VI. Klasyfikacja materiałów opakowaniowych
FUNKCJE
METODA WYTWARZANIA
KSZTAŁT
MATERIAŁ
Optymalne projektowanie opakowa polega na takim dobraniu materiału i kształtu opakowania
aby poprzez maksymalizowane jego cech (E, R
e
, R
z
/ t/ T, K
Ic
) lub minimalizowanie (koszt, masa,
energochłonno ) zapewni mu maksymaln funkcjonalno .
Przykładowe wska niki funkcjonalno ci materiałów na opakowania:
E/
ρ
, R
e
/
ρ
, R
z
/ t/ T/
ρ
, K
Ic
/
ρ
Sztywne kryteria doboru materiału, które nie podlegaj dyskusji: odporno
na korozj ,
temperatura, prze roczysto
itp.
Dobór materiału na opakowanie powinien tak e uwzgl dnia wymagania
wynikaj ce z zastosowania okre lonych maszyn pakuj cych.
Podział opakowa ze wzgl du na rodzaj materiału, z którego zostały wykonane:
-
opakowania metalowe,
-
opakowania z tworzyw sztucznych,
-
opakowania z tworzyw papierniczych (papieru i tektury),
-
opakowania szklane,
-
opakowania drewniane,
-
opakowania z materiałów kompozytowych.
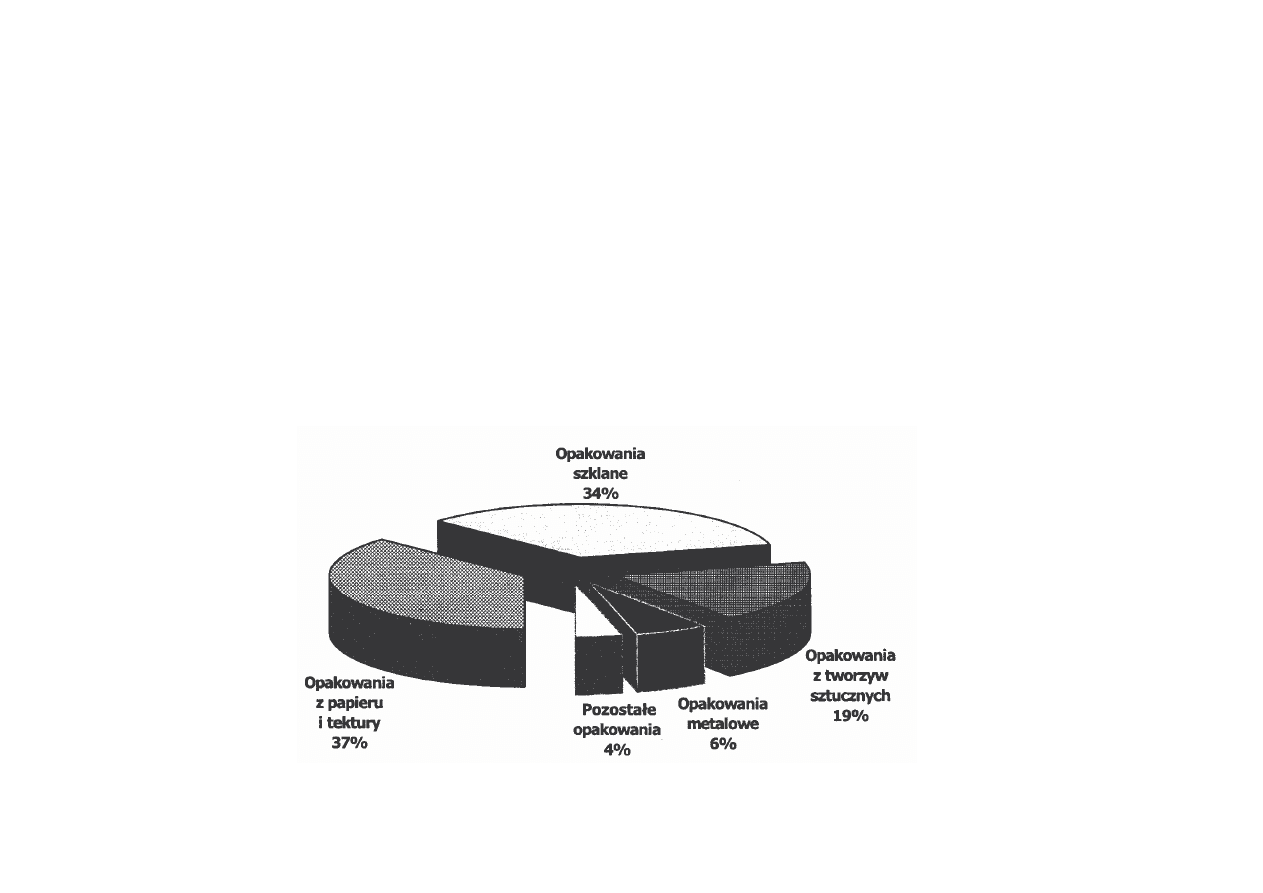
Udział masowy materiałów w produkcji opakowa w Polsce:

1. Opakowania metalowe
Transportowe
B bny: z obr czami nasadzanymi i wytłaczanymi (100-500 dm
3
),
bez obr czy (25-200 dm
3
),
hoboki (20-50 dm
3
),
z wiekiem zdejmowanym, stałym, zamykanym po napełnieniu.
Konwie mleczarskie
Kanistry
Kegi
Wiadra
Butle do gazów
Zalety:
- trwało
konstrukcji i stabilno
wymiarowa,
- łatwo
formowania i pakowania na maszynach pakuj cych,
- dobre wła ciwo ci barierowe, ochrona przed wiatłem, wilgoci i obcymi zapachami,
- łatwo
laminowania,
- podatno
na recykling.
Wady:
- podatno
na korozj ,
- mo liwo
migrowania do produktów spo ywczych
jonów
metali.
Jednostkowe
Puszki konserwowe
Puszki do napojów
Tuby
Tacki
Pojemniki aerozolowe
Pudełka

Materiały na opakowania transportowe - blachy stalowe czarne i powlekane:
ocynkowane, chromowane, aluminiowane, emaliowane).
Hoboki
B bny
Wiadra

Konwie mleczarskie
Materiały: blachy ze stali nierdzewnej, blacha biała, blachy powlekane
Kegi
Butle do gazów
Kanistry

Opakowania jednostkowe
Puszki konserwowe
Puszki do napojów
Tuby
Tacki
Pojemniki aerozolowe
Pudełka
Materiały metaliczne stosowane na opakowania:
1. Stale – stopy elaza z w glem i innymi pierwiastkami (takimi jak chrom i nikiel),
przerobione plastycznie, o zawarto ci w gla poni ej 0,2 %
wytwarzane w postaci blach czarnych lub z powłokami organicznymi, tak e –
metalowymi.
2. Aluminium i jego stopy z takimi pierwiastkami jak: mangan, magnez, krzem,
mied wytwarzane w postaci folii i blach.
-
g sto : 2,74 g/cm
3
- temp. topnienia: 660°C
- wysokie przewodnictwo elektrycznym i cieplne
- granica wytrzymało ci: R
m
= 100 MPa,
- granica plastyczno ci Re = 20 – 30 MPa,
- wydłu enie: A = 35 – 50 %,
- przew enie: Z = 80 – 95 %)
- twardo : 20 – 40 HB
- odporno
na korozj (łatwo pasywuj cy si ).
-
g sto : 7,87 g/cm
3
- temp. topnienia: 1538°C
- dobre przewodnictwo cieplne
- granica wytrzymało ci: R
m
= 250 MPa,
- granica plastyczno ci Re = 150 MPa,
- wydłu enie: A = 35 – 50 %,
- przew enie: Z =70- 80 %)
- twardo
70-80 HB
- brak odporno ci na korozj .
Wła ciwo ci czystego elaza
:
Wła ciwo ci czystego aluminium
R
m
Z
KCU
A
HB
200
R
e
300
300
800
400
600
0
R
m
, R
e
[MPa]
HB
100
200
0
A, Z
%
10
20
30
40
50
40
200
160
120
80
0
KCU
[J/cm
2
]
60
0,4
0,8
Zawarto
w gla, [%]
1,2
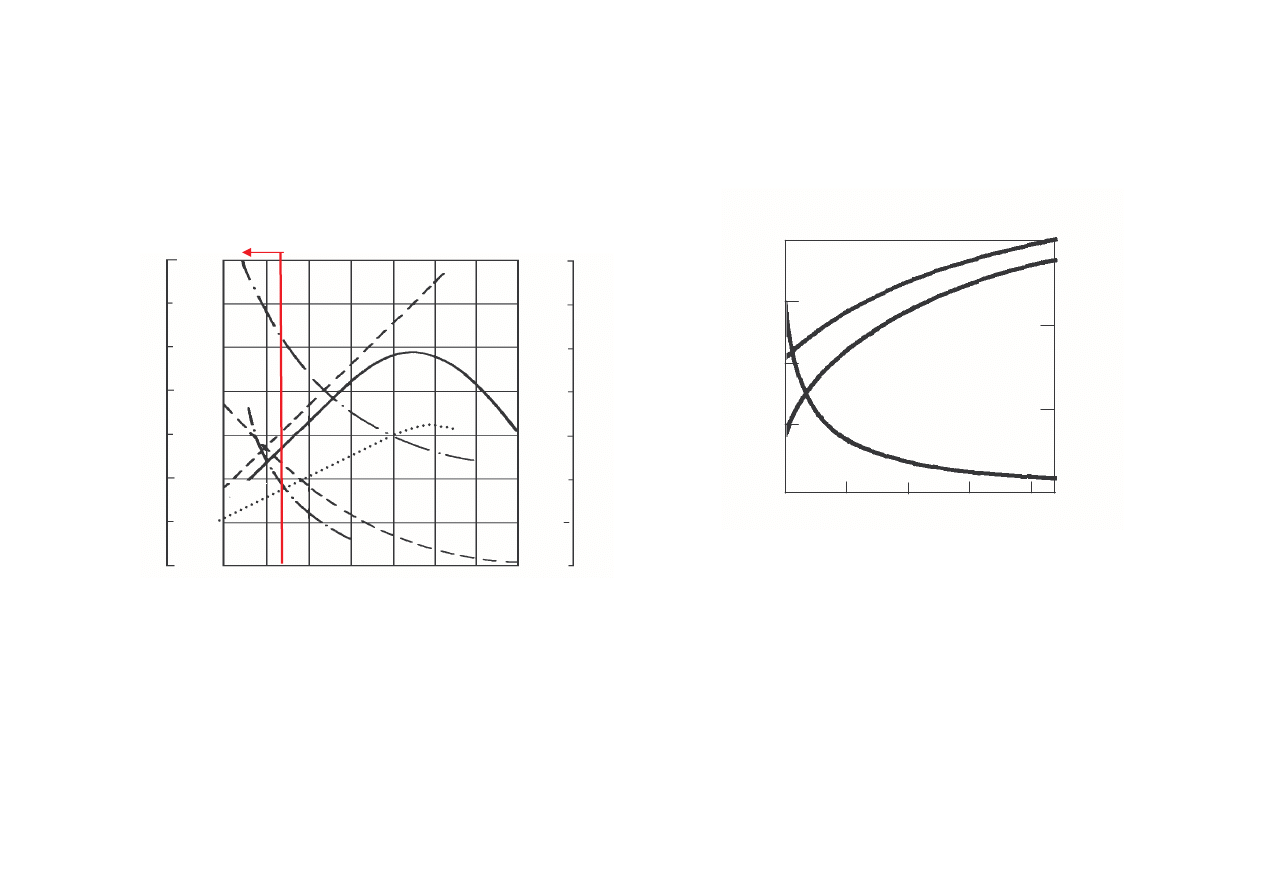
Wpływ zawarto ci w gla na
własno ci mechaniczne stali
Wpływ stopnia odkształcenia własno ci
mechaniczne stopu aluminium
Odkształcenie plastyczne, %
100
150
50
0
80
60
40
20
10
20
A
R
e
R
m
A, %
R
m
, MPa
R
e
, MPa
Metody podwy szania własno ci mechanicznych elaza i aluminium:
a) tworzenie stopów
b) odkształcenie plastyczne
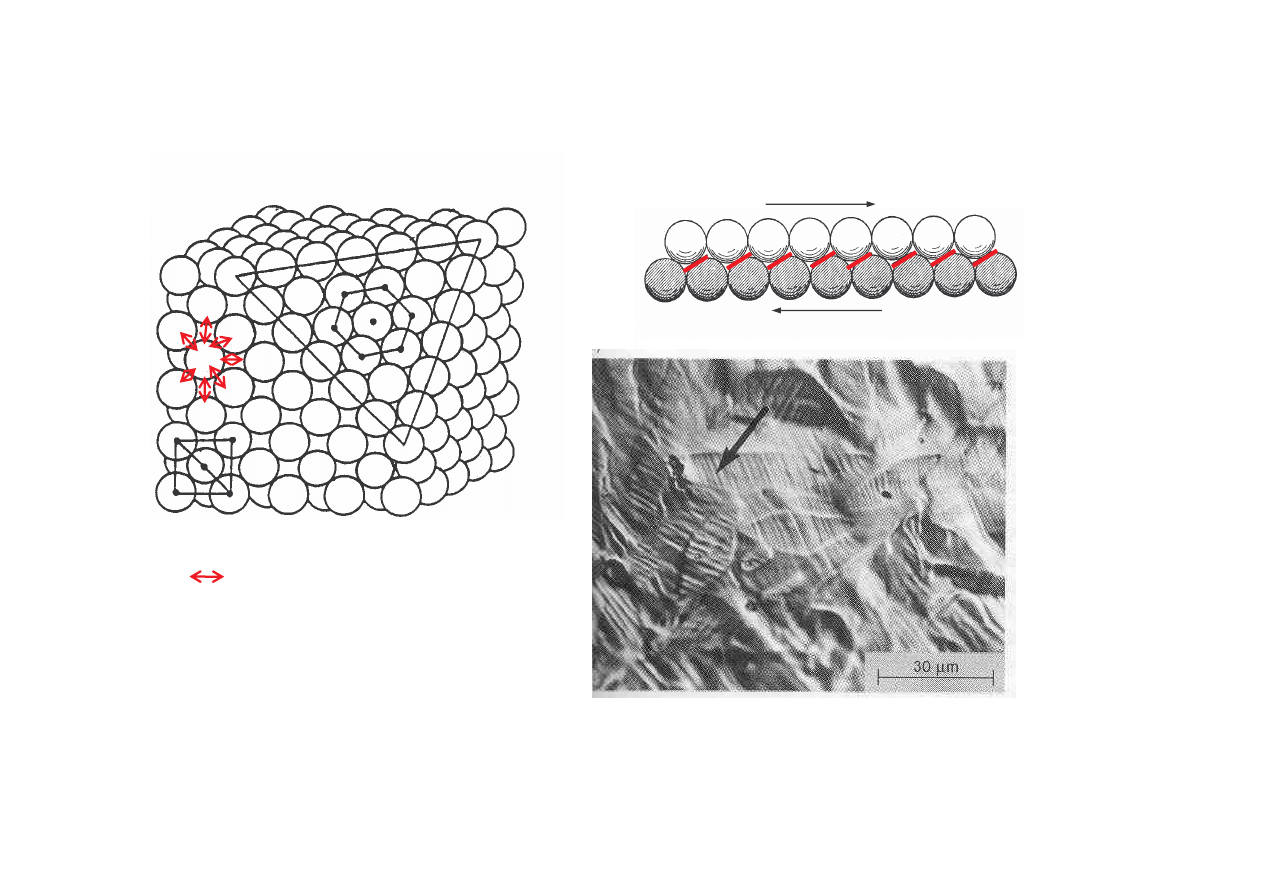
Wi zanie metaliczne
ττττ
ττττ
ττττ
Mechanizm odkształcenia plastycznego metali
Minimalna masa powłoki cyny powinna wynosi 1g/m
2
na ka d stron blachy.
64
65
65
T65
60
61
62
T61
51 max.
52 max.
53 max.
T50
X >0,28 mm
0,21 < X
≤ 0,28 mm
X
≤ 0,21 mm
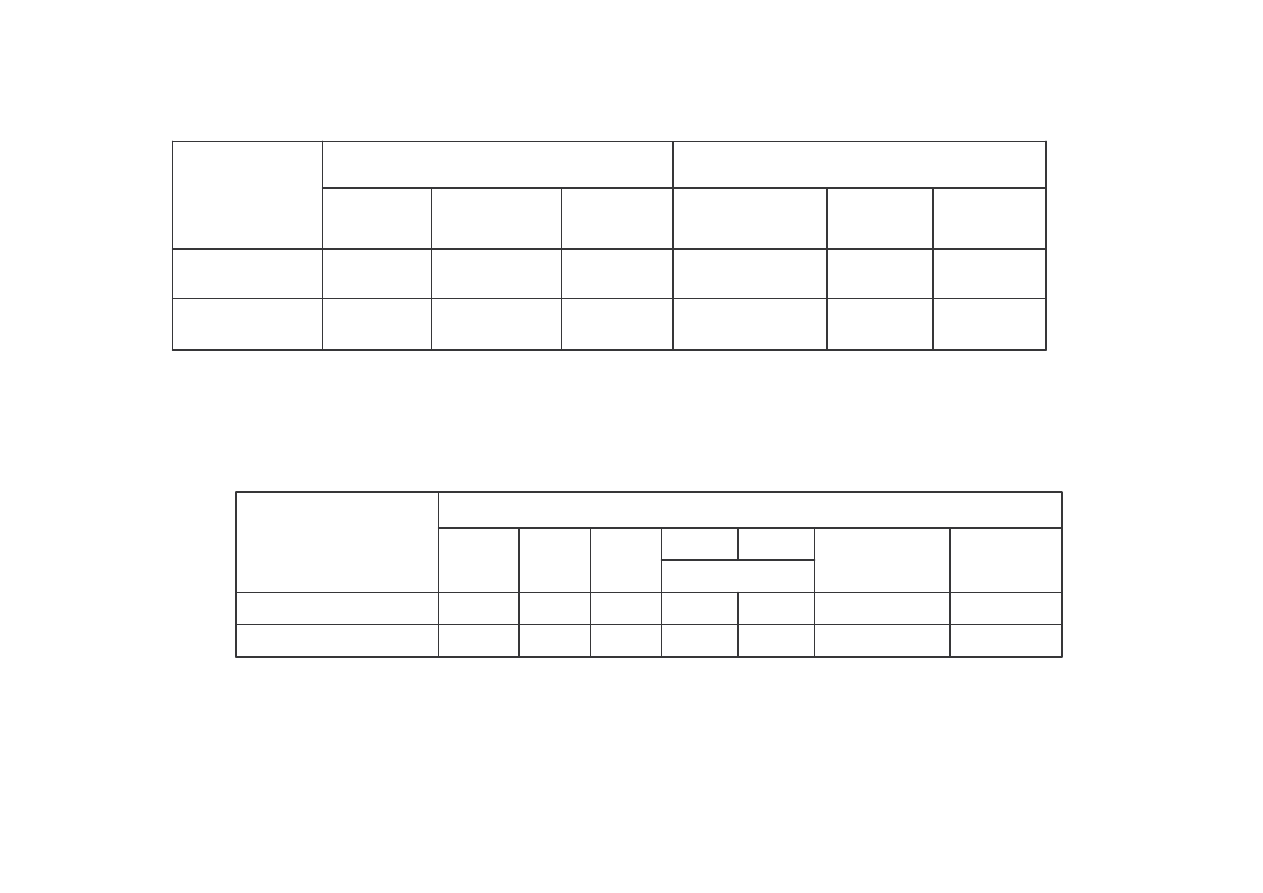
rednia twardo Rockwella HR 30 Tm
dla grubo ci blachy X
Gatunek
77
590 do 730
DR 660
76
550 do 690
DR 620
od 0,14 do 0,29 mm
od 1g/m
2
do 11,2 g/m
2
73
480 do 620
DR 550
Grubo blach
i zalecane warto ci
masy powłoki cynowej
rednia twardo
Rockwella
HR 30 Tm
Umowna granica
plastyczno ci
R
0,2
[MPa]
Gatunek
Gatunki blachy białej jednokrotnie walcowanej wg PN-EN10203:1991
Gatunki blachy białej dwukrotnie walcowanej wg PN-EN10203:1991
Nominalna grubo
powłoki cynkowej: 100 – 600 g/m
2
.
do bardzo gł bokiego tłoczenia
36
350
220
DX54D
do gł bokiego tłoczenia
30
380
260
DX53D
do tłoczenia
26
420
300
DX52D
do maszynowego zaginania na zakładk
22
500
-
DX51D
Zastosowanie
A
min
[%]
min.
R
m
[MPa]
max.
R
e
[MPa]
max.
Gatunek stali
Przykłady gatunków blachy ocynkowanej ogniowo wg PN-EN 10142:1997
3,0 – 4,0
0,20 – 0,50
0,15
0,35
0,20
AW-AlMg3,5Mn
0,8 – 1,3
1 – 1,5
0,25
0,70
0,30
AW-AlMn1Mg1
-
1 – 1,5
0,05 – 0,2
0,70
0,60
AW-AlMn1Cu
Mg
Mn
Cu
Fe
Si
Zawarto pierwiastka, %
Gatunek stopu
kluczyki,
wieczka
6
230 – 280
280 – 320
0,25 – 0,50
cz ciowo
wy arzony
lakierowany
AW-AlMg3,5Mn
DWI – puszki,
wieczka
3
245 – 295
260 – 300
0,25 – 0,50
walcowany na
zimno
AW-AlMn1Mg1
zamkni cia,
pobocznice
6
100 – 140
120 – 160
0,18 – 0,30
walcowany na
zimno
AW-AlMn1Cu
Zastosowanie
A
min
[%]
R
0,2
[MPa]
R
m
[MPa]
Grubo
blachy
Stan
Gatunek stopu
Własno ci mechaniczne blach walcowanych na puszki, zamkni cia
i wieczka wg PN-EN 573-3
Gatunki stopów aluminium na przeznaczone na wyroby walcowane na puszki, zamkni cia
i wieczka wg PN-EN 573-3
355
Własno ci mechaniczne
24
510-620
0,70
0,50
0,20
P355NB
34
360-450
245
0,30
0,25
0,16
P245NB
A
min
[%]
R
m
[MPa]
R
e
[MPa]
Mn
min
Si
max
C
max
Zawarto pierwiastka, %
Gatunek stali
(oznaczenie)
10,5 – 13
16,5 – 18,5
0,015
0,045
≤
2,0
≤
1,0
≤
0,05
X2CrNiMo17-13-3
–
16,0 – 18,0
0,015
0,040
≤
1,0
≤
1,0
≤
0,08
X6Cr17
max.
Ni
Cr
S
P
Mn
Si
C
Zawarto pierwiastka, %
Gatunek stali
Przykłady gatunków stali nierdzewnych (wg PN-EN 10088:1995)
Przykłady gatunków stali wytwarzanych w postaci blach na butle do gazów
technicznych wg PN-EN 10120:2001
Główne metody formowania opakowa metalowych:
- tłoczenie, zwijanie pobocznic
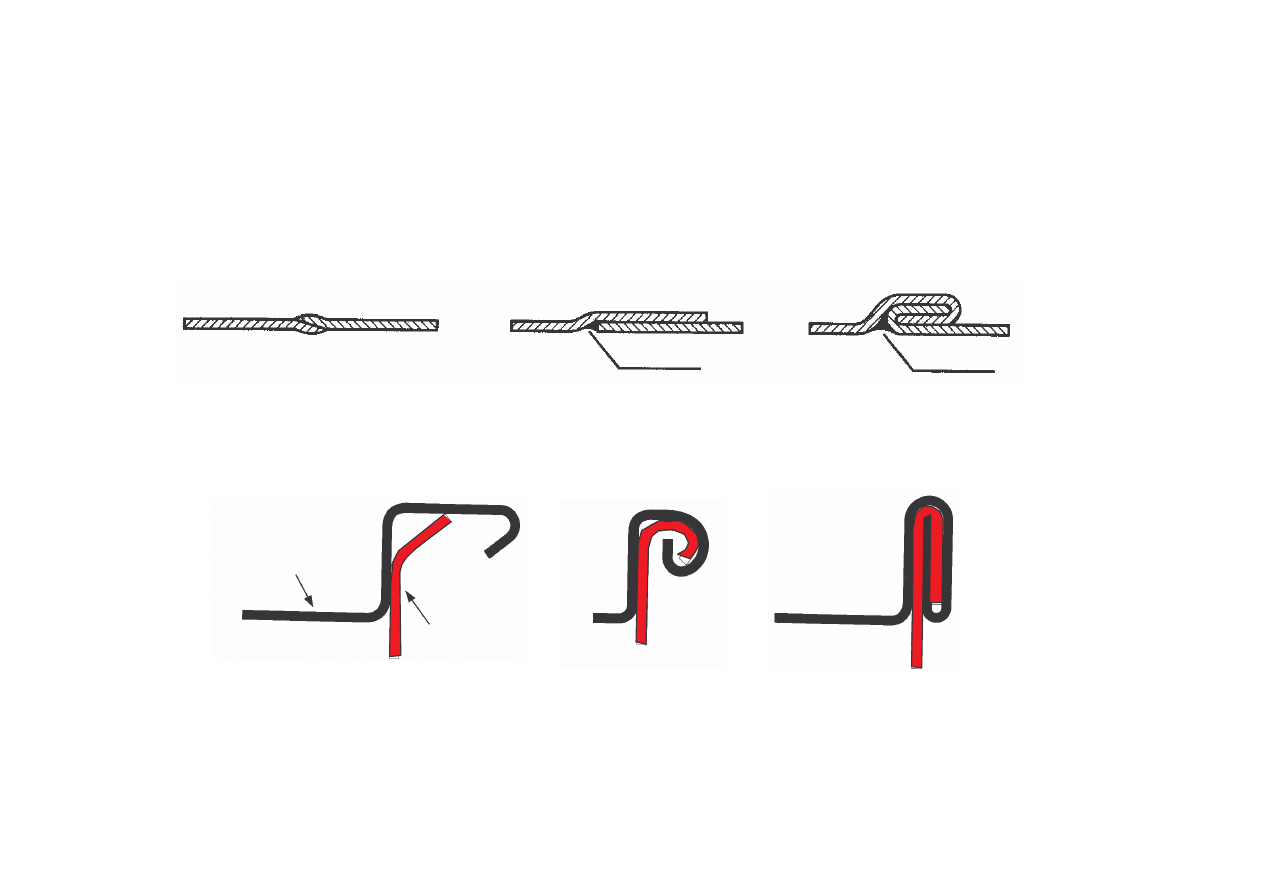
- ł czenie metod zgrzewania, lutowania, zawijania na zakładk
spoiwo
spoiwo
Zgrzewanie
Lutowanie – pojedyncza
zakładka
Lutowanie – podwójna
zakładka
Formowanie podwójnej zakładki przy ł czeniu pobocznicy z wieczkiem
Przykłady:
pobocznica
wieczko
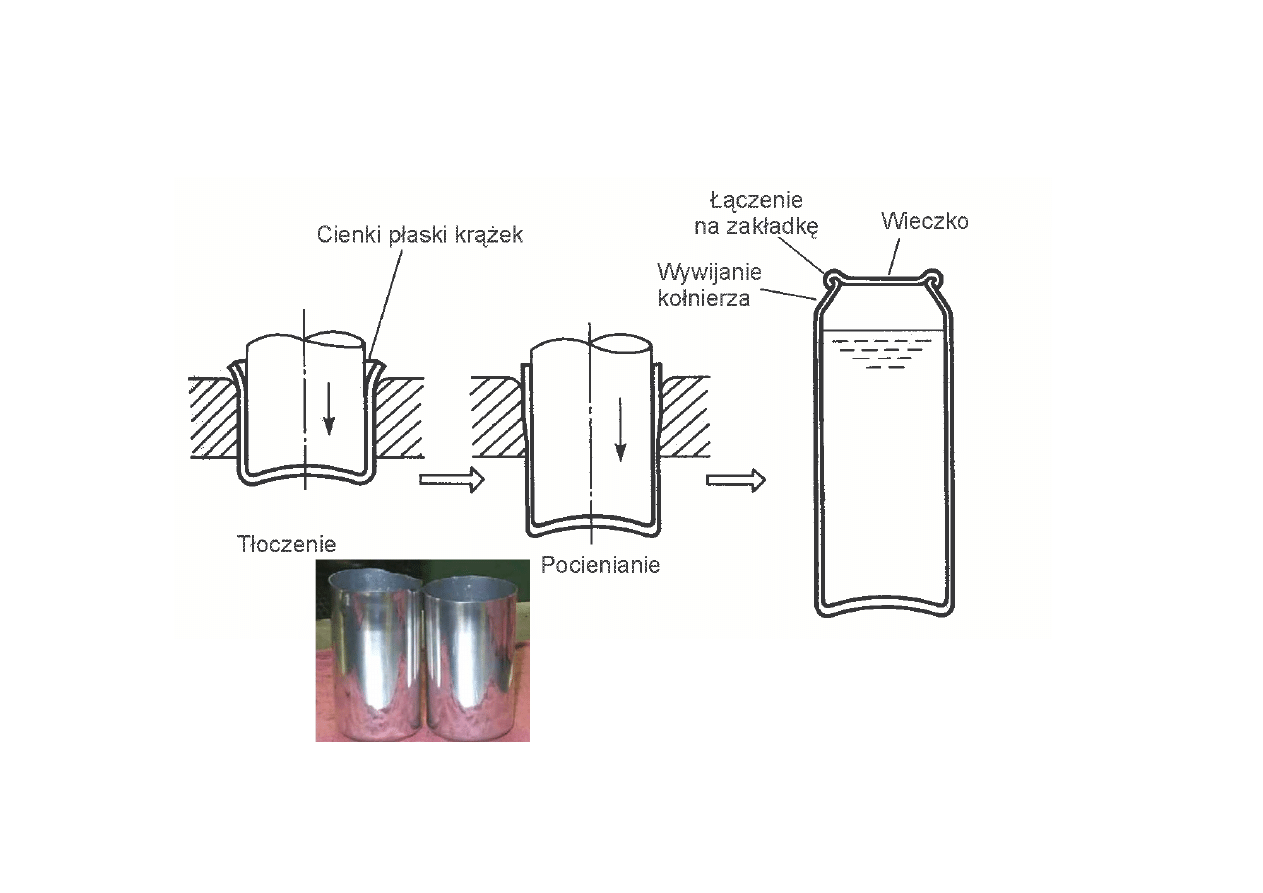
Wytwarzanie puszek napojowych metod DWI (Draw and Wall Ironing)
Wyszukiwarka
Podobne podstrony:
6 Materialy opakowaniowe tworzywa sztuczne
sprawozdanie całość, ZUT-Energetyka-inżynier, I Semestr, Materiały konstrukcyjne, Metale, 2. Stale w
12 - Materiały metaliczne, Metale i stopy metali
8 Materialy opakowaniowe kompoz Nieznany (2)
pytania na sprawko, ZUT-Energetyka-inżynier, I Semestr, Materiały konstrukcyjne, Metale, 3. Stopy Cu
sprawozdanie pytania, ZUT-Energetyka-inżynier, I Semestr, Materiały konstrukcyjne, Metale, 2. Stale
7 Materialy opakowaniowe szklo
Porównać szkło i metal jako materiały opakowaniowe
Materialoznastwo częśc metale
Drukowanie materiałów opakowaniowych i opakowań, Drukowanie materiałów opakowaniowych i opakowań
Recykling i odzysk materiałów opakowaniowych, STUDIA, opakowalnictwo i przechowalnictwo
wymgania stawiane materiałom opakowaniowym praca licencjacka rq2lbxeoggox4h23x2znnqiro4mnx6v7bnvd2sq
MATERIAŁY OPAKOWANIOWE A BEZPEIECZEŃSTWO ŻYWNOŚCI
MB-materialy-sciaga, METALE I STOPY
Materiałoznawstwo chemiczne (metale, ceramiki i szkła)
wymgania stawiane materiałom opakowaniowym-praca licencjacka, Ekonomia, ekonomia
Procedura pakowania materiałów w opakowania papierowo-foliowe, procedury medyczne - gabinet stomatol
więcej podobnych podstron