„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Janusz Wojtkiewicz-Lazman
Wykonywanie prostych prac z zakresu obróbki ręcznej
725[01].O2.01
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Jan Diaczuk
mgr inż. Zbigniew Miszczak
Opracowanie redakcyjne:
mgr inż. Danuta Pawełczyk
Konsultacja:
mgr inż. Gabriela Poloczek
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 725[01].O2.01
„Wykonywanie prostych prac z zakresu obróbki ręcznej”, zawartego w modułowym
programie nauczania dla zawodu monter elektronik.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
6
3. Cele kształcenia
7
4. Materiał nauczania
8
4.1. Podstawy rysunku technicznego
8
4.1.1. Materiał nauczania
8
4.1.2. Pytania sprawdzające
20
4.1.3. Ćwiczenia
20
4.1.4. Sprawdzian postępów
21
4.2. Materiały konstrukcyjne, pomiary warsztatowe
22
4.2.1. Materiał nauczania
22
4.2.2. Pytania sprawdzające
30
4.2.3. Ćwiczenia
30
4.2.4. Sprawdzian postępów
32
4.3. Obróbka ręczna i ręczno–maszynowa
33
4.3.1. Materiał nauczania
33
4.3.2. Pytania sprawdzające
43
4.3.3. Ćwiczenia
43
4.3.4. Sprawdzian postępów
45
4.4. Połączenia mechaniczne
46
4.4.1. Materiał nauczania
46
4.4.2. Pytania sprawdzające
52
4.4.3. Ćwiczenia
53
4.4.4. Sprawdzian postępów
54
5. Sprawdzian osiągnięć
55
6. Literatura
60

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy z zakresu obróbki ręcznej.
W poradniku zamieszczono:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
−
cele kształcenia– wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
−
materiał nauczania – podstawowe wiadomości teoretyczne niezbędne do opanowania
treści jednostki modułowej,
−
zestaw pytań przydatny do sprawdzenia, czy już opanowałeś treści zawarte
w rozdziałach,
−
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−
sprawdzian postępów,
−
sprawdzian osiągnięć – przykładowy zestaw zadań i pytań. Pozytywny wynik
sprawdzianu potwierdzi, że dobrze pracowałeś podczas zajęć i że nabyłeś wiedzę
i umiejętności z zakresu tej jednostki modułowej,
−
wykaz literatury.
W materiale nauczania zostały omówione zagadnienia dotyczące podstaw rysunku
technicznego, materiałoznawstwa, połączeń mechanicznych oraz zasad wykonywania obróbki
ręcznej.
Informacje zamieszczone w Poradniku mogą zostać rozszerzone w oparciu o literaturę
dodatkową zgodnie z zaleceniami nauczyciela.
Z rozdziałem „Pytania sprawdzające” możesz zapoznać się:
−
przed przystąpieniem do rozdziału „Materiał nauczania”. Analiza tych pytań wskaże Ci
na jakie treści należy zwrócić szczególną uwagę w trakcie zapoznawania się
z „Materiałem nauczania”,
−
po opanowaniu rozdziału „Materiał nauczania”, by sprawdzić stan swojej wiedzy, która
będzie Ci potrzebna do wykonywania ćwiczeń.
Z punktu widzenia przyszłej pracy zawodowej ważne jest nabycie przez Ciebie
umiejętności praktycznych w tym umiejętności manualnych. Aby ten cel osiągnąć poradnik
zawiera po każdym rozdziale propozycję ćwiczeń. Szczególnie ćwiczenia w rozdziale
Obróbka ręczna i ręczno–maszynowa służą kształtowaniu umiejętności planowania
i starannego wykonywania prac z tego zakresu. Podczas wykonywania ćwiczeń zwróć uwagę
na zalecenia nauczyciela dotyczące bezpieczeństwa i higieny pracy.
Po wykonaniu zaplanowanych ćwiczeń, sprawdź poziom swojej wiedzy i umiejętności
wykonując „Sprawdzian postępów”. Analiza wyniku tego sprawdzianu wskaże Ci treści,
których jeszcze nie opanowałeś i do których powinieneś wrócić.
Poznanie przez Ciebie wszystkich lub określonej części wiadomości będzie stanowiło dla
nauczyciela podstawę przeprowadzenia sprawdzianu poziomu przyswojonych wiadomości
i ukształtowanych umiejętności. W tym celu nauczyciel może posłużyć się zadaniami
testowymi.
W poradniku jest zamieszczony sprawdzian osiągnięć, który zawiera przykład takiego
testu oraz instrukcję, w której omówiono tok postępowania podczas przeprowadzania
sprawdzianu i przykładową kartę odpowiedzi, na której będziesz zakreślał właściwe
odpowiedzi spośród zaproponowanych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych, wynikających z rodzaju
wykonywanych prac. Przepisy te poznasz podczas trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
725[01].O2
Proste prace montażowe
725[01].O2.01
Wykonanie prostych prac z zakresu
obróbki ręcznej
725[01].O2.02
Wykonywanie montażu mechanicznego
w urządzeniach elektronicznych
Schemat układu jednostek modułowych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
posługiwać się podstawowymi przyrządami kreślarskimi,
−
obsługiwać komputer,
−
rozróżniać symbole chemiczne pierwiastków i związków,
−
stosować jednostki układu SI,
−
korzystać z różnych źródeł informacji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
odczytać schematy montażowe i rysunki warsztatowe,
–
wykonać proste rysunki maszynowe,
–
dobrać przyrządy do pomiaru wielkości geometrycznych,
–
rozróżnić
połączenia
rozłączne
i
nierozłączne
stosowane
w
konstrukcjach
mechanicznych,
–
rozróżnić i sklasyfikować podstawowe materiały konstrukcyjne,
–
rozróżnić elementy maszyn i urządzeń stosowanych przy obróbce ręcznej,
–
rozróżnić metody łączenia elementów maszyn i urządzeń,
–
rozróżnić metody obróbki elementów,
–
obsłużyć wiertarkę ręczną i elektryczną,
–
wykonać pomiary warsztatowe,
–
dobrać sposoby ochrony metali przed korozją,
–
zaplanować proste działania w zakresie obróbki ręcznej,
–
przygotować bezpieczne stanowisko pracy,
–
wykonać bruzdy, otwory w różnego typu podłożach,
–
wykonać proste operacje obróbki ręcznej,
–
utrzymać porządek na stanowisku pracy,
–
zademonstrować poprawność wykonywania zadań,
–
ocenić jakość i estetykę wykonanej pracy,
–
skorzystać z katalogów i norm,
–
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej
i ochrony środowiska.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
4. MATERIAŁ NAUCZANIA
4.1. Podstawy rysunku technicznego
4.1.1. Materiał nauczania
Normalizacja w rysunku technicznym
Normalizacja w rysunku technicznym jest działem zawierającym informacje dotyczące
formatów arkuszy rysunkowych, rodzajów tabliczek rysunkowych, grubości linii
rysunkowych. Wykonując odpowiednie zadanie rysunkowo-projektowe uczeń powinien
dokonać wyboru odpowiednich materiałów potrzebnych do wykonania zadania. Potrzebne to
jest dla ujednolicenia zasad dotyczących zarówno wykonania jak i odczytywania danego
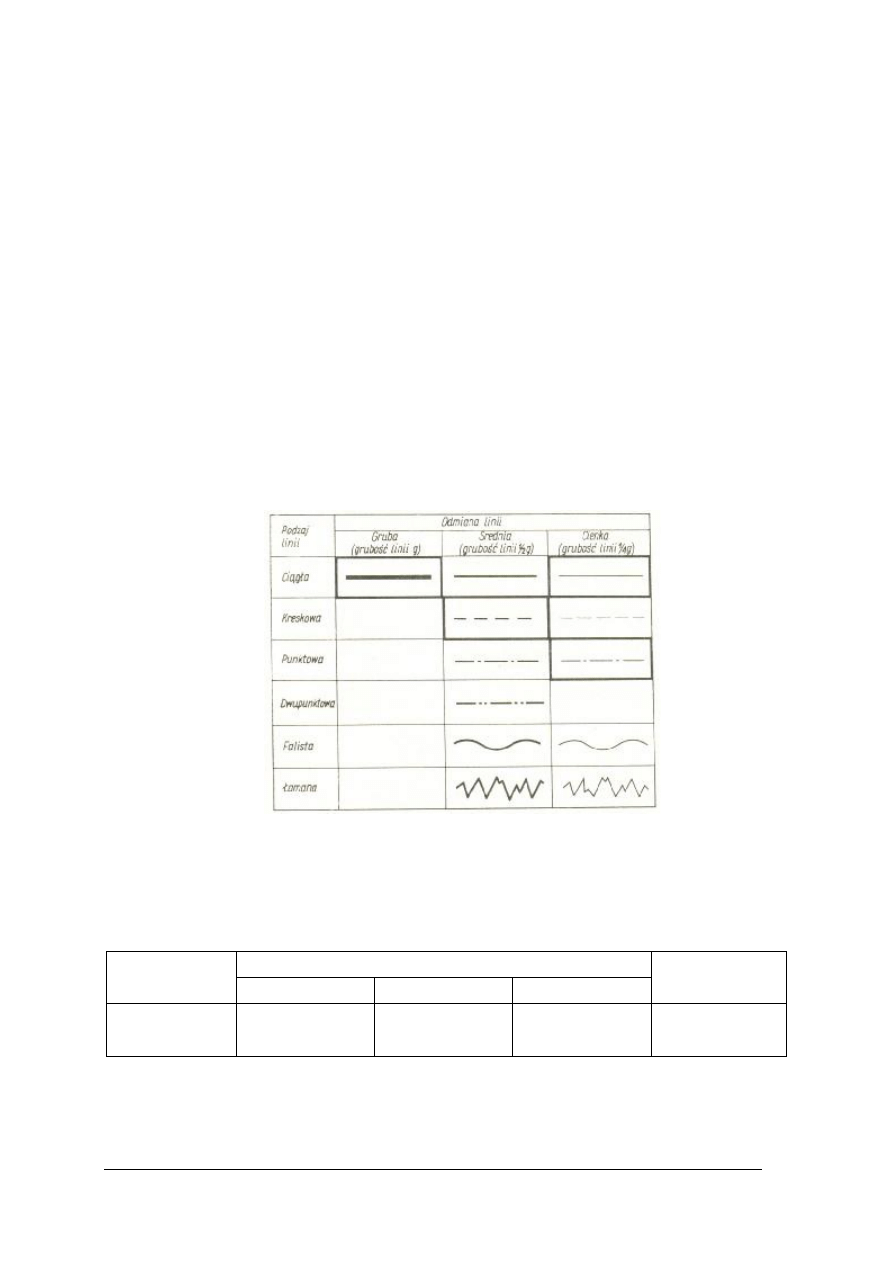
rysunku. Elementami rysunku podlegającymi normalizacji są: formaty arkuszy rysunkowych,
rodzaje linii rysunkowych wraz z ich zastosowaniem, rodzaje pisma technicznego, podziałki
stosowane w rysunku, tabliczki rysunkowe oraz sposoby opisywania poszczególnych rzutów
przedmiotu. Formatami podstawowymi są formaty od A4 do A0. Rodzaje linii rysunkowych
wraz z ich zastosowaniem pokazuje rys 1.
Rys. 1. Rodzaje i odmiany linii rysunkowych [8, s. 57]
Zalecane wysokości pisma w zależności od zastosowanego formatu arkusza podane są
w poniższej tablicy:
Tabela 1 Zalecane wysokości pisma
Wysokość pisma h w napisach
Format arkusza
głównych
pomocniczych
podrzędnych
Wysokość pisma
h w wymiarowaniu
i uwagach
A0 i większe
A1 i A2
A3 i A4
14 i 10
10 i 7
7 i 5
10 i 7
7 i 5
5 i 3,5
7 i 5
5 i 3,5
3,5 i 2,5
5 i 3,5
3,5 i 2,5
3,5 i 2,5
W rysunku stosuje się następujące rodzaje podziałek:
−
powiększające – 100:1, 50:1, 20:1, 10:1, 5:1, 2:1,
−
naturalna –1:1,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
−
zmniejszające – 1:2, 1:5, 1:10, 1:20, 1:50, 1:100, 1:200.
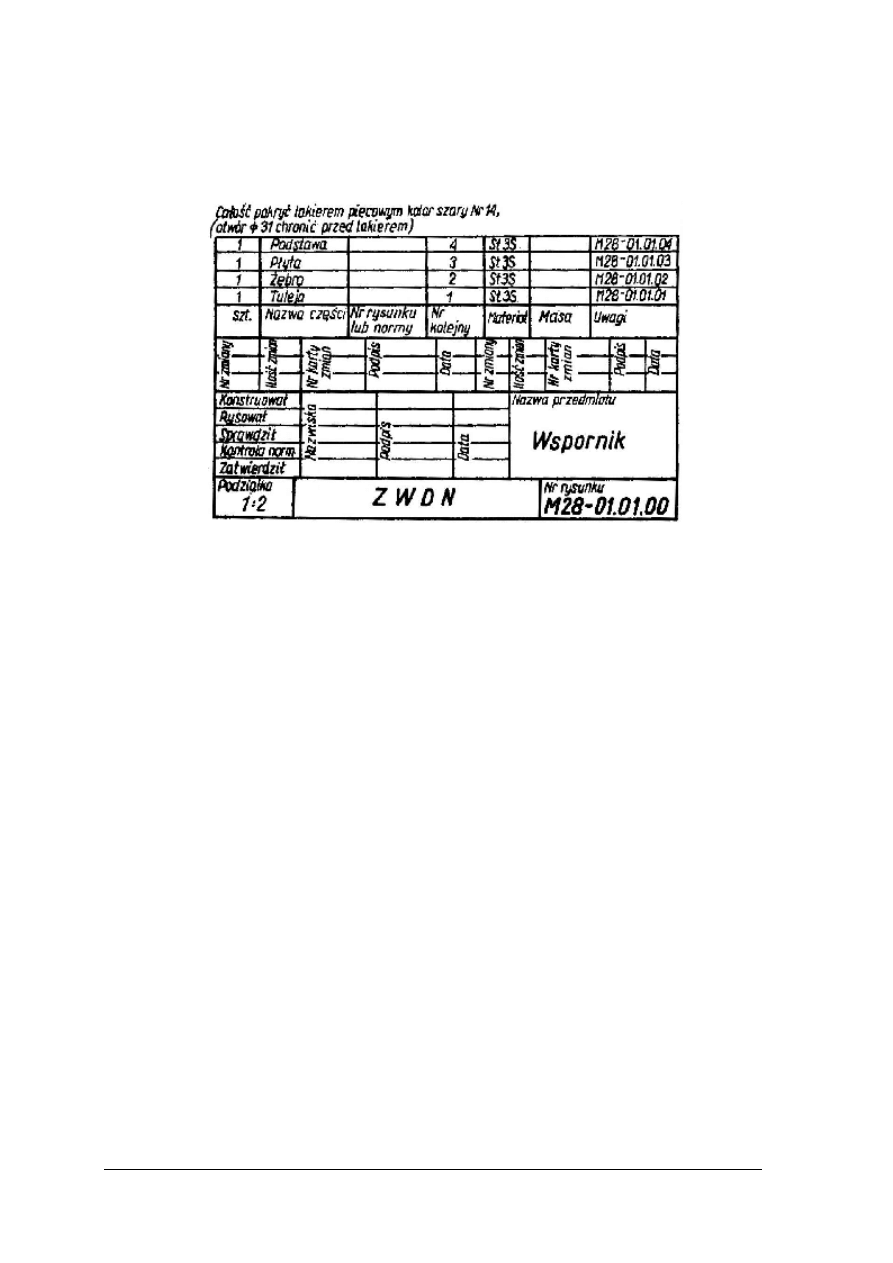
Poniżej przedstawiono przykład znormalizowanej tabliczki rysunkowej.
Rys. 2. Tabliczka rysunkowa rysunku złożeniowego [2, s. 264]
Rysunek techniczny i szkic techniczny
Rysunkiem technicznym nazywamy odwzorowanie niepodzielnej części z zastosowaniem
przyrządów kreślarskich. Szkic jest to przedstawienie elementu bez użycia przyrządów
kreślarskich. Szkic powinien w czytelny sposób przedstawiać przedmiot tak, aby można było
na nim umieścić linie wymiarowe lub opisy dotyczące jego wykonania. Szkic techniczny
powinien być tak sporządzony, aby na jego podstawie można było wykonać rysunek
techniczny danego przedmiotu. Ponadto należy zachować zasadę minimalnej ilości rzutów
prostokątnych.
Rodzaje rzutowania w rysunku technicznym:
−
rzutowanie prostokątne,
−
dimetria ukośna,
−
izometria,
−
dimetria prostokątna.
Rzutowanie prostokątne metodą europejską
W tej metodzie podstawowymi pojęciami są: rzutnia (płaszczyzna na której powstaje
obraz przedmiotu), kierunek rzutowania (prosta prostopadła do rzutni przechodząca przez
punkt rzutowany), oś rzutów (krawędź przecięcia pomiędzy dwiema wzajemnie
prostopadłymi do siebie rzutniami), wysokość punktu (jego odległość od rzutni poziomej),
głębokość punktu (jego odległość od rzutni pionowej) i szerokość punktu (jego odległość od
rzutni bocznej).
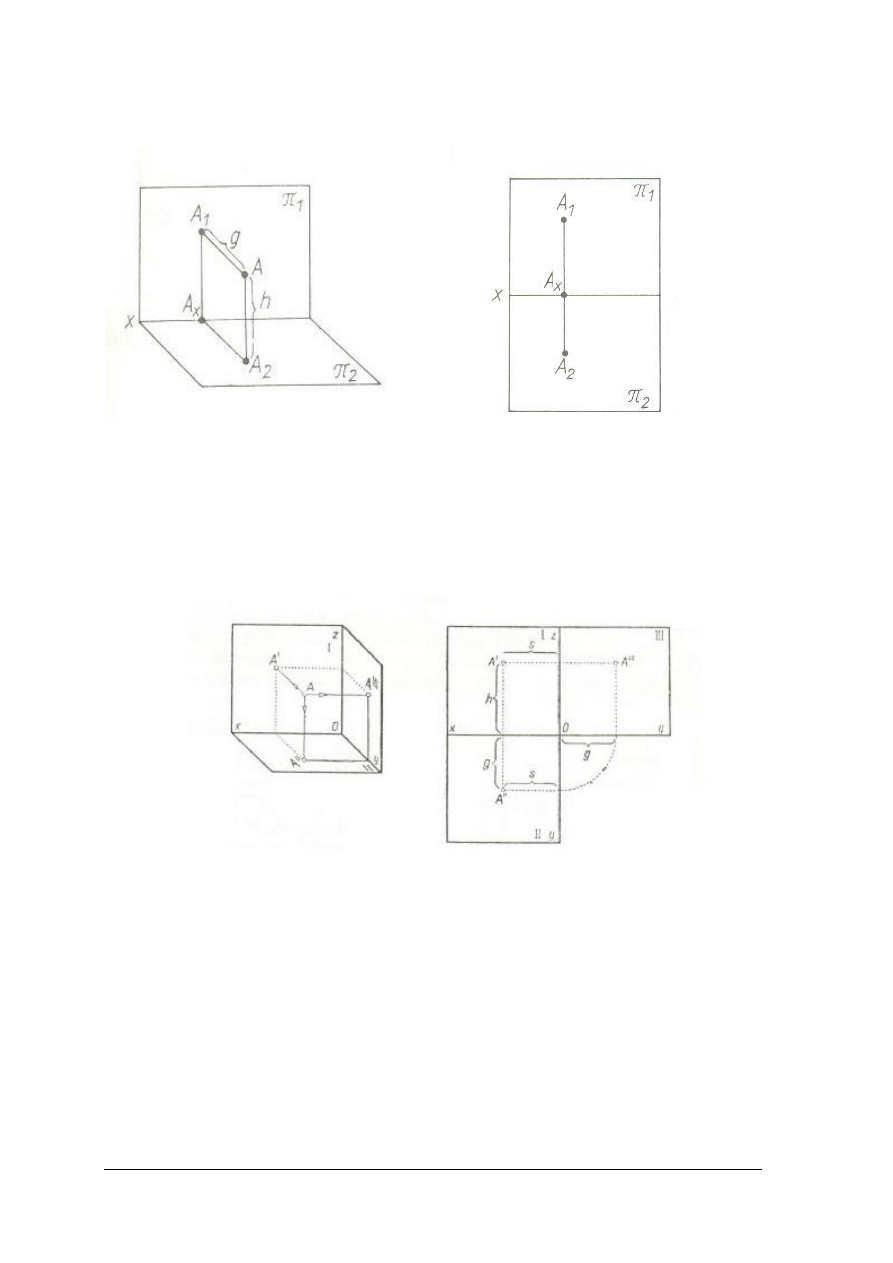
W tym sposobie odwzorowywania przedmiotu obowiązuje zasada, że przedmiot znajduje
się pomiędzy rzutnią a obserwatorem. Przykład rzutów punktu w układach dwóch i trzech
rzutni prostokątnych przedstawiają poniższe rysunki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Układ dwóch rzutni prostokątnych przedstawia rysunek 3.
Rys. 3. Układ dwóch rzutni prostokątnych [4, s. 65]
π
1
– rzutnia pionowa
π
2
– rzutnia pozioma
Układ trzech rzutni prostokątnych przedstawia rysunek 4.
Rys. 4. Układ trzech rzutni prostokątnych [2, s. 59]
I – rzutnia pionowa
II – rzutnia pozioma
III – rzutnia boczna
A – punkt rzutowany
A’ – rzut pionowy punktu A
A” – rzut poziomy punktu A
A’’’ – rzut boczny punktu A
X
,
Y – poziome osie rzutów
Y, Z
– pionowe osie rzutów
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Rzut odcinka prostopadłego do rzutni jest punktem, rzut odcinka równoległego do rzutni
jest odcinkiem o takiej samej długości a rzut odcinka ukośnego do rzutni jest odcinkiem
o długości mniejszej niż długość odcinka rzutowanego.
Figura płaska równoległa do rzutni daje obraz będący figurą identyczną co do wymiarów
i kształtu. Jeżeli figura płaska jest do rzutni prostopadła to jej obrazem jest odcinek. Rzutem
figury ustawionej względem rzutni ukośnie jest figura o mniejszym polu powierzchni.
W celu odwzorowania w układzie rzutni prostokątnych dowolnej bryły należy ją
odpowiednio ustawić względem rzutni. Możliwie jak najwięcej krawędzi i ścian powinno
mieć ustawienie równoległe do rzutni układu. Ułatwia to przedstawienie rzeczywistych
wymiarów bryły oraz jej kształtu. W przypadku bardziej skomplikowanych brył
odwzorowywanie należy zacząć od wykonania rzutów przedstawiających rzeczywiste kształty
i wymiary poszczególnych płaszczyzn tych figur. Zasady te obrazuje rysunek 5.
Rys. 5. Graniastosłup w układzie trzech rzutni prostokątnych [2, s. 68]
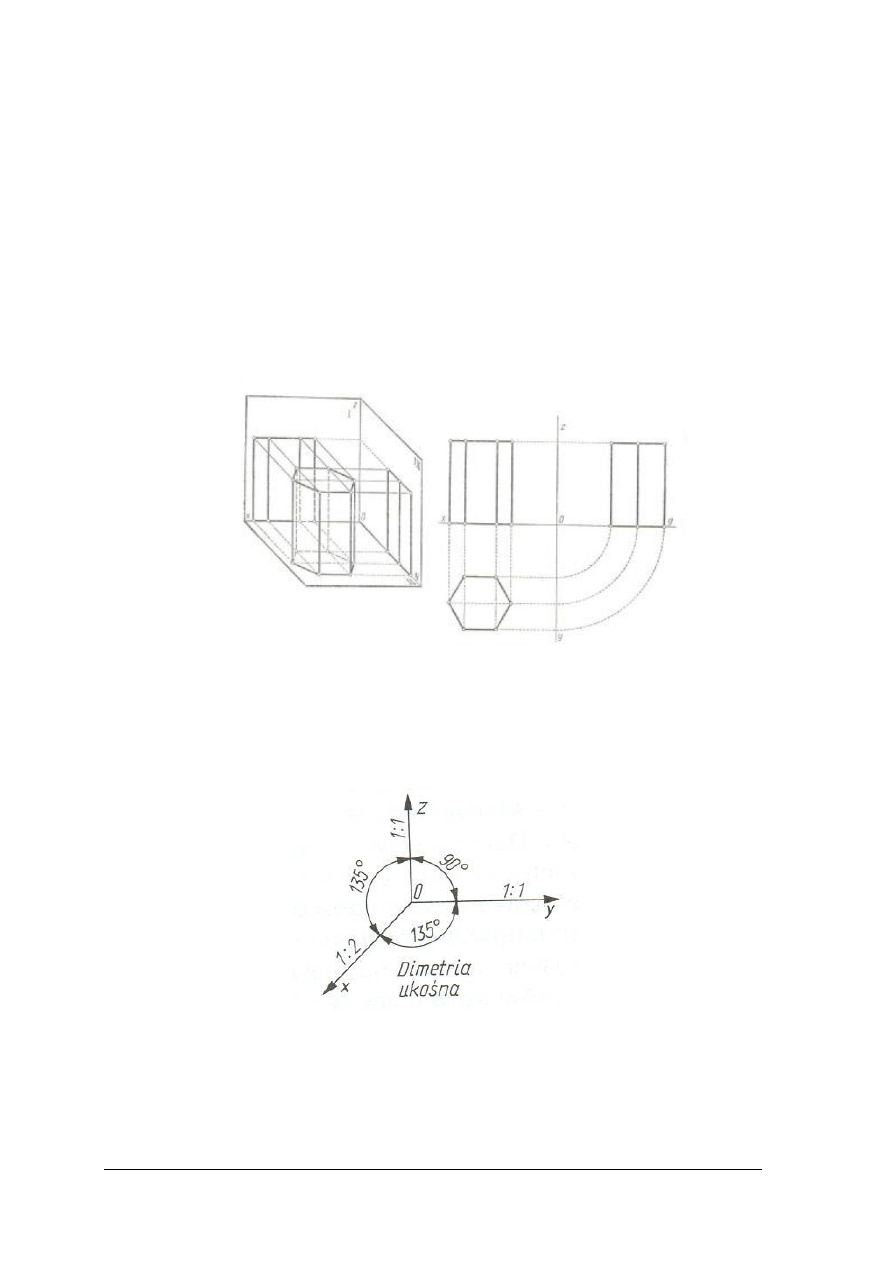
Rzutowanie w dimetrii ukośnej
Układ do tego rodzaju rzutowania tworzą trzy osie współrzędnych: X, Y, Z. Zasadę
rzutowania w dimetrii ukośnej przedstawia rysunek 6.
Rys. 6. Układ rzutowania w dimetrii ukośnej [4, s. 56]
Krawędzie równoległe do osi Z oraz do osi Y rysujemy w ich rzeczywistej długości,
natomiast krawędzie równoległe do osi X rysujemy w połowicznym skróceniu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
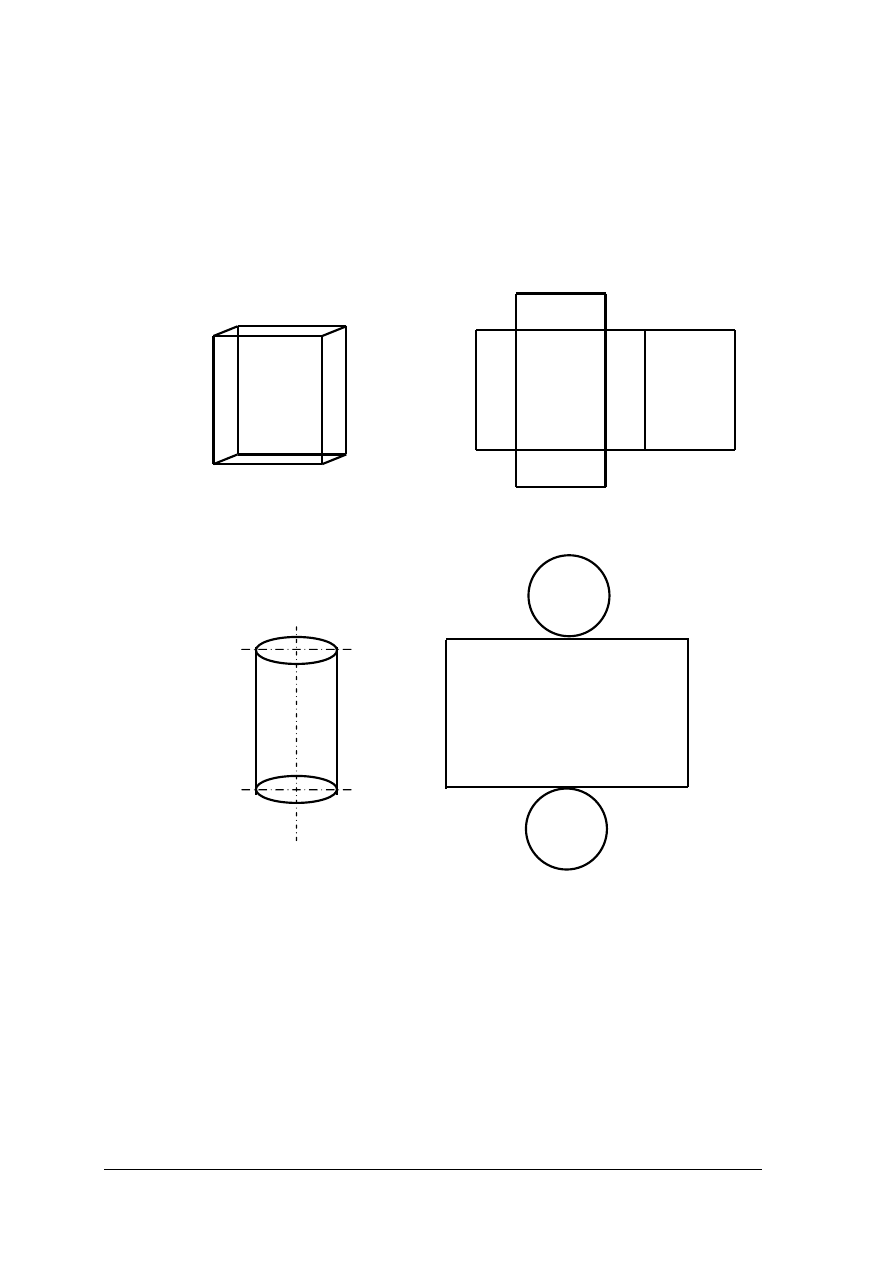
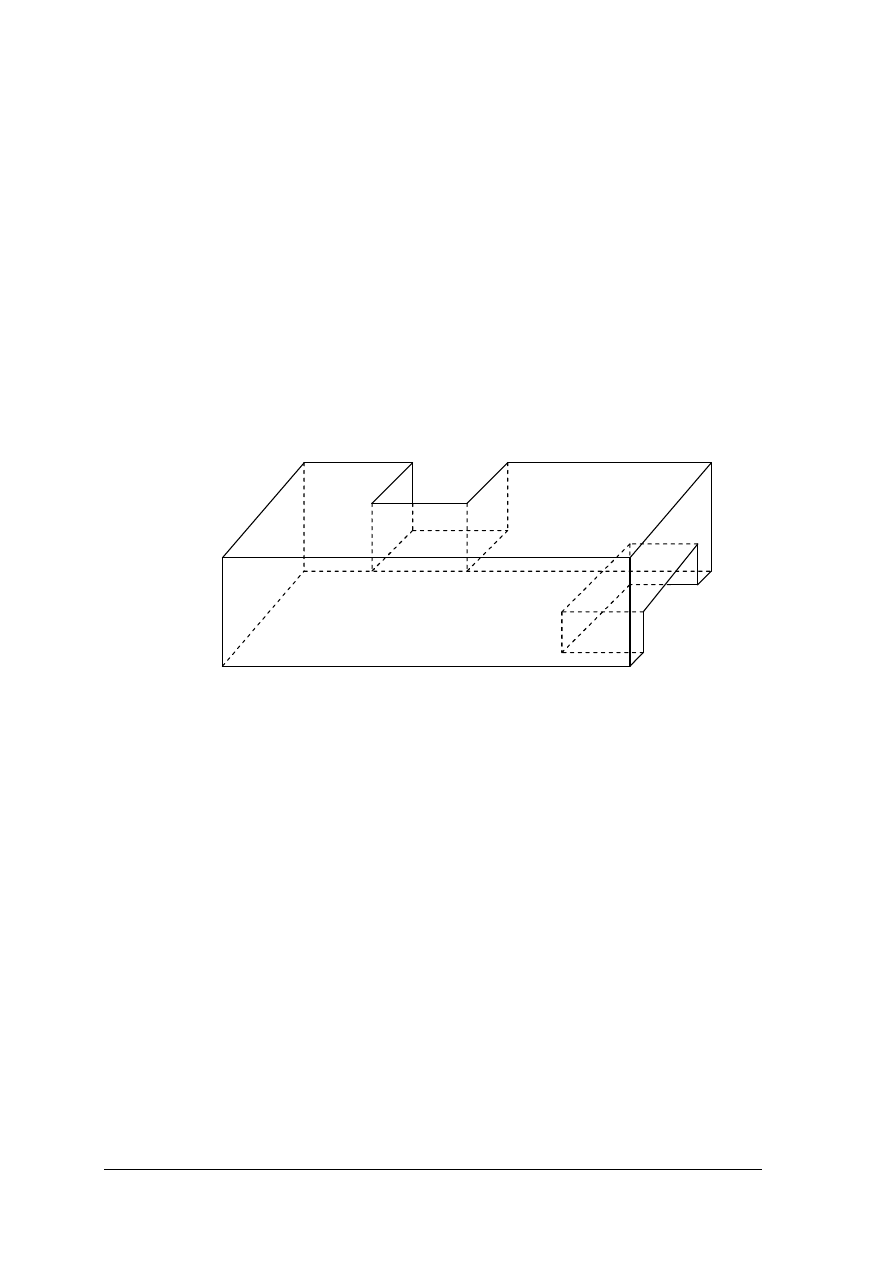
Rozwinięcia figur przestrzennych
Każda figura przestrzenna (bryła obrotowa lub wielościan) posiada swoje rozwinięcie
(siatkę). Za pomocą rozwinięcia można odtworzyć daną figurę, tzn. dokładnie określić jej
kształt oraz wymiary. Na rozwinięciu zaznaczone są linie, wzdłuż których należy złożyć
figurę. Powierzchnia rozwinięcia jest równa całkowitej powierzchni danej figury
przestrzennej. Konieczność wykonywania rozwinięć występuje przy projektowaniu
konstrukcji przestrzennych. Rysunek 7 przedstawia rzut ukośnokątny prostopadłościanu wraz
z jego rozwinięciem a rys. 8 pokazuje rzut ukośnokątny walca wraz z jego rozwinięciem.
Rys. 7. Rzut ukośnokątny prostopadłościanu i jego rozwinięcie.
Rys. 8. Rzut ukośnokątny walca i jego rozwinięcie.
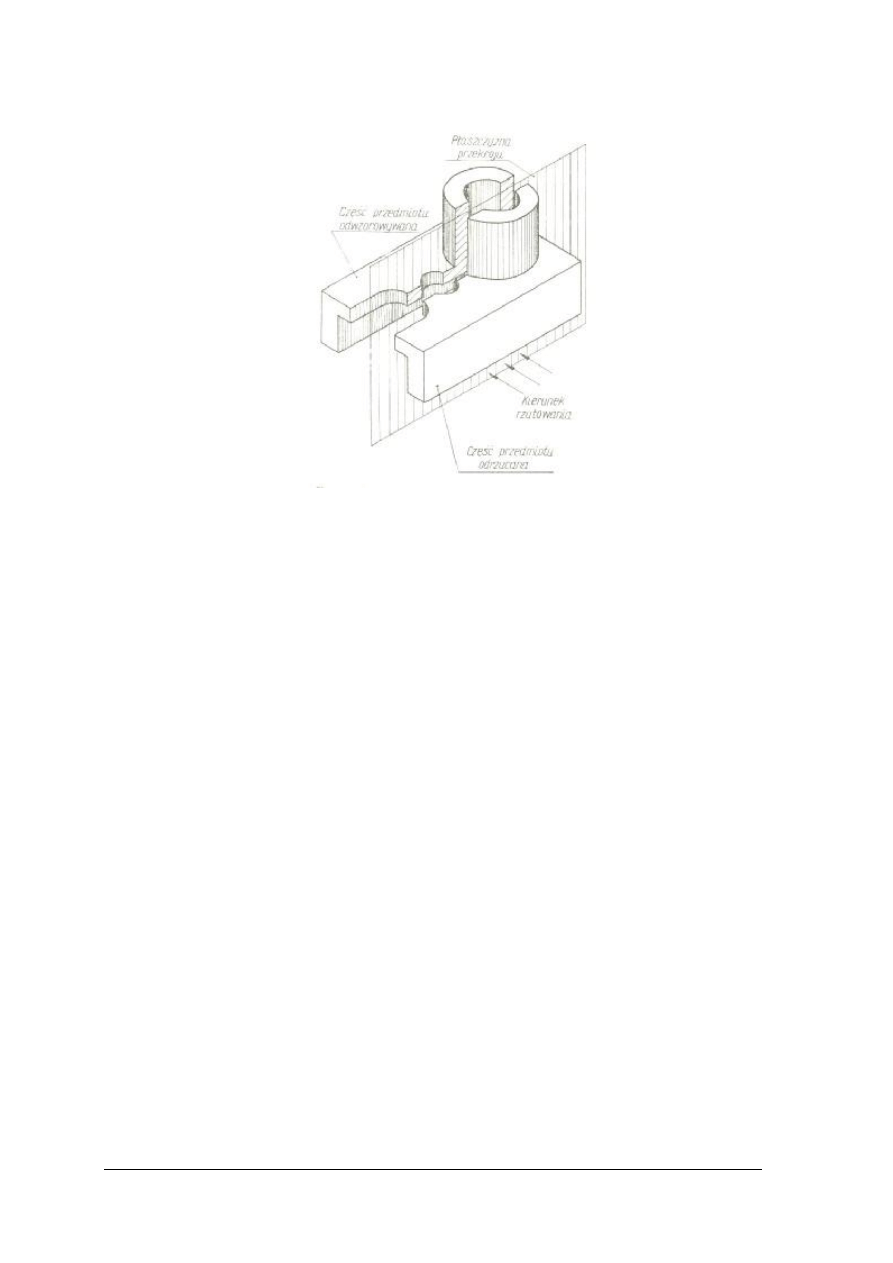
Zastosowanie i rodzaje przekrojów w rysunku technicznym
Przekroje stosujemy w celu pokazania szczegółów budowy wewnętrznej rysowanego
przedmiotu. Rzut przedmiotu w przekroju powstaje poprzez przecięcie tego przedmiotu w myśli
tzw. płaszczyzną przekroju tak, by ukazać szczegóły budowy wewnętrznej potrzebne do
dokładnego przedstawienia tego przedmiotu. Przekrój jest scharakteryzowany na rysunku poprzez
zaznaczenie śladu płaszczyzny przekroju za pomocą dwóch krótkich odcinków narysowanych
linią grubą leżących na tym śladzie oraz dwóch strzałek prostopadłych do tych odcinków.
Płaszczyzna przekroju oznaczona powinna być dwiema jednakowymi dużymi literami alfabetu.
Przekroje kreskuje się liniami cienkimi nachylonymi do poziomu pod kątem 45°.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
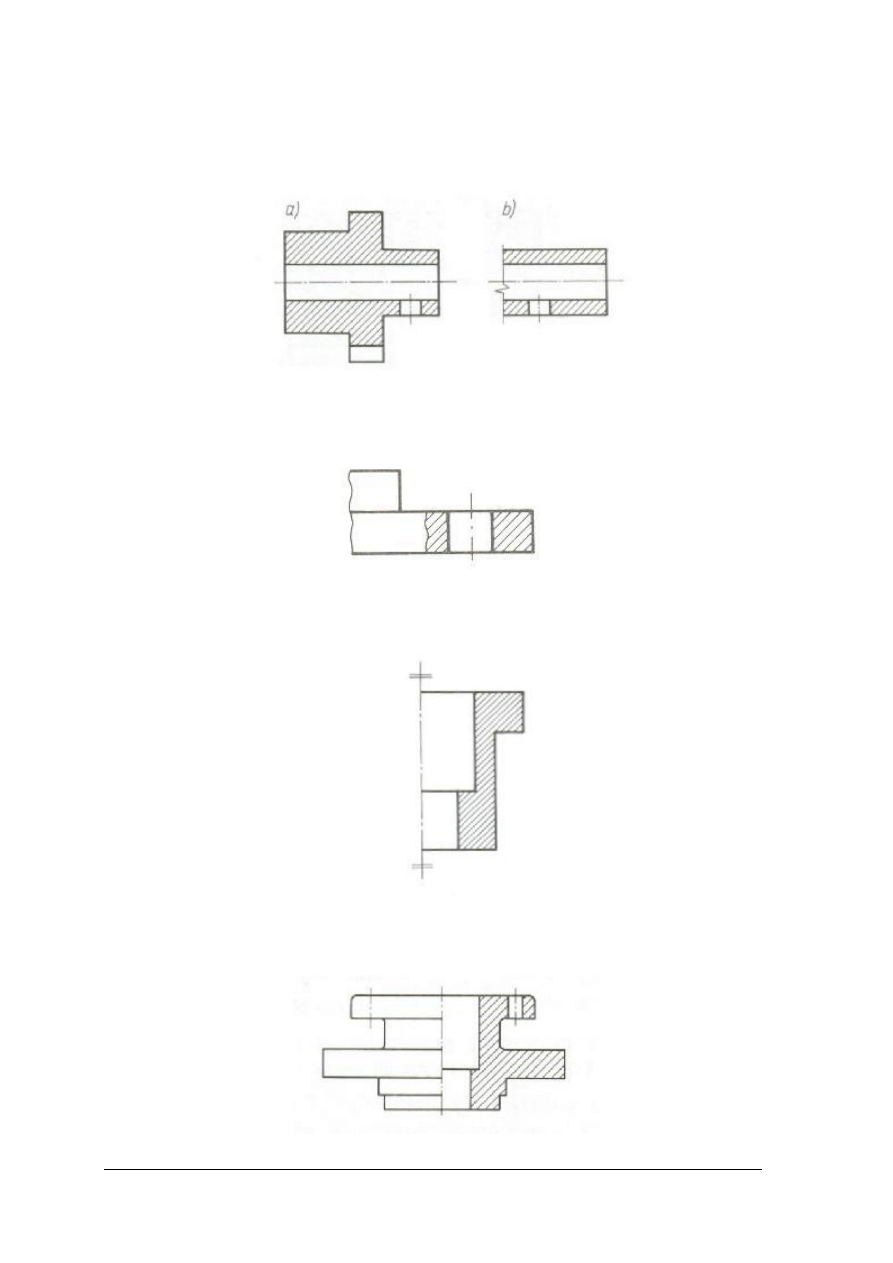
Do podstawowych rodzajów przekrojów zaliczamy:
−
przekrój kompletny ukazujący cały przedmiot w przekroju (rys. 9a.),
−
przekrój częściowy pokazujący część przedmiotu w przekroju (rys. 9b.),
Rys. 9. Przekrój: a) kompletny b) częściowy [4, s. 98]
−
przekrój cząstkowy służący do pokazania niewielkiego szczegółu w budowie
wewnętrznej przedmiotu (rys. 10),
Rys. 10. Przekrój cząstkowy [4, s. 99]
−
półprzekrój przedstawiający połowę przedmiotu posiadającego główną oś symetrii
(rys. 11),
Rys. 11. Półprzekrój [4, s. 100]
−
półwidok-półprzekrój ukazujący połowę przedmiotu w przekroju a drugą połowę
w widoku (rys. 12),
Rys. 12. Półwidok-półprzekrój [4, s. 101]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
−
przekrój poprzeczny otrzymywany przez przecięcie przedmiotu płaszczyzną przekroju
prostopadłą do głównej osi symetrii przedmiotu (rys. 13),
Rys. 13. Przekrój poprzeczny [4, s. 104]
−
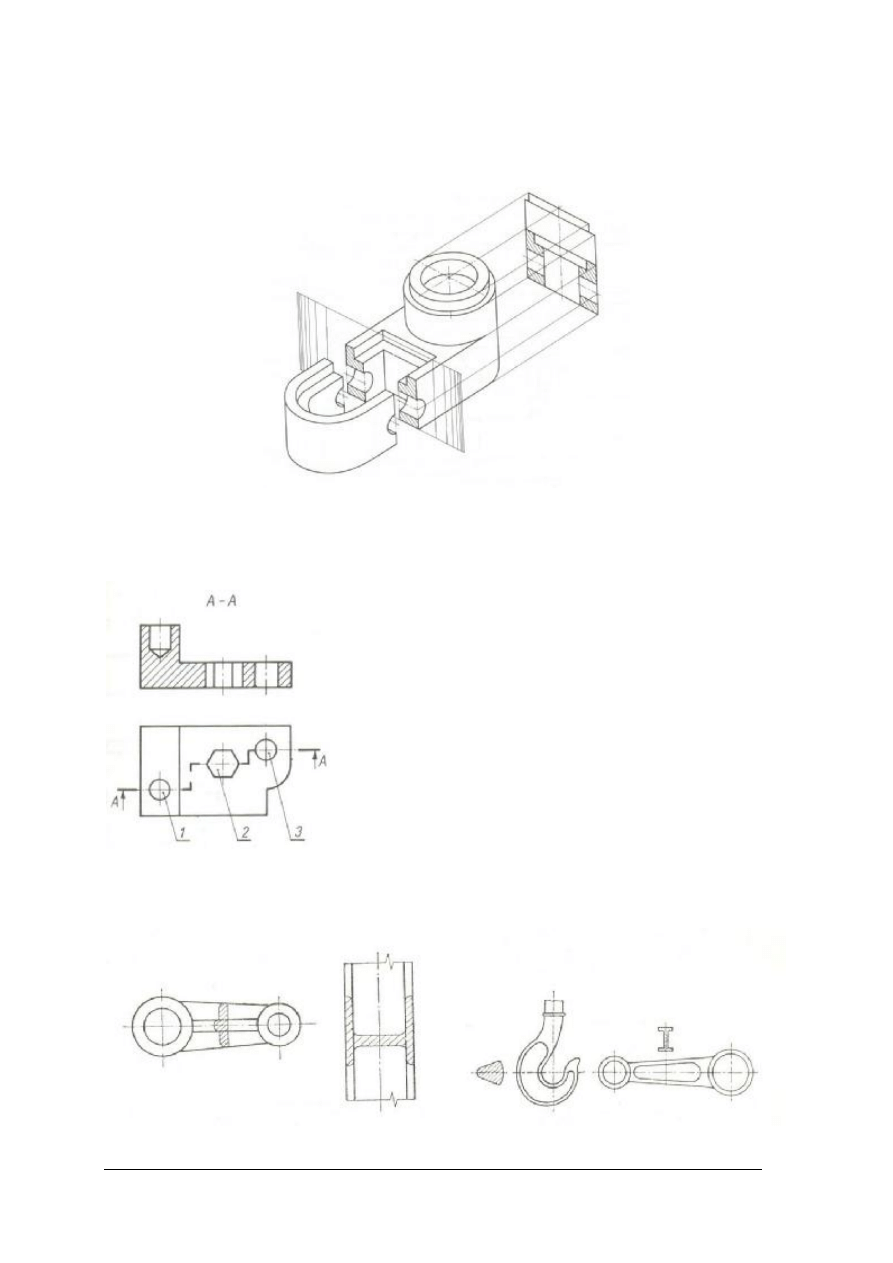
przekrój stopniowy z dwiema lub więcej płaszczyznami przekroju tworzącymi linie
łamaną o kątach prostych (rys. 14),
1, 2, 3, elementy budowy wewnętrznej
przedmiotu nie leżące w jednej płaszczyźnie
Rys. 14. Przekrój stopniowy [4, s. 105]
−
kłady przekrojów poprzecznych powstające przez obrócenie przekroju poprzecznego
o kąt 90˚ wokół śladu płaszczyzny tego przekroju (rys. 15).
Rys. 15. Kłady przekroju poprzecznego [2, s. 105]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Wymiarowanie rysunkowe
W celu wykonania zaprojektowanej części należy odwzorować jej kształt oraz podać
niezbędne wymiary. Wymiarowanie polega na podaniu wymiarów koniecznych na widokach,
przekrojach i kładach przedmiotu. Elementy wymiaru rysunkowego podane są na rysunku 16.
1. linia wymiarowa,
2. grot linii wymiarowej,
3. liczba wymiarowa,
4. pomocnicza linia wymiarowa,
5. znak wymiarowy.
Rys. 16. Elementy wymiaru rysunkowego [4, s. 124]
Główne linie wymiarowe zakończone są grotami i rysujemy je linią cienką. Jeżeli
podajemy wymiar odcinka linii prostej, to główna linia wymiarowa jest równoległa do tego
odcinka. Wówczas umieszczamy też jedną (w przypadku wymiarowania np. średnicy
w półwidoku lub półprzekroju) lub dwie linie pomocnicze prostopadłe do głównej linii
wymiarowej. Sposoby wymiarowania kątów, łuków i średnic okręgów przedstawione są na
rys. 17.
Rys. 17. Wymiarowanie podstawowych elementów rysunkowych [4, s. 125]
Porządkowe zasady wymiarowania:
−
zasada niepowtarzania wymiarów: nie należy jednego wymiaru podawać więcej niż jeden
raz,
−
zasada pomijania wymiarów oczywistych: np. nie podaje się wymiarów kątów 0° i kątów
90°,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
−
zasada grupowania wymiarów: wymiary jednego szczegółu powinny być podane na
jednym rzucie.
Zasady wynikające z potrzeb konstrukcyjnych:
−
zasada niezamykania łańcuchów wymiarowych: w łańcuchu wymiarowym należy
pominąć jeden z wymiarów,
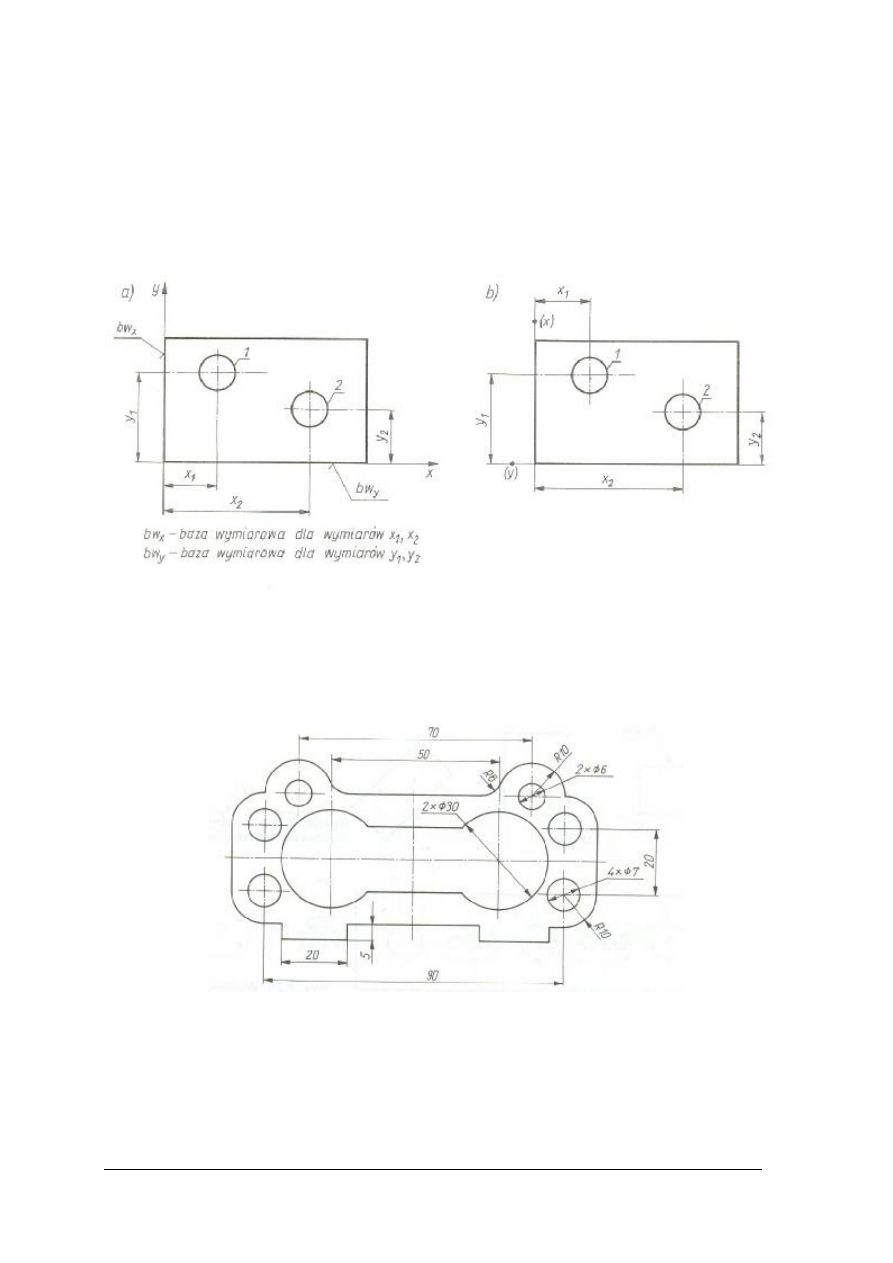
−
zasada wymiarowania od baz wymiarowych: bazą wymiarową może być płaszczyzna,
krawędź lub oś symetrii przedmiotu (rys. 18).
Rys. 18. Wymiarowanie od baz wymiarowych [4, s. 149]
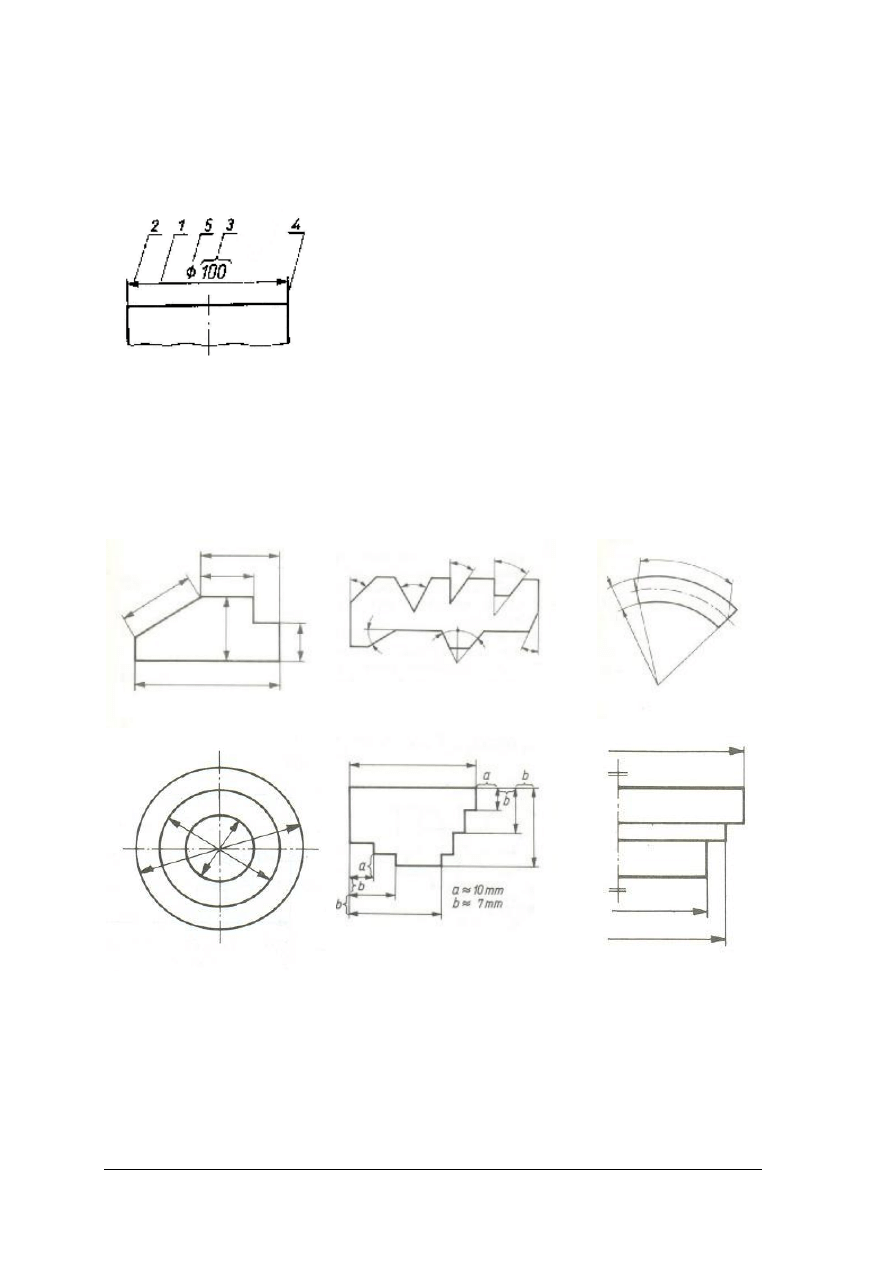
Uproszczenia wymiarowe:
–
elementy symetrycznie rozmieszczone wewnątrz zarysu przedmiotu wymiarujemy tylko
jeden raz, starając się grupować wymiary w jednym rzucie (rys. 19),
Rys. 19. Wymiarowanie elementów rozmieszczonych symetrycznie [8, s. 137]
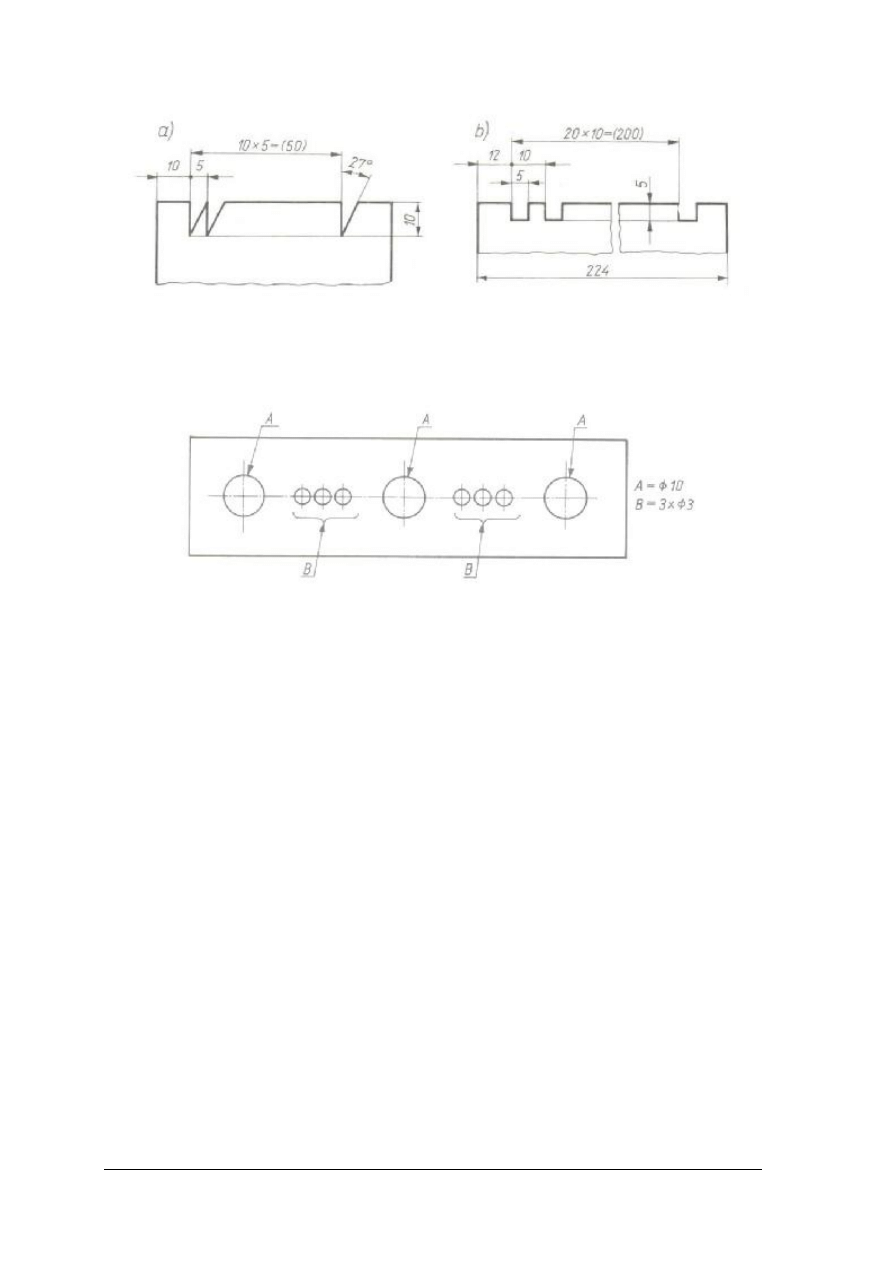
−
jeżeli w przedmiocie powtarzają się identyczne elementy, to podajemy wymiar tylko
pierwszego z nich, odległość pomiędzy nim i następnym elementem oraz odległość
między elementami skrajnymi (rys. 20),
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Rys. 20. Wymiarowanie elementów jednakowych powtarzających się [4, s. 57]
−
jeżeli występują grupy elementów identycznych, to oznaczamy je tym samym symbolem
literowym a w pobliżu rzutu podajemy objaśnienia (rys. 21).
Rys. 21. Wymiarowanie grupy elementów [4, s. 138]
Rodzaje rysunku technicznego
Do głównych rodzajów rysunku technicznego należą:
−
rysunek złożeniowy pokazujący całe urządzenie lub jego część (elementy na tym rysunku
pokazane są w pozycji współpracy ze sobą) na którym podajemy tylko wymiary główne,
−
rysunek wykonawczy pokazujący tylko jedną, niepodzielną część z uwzględnieniem
wszystkich wymiarów, koniecznych do wykonania tej części,
−
rysunki zestawieniowe łączące rysunki wykonawcze i złożeniowe poszczególnych części,
−
rysunki montażowe pokazujące wzajemne położenie poszczególnych części i sposób ich
montażu,
−
rysunki elektryczne pokazujące części funkcjonalne i właściwości obiektu elektrycznego.
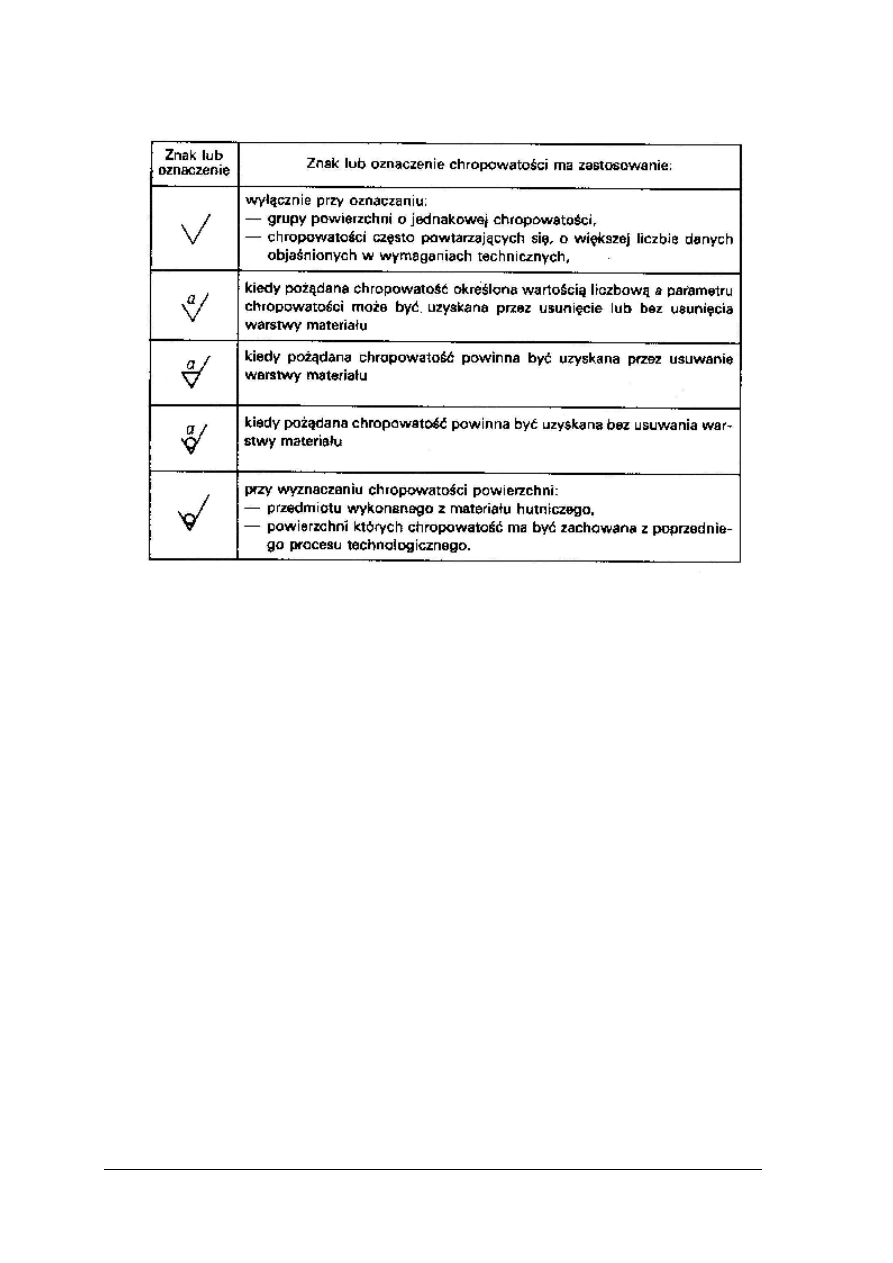
Chropowatość powierzchni
Chropowatość powierzchni spowodowana jest nierównościami powstającymi podczas
obróbki. Wartość chropowatości wyrażana jest na rysunkach w µm. Do opisu chropowatości
używane są dwa parametry: Ra – średnia arytmetyczna odchylenia profilu chropowatości
i Rz – wysokość chropowatości wg 10 punktów (średnia arytmetyczna wysokości pięciu
punktów i głębokości pięciu (punktów). Zastosowanie znaków chropowatości pokazano
w tabeli na rys. 22.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Tabela 2 Znaczenie znaków chropowatości [4, s. 165]
Oznaczenie chropowatości umieszczamy na liniach zarysu przedmiotu, pomocniczych
liniach wymiarowych lub na liniach wymiarowych i ich przedłużeniach.
Tolerowanie wymiarów – pojęcia podstawowe
Wymiarem nominalnym nazywamy wymiar przedstawiany na rysunkach. Względem
tego wymiaru określa się odchyłki. Wymiarem rzeczywistym nazywamy taką wartość, jaką
by otrzymano po przeprowadzeniu bezbłędnego pomiaru. Wymiarem zaobserwowanym
nazywamy wartość otrzymaną za pomocą pomiaru z odpowiednią dokładnością. Wymiarami
granicznymi nazywamy takie wymiary, między którymi znajduje się wymiar zaobserwowany
(lub którym ten wymiar jest równy). Odchyłką górną nazywamy różnicę pomiędzy wymiarem
granicznym górnym i nominalnym a odchyłką dolną nazywamy różnicę pomiędzy wymiarem
granicznym dolnym i wymiarem nominalnym. Wymiarem tolerowanym nazywamy taki
wymiar, dla którego są określone odchyłki dopuszczalne.
Tolerowanie swobodne
W tym sposobie tolerowania odchyłki są przyjmowane przez projektującego. Wartości
odchyłek podaje się za wymiarem nominalnym za pomocą małych liczb z odpowiednimi
znakami. Jeżeli odchyłki różnią się tylko znakiem, to piszemy wartość bezwzględną tych
odchyłek poprzedzając ją znakami + i -.
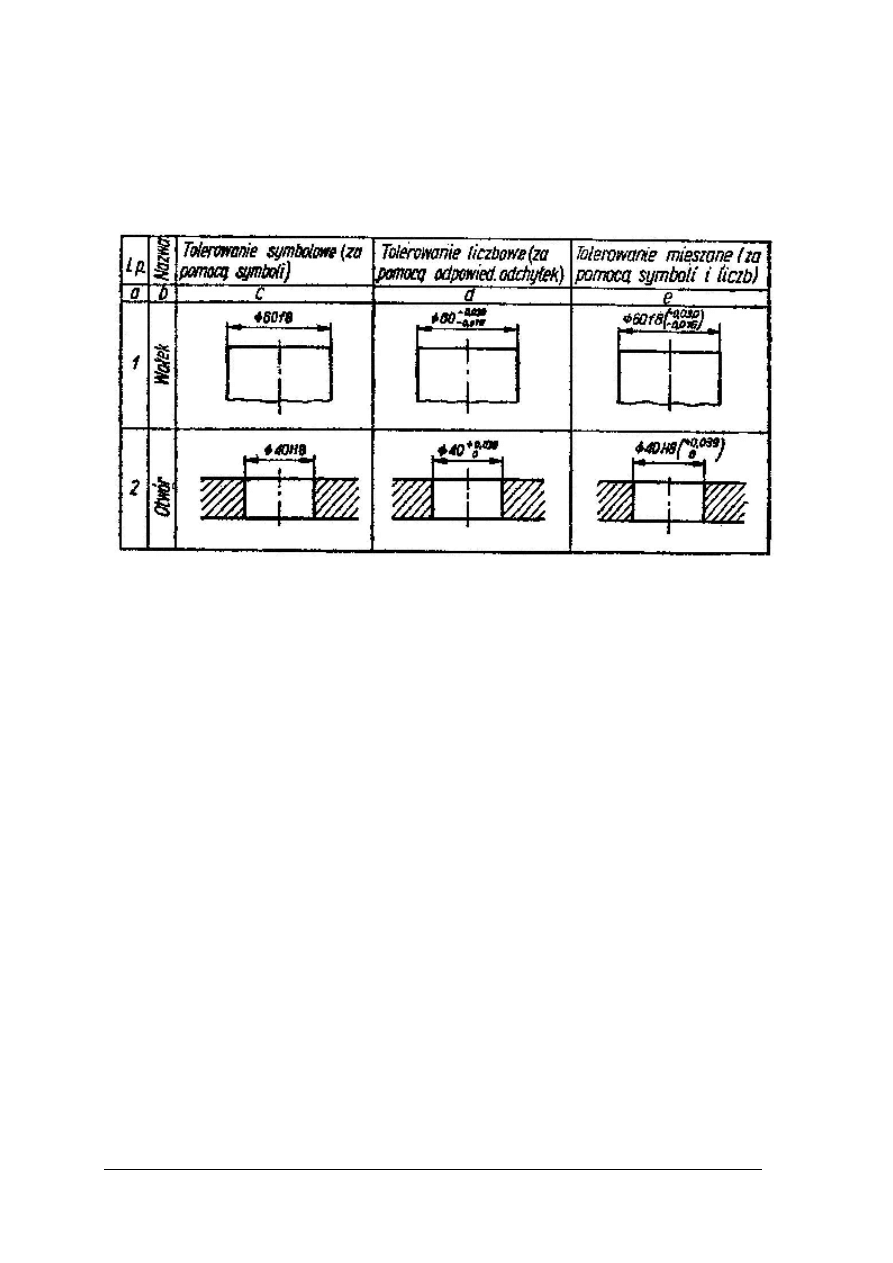
Tolerowanie symbolowe
Zapis tego tolerowania składa się z wymiaru nominalnego, symbolu literowego położenia
pola tolerancji i z symbolu cyfrowego klasy dokładności.
Tolerowanie liczbowe
W tym sposobie tolerowania po wymiarze nominalnym podajemy wartości odchyłek
ustalonych w normach w zależności od przyjętego położenia pola tolerancji.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Tolerowanie mieszane
W tolerowaniu mieszanym za wymiarem nominalnym podajemy symbol położenia pola
tolerancji i klasę dokładności oraz w nawiasach wartości odchyłek odpowiadających tej
tolerancji. Sposoby tolerowania normalnego wymiarów przedstawia tabela.
Tabela 3 Sposoby tolerowania normalnego wymiarów [2, s. 127]
Schematy montażowe
Schemat montażowy przedstawia połączenia pomiędzy częściami funkcjonalnymi
wyrobu z zaznaczeniem przewodów, rurociągów czy kabli oraz miejsca ich przyłączenia lub
wyprowadzenia. Schematy te rysuje się bez określenia podziałki. Wzajemne położenie części
może być zgodne z położeniem rzeczywistym ale nie musi. Do schematu montażowego
należy wykonać wykaz zespołów funkcjonalnych wyrobu. Zespół funkcjonalny może być
przedstawiony w postaci uproszczonych widoków i przekrojów, symboli graficznych
z Polskich Norm lub w postaci prostych figur geometrycznych. W przypadku braku
znormalizowanego symbolu graficznego można zastosować dowolny symbol z podaniem
objaśnienia jego znaczenia (objaśnienie to podaje się obok schematu).
Zasady wykonywania rysunków maszynowych
Na rysunkach wykonawczych przedstawiamy część maszynową bez uproszczeń. Rysunki
osi i wałów o nieskomplikowanej budowie pokazują te części w jednym rzucie.
Główna oś symetrii wału powinna być pozioma a czopy o większych średnicach powinny
być narysowane po lewej stronie arkusza rysunkowego. W przypadku wału o bardziej
skomplikowanej budowie należy oprócz rzutu głównego umieścić rzuty dodatkowe w postaci
przekrojów lub ich kładów. Na rysunkach wykonawczych należy podać wszystkie wymiary
średnic i długości czopów, symbole chropowatości oraz ewentualne rodzaje obróbki. Wyrób
maszynowy przedstawiany jest na rysunku złożeniowym. Rysunek ten zawiera obraz
przedmiotu w rzucie przedstawiającym jego położenie użytkowe. Ten rzut (główny)
odzwierciedla budowę całego wyrobu a inne rzuty jedynie uzupełniają informacje dotyczące
tej budowy. Na rysunku tym podajemy tylko wymiary gabarytowe. Wszystkie części
przedmiotu muszą być oznaczone numerami zgodnymi z wykazem części umieszczonym
w tzw. nadbudowie tabliczki rysunkowej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co oznaczają pojęcia: kierunek rzutowania, rzutnia, oś rzutów, rzut przedmiotu,
głębokość, wysokość i szerokość punktu?
2. Jak wyglądają rzuty figury płaskiej równoległej i prostopadłej względem rzutni?
3. Według jakiej zasady odwzorowujemy figury w dimetrii ukośnej?
4. Jakie są podstawowe rodzaje przekrojów?
5. Jakie znasz znaki wymiarowe?
6. Jakie są zasady wymiarowania wynikające z potrzeb konstrukcyjnych?
7. Jakie rodzaje przekrojów są stosowane w rysunku technicznym?
4.1.3. Ćwiczenia
Ćwiczenie 1
Przedstaw w rzutowaniu prostokątnym przedmiot pokazany w rzucie ukośnokątnym.
Rysunek do ćwiczenia 1
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy wraz z potrzebnymi przyborami,
2) dokonać wyboru odpowiedniego układu rzutni i odpowiedniego ustawienia przedmiotu
względem rzutni głównej,
3) wykonać rzuty przedmiotu z uwzględnieniem linii niewidocznych.
Wyposażenie stanowiska pracy:
–
poradnik dla ucznia,
–
materiały i przybory rysunkowe,
–
zestaw przyrządów kreślarskich.
Ćwiczenie 2
Na rysunku pokazana jest figura w rzucie ukośnym w przekroju wzdłużnym. Wykonaj
rzuty prostokątne tej figury (w odpowiedniej ilości). Za pomocą zaproponowanego przekroju
pokaż budowę wewnętrzną oraz zwymiaruj tą figurę.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Rysunek do ćwiczenia 2 [8,s. 118]
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zanalizować przekrój zaproponowany na podanym rysunku,
2) dokonać prawidłowego ustawienia przedmiotu względem rzutni pionowej,
3) wykonać rzut główny zarysu przedmiotu oraz zaznaczyć ślady płaszczyzny przekroju,
4) za pomocą odpowiedniego przekroju ukazać wszystkie istotne elementy budowy
wewnętrznej przedmiotu,
5) nanieść wszystkie wymiary niezbędne do wykonania przedmiotu.
Wyposażenie stanowiska pracy:
–
poradnik dla ucznia,
–
zestaw przyrządów kreślarskich,
–
literatura wskazana przez nauczyciela.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować
cel
stosowania
normalizacji
w
rysunku
technicznym?
2) opisać układy rzutni w rzutowaniu prostokątnym metodą europejską?
3) odwzorować nieskomplikowaną część maszynową w układzie rzutni
prostokątnych?
4) wymienić i scharakteryzować porządkowe zasady wymiarowania
i zasady wynikające z potrzeb konstrukcyjnych?
5) odwzorować zewnętrzne i wewnętrzne zarysy przedmiotu z użyciem
odpowiedniego rodzaju przekroju oraz zwymiarować ten przedmiot?
6) scharakteryzować
różnice
pomiędzy
rysunkiem
złożeniowym
a wykonawczym?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.2. Materiały konstrukcyjne, pomiary warsztatowe
4.2.1. Materiał nauczania
Właściwości materiałów
W urządzeniach elektronicznych stosuje się wiele rodzajów materiałów o bardzo
zróżnicowanych właściwościach. Materiały te mogą być naturalne – wytworzone przez siły
przyrody lub sztuczne – powstające z materiałów naturalnych w różnego rodzaju procesach
technologicznych. Cechy materiałów oraz ich użyteczność określają właściwości
fizykochemiczne.
Do właściwości fizycznych zaliczamy te cechy materiałów, które zależą od działania
czynników fizycznych tj. temperatury, naprężeń, pola elektrycznego i magnetycznego. Należą
do nich:
−
gęstość,
−
temperatura topnienia,
−
temperatura wrzenia,
−
przewodność cieplna i elektryczna,
−
własności magnetyczne,
−
rozszerzalność cieplna.
Właściwości chemiczne charakteryzują stopień zdolności materiałów do wchodzenia
w reakcje chemiczne z otoczeniem np. utlenianie, odporność na korozję.
Właściwości fizyczne określające zachowanie się materiałów pod wpływem obciążeń
mechanicznych nazywa się własnościami mechanicznymi. Własności te stanowią zespół cech
określających zdolność do przeciwstawiania się działaniu sił zewnętrznych oraz zmian
temperatury. Należą do nich:
−
wytrzymałość,
−
twardość,
−
udarność.
Zespół cech charakteryzujących zachowanie się materiałów w procesach wytwarzania
i eksploatacji to własności technologiczne. Należą do nich:
−
lejność,
−
plastyczność,
−
skrawalność,
−
ścieralność.
Rodzaje materiałów
Wszystkie pierwiastki występujące w przyrodzie można podzielić na metale i niemetale.
Metale
stanowią
znaczną
większość
pierwiastków
i
posiadają
następujące
charakterystyczne własności: dobra przewodność cieplna i elektryczna, połysk,
nieprzezroczystość, plastyczność. Technicznie czyste metale to znaczy takie, które zawierają
pewną niewielką ilość zanieczyszczeń pochodzących z procesów metalurgicznych są rzadko
używane do wyrobu przedmiotów użytkowych, natomiast ze względu na ich dobrą
przewodność elektryczną maja zastosowanie na przykład w produkcji przewodów (miedź,
aluminium).
Jako materiały konstrukcyjne używane są najczęściej stopy metali, to znaczy materiały
powstające przez stopienie ze sobą różnych metali i niemetali w takich proporcjach by
uzyskać pożądane właściwości mechaniczne i technologiczne.
Podstawowymi stopami stosowanymi w technice są stopy żelaza (Fe) z węglem (C).
Produktem wyjściowym z którego otrzymuje się techniczne stopy żelaza z węglem jest

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
surówka otrzymywana z rudy żelaza w wielkim piecu. Z jej przeróbki w wyniku złożonych
procesów technologicznych uzyskuje się stale, staliwa oraz żeliwa.
Stalą nazywamy stop żelaza z węglem i innymi pierwiastkami o zawartości węgla do
2%, który po odlaniu i skrzepnięciu jest poddany obróbce plastycznej.
Ten sam materiał lecz nie podlegający obróbce plastycznej nazywa się staliwem. Staliwa
są używane na odlewy elementów bardziej obciążonych oraz w zależności od zastosowanych
składników
stopowych
na
elementy
pracujące
w
podwyższonej
temperaturze
i w środowiskach korozyjnych.
Odlewnicze stopy żelaza z węglem i innymi dodatkami zawierające 2–6,67% węgla
nazywamy żeliwami. Ze względu na bardzo dobre właściwości odlewnicze, żeliwa stosuje się
do odlewania różnorodnych części maszyn i pojazdów samochodowych.
Ilość węgla w stopach ma zasadniczy wpływ na twardość materiału. Wraz ze
zwiększeniem zawartości procentowej węgla w stopie rośnie twardość materiału, a więc
również odporność na ścieranie a maleje odporność na uderzenia (udarność).
W stopach żelaza z węglem ważną rolę odgrywają dodatkowe pierwiastki, z których
część jest dodawana do stopu celowo, a część stanowi zanieczyszczenia:
−
siarka (S) i fosfor (P) są domieszkami szkodliwymi powodują one kruchość materiału
i pogarszają właściwości plastyczne oraz udarność,
−
chrom (Cr) jako dodatek stopowy w stalach zwiększa wytrzymałość, twardość
i odporność na ścieranie oraz polepsza właściwości antykorozyjne a ponadto uodparnia
on materiał na działanie czynników chemicznych i wysokiej temperatury,
−
dodatek niklu (Ni) w stalach działa podobnie jak chrom oraz zwiększa ciągliwość stali,
−
krzem (Si) jest pierwiastkiem, który zwiększa sprężystość i wytrzymałość stali oraz
zwiększa oporność elektryczną, z udziałem krzemu (0,5–2,5%) produkowane są stale
resorowe i sprężynowe,
−
wolfram (W) nadaje stali drobnoziarnistość, zwiększa hartowność, twardość i odporność
na zużycie.
Ze względu na skład chemiczny stale dzieli się na węglowe i stopowe.
Uwzględniając zastosowanie stale dzielimy na:
−
konstrukcyjne – stosowane do wyrobu części i urządzeń oraz elementów konstrukcji,
−
narzędziowe – stosowane do wyrobu różnego rodzaju narzędzi oraz bardziej
odpowiedzialnych części przyrządów pomiarowych,
−
o szczególnych właściwościach – stale te mają zastosowanie na części maszyn i urządzeń
pracujących w ośrodkach korodujących i w podwyższonej temperaturze.
W grupie stali o szczególnych właściwościach można wyróżnić: stale o specjalnych
właściwościach magnetycznych twarde (stosowane na magnesy do prądnic, silników prądu
stałego) oraz miękkie (w postaci blach stosowane są na rdzenie transformatorów). Dodatkami
stopowymi kształtującymi właściwości magnetyczne stali są: krzem (Si), aluminium (Al),
nikiel (Ni), kobalt (Co).
Szczegółowy podział stali oraz stosowane oznaczenia symbolowe podają Polskie Normy.
Metale nieżelazne i ich stopy
Do podstawowych metali nieżelaznych używanych w technice należą: miedź (Cu),
aluminium (Al), magnez (Mg), cynk (Ze), cyna (Sn), ołów (Pb).
Miedź jest metalem (barwa czerwonozłota) plastycznym, dobrze przewodzącym ciepło
i prąd elektryczny, odpornym na korozję. Jest ona stosowana na przewody elektryczne,
elementy chłodnic, elementy aparatury chemicznej oraz jako składnik stopów. Wadą czystej
miedzi ograniczającą jej zastosowanie na przewody elektryczne jest stosunkowo mała

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
wytrzymałość mechaniczna. Może ona zostać zwiększona przez stopienie miedzi ze srebrem,
miedzi z kadmem, miedzi z manganem.
Do najważniejszych stopów miedzi należą: mosiądze (stop miedzi z cynkiem oraz
innymi pierwiastkami) oraz brązy. W zależności od głównego składnika stopowego brązy
dzieli się na: cynowe, aluminiowe, berylowe, krzemowe i inne. Zarówno brązy jak i mosiądze
w zależności od dodatków stopowych i przeznaczenia dzieli się na odlewnicze oraz do
obróbki plastycznej.
Aluminium (barwa srebrzystobiała) jest metalem odpornym na korozję oraz dobrym
przewodnikiem ciepła i elektryczności. Zastosowanie aluminium w stanie czystym jest
ograniczone, ze względu na małą wytrzymałość, i sprowadza się do wytwarzania przewodów
elektrycznych, folii, wyrobu farb oraz jako składnik stopowy. Znacznie większe zastosowanie
mają stopy aluminium często nazywane stopami lekkimi. Najczęściej stosowanymi dodatkami
stopowymi są: miedź, mangan, krzem, nikiel i cynk. Dodatki stopowe zwiększają
wytrzymałość, odporność na korozję i polepszają skrawalność. Stopy aluminium dzielimy na
odlewnicze oraz do obróbki plastycznej.
Ważną grupę stopów aluminium stanowią durale czyli stopy aluminium, miedzi oraz
magnezu. Są one stosowane na obciążone elementy konstrukcji lotniczych oraz na części
pojazdów samochodowych oraz na konstrukcje budowlane. Charakteryzują się dużą
odpornością na korozję, małym ciężarem właściwym i znaczną wytrzymałością.
Stopy aluminium, których głównym składnikiem stopowym jest krzem noszą miano
siluminów.
Magnez jest bardzo lekkim metalem lecz o niskich właściwościach mechanicznych
i dużej aktywności chemicznej. Ze względu na te właściwości ma on ograniczone
zastosowanie w technice. Głównie jest on stosowany do wyrobu stopów oraz jako dodatek
stopowy. Z uwagi na to, że stopy magnezu w połączeniu z tlenem tworzą substancję
wybuchową, nie można tych stopów podczas obróbki chłodzić wodą, a przy ich szlifowaniu
należy stosować urządzenia do pochłaniania pyłu. Stopy magnezu dzielimy na odlewnicze
oraz do obróbki plastycznej. Głównym składnikiem stopów magnezu jest aluminium, cynk,
mangan. Stopy magnezu są najlżejszymi ze znanych i ta cecha wyznacza zakres stosowania
tych materiałów (głównie w konstrukcjach lotniczych i przemyśle motoryzacyjnym). Stopy
magnezu z aluminium i cynkiem naszą nazwę elektronów.
Cynk jest metalem o dobrych właściwościach plastycznych i niskiej temperaturze
topnienia. Stosuje się go głównie jako powłoki przeciwkorozyjne na pokrycia blach i drutów,
również jest wykorzystywany do produkcji baterii elektrycznych. Stopy cynku nazywamy
znalami, zawierają one oprócz cynku aluminium i miedź.
Cyna ma właściwości mechaniczne tak niskie, że nie nadaje się jako materiał
konstrukcyjny. W czystej postaci cynę stosuje się cynowania blach oraz jako dodatek
stopowy. Szeroko stosowanym stopem cyny z ołowiem jest cyna lutownicza stosowana jako
spoiwo podczas lutowania.
Korozja metali
Korozją nazywamy stopniowe niszczenia metali wskutek chemicznego lub
elektrochemicznego oddziaływania środowiska. Ośrodkiem powodującym korozję może być:
powietrze, gazy, woda, roztwory kwasów, zasad, soli, ziemia itp.
Metalami odpornymi na korozję są: platyna, złoto, srebro, pozostałe metale w mniejszym
lub większym stopniu poddają się działaniu korozji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Rozróżnia się dwa podstawowe rodzaje korozji:
−
chemiczną,
−
elektrochemiczną.
Korozja chemiczna polega na niszczącym działaniu gazów lub cieczy nie będących
elektrolitami na powierzchnię materiału. W wyniku takiego oddziaływania na powierzchni
metalu mogą tworzyć się tlenki, siarczki, węgliki lub azotki. Czasem powstałe związki ściśle
przylegają do materiału tworząc warstwę chroniącą przed dalszą korozją, częściej jednak
powstała warstwa źle przylega do przedmiotu, odpada od niego powodując narastanie procesu
korozyjnego.
Korozja elektrochemiczna jest procesem niszczenia metalu związanym z przepływem
prądu elektrycznego przez granicę faz metal – elektrolit. Źródłem prądu elektrycznego są
miejscowe ogniwa, które powstają wskutek zetknięcia się metalu z elektrolitem, a przyczyną
ich powstania mogą być: niejednorodność struktury materiału, nierównomierny dostępu tlenu
do powierzchni metalu, różnica temperatury, połączenie dwóch różnych metali w obecności
elektrolitu itp.
Można wyróżnić następujące rodzaje korozji elektrochemicznej:
−
korozja atmosferyczna (zachodzi przy dużej wilgotności powietrza),
−
korozja morska (w wodzie morskiej),
−
korozja ziemna.
W zależności od przebiegu niszczenia materiału przez korozję można ją podzielić na:
−
równomierną, obejmującą swoim zasięgiem cała powierzchnię przedmiotu,
−
miejscową, występującą w postaci plam lub wżerów,
−
międzykrystaliczną, występującą na granicy ziaren materiału.
Ochrona przed korozją polega głównie na właściwym doborze materiałów konstrukcji
narażonych na korozję oraz nakładaniu i wytwarzaniu powłok ochronnych.
Powłoki ochronne i dekoracyjne
Powłoki ochronne i dekoracyjne można podzielić na powłoki nakładane oraz powłoki
wytwarzane.
Nakładanie i wytwarzanie powłok można przeprowadzać metodami:
−
mechanicznymi (malowanie pędzlem, pistoletem, zanurzanie w odpowiednich kąpielach,
napylanie),
−
chemicznymi
(czernienie
czyli
utlenianie
w
roztworach,
fosforanowanie,
chromianowanie),
−
elektrochemicznymi (metody galwaniczne np. miedziowanie, niklowanie, chromowanie,
srebrzenie, złocenie).
Przed
nałożeniem
czy
wytworzeniem
powłoki
należy
wykonać
czynności
przygotowawcze polegające na oczyszczeniu i wygładzeniu powierzchni przedmiotu.
Oczyszczanie wykonuje się metodami mechanicznymi (szlifowanie, piaskowanie,
polerowanie, szczotkowanie) oraz chemicznymi (np. odtłuszczanie w rozpuszczalnikach).
Powierzchnię można oczyścić również za pomocą ultradźwięków.
Powłoki nakładane mogą być metalowe i niemetalowe. Powłoki metalowe wykonuje się
z niklu, miedzi, chromu, cyny, cynku, aluminium, srebra, kadmu. Grubość powłoki ochronnej
jest niewielka i wynosi zazwyczaj 0,001–0,025 mm.
Powłoki metalowe można nakładać przez:
−
zanurzenie w stopionym metalu, stosowane do pokrywania cyną lub cynkiem blach
żelaznych,
−
metalizacje natryskową polegającą na natryskiwaniu ciekłego metalu specjalnym
pistoletem,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
−
platerowanie (nawalcowywanie) proces polega na walcowaniu na gorąco blachy grubszej
z blachą cienką stanowiącą warstwę ochronną; platerowanie może być jedno lub
dwustronne,
−
pokrycie galwaniczne polegające na elektrolitycznym nanoszeniu cienkiej warstwy
metalu na przedmiot zanurzony w elektrolicie zawierającym sole nakładanego metalu;
pokrywany przedmiot podłączony jest do bieguna ujemnego źródła prądu, a biegun
dodatni do płyty z metalu, który nanosimy.
Powłoki nakładane niemetalowe oddzielają w sposób mechaniczny metal od
agresywnego ośrodka. Do tego typu powłok należą: farby, lakiery, lakiery piecowe, smoły,
asfalty, tworzywa sztuczne.
Powłoki wytwarzane metalowe powstają przez dyfuzję w wysokiej temperaturze metalu
ochronnego w głąb metalu chronionego. Można w ten sposób wprowadzić do stali aluminium,
cynk, chrom.
Powłoki wytwarzane niemetalowe powstają w wyniku różnorodnych procesów z których
najczęściej wykonuje się:
−
oksydowania (czernienia), powierzchnia stali pokrywa się warstwą ochronną tlenków
żelaza,
−
fosforanowania, na powierzchni stali powstają warstwy krystalicznych fosforanów
żelaza.
Tworzywa sztuczne
Głównym składnikiem tworzyw sztucznych są naturalne bądź syntetycznie otrzymywane
wielkocząsteczkowe związki tzw. polimery. W celu uzyskania określonych właściwości
użytkowych do polimerów dodaje się stabilizatory, utwardzacze, zmiękczacze, barwniki.
Podstawowymi zaletami tworzyw sztucznych są:
−
dobra odporność chemiczna,
−
łatwość formowania,
−
dobre właściwości mechaniczne,
−
możliwość barwienia,
−
dobre właściwości izolacyjne,
−
możliwość stosowania w różnych postaciach.
Do wad tworzyw sztucznych można zaliczyć: zazwyczaj niższą wytrzymałość niż metali i ich
stopów oraz małą odporność na działanie podwyższonej temperatury.
Tworzywa sztuczne dzielimy na:
−
elastomery (tworzywa, które pod wpływem rozciągania w temperaturze pokojowej
wykazują wydłużenie powyżej 100%),
−
plastomery (poddawane wzrastającemu obciążeniu zaczynają się odkształcać plastycznie
aż ulegają mechanicznemu zniszczeniu).
W grupie plastomerów rozróżniamy tworzywa termoplastyczne (termoplasty) oraz duroplasty
do których zaliczamy tworzywa termoutwardzalne i chemoutwardzalne.
Termoplasty każdorazowo pod wpływem zwiększonej temperatury miękną, a po jej
obniżeniu twardnieją ponownie (np. poliamidy). Ta cech powoduje, iż można je wielokrotnie
przerabiać.
Tworzywa termoutwardzalne pod wpływem temperatury przechodzą w stan plastyczny
umożliwiający ich kształtowanie lecz przetrzymywane w podwyższonej temperaturze
twardnieją nieodwracalnie (np. fenoplasty i aminoplasty).
Tworzywa chemoutwardzalne ulegają utwardzeniu już w temperaturze pokojowej pod
wpływem działania odpowiedniego utwardzacza (np. żywice poliestrowe i epoksydowe).
Podwyższenie temperatury przyśpiesza proces utwardzania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Główny składnik tworzyw sztucznych – żywice mogą być naturalne lub sztuczne. Żywice
sztuczne otrzymuje się w wyniku polimeryzacji lub polikondensacji substancji prostych.
Polimeryzacją nazywamy proces, podczas którego wielka liczba małych jednorodnych
cząsteczek (monomerów) łączy się ze sobą, tworząc jedną wielką cząsteczkę zwaną
polimerem. Proces ten nie powoduje równoczesnego powstawania innych produktów reakcji,
a powstające substancje mają taki sam skład chemiczny, jaki miały przed polimeryzacją.
Polikondensacją nazywamy reakcję przebiegającą stopniowo, podczas której powstaje
nowa substancja w wyniku oddziaływania na siebie dwóch lub więcej rodzajów małych
cząsteczek różnych substancji. Powstająca substancja ma masę cząsteczkową większą niż
każdy ze składników wchodzących w jej skład oraz różni się składem chemicznym od składu
reagentów. W procesie polikondensacji powstają ponadto substancje uboczne, jak np. woda,
amoniak lub chlorowodór [3, s. 180]
Tworzywa sztuczne mogą występować jako materiały konstrukcyjne, impregnacyjne,
powłokowe i jako kleje.
Do najczęściej stosowanych tworzyw termoplastycznych zaliczamy:
−
polistyren – odporny na działanie kwasów i zasad, przezroczysty można go barwić, jest
dobrym izolatorem; służy do wyrobu przedmiotów gospodarstwa domowego, galanterii,
zabawek, części samochodowych jest też stosowany w elektrotechnice,
−
polichlorek winylu – odporny na działanie czynników chemicznych, ma dobre
właściwości mechaniczne i elektroizolacyjne; stosuje się go na części wyposażenia
elektrycznego, do produkcji węży elastycznych, do budowy łodzi w przemyśle
samochodowym i lotniczym,
−
poliamidy – są stosowane do wyrobu przedmiotów gospodarstwa domowego, galanterii
samochodowej, elementów armatury sanitarnej,
−
polimetakrylan metylu zwany szkłem organicznym jest miedzy innymi stosowany do
wyrobu szyb lotniczych, szkieł do zegarków, soczewek,
−
polipropylen znajduje zastosowanie do produkcji artykułów technicznych, opakowań,
przedmiotów gospodarstwa domowego, włókien chemicznych,
−
policzterofluoroetylen (teflon) – posiada dużą odporność chemiczną, elastyczność, mały
współczynnik tarcia, jest niepalny. Stosuje się go do pokrywania naczyń kuchennych,
żelazek, na powierzchnie łożysk ślizgowych oraz w budowie maszyn i urządzeń
chemicznych.
Do najważniejszych duroplastów zaliczamy: fenoplasty (bakelity), aminoplasty, żywice
epoksydowe (miedzy innymi wytwarza się z nich kleje), niektóre żywice silikonowe. Żywice
silikonowe są m.in. stosowane jako: hydrożele stosowane jako implanty tkanek miękkich,
jako gumy silikonowe, jako oleje hydrauliczne, dodatki do farb, środki smarujące
i uszczelniające.
Tworzywa sztuczne w zależności od ich rodzaju mogą być przetwarzane przez:
odlewanie, prasowanie, wtryskiwanie, wytłaczanie i walcowanie.
Pomiary warsztatowe
Celem pomiarów warsztatowych jest sprawdzenie zgodności wykonania przedmiotu
obrabianego z rysunkiem technicznym.
Pomiar jest to doświadczalne wyznaczenie z określoną dokładnością miary danej wielkości.
Każdy pomiar jest obarczony błędem a wartość tego błędu wynika z niedokładności
przyrządu pomiarowego, z niedoskonałości wzroku osoby wykonującej pomiar oraz
warunków w których się on odbywa.
Pomiary zaleca się wykonywać w temperaturze ok. 20
°
C.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
W zależności od sposobu otrzymywania wyniku pomiaru rozróżniamy metodę pomiaru:
−
bezpośrednią, w której wartość wielkości mierzonej jest otrzymywana wprost, bez
konieczności wykonywania obliczeń (np. pomiar za pomocą suwmiarki średnicy wałka),
−
pośrednią, w której wartość wielkości mierzonej jest obliczana na podstawie pomiarów
wielkości związanych funkcyjnie z wielkością mierzoną. (np. wyznaczanie odległości
miedzy osiami otworów).
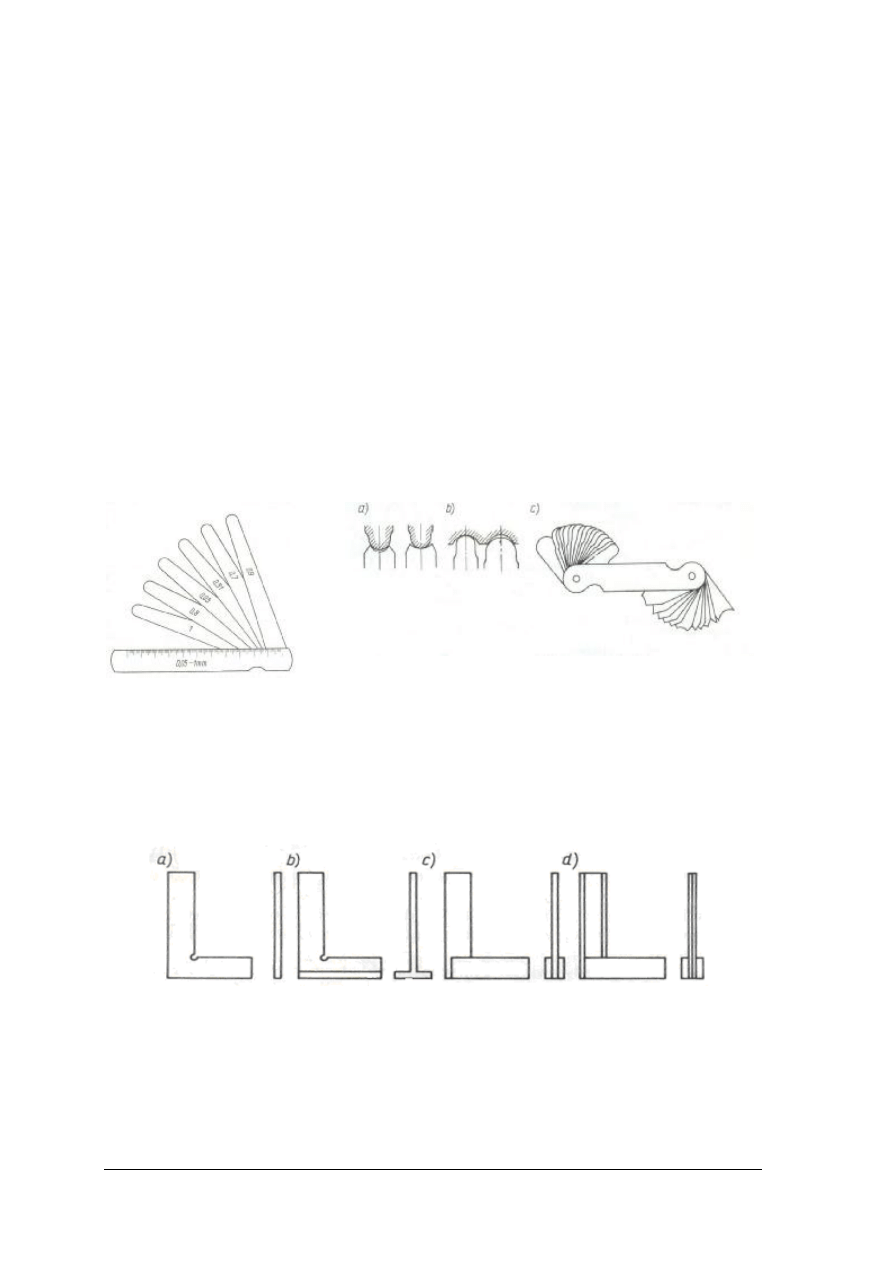
Do najczęściej używanych w praktyce warsztatowej narzędzi pomiarowych należą:
przymiary kreskowe, szczelinomierz, promieniomierz, liniał krawędziowy, kątowniki,
suwmiarka, mikrometr.
Przymiar kreskowy posiada podziałkę milimetrową (niektóre co pół milimetra) i służy
do mniej dokładnych pomiarów.
Szczelinomierz służy do określania wymiaru szczelin lub luzów między sąsiadującymi
powierzchniami. W zależności od wykonania szczelinomierze mają 11, 14, lub 20 płytek
o różnej grubości. Pomiar szczelinomierzem polega na porównaniu mierzonej szczeliny
z wybraną grubością płytki pomiarowej.
a)
b)
Rys. 22. Narzędzia pomiarowe: a) szczelinomierz, b) promieniomierz [3, s. 13]
Promieniomierze są to wzorniki do sprawdzania promieni zaokrągleń wypukłych
i wklęsłych. Sprawdzanie zaokrągleń polega na dopasowaniu takiego wzornika, który będzie
najlepiej przylegał do przedmiotu sprawdzanego.
Kątowniki są to wzorniki służące do sprawdzania kąta prostego.
Rys. 23. Kątowniki: a) płaski, b) ze stopą, c) z grubym ramieniem d) krawędziowy [3. s. 14]
Suwmiarka jest to przyrząd pomiarowy wyposażony w noniusz, przystosowany do
pomiarów zewnętrznych, wewnętrznych, a w przypadku gdy ma wysuwkę również do
pomiaru głębokości. Suwmiarki zazwyczaj mierzą z dokładnością 0,1; 0,05 oraz 0,02 mm.
Dokładność pomiaru zależy od konstrukcji noniusza. Jeżeli noniusz ma długość 9 mm i jest
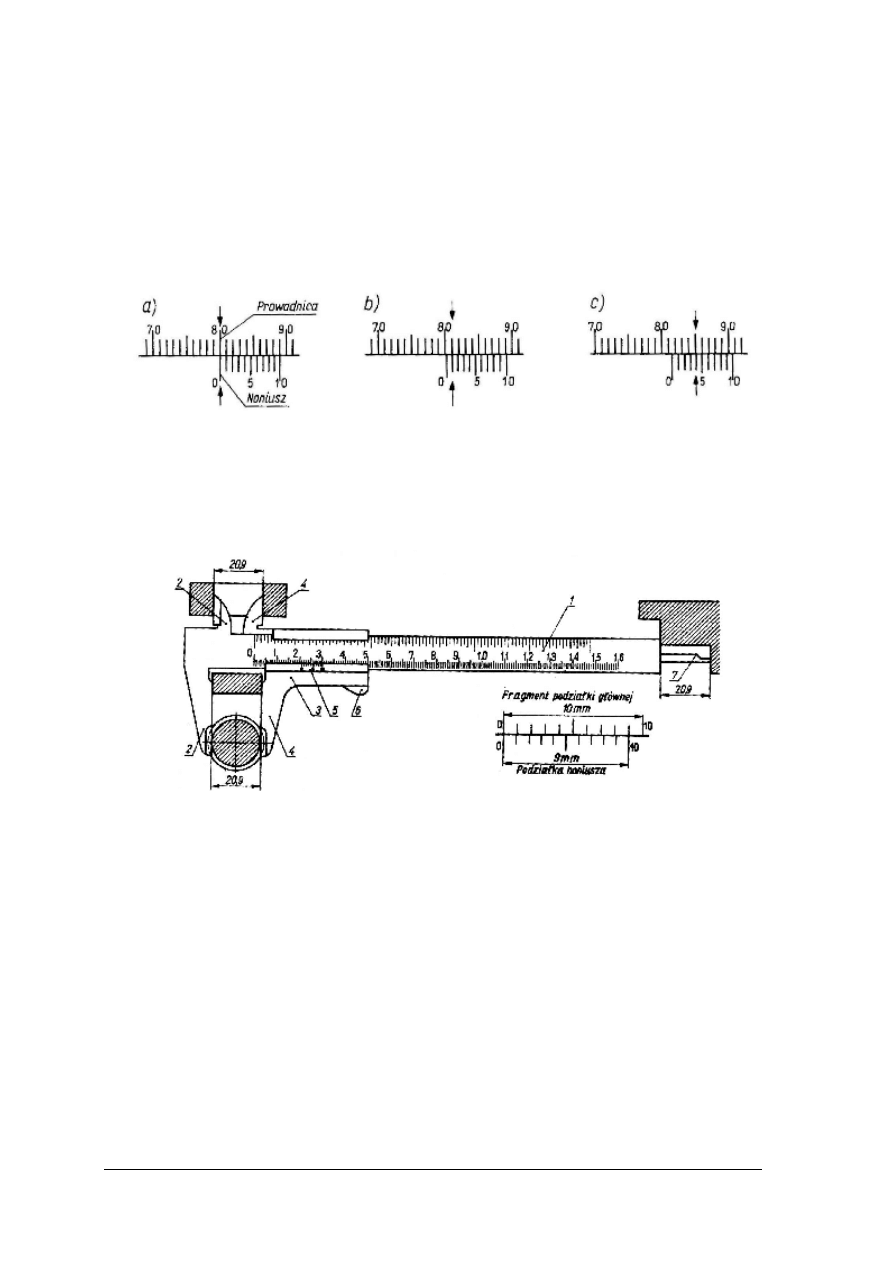
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
podzielony na 10 równych części to taką suwmiarką możemy mierzyć z dokładnością
0,1 mm.
W przypadku długości noniusza równej 19 mm i podzielonej na 20 części otrzymujemy
dokładność 0,05 a w przypadku noniusza o długości 49 mm i podzielonego na 50 części
dokładność pomiarowa wynosi 0,02 mm. Suwmiarki mogą być wyposażone w wyświetlacz
cyfrowy i zwykle dokładność pomiarowa takich przyrządów wynosi 0,01 mm. Na rysunku
zamieszczonym poniżej przedstawiono sposób odczytywania wymiaru dla suwmiarki
o dokładności pomiarowej 0,1 mm.
Rys. 24. Sposób odczytywania wymiaru dla suwmiarki o dokładności pomiarowej 0,1 mm, a) wymiar wynosi
80,0 mm, b) wymiar wynosi 80,1 mm, c) wymiar wynosi 81,4 mm [3, s. 16]
Budowę typowej suwmiarki przedstawia rysunek 25.
Rys. 25. Budowa typowej suwmiarki: 1 - prowadnica stalowa, 2 - szczęki nieruchome, 3 - suwak, 4 - szczęki
przesuwne, 5 - noniusz, 6 - zacisk blokujący, 7 - wysuwka do pomiaru głębokości [3, s. 15]
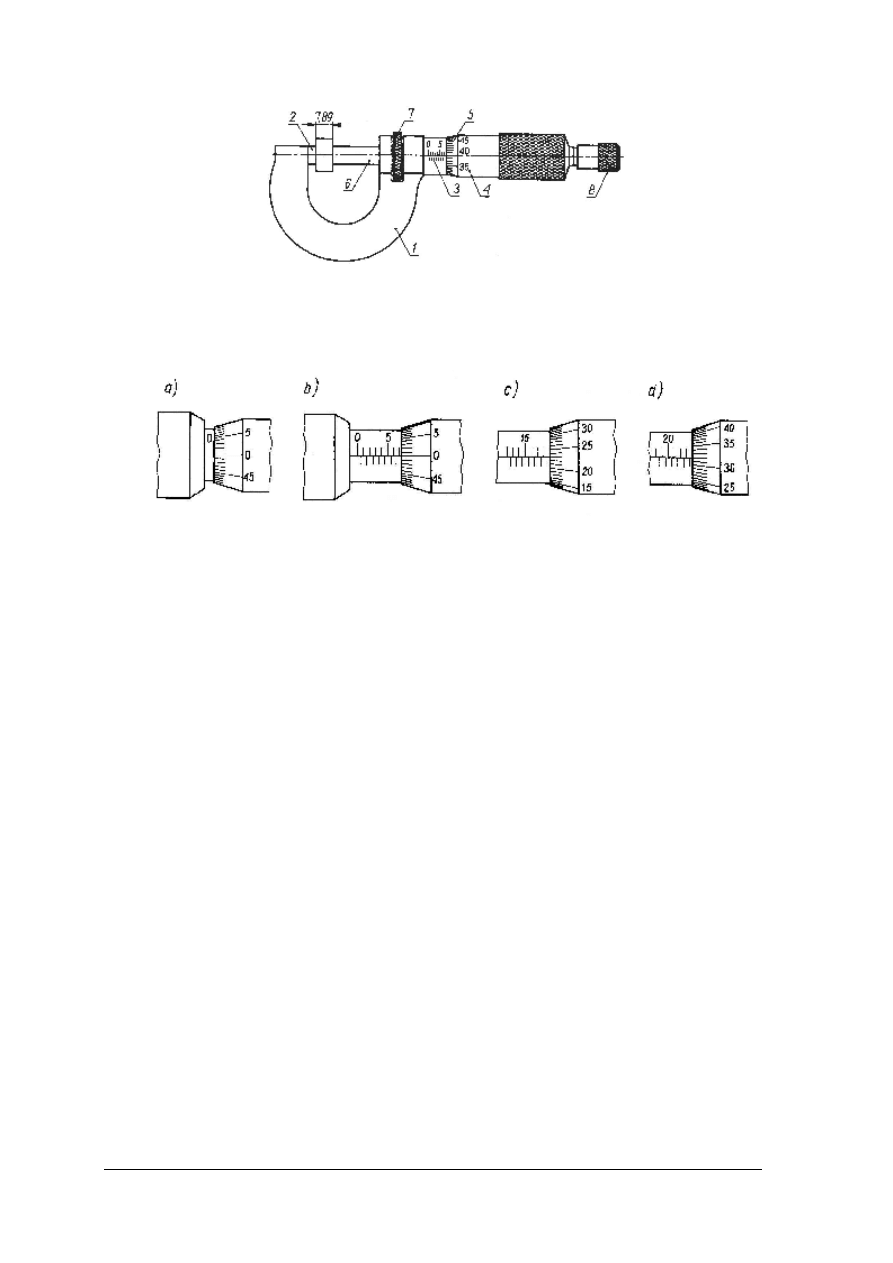
Mikrometr to przyrząd przeznaczony w zależności od konstrukcji do pomiaru
wymiarów zewnętrznych, wewnętrznych, głębokości oraz średnic (średnicówka). Przyrządy
te są wyposażone w śrubę mikrometryczną o skoku 0,5 mm co oznacza, iż pełny obrót bębna
powoduje przesunięcie wrzeciona o 0,5 mm. Dokładność pomiarowa przyrządów
mikrometrycznych wynosi 0,01 mm.
Konstrukcję przyrządu oraz sposób odczytu wymiaru przedstawiają rysunki 26, 27.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Rys. 26. Konstrukcja mikrometru: 1 - kabłąk, 2 - kowadełko, 3 - tuleja z nieruchomą podziałką wzdłużną,
4 - bębenek, 5 - podziałka poprzeczna, 6 - wrzeciono, 7 - zacisk ustalający, 8 - pokrętło sprzęgła
[3, s.17]
Rys. 27. Położenia bębenka podczas wskazywania wymiaru: a) 0,00 mm, b) 7,50 mm, c) 18,73 mm,
d) 23,82 mm [3, s. 18]
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie materiały konstrukcyjne stosuje się w urządzeniach elektronicznych?
2. Co to są właściwości fizyczne i chemiczne materiałów?
3. Co to są właściwości użytkowe i technologiczne?
4. Jakie właściwości mają tworzywa sztuczne?
5. Z jakich etapów składa się proces pokrywania wyrobów warstwami ochronnymi
i dekoracyjnymi?
6. Jakie rozróżniamy rodzaje powłok nakładanych?
7. Jakie rozróżniamy rodzaje powłok wytwarzanych?
8. Co to jest pomiar?
9. Jakie rozróżniamy rodzaje wymiarów?
10. Jakie przyrządy pomiarowe używane są do pomiarów warsztatowych i z jaką mierzą
dokładnością?
4.2.3. Ćwiczenia
Ćwiczenie 1
Dobierz materiał na obudowę do wybranego przez Ciebie układu do samodzielnego
montażu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić gabaryty urządzenia uwzględniając wielkość i rozmieszczenie poszczególnych
elementów układu,
2) ocenić dopuszczalną wagę urządzenia biorąc pod uwagę czy urządzenie będzie przenośne
czy stacjonarne,
3) określić warunki w jakich będzie eksploatowane urządzenie (temperatura, wilgotność,
wpływ czynników chemicznych itp.),
4) określić rodzaj niezbędnych powłok dekoracyjnych i ochronnych oraz sposób ich
nanoszenia,
5) wybrać rodzaj materiału odpowiadający powyższym warunkom,
6) określić ilość i postać materiał (np. płyta, blacha),
7) znaleźć w Internecie sprzedawców wybranego materiału,
8) wyselekcjonować ofertę najlepszą pod względem ceny i jakości,
9) zaprezentować wykonane ćwiczenie,
10) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
–
treść ćwiczenia,
–
komputer PC z dostępem do Internetu,
–
oprogramowanie umożliwiające przeglądanie plików w wersji pdf,
–
przybory i materiały do pisania.
Ćwiczenie 2
Wykonaj nakładaną powłokę ochronno-dekoracyjną z użyciem wybranych przez Ciebie
farb na powierzchni metalowej wskazanej przez nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się ze stanowiskiem pracy i jego wyposażeniem oraz instrukcjami obsługi
urządzeń stosowanych podczas wykonywania ćwiczenia (pistolet do malowania,
kompresor itp.),
2) zapoznać się z zaleceniami producentów farb ochronnych i dekoracyjnych dotyczącymi
BHP, ochrony przeciwpożarowej i ochrony środowiska (informacje te znajdziesz na
opakowaniach farb i lakierów),
3) zaplanować etapy pracy i zapisać je w postaci tabeli:
Lp.
Nazwa i opis czynności
Narzędzia i materiały
Przewidywany czas
wykonania
4) przedstawić do zatwierdzenia powyższy plan nauczycielowi,
5) wykonać kolejno zaplanowane czynności,
6) porównać rzeczywisty czas wykonania kolejnych czynności z planowanym,
7) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
−
instrukcje obsługi maszyn i urządzeń zastosowanych podczas ćwiczenia,
−
ulotki informacyjne producentów farb i lakierów dotyczące właściwości, zakresu
zastosowania i sposobu nanoszenia różnych wyrobów malarskich,
−
farby,
−
pędzle,
−
rozpuszczalniki,
−
narzędzia i środki do przygotowania powierzchni pod powłokę ochronno-dekoracyjną,
−
materiały i przybory do pisania.
Ćwiczenie 3
Wykonaj szkic przedmiotu płaskiego otrzymanego od nauczyciela, a następnie wykonaj
pomiary pozwalające na zwymiarowanie przedmiotu. Wyniki pomiarów nanieś na linie
wymiarowe szkicu zgodnie z zasadami rysunku technicznego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) powtórzyć wiadomości z rozdziału „Podstawy rysunku technicznego” ze szczególnym
uwzględnieniem szkicowania oraz wymiarowania,
2) wykonać szkic przedmiotu,
3) określić rodzaje wymiarów koniecznych do zmierzenia,
4) dobrać przyrządy pomiarowe,
5) określić dokładność z jaką będą wykonywane pomiary,
6) przeprowadzić pomiary,
7) nanieś wyniki pomiarów na wcześniej przygotowany szkic,
8) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
poradnik dla ucznia,
–
stanowisko pomiarowe,
–
zestaw przyrządów pomiarowych,
–
przedmioty przeznaczone do szkicowania i mierzenia,
–
materiały i przybory rysunkowe.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić rodzaje materiałów stosowanych w elektronice?
2) określić właściwości metali i materiałów niemetalowych?
3) rozróżnić
materiały
na
podstawie
badań
organoleptycznych
(za pomocą naszych zmysłów)?
4) wymienić i scharakteryzować rodzaje korozji?
5) dobrać powłoki ochronne i dekoracyjne w zależności od warunków
w jakich będą eksploatowane?
6) dokonać
klasyfikacji
przyrządów
pomiarowych
używanych
w pomiarach warsztatowych?
7) określić dokładność pomiarową poszczególnych przyrządów?
8) wykonać pomiary warsztatowe z użyciem prostych przyrządów
pomiarowych?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
4.3. Obróbka ręczna i ręczno-maszynowa
4.3.1. Materiał nauczania
Obróbką ręczną nazywamy obróbkę wykonywaną za pomocą narzędzi, których ruch
główny i posuwowy jest uzyskiwany za pomocą mięśni człowieka.
W obróbce ręczno-maszynowej narzędzie wykonuje ruch główny, a człowiek tylko ruch
posuwowy.
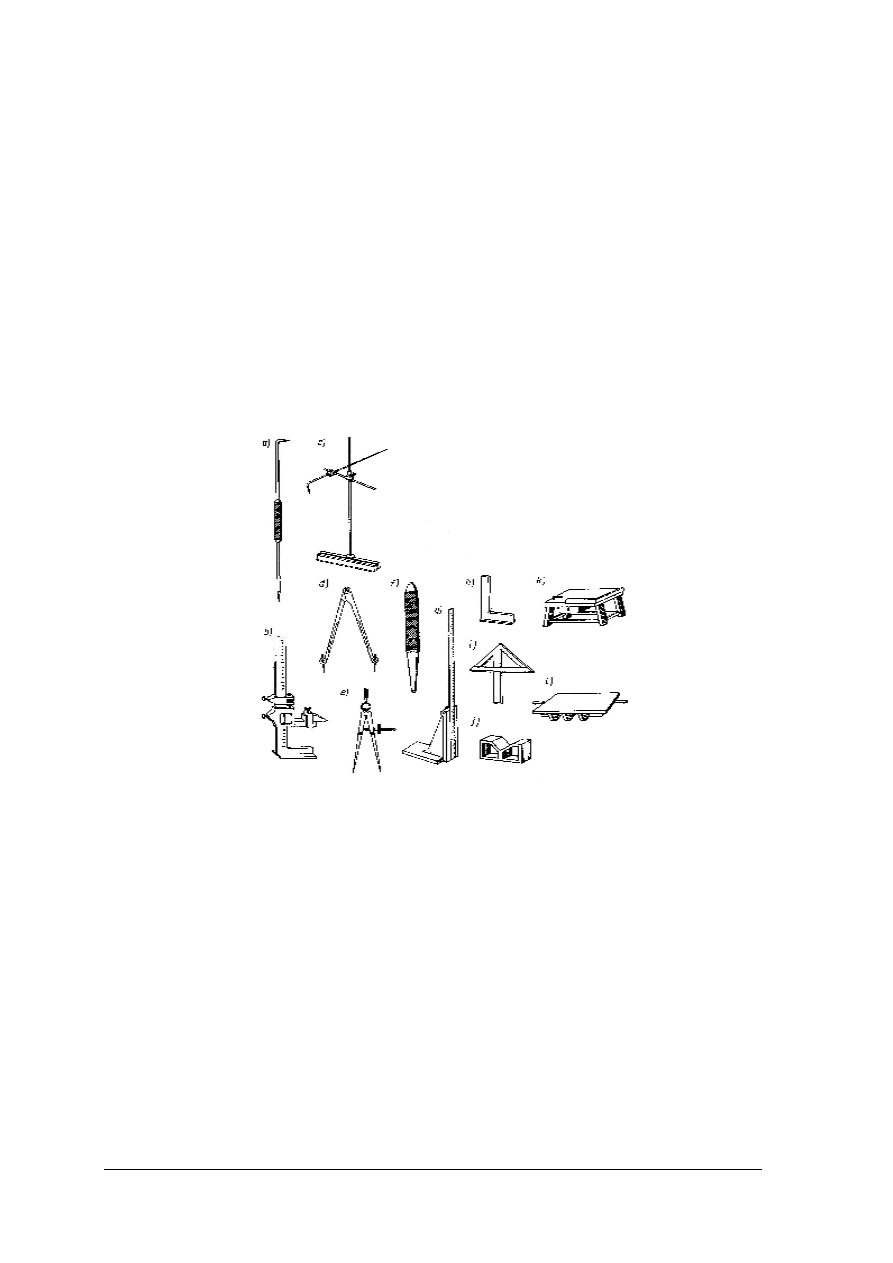
Trasowanie polega na wyznaczaniu na powierzchni przedmiotu punktów, linii, okręgów,
obrysów warstw przewidzianych do usunięcia, rozwinięć elementów konstrukcji (szczególnie
blaszanych), które będą pomocne podczas właściwej obróbki. Rozróżnia się trasowanie na
płaszczyźnie oraz trasowanie przestrzenne. Do trasowania potrzebne są narzędzia
przedstawione na rysunku:
Rys. 28. Narzędzia do trasowania: a) rysik do rysowania na trasowanym przedmiocie linii, b) suwmiarka
traserska z podstawą, stosowana do wyznaczania linii poziomych, c) znacznik do wyznaczania linii
poziomych, d) cyrkiel traserski, e) cyrkiel traserski z śrubą nastawczą, f) punktak, g) liniał traserski
z odstawą, h) kątownik, i) środkownik przeznaczony do wyznaczania środków okręgów na czołowych
powierzchniach przedmiotów walcowych, j) pryzma traserska, używana za podstawę podczas
trasowania przedmiotów walcowych, k) płyta traserska, l) płyta traserska (inny typ) [3, s. 21]
Ponadto do trasowania używa się młotków, przymiarów kreskowych, a do trasowania
przestrzennego dodatkowo skrzynki i podstawki traserskie. W celu zwiększenia widoczności
trasowanych linii przedmioty maluje się roztworem siarczanu miedzi (przedmioty stalowe lub
żeliwne obrobione) lub kredą rozpuszczoną w wodzie z dodatkiem oleju lnianego (przedmioty
nieobrobione np. odlewy).
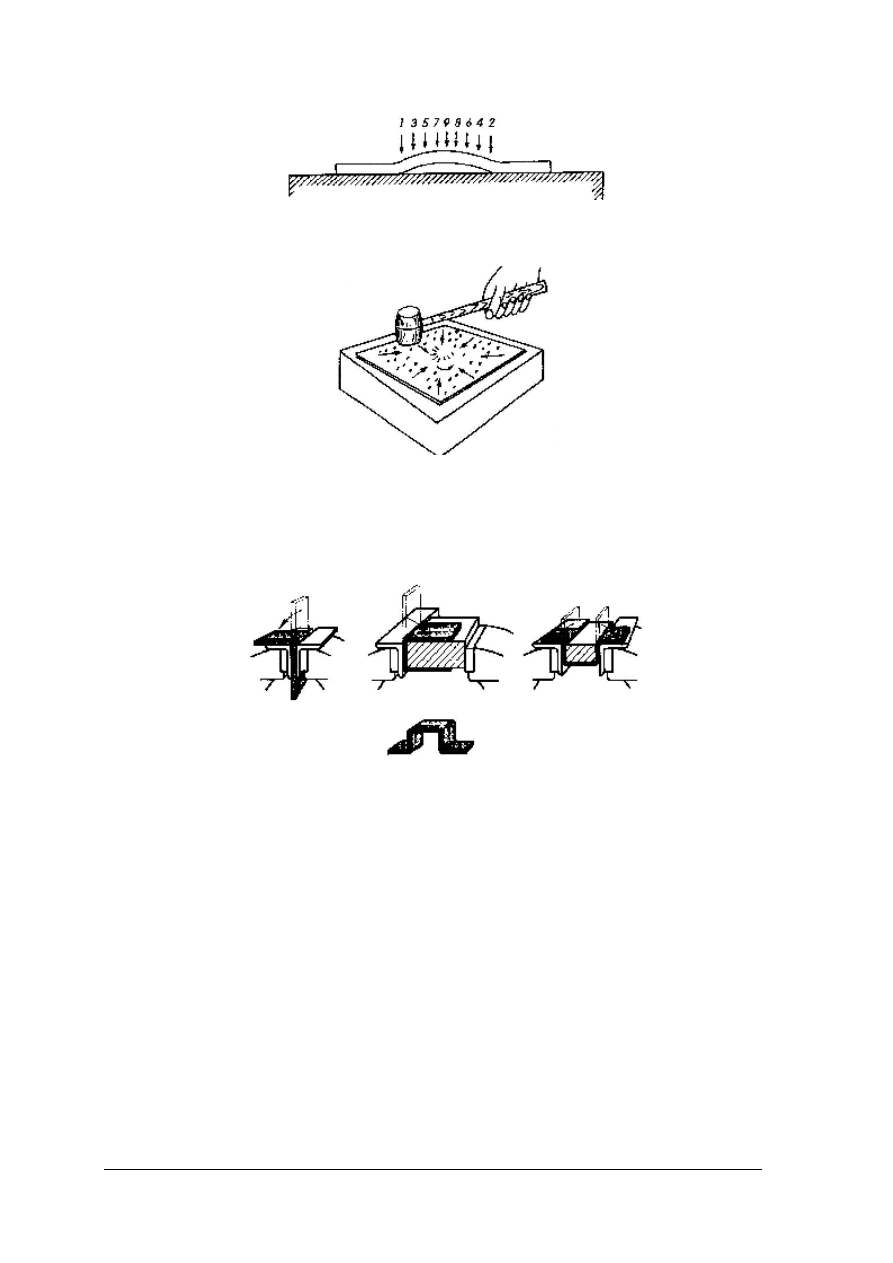
Prostowanie i gięcie należą do operacji obróbki ręcznej, podczas których nadaje się
przedmiotowi żądany kształt bez skrawania materiału za pomocą odpowiednich sił. Zarówno
gięcie jak i prostowanie można przeprowadzić na zimno i na gorąco. Podgrzewanie materiału
stosuje się w przypadku grubszych elementów w celu zwiększenia plastyczności materiału.
Prostowanie blach i prętów wykonuje się zazwyczaj na kowadłach lub płytach za pomocą
młotków stalowych lub drewnianych (rys. 29, 30).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Rys. 29. Operacja prostowania pręta [9, s. 192]
Rys. 30. Operacja prostowania blachy [9, s. 192]
Na rysunku zamieszczonym poniżej przedstawiono etapy powstawania skobla poprzez
gięcie płaskownika w szczękach imadła.
Rys. 31. Etapy powstawania skobla poprzez gięcie płaskownika w szczękach imadła [9, s. 192]
Podczas gięcia materiał zostaje odkształcony w miejscu zginania. Warstwy
zewnętrzne materiału są w czasie gięcia rozciągane, a po zakończeniu gięcia wydłużone na
pewnym odcinku. Warstwy wewnętrzne materiału są w czasie gięcia ściskane, a po
zakończeniu gięcia skrócone na pewnym odcinku. Warstwy środkowe leżące na linii
obojętnej, przechodzącej przez środek grubości materiału, nie ulegają rozciąganiu ani
ściskaniu (rys. 32). Do wykonywania przedmiotu gięciem konieczna jest znajomość
długości materiału wyjściowego. Długość materiału wyjściowego musi być równa długości
linii obojętnej w wygiętym przedmiocie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Rys. 32. Proces gięcia: a – przedmiot przed zgięciem, b – przedmiot po zgięciu. 1 warstwa obojętna, 2 warstwa
rozciągnięta, 3 warstwa ściskana, s – szerokość płaskownika, g – wysokość płaskownika [1, s. 46]
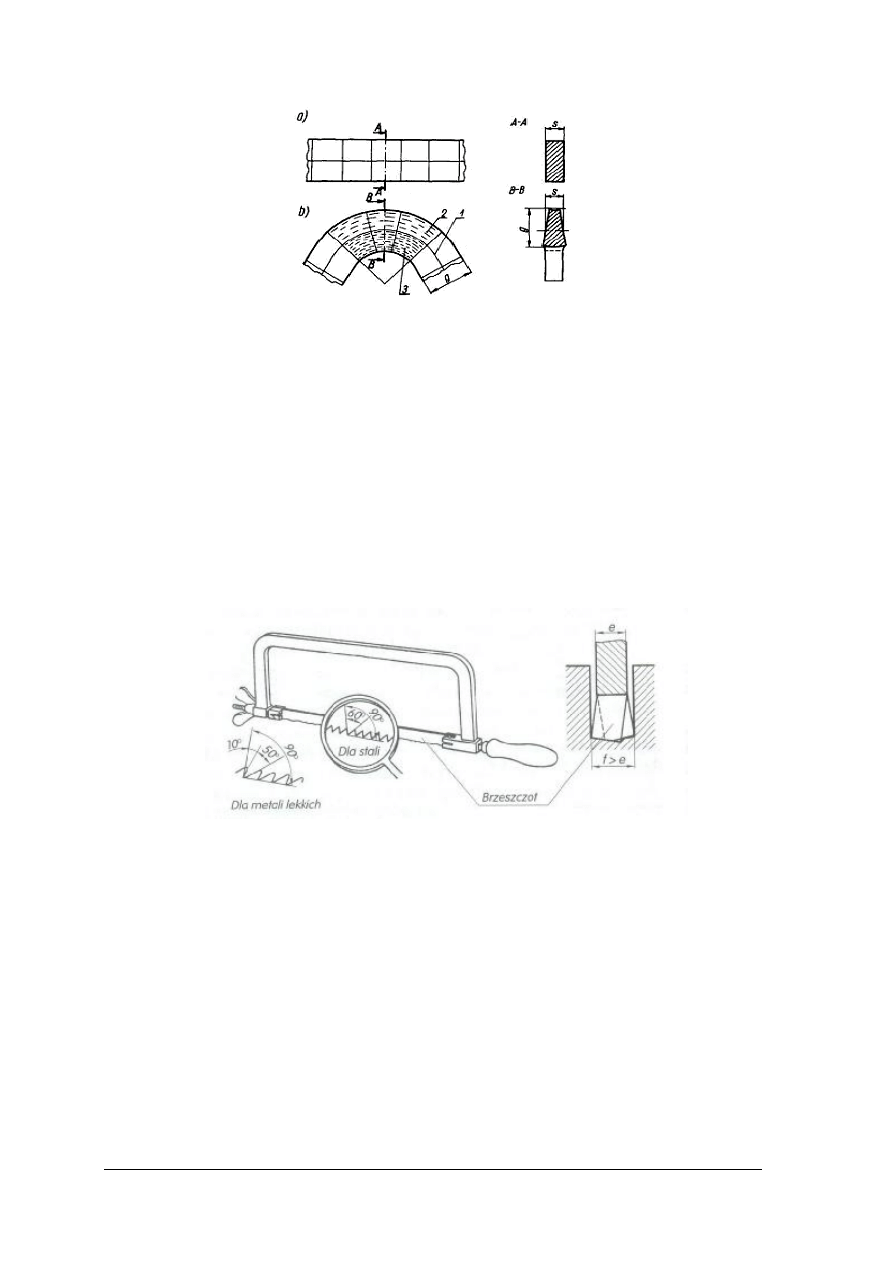
Przecinanie piłka ręczną jest stosowane do elementów o niewielkich przekrojach. Piłka
składa się z oprawki oraz brzeszczotu, który może być mocowany w uchwytach w jednym
z dwóch prostopadłych do siebie kierunków. Twarde lub cienkie materiały przecina się
brzeszczotami o drobnych ząbkach natomiast do tworzyw sztucznych i materiałów miękkich
stosuje się brzeszczoty o grubym uzębieniu. W celu uniknięcia zakleszczenia brzeszczotu
w materiale uzębienie brzeszczotu jest faliste lub rozwierane. Brzeszczoty piłek ręcznych do
metalu są znormalizowane. Parametrem charakteryzującym brzeszczot jest ilość zębów
przypadająca na 25 mm jego długości (najczęściej jest ich 22).
Na rysunku 33 przedstawiono geometrię uzębienia brzeszczotu dla metali lekkich oraz
dla stali.
Rys. 33. Geometria uzębienia brzeszczotu dla metali lekkich oraz dla stali [9, s. 194]
Cięcie metali nożycami
Do cięcia blach różnej grubości, a także materiałów kształtowych i prętów używa się
nożyc. Blachy stalowe cienkie (do l mm) można ciąć nożycami ręcznymi, a blachy grubsze
(do 5 mm) nożycami dźwigniowymi. Nożyce równoległe, czyli gilotynowe o napędzie
mechanicznym są stosowane do cięcia blach grubości do 32 mm, a pręty oraz kształtowniki
przecina się nożycami uniwersalnymi.
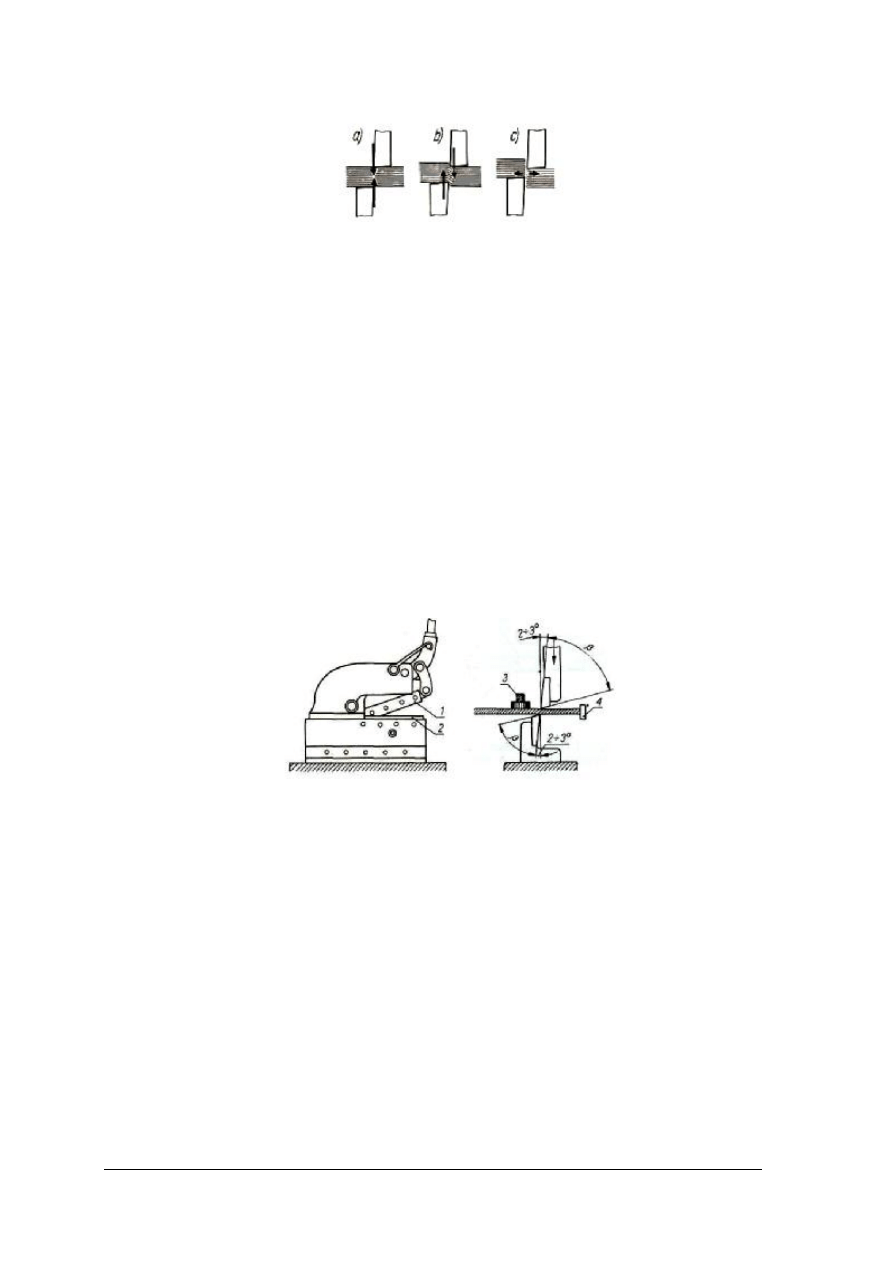
W czasie cięcia materiału pracują dwa noże nożyc, z których jeden jest przeważnie
nieruchomy. Proces cięcia przebiega w trzech kolejnych fazach przedstawionych na rysunku
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Rys. 34. Kolejne fazy cięcia: a – nacisk, b – przesunięcie materiału, c – rozdzielenie materiału [3, s. 38].
Nożyce ręczne składają się z dwóch noży, które wciskając się w materiał początkowo
tną, a następnie przerywają go. Istnieje kilka typów nożyc ręcznych. W zależności od
położenia szczęki górnej podczas cięcia nożyce bywają prawe lub lewe. Jeżeli szczęka
górna nożyc znajduje się z prawej strony szczęki dolnej, są to nożyce prawe,
a jeżeli odwrotnie, są to nożyce lewe.
Przed cięciem należy wytrasować na blasze zarys wycinanego przedmiotu. Podczas
cięcia nożyce powinny być tak ustawione, żeby nie zasłaniały wytrasowanej linii cięcia.
W czasie cięcia nożycami ręcznymi światło powinno padać z prawej strony, a w czasie
cięcia nożycami dźwigniowymi lub gilotynowymi z lewej.
Nożyce dźwigniowe przedstawiono na rysunku 35. Służą one do przecinania blach
grubych i płaskowników. Powierzchnie noży są nachylone względem płaszczyzny cięcia pod
kątem 2–3°. Wartość kąta ostrza zależy od przecinanego materiału i wynosi: dla
materiałów średniej twardości 75°, dla materiałów twardych 80–85°, a dla materiałów
miękkich 60–65°. Dolny nóż 2 nożyc dźwigniowych jest nieruchomy i przymocowany do
dolnej części korpusu. Nóż górny 1 jest ruchomy i połączony z dźwignią.
Rys. 35. Nożyce dźwigniowe [13, s. 39]
Piłowanie ma na celu skrawanie z powierzchni obrabianego materiału cienkiej warstwy
grubości 0,5–1,5 mm za pomocą narzędzia zwanego pilnikiem. Podczas piłowania powstają
drobne wiórki, zwane opiłkami.
Budowa pilników
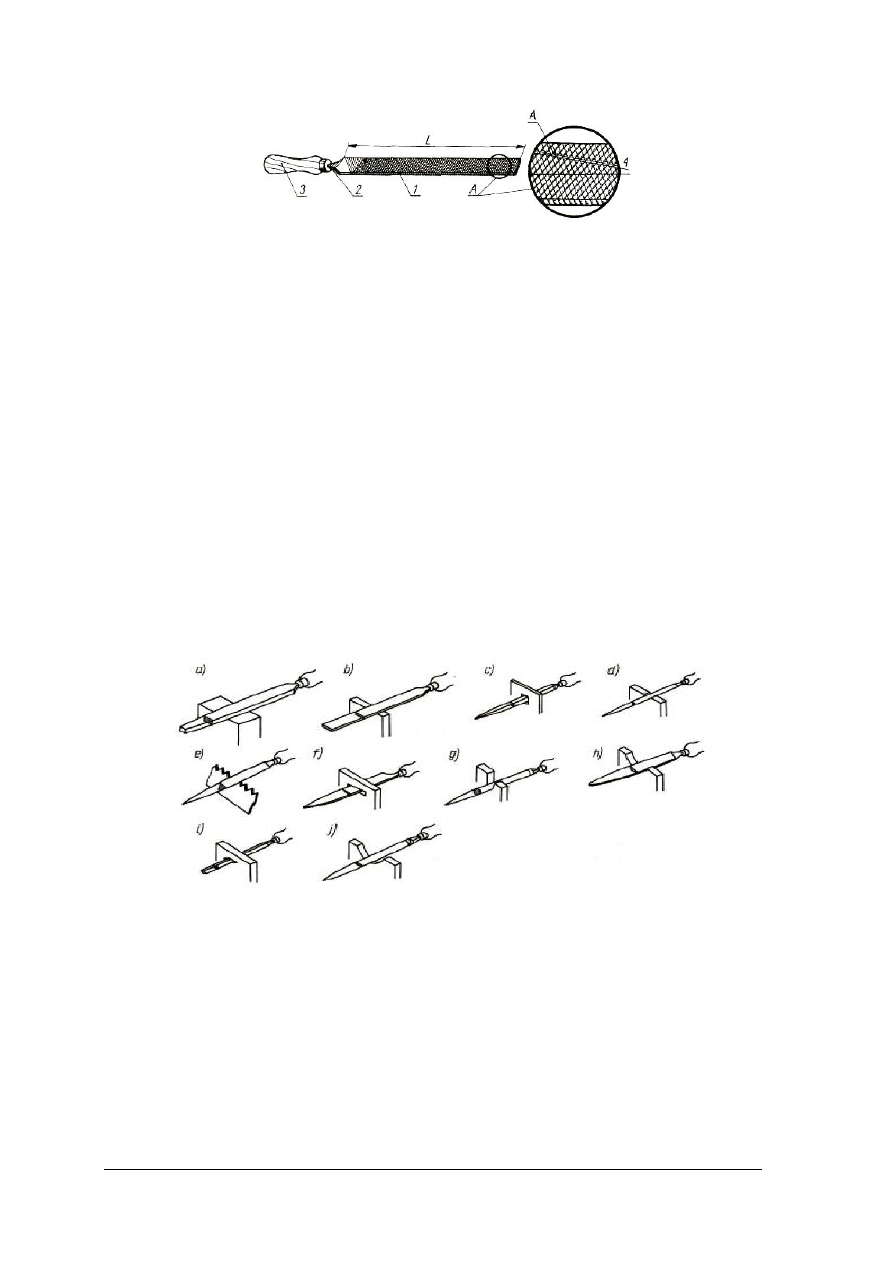
Pilnik (rys. 36) składa się z części roboczej 1 i chwytu 2 osadzonego
w rewnianej rękojeści 3. Na części roboczej są wykonane nacięcia, czyli zęby. Wielkość
pilnika jest określona długością części roboczej L. Większość pilników produkuje się
w akresie długości L = 100-450 mm. Pilniki wykonuje się ze stali niestopowej narzędziowej.
Twardość części roboczej powinna wynosić minimum 59 HRC, a chwyt musi być miękki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Rys. 36. Pilnik [3, s. 56]
Na powierzchni pilników płaskich mogą być nacięcia jednorzędowe pojedyncze oraz
jednorzędowe podwójne, a na powierzchniach wypukłych pilniki mogą mieć nacięcia
wielorzędowe pojedyncze, podwójne, śrubowe. Pilniki o nacięciu jednorzędowym są
używane do piłowania materiałów miękkich
.
Pilniki dzielimy według liczby nacięć oraz według kształtu przekroju poprzecznego.
Podział pilników według liczby nacięć polega na tym, że zależnie od liczby nacięć
przypadających na długości 10 mm, licząc w przekroju równoległym do osi pilnika,
rozróżnia się następujące rodzaje pilników:
nr 0 — zdzieraki — liczba nacięć od 4,5 do 10,
nr 1 — równiaki — liczba nacięć od 6,3 do 28,
nr 2 — półgładziki — liczba nacięć od 10 do 40,
nr 3 — gładziki — liczba nacięć od 14 do 56,
nr 4 — podwójne gładziki — liczba nacięć od 25 do 80,
nr 5 — jedwabniki — liczba nacięć od 40 do 80.
Liczba nacięć zależy od długości L pilnika. Podane liczby nacięć odnoszą się
do pilników długości L = 50-500 mm, przy czym mniejsze liczby dotyczą pilników długich,
a większe pilników krótkich. Liczba nacięć stanowi o przeznaczeniu pilnika. Im większa
liczba nacięć, tym bardziej gładka powierzchnia obrabiana.
Rys. 37. Rodzaje pilników w zależności od przekroju poprzecznego [3, s. 58]
W zależności od kształtu przekroju poprzecznego rozróżnia się pilniki (rys.37):
a) płaskie zbieżne,
f) nożowe,
b) płaskie,
g) okrągłe,
c) kwadratowe,
h) półokrągłe,
d) trójkątne,
i) mieczowe,
e) do ostrzenia pił,
j) soczewkowe.
Pilniki dobiera się w zależności od wymiarów, kształtu i wymaganej chropowatości
obrabianej powierzchni. Do piłowania zgrubnego używa się zdzieraków, które skrawają
warstwę metalu grubości ok. 1 mm. Po piłowaniu zgrubnym zdzierakiem stosuje się równiak,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
który zbiera warstwę metalu grubości 0,3–0,5 mm. Pozostałe pilniki, tzn. od półgładzików do
jedwabników, używa się do wykończania powierzchni zależnie od wymaganej gładkości.
Podczas piłowania należy zwrócić uwagę na właściwe zamocowanie przedmiotu, musi
ono zapewnić całkowite unieruchomienie i usztywnienie obrabianego materiału. Mocując
przedmiot należy zwracać uwagę, żeby obrabiana powierzchnia znajdowała się o 5–10 mm
ponad szczękami imadła.
Wierceniem nazywa się wykonywanie otworów w pełnym materiale za pomocą narzędzia
skrawającego zwanego wiertłem. W czasie obróbki wiertło wykonuje ruch obrotowy
i posuwowy, a przedmiot obrabiany jest nieruchomy. Wiertło usuwa obrabiany materiał
w postaci wiórów tworząc walcowy otwór, przy czym średnica otworu odpowiada średnicy
wiertła.
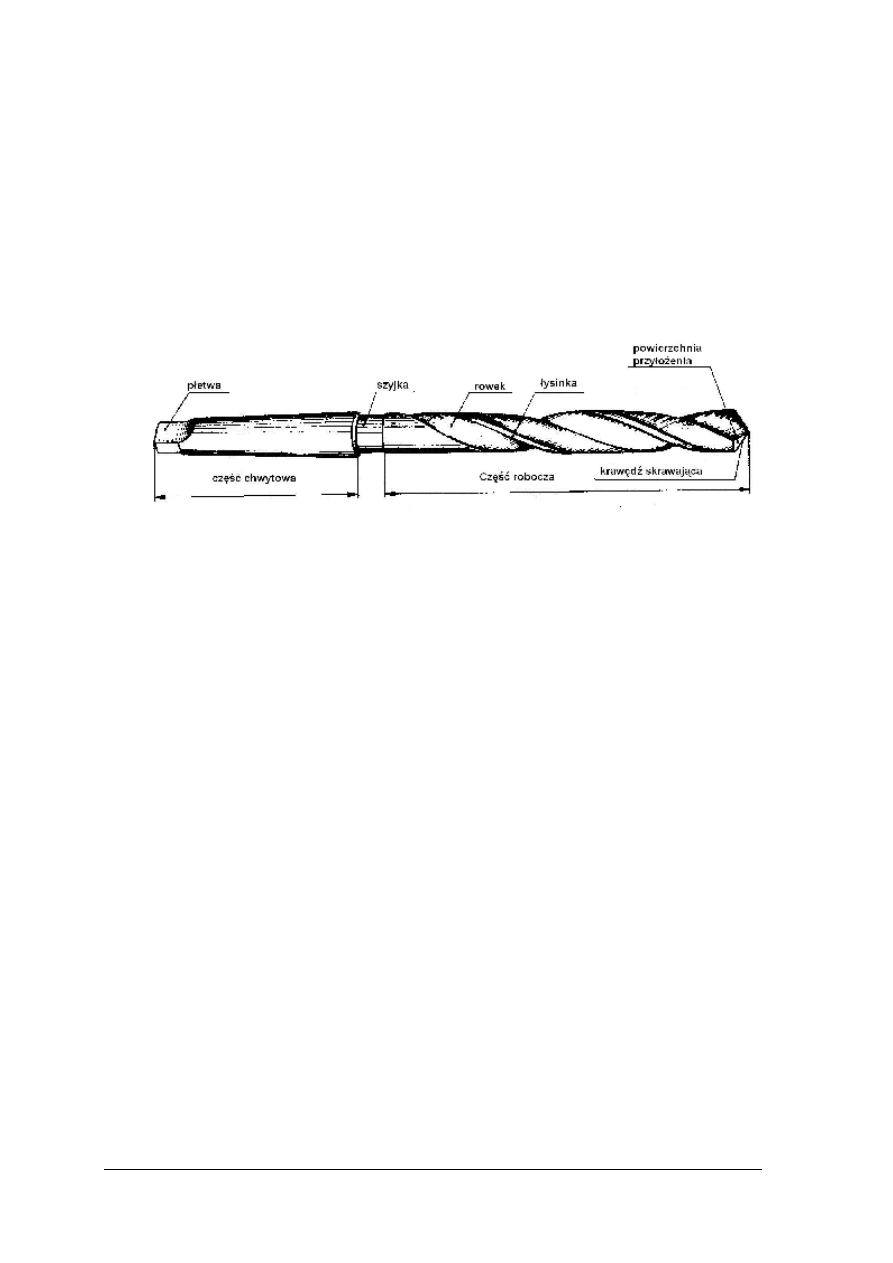
Rys. 38. Budowa wiertła krętego [6, s. 52]
Wiertło kręte (rys. 38) składa się z części roboczej, szyjki i chwytu. Część robocza
składa się z części skrawającej i części prowadzącej. Chwyt może być stożkowy z płetwą
(w wiertłach o średnicy powyżej 10 mm) oraz walcowy z płetwą lub bez (w wiertłach
o średnicy poniżej 10 mm). Część robocza wiertła ma nacięte na obwodzie dwa przeciwległe
rowki śrubowe do pomieszczenia i odprowadzania wiórów z wierconego otworu. Dwie
łysinki w kształcie wąskich pasków, położone wzdłuż rowków, służą do prawidłowego
prowadzenia wiertła w otworze. Tarcie o ścianki otworu występuje tylko na powierzchni
łysinek prowadzących. Aby jeszcze bardziej zmniejszyć tarcie o ścianki otworu, część robocza
wiertła jest lekko stożkowa, zbieżna w kierunku chwytu
.
Część skrawającą stanowią dwie proste krawędzie tnące jednakowej długości, które
łączą się ze sobą poprzeczną krawędzią tnącą, zwaną ścinem. Ścin jest wierzchołkiem wiertła,
a krawędzie tnące tworzą kąt wierzchołkowy, którego wartość zależy od rodzaju wierconego
materiału. Im twardszy jest materiał obrabiany, tym mniejszy powinien być kąt
wierzchołkowy. Do żelaza i stali stosuje się wiertła o kącie wierzchołkowym wynoszącym
118°, do mosiądzu, brązu i stopów aluminium – 130 - 140°, do miedzi - 125°,
do tworzyw sztucznych – 85 - 90° i do gumy twardej - 50°. Wiertła wykonuje się ze stali
szybkotnącej, a także z płytkami z węglików spiekanych.
Do wiercenia otworów stosuje się wiertarki o napędzie ręcznym, elektrycznym lub
pneumatycznym. Rozróżnia się wiertarki przenośne, które podczas pracy trzyma się
rękami oraz wiertarki stałe. W pracach ślusarskich największe zastosowanie znajdują
wiertarki o napędzie elektrycznym. Wiertarki pneumatyczne mogą być stosowane tylko
w akładach dysponujących instalacją sprężonego powietrza. Do napędu wiertarki
pneumatycznej jest wymagane sprężone powietrze o ciśnieniu 0,6 MPa.
Do mocowania wierteł służą uchwyty dwuszczękowe lub trójszczękowe. Niektóre
wiertła, pogłębiacze i rozwiertaki posiadają chwyt stożkowy pozwalający na umieszczenie
ich bezpośrednio w gnieździe wrzeciona wiertarki, lub za pomocą tulei redukcyjnych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Do prac związanych z wierceniem zaliczamy: wykonywanie otworów przelotowych
i nieprzelotowych, wiercenie wtórne (powiercanie), pogłębianie otworów, a także
rozwiercanie.
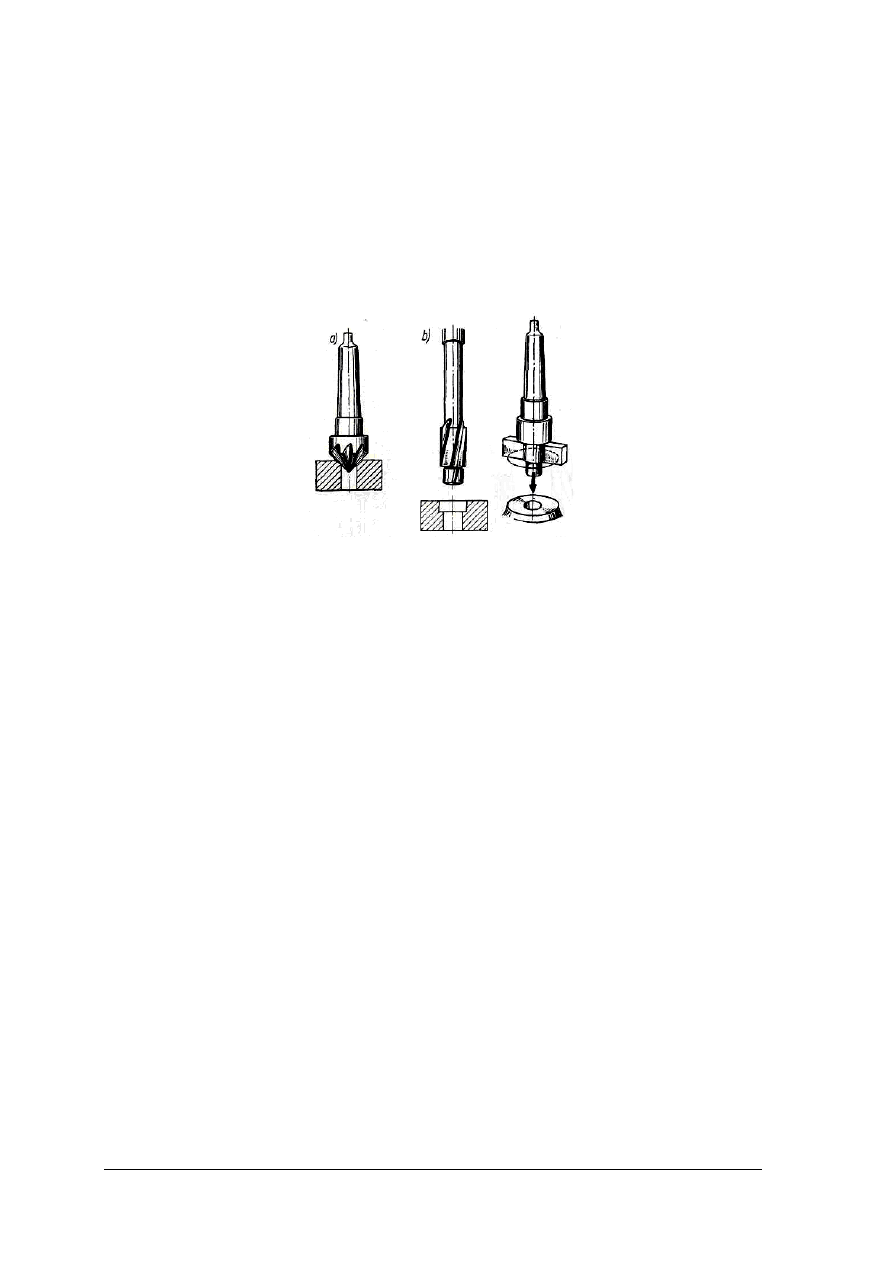
Pogłębianie jest to powiększanie na pewnej długości wykonanego otworu w celu ścięcia
ostrych krawędzi otworu lub wykonania wgłębienia na umieszczenie walcowego lub
stożkowego łba wkrętu lub nitu. Pogłębianie otworów wykonuje się za pomocą narzędzi
zwanych pogłębiaczami (rys. 39). Rozróżnia się pogłębiacze stożkowe i czołowe. Pogłębiacze
czołowe mają czop prowadzący o średnicy równej średnicy otworu w celu utrzymania
współosiowości. Chwyty pogłębiaczy są takie same jak wierteł.
Rys. 39. Pogłębiacze: a) stożkowy, b) czołowe, [1, s. 75]
Rozwiercanie otworów
Narzędzia zwane rozwiertarkami są używane do dalszej obróbki otworu wykonanego
wiertłem w celu uzyskania dużej dokładności oraz gładkości powierzchni lub w celu
otrzymania otworu stożkowego.
Rozwiertaki
W zależności od dokładności obróbki rozróżnia się rozwiertaki zdzieraki i wykańczaki.
Rozróżnia się rozwiertaki ręczne mające chwyt walcowy z łbem kwadratowym oraz
rozwiertaki maszynowe z chwytem stożkowym lub walcowym. Rozwiertaki są narzędziami
wieloostrzowymi z zębami prostymi lub śrubowymi na części roboczej w liczbie: 3-4-12.
Podziałka zębów jest nierównomierna, co zapewnia większą dokładność obrabianego
otworu. Rozwiertaki z zębami śrubowymi lewoskrętnymi stosuje się do rozwiercania
otworów z rowkami. W zależności od kształtu otworu rozróżnia się rozwiertaki walcowe
i stożkowe (rys 40).
Otwory stożkowe o dużej zbieżności obrabia się kolejno trzema rozwiertakami: wstępnym,
zdzierakiem i wykańczakiem. Są stosowane również rozwiertaki nastawne, w których można
regulować średnicę w niewielkim zakresie. Proces rozwiercania przedstawia rys. 41.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Rys. 40. Rodzaje rozwiertaków:
Rys. 41. Rozwiercanie otworów walcowych
a) zdzierak, b) o zębach prostych,
a) sprawdzenie prostopadłości,
c) o zębach śrubowych, d) nastawny,
b) rozwiercanie,
e) komplet rozwiertaków stożkowych [3, s.76]
c) proces rozwiercania [3, s. 76]
Gwintowanie polega na wykonaniu na powierzchni wałka lub otworu wgłębień wzdłuż
linii śrubowej. W czasie nacinania gwintu ostrze narzędzia wykonuje w stosunku do
obrabianej części ruch po linii śrubowej, tworząc rowek o odpowiednim zarysie gwintu.
Gwint można nacinać na powierzchni walcowej zewnętrznej otrzymując wtedy śrubę, lub na
powierzchni walcowej wewnętrznej otrzymując nakrętkę.
Rodzaje gwintów
Gwinty dzieli się wg ich zarysów i systemów. W zależności od zarysu gwintu
w łaszczyźnie przechodzącej przez jego oś rozróżnia się gwinty: trójkątne, prostokątne,
trapezowe (symetryczne i niesymetryczne) i okrągłe (rys. 42). W zależności od systemów
rozróżnia się gwinty metryczne, calowe (Whitwortha) i inne.
Do połączeń nieruchomych, czyli jako gwinty złączne, stosuje się wyłącznie gwinty
trójkątne. Gwinty trapezowe i prostokątne stosuje się w śrubach do przenoszenia ruchu,
jak np. śruba pociągowa w obrabiarkach.
W gwincie rozróżnia się następujące elementy: występ, bruzdę, zarys i kąt gwintu.
Zarysem gwintu nazywa się zarys występu i bruzdy w płaszczyźnie przechodzącej przez
oś gwintu. Kąt gwintu α jest to kąt zawarty między bokami zarysu. W gwincie metrycznym
α = 60°, a w gwincie calowym α = 55°. Zależnie od kierunku nacięcia gwintu rozróżnia się
gwint prawy i lewy.
Rys. 42. Rodzaje gwintów: a) trójkątny, b) trapezowy symetryczny, c) prostokątny, d) trapezowy
niesymetryczny, e) okrągły, f) wielkości charakteryzujące gwint metryczny: 1 – występ, 2 – bruzda,
3 – zarys, α – kąt zarysu, d – średnica zewnętrzna gwintu, d
1
– średnica wewnętrzna gwintu,
d
2
– średnica podziałowa gwintu, P – podziałka, H – wysokość [3, s. 79]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Gwinty metryczne wg PN-83/M-02013 są określane przez podanie symbolu gwintu - M,
wartości średnicy zewnętrznej, np. M20 — dla gwintów zwykłych, a w przypadku gwintów
drobnozwojnych podaje się jeszcze podziałkę gwintu, np. M20xl,5. Gwinty lewe oznacza się
dodatkowo symbolem LH.
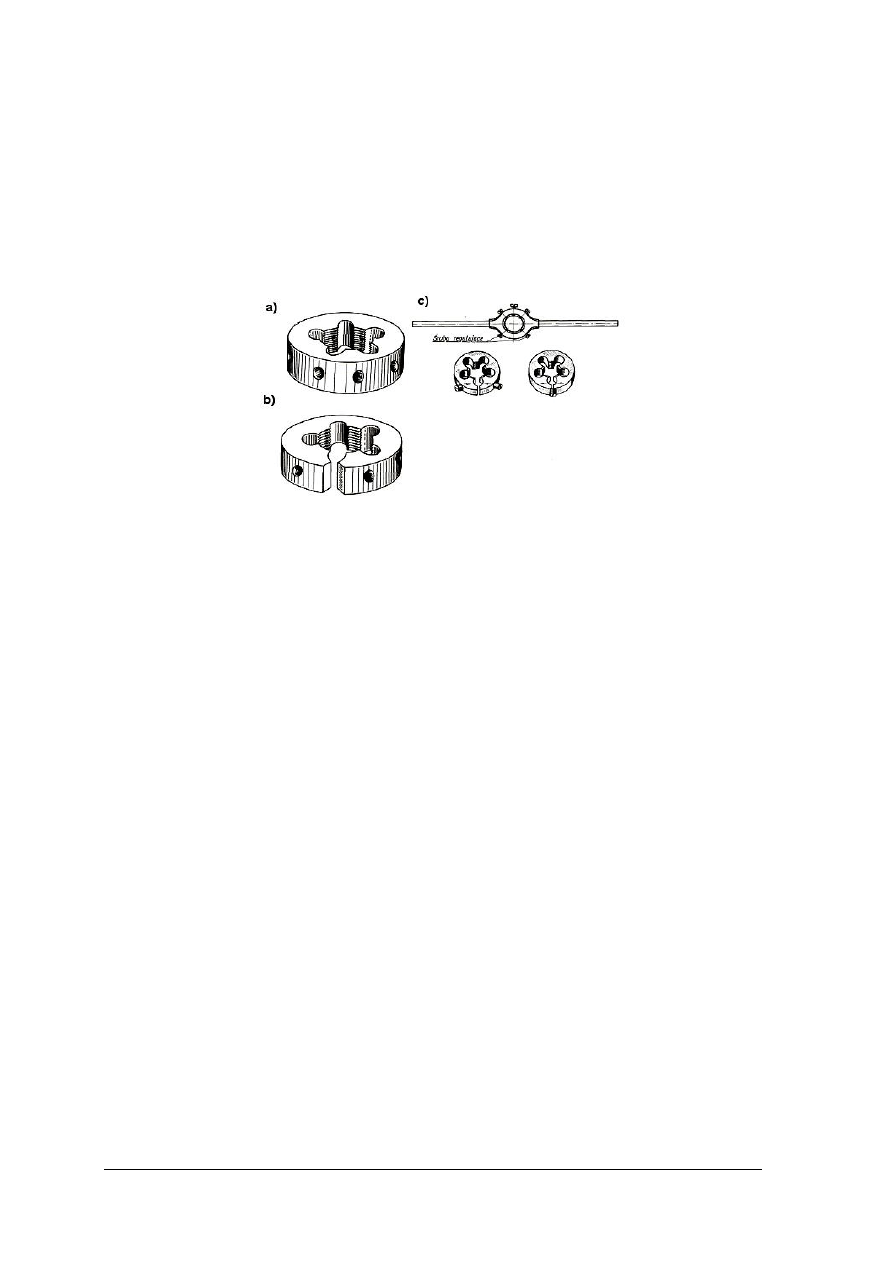
Do nacinania gwintów zewnętrznych (śrub) służą narzynki, a do wewnętrznych (nakrętek)
gwintowniki. Gwinty można nacinać również na tokarkach za pomocą specjalnych noży,
na frezarkach za pomocą frezów oraz walcować za pomocą odpowiednio ukształtowanych
walców. Na rysunku 43 przedstawiono przykłady narzynek.
Rys. 43. Rodzaje narzynek: a) narzynka okrągła pełna, b) narzynka przecięta, c) oprawka z pokrętką [3, s. 81]
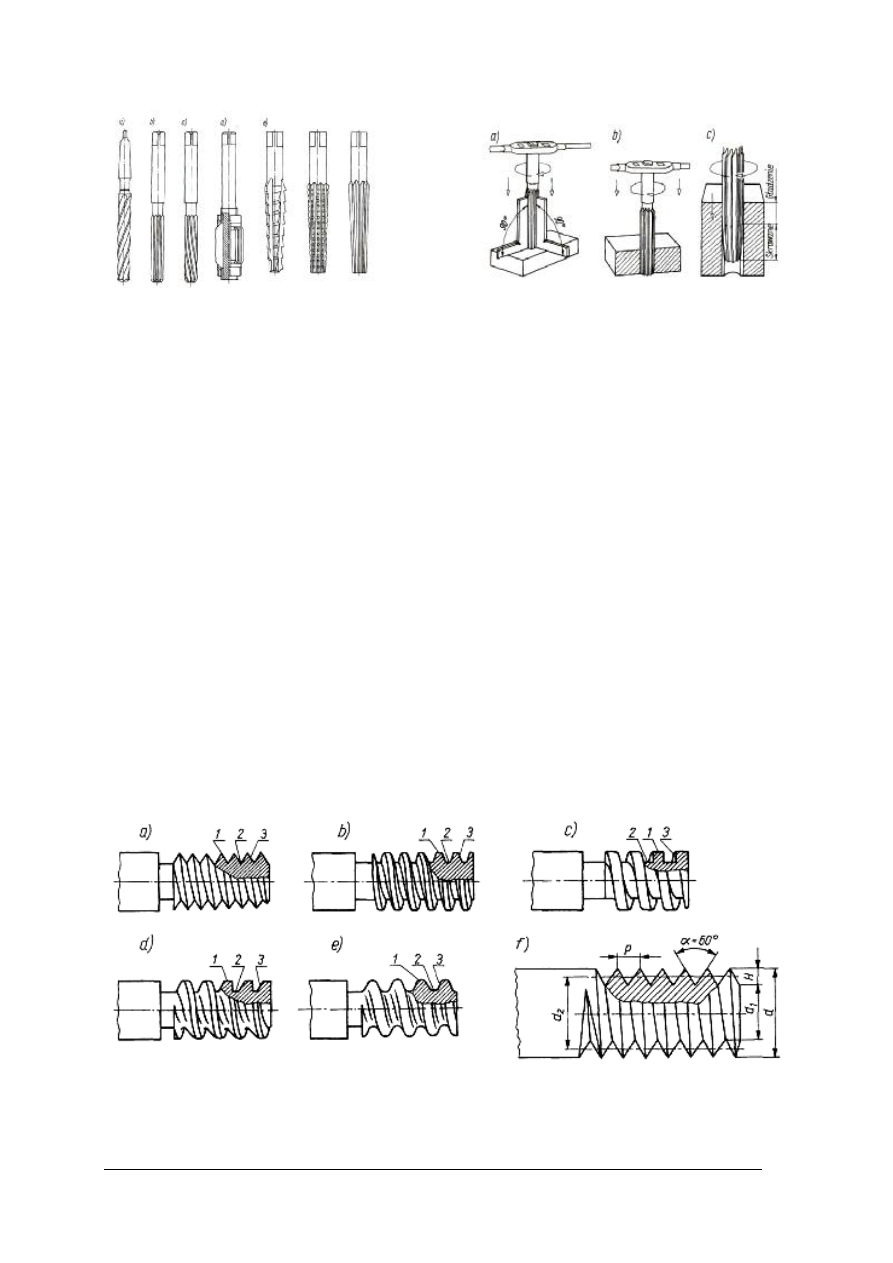
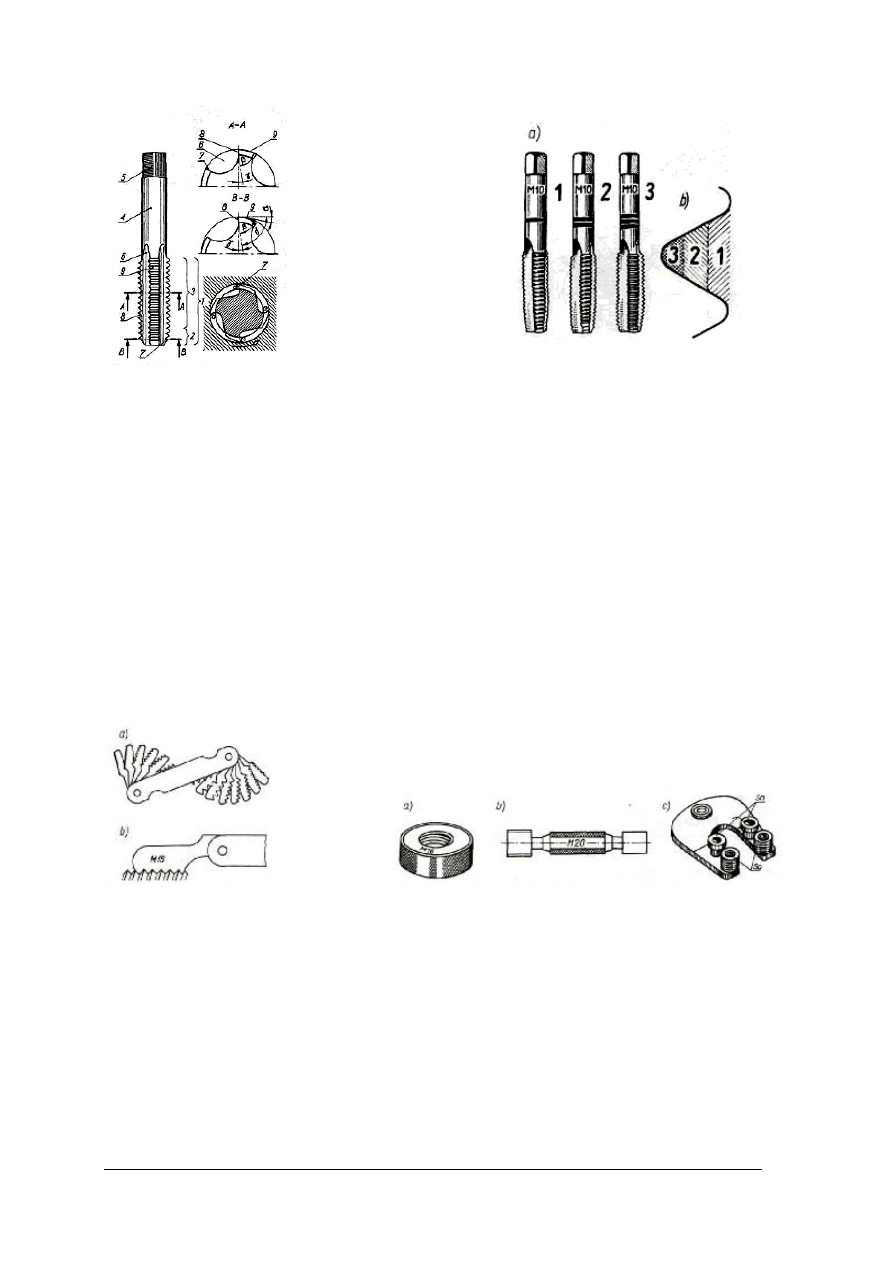
Gwintowniki
Na rysunku 44 przedstawiono gwintownik. Ma on kształt śruby o stożkowym
zakończeniu z rowkami wyciętymi na powierzchni wzdłuż osi gwintownika. Rowki te tworzą
krawędzie tnące i służą do odprowadzania wiórów. Gwintownik składa się z części
roboczej i chwytu o zakończeniu kwadratowym umożliwiającym założenie pokrętki.
Część robocza dzieli się na stożkową skrawającą i walcową wykańczającą.
Do gwintowania otworów używa się kompletu składającego się z trzech gwintowników
(rys.45a); gwintownika wstępnego (nr 1) oznaczonego na obwodzie jedną rysą, zdzieraka
(nr 2) oznaczonego dwiema rysami i wykańczaka (nr 3) oznaczonego trzema rysami. Za
pomocą gwintowników wstępnego i zdzieraka wykonuje się tylko część zarysu gwintu,
a dopiero za pomocą wykańczaka nacina się pełny zarys gwintu (rys. 45b). Każdy
gwintownik z kompletu ma stożek skrawający o innej długości. Najdłuższy stożek ma
gwintownik wstępny, a najkrótszy wykańczak. Gwinty drobnozwojne wykonuje się jednym
lub dwoma kolejnymi gwintownikami.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Rys. 44. Gwintownik i jego elementy:
Rys. 45. Komplet gwintowników do otworów:
1 – część robocza, 2 – część skrawająca,
a) komplet gwintowników,
3 – część wygładzająca, 4 – uchwyt,
b) kolejne zarysy gwintu wykonane
5 – łeb kwadratowy, 6 – rowek,
poszczególnymi gwintownikami [3, s. 82]
7 – krawędź tnąca, 8 – powierzchnia natarcia,
9 – powierzchnia przyłożenia,
α – kąt przyłożenia, β – kąt ostrza,
γ – kąt natarcia, δ – kąt skrawania [3, s. 82]
Sprawdzanie gwintów
Średnicę zewnętrzną gwintu sprawdza się suwmiarką. Prawidłowość zarysu gwintu oraz
skok sprawdza się wzornikami (rys. 46 a, b), obserwując pod światło prześwit między
wzornikiem a zarysem gwintu. Wzornik służy również do szybkiego rozpoznania gwintów
przez przykładanie kolejnych „grzebyków" do gwintu o nieznanym zarysie. Jest to
szczególnie przydatne, jeżeli należy wykonać nakrętkę do śruby o nieznanym zarysie
gwintu. Na każdym wzorniku jest podane oznaczenie gwintu (rys. 47b). Gwinty sprawdza
się również sprawdzianami jednogranicznymi (rys. 47a, b) i dwugranicznymi (rys. 47c).
Rys. 46. Wzorniki do gwintów [1, s. 86]
Rys. 47. Sprawdziany do gwintów [1, s.87]
Oprócz czynności związanych z obróbką ręczną i ręczno-maszynową metali i tworzyw
sztucznych, monter elektronik w swojej pracy musi często wykonywać różnego rodzaju
otwory i bruzdy w twardych materiałach budowlanych (np. W ścianach wykonanych z cegieł,
beton). Dotyczy to zwłaszcza przeprowadzania przewodów przez ściany, mocowania
wsporników (np. Na anteny satelitarne, uchwyty kamer przemysłowych itp.) Oraz
wykonywania rowków. Do wiercenia otworów w takich materiałach używa się specjalnych
wierteł zwanych widiami. Podczas wiercenia w betonie i podobnych materiałach narzędzie
robocze oprócz ruchu obrotowego wykonuje ruch udarowy wzdłuż swojej osi.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
W celu wykonania różnego rodzaju rowków i bruzd w betonie, stosuje się dłuta kanałowe
oraz bruzdowniki. Narzędzia te mocuje się do młotów udarowo-obrotowych o napędzie
najczęściej elektrycznym. Zapewniają one skuteczną pracę zarówno w betonie, kamieniu
i murze. Przykłady takich narzędzi przedstawia rysunek 48.
a)
b)
c)
Rys. 48. Narzędzia do prac w betonie: a) wiertło widia, b) szpicak, c) bruzdownik [10]
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest trasowanie i jakie są jego rodzaje?
2. Jakie znasz narzędzia traserskie?
3. Jak należy przygotować powierzchnię do trasowania?
4. Co to są rozwinięcia brył?
5. Jakie narzędzia używa się do cięcia?
6. Jakie czynniki należy brać pod uwagę wybierając metody i narzędzia do cięcia?
7. W jaki sposób dokonujemy gięcia blach w szczękach imadła?
8. Jakie znasz rodzaje wiertarek i sposoby zamocowania wierteł?
9. W jaki sposób wykonujemy otwory przelotowe i nieprzelotowe?
10. Jakimi narzędziami wykonujemy gwinty wewnętrzne i zewnętrzne?
4.3.3. Ćwiczenia
Ćwiczenie 1
Wykonaj szkic rozwinięcia obudowy urządzenia elektronicznego w kształcie
prostopadłościanu, którą możesz wykorzystać do umieszczenia w niej układu do
samodzielnego montażu. Na podstawie szkicu wykonaj na arkuszu blachy trasowanie
rozwinięcia obudowy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zaprojektować szczegółowe rozwiązanie konstrukcji obudowy z uwzględnieniem
właściwości użytego materiału, sposobu łączenia elementów obudowy, chłodzenia
wnętrza itp.,
2) sporządzić szkic rozwinięcia obudowy z zaznaczonymi wymiarami zewnętrznymi
obudowy, otworami na montaż wyłączników, lampek sygnalizacyjnych, potencjometrów,
kabli zasilających, wskaźników, bezpieczników itp.,
3) zaplanować kolejność czynności trasowania,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
4) dobrać narzędzia traserskie,
5) przygotować powierzchnię materiału do trasowania,
6) nanieś na powierzchnię blachy odpowiednie linie, punkty, okręgi zgodnie z wykonanym
wcześniej szkicem przy zachowaniu zasad bezpiecznej pracy,
7) zaprezentować wykonane ćwiczenie,
8) dokonać oceny jakości wykonanej pracy.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
stanowisko traserskie,
−
materiały i przybory rysunkowe do wykonania szkicu,
−
zestaw narzędzi traserskich.
Ćwiczenie 2
Wykonaj na elemencie z ćwiczenia 1 operację cięcia blachy zgodnie z wyznaczonymi
liniami traserskimi. W celu uniknięcia pomyłki przeanalizuj, które linie stanowią linie cięcia,
a które gięcia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać narzędzia do cięcia (piłka, nożyce ręczne, elektryczne, dźwigniowe, piła
taśmowa). Wybór należy uzależnić od rodzaju użytego materiału i jego grubości,
2) zapoznać się z instrukcjami obsługi wybranych narzędzi i urządzeń,
3) wykonać precyzyjnie cięcia wzdłuż linii traserskich z zachowaniem zasad bezpiecznej
pracy,
4) spiłować zadziory powstałe podczas cięcia,
5) ocenić jakość wykonanej pracy.
Wyposażenie stanowiska pracy:
–
poradnik dla ucznia,
–
element z ćwiczenia 1,
–
narzędzia do cięcia,
–
instrukcje obsługi narzędzi i urządzeń używanych na stanowisku do cięcia.
Ćwiczenie 3
Wykonaj gięcia elementów blaszanej obudowy z ćwiczenia 2.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać narzędzia i urządzenia do gięcia biorąc pod uwagę rodzaj materiału oraz jego
grubość (młotki, imadła, nakładki na szczęki itp.),
2) umocować przedmiot zginany w szczękach imadła zaopatrzonego w odpowiednie
nakładki,
3) giąć materiał wzdłuż wytrasowanych linii,
4) ocenić jakość wykonanej pracy zwracając uwagę na precyzję dopasowania elementów
obudowy do siebie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Wyposażenie stanowiska pracy:
–
stanowisko robocze ze stołem i imadłem,
–
zestaw nakładek na szczęki imadła,
–
zestaw młotków,
–
elementy obudowy z ćwiczenia 2.
Ćwiczenie 4
Za pomocą wzornika określ rodzaj gwintu na śrubie otrzymanej od nauczyciela,
a następnie wykonaj w płytce metalowej i z tworzywa sztucznego otwór przelotowy
gwintowany pod tą śrubę.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić za pomocą wzornika rodzaj gwintu na śrubie,
2) dobrać na podstawie poradnika mechanika średnicę otworu pod gwint wewnętrzny
w zależności od rodzaju gwintu, średnicy oraz rodzaju materiału, w którym będzie
wykonany,
3) dobrać odpowiednie wiertło,
4) zapoznać się z instrukcją użytkowania wiertarki,
5) wykonać otwór przelotowy w otrzymanych płytkach,
6) dobrać komplet gwintowników,
7) wykonać operację gwintowania kolejnymi gwintownikami,
8) ocenić jakość wykonanej pracy przez wkręcenie w nagwintowany otwór śruby,
9) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
–
wzornik do gwintów,
–
wiertarka elektryczna na stojaku,
–
instrukcja użytkowania wiertarki,
–
komplet gwintowników,
–
poradnik mechanika,
–
płytka metalowa do wykonania w niej otworu gwintowanego,
–
stół ślusarski z imadłem.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wykonać trasowanie na płaszczyźnie?
2) dobrać narzędzia do cięcia?
3) dobrać pilniki do wykonywanych prac?
4) wykonać gięcie elementów z blach w imadle?
5) rozróżnić rodzaje gwintów?
6) dobrać średnicę wiertła do otworu pod gwint?
7) dobrać średnicę sworznia pod gwint zewnętrzny?
8) wykonać otwory przelotowe i nieprzelotowe?
9) wykonać pogłębianie otworów?
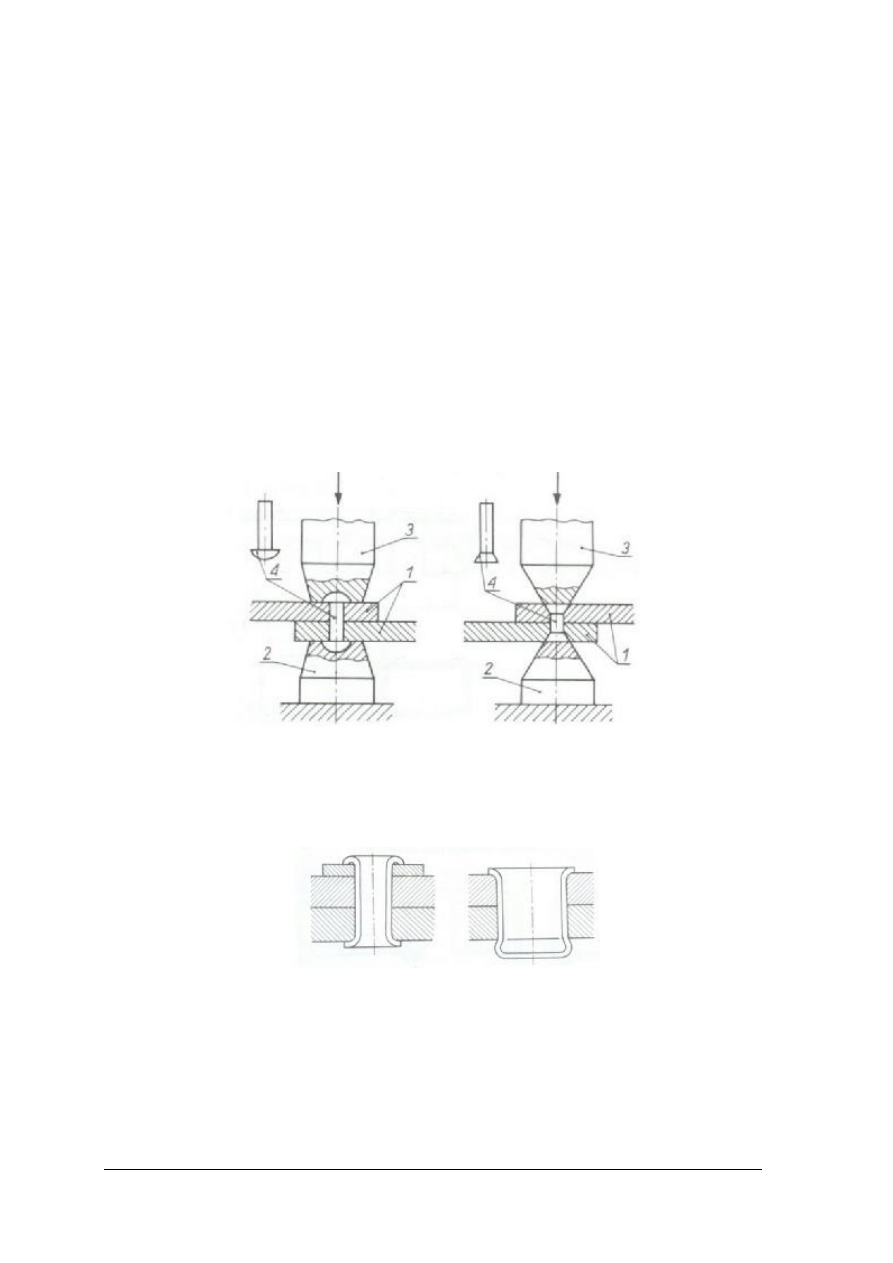
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
4.4. Połączenia mechaniczne
4.4.1. Materiał nauczania
Połączenia – służą do powiązania elementów maszyn i konstrukcji w całość. Dzielimy je na
rozłączne i nierozłączne.
Połączenia rozłączne to takie, które można wielokrotnie rozłączyć bez uszkadzania
elementów. Należą do nich połączenia: gwintowe, wpustowe, wielowypustowe, kołkowe,
klinowe, sworzniowe.
Połączenia nierozłączne to takie, których elementy przy ich rozłączaniu ulegają
zniszczeniu. Należą do nich połączenia: nitowe, spawane, zgrzewane, lutowane, klejowe
i wciskowe.
Połączenia nitowe powstają przez łączenie elementów łącznikami zwanymi nitami. Nity
wprowadza się w otwory wykonane uprzednio w elementach przeznaczonych do łączenia,
a następnie zakuwa za pomocą narzędzi ręcznych lub maszynowo (rys. 48).
Rys. 49. Nitowanie: 1 - blachy nitowane, 2 - wspornik, 3 - zakuwniki, 4 - nity, [5, s. 211]
Nity mogą być normalne: z łbem kulistym, płaskim, soczewkowym lub specjalne np.
rurkowe czy wybuchowe. Przykład połączenia za pomocą nitu rurkowego przedstawia
rysunek 49.
Rys. 50. Połączenie za pomocą nitów rurkowych [5, s. 211]
Połączenia spawane powstają poprzez nadtopienie dosuniętych do siebie brzegów
łączonych elementów. Ciekły metal wypełnia szczelinę między elementami, a następnie
krzepnie tworząc spoinę. Ciepło potrzebne do nadtopienia metalu pochodzi z łuku
elektrycznego lub ze spalania gazu (najczęściej acetylenu).
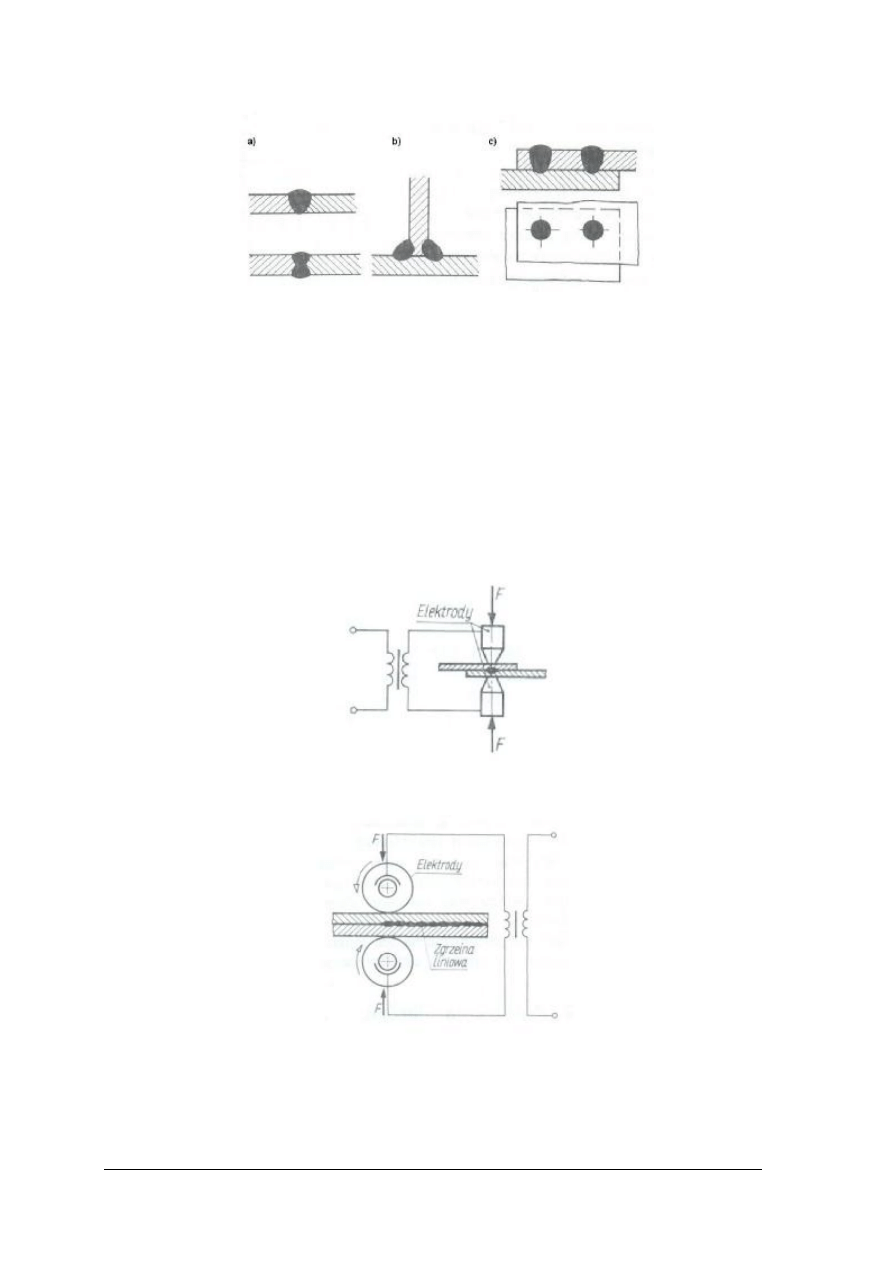
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Rys. 51. Rodzaje spoin spawanych: a) czołowe, b) pachwinowe, c) otworowe [5, s. 208]
Połączenia zgrzewane powstają poprzez silny docisk do siebie elementów uprzednio
podgrzanych do temperatury plastyczności. W odróżnieniu do spawania brzegi elementów nie
ulegają nadtopieniu. Ciepło konieczne do podgrzania elementów może być wytworzone
w wyniku tarcia elementów o siebie, lecz najczęściej jest wynikiem przepływu prądu
elektrycznego przez elementy łączone (zgrzewanie oporowe).
W zależności od rodzaju powstałej zgrzeiny wyróżniamy zgrzewanie punktowe oraz
liniowe. Zgrzewanie punktowe stosuje się w przypadku gdy nie jest wymagana szczelność
elementów łączonych (np. nadwozia pojazdów samochodowych), liniowe gdy jest ona
konieczna (np. zbiorniki paliwa). Na elektrody do zgrzewania oporowego stosuje się
najczęściej miedź elektrolityczną lub stop miedzi z chromem i kadmem.
Rys. 52. Zasada zgrzewania punktowego [5, s. 208]
Rys. 53. Zasada zgrzewania liniowego [5, s. 208]
Połączenia lutowane łączą elementy za pomocą stopu zwanego lutem. Temperatura
topnienia lutu jest znacznie niższa od temperatury topnienia łączonych części, dlatego przy
lutowaniu nie następuje nadtapianie łączonych części. Ze względu na zakres temperatury
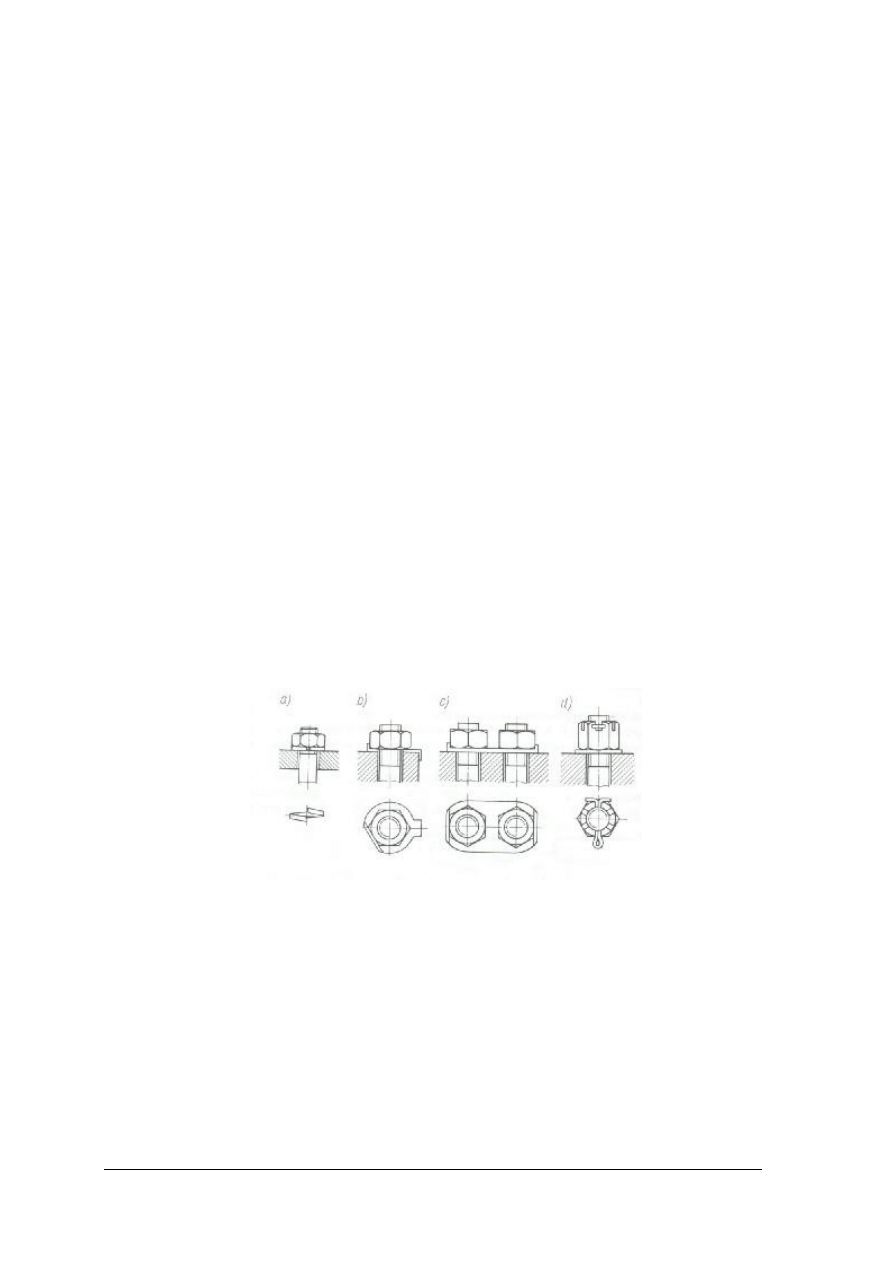
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
rozróżnia się: lutowanie miękkie (temperatura topnienia lutu do 450
°
) oraz lutowanie twarde
(temperatura powyżej 450
°
). Luty miękkie stosuje się do łączenia stopów żelaza, stopów
miedzi i innych. Wytrzymałość mechaniczna takich lutów jest niewielka podobnie jak zakres
temperatury ich pracy. Jako lutów miękkich używa się stopów cyny z ołowiem, cyny
z kadmem. Lutowanie miękkie przeprowadza się za pomocą różnego typu lutownic.
Jako lutów twardych używa się miedzi lub jej stopów ( mosiądze, brązy), cynku, srebra.
Luty twarde można topić za pomocą palników acetyleno-tlenowych, lamp lutowniczych lub
w piecach. Przed lutowaniem powierzchnie łączonych elementów powinny być oczyszczone
mechanicznie lub chemicznie. W celu zwiększenia przyczepności i zapobieżeniu utlenianiu
używa się topników (np. kalafonia, boraks).
Połączenia klejowe wraz z rozwojem chemii są coraz częściej stosowane w technice. Do
ich zalet można zaliczyć odporność na korozję, zdolność tłumienia drgań, własności
izolacyjne, możliwość klejenia dowolnej kombinacji materiałów. Powierzchnie przed
sklejeniem musza być odpowiednio przygotowane zgodnie z zaleceniami producenta kleju.
Warunkiem uzyskania połączenia klejonego o dobrych właściwościach jest docisk elementów
klejonych do siebie na czas utwardzenia kleju.
Połączenia gwintowe należą do najczęściej stosowanych połączeń rozłącznych. Łączniki
gwintowe dzieli się na: śruby, wkręty i nakrętki. Śruby mają odpowiednio ukształtowany łeb
pasujący do klucza, którym mają być przykręcane, zaś wkręty maję łeb z nacięciem służącym
do ich przykręcenia wkrętakiem.
Osobną grupę łączników stanowią śruby i wkręty samogwintujące, to znaczy takie które
podczas wkręcania same sobie nacinają gwint.
W celu zabezpieczenia łączników gwintowych przed odkręcaniem się (np. po wpływem
drgań i wstrząsów) stosuje się różne zabezpieczenia (rys. 53): a) podkładka sprężysta,
b, c podkładki odginane, d) zawleczka.
Rys. 54. Sposoby zabezpieczenia łączników śrubowych przed odkręceniem się [5, s. 214]
Połączenia wpustowe należą do połączeń ruchowych, przenoszą bowiem moment
obrotowy. Tworzą je wpusty łączące piasty kół zębatych lub pasowych z wałem. Wpusty
mogą być pryzmatyczne lub czółenkowe.
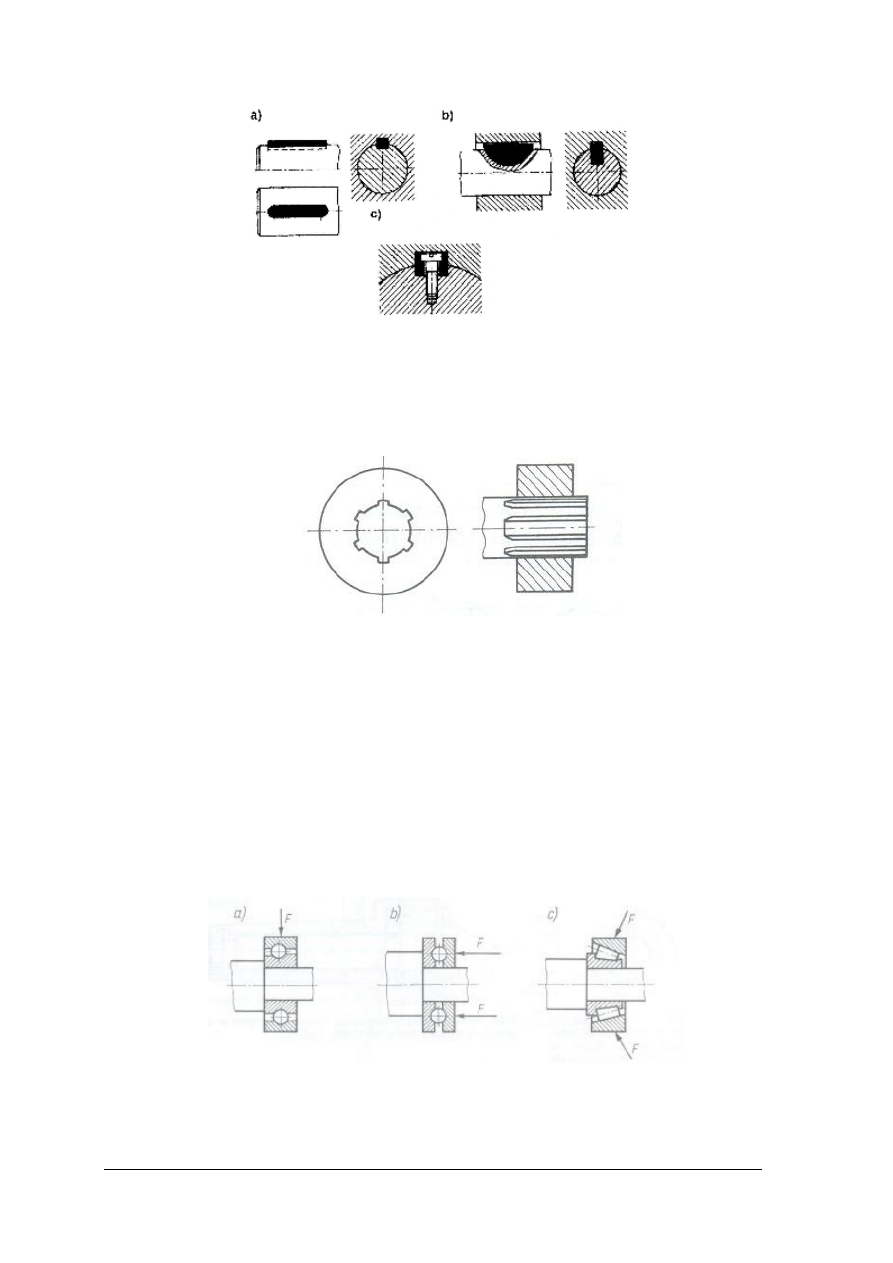
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Rys. 55. Połączenia wpustowe: a) wpust pryzmatyczny, b) czółenkowy, c) wpust pryzmatyczny przykręcany
[1, s. 64]
Połączenia wielowypustowe są zaliczane do połączeń ruchowych i podobnie jak
połączenia wpustowe przenoszą ruch obrotowy, a ponadto środkują piasty kół na czopach.
Rys. 56. Połączenie wielowypustowe [4, s. 232]
Elementami służącymi do przenoszenia ruchu obrotowego są: wałki i osie. Są to
elementy maszyn osadzone w łożyskach i podtrzymujące inne elementy wykonujące ruch
obrotowy (np. koła pasowe, zębate, tarcze sprzęgieł itp.). Wałek przenosi moment obrotowy
z jednego elementu maszyny na drugi, natomiast oś mimo, iż współpracuje z elementami
obracającymi się nie przenosi momentu obrotowego.
Łożyska służą do podtrzymywania obracających się osi i wałków. W zależności od
charakteru tarcia występującego w łożysku rozróżniamy łożyska toczne oraz ślizgowe. Pod
względem kierunku przenoszenia obciążenia łożyska dzielimy na: poprzeczne, wzdłużne
i poprzeczno-wzdłużne.
Rys.57. Łożyska toczne: a) poprzeczne, b) wzdłużne, c) poprzeczno-wzdłużne (skośne) [4, s. 239]
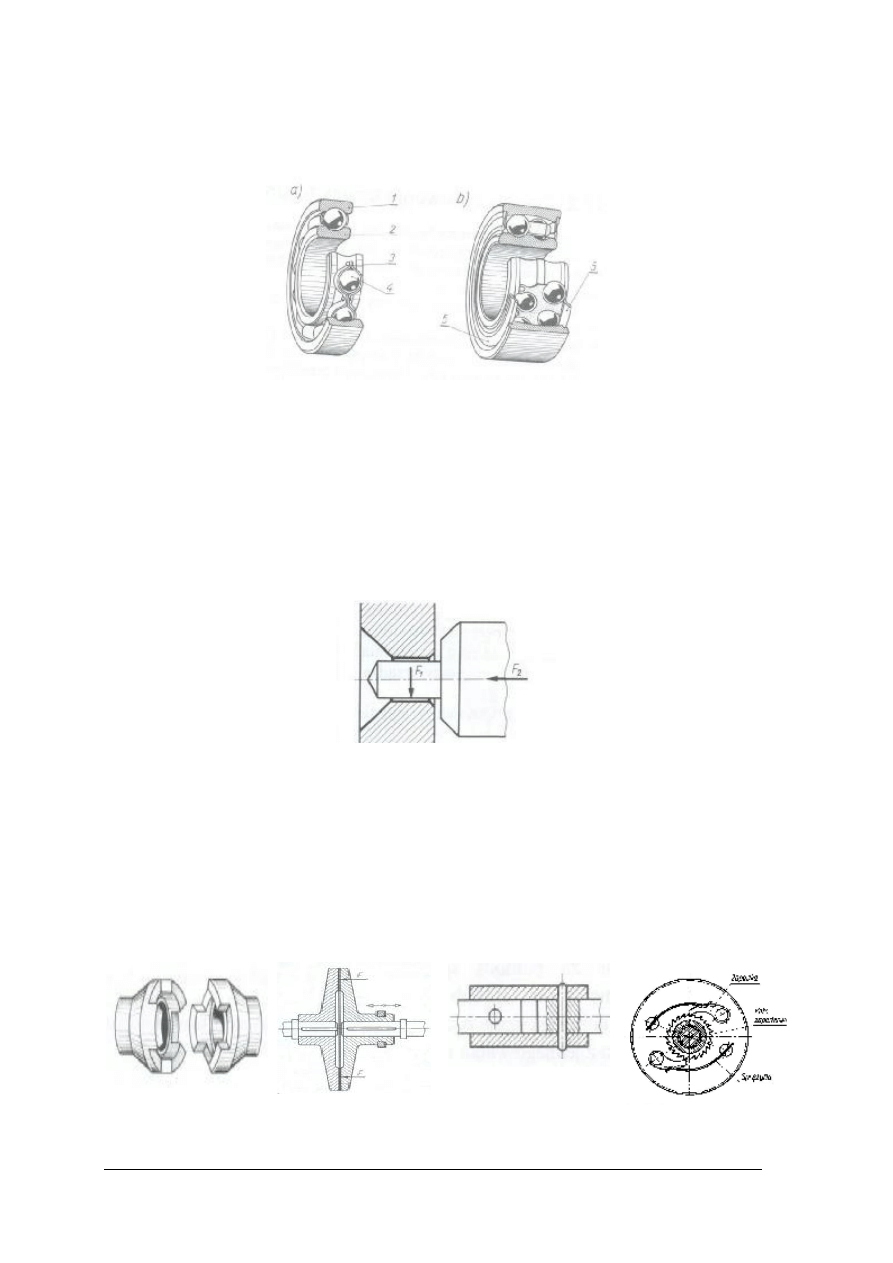
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
Łożyska toczne składają się z (rys 57): pierścienia zewnętrznego 1, pierścienia
wewnętrznego 2, koszyka 3, elementów tocznych 4, blaszki ochronnej 5.
Rys. 58. Budowa łożyska tocznego [4, s. 239]
Elementy toczne mogą występować w łożysku w jednym rzędzie, dwóch lub w wielu
rzędach. Elementy toczne mogą mieć kształt: kulek, wałków, stożków, igiełek. Wszystkie
wymiary łożysk są znormalizowane w skali międzynarodowej. Dobór łożysk odbywa się
w parciu o katalogi, w których każde łożysko ma swój indywidualny numer.
Przykład prostego łożyska ślizgowego przedstawia rysunek 58. W tym rozwiązaniu czop
wału współpracuje bezpośrednia z otworem. W celu zmniejszenia tarcia między
współpracujące powierzchnie wprowadza się środek smarujący.
Rys. 59. Łożysko ślizgowe [5, s. 215]
Sprzęgła służą do przenoszenia momentu obrotowego z jednego wałka na drugi. Dzieli
się je na stałe i wyłączalne. Sprzęgła stałe można rozłączyć jedynie przez ich demontaż,
natomiast sprzęgła wyłączalne można włączać i wyłączać podczas pracy urządzenia.
Przykładowe sprzęgła przedstawia rysunek 59. Sprzęgło kłowe i cierne należy do grupy
wyłączalnych, sprzęgło tulejowe jest sprzęgłem stałym, sprzęgło zapadkowe jest sprzęgłem
jednokierunkowym.
a)
b)
c)
d)
Rys. 60. Sprzęgła: a) kłowe, b) cierne, c) tulejowe, d) zapadkowe [5, s. 217]
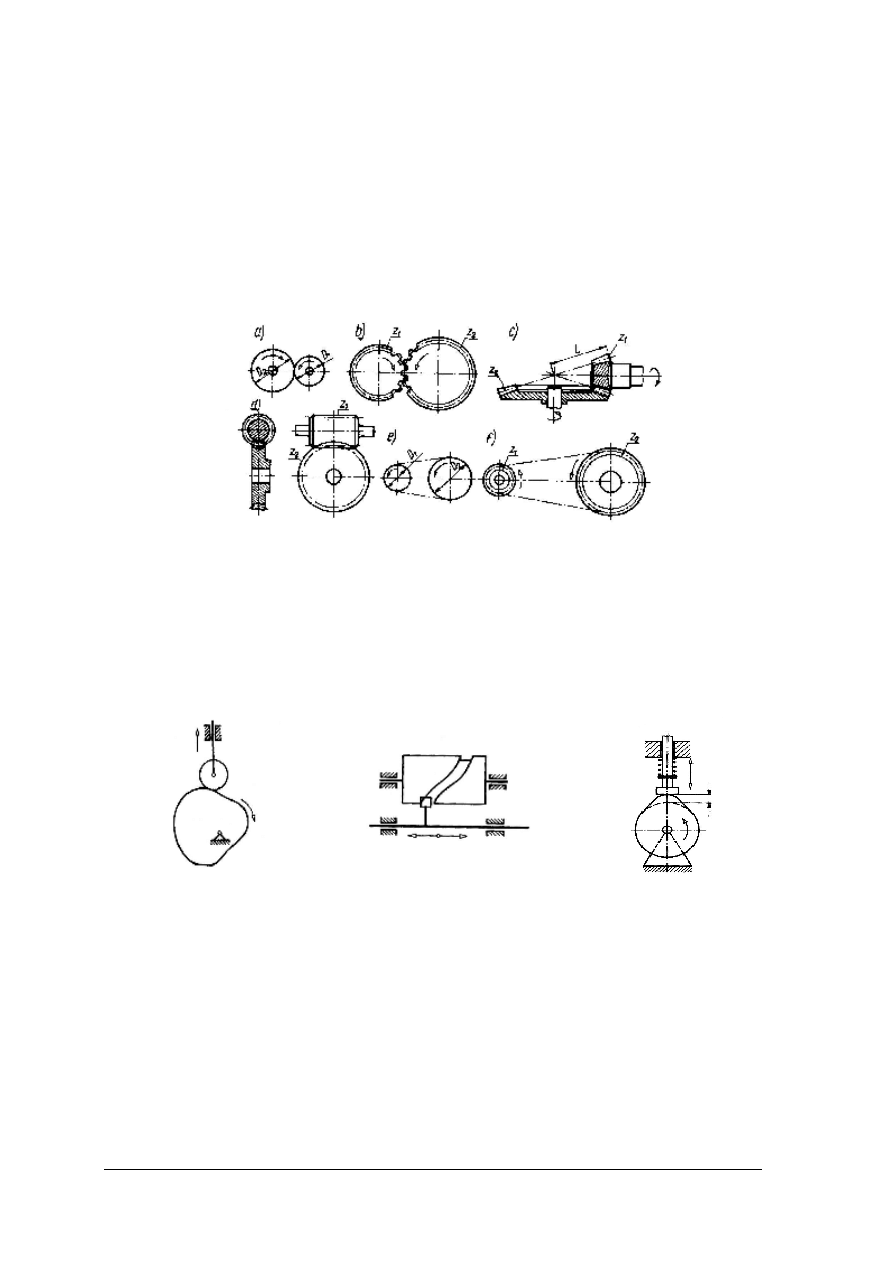
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Przekładnie mechaniczne stosuje się do przenoszenia ruchu z urządzenia napędzającego
(np. silnika) na urządzenie napędzane (np. na obrabiarkę). W zależności od potrzeb
przekładnia może zwiększać prędkość obrotową (multiplikator) lub zmniejszać (reduktor).
Parametrem określającym wartość tych zmian jest przełożenie kinematyczne przekładni (i)
będące stosunkiem prędkości obrotowej wałka napędzanego (n
2
) do prędkości obrotowej
wałka napędzającego (n
1
)
i= n
2
/n
1
Przykłady najczęściej stosowanych przekładni przedstawia rysunek 60.
Rys. 61. Przekładnie mechaniczne: a) cierna, b) zębata walcowa, c) zębata stożkowa, d) ślimakowa, e) pasowa,
f) łańcuchowa [4, s. 218]
Mechanizmy krzywkowe (rys. 61) służą do otrzymywania dowolnego ruchu elementu
napędzanego. Mechanizm taki składa się z krzywki i popychacza. Mechanizmy krzywkowe są
stosowane w półautomatach i automatach tokarskich oraz do sterowania zaworami
w układach rozrządu silników spalinowych.
Rys. 62. Przykłady mechanizmów krzywkowych [7, s. 397]
Mechanizmy do otrzymywania ruchu przerywanego mają za zadanie w zależności od
konstrukcji: uzyskanie ruchu przerywanego jednokierunkowego, przenoszenie ruchu
obrotowego w sposób nieciągły, przenoszenie ruchu prostoliniowego w sposób nieciągły.
Przykłady takich mechanizmów przedstawia rys. 62.
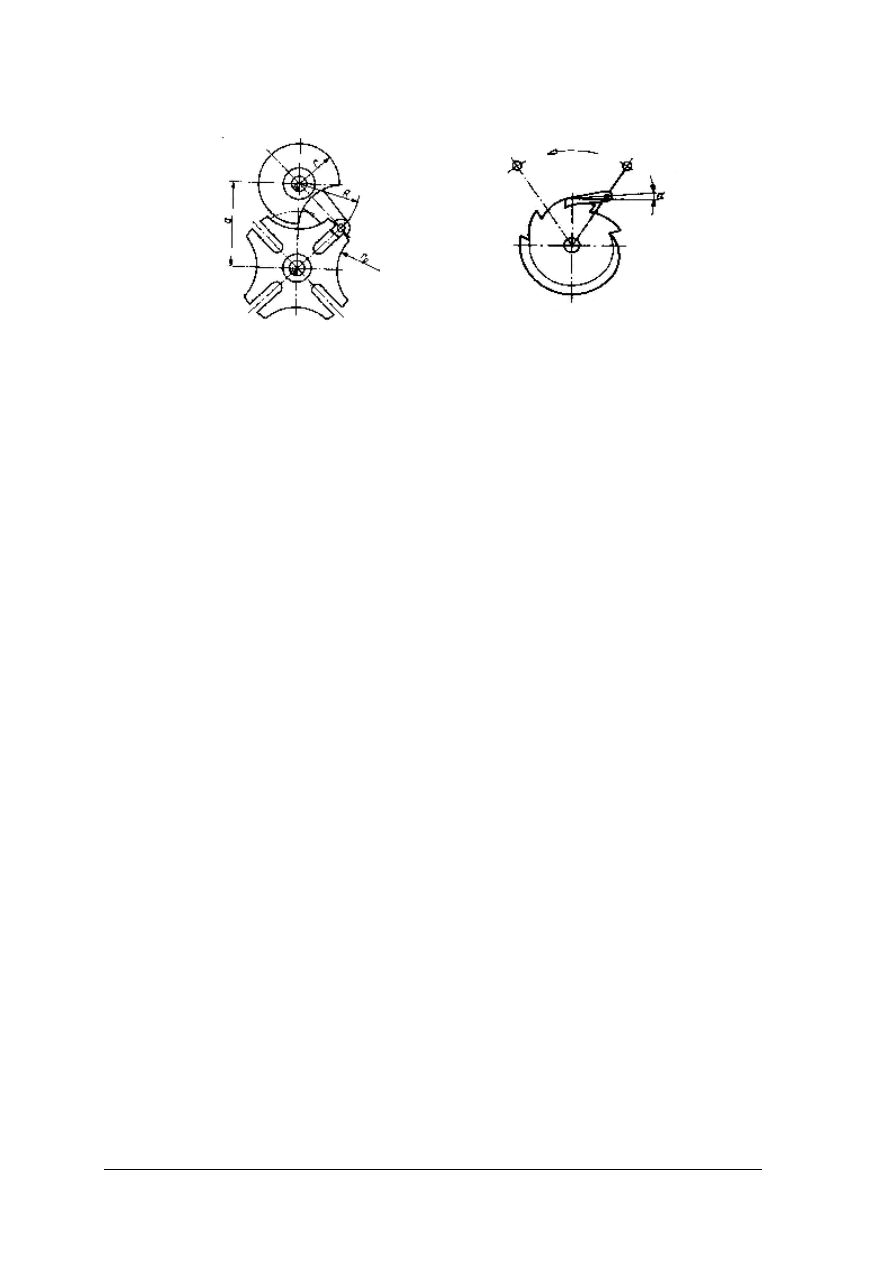
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
a)
b)
Rys.63. Mechanizmy do otrzymywania ruchu przerywanego: a) krzyż maltański, b) mechanizm zapadkowy,
[7, s. 394]
W urządzeniach elektronicznych
stosuje się wiele elementów
i podzespołów
elektromechanicznych. Należą do nich:
−
przyciski i przełączniki,
−
styczniki,
−
przekaźniki,
−
przekaźniki czasowe.
Przyciski działają tylko przez czas naciśnięcia. Często przyciski maja po kilka zestyków
np. trzy zwierne i trzy rozwierne. Sprężyna ściskana w trakcie przyciskania powoduje powrót
zestyków w położenie początkowe po ustaniu nacisku.
Styczniki to elementy elektromechaniczne służące do włączania i wyłączania urządzeń
dużej mocy (od 1 kW do 500 kW). Za ich pomocą uruchamia się silniki, hamulce, sprzęgła
i urządzenia grzewcze. Posiadają one zestyki główne służące do włączania urządzeń
elektrycznych oraz zestyki pomocnicze. Zestyki uruchamiane są elektromagnetycznie. Cewka
stycznika powodująca przełączenia styków może być zasilana prądem stałym (stycznik prądu
stałego) lub przemiennym (stycznik prądu przemiennego). Styczniki posiadające tylko zestyki
pomocnicze nazywamy stycznikami pomocniczymi.
Przekaźniki spełniają w układzie elektrycznym te same zadania co stycznik pomocniczy
i służą jako zdalnie uruchamiany łącznik. Różnią się od stycznika budową, wielkością
i przełączaną mocą (mniejsza od styczników).
Przekaźniki czasowe pozwalają na wprowadzenie opóźnienia czasowego pomiędzy
chwilą włączenia przekaźnika a zwarciem jego styków. Opóźnienie czasowe w przekaźnikach
jest nastawialne i wynosi od kilku milisekund do kilku sekund.
Więcej informacji na temat podzespołów elektromechanicznych i ich montażu znajdziesz
w jednostce modułowej „Montaż mechaniczny w urządzeniach elektronicznych”.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są zadania połączeń rozłącznych i nierozłącznych?
2. Jak wykonuje się połączenia klejone i nitowe?
3. W jaki sposób zabezpiecza się połączenia gwintowe przed samoczynnym rozkręceniem
się podczas pracy?
4. Jaka jest różnica między wałkiem a osią?
5. Czym różnią się łożyska toczne od ślizgowych?
6. Jakie elementy toczne stosuje się w łożyskach?
7. Do czego służą sprzęgła?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
8. Które ze sprzęgieł zaliczamy do stałych, a które do wyłączalnych?
9. Jak działają sprzęgła jednokierunkowe?
10. Co to jest przełożenie kinematyczne przekładni?
11. Jakie wyróżniamy rodzaje przekładni mechanicznych?
4.4.3. Ćwiczenia
Ćwiczenie 1
Wykonaj, zgodnie z przyjętą wcześniej koncepcją, połączenia stałe i rozłączne
w obudowie, którą wykonałeś w ramach ćwiczeń nr 1, 2, 3 w poprzednim rozdziale.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić sposób połączenia części obudowy w całość,
2) zaplanować w zależności od przyjętego rozwiązania rozmieszczenie nitów, śrub,
punktów zgrzewania, spoin,
3) przygotować niezbędne materiały i narzędzia,
4) wykonać zaplanowane połączenia zwracając uwagę na zasady bezpiecznej pracy,
5) dokonać oceny poprawności i estetyki wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
–
poradnik dla ucznia,
–
szkic zaprojektowanej obudowy,
–
zestaw materiałów i narzędzi do wykonywania połączeń.
Ćwiczenie 2
Wykonaj demontaż urządzenia elektronicznego z elementami mechanicznymi (np.
odtwarzacz video, magnetofon, radiootwarzacz, drukarka itp.), a następnie dokonaj analizy
konstrukcji mechanizmu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) upewnić się czy urządzenie jest wyłączone z sieci,
2) przygotować zestaw narzędzi do demontażu,
3) zdemontować urządzenie zwracając uwagę by nie spowodować uszkodzenia,
4) przeanalizować konstrukcję mechaniczna urządzenia,
5) zamieścić wyniki analizy w tabeli zgodnie z poniższym przykładem,
Lp.
Nazwa
części/mechanizmu
Funkcja
Czy część/mechanizm
można naprawiać?
Sposób naprawy
1.
Łożyska silnika
elektrycznego
Podtrzymują
wirnik
nie
Wymianie podlega cały
silnik elektryczny.
2.
Mechanizm napędu
wskaźnika skali
Pokazuje
częstotliwość
wybranej
stacji
tak
Wymianie podlegają:
cięgno, sprężyny
napinające, rolki
prowadzące.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
6) zmontować urządzenie,
7) zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
–
poradnik dla ucznia,
–
urządzenie do demontażu,
–
zestaw narzędzi (wkrętaki, klucze płaskie, imbusowe),
–
materiały i przybory do pisania.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) sklasyfikować połączenia stałe i rozłączne?
2) wykonać połączenia gwintowe, lutowane, nitowe?
3) opisać budowę łożysk tocznych?
4) określić funkcję prowadnic?
5) sklasyfikować sprzęgła?
6) określić zadania przekładni mechanicznych?
7) sklasyfikować przekładnie mechaniczne?
8) podać przykłady mechanizmów do uzyskiwania ruchu przerywanego?
9) sklasyfikować podzespoły elektromechaniczne?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań wielokrotnego wyboru o różnym stopniu trudności. Tylko jedna
odpowiedź jest prawidłowa.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi.
Prawidłową odpowiedź zaznacz X (w przypadku pomyłki należy błędną odpowiedź
zaznaczyć kółkiem, a następnie ponownie zakreślić odpowiedź prawidłową).
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego
rozwiązanie na później i wróć do niego, gdy zostanie Ci czas wolny. Trudności mogą
przysporzyć Ci zadania: 16–20, gdyż są one na poziomie trudniejszym niż pozostałe.
Przeznacz na ich rozwiązanie więcej czasu.
8. Na rozwiązanie testu masz 90 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Rysunek pokazujący tylko jedną niepodzielną część z uwzględnieniem wszystkich
wymiarów koniecznych do jej wykonania to rysunek
a) złożeniowy.
b) wykonawczy.
c) zestawieniowy.
d) montażowy.
2. Mosiądzem nazywamy stop
a) cynku i aluminium.
b) magnezu i cynku.
c) miedzi i cynku.
d) aluminium, miedzi i magnezu.
3. Tworzywami sztucznymi które można wielokrotnie przerabiać są
a) tworzywa chemoutwardzalne.
b) tworzywa termoplastyczne.
c) tworzywa termoutwardzalne.
d) wszystkie tworzywa sztuczne.
4. Metalem odpornym na korozję jest
a) platyna.
b) aluminium.
c) żelazo.
d) ołów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
5. Pomiary warsztatowe zaleca się wykonywać w
a) temperaturze około 25
°
C.
b) temperaturze około 20
°
C.
c) temperaturze około 15
°
C.
d) dowolnej temperaturze.
6. Promieniomierze służą do
a) sprawdzania promieni zaokrągleń wypukłych i wklęsłych.
b) pomiaru promieniowania na stanowiskach pracy wykorzystujących izotopy.
c) mierzenia wielkości promieni okręgów podczas trasowania.
d) porównywania promieni kół zębatych.
7. Wysuwka służy w suwmiarce do
a) blokady zacisku.
b) pomiaru wymiarów zewnętrznych.
c) pomiaru wymiarów wewnętrznych.
d) pomiaru głębokości.
8. Malowanie przedmiotu przed trasowaniem ma na celu
a) zabezpieczenie przedmiotu przed korozją.
b) ograniczenie ślizgania się narzędzi traserskich po płycie.
c) zwiększenie widoczności trasowanych linii.
d) oznaczenie elementu ułatwiające jego identyfikację.
9. Brzeszczot piłki do metalu mocuje się w oprawie
a) tak, aby ząbki piłki miały kierunek nachylenia ku przedniemu uchwytowi.
b) tak, aby ząbki piłki miały kierunek nachylenia ku rękojeści piłki.
c) w dowolny sposób niezależnie od kierunku nachylenia ząbków.
d) tak, aby ząbki wykazywały jak najmniejszy opór podczas ruchu roboczego.
10. Podczas piłowania należy stosować pilniki w następującej kolejności:
a) równiak, zdzierak, gładzik, jedwabnik.
b) zdzierak, równiak, gładzik, jedwabnik.
c) gładzik, zdzierak, równiak, jedwabnik.
d) jedwabnik, równiak, zdzierak, gładzik.
11. Wiertła widiowe stosuje się do wiercenia w
a) tworzywach sztucznych.
b) stali.
c) drewnie.
d) betonie.
12. Wiertło kręte z kątem wierzchołkowym o wartości 85–90
°
służy do wiercenia w
a) stali.
b) miedzi.
c) tworzywach sztucznych.
d) gumie.
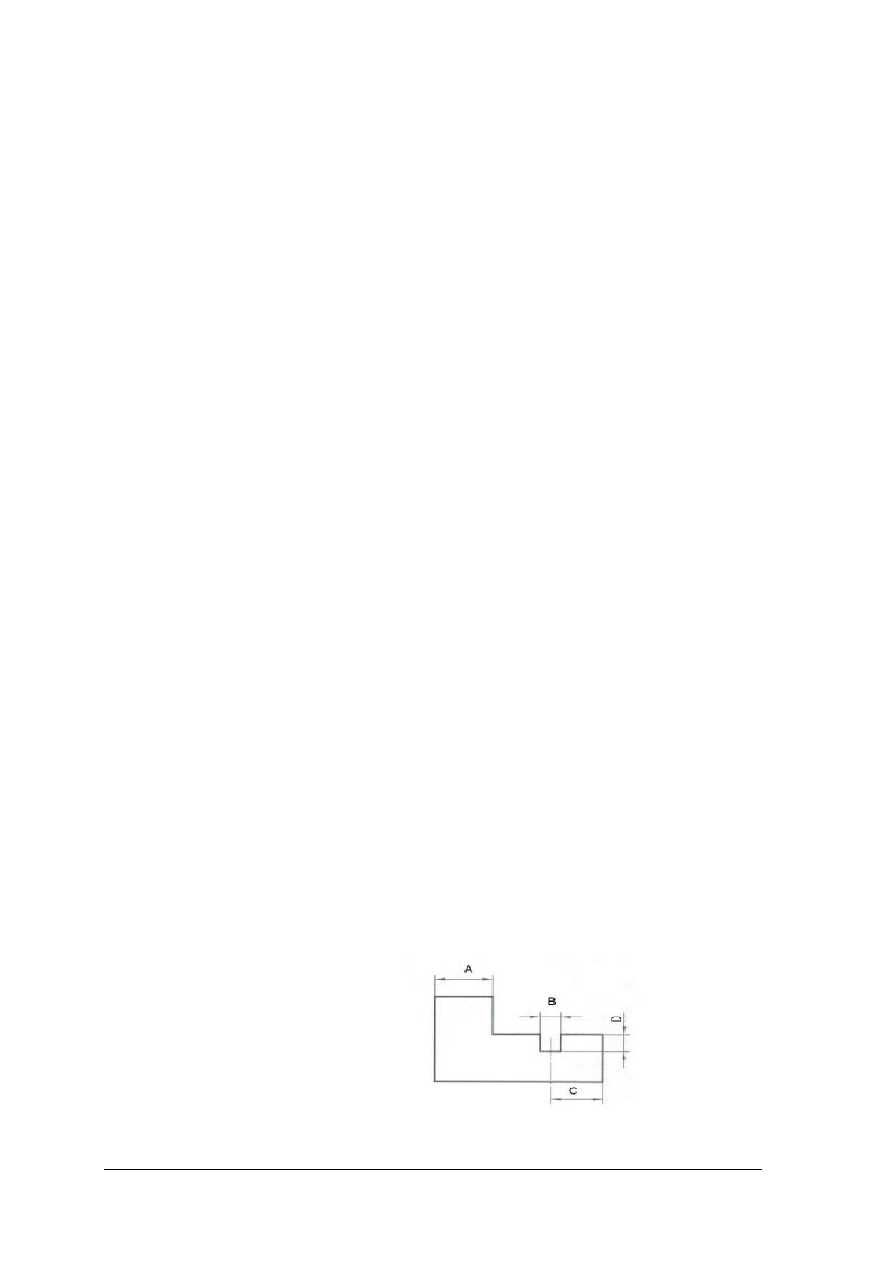
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
13. Powiercanie wykonuje się za pomocą
a) wiertła.
b) pogłębiacza.
c) rozwiertaka.
d) narzynki.
14. Nożyce ręczne stosuje się do cięcia blach o grubości do
a) 0,5 mm.
b) 1 mm.
c) 5 mm.
d) 10 mm.
15. Lutowanie miękkie przeprowadza się z użyciem lutu o temperaturze topnienia
a) do 350ºC.
b) do 450ºC.
c) do 600ºC.
d) do 750ºC.
16. Prawdziwe zdanie to:
a) elektron to stop magnezu, aluminium, cynku.
b) znale to stopy aluminium, krzemu, magnezu.
c) durale to stopy cynku, miedzi, magnezu.
d) mosiądze to stopy miedzi, aluminium, magnezu.
17. Polimeryzacja to proces podczas którego, małe jednorodne cząsteczki (monomery)
a) dzielą się na cząstki zwane polimerami, a dodatkowo wydzielają się substancje
uboczne np. chlorowodór.
b) tworzą nową substancję o zmienionym składzie chemicznym, a dodatkowo
wydzielają się substancje uboczne np. woda, amoniak.
c) łączą się ze sobą tworząc jedną wielką cząstkę, a powstające substancje mają taki
sam skład chemiczny, jaki miały przed procesem.
d) tworzą pary drobnych cząstek, a powstała substancja ma zmieniony skład
chemiczny.
18. Policzterofluoroetylen (teflon)
a) jest niepalny ma duży współczynnik tarcia.
b) jest palny i ma duży współczynnik tarcia.
c) jest niepalny i ma mały współczynnik tarcia.
d) jest palny i ma mały współczynnik tarcia.
19. Metodą pośrednią należy wyznacza się wymiar
a) A.
b) B.
c) C.
d) D.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
20. Jeżeli przełożenie przekładni kinematycznej wynosi i = 0,5; a wałek napędzany
(wyjściowy) obraca się z prędkością n
2
= 100 obr/min to prędkość wałka napędzającego
n
1
wynosi
a) 500 obr/min.
b) 200 obr/min.
c) 100 obr/min.
d) 50 obr/min.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Wykonywanie prostych prac z zakresu obróbki ręcznej
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
6. LITERATURA
1. Bożenko L.: Maszynoznawstwo. Wydawnictwo Szkolne i Pedagogiczne, Warszawa 1990
2. Buksiński T., Szpecht A.: Rysunek techniczny. Wydawnictwo Szkolne i Pedagogiczne,
Warszawa 1993
3. Górecki A.: Technologia ogólna. Podstawy technologii mechanicznych. Wydawnictwo
Szkolne i Pedagogiczne, Warszawa 1993
4. Lewandowski T.: Rysunek techniczny dla mechaników. Wydawnictwo Szkolne
i Pedagogiczne Spółka Akcyjna, Warszawa 1995
5. Okoniewski S.: Technologia dla elektroników. Wydawnictwo Szkolne i Pedagogiczne
Spółka Akcyjna, Warszawa 1996
6. Okoniewski S.: Technologia maszyn. Wydawnictwo Szkolne i Pedagogiczne, Warszawa
1993
7. Rutkowski A.: Części maszyn. Wydawnictwo Szkolne i Pedagogiczne, Warszawa 1992
8. Waszkiewiczowie E. S.: Rysunek zawodowy dla zasadniczych szkół zawodowych,
Wydawnictwo Szkolne i Pedagogiczne, Warszawa 1975
9. Zawora J.: Podstawy technologii maszyn. Wydawnictwo Szkolne i Pedagogiczne Spółka
Akcyjna, Warszawa 2001
Wyszukiwarka
Podobne podstrony:
monter elektronik 725[01] o2 02 n
monter elektronik 725[01] o2 01 n
monter elektronik 725[01] o2 02 u
monter elektronik 725[01] z3 03 n
monter elektronik 725[01] z1 02 u
monter elektronik 725[01] z2 01 n
monter elektronik 725[01] z3 02 n
monter elektronik 725[01] z2 01 u
monter elektronik 725[01] z1 02 n
monter elektronik 725[01] o1 06 n
monter elektronik 725[01] z2 03 u
monter elektronik 725[01] z2 02 u
monter elektronik 725[01] z3 01 n
monter elektronik 725[01] z2 02 n
monter elektronik 725[01] o1 01 n
monter elektronik 725[01] z1 01 u
więcej podobnych podstron