
Spis treści
Korozją - nazywa się proces niszczenia materiału wywołany chemicznym, lub fizyko-chemicznym
oddziaływaniem środowiska. Zaczyna się on na powierzchni granicznej: ciało stałe <= ciecz lub gaz,
przechodząc w dalszym ciągu w głąb materiału. Metale mogą podlegać również niszczącym wpływom
fizycznym, na przykład erozji i kawitacji.
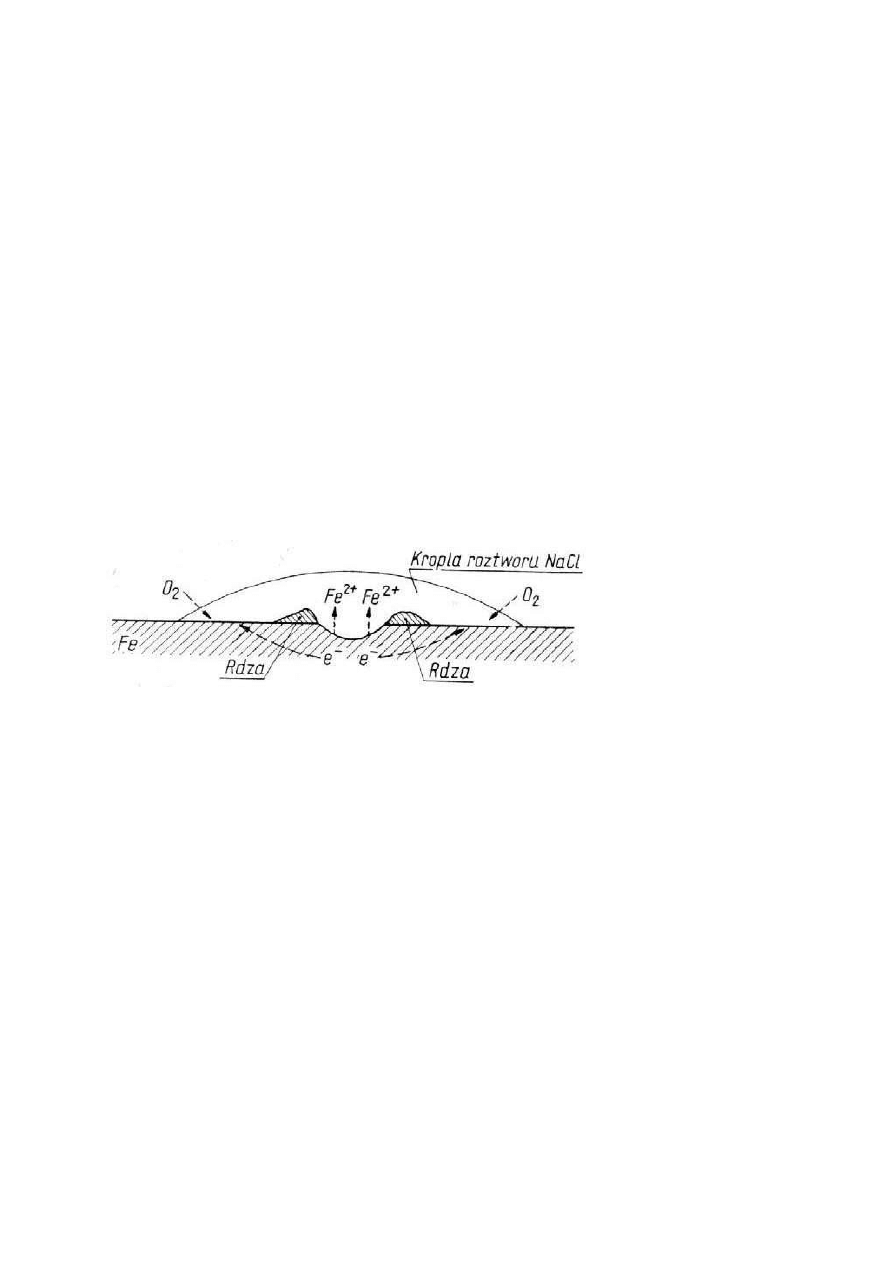
Przykład korozji elektrochemicznej
1. Klasyfikacja korozji pod względem mechanizmu fizyko-chemicznego:
1) Korozja chemiczna
zachodzi w wypadku bezpośredniej reakcji chemicznej metalu z otaczającym
środowiskiem, której nie towarzyszy przepływ prądu elektrycznego, np. korozja gazowa, czyli reakcja
metalu z suchymi gazami.
2) Korozja elektrochemiczna
zachodzi w roztworach elektrolitu (także woda morska) oraz w
atmosferze (na metalu pokrytym warstewką wody). Procesowi niszczenia materiału towarzyszy
lokalny przepływ prądu elektrycznego wskutek pracy obecnych na powierzchni metalu mikro- lub
makroogniw korozyjnych. Wszystkie spotykane w okrętownictwie metale, czyli stale, staliwa, żeliwa,
stopy aluminiowe, miedź, cynk itp., podlegają korozji elektrochemicznej pod wpływem atmosfery i
wody morskiej.
Na przebieg procesów korozji chemicznej jak również elektrochemicznej metali mają wpływ warunki
zewnętrzne, jak i rodzaj metalu, jego struktura, obecność naprężeń itp.

2. Korozja ze względu na charakter zniszczeń powodowanych przez
korozję:
Korozja równomierna
- najbardziej powszechna forma występowania korozji ogólnej, czyli korozji
rozprzestrzenionej na całej powierzchni metalu. Charakteryzuje się prawie jednolitym,
równomiernym niszczeniem powierzchni.
Korozja wżerowa
– jedna z najniebezpieczniejszych form korozji miejscowej, czyli korozji
zlokalizowanej w niektórych, określonych miejscach powierzchni metalu. Przebiegając na niewielkich,
niezbyt rozległych obszarach powierzchni jednocześnie rozwija się znacznie w głąb materiału,
tworząc tzw. wżery. Powoduje to istotne osłabienie lokalne konstrukcji wskutek kilku do
kilkunastokrotnie większej głębokości wżerów od głębokości równomiernych ubytków korozyjnych na
pozostałych częściach powierzchni.
Korozja punktowa
– jedna z odmian wżerowej. Średnica zaatakowanych miejsc sięga 0,2 do 1 mm.
Rozwijające się w głąb metalu zniszczenia mogą z biegiem czasu spowodować przekorodowanie
zaatakowanego elementu.
Korozja selektywna
– występująca w stopach, prowadzi do znacznego obniżenia własności
wytrzymałościowych metalu. Składnikowo-selektywna charakteryzuje się wybiórczym roztwarzaniem
jednego ze składników stopu (odcynkowanie mosiądzów). Strukturalno-selektywna roztwarza jedną z
faz stopu (rozpuszczanie ferrytu w żeliwie).
Korozja międzykrystaliczna
prowadzi do niszczenia materiału wzdłuż granic kryształów.
Charakterystycznym objawem jest znaczne pogorszenie własności mechanicznych metalu mimo jego
pozornie nie zmienionego wyglądu.
Korozja podpowierzchniowa
rozwija się w metalu równolegle do jego powierzchni i prowadzi do
obserwowanego niejednokrotnie pęcznienia lub rozwarstwienia się metalu.
Korozja śródkrystaliczna
przejawia się występowaniem rys przebiegających poprzez ziarna
metalu.
Można dokonać także podziału w zależności od środowiska, na korozję atmosferyczną i w wodzie
morskiej, lub według przyczyn ją wywołujących, na korozję kontaktową i elektrolityczną.
KOROZJA CHEMICZNA
Na granicy metal – gaz tworzy się warstewka produktów korozji o grubości zależnej od charakteru
metalu, składu atmosfery, temperatury, czasu działania i temu podobnych czynników. Chemiczna
reakcja utleniania metalu może być przedstawiona równaniem: Me + ½ O
2
↔ MeO. Warunkiem
równowagi jest równość ciśnienia cząstkowego tlenu i prężności dysocjacji utworzonego tlenku.
Naruszenie tej równowagi prowadzić może do przebiegu reakcji w kierunku dalszego powstawania
tlenku, bądź też rozkładu już wytworzonego. Tworzące się w wyniku korozji chemicznej produkty
korozji pojawiają się bezpośrednio na reagującej powierzchni metalu. Dalszy przebieg utleniania jest
zależny od możliwości przedostawania się czynników korozyjnych poprzez utworzoną warstwę.
Szczelność warstewek tlenków związana jest z rodzajem metalu, na którym zostały utworzone. Im
objętość molowa utworzonego tlenku jest większa od objętości molowej metalu tym bardziej
szczelna jest warstwa. Z kolei proces narastania warstewek jest zależny od właściwości tlenku, przez
który dyfundują atomy tlenu w kierunku metalu i jony metalu w kierunku zewnętrznej powierzchni
tworzącego się tlenku.

KOROZJA ELEKTROCHEMICZNA
Większość metali występuje w warunkach naturalnych w stanie termodynamicznie
nietrwałym. Z tej przyczyny posiadają skłonność do samorzutnego przejścia w bardziej stałą formę
(tlenki, wodorotlenki) z jednoczesnym wydzieleniem swobodnej energii. W warunkach oddziaływania
na metal atmosfery lub wody morskiej zachodzi to na drodze elektrochemicznej. Korozję
elektrochemiczną można zaklasyfikować jako przypadek przebiegu nierównowagowych procesów
elektrodowych, występujących w półogniwach i ogniwach galwanicznych.
Układ utworzony przez fazę metaliczną (metal) graniczącą z roztworem elektrolitu (fazą
ciekłą) jest nazywany elektrodą (półogniwo) a potencjał, powstały między tymi fazami wskutek
zmiany rozkładu ładunków elektrycznych, nosi nazwę potencjału elektrochemicznego. Układ dwóch
lub więcej elektrod zanurzonych w roztworze elektrolitu nazywa się ogniwem galwanicznym.
Ogniwami korozyjnymi nazywa się ogniwa, które są powodem zachodzenia procesu korozji.
Mechanizm korozji elektrochemicznej dokonuje się w dwóch procesach – anodowym i
katodowym.
Proces anodowy związany jest z przechodzeniem jonów metalu do roztworu wraz z ich jednoczesną
hydratacją (uwodnieniem). Proces katodowy związany jest z asymilacją wytworzonych w procesie
anodowym zbędnych elektronów przez depolaryzatory, czyli atomy, cząsteczki lub jony roztworu
mogące ulegać redukcji na katodzie. Zachodzący równolegle z procesem anodowym powoduje jego
nieograniczone podtrzymywanie.
W neutralnych roztworach soli (woda morska) korozja elektrochemiczna przebiega z
depolaryzacją tlenową, co powoduje powstawanie jonów wodorotlenowych. W pobliżu katody
następuje zmiana pH środowiska, która przesuwa się w stronę większych wartości wskutek bądź
rozładowywania jonów wodorowych przy depolaryzacji wodorowej, bądź też wzrostu stężenia jonów
wodorotlenowych (depolaryzacja tlenowa). Korozyjne ubytki materiału następują w wyniku procesu
anodowego, czyli przechodzenia metalu do roztworu. Proces katodowy na ogół nie powoduje strat
metalu.
Wskutek działania szeregu różnorodnych czynników dochodzi do elektrochemicznej
niejednorodności korodującej powierzchni. Objawia się to zróżnicowaniem wartości potencjałów
poszczególnych obszarów katodowych i anodowych oraz gęstości bądź kierunków prądów.
Zróżnicowanie na obszary anodowe i katodowe jest niezbędnym warunkiem funkcjonowania
korozyjnego ogniwa galwanicznego. Czynnikami powodującymi niejednorodność powierzchni metalu
są zarówno niejednorodności korodującego metalu, jak i niejednorodności roztworu oraz
niejednorodność warunków fizycznych. Poza tym, ze względu na rozmiar niejednorodności, rozróżnia
się niejednorodność makroelektrochemiczną (stalowy kadłub i śruba z brązu),
mikroelektrochemiczną (granica ziaren metalu) i submikroskopową (grupy atomów lub pojedyncze
atomy). Z rozmiarem występujących niejednorodności powierzchni związany jest również charakter
elektrochemicznego mechanizmu korozji. W przypadku obecności submikroogniw mówić można o
jednorodnie elektrochemicznym charakterze korozji, który cechuje się brakiem jakiegokolwiek
stałego rozmieszczenia obszarów katodowych i anodowych. W przypadku występowania mikro- lub
makroogniw występuje niejednorodnie elektrochemiczny rodzaj korozji.. W warunkach rzeczywistych
występują obydwa rodzaje korozji, przy czym jeden z nich może przeważać.
Woda morska
dzięki znacznej zawartości rozpuszczonych w niej soli oraz gazów charakteryzuje
się dużą aktywnością korozyjną. Największą aktywność przejawia anion chlorowy Clˉ. Wpływa on
niszcząco na wytwarzające się na metalach warstewki ochronne, wskutek czego nie następuje

ograniczenia procesu anodowego. Rozpuszczone sole zwiększając przewodnictwo elektryczne wody
zmniejszają ograniczający wpływ oporu omowego roztworu elektrolitu, co powoduje dużą
intensywność pracy ogniw korozyjnych. Różna zawartość soli nie wywiera widocznego wpływu na
szybkość korozji. Różna szybkość korozji na różnych szlakach żeglugowych ma szereg innych przyczyn,
takich jak chociażby warunki eksploatacji kadłuba. Znany jest wpływ prędkości poruszania się wody
względem kadłuba, wyrażający się intensyfikacją dostarczania tlenu do powierzchni stalowego
poszycia, co powoduje wzrost szybkości korozji wskutek zwiększonej depolaryzacji tlenowej. Przy
bardzo dużych prędkościach ruchu wody, w niektórych przypadkach, dochodzą jeszcze działania
erozyjne. Wśród rozpuszczonych w wodzie gazów najsilniej przyśpiesza korozję tlen jednak
agresywność środowiska powoduje również występowanie siarkowodoru. Jest on jednym z
produktów przemiany materii organizmów i mikroorganizmów występujących na poszyciu kadłuba.
Oprócz siarkowodoru mogą one wydzielać także dwutlenek węgla, amoniak oraz kwasy
nieorganiczne i organiczne, przy czym korozja mikrobiologiczna stanowi jedynie czynnik dodatkowy w
warunkach korozji stali w wodzie morskiej. Stężenie jonów wodorowych (pH) w granicach
spotykanych w wodzie morskiej nie wywiera poważniejszego wpływu na proces korozji metali.
Zaznacza on się w przypadku dużych zmian stężenia mogących wystąpić w pobliżu nieoczyszczanych
ścieków z zakładów przemysłowych położonych w rejonie portu. Temperatura wody morskiej
początkowo zwiększa intensywność przebiegów procesów elektrochemicznych (określoną rolę
odgrywa przy tym przewodnictwo wody), jednak w miarę wzrostu temperatury zmniejsza się ilość
rozpuszczonego w wodzie tlenu. Ostateczny efekt tych przeciwstawnych działań zależy więc od
warunków lokalnych. Istotny jest wpływ zmieniającej się temperatury po głębokości wody. Ponieważ
stosunkowo najsilniej nagrzewają się powierzchniowe warstwy wody, różnica temperatur w stosunku
do niżej położonych warstw może wynosić kilka stopni. Powoduje to powstawanie na kadłubie
ogniwa galwanicznego (makroogniwa), w których anodowymi stają się cieplejsze powierzchnie,
położone w pobliżu powierzchni wody na maksymalnej głębokości do 0,5 m.
OCHRONA PRZED KOROZJĄ
1. Ochrona za pomocą powłok malarskich.
Warunkami odpowiedniej ochrony przed korozją za pomocą powłok malarskich są: dobra
przyczepność powłoki do metalu i jej wysoka szczelność. Spełnienie tych warunków zależy nie tylko
od rodzaju i jakości nakładanych farb, lecz również od stanu powierzchni metalu. Istotna jest zarówno
geometria powierzchni jak i obecność zanieczyszczeń na metalu. Przy dużych nierównościach,
występujących nieraz przy nieodpowiednim przygotowaniu powierzchni, powłoka ochronna jest
przebijana przez wystające nierówności, które zapoczątkowują rozprzestrzenianie się korozji po całej
powierzchni. Z drugiej strony zbyt gładka powierzchnia powoduje gorszą przyczepność powłok. Do
dobrego przylgnięcia powłoki konieczna jest więc pewna chropowatość, która nie może jednak być
zbyt wielka.
Zanieczyszczenia powierzchni:
Najbardziej rozpowszechnionymi zanieczyszczeniami wpływającymi na przyczepność powłok są:
woda kondensacyjna - z opadów, z obróbki mechanicznej przy użyciu chłodziw itp.

zgorzelina (po obróbce cieplnej) i rdza (od działania tlenu i wilgoci),
kurz i pył - od obróbki metali i od długotrwałego składowania,
oleje, smary i tłuszcze - po obróbce, konserwacji od dotyku rąk itp.,
żużel i topniki - po odlewaniu lub spawaniu,
sole organiczne i nieorganiczne – po operacjach obróbki chemicznej lub cieplnej,
kwasy i alkalia – po obróbce chemicznej oraz plastycznej z zastosowaniem cieczy alkalicznych,
wapno traserskie i kreda – od trasowania.
Oprócz tego na powierzchniach kadłubów będących w eksploatacji mogą znajdować się takie
zanieczyszczenia, jak organizmy porastające zwierzęce i roślinne oraz szlam. Trudne do usunięcia są
również zniszczone powłoki malarskie, które należy usunąć, ażeby zapewnić trwałość następnych
warstw ochronnych.
Spośród opisanych powyżej składników zanieczyszczeń jednym z najważniejszych, zwłaszcza na
konstrukcjach nowych jest zgorzelina walcownicza, która wprawdzie w początkowym okresie stanowi
izolację od wilgoci oraz tlenu, ale z czasem pękając wskutek działania czynników atmosferycznych i
innej od stali rozszerzalności cieplnej jest przyczyną korozji elektrochemicznej, gdyż w stosunku do
stali jest katodą o różnicy potencjałów wynoszącej około 0,25 V. Wszystkie inne zanieczyszczenia
również wywierają szkodliwy wpływ na powłoki ochronne.
Stopień czystości powierzchni
Szczegółowy opis stopni czystości powierzchni zawiera polska norma PN-63/H-04607. Jako kryterium
podziału obrano obecność lub brak szarej warstwy tlenków żelaza pozostających na powierzchni stali
po procesie śrutowania oraz ewentualną obecność silnie przyczepionej zgorzeliny dopuszczalnej w
najniższym stopniu czystości.
Stopień 1 – poChwierzchnia metalicznie czysta o jednolitej barwie; wszystkie zanieczyszczenia są
całkowicie usunięte.
Stopień 2 – powierzchnia niejednolita matowa, szara (lub brunatnoszara w wypadku stosowania
młotkowania); po usunięciu ciemnej warstwy zgorzeliny oraz rdzy i innych zanieczyszczeń pozostaje
miejscami szara warstwa tlenkowa ściśle przylegająca do podłoża; powierzchnia nie pyli po lekkim
przeciągnięciu skrobakiem lub szczotką; przy stosowaniu wyłącznie młotkowania dopuszcza się
pokrycie do 10% całości powierzchni ciemnymi, pojedynczo rozrzuconymi plamkami o powierzchni
do 0,2 cm
2
każda.
Stopień 3 – powierzchnia niejednolita, brunatnoszara; po usunięciu luźno przylegającej ciemnej
warstwy zgorzeliny oraz rdzy i innych zanieczyszczeń pozostają miejscami płaty ciemnej zgorzeliny
silnie przylegające do podłoża; powierzchnia nie pyli po lekkim przeciągnięciu skrobakiem lub
szczotką.
Dla ułatwienia oceny powierzchni opracowano kolorowe wzorce fotograficzne stanowiące
uzupełnienia normy.
Poszczególne stopnie czystości można uzyskać stosując różne metody przygotowania powierzchni.
Stopień 1 uzyskuje się przez bardzo dokładne i pracochłonne piaskowanie i śrutowanie. Stosowany
jest przede wszystkim dla powłok metalizacyjnych. Powłoki malarskie mogą być nakładane na

powierzchnie przygotowane do 2 i 3 stopnia czystości lub na powierzchnię oczyszczoną do stopnia
pośredniego pomiędzy 1 a 2.
Stopień 2 może być uzyskany głównie dwiema metodami: przez piaskowanie i śrutowanie i przez
użycie narzędzi ręcznych. Te ostatnie są zalecanie w budownictwie okrętowym jako metody
poprawkowe, uzupełniające, nie znajdują zastosowania przy czyszczeniu całych konstrukcji, gdzie
stosowane jest śrutowanie lub inne metody pozwalające na całkowite usunięcie zgorzeliny i rdzy z
pozostawieniem szarej warstwy tlenkowej żelaza.
Stopień 3 dopuszcza pozostawienie mocno przyczepionej zgorzeliny do powierzchni metalu; wymaga
się jednak usunięcia nalotu rdzy prawie w takim samym zakresie, jak przy stopniu 2 z użyciem metod
ręcznych.
Chropowatość,
druga ważna cecha przygotowywanej do malowania powierzchni, jest
określana przy użyciu średniej wysokości nierówności lub też najwyższej wysokości nierówności.
Metody określania średniej wysokości są bardzo różnorodne. Według PN-58/M-04250 za średnią
wysokość nierówności przyjmuje się średnią odległość pięciu najwyżej położonych wierzchołków od
pięciu najniżej położonych punktów wgłębień na odcinku elementarnym. Za największą wysokość
nierówności przyjmuje się odległość między dwiema liniami równoległymi do linii odniesienia, z
których jedna przechodzi przez najwyższy punkt wzniesienia, a druga przez najniższy punkt
wgłębienia profilu zaobserwowanego w granicach odcinka elementarnego.
Metody przygotowywania powierzchni stalowych
Czyszczenie ręczne i mechaniczne.
Ręczne – szczotka stalowa, skrobak, kamień ścierny. Do prac uzupełniających i
poprawkowych, lub tam gdzie niemożliwe jest użycie innych, bardziej wydajnych metod.
Mechaniczne – najczęściej z napędem pneumatycznym, szczotki obrotowe, skrobaki, młotki i
obrotowe narzędzia uderzające(uderzanie o powierzchnię czyszczoną obrotowych elementów
metalowych w formie krążków lub gwiazdek).
Piaskowanie i śrutowanie, przy użyciu aparatów ciśnieniowych i bezpyłowych (odsysanie pyłu). Do
śrutowania także oczyszczarki odśrodkowe. Śrutowanie dla blach o grubości od 4 mm, piaskowanie –
od 1,5 mm. Spotyka się także piaskowanie na mokro (brak zapylenia) – w Polsce nie stosowane.
Trawienie w kwasach – usuwanie zgorzeliny oraz rdzy przez zanurzenie blach lub profili w kwasie o
odpowiednim stężeniu. Także przez nakładanie na powierzchnię metalu pasty z roztworem kwasu.
Czyszczenie płomieniowe – płomieniem tlenowo-acetylenowym. Ogrzanie powierzchni palnikiem, a
następnie dokładne oszczotkowanie. Słaba skuteczność w usuwaniu zgorzeliny, wysoki koszt.
Czyszczenie elektrołukowe – ogrzewanie powierzchni metalu łukiem elektrycznym przy
jednoczesnym mechanicznym usuwaniu zanieczyszczeń i zgorzeliny odłączonej wskutek nagłych
zmian temperatury.

Okrętowe materiały malarskie
Materiały malarskie mają za zadanie nie tylko zapewnić ochronę przed korozją kadłubów okrętowych
i ich wyposażenia ale także nadanie elementom statków odpowiedniego i estetycznego wyglądu.
Ponieważ do wystąpienia procesu rdzewienia żelaza konieczne są dwa czynniki: woda i tlen, dla
zabezpieczenia przed korozją należy zastosować takie metody, które uniemożliwią lub przynajmniej
utrudnią dopływ wody i powietrza do powierzchni metalu oraz spowodują pasywację żelaza, czyli
zmniejszenie skłonności do przechodzenia w stan jonowy. Aby spełnić te wymagania należy
zastosować zestaw powłok malarskich, których poszczególne składniki różnią się między sobą
składem chemicznym i własnościami, ponieważ powłoka malarska nałożona jedną warstwą
przeważnie mniej skutecznie zapobiega korozji. Najczęściej stosuje się następujący zestaw powłok:
Warstwa gruntowa, mająca za zadanie pasywację lub inne oddziaływanie, którego celem jest
zapobieganie korozji.
Warstwa podkładowa (międzywarstwa), której celem jest ujednolicenie barwy podłoża i nadanie
odpowiedniej przyczepności powłoce zewnętrznej.
Warstwa zewnętrzna, izolująca powłoki gruntowe od dostępu czynników agresywnych i nadanie
malowanym elementom odpowiedniego wyglądu.
Składniki farb okrętowych
Poszczególne okrętowe materiały malarskie są kompozycją kilkunastu składników, których właściwy
dobór pozwala na uzyskanie odpowiednich własności. Do najważniejszych składników farb
okrętowych należą pigment i spoiwo. Oprócz nich do wyrobu farb stosuje się inne substancje, takie
jak: rozpuszczalniki i rozcieńczalniki, plastyfikatory, sykatywy, obciążniki, inhibitory korozji, środki
zapobiegające osadzaniu się i kożuszeniu wyrobów oraz dodatki tiksotropujące.
1) Pigmenty – odgrywają główną rolę w procesie zabezpieczania metali przed korozją. Oprócz
pasywacji metalu do ich zadań należy zmniejszenie nasiąkliwości powłoki oraz krycie podłoża.
Stosowane: minia ołowiowa, pył cynkowy, pył aluminiowy, cyjanamid ołowiowy, ołów metaliczny,
żółcień cynkowa, żółcień chromowa, zasadowy siarczan ołowiu, czerwień żelazowa, biel cynkowa,
biel tytanowa, zieleń ftalocyjaninowa, sadza i grafit.
2) Spoiwa – można podzielić na: oleje roślinne, żywice naturalne i syntetyczne oraz asfalty i paki.
Oleje roślinne: lniany(pokost, oleje polimeryzowane, oleje oksydowane), tungowy (nasiona Aleuritas
montana, rosnącego w Chinach i Japonii).
Żywice naturalne – kalafonia (z balsamicznych wydzielin niektórych drzew iglastych).
Żywice syntetyczne – alkidowe, winylowe, fenolowo-formaldehydowe, epoksydowe, poliuretanowe,
silikonowe, chlorokauczuk (powstały przez chlorowanie kauczuku naturalnego).
Asfalty i paki – bitumiczne materiały wiążące.
Asfalty – złożone mieszaniny węglowodorów spotykane w naturze lub otrzymywane w wyniku
niedestrukcyjnych procesów przeróbczych dzielą się na naturalne, występujące w stanie wolnym w
przyrodzie (jezioro na Trynidadzie), i ponaftowe, otrzymywane jako pozostałość po destylacji ropy
naftowej.

Paki – kruche i twarde substancje otrzymywane z suchej destylacji węgla kamiennego lub przy
pirolizie (aromatyzacji) ropy naftowej.
3) Plastyfikatory – zwiększają elastyczność powłoki. Stosowanie plastyfikatora jest szczególnie ważne
przy farbach nakładanych w grubych warstwach lub w przypadkach użycia kruchych tworzyw
powłokowych. Najbardziej znane: fosforan trójkrezylowy, ftalan dwubutylowy, stearynian butylowy i
oleje rycynowe: surowy i oksydowany. Ponadto stosuje się również chlorowany dwufenol, który ze
względu na znaczną odporność na ługi i kwasy używany jest do wyrobu lakierów
chlorokauczukowych.
4) Rozpuszczalniki – stosowane z wielu względów, wśród których najważniejszym jest umożliwienie
łatwego nakładania farb lub sporządzenia roztworu żywic, które po ulotnieniu się rozpuszczalnika
przechodzą w zestaloną błonę. Do najważniejszych rozpuszczalników zalicza się następujące grupy
związków: benzynę lakową, homologi benzenu (toluol, ksylol, solwent, nafta),
terpentynę, węglowodory chlorowane, (czterochlorek węgla i trójchloroetylen), alkohole (metanol,
etanol, butanol), estry (octan metylowy, etylowy, butylowy), ketony (aceton, cykloheksanon,
metylocykloheksanon).
5) Sykatywy – związki ołowiu, manganu i kobaltu, których zadaniem jest przyspieszenie procesu
wysychania powłoki malarskiej.
6) Dodatki tiksotropujące – powodujące zmniejszenie lepkości farby przy mieszaniu i jej zwiększenie
do stanu uprzedniego po ustaniu procesu mieszania. Istotne przy nakładaniu farb o dużej lepkości
przy użyciu pędzla lub pistoletu. Stosuje się: dehydrogenowany olej rycynowy lub bentonit
aktywowany.
Farby okrętowe
1. Farby gruntowe do ochrony czasowej
– stosowane przede wszystkim w stoczniach
produkcyjnych między oczyszczeniem a trasowaniem optycznym. Powinny spełniać wymagania
dotyczące:
ochronnego działania przeciwkorozyjnego przez okres kilku miesięcy (jedna warstwa),
braku szkodliwego wpływu na jakość złączy spawanych,
braku toksycznych gazów przy cięciu i prostowaniu blach z użyciem płomienia acetylenowego,
zmniejszenia obszaru zniszczenia powłok farb wokół strefy o wysokiej temperaturze powstałej przy
wykonywaniu prac spawalniczych lub cięciu metali,
skrócenia czasu schnięcia do kilku minut (posuw blachy po wymalowaniu do traserni),
odpowiedniej wytrzymałości powłoki po zaschnięciu aby mechaniczna obróbka blach jej nie szkodziła,
dobrej przyczepności i współdziałania z wszystkimi farbami okrętowymi nakładanymi na powłokę
ochrony czasowej,
możliwości nakładania przy użyciu zwykłych metod malarskich.
Rodzaje :
farby epoksydowe na pyle cynkowym,

farby na żywicach alkidowych styrenowanych z czerwienią zelazową lub pyłem aluminiowym,
farby reaktywne (żywica poliwinylobutyralowa, zasadowy chromian cynku i kwas fosforowy),
tworzące podwójne warstwy ochronne – nieorganiczne (fosforany żelazowe i żelazawe) i organiczne
(pigmentowana powłoka poliwinylobutyralowa), powiązane za pośrednictwem związków
kompleksowych żywiczno-chromowych,
farby oparte na żywicach syntetycznych fenolowych i winylowych (zamiast pigmentu zawierają
organiczne inhibitory korozji oraz kwas fosforowy, który reagując z podłożem stalowy wytwarza
ochronną warstwę fosforanów).
2. Farby do części podwodnej kadłubów okrętowych
– stosowane do ochrony zewnętrznego
poszycia od korozji i od porastania. Ochrona przed korozją części podwodnej jest trudna ze względu
na dużą agresywność wody morskiej i trudności w dokonywaniu remontów, odbywających się w dość
długich odstępach czasu na doku. Aby skutecznie chronić przed korozją farby podwodne powinny
spełniać wymagania:
izolować podłoża stalowe od dostępu wody morskiej i zapobiegać przedostawaniu się jonów Na
+
i Cl
-
,
w wypadku mechanicznego uszkodzenia powłoki zapobiegać korozji odsłoniętej powierzchni stali,
posiadać takie właściwości techniczno-malarskie, aby można było wykonywać wymalowania w
niedogodnych warunkach atmosferycznych np. przy niskich temperaturach czy też dużej wilgotności
powietrza,
posiadać małą wrażliwość na niezbyt dokładne przygotowanie powierzchni, lekkie zawilgocenie
podłoża i odznaczać się dobrą przyczepnością do powszechnie stosowanych farb ochrony czasowej,
ułatwiać renowację, czyli stanowić dobre podłoże pod powłoki farb nakładane w czasie remontu bez
konieczności specjalnego przygotowania powierzchni (np. nadawania powłoce odpowiedniej
chropowatości),
wykazywać odporność na działanie jonów wodorotlenowych tworzących się na powierzchni kadłuba
przy stosowaniu ochrony katodowej.
Trudno znaleźć wyroby spełniające wszystkie warunki, stąd stosowane są takie, które spełniają
możliwie największą ich ilość:
farby olejno-żywiczne (olej lniany i tungowy modyfikowany żywicami fenolowymi, jako pigment –
zasadowy siarczan ołowiu, pył aluminiowy oraz czerwienie żelazawe) – posiadają własności
pasywujące i są odporne również na zmienne oddziaływanie wody morskiej i atmosfery morskiej i
dlatego stosowane są jako farby gruntowe do malowania pasa zmiennego zanurzenia,
farby bitumiczne – z pigmentem i bez (spoiwo z roztworu paku węglowego i żywicy akilofenylowej z
ftalanem dwubutylu jako plastyfikatorem, odmiany z pigmentem zawierają pył aluminiowy,
rozpuszczalnikiem jest miesznina solwentnafty i alkoholu butylowego), chronią metaljedynie przez
niedopuszczenie czynnika agresywnego, na spoiwach bitumicznych oparte są również farbydo
malowania na wilgotne powierzchnie, zawierające dodatki środków powierzchniowo czynnych,
farby winylowe (żywica winylowa, czasami z dodatkiem żywic fenolowo-formaldehydowych i
ftalowych, pigmentem jest pył aluminiowy) wymagają plastyfikatorów (fosforan trójkrezylowy) –
znacznie krótszy czas schnięcia niż inne farby (30 min przy 20˚C), izolacyjny typ ochrony, niska
nasiąkliwość, wysoka odporność chemiczna i odporność na erozję (ważne przy ochronie katodowej),

do farb winylowych zalicza się także farby etynolowe, mające lepszą elastyczność ale gorsze
pozostałe parametry farb winylowych podstawowego typu,
farby fenolowo-formaldehydowe (żywica f-f typu rezolit o dużej zawartości wolnego fenolu, pigment
– czerwień żelazowa, bezwodnik ftalowy, talk, dwuchloroetan i lakier bitumiczny) – można je nanosić
na wilgotne powierzchnie nie tylko słodkie ale i słone, posiadają dobrą przyczepność,
farby inne – epoksydowe i krzemianowe, częściej są stosowane do ochrony zbiorników,
farby grubopowłokowe sporządzane na różnych spoiwach, zawierające przeważnie dodatki
tiksotropujące, stosowane są zarówno do części podwodnej, pasa wodnicowego jak i części
nadwodnej kadłubów:
bitumiczno-epoksydowe,
chlorokauczukowe gruntowe,
emalie chlorokauczukowe,
winylowe gruntowe (niektóre z minią ołowiową),
emalie winylowe.
3. Farby wodnicowe
– stosowane w pasie zmiennego zanurzenia w obszarze dużego zagrożenia
korozyjnego z powodu oddziaływania silnie natlenionej wody morskiej i działania atmosfery.
Dodatkowo pas wodnicowy jest narażony na częste uszkodzenia mechaniczne w czasie manewrów w
porcie czy też w czasie prac przeładunkowych i nie może być skutecznie chroniony ochroną katodową
ze względu na wynurzanie się powierzchni metalu z roztworu elektrolitu jakim jest woda morska.
Ze względu na spoecyfikę eksploatacji pasa wodnicowego farbom wodnicowym, oprócz wymagań
stawianych farbom podwodnym, stawia się dodatkowe wymagania:
powinny izolować podłoże stalowe nie tylko od dostępu wody morskiej ale również atmosfery,
powinny wykazywać odporność na działanie alkaliów, olejów mineralnych i paliw oraz odznaczać się
odpowiednią estetyką.
Ponieważ jeden typ farby nie spełnia wszystkich wymagań stosuje się dwie warstwy: gruntową i
nawierzchniową. Jako gruntową – farby podwodne oprócz bitumicznych z powodu ich małej
odporności na działanie warunków atmosferyczznych i możliwość przenikania międzywarstwowego
bitumu do farby nawierzchniowej (nieestetyczne).
Pojęcie farby wodnicowej dotyczy warstwy nawierzchniowej, więc nie muszą one posiadać
pigmentów pasywujących stalowe podłoże, z którym praktycznie nie mają kontaktu. Stosuje się:
farby olejo-żywiczne,
farby winylowe,
farby poliuretanowe.
4. Farby nadwodne
– służą do malowania poszycia kadłuba powyżej pasa wodnicowego,
nadbudówek, masztów, świetlików, pokryw oraz zrębnic lukowych. Znajdują także zastosowanie do
malowania wewnętrznych powierzchni, jak np. ładownie na zbiornikowcach. Warunki eksploatacyjne
są dla tych farb nieco łagodniejsze niż dla farb wodnicowych lecz ponieważ są narażone na stałe
działanie atmosfery morskiej oraz okresowe zmywanie wodą morską, temperatura blach okrętowych

przy eksploatacji w różnych rejonach geograficznych może wynosić od –50˚C do +70˚C a w czasie
czyszczenia niektórych powierzchni części nadwodnych są narażone na działanie roztworów mydła i
sody, powinny spełniać odpowiednie wymagania:
izolować podłoże metalowe od atmosfery i okresowego działania wody morskiej,
pasywować podłoże za pomocą pigmentów przeciwkorozyjnych wchodzących w skład farb
gruntowych,
wykazywać odporność na działanie słabych roztworów alkaliów oraz na zmiany temperatury w
dużych granicach,
zapewnić trwałość barwy i połysku powłok nawierzchniowych celem zachowania odpowiedniego
efektu dekoracyjnego,
posiadać odpowiednie własności techniczno-malarskie pozwalające na wykonywanie prac malarskich
o każdej porze roku i przy dużej wilgotności powietrza.
Aby spełnić powyższe wymagania w zestawie nadwodnych powłok malarskichstosuje się zazwyczaj
trzy rodzaje farb – gruntową, podkładową i nawierzchniową:
farby gruntowe – dzieli się przeważnie według rodzaju pigmentu, a nie spoiwa jak farby podwodne i
wodnicowe, ponieważ w zależności od pigmentu różnią się między sobą właściwościami i
mechanizmem ochrony przeciwkorozyjnej: farby miniowe (żywiczne – rzadko stosowane bo długo
schną i pigment ulega osadzaniu) o najlepszych własnościach przeciwkorozyjnych, farby
chromianowe (żółcień cynkowa, pył aluminiowy, biel cynkowa i czerwienie żelazowe – żywiczne i
olejno-żywiczne) o krótkim czasie schnięcia i możliwości szybkiego nakładania kolejnych warstw (kilka
dni – kolejna warstwa, chociaż szybkie twardnienie – niekorzystne, bo występuje konieczność
nałożenia kolejnej warstwy co bywa kłopotliwe) i farby na pyle cynkowym (żywica ftalowa
styrenowana) o lepszej przyczepności do podłoża, większej odporności korozyjnej oraz znacznie
krótszym czasie schnięcia niż farby chromianowe,
farby podkładowe – mają za zadanie ujednolicenie barwy podłoża celem łatwego zabarwienia
farbami nawierzchniowymi (istotne przy białych, zwykle słabo kryjących farbach i emaliach
nawierzchniowych) oraz nadanie odpowiedniej przyczepności farbom powierzchniowym: olejno-
żywiczne i żywiczne z bielą cynkową i tytanową, dobór jest zależny od uzytej farby gruntowej i
nawierzchniowej w danym zestawie
farby nawierzchniowe – olejno-żywiczne i żywiczne z bielą cynkową i tytanową – inne pigmenty
stosuje się do nadania koloru, mają izolować warstwy podkładowe od otoczenia i wyglądać
estetycznie.
5. Farby zbiornikowe
– wykazujące własności farb podwodnych a ponadto odporność na działanie
produktów naftowych (także na zmianę z wodą), nietoksyczność przy zastosowaniu do zbiorników
wody pitnej, olejów jadalnych i innych środków spożywczych, odporność na krótkotrwałe działanie
pary wodnej lub alkaliów (zbiorniki ładunkowe oczyszczane takimi środkami). Stosuje się spoiwa:
farby epoksydowe i lakiery bitumiczno-epoksydowe,
farby krzemianowe,
mleczko cementowe.

Oprócz cementowych wszystkie farby zbiornikowe nadają się do malowania podwodnych części
kadłubów.
6. Farby różne i masy.
farby pokładowe – ich zadaniem jest konserwacja pokładu (olejo-żywiczne – jedynie konserwacja) i
nadanie mu właściwości przeciwślizgowych (epoksydowe i poliuretanowe zawierające proszek
ścierny),
farby do malowania chłodni i ładowni ryb – nie powinny wydzielać nieprzyjemnych zapachów, które
mogłyby być wchłaniane przez produkty żywnościowe, oprócz tego po wyschnięciu nie mogą
zawierać toksycznych substancji i muszą być odporne na działanie niskich temperatur (do -20˚C);
podstawowymi składnikami są spoiwa olejne lub olejno-żywiczne oraz biel tytanowa oraz cynkowa
jako pigmenty; są wytwarzane w dwóch rodzajach – jako podkład i emalia,
emalie kabinowe – często niepalne (na spoiwach olejno-żywicznych ze specjalną zawiesiną
pigmentów i substancji ogniohamujących), pod wpływem ognia nie palą się i nie żarzą tylko ulegają
miejscowo zwęgleniu,
emalie maszynowe,
emalie odporne na podwyższone temperatury,
lakiery okrętowe,
masy do uszczelniania pokładów – są przeznaczone do zalewania na gorąco szczelin między deskami
pokładów drewnianych.
Technologia prac malarskich
Przy pracach malarskich na statkach stosuje się metody:
Przy użyciu pędzli.
Przy użyciu wałków.
Przy użyciu pistoletów:
o natrysku konwencjonalnym za pomocą sprężonego powietrza,
o natrysku hydrodynamicznmym (malowanie natryskowe bezpowietrzne).
Kontrola jakości prac malarskich
Ocena powłok malarskich polega na kontroli następujących własności:
Stopień wyschnięcia.
Przyczepność.
Ewentualna obecność takich wad jak zacieki, zmarszczenia, ospowatość, nierównomierność pokrycia.
Grubość powłoki (elkometr magnetyczny).
2. Ochrona za pomocą powłok metalowych i nieorganicznych.
Przygotowanie powierzchni
pod powłoki nieorganiczne i metalowe – występują różne metody w
zależności od sposobu nakładania danej powłoki ochronnej:
trawienie w kwasie siarkowym lub solnym – pod powłoki galwaniczne,
piaskowanie jako wstępne oczyszczanie i trawienie w kwasie siarkowym lub solnym – pod powłoki
fosforanowe,
piaskowanie lub śrutowanie pod powłoki natryskowe,
piaskowanie lub trawienie w kwasie siarkowym lub solnym – pod powłoki fosforanowe,
trawienie w roztworze wodorotlenku sodowego – pod powłoki oksydowane.
Parametry ich stosowania są podobne jak w przypadku stosowania powłok malarskich.
Powłoki metalowe
stosowane są jako powłoki samodzielne, lub też we współdziałaniu z
powłokami malarskimi. Za pomocą powłok metalowych chronione są następujące części statku:
część podwodna – przy użyciu powłok cynkowych i aluminiowych,
elementy wyposażenia statku – przy użyciu powłok cynkowych, aluminiowych i kadmowych,
elementy armatury, przyrządów, urządzeń i instalacji elektrycznych – przy użyciu powłok cynkowych,
kadmowych, srebrowych i miedziowo-niklowo-chromowych.
Metody pokrywania
stali powłokami metalowymi zależne są od rozmiarów i kształtów elementów
lub konstrukcji chronionych, jak również od rodzaju metalu i szeregu innych technicznych i
ekonomicznych względów. Stosuje się:
Metodę ogniową, polegającą na zanurzeniu do roztopionego metalu.
Metodę galwaniczną.
Metodę natryskową.
Metoda ogniowa stosowana jest do pokrywania rurociągów okrętowych i elementów wyposażenia
okrętowego. Powłoki galwaniczne nakłada się zwykle na drobne elementy wyposażenia, armatury,
przyrządów, urządzeń i instalacji elektrycznych. Metodę natryskową stosuje się głównie do
pokrywania blach części podwodnych statku i innych dużych powierzchni wyposażenia okrętowego.
Ze względu na elektrochemiczny charakter powłok metalowych w stosunku do metali podłoża dzieli
się je na anodowe i katodowe. Powłoki anodowe są w stosunku do podłoża mniej szlachetne i mogą
je chronić nawet w miejscach uszkodzeń lub w porach. Do tego typu zalicza się np. powłoki cynkowe i
kadmowe na stali. Powłoki katodowe są w stosunku do podłoża bardziej szlachetne i w porach
powodują przyspieszenie korozji podłoża. Typowymi powłokami tego typu są pokrycia niklowe i
miedziane na podłożu stalowym. Powłokom katodowym oprócz dużej grubości stawiane są również
wymagania dotyczące niskiej porowatości, co nie jest tak istotne przy powłokach typu anodowego.
Powłoki nieorganiczne
lub konwersyjne to powłoki otrzymane wskutek reakcji metalu z
odpowiednimi związkami chemicznymi przy wytwarzaniu trudno rozpuszczalnej soli lub tlenku tegoż
metalu. Przez odpowiedni dobór składu chemicznego roztworu oraz dobrane warunki reakcji

uzyskuje się produkty o dobrej przyczepności do podłoża i nierozpuszczalne w wodzie. Do
otrzymywania powłok nieorganicznych służą metody:
fosforowanie,
chromianowanie,
chemiczne utlenianie: czernienie żelaza, oksydowanie aluminium i jego stopów, czernienie miedzi i jej
stopów.
W przemyśle okrętowym najczęściej stosuje się fosforanowanie i chromianowanie (pasywacja) stali i
oksydowanie aluminium.
3. Ochrona elektrochemiczna.
Metody ochrony elektrochemicznej są jedną z najbardziej skutecznych form zabezpieczenia metali
przed korozją przy ich użytkowaniu w warunkach stałego zanurzenia w roztworach elektrolitów.
Polegają one na hamowaniu korozji elektrochemicznej za pomocą dopływającego z zewnątrz stałego
prądu elektrycznego.
Podział stosowanych metod ochrony elektrochemicznej przeprowadza się dwustopniowo, przy czym
pierwszym kryterium podziału jest charakter polaryzacji, w drugim stopniu rodzaj użytego źródła
prądu.
Przy pierwszym podziale rozróżnia się:
Ochronę anodową.
Ochronę katodową.
Ochrona anodowa polega na anodowej polaryzacji konstrukcji i nie jest dotychczas stosowana w
przemyśle okrętowym. Stosuje się ją natomiast do ochrony aparatury chemicznej (np. w produkcji
kwasu siarkowego).
Ochrona katodowa wykorzystująca zjawisko polaryzacji katodowej, jest szeroko stosowana poprzez
szereg swoich wariantów do ochrony statków i ich wyposażenia. W jej obrębie dokonuje się dalszego
podziału według użytego źródła prądu na:
Ochronę za pomocą zewnętrznego źródła prądu:
z regulacją automatyczną,
z regulacją ręczną.
Ochronę za pomocą anod galwanicznych.
Ochrona drenażowa
Ochrona katodowa za pomocą zewnętrznego źródła prądu nazywana jest często skrótowo ochroną
katodową, natomiast ochrona katodowa galwaniczna zwana jest również ochroną protektorową.
Ochrona drenażowa polega na odprowadzaniu prądów błądzących do ich źródła.
Bez względu na różnice konstrukcyjne poszczególnych układów można w nich wyróżnić katodę (którą
jest konstrukcja chroniona) oraz jedną, kilka a nawet kilkadziesiąt anod (będących źródłem prądu
polaryzującego) umieszczonych razem w roztworze elektrolitu, którego obecność jest nieodzownym

warunkiem możliwości zastosowania ochrony elektrochemicznej. Stąd też wynika, że nie można
stosować tej metody w warunkach korozji atmosferycznej czy gazowej.
4. Inne metody ochrony przeciwkorozyjnej.
Powłoki z tworzyw sztucznych.
Coraz częściej stosowane w technikach przeciwkorozyjnych. Dzięki stosunkowo dużej odporności
polimerów na wiele rodzajów środowisk oraz stosunkowo szczelnej i grubej warstwie posiadają
dobre własności ochronne. Powłoki z tworzyw sztucznych można wytworzyć trzema metodami:
natryskiwaniem płomieniowym tworzywami sproszkowanymi lub zmiękczonymi (tzw. plastilizolami),
natryskiwaniem bezpłomieniowym tworzywami sproszkowanymi lub zmiękczonymi,
metodą fluidyzacyjną.
W budownictwie okrętowym stosuje się przede wszystkim metody natryskowe. Najczęściej
stosowanymi tworzywami są polietylen, poliamid i tiokole. Rzadziej stosowane są powłoki bitumiczne
uzyskiwane ze sproszkowanych bitumów. Płomieniowe natryskiwanie tworzyw sztucznych znajduje
zastosowanie w okrętownictwie do pokrywania wałów okrętowych (PCV, poliamid), niektórych
zbiorników (tiokole), a nawet zewnętrznych powierzchni kadłubów niewielkich jednostek (tiokole,
PCV). Tworzywa sztuczne mogą być również używane do ochrony drobnego wyposażenia okrętowego
i galanterii okrętowej.
Za pomocą olejów i smarów.
Ochrona tego typu jest stosowana przede wszystkim w czasie transportu silników oraz innych maszyn
okrętowych od producenta do stoczni oraz na okres ich magazynowania i montażu. Podobnie jest w
przypadku części zapasowych przekazywanych przez stocznię i umieszczanych w różnych
pomieszczeniach statku.
Konserwacja bezsmarowa.
Konieczność usuwania środków konserwujących przed eksploatacją części silnika czy też innych
urządzeń jest czynnością kłopotliwą i pracochłonną. Stąd pomysł na konserwację bezsmarową, nie
wymagająca rozkonserwowywania. Polega ona na zanurzeniu w kąpieli przeciwkorozyjnej typu W-5.
Jest to roztwór bardzo aktywnych inhibitorów korozji w trudno lotnym rozpuszczalniku
węglowodorowym – nafcie lub oleju napędowym. Inhibitory te charakteryzują się wysoką adhezją do
powierzchni metalowych i tworzą na niej warstewkę adsorpcyjną o specyficznej uporządkowanej
strukturze i wybitnej hydrofobowości oraz własnościach ochronnych. Po zanurzeniu przedmiotu
metalowego w kąpieli W-5 staje się on praktycznie całkowicie niezwilżalny wodą.
Powłoki zdzieralne z tworzyw sztucznych.
W przypadku konieczności transportu części metalowych bez możliwości ich ochrony przed
bezpośrednim działaniem atmosfery lub w przypadku zaistnienia możliwości uszkodzeń
mechanicznych stosuje się czasami powłoki zdzieralne z tworzyw sztucznych. W zależności od metody
nakładania i rodzaju tworzywa dzieli się je na:
powłoki zdzieralne uzyskiwane przez zanurzenie w roztopionej kąpieli (np. masy oparte na
etylocelulozie lub octanomaślanie celulozy),

powłoki zdzieralne uzyskiwane przez natrysk (specjalne lakiery, odznaczające się duża szczelnością
warstwy i słabą przyczepnością do powierzchni metalowych).
Obniżenie wilgotności powietrza w zbiorniku lub zmniejszenie dostępu tlenu.
Metody te są stosowane do ochrony zbiorników rozładowanych lub też do ochrony części
powierzchni zbiornika znajdującej się nad produktem naftowym. Metody:
poprzez obniżenie wilgotności powietrza, którego można dokonać dwoma sposobami: przez
wtłaczanie do zbiornika powietrza o niskiej wilgotności lub przez wtłaczanie gorącego powietrza o
nieregulowanej wilgotności,
poprzez zmniejszenie zawartości tlenu w zbiorniku.
Zastosowanie inhibitorów.
Inhibitory, lub inaczej opóźniacze korozji, są to substancje chemiczne, które dodane nawet w
niewielkich ilościach do agresywnego środowiska wykazują zdolność do zmniejszania lub całkowitego
zahamowania procesów korozyjnych metali. Podział inhibitorów według warunków lub mechanizmu
ich działania:
działające na powierzchni metalu,
zmniejszające agresywność samego środowiska korozyjnego.
Często właściwości te występują wspólnie, z tym, że na ogół jeden z nich ma charakter dominujący.
Przykładem pierwszej grupy inhibitorów są chromiany, wytwarzające na powierzchni metalu,
wskutek jego pasywacji, ochronne warstewki zapobiegające dalszej korozji w środowiskach
obojętnych. Do drugiej grupy należą siarczany, które wiążąc tlen zawarty w roztworze zmniejszają
tym samym korozją zanurzonego metalu.
Według mechanizmu ich wiązania z powierzchnią chronionego metalu inhibitory dzieli się na:
inhibitory fizyczne – gdy występują siły adsorpcji,
adsorpcyjne – wiązane są z powierzchnią metalu odwracalnymi siłami vanderwaalsowskimi lub
elektrostatycznymi,
chemisorpcyjne – wiązane częściowo siłami adsorpcji, częściowo siłami chemicznymi.
inhibitory chemiczne – w wypadku związków tworzących ochronne warstewki w wyniku reakcji z
metalem lub produktami jego korozji.
pasywujące – warstewka ochronna wynika wskutek utlenienia powierzchni metalu,
powłokowe – warstewka ochronna wynika wskutek tworzenia nierozpuszczalnych związków z
metalem lub produktami jego korozji.
Zastosowanie inhibitorów:
dodawane do silnikowych olejów smarnych,
dodawane do środków konserwujących (oleje, smary, wazeliny, woski, itp.),
stosowane do ochrony zbiorników ładunkowych,
poprzez natrysk na ściany zbiornika,

przez dodawanie do ładunku,
przed dodawanie do wody balastowej,
poprzez nanoszenie inhibitowanych olejów metodą flotacyjną(dodatek inhibitora do oleju
nalewanego nd dno zbiornika przed jego balastowaniem – przy napełnianiu zbiornika następuje
samorozprowadzanie),
dodawane do wody chłodzącej silniki spalinowe,
stosowane przy trawieniu metali,
lotne inhibitory korozji (pary inhibitora rozpuszczają się w warstwie wody obecnej na powierzchni
każdego metalu podczas jego składowania).
Wyszukiwarka
Podobne podstrony:
KOROZJA PODSTAWY TEORETYCZNE I SPOSOBY ZAPOBIEGANIA
KOROZJA PODSTAWY TEORETYCZNE I SPOSOBY ZAPOBIEGANIA
Korozja metali i jej sposoby zapobiegania, technik bhp
Korozja i jej zapobieganie 2010 SN
KOROZJA PODSTAWY TEORETYCZNE I SPOSOBY ZAPOBIEGANIA
KOROZJA PODSTAWY TEORETYCZNE I SPOSOBY ZAPOBIEGANIA
KOROZJA PODSTAWY TEORETYCZNE I SPOSOBY ZAPOBIEGANIA
wyklad 12nowy procesy elektrodowe i korozja
KOROZJA BIOLOGICZNA II
korozja i tarcie
14 Korozja metali i stopów
1 2085 (2316+S) odporna na korozję na formy
korozja teoria
korozja teoria(1)
21 Wykonywanie zabezpieczeń przed korozją biologiczną i działaniem ognia
Korozja metali, Energetyka, Chemia
Korozja betonu, budownictwo pk, sem 1, chemia
więcej podobnych podstron