1
Cechowanie sprzętu
naciągowego
Do sprężania konstrukcji kablobetonowych używa się zespołów naciągowych
składających się zazwyczaj z:
1) elektrycznego bądź ręcznego agregatu pompowego tłoczącego olej do prasy
naciągowej,
2) naciągowej prasy hydraulicznej podwójnego działania. Prasa taka oprócz naciągu
kabli ma możliwość kotwienia kabla (docisku szczęk do bloku kotwiącego po
wprowadzeniu do kabla siły sprężającej). Podstawowa charakterystyka prasy
sprężającej powinna zawierać informacje o:
- maksymalnym wysuwie tłoka prasy,
- dopuszczalnym ciśnieniu oleju tłoczonego do prasy,
- powierzchni przekroju poprzecznego tłoka naciągowego oraz tłoka kotwiącego
prasy,
- ciężarze i wymiarach prasy.
3) zespołu węży wysokociśnieniowych. Zwykle są to gumowe węże zbrojone o
długości 5 m lub 10 m zakończone zaworami kulowymi umożliwiającymi
wielokrotne ich łączenie.
2
Wymaga się aby sprzęt naciągowy poddany był cechowaniu – czyli okresowym
badaniom kontrolnym - każdorazowo po:
dłuższym okresie nieużywana sprzętu,
po zmianie oleju,
po wymianie jakiejkolwiek części zespołu naciągowego (np. uszczelki, manometru)
oraz po zmianie rodzaju cięgna lub zakotwienia.
Cechowanie zespołu naciągowego ma na celu określenie strat własnych siły
sprężającej, wynikających m. in. z:
- oporów wewnętrznych siłownika,
- spadków ciśnienia oleju w wężach wysokociśnieniowych,
- sposobu połączenia prasy naciągowej z zakotwieniem cięgna sprężającego.
Wielkość siły wprowadzanej do konstrukcji Pu można uzyskać odejmując od siły
początkowej P
0
, rozumianej jako iloczyn pomierzonego ciśnienia oleju w agregacie
pompowym i pola powierzchni tłoka prasy, wielkość wszystkich start siły zachodzących
w urządzeniach naciągowych i w zakotwieniu:
P
u
= P
0
− ΔP
przy czym: ΔP = ΔP
w
+ ΔP
z
gdzie: ΔP
w
– straty siły wewnątrz zespołu urządzeń naciągowych,
ΔP
z
– straty siły powstałe w zakotwieniu cięgna.
Straty powstałe w urządzeniach naciągowych określa się jako:
ΔP
w
= η
1
· η
2
· η
3
· P
0
gdzie:
η
1
współczynnik uwzględniający opory tarcia części mechanicznych wewnątrz prasy
(np. tłoka prasy o uszczelki). Zależy on między innymi od rodzaju prasy oraz sposobu
zamocowania prasy na elemencie (pionowe, poziome).
η
2
współczynnik uwzględniający opory hydrauliczne przy przepływie oleju przez węże
oraz zawory łączące. Zależy on między innymi od odległości pomiędzy agregatem a
prasą, ilości i rodzaju zaworów, rodzaju i temperatury oleju.
η
3
współczynnik uwzględniający niedokładności przy montażu urządzeń (np.
nieosiowość ustawienia prasy spowoduje dodatkowe tarcie cięgna sprężającego o
elementy prasy).
Straty powstałe w zakotwieniu cięgna sprężającego określa się jako:
ΔP
z
= η
4
· P
0
− ΔP
w
przy czym:
η
4
= 1− tgθ · tgβ
gdzie:
tg θ - wyraża opór tarcia cięgna o ścianki bloku kotwiącego,
β – kąt odgięcia cięgna w zakotwieniu.
3
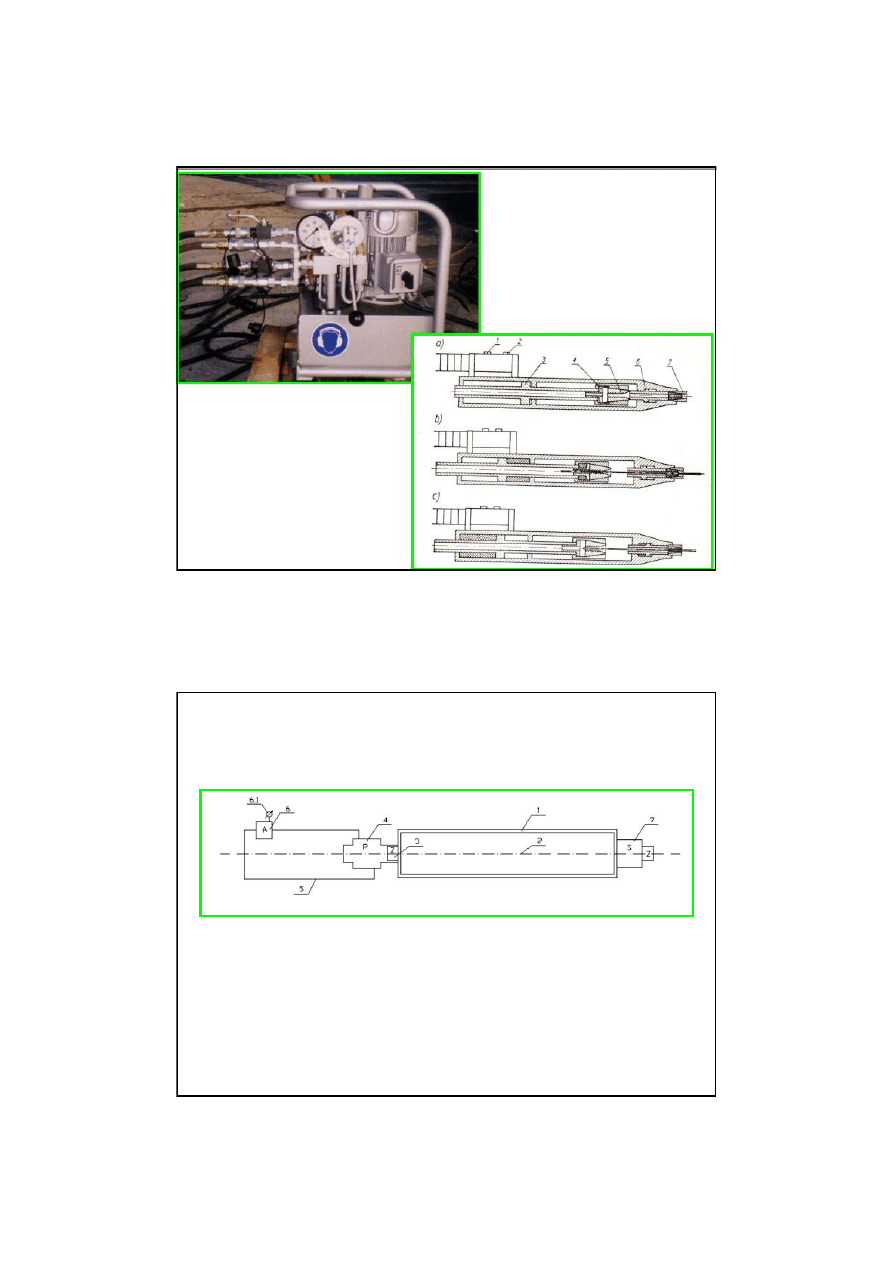
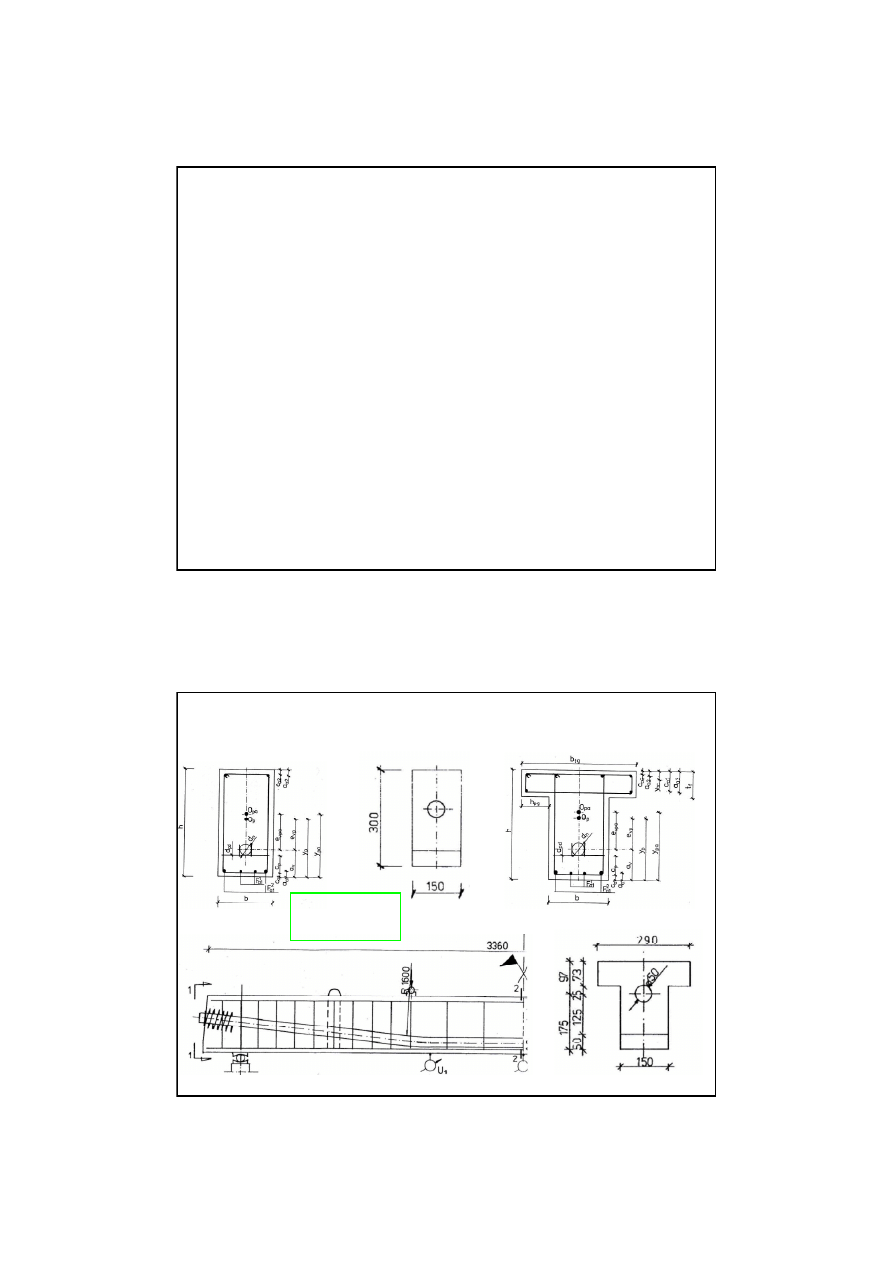
W celu praktycznego określenia strat najkorzystniejsze jest wycechowanie
zespołu naciągowego na specjalnym stanowisku, którego schemat
przedstawiono na poniższym rysunku.
Stanowisko do cechowania sprzętu naciągowego.
W ramie stalowej (1) zamocowane jest cięgno sprężające (2). Na jednym końcu cięgna
umieszczono blok kotwiący (3) wraz z prasą naciągową (4) podłączoną za pomocą węży
ciśnieniowych (5) do agregatu pompowego (6). Na drugim końcu cięgna zamocowany jest
siłomierz (7). Wywołując naciąg cięgna za pomocą cechowanego zespołu naciągowego, dla
poszczególnych wartości siły wskazywanych na siłomierzu (7) odczytuje się na manometrze
(6.1) wartość ciśnienia oleju.
4
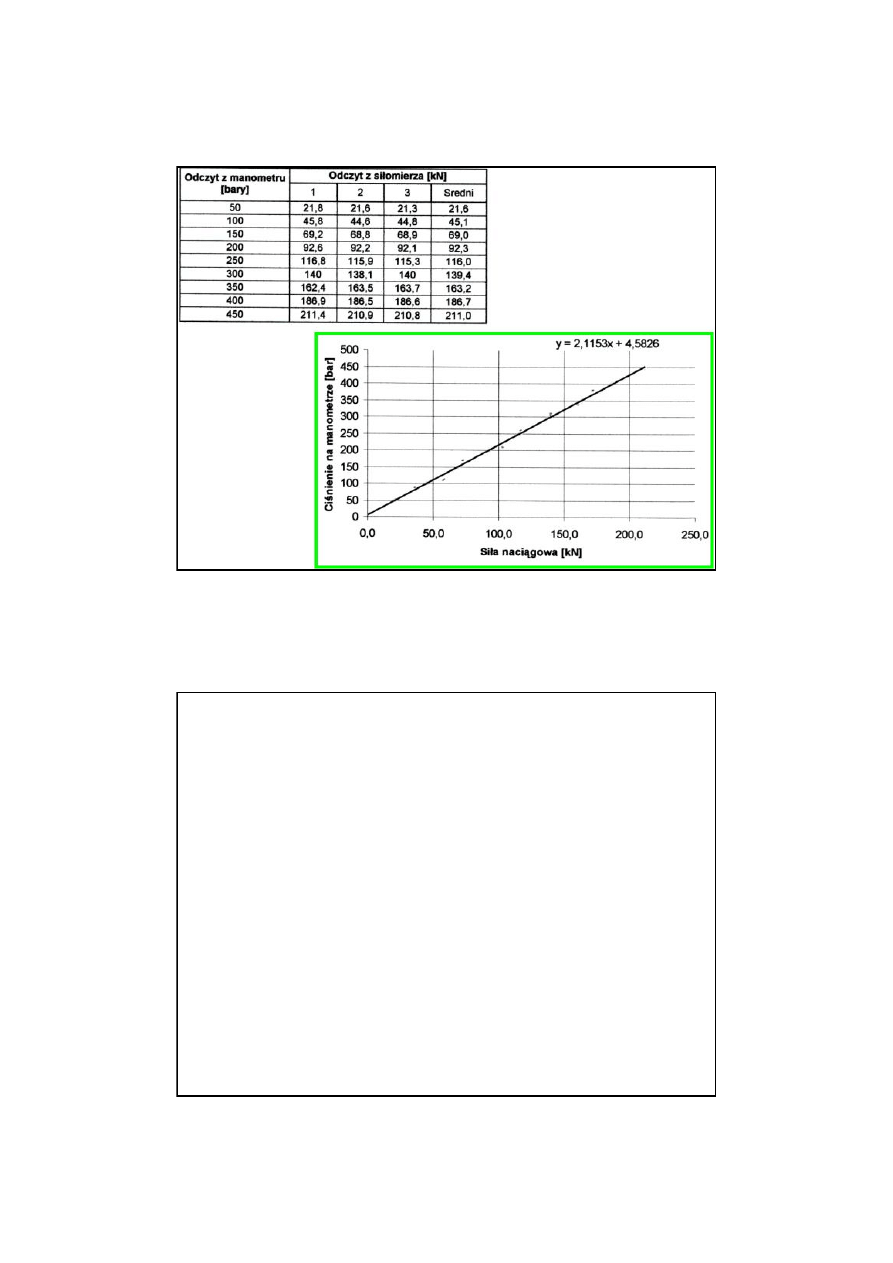
Celowym jest wykonanie cechowania zespołu naciągowego przy wysuwie tłoka na
prasie równym 1/3 L, 1/2 L i 2/3 L. Dla każdego położenia tłoka należy wykonać
trzykrotne pomiary. Wyniki cechowania należy zestawić w tablicy oraz graficznie za
pomocą wykresu. Dla zespołów przeznaczonych do wytwarzania znacznych sił naciągu
można przeprowadzać cechowanie w maszynie wytrzymałościowej. W tym przypadku
nie zostaną uwzględnione straty naciągu wywołane w zakotwieniu. Wartość tych start
można określić na podstawie parametrów podanych przez producenta zakotwień. W
przypadku wykonywania sprężania konstrukcji w temperaturze otoczenia znacznie
odbiegającej od temperatury, w której było przeprowadzone cechowanie sprzętu, należy
uwzględnić straty wywołane różnicą gęstości oleju zasilającego zespół naciągowy.
5
Badanie belki sprężonej
Badanie belki sprężonej - geometria
E
cm
= 27,93 GPa
f
cm
= 50,04 MPa
6
Badanie belki - przebieg doświadczenia
1. Obciążenie bez sprężania
Zakres obciążenia P = 0 – 30 kN
Pomiar ugięć w punktach A, B, C, pomiar odkształceń D, E
2. Odciążenie elementu
Pomiar wielkości jw.
3. Wykonanie sprężenia
Siła sprężająca 0 – 140 kN
Pomiar wielkości w punktach jw.
4. Ponowne obciążenie elementu
Zakres obciążenia P = 0 – 60 kN
Pomiar wielkości w punktach jw.
Badanie belki sprężonej - sprawozdanie
Przedstawienie geometrii badanej belki
Opis stanowiska badawczego
Opis przebiegu badania
Sporządzenie wykresów mierzonych wielkości w
funkcji obciążenia
Obliczenie nośności,
Obliczenie ugięć
Wyszukiwarka
Podobne podstrony:
Hala CECHOWANIE BELKA SPRĘŻONA ok
Hala CECHOWANIE BELKA SPRĘŻONA ok
2015 Diagnoza 2 ST amnezje itp 23 03 15 do pdf odblokowanyid 28580
Neuropsychologia kliniczna PRZYBORSKA W5A afazje cd 02 03 15 do pdf odblokowany
dostep do opieki do pdf
T22kod do pdf
Instrukcja do PDF Splitter And Merger
06 bromowanie i inne do pdf
Konwersja Do PDF Zrobienie PDF a
Belka sprezona zespolona 4
NPs Klin 2014 ST W5A afazje cd 02 03 15 do pdf odblokowany
Druk do PDF
httpwww fitnessclub plindex2 phpoption=com content&do pdf=1&id=1 29 11 2009
Belka sprezona KSP II czesc1
cw 2 intro do pdf
APARATURa PALIWOWa-kwit, Pompa wtryskowa podaje do wtryskiwaczy paliwo sprężone do ciśnienia 40 10
więcej podobnych podstron