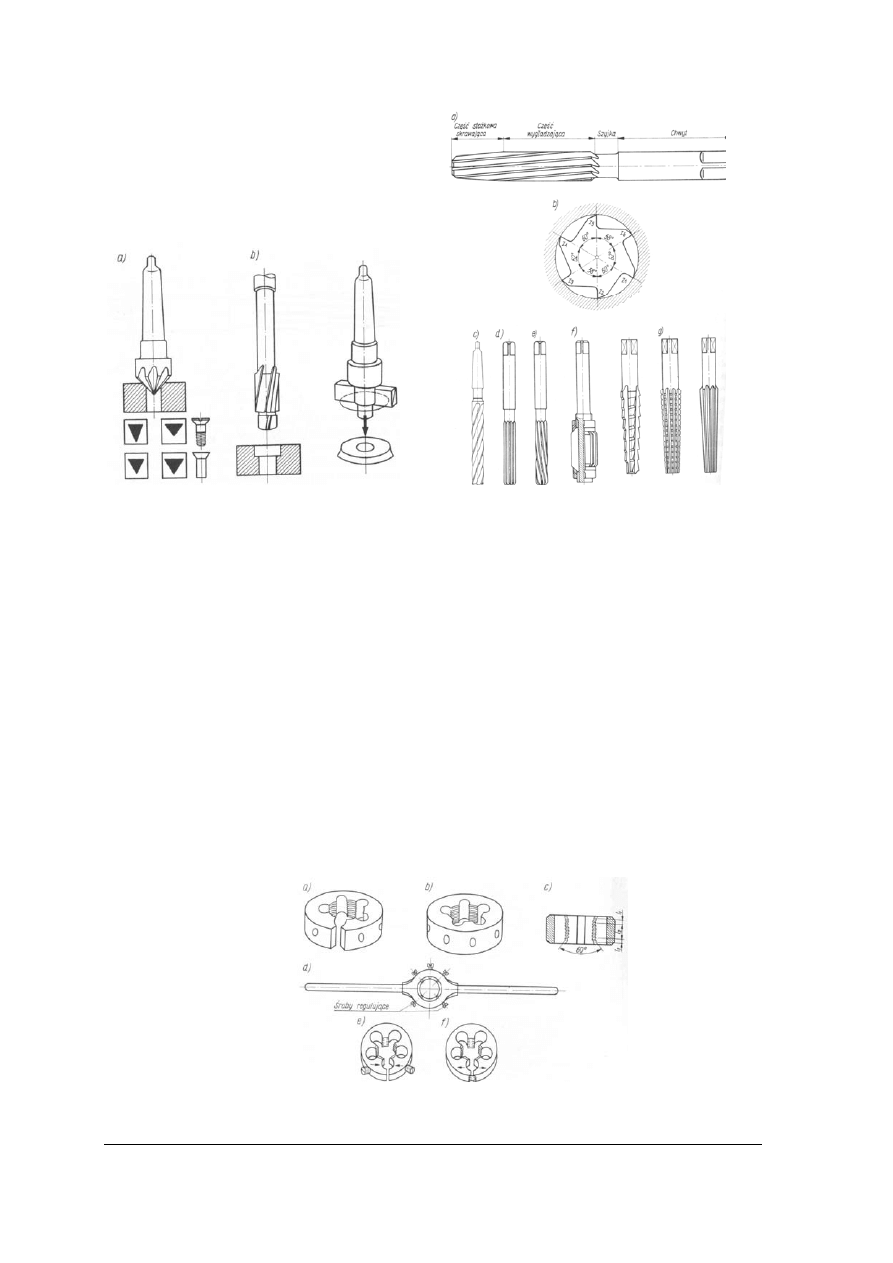
Rys. 30. Rozwiertaki[ 2 s.154]: a) części składowe
rozwiertaka, b} podziałka zębów rozwiertaka, c) rozwiertak
zdzierak, d) rozwiertak o zębach prostych, e) rozwiertak o
zębach śrubowych, f) rozwiertak nastawny, g) komplet
rozwiertaków stożkowych
Rozwiertaki są stosowane do dalszej obróbki otworu w celu zapewnienia dużej
dokładności oraz gładkości powierzchni lub w celu otrzymania otworu stożkowego.
Rozwiertaki, ze względu] dokładność obróbki, dzieli się na zdzieraki i rozwiertarki
wykańczające (rys. 30).
Gwintowanie wykonuje się ręcznie lub maszynowo. Gwintowanie ręczne wykonuje się
za pomocą narzynek (gwinty zewnętrzne) i gwintowników (gwinty
wewnętrzne).Gwintowanie wykonuje się również metodami maszynowymi (nacinanie)
i metodami obróbki plastycznej. Rozróżnia się następujące metody maszynowego wykonania
gwintów: nacinanie gwintów nożem na tokarce; gwintownikiem zamocowanym w tulei
konika lub narzynką osadzoną we wrzecionie obrabiarki; nacinanie głowicą gwinciarską na
gwinciarkach; frezowanie na specjalnych frezarkach do gwintów; szlifowanie za pomocą
ściernicy wielokrotnej lub pojedynczej na szlifierkach do gwintów.
Narzynki są to stalowe hartowane pierścienie wewnątrz nagwintowane, z wywierconymi
otworami tworzącymi krawędzie tnące i jednocześnie służącymi do odprowadzania wiórów.
Rys. 31 . Narzynki okrągłe[2 s.167]
a) przecięta, b) pełna, c) przekrój narzynki, d) oprawka z pokrętłem do narzynek okrągłych i sposób
regulacji, e) regulacja zmniejszająca
średnicę gwintu, f
) regulacja zwiększająca średnicę gwintu
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Narzynki pełne są dokładniejsze od narzynek przeciętych. W narzynkach przeciętych
w niewielkich granicach reguluje się średnicę nacinanego gwintu. Regulacji dokonuje się
śrubami umieszczonymi w oprawce (rys. 31d).
Do nacinania gwintów zewnętrznych używa się również narzynek dzielonych (rys.32).
Narzynką dzielona składa się z dwóch części umieszczonych przesuwnie w prowadnicach
oprawki. Każda część ma półokrągłe nagwintowane wgłębienie przecięte trapezowym
rowkiem (rys. 32b), wskutek czego powstają krawędzie skrawające i miejsce do
odprowadzania wiórów. Gwintowanie narzynką dzieloną wykonuje się w paru przejściach,
dokręcając po każdym przejściu połówki narzynki.
Typowa kolejność operacji przy nacinaniu gwintów zewnętrznych jest następująca: na
oczyszczonym sworzniu odmierza się długość nacinania gwintu i mocuje sworzeń
w pionowym położeniu w imadle. Następnie smaruje się sworzeń stalowy olejem i nakłada na
jego koniec odpowiednią narzynkę; teraz pokręca się narzynką w prawo o cały obrót i w lewo
około ćwierć obrotu. Pokręcanie przeprowadza się aż do dojścia narzynki do wyznaczonej na
sworzniu długości gwintu.
Sworzeń, na którym ma być nacięty gwint, musi mieć odpowiednie wymiary oraz
stożkowe zakończenie. Średnica sworznia musi być mniejsza od średnicy zewnętrznej gwintu.
Stożkowe zakończenie wykonuje się na tokarce lub ręcznie pilnikiem.
Do nacinania gwintów wewnętrznych, czyli gwintów w otworach służą gwintowniki.
Rys. 32. Narzynka dzielona[2 s.168]: a) narzynka
zamocowana w oprawce, b) schemat gwintowania
1-oprawka, 2-narzynka, 3-sworzeń, 4-początek nacinania,
5-koniec nacinania
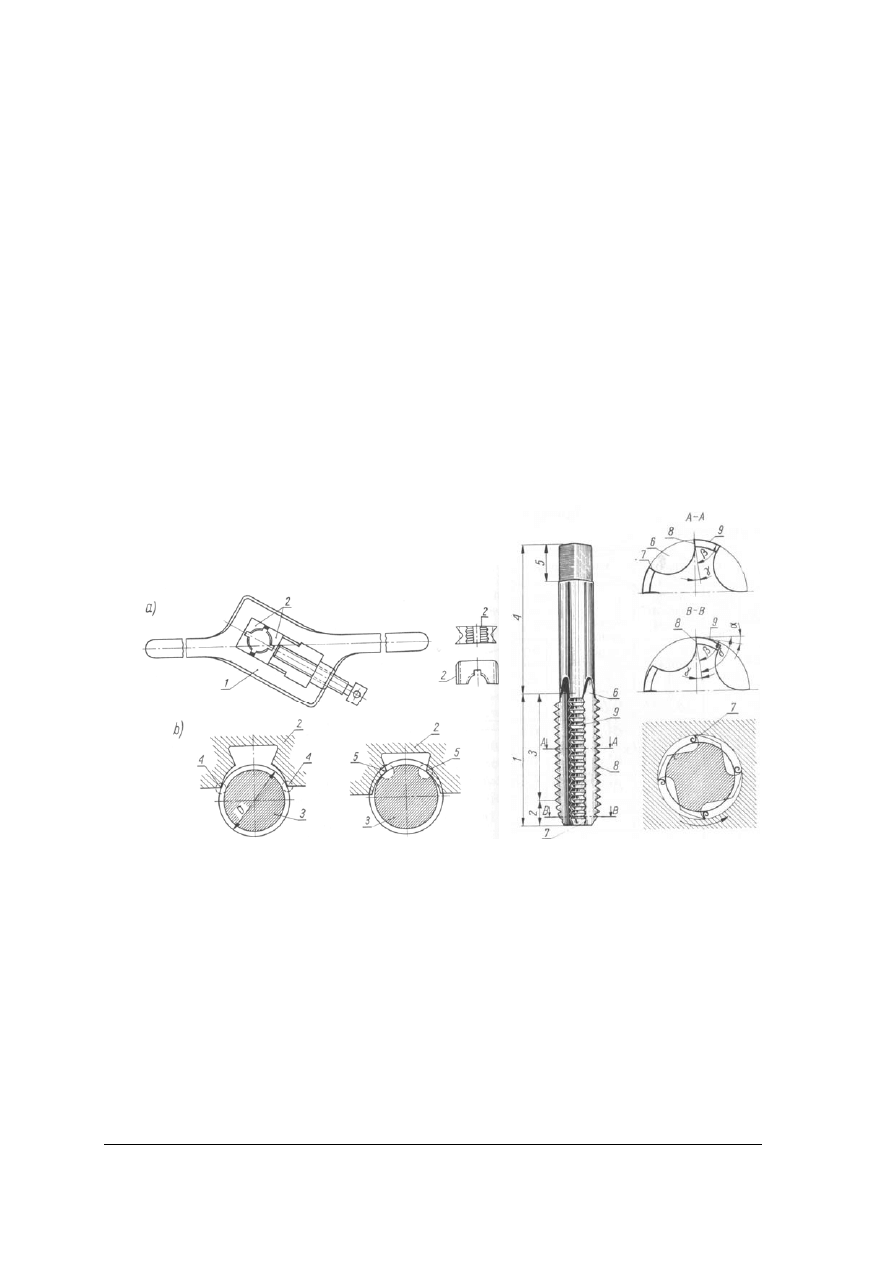
Rys. 33. Gwintownik i jego elementy [2 s.170]
1-część robocza, 2-część skrawająca, 3-część
wygładzająca, 4-uchwyt, 5-łeb, 6-rowek, 7-
krwaędź tnąca, 8-powierzchnia natarcia, 9-
powierzchnia przyłożenia
Gwintownik jest to narzędzie skrawające przeznaczone do ręcznego lub maszynowego
nacinania albo wykańczania gwintu wewnętrznego. Składa się on z części roboczej 1 –
gwintowanej, w której rozróżnia się część skrawającą 2 (stożkowy nakrój na końcu
gwintownika) i część wygładzającą 3, czyli kalibrującą oraz chwytu walcowego 4 z łbem
kwadratowym 5 służącym do obracania gwintownika (rys. 33). W części gwintowanej są
wykonane wzdłużne lub śrubowe rowki wiórowe 6 służące do odprowadzania wiórów
i tworzące w przecięciu z gwintem ostrza skrawające.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
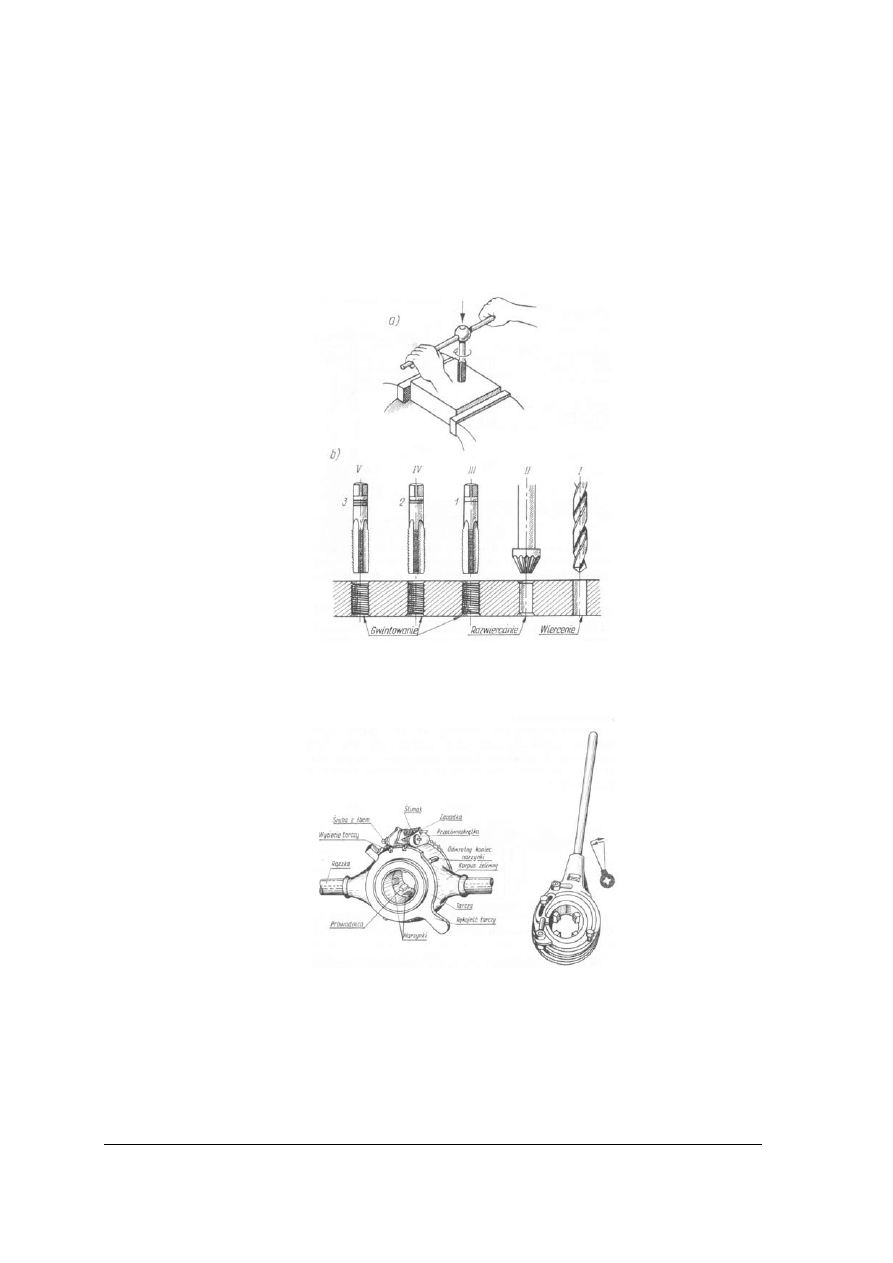
Gwintowanie wykonuje się następująco: przedmiot z wywierconym otworem
odpowiednio mocuje się w imadle (rys. 34) następnie w otwór wkłada się nasmarowany
gwintownik nr l i sprawdza kątownikiem prostopadłość położenia gwintownika względem
powierzchni przedmiotu. Wywierając lekki nacisk osiowy, obraca się pokrętką gwintownika
w prawo aż do momentu, gdy zacznie powstawać bruzda i gwintownik będzie wgłębiał się
samoczynnie. Po wykonaniu każdego pełnego obrotu w prawo cofa się gwintownik o pół
obrotu w lewo, powtarzając tę czynność aż do nacięcia całego gwintu. Po wykonaniu pracy
jednym gwintownikiem używamy następne w taki sam sposób jak poprzednio.
Rys. 34. Gwintowanie [2 s.172]
a) technika gwintowania, b) kolejność czynności gwintowania
Do nacinania gwintów zewnętrznych na rurach służą gwintownice uniwersalne
o czterech wymiennych narzynkach (rys. 35).
Rys. 35. Gwintownice uniwersalne [2 s.172]
Narzynki mogą być przesuwane w korpusie gwintownicy. Przed przystąpieniem do
gwintowania rurę oczyszcza się i sprawdza kątownikiem prostopadłość płaszczyzny czołowej
do osi rury. Jeśli płaszczyzna nie jest prostopadła, to opiłowuje się ją pilnikiem. Następnie
zakończenie rury smaruje się, zakłada gwintownicę i obracając nią nacina gwint. Przy
gwintownicach z zapadką wykonuje się tylko ruch wahadłowy.
Do nacinania gwintu wewnętrznego w rurach używa się kompletu składającego się
z dwóch kolejnych gwintowników.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4.2.2.Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie narzędzia stosujemy przy ręcznej obróbce metali?
2. Jak należy wykonać cięcie prętów i płaskowników?
3. Jak wykonuje się cięcie blachy?
4. Jak wykonujemy ręczne cięcie elementów rurowych?
5. Jakie są sposoby prostowania blachy?
6. Jak prostujemy pręty i płaskowniki?
7. Jak należy wykonać wiercenie i rozwiercanie w elementach metalowych?
8. W jaki sposób wykonuje się gwint zewnętrzny na elemencie metalowym?
9. W jaki sposób wykonujemy gwint wewnętrzny w elemencie metalowym?
10. Jak przepisy bhp obowiązują podczas ręcznej obróbki metali?
4.2.3.Ćwiczenia
Ćwiczenie 1
Wykonaj ręcznie przepiłowanie płaskownika oraz gięcie zgodnie z rysunkiem.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy,
2) dobrać odpowiedni sprzęt i narzędzia,
3) wykonać trasowanie elementu,
4) dokonać cięcia,
5) posprzątać stanowisko pracy,
6) zaprezentować wykonane ćwiczenie,
7) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
− odzież ochronna i sprzęt ochrony osobistej,
− zestaw materiałów metalowych przeznaczonych do obróbki ślusarskiej,
− zestaw rysunków roboczych,
− podstawowy sprzęt pomiarowy,
− podstawowe narzędzia do trasowania,
− podstawowy zestaw narzędzi i sprzętu do cięcia metali,
− narzędzia i sprzęt pomocniczy,
− apteczka,
− literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Wykonaj cięcie blachy nożycami ręcznymi oraz jej gięcie według rysunku.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy,
2) dobrać odpowiednie narzędzia,

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
3) wykonać trasowanie elementu,
4) dokonać cięcia,
5) wykonać gięcie według rysunku,
6) posprzątać stanowisko pracy,
7) zaprezentować wykonane ćwiczenie,
8) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
− odzież ochronna i sprzęt ochrony osobistej,
− zestaw materiałów metalowych przeznaczonych do obróbki ślusarskiej,
− zestaw rysunków roboczych,
− podstawowy sprzęt pomiarowy,
− podstawowe narzędzia do trasowania,
− podstawowy zestaw narzędzi i sprzętu do cięcia metali,
− narzędzia i sprzęt pomocniczy,
− apteczka,
− literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 3
Wykonaj wiercenie otworów w płaskowniku według rysunku.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy,
2) dobrać odpowiednie narzędzia,
3) wyznaczyć miejsca na otwory zgodnie z rysunkiem roboczym,
4) dokonać wiercenia,
5) posprzątać stanowisko pracy,
6) zaprezentować wykonane ćwiczenie,
7) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
− odzież ochronna i sprzęt ochrony osobistej,
− zestaw materiałów metalowych przeznaczonych do obróbki ślusarskiej,
− zestaw rysunków roboczych,
− podstawowy sprzęt pomiarowy,
− podstawowe narzędzia do trasowania,
− podstawowy zestaw narzędzi i sprzętu do wiercenia metali,
− narzędzia i sprzęt pomocniczy,
− apteczka,
− literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 4
Wykonaj śrubę M10 L 180mm i nakrętkę M10 L 10mm zgodnie z rysunkiem.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy,
2) dobrać odpowiednie narzędzia,
3) wyznaczyć trasowanie elementów zgodnie z rysunkiem roboczym,
4) dokonać cięcie elementów,
5) wykonać gwintowanie elementów,
6) posprzątać stanowisko pracy,
7) zaprezentować wykonane ćwiczenie,
8) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
− odzież ochronna i sprzęt ochrony osobistej,
− zestaw materiałów metalowych przeznaczonych do obróbki ślusarskiej,
− zestaw rysunków roboczych,
− podstawowy sprzęt pomiarowy,
− podstawowe narzędzia do trasowania,
− podstawowy zestaw narzędzi i sprzętu do cięcia metali,
− podstawowy zestaw narzędzi i sprzętu do gwintowania,
− narzędzia i sprzęt pomocniczy,
− apteczka,
− literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 5
Wykonaj cięcie i gwintowanie rury ocynkowanej o średnicy ¾ cala.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy,
2) dobrać odpowiednie narzędzia,
3) wyznaczyć trasowanie elementów zgodnie z rysunkiem roboczym,
4) dokonać cięcie elementów,
5) wykonać gwintowanie elementów,
6) posprzątać stanowisko pracy,
7) zaprezentować wykonane ćwiczenie,
8) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
− odzież ochronna i sprzęt ochrony osobistej,
− zestaw materiałów metalowych przeznaczonych do obróbki ślusarskiej,
− zestaw rysunków roboczych,
− podstawowy sprzęt pomiarowy,
− podstawowe narzędzia do trasowania,
− podstawowy zestaw narzędzi i sprzętu do cięcia metali,
− podstawowy zestaw narzędzi i sprzętu do gwintowania metali,
− narzędzia i sprzęt pomocniczy,

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
− apteczka,
− literatura z rozdziału 6 poradnika dla ucznia.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować ręczne obróbki ślusarskie?
2) zorganizować stanowisko pracy do przeprowadzenia obróbek
ślusarskich?
3) wykonać prawidłowo cięcie ręczne prętów i płaskowników?
4) wykonać prawidłowo cięcie ręczne blachy?
5) wykonać prawidłowo cięcie rur?
6) wykonać prawidłowo gięcie i prostowanie ręczne prętów, rur oraz
płaskowników?
7) wykonać prawidłowo gięcie i prostowanie blachy?
8) wykonać prawidłowo wiercenie i rozwiercanie w elementach
metalowych?
9) wykonać prawidłowo gwinty wewnętrzne i zewnętrzne na elementach
metalowych?
10) stosować przepisy bhp podczas wykonywania ręcznych obróbek
ślusarskich?
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
4.3. Wykonywanie łączenia przez lutowanie i nitowanie
4.3.1. Materiał nauczania
Lutowanie jest to proces łączenia części, głównie metalowych, dodatkowym roztopionym
metalem (lutem). Lut jest łatwiej topliwy niż metale łączone. W czasie lutowania łączone
metale pozostają w stanie stałym, a stopiony lut przenika do szczeliny między nimi.
W zależności od temperatury topnienia lutu rozróżnia się lutowanie miękkie (do 500°C)
i lutowanie twarde (powyżej 500°C).
Lutowanie miękkie wykonuje się z użyciem tzw. lutów miękkich. Przed lutowaniem
z powierzchni części w miejscu ich łączenia usuwa się za pomocą topników warstewkę
związków niemetalicznych. W tym celu używa się topników chemicznie czynnych, tj.
korodujących i topników biernych, nie korodujących. Do grupy topników biernych do
lutowania miękkiego należą: kalafonia, roztwór kalafonii w alkoholu etylowym lub
metylowym i łój. Bardzo skuteczne są też topniki uaktywnione, zawierające kalafonię oraz
kilka procent chlorku cynku.
Dobre połączenie powierzchni lutowanych nastąpi wówczas, gdy będą one dokładnie
oczyszczone mechanicznie i chemicznie od tłuszczów i tlenków. Oczyszczania
mechanicznego dokonuje się za pomocą opiłowania, skrobania lub ścierania , a oczyszczania
chemicznego — za pomocą topników.
Do lutów miękkich zalicza się luty cynowe i ze stopów cyny z ołowiem, bizmutem
i innymi domieszkami. Oprócz lutów cynowych używa się również lutów bezcynowych,
w skład których wchodzą ołów, kadm, antymon. Luty miękkie są wykonywane w postaci
prętów, drutu, płytek, proszków i past, a najczęściej pałeczek.
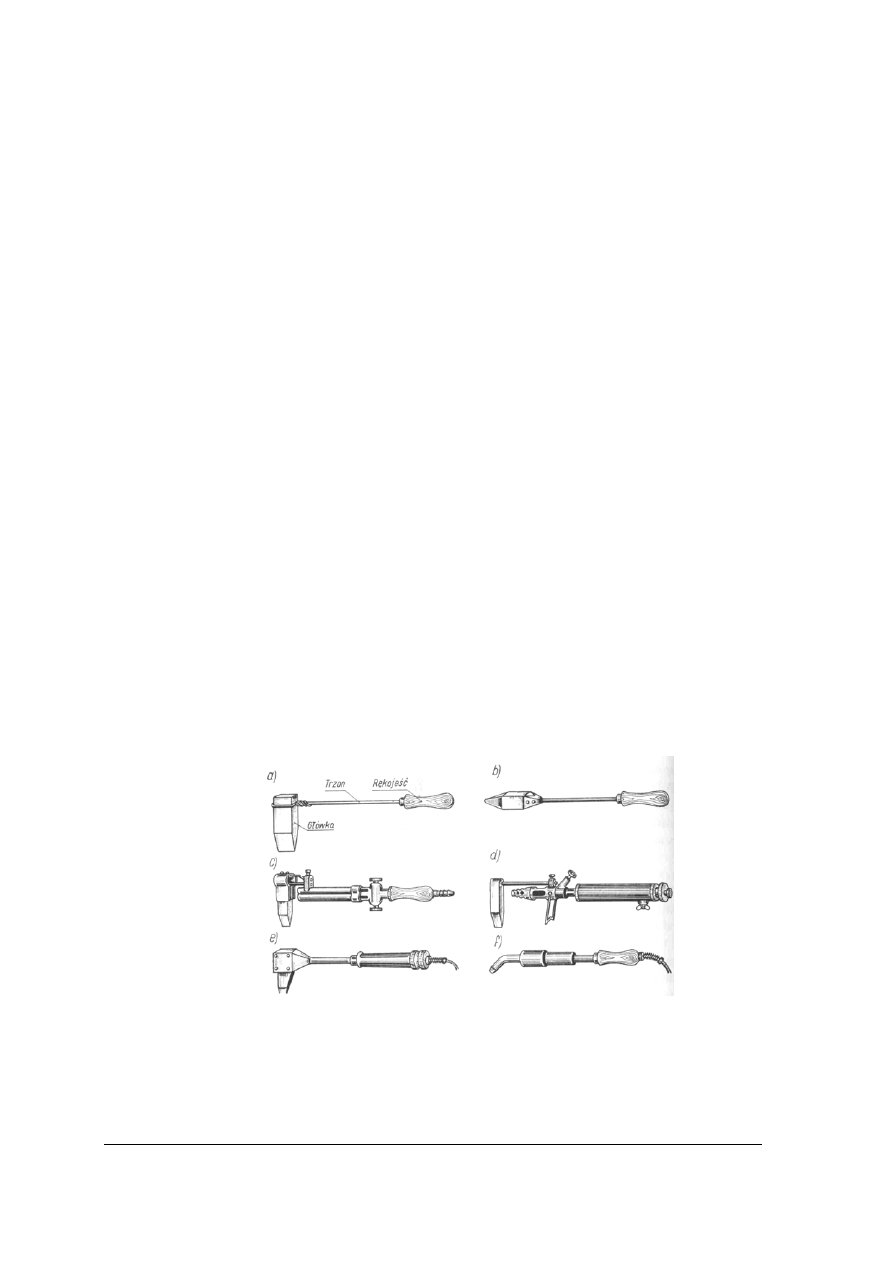
Lutowanie wykonuje się lutownicą zwykłą i elektryczną. Narzędziem stosowanym do
lutowania miękkiego jest miedziana kolba lutownicza, zwana lutownicą, która służy do
wprowadzania lutu w lutowane miejsce. Najważniejszą częścią lutownicy jest miedziana
główka, która po nagrzaniu służy do roztopienia lutu cynowego i przeniesienia go na miejsce
lutowane. Główka jest osadzona na trzonie stalowym wyposażonym w rękojeść (rys. 36).
Rys. 36 . Lutownice [2 s.194]
a) zwykła kątowa, b) zwykła prosta, c)gazowa, d) benzynowa, e) i f) elektryczne
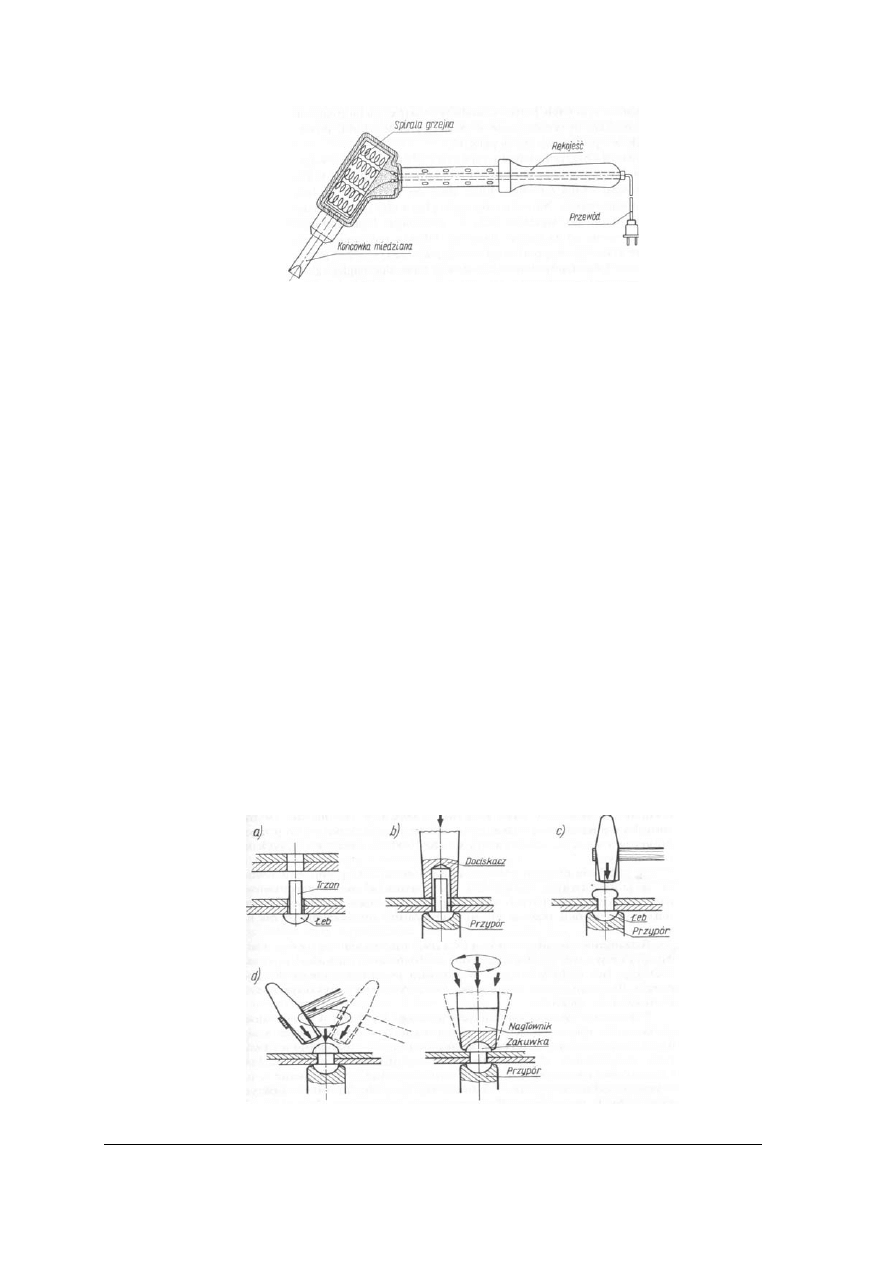
Główkę lutownicy nagrzewa się w płomieniu lampy lutowniczej, palnika gazowego lub
w ognisku kowalskim. Obecnie najczęściej stosuje się lutownice elektryczne (rys.37), których
końcówki są nagrzewane prądem elektrycznym.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Rys. 37. Schemat lutownicy elektrycznej [2 s.194]
Przebieg lutowania lutownicą zwykłą jest następujący: przed przystąpieniem do
lutowania sprawdza się czystość ostrza główki lutowniczej i w przypadku zanieczyszczenia
opiłowuje się je pilnikiem. Następnie po nagrzaniu lutownicy szybko pociera ostrze jej
główki salmiakiem i przykłada do lutu, który roztapia się i przylepia do główki. Teraz ostrze
lutownicy przykłada się do uprzednio dokładnie oczyszczonego miejsca lutowanego i pociąga
ostrzem wzdłuż szwu. Roztopiony lut ścieka i łączy powierzchnie zastygając między nimi.
W razie potrzeby lutownicę kilkakrotnie przesuwa się wzdłuż szczeliny łączącej. Po
zalutowaniu usuwa się nadmiar lutu za pomocą skrobaka lub pilnika i przemywa się szew
letnią wodą.
Za pomocą lutowania miękkiego można łączyć wszystkie metale, jego zastosowanie jest
jednak ograniczone niską temperaturą pracy i małą wytrzymałością złącza.
Podczas nagrzewania lutownicy i w czasie lutowania zachowuje się ostrożność, ponieważ
istnieje niebezpieczeństwo poparzenia. Przy chemicznym oczyszczaniu lutowanych
powierzchni i nagrzanej lutownicy, powstają pary kwasów szkodliwie działające na drogi
oddechowe.
Przygotowanie cieczy lutowniczej przez działanie kwasu solnego na cynk wykonuje się
w otwartym naczyniu żeby wydzielający się wodór nie rozerwał naczynia. Rozcieńczając
chlorek cynku zawsze bardzo wolno wlewa się go do wody, a nie odwrotnie. W czasie
rozcieńczania kwasów i wytrawiania zawsze pracuje się w okularach ochronnych, gumowych
rękawicach i fartuchu.
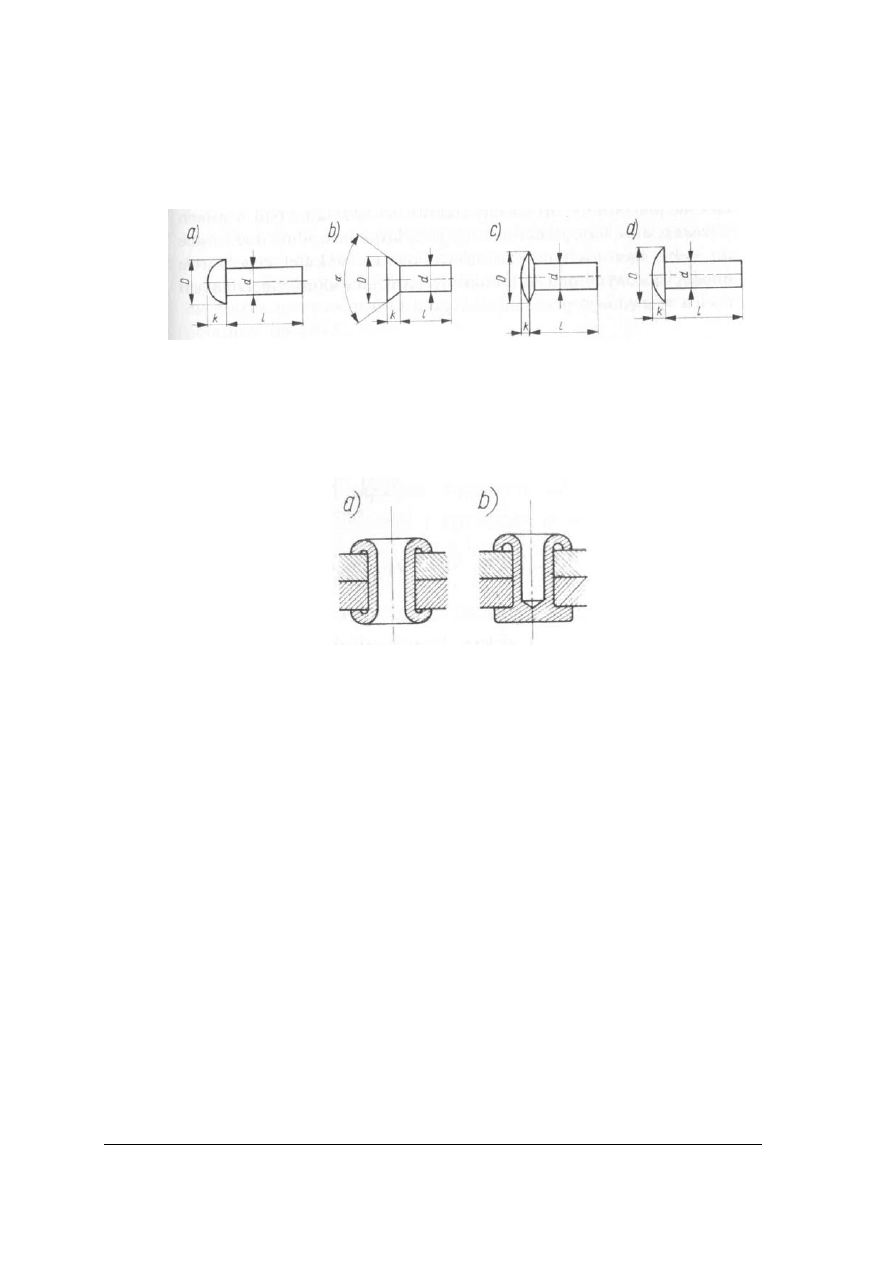
Nitowanie jest to łączenie elementów za pomocą nitów. Wykonywanie połączenia
nitowego polega na wycięciu stemplem lub wywierceniu otworów nitowych w elementach
łączonych, wstawieniu nitu w otwory i jego zamknięciu, poprzez wykonanie drugiego łba,
tzw. żaku (rys.38).
Rys. 38 . Kolejne fazy nitowania [2 s.197] (opis w tekście)
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Nitowanie odbywa się następująco: do otworów łączonych części wkłada się nit
(rys.38a), którego łeb opiera się o przypór. Po oparciu łba nitu na przyporze nakłada się
dociskacz (rys. 38b) i mocnymi uderzeniami młotka w łeb dociskacza dociska się blachy
nitowane do siebie. Po zdjęciu dociskacza uderzeniami młotka kształtuje się zakuwkę
(rys.38c) i wykańcza ją nagłówniakiem (rys. 38d).
Rys. 39. Rodzaje nitów [2 s.197]
a) nit z łbem kulistym, b) nit z łbem płaskim, c) nit z łbem soczewkowym, nit z łbem grzybkowym
Zależnie od przeznaczenia nity wykonuje się o różnych kształtach i wymiarach łbów
(rys.39): kulistych, płaskich, soczewkowych, grzybkowych. Bardzo cienkie blachy łączy się
nitami rurkowymi lub otworami (drążonymi) — (rys.40).
Rys. 40 . Nity: a) rurowy, b) drążony [2 s.197]
Nity wykonuje się z tego samego materiału, co materiał nitowany, oznacza to że do
nitowania przedmiotów stalowych stosuje się nity stalowe, do miedzianych — miedziane.
Nity pełne ze stopów lekkich i mosiądzów oraz stalowe o średnicy trzonu do 10mm zamyka
się na zimno, natomiast większe nity stalowe – na gorąco. Nagrzewa się je do temperatury
około 1000°C w piecach stałych lub przenośnych.
Rozróżnia się nitowanie ręczne, nitowanie ręczne zmechanizowane, polegające na
zastosowaniu młotka pneumatycznego lub elektrycznego i wspornika pneumatycznego do
podparcia łba nitu, oraz nitowanie maszynowe, wykonywane za pomocą tzw. niciarki.
4.3.2.Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co rozumiemy przez lutowanie miękkie?
2. Jakie są rodzaje lutownic?
3. Jak czynności wykonujemy lutowanie miękkie?
4. Co nazywamy nitowaniem?
5. Jakie są rodzaje nitów?
6. Jak czynności wykonujemy podczas nitowania?
7. Jakie warunki bezpieczeństwa należy stosować podczas lutowania i nitowania?

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
4.3.3.Ćwiczenia
Ćwiczenie 1
Wykonaj lutowanie dwóch elementów zgodnie z rysunkiem roboczym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy,
2) dobrać odpowiednie narzędzia,
3) oczyścić powierzchnie przeznaczoną do lutowania,
4) sprawdzić czystość ostrza główki lutowniczej,
5) nagrzać ostrze lutowny,
6) nałożyć lut na ostrze,
7) wykonać lutowanie,
8) usunąć nadmiar lutu,
9) przemyć szew letnią wodą,
10) oczyścić narzędzia,
11) posprzątać stanowisko pracy,
12) zaprezentować wykonane ćwiczenie,
13) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
− odzież ochronna i sprzęt ochrony osobistej,
− podstawowy sprzęt pomiarowy,
− lut, topniki, lutownice,
− narzędzia i sprzęt pomocniczy,
− apteczka,
− literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Wykonaj nitowanie dwóch elementów metalowych zgodnie z rysunkiem roboczym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy,
2) dobrać odpowiedni sprzęt i narzędzia,
3) wymierzyć miejsca na nity zgodnie z rysunkiem roboczym,
4) wykonać otwory na nity,
5) osadzić nity w otworze i oprzeć łba na przyporze,
6) nałożyć dociskacz i docisnąć blachy do siebie,
7) zdjąć dociskacz i uderzeniami młotka ukształtować zakuwkę,
8) ukształtować nit nagłownikiem,
9) wykonać powyższe czynności dla wszystkich nitów,
10) posprzątać stanowisko pracy,
11) zaprezentować wykonane ćwiczenie,
12) dokonać oceny poprawności wykonania ćwiczenia.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Wyposażenie stanowiska pracy:
− odzież ochronna i sprzęt ochrony osobistej,
− podstawowy sprzęt pomiarowy,
− wiertarka i wiertła,
− podstawowy sprzęt i narzędzia do nitowania,
− narzędzia i sprzęt pomocniczy,
− apteczka,
− literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 3
Wykonaj skrzynkę z blachy stalowej o wymiarach 200x200x500mm za pomocą połączeń
nitowych zgodnie z rysunkiem.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zorganizować stanowisko pracy,
2) dobrać odpowiedni sprzęt i narzędzia,
3) wykonać trasowanie arkuszy blachy zgodnie z rysunkiem,
4) wyciąć elementy skrzynki,
5) wygiąć elementy skrzynki zgodnie z wytycznymi,
6) wymierzyć miejsca na nity zgodnie z rysunkiem roboczym,
7) wykonać otwory na nity,
8) osadzić nity w otworze i oprzeć łba na przyporze,
9) nałożyć dociskacz i docisnąć blachy do siebie.
10) zdjąć dociskacz i uderzeniami młotka ukształtować zakuwkę,
11) ukształtować nit nagłownikiem,
12) wykonać powyższe czynności dla wszystkich nitów,
13) posprzątać stanowisko pracy,
14) zaprezentować wykonane ćwiczenie,
15) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
− odzież ochronna i sprzęt ochrony osobistej,
− podstawowy sprzęt pomiarowy,
− wiertarka i wiertła,
− podstawowy sprzęt i narzędzia do gięcia blach,
− nożyce do blachy,
− narzędzia i sprzęt pomocniczy,
− apteczka,
− literatura z rozdziału 6 poradnika dla ucznia.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zorganizować stanowisko pracy do przeprowadzenia lutowania?
2) zorganizować stanowisko pracy do przeprowadzenia nitowania?
3) wykonać prawidłowo lutowania miękkie?
4) wykonać prawidłowo nitowanie?
5) współpracować z innymi w trakcie wykonywania prac?
6) stosować przepisy bhp podczas lutowania miękkiego?
7) stosować przepisy bhp podczas nitowania?
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
4.4. Wykonywanie obróbki ręcznej drewna
4.4.1. Materiał nauczania
Drewno ma doskonałe właściwości mechaniczne i fizyczne, ma dużą wytrzymałość na
zginanie i ściskanie, a ponadto jest stosunkowo łatwe w obróbce. Uzyskanie gotowego
elementu z drewna wiąże się z wykonaniem wielu czynności, które łącznie nazywa się
obróbką. Czynnością poprzedzającą właściwą obróbkę drewna jest rozrysowanie
i wymierzenie kształtu i wielkości elementów na materiale, zwane trasowaniem. Dopiero po
wytrasowaniu następuje obróbka, która obejmuje: przycięcie, wykonanie połączeń oraz
wykończenie powierzchni drewna.
Obróbka skrawaniem polega na nadaniu elementom określonych w projekcie kształtów
i wymiarów, co uzyskuje się przez przycinanie (piłowanie), struganie oraz nawiercanie lub
dłutowanie otworów i gniazd.
Obróbka łącząca polega na wykonaniu między elementami drewnianymi połączeń,
umożliwiających przenoszenie obciążeń z jednych elementów na drugie. Stosunkowo rzadko
w robotach ciesielskich przy wykonaniu niektórych rodzajów deskowań, stosuje się obróbkę
plastyczną, polegającą na gięciu drewna. Obróbka wykończeniowa, której celem jest
uszlachetnienie powierzchni drewna, dotyczy przede wszystkim robót stolarskich.
Do wykonania poszczególnych czynności w zakresie obróbki drewna używa się różnego
rodzaju narzędzi ręcznych lub o napędzie mechanicznym.
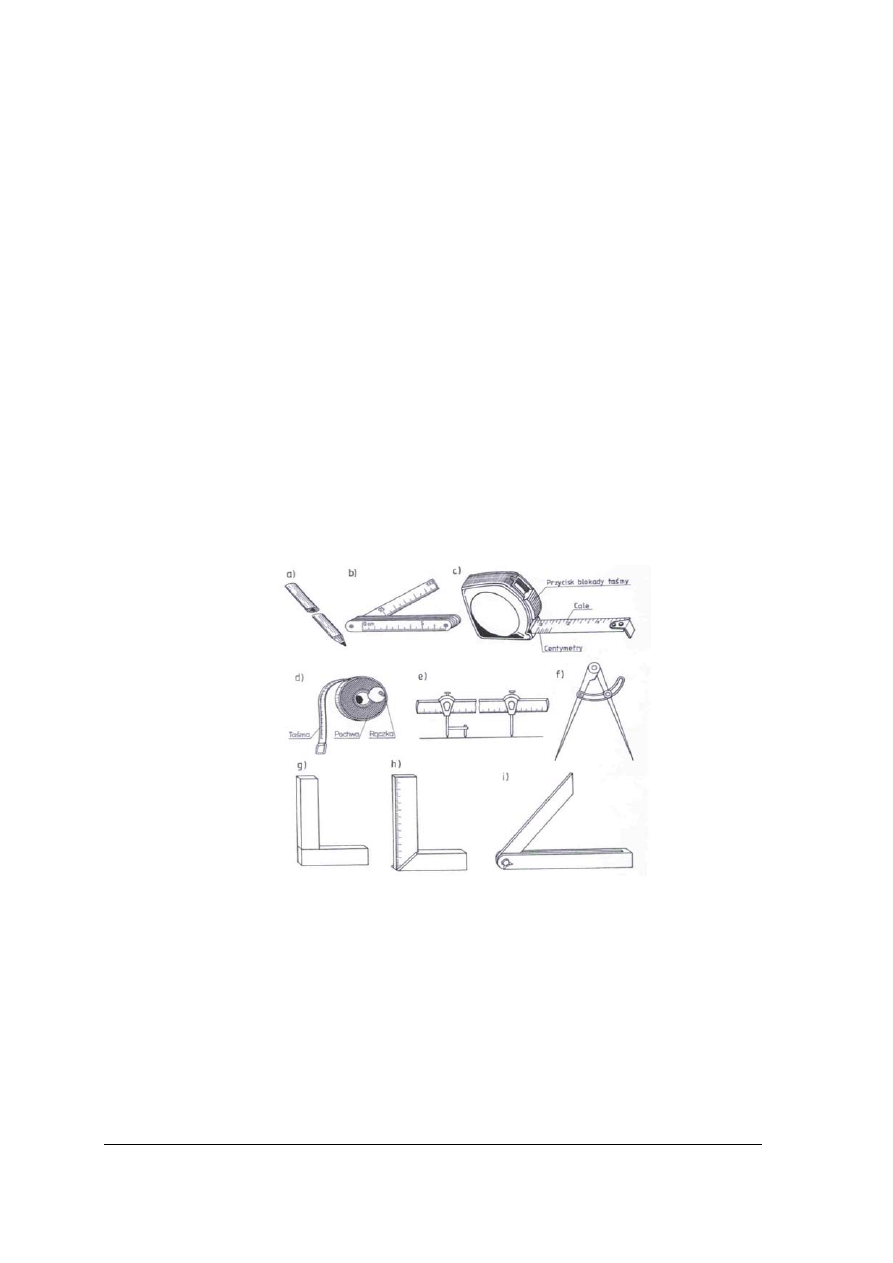
Rys. 41. Narzędzia do odmierzania i trasowania [1, s. 179]
a) ołówek ciesielski, b) miarka składana, c) stalowa miarka zwijana, d) płócienna miarka zwijana, e)liniał,
f) cyrkiel nastawny, g) kątownik prostokątny, h) kątownik przylgowy, i) kątownik nastawny
Do odmierzania i trasowania kształtów na materiale drzewnym służą miarki zwijane
i składane, zwane calówkami, liniały metalowe z nasadkami do rysowania okręgów oraz
kątowniki proste i o zmiennym kącie (rys.41). Narzędzia do obróbki ręcznej wykorzystuje się
przeważnie do przecinania lub rozwarstwiania włókien drewna ostrzem będącym krawędzią
narzędzia skrawającego, które pod określonym kątem jest przesuwane w kierunku skrawania.
Podstawowymi narzędziami ręcznymi ciesielskimi są topór i siekiera (rys.42,43), służą
one do ociosywania drewna, zaostrzania końców żerdzi, ścinania boków drewna okrągłego
w celu ułatwienia łączenia, rozszczepiania drewna, ścinania klinów z łat i krawędziaków oraz
do wbijania gwoździ i klamer.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Rys. 42. Siekiera [1, s. 115] Rys. 43. Topór [1, s. 116]
Do cięcia tarcicy używa się różnego rodzaju pił (rys.44). Do cięcia wzdłuż włókien
stosuje się piły o kącie skrawania mniejszym niż 90°, do cięcia w poprzek włókien - o kącie
skrawania powyżej 90°. Istnieją również piły uniwersalne do cięcia drewna zarówno wzdłuż
jak i w poprzek włókien mające krawędź skrawającą ustawioną pod kątem prostym.
Poprzecznica Grzbietnica
Płatnica Otwornica
Rys. 44. Piły do drewna [1, s. 118]
W robotach ciesielskich rzadko wymagane jest wyrównywanie powierzchni drewna na
gładko. Do strugania służy strug (nazywany heblem), którego działanie polega na zdzieraniu
nierówności drewna nożem stalowym osadzonym w drewnianej lub metalowej skrzynce.
Wysunięcie noża ze skrzynki ustalane klinem decyduje o grubości warstwy drewna struganej
przez cieślę.
Niektóre rodzaje połączeń wymagają wykonania w drewnie gniazd lub otworów
o różnym kształcie. Do wykonania gniazd używa się dłut różnych wielkości i różnych
kształtach noża. Dłuto wbija się w drewno uderzając w uchwyt pobijakiem drewnianym, co
powoduje przecinanie włókien i umożliwia drążenie otworu.
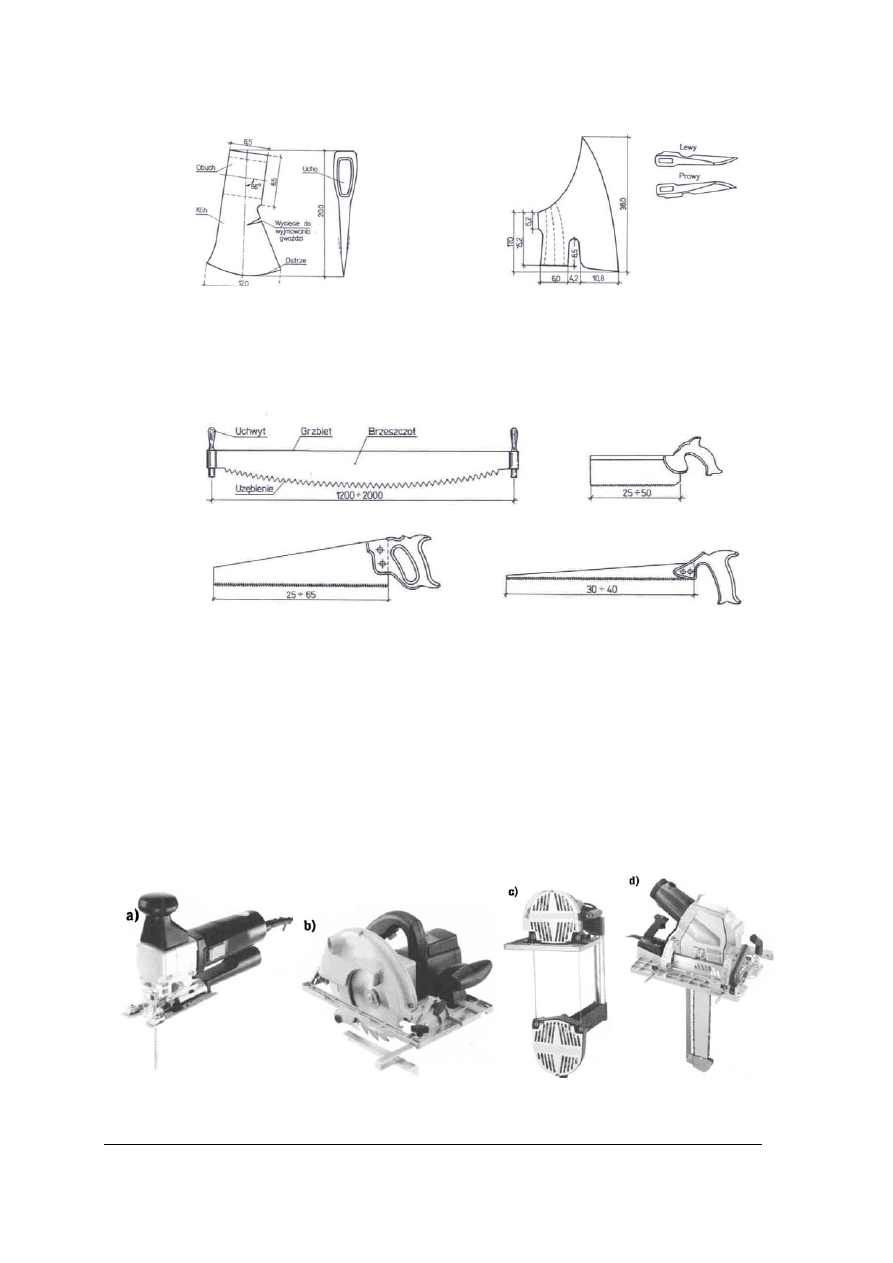
Podczas obróbki drewna często używa się ręcznej piły ramowej. Jednak podstawowe
elementy deskowań przecina się najczęściej za pomocą piły mechanicznej.
Rys. 45. Mechaniczne piły do drewna [7]
a) wyrzynarka, b) pilarka tarczowa, c) pilarka taśmowa, d) pilarka łańcuchowa
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
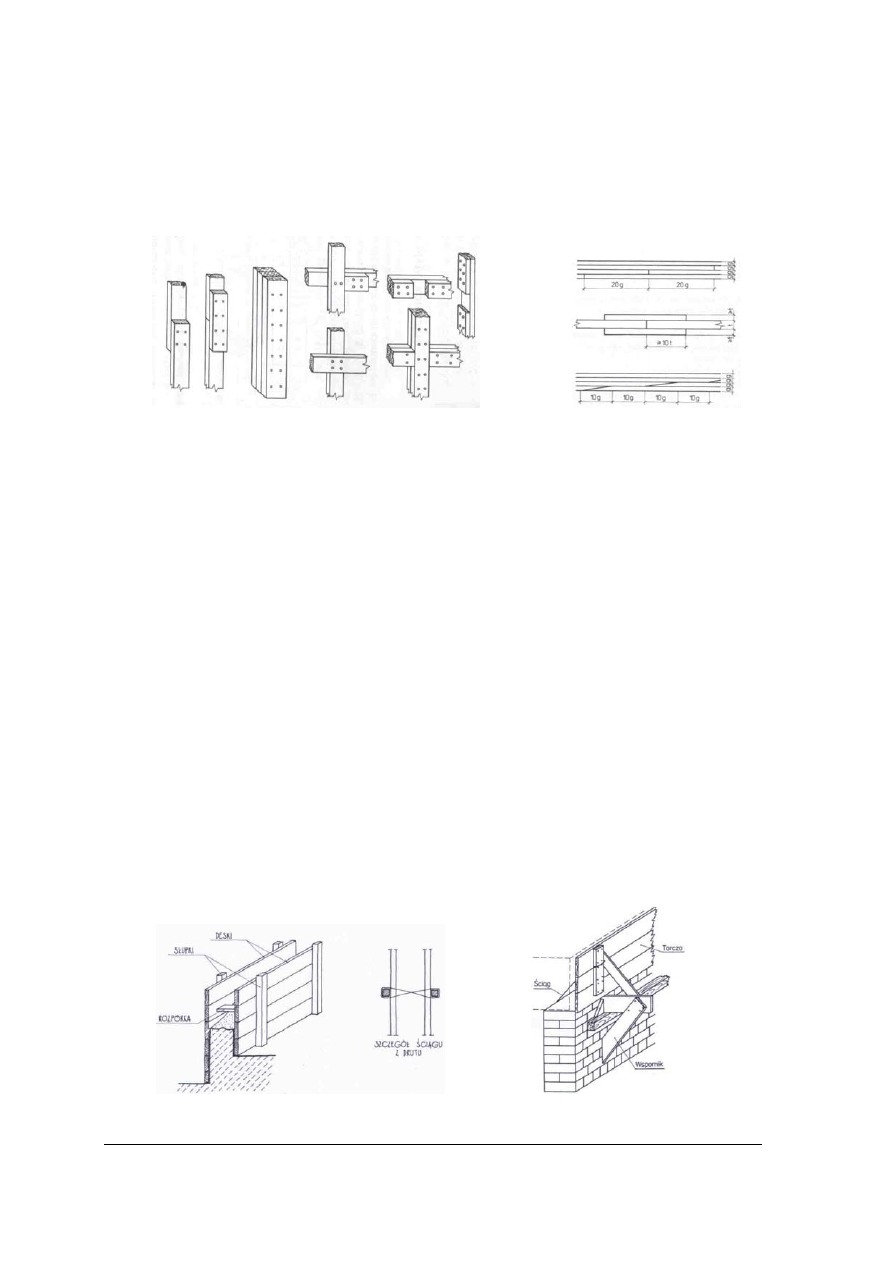
Złącza umożliwiają wykonywanie z prostych elementów drewnianych nawet bardzo
złożonych budowli. Zadaniem złączy jest przenoszenie z jednego elementu na drugi sił
powstałych w wyniku działania obciążeń. Złącza elementów z drewna dzieli się na
łącznikowe, klejowe i wrębowe (rys. 46,47). W złączach łącznikowych elementy łączy się
łącznikami mechanicznymi, w klejowych — na klej, a we wrębowych — dzięki odpowiednio
wykonanym zaciosom ciesielskim.
Rys. 46. Przykłady złączy łącznikowych [1, s. 169] Rys. 47. Przykłady złączy klejonych[1, s. 177]
Podczas obróbki ręcznej drewna należy przestrzegać prawidłowego chwytania narzędzi
oraz ostrożnie posługiwać się siekierą i toporem. Zabroniony jest uchwyt rękoma obrabianego
materiału na linii, po której następuje skrawanie drewna. Przed obróbką drewna
rozbiórkowego konieczne jest wyjęcie pozostałych gwoździ oraz oczyszczenie go
z pozostałości betonu lub zaprawy.
Podczas obróbki mechanicznej należy bezwzględnie przestrzegać zasad użytkowania
poszczególnych urządzeń oraz podanych w instrukcjach obsługi sposobów podłączania ich do
sieci elektrycznej i uziemień. Nie wolno wykonywać żadnych podłączeń prowizorycznych ani
instalacji elektrycznych mogących spowodować zwarcie lub iskrzenie.
Nie wolno użytkować narzędzi skrawających bez przewidzianych przez producenta
osłon, chroniących pracowników, oraz bez urządzeń blokujących i wyłączników. Wyłączniki
te powinny być łatwo dostępne, a urządzenia blokujące tak położone, aby niemożliwe było
przypadkowe włączenie maszyny.
Praktykanci, uczniowie i pracownicy młodociani mogą obsługiwać mechaniczne
urządzenia skrawające jedynie pod kierunkiem doświadczonych pracowników i po
przeszkoleniu. W warsztatach ciesielskich obowiązują ogólne zasady utrzymywania
porządku, tak aby wióry i resztki materiału nie utrudniały dostępu do poszczególnych
urządzeń.
Deskowaniem nazywamy tymczasową konstrukcję z desek (rys.48), płyt pilśniowych
twardych, sklejki lub blachy służącą do nadania wymaganego kształtu układanej w nim
mieszance betonowej oraz do podtrzymania zbrojenia w czasie betonowania i utrzymania
konstrukcji w
niezmienionej postaci do czasu uzyskania przez beton niezbędnej
wytrzymałości.
a)
b)
Rys. 48. Przykłady deskowań: a) ściany[5 s. 216] b)wieńca zwykłego [1, s. 367]

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Narzędzia ciesielskie, jak siekiery, dłuta, łapy i gwoździe, należy nosić w specjalnie
przygotowanych do tego celu skrzynkach drewnianych.
Ze względu na bezpieczeństwo pracy niedozwolone jest pozostawienie ostrych narzędzi
luzem na deskowaniu. Narzędzia takie, jeżeli trzeba je pozostawić, powinny być wbite
ostrzem w drewno.
Materiał drzewny z deskowania układa się w oznaczonym miejscu w taki sposób, aby
wykluczyć możliwość skaleczenia się gwoździami.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak dzielimy odróbki materiałów drewnianych ?
2. Na czym polegają poszczególne rodzaje obróbek drewna?
3. Jakie znane Ci narzędzia stosujemy do obróbki drewna?
4. Do czego służą narzędzia stosowane w robotach ciesielskich?
5. Jakie stosujemy złącza w pracach ciesielskich?
6. Jakie są przepisy bhp podczas obróbki drewna?
7. Co nazywamy deskowaniem?
8. Kiedy stosujemy deskowania?
4.4.3. Ćwiczenia
Ćwiczenie 1
Wykonaj złącze ciesielskie na podstawie rysunku roboczego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) dobrać sprzęt i narzędzia do wykonania zadania,
2) wybrać odpowiednie elementy potrzebne do wykonania złącza,
3) zorganizować stanowisko pracy,
4) wykonać trasowanie elementów,
5) wykonać ciecie elementów,
6) połączyć elementy,
7) oczyścić sprzęt i narzędzia,
8) posprzątać stanowisko pracy,
9) zaprezentować wykonane ćwiczenie,
10) dokonać oceny wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
–
odzież ochronna i środki ochrony osobistej,
–
zestaw materiałów tartych,
– zestaw podstawowych narzędzi i sprzętu do robót ciesielskich,
– zestaw narzędzi pomiarowych,
–
zestaw narzędzi pomocniczych,
– apteczka,
– literatura z rozdziału 6 poradnika dla ucznia.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Ćwiczenie 2
Wykonaj deskowanie ścianki wysokości 0,5m, długości 3m i grubości 0,3m.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) dobrać odpowiedni sprzęt i narzędzia,
2) zorganizować stanowisko pracy,
3) wykonać tarcze boczne,
4) zamontować konstrukcję na deskach wspornikowych,
5) sprawdzić rozpórki,
6) oczyścić sprzęt i narzędzia,
7) posprzątać stanowisko pracy,
8) zaprezentować wykonane ćwiczenie,
9) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
–
odzież ochronna i środki ochrony osobistej,
–
zestaw materiałów tartych,
– zestaw podstawowych narzędzi i sprzętu do robót ciesielskich,
– zestaw narzędzi pomiarowych,
–
zestaw narzędzi pomocniczych,
– apteczka,
– literatura z rozdziału 6 poradnika dla ucznia.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) posługiwać się podstawowymi narzędziami do robót ciesielskich?
2) omówić zastosowanie poszczególnych maszyn stosowanych do obróbki
drewna?
3) obsługiwać bezpiecznie maszynach do obróbki drewna?
4) dobrać narzędzia do obróbki drewna?
5) zorganizować stanowisko pracy do wykonania złączy ciesielskich?
6) wykonać proste złącze ciesielskie?
7) wykonać proste deskowanie ściany?
8) stosować przepisy bhp podczas obróbki drewna?
9) stosować przepisy bhp podczas montażu i demontażu deskowań?
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań dotyczących wykonywania podstawowych operacji
technologicznych. Zarówno w części podstawowej jak i ponadpodstawowej znajdują się
zadania wielokrotnego wyboru( jedna odpowiedź jest prawidłowa).
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi, prawidłową odpowiedź
w zadaniach wielokrotnego wyboru zaznacz X (w przypadku pomyłki należy błędną
odpowiedź zaznaczyć kółkiem, a następnie ponownie zakreślić odpowiedź prawidłową).
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż rozwiązanie
na później i wróć do zadania gdy zostanie Ci wolny czas.
8. Na rozwiązanie testu masz 45 min.
Powodzenia
ZESTAW ZADAŃ TESTOWYCH
1. Przyrząd służący do pomiaru wąskich szczelin, składający się z kompletu płytek
o różnych grubościach, osadzonych obrotowo jednym końcem w oprawie to:
a) przymiar,
b) mikrometr,
c) suwmiarka,
d) szczelinomierz.
2. Pomiary wykonuje się suwmiarką z dokładnością do:
a) 0,1mm,
b) 1mm,
c) 0,01mm,
d) 0,001mm.
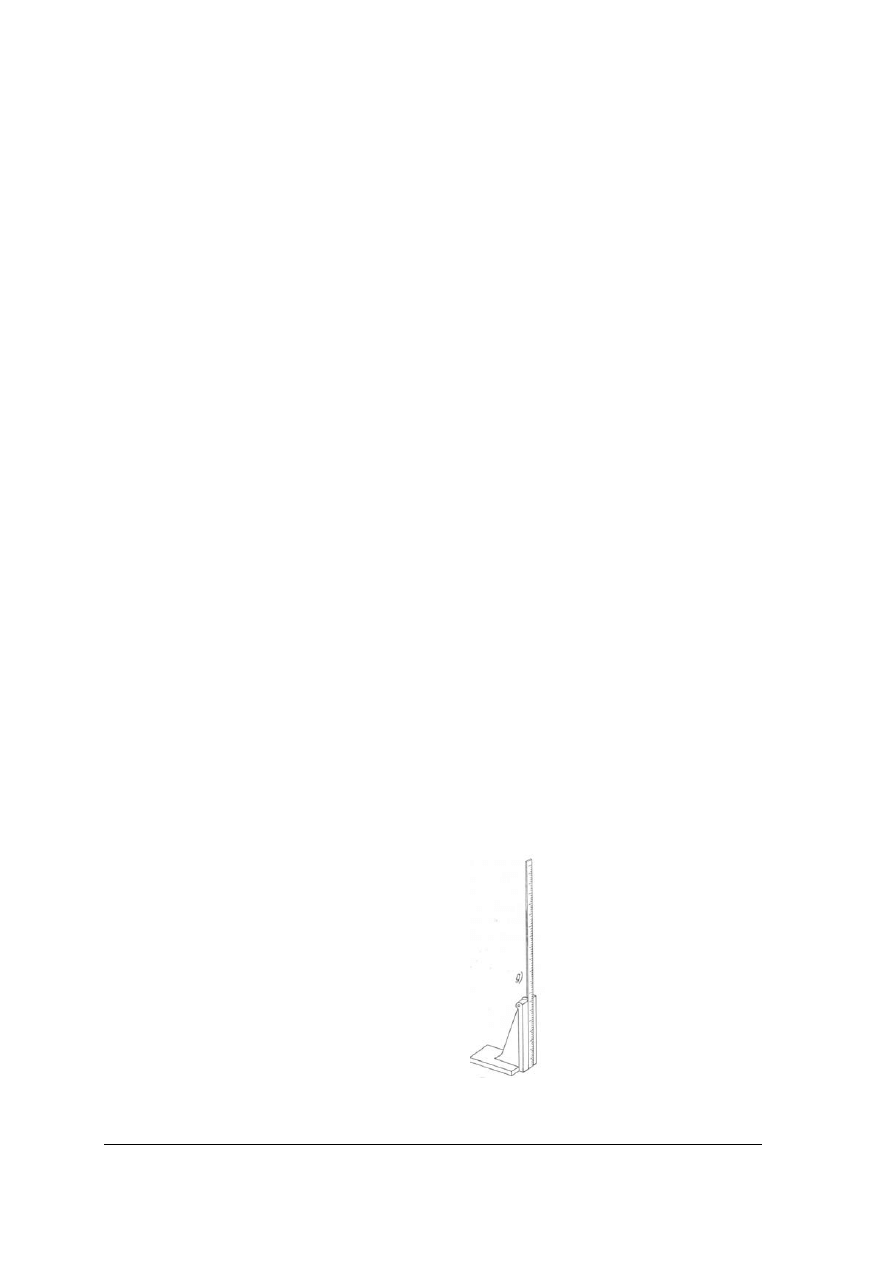
3. Na rysunku obok przedstawiony jest przyrząd:
a) suwmiarka traserska z podstawą,
b) pryzma treserska,
c) liniał traserski z podstawą,
d) kątownik.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
4. Trasowanie rozpoczyna się od wyznaczania
:
a) dłuższej krawędzi przedmiotu,
b) głównych osi symetrii przedmiotu,
c) krawędzi przedmiotu,
d) środka ciężkości.
5. Podczas obróbki wyznaczone linie mogą się zetrzeć dlatego punktuje się wszystkie
przecięcia tych linii oraz środki okręgów, łuki, krzywe i dłuższe kresy w odstępach:
a) 15÷18mm,
b) 20÷50mm,
c) 5÷10mm,
d) 50÷80mm.
6. Cienką blachę mocuje się w imadle:
a) między dwiema metalowymi nakładkami,
b) podkładając drewnianą nakładkę,
c) między dwiema drewnianymi nakładkami,
d) między dwiema plastikowymi nakładkami.
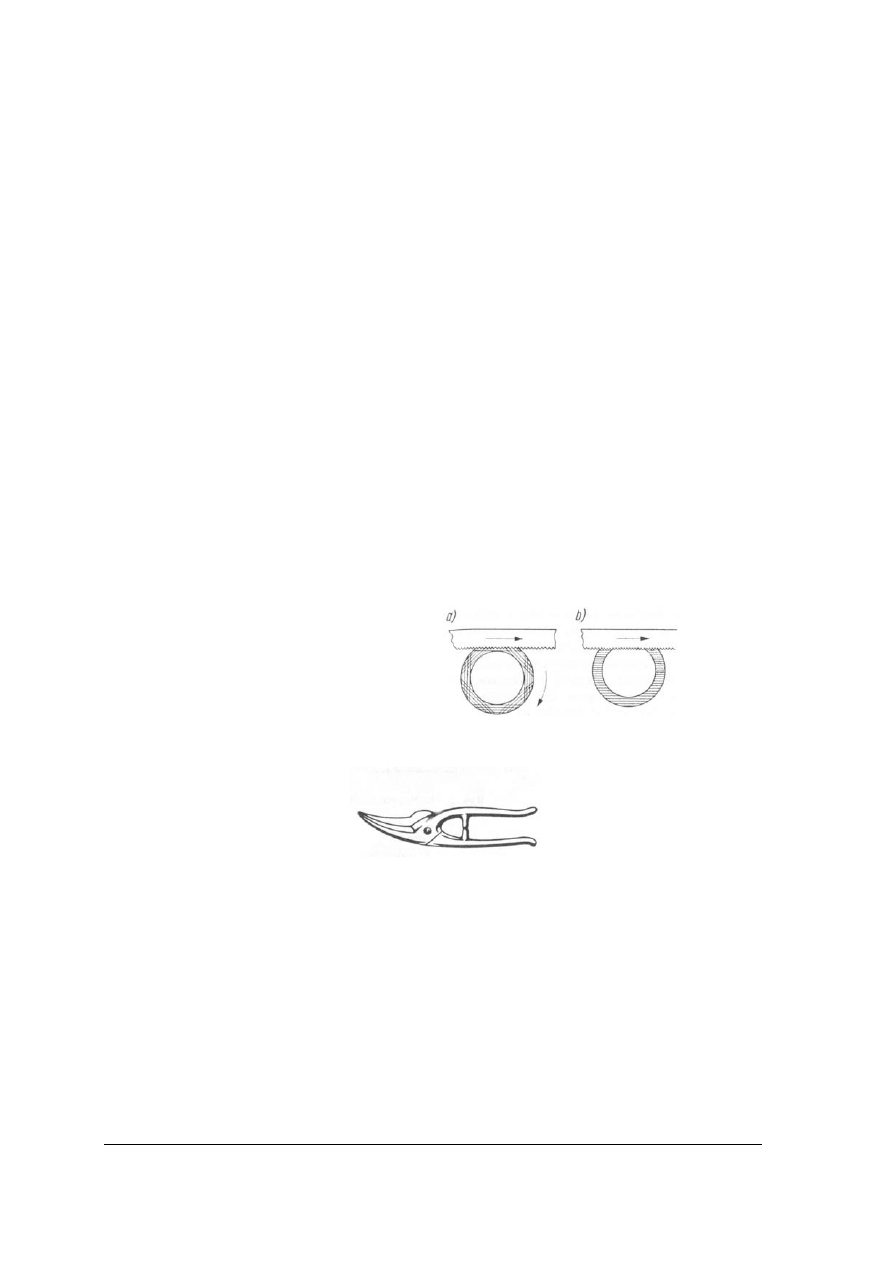
7. Na rysunku przedstawione są sposoby przecinania rury. Wskaż prawdziwe zdanie:
a) oba sposoby są prawidłowe,
b) prawidłowe przecinanie pokazuje rysunek b,
c) prawidłowe przecinanie pokazuje rysunek a,
d) żaden sposób nie jest prawidłowy.
8. Na rysunku obok przedstawione są nożyce do cięcia blachy, są to nożyce:
a) proste prawe,
b) elektryczne,
c) proste lewe,
d) uniwersalne.
9. Kąt rozwarcia szczęk nożyc powinien wynosić około:
a) 45
°,
b) 5
°,
c) 10
°,
d) 20
°.
10. Przy gięciu blach pod kątem ostrym i przy małych promieniach gięcia linia gięcia:
a) nie powinna być zgodna z kierunkiem włókien,
b) powinna być zgodna z kierunkiem włókien,
c) powinna być pod kątem 45
° do linii włókien,
d) powinna być pod kątem 20
° do linii włókien.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
11. Prostowanie blach rozpoczyna się od:
a) słabych uderzeń młotkiem wokół wypukłości,
b) silnych uderzeń młotkiem wokół wypukłości,
c) silnych uderzeń młotkiem w środek wypukłości,
d) lekkich uderzeń młotkiem w środek wypukłości.
12. Narzynki pełne służą do
:
a) ręcznego wykonywania gwintów wewnętrznych,
b) ręcznego wykonywania gwintów zewnętrznych,
c) mechanicznego wykonywania gwintów zewnętrznych,
d) mechanicznego wykonywania gwintów wewnętrznych.
13. Podczas lutowania miękkiego temperatury topnienia lutu wynosi:
a) powyżej 200°C,
b) powyżej 500°C,
c) do 500°C,
d) do 200°C.
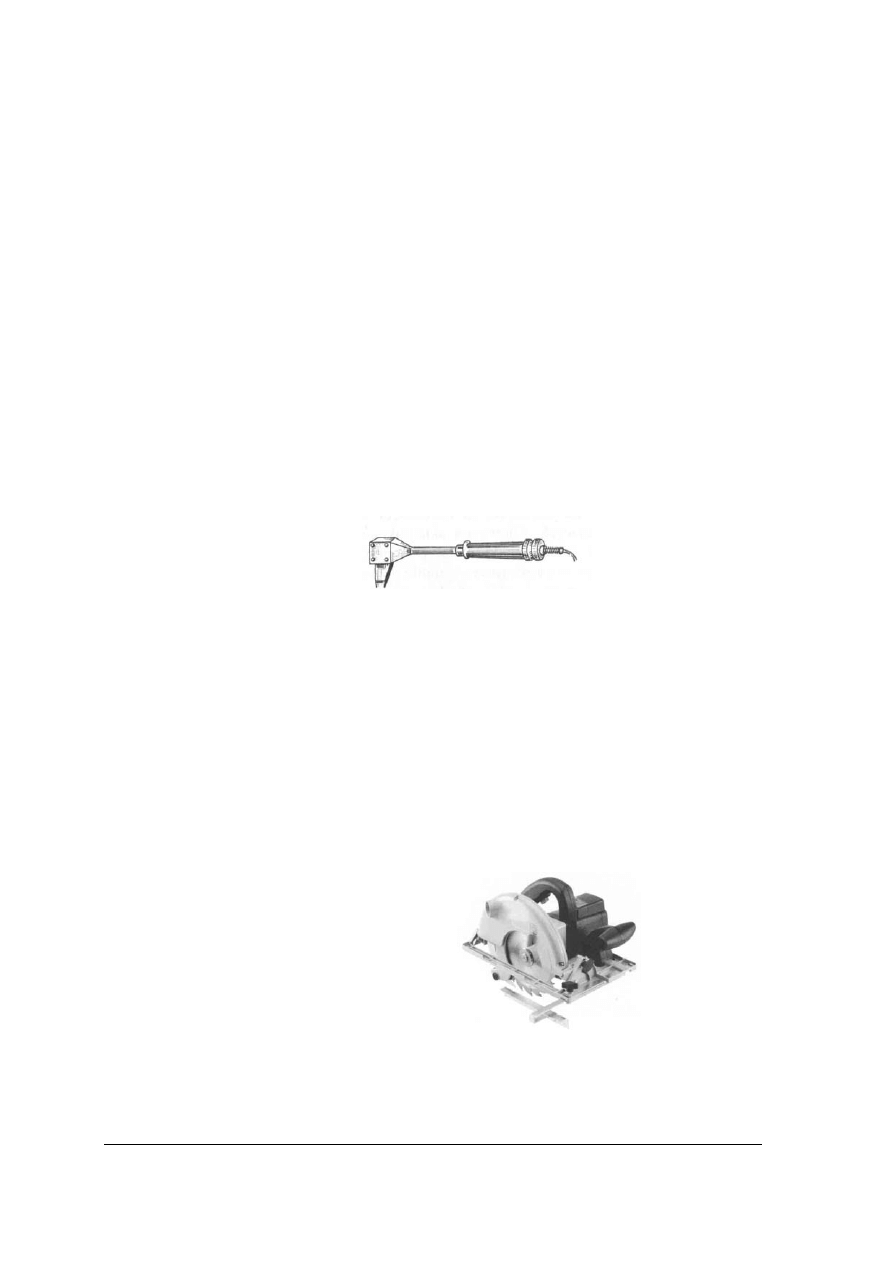
14. Na rysunku obok przedstawiona jest lutownica:
a) gazowa,
b) zwykła prosta,
c) zwykła kątowa,
d) elektryczna.
15. Oczyszczenie chemiczne powierzchni lutowanych wykonuje się za pomocą:
a) topników,
b) wody,
c) opalania,
d) katalizy.
16. Nity pełne ze stopów lekkich i mosiądzów oraz stalowe zamyka się na zimno jeżeli
średnica trzonu nie przekracza:
a) 5mm,
b) 10mm,
c) 20mm,
d) 15mm.
17. Na rysunku przedstawiona jest:
a) pilarka taśmowa,
b) pilarka tarczowa,
c) wyrzynarka,
d) pilarka łańcuchowa.
18. Obróbka wykończeniowa drewna ma na celu:
a) uszlachetnienie powierzchni drewna,
b) nadanie elementom określonych w projekcie kształtów,
c) pomalowanie powierzchni drewna,
d) nadanie elementom określonych w projekcie wymiarów.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
19. Każdy pomiar jest obarczony pewnym błędem wynikającym z niedokładności narzędzi,
niedoskonałości wzroku oraz:
a) oświetlenia,
b) sprawności mierzącego,
c) wielkości przyrządów,
d) warunków pomiaru.
20. Pomiary należy wykonywać w temperaturze ok.:
a) 30°C,
b) 5°C,
c) 20°C,
d) 12°C.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Wykonywanie podstawowych operacji technologicznych
Zakreśl poprawną odpowiedź.
Nr
zadani
a
Odpowiedź Punkty
1 a
b
c
d
2 a
b
c
d
3 a
b
c
d
4 a
b
c
d
5 a
b
c
d
6 a
b
c
d
7 a
b
c
d
8 a
b
c
d
9 a
b
c
d
10 a
b
c
d
11 a
b
c
d
12 a
b
c
d
13 a
b
c
d
14 a
b
c
d
15 a
b
c
d
16 a
b
c
d
17 a
b
c
d
18 a
b
c
d
19 a
b
c
d
20 a
b
c
d
∑ punktów
…………………………………………
Ocena

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
6. LITERATURA
1. Lenkiewicz W., Zdziarska-Wis I: Technologia- Ciesielstwo. WSiP, Warszawa 1998
2. Mec S., Obróbka metali. WSiP, Warszawa 1999
3. Poradnik majstra budowlanego-praca zbiorowa. Arkady, Warszawa 2004
4. Słowiński Z.: Technologia budownictwa 2 WSiP, Warszawa 1996
5. Tauszyński K.: Budownictwo z technologią. cz. I . WSiP, Warszawa 1997
6. Warunki techniczne wykonania i odbioru robót budowlano-montażowych ITB Warszawa
1997r.
7. Katalogi firm
Wyszukiwarka
Podobne podstrony:
kominiarz 714[02] z1 03 n
kominiarz 714[02] z1 04 n
kominiarz 714[02] z1 03 u
kominiarz 714[02] z1 02 u
kominiarz 714[02] z1 01 u
kominiarz 714[02] z1 02 n
kominiarz 714[02] z2 05 n
kominiarz 714[02] z1 01 n
kominiarz 714[02] z1 03 n
kominiarz 714[02] z2 01 n
714[01] Z1 05 Malowanie farba e Nieznany
introligator 734[02] z1 05 u
kominiarz 714[02] z2 01 u
asystent osoby niepelnosprawnej 346[02] z1 05 n (2)
kominiarz 714[02] z2 03 u
kominiarz 714[02] z2 04 n
więcej podobnych podstron