
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Janusz Górny
Użytkowanie
i
obsługiwanie
maszyn
i
urządzeń
812[02].Z1.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Igor Lange
mgr inż. Robert Wanic
Opracowanie redakcyjne:
mgr Janusz Górny
Konsultacja:
mgr inż. Danuta Pawełczyk
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 812[02].Z1.02.
„Użytkowanie i obsługiwanie maszyn i urządzeń”, zawartego w modułowym programie
nauczania dla zawodu operator maszyn i urządzeń metalurgicznych.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
5
3.
Cele kształcenia
6
4.
Materiał nauczania
7
4.1.
Zasady eksploatacji maszyn i urządzeń
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
10
4.1.3. Ćwiczenia
11
4.1.4. Sprawdzian postępów
12
4.2.
Materiały eksploatacyjne
13
4.2.1. Materiał nauczania
13
4.2.2. Pytania sprawdzające
18
4.2.3. Ćwiczenia
18
4.2.4. Sprawdzian postępów
19
4.3.
Procesy zużywania części maszyn
20
4.3.1. Materiał nauczania
20
4.3.2. Pytania sprawdzające
26
4.3.3. Ćwiczenia
27
4.3.4. Sprawdzian postępów
28
4.4.
Obsługa maszyn i urządzeń
29
4.4.1. Materiał nauczania
29
4.4.2. Pytania sprawdzające
42
4.4.3. Ćwiczenia
43
4.4.4. Sprawdzian postępów
44
4.5.
Technologia i organizacja napraw
45
4.5.1. Materiał nauczania
45
4.5.2. Pytania sprawdzające
54
4.5.3. Ćwiczenia
55
4.5.4. Sprawdzian postępów
56
5.
Sprawdzian osiągnięć
57
6.
Literatura
62

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy z zakresu użytkowania
i obsługiwania maszyn i urządzeń.
W poradniku znajdziesz:
–
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
–
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
–
zestaw pytań, które pozwolą Ci stwierdzić czy już opanowałeś określone treści,
–
ć
wiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, przykładowy zestaw zadań testowych,
–
literaturę uzupełniającą
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy, instrukcji przeciwpożarowych i zasad ochrony środowiska
naturalnego, wynikających z charakteru wykonywanych prac. Przepisy te poznasz podczas
trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
812[02].Z1
Eksploatacja maszyn i urządzeń
w procesach metalurgicznych
812[02].Z1.01
Dobieranie maszyn i urządzeń
przemysłowych oraz transportowych
812[02].Z1.02
Użytkowanie i obsługiwanie
maszyn
i urządzeń

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2.
WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
–
stosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej i ochrony
ś
rodowiska,
–
korzystać z różnych źródeł informacji,
–
selekcjonować, porządkować i przechowywać informacje,
–
dokumentować i notować informacje,
–
rozróżniać materiały konstrukcyjne,
–
rozróżniać rodzaje połączeń,
–
rozróżniać maszyny i urządzenia przemysłowe,
–
posługiwać się dokumentacją techniczną,
–
rozpoznawać podstawowe elementy maszyn i urządzeń,
–
charakteryzować zastosowanie maszyn i urządzeń,
–
użytkować komputer.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
wyjaśnić podstawowe pojęcia związane z eksploatacją maszyn i urządzeń,
–
rozróżnić
zjawiska
fizykochemiczne
towarzyszące
procesom
destrukcyjnym
w eksploatacji maszyn i urządzeń metalurgicznych,
–
rozróżnić podstawowe rodzaje materiałów eksploatacyjnych,
–
dobrać materiały smarowe do elementów maszyn i urządzeń, zgodnie z DTR,
–
rozróżnić układy smarowania maszyn i urządzeń wykorzystywanych w procesach
metalurgicznych,
–
określić sposoby ochrony przed korozją,
–
dobrać środki ochrony przed korozją,
–
scharakteryzować podstawowe operacje i czynności montażowe,
–
dobrać narzędzia i przyrządy do wykonywania montażu, demontażu,
–
wykonać montaż typowych części maszyn,
–
wykonać demontaż typowych części maszyn,
–
określić warunki techniczne użytkowania maszyn i urządzeń,
–
zastosować zasady użytkowania maszyn i urządzeń,
–
scharakteryzować rodzaje obsług i wykazać ich wpływ na prawidłową pracę maszyn
i urządzeń,
–
rozpoznać stan techniczny użytkowanych maszyn i urządzeń,
–
określić zakres przeglądu i naprawy maszyn i urządzeń na podstawie Dokumentacji
Techniczno-Ruchowej,
–
wykonać czynności związane z konserwacją maszyny (czyszczenie, smarowanie,
sprawdzanie stanu technicznego), zgodnie z Dokumentacją Techniczno-Ruchową,
–
dobrać narzędzia i przyrządy do wykonania naprawy,
–
wykonać drobne naprawy, wymianę części, regulację zespołów i całego urządzenia,
–
przeprowadzić próby po naprawie,
–
zastosować przepisy bhp, dozoru technicznego, ochrony ppoż. i ochrony środowiska
podczas wykonywania pracy,
–
skorzystać
z
dokumentacji
technicznej,
Dokumentacji
Techniczno-Ruchowej,
dokumentacji warsztatowej, norm, poradników.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1.
Zasady eksploatacji maszyn i urządzeń
4.1.1. Materiał nauczania
Podstawowe pojęcia i definicje
Powszechnie mamy do czynienia z różnymi maszynami i urządzeniami, które – zależnie
od swej wielkości i przeznaczenia – są różnie nazywane. Będą to: maszyna, urządzenie,
przyrząd, narzędzie, obiekt techniczny itp.
Niezależnie od tego, jakie jest przeznaczenie poszczególnych urządzeń, ich
wykorzystanie (eksploatacja) musi charakteryzować się jedną wspólną cechą, a mianowicie
optymalnym wykorzystaniem, zarówno pod względem technicznym jak i eksploatacyjnym.
Gdy ta cecha jest spełniona, wtedy mówimy o racjonalnej eksploatacji.
Nieprzestrzeganie wymagań racjonalnej eksploatacji maszyn i urządzeń powoduje wzrost
kosztów eksploatacji, a tym samym wzrost kosztów produkcji realizowanych za ich pomocą.
Dlatego też prowadzone są kompleksowe badania nad usprawnieniem procesu eksploatacji.
Celem tych badań jest sformułowanie wniosków dla praktyki eksploatacyjnej poprzez
odpowiedzi na pytania, np.:
−
jakie przedsięwzięcia muszą być podjęte, aby przedłużyć trwałość maszyny lub
urządzenia?
−
kiedy powinna być wycofana maszyna lub urządzenie z eksploatacji?
−
jaka powinna być intensywność użytkowania maszyny lub urządzenia w konkretnych
warunkach eksploatacji?
−
jakie cechy techniczne danej grupy i rodzaju maszyn lub urządzeń decydują o ocenie
stanu eksploatacyjnego i jak zbierać te dane?
−
jak planować obsługi techniczne i naprawy?
−
jakie powinny być obsługi techniczne i ich zakres?
Eksploatacja maszyn lub urządzeń jest to zespół czynności obejmujący swym zakresem
planowanie, użytkowanie, obsługiwanie i przechowywanie maszyn i urządzeń.
Użytkowanie maszyn jest to etap lub etapy eksploatacji, w czasie których odbywa się
praca sprawnej maszyny oraz bieżąca kontrola jej stanu technicznego.
Obsługiwanie jest to zespół działań, które są wykonywane między etapami użytkowania
maszyny i mają na celu przywrócenie jej pierwotnego stanu technicznego. Jest to czas
przeznaczony na obsługę techniczną oraz naprawy urządzenia. Przechowywanie jest to
oczekiwanie maszyny lub urządzenia (najczęściej w magazynach) na przekazanie do
użytkowania, obsługi lub naprawy. W praktyce przez eksploatację rozumie się tylko
użytkowanie i obsługiwanie maszyn lub urządzeń.
Eksploatacyjna klasyfikacja maszyn i urządzeń
Najczęściej mamy do czynienia z podziałem pod względem funkcjonalnym, tzn. według
funkcji, jakie spełniają maszyny i urządzenia, lub pod względem przeznaczenia, czyli jakiemu
celowi mają one służyć. Ponadto maszyny i urządzenia można podzielić w zależności od:
−
ważności spełnianej funkcji na: podstawowe i pomocnicze, np. maszynami
podstawowymi w wydziałach obróbki wiórowej są obrabiarki, a pomocniczymi –
wentylatory, sprężarki, instalacje w budynku i sam budynek,
−
krotności użycia na: jednokrotnego i wielokrotnego użycia,
−
zmiany miejsca użytkowania na: stacjonarne lub przemieszczalne, np. maszynami
stacjonarnymi są obrabiarki, kotły centralnego ogrzewania, a przemieszczalnymi –
samochody, suwnice itp.,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
−
możliwości naprawialności na: nienaprawialne i naprawialne, np. urządzeniami
nienaprawialnymi są żarówki elektryczne,
−
zasilanie w energię elektryczną na: produkujące energię elektryczną, np. turbiny
elektrowni wodnej i pobierające energię elektryczną, np. silniki elektryczne.
Jeszcze inny podział obejmuje maszyny i urządzenia pobierające energię elektryczną
(odbiorniki) i przetwarzające energię elektryczną, np. silniki elektryczne.
Każdą maszynę lub urządzenie w zależności od eksploatacji można scharakteryzować
elementami układu eksploatacji, które stanowią:
−
rodzaj maszyny lub urządzenia i ich funkcja, a mianowicie: przeznaczenie, zestawienie
głównych zespołów funkcjonalnych i zestawienie zespołów i części mających główny
wpływ na trwałość maszyny czy urządzenia,
−
eksploatacyjna charakterystyka maszyny lub urządzenia, zawierająca informacje
o ważności maszyny lub urządzenia, krotności użycia, możliwości zmiany miejsca
użytkowania, naprawialności skutkach poboru energii,
−
załoga,
−
przedmiot pracy określający rodzaj przedmiotów, na które oddziałuje pracownik za
pomocą maszyny lub urządzenia,
−
stanowisko pracy, charakteryzujące miejsce użytkowania maszyny lub urządzenia,
−
otoczenie stanowiska pracy określające otoczenie maszyny lub urządzenia, np.
wentylację, klimatyzację, temperaturę, wilgotność, oświetlenie,
−
rodzaj zasilania eksploatacyjnego zawierający charakterystykę materiałów, narzędzi
i części niezbędnych w trakcie użytkowania i obsługi,
−
stanowisko obsługi zawierające charakterystykę miejsca, na którym dokonuje się napraw,
−
ś
rodki obsługi zawierające charakterystykę narzędzi, przyrządów, sprawdzianów
niezbędnych do wykonania naprawy urządzenia
Niezawodnością
urządzenia
nazywamy
właściwość
określoną
przez
prawdopodobieństwo spełnienia przez urządzenie postawionych mu wymagań w ciągu
określonego czasu i w określonych warunkach pracy. Ogólnie przez niezawodność rozumie
się zdolność urządzenia do zrealizowania postawionych mu zadań. Tak więc kryteriami
określającymi
niezawodność
urządzenia
są:
duża
trwałość,
pewność
działania,
bezawaryjność, zdolność do długotrwałej pracy bez pogorszenia parametrów wyjściowych,
tzw. stabilność działania, mały zakres i łatwość obsługi, długie okresy międzynaprawcze
i mała pracochłonność napraw i obsług.
Przez trwałość maszyny lub urządzenia rozumiemy właściwości, która charakteryzuje
proces zużywania się urządzenia podczas jego eksploatacji. Tak więc z pewnym
uproszczeniem niezawodność maszyny lub urządzenia możemy określić podając
częstotliwość przerw w działaniu z powodu uszkodzeń lub czas nieprzerwanej pracy między
wymuszonymi przerwami itp.
Przymusowe zatrzymanie się urządzenia może być spowodowane usterkami
konstrukcyjnymi lub technologicznymi, nieprawidłową eksploatacją lub przyczynami
przypadkowymi.
Rozróżniamy trzy rodzaje zatrzymywania się urządzeń:
−
lekkie, gdy usunięcie usterki może wykonać obsługa urządzenia z użyciem podręcznych
narzędzi,
−
ś
rednie, gdy usunięcie usterki wymaga częściowego demontażu i wymiany uszkodzonych
części lub zespołów przy współpracy pracowników służb naprawczych,
−
ciężkie, gdy naprawie podlegają ważne zespoły i w celu usunięcia
−
uszkodzeń należy odstawić urządzenie do naprawy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Teoria niezawodności obejmuje wszystkie zagadnienia związane z niezawodnością
urządzeń, badanie wszystkich zjawisk z tym związanych oraz formułowanie teoretycznych
i praktycznych wniosków. Teoria niezawodności opiera się na teorii prawdopodobieństwa i
na zasadach statystyki matematycznej.
Wskaźnikiem
niezawodności
urządzenia
jest
prawdopodobny
ś
redni
czas
bezzakłóceniowej pracy.
Teoria niezawodności daje konstruktorom i technologom informacje dotyczące ustalania
i eliminowania słabych miejsc maszyn i urządzenia.
Trwałość
Teoria trwałości maszyn i urządzeń obejmuje:
−
ustalanie granic trwałości, racjonalnych ze względów technicznych i ekonomicznych,
−
opracowywanie metod badań eksploatacji maszyn i urządzeń,
−
badanie warunków eksploatacji,
−
określenie stopnia wykorzystania, określenie zależności między trwałością a okresem
użytkowania,
−
opracowywanie sposobów rozpoznawania przyczyn uszkodzeń,
−
opracowywanie metod badań w zakresie trwałości maszyn,
−
opracowywanie obiektywnych wskaźników trwałości produkowanych urządzeń.
Trwałość i niezawodność są pojęciami różnymi, ale istnieje między nimi zależność.
W miarę zużywania się elementów urządzenia, jego prawidłowe działanie jest coraz bardziej
zawodne. Trwałość i niezawodność zależą od rozwiązania konstrukcyjnego, jakości
wykonania i warunków użytkowania.
Wskaźnikami trwałości mogą być:
−
czas pracy, określony w godzinach lub latach pracy aż do całkowitego zużycia,
−
czas użytkowania – czas pracy aż do całkowitego zużycia bez uwzględnienia przestojów
nieuzasadnionych i uzasadnionych.
Dla obrabiarek rozróżnia się trwałość absolutną, międzynaprawową i ekonomiczną.
Przez trwałość absolutną rozumie się czas fizycznego istnienia obrabiarki i jej
użyteczność, nawet do prac o znaczeniu drugorzędnym. Trwałość międzynaprawowa jest
określona czasem cyklu naprawczego, tj. czasem zdatności obrabiarki do wykonywania prac
zgodnie z jej przeznaczeniem między kolejnymi naprawami głównymi. Trwałość
ekonomiczną określa czas ekonomicznego użytkowania do czasu zużycia ekonomicznego.
W obrabiarkach wyróżnia się również trwałość dokładności. W czasie użytkowania
obrabiarka traci swą początkową dokładność. Aby zapewnić wymaganą dokładność obróbki
w ciągu przewidywanego okresu użytkowania, każda nowa lub naprawiona obrabiarka
powinna mieć „zapas dokładności". Wskaźnik zapasu dokładności może być określony przez
stosunek dokładności początkowej wyrażonej średnią wartością błędów obróbki do
dokładności nominalnej. Dla nowej lub naprawionej obrabiarki wskaźnik ten jest większy od
jedności.
Wymagania eksploatacyjne
Zasadniczym dążeniem w budowie i eksploatacji maszyn jest zapewnienie im jak
najdłuższego prawidłowego działania. Użytkowanie powoduje, że stan fizyczny maszyny
pogarsza się, a następnie jest okresowo przywracany w procesie odnawiania. Gdy dalsze
odnawianie staje się nieefektywne, wówczas następuje likwidacja maszyny.
Wadliwa praca maszyny powoduje obniżenie jakości produkcji, utrudnia utrzymanie jej
rytmiczności, dezorganizuje pracę i powoduje zagrożenie dla otoczenia. Nawet na podstawie
obserwacji zewnętrznych (bez demontażu) można zauważyć prawidłową lub wadliwą pracę
maszyny. W przypadku obrabiarki będzie to np. obniżenie dokładności wykonania wyrobu,
w silniku – spadek mocy, zwiększenie zużycia paliwa lub środków smarnych itp.
Nieprawidłowość pracy zespołów niemal we wszystkich maszynach powoduje spadek
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
sprawności mechanicznej, wzrost temperatury, zwiększenie natężenia hałasu i nadmierne
drgania. Objawy wadliwej pracy nie zawsze występują równocześnie w całej maszynie.
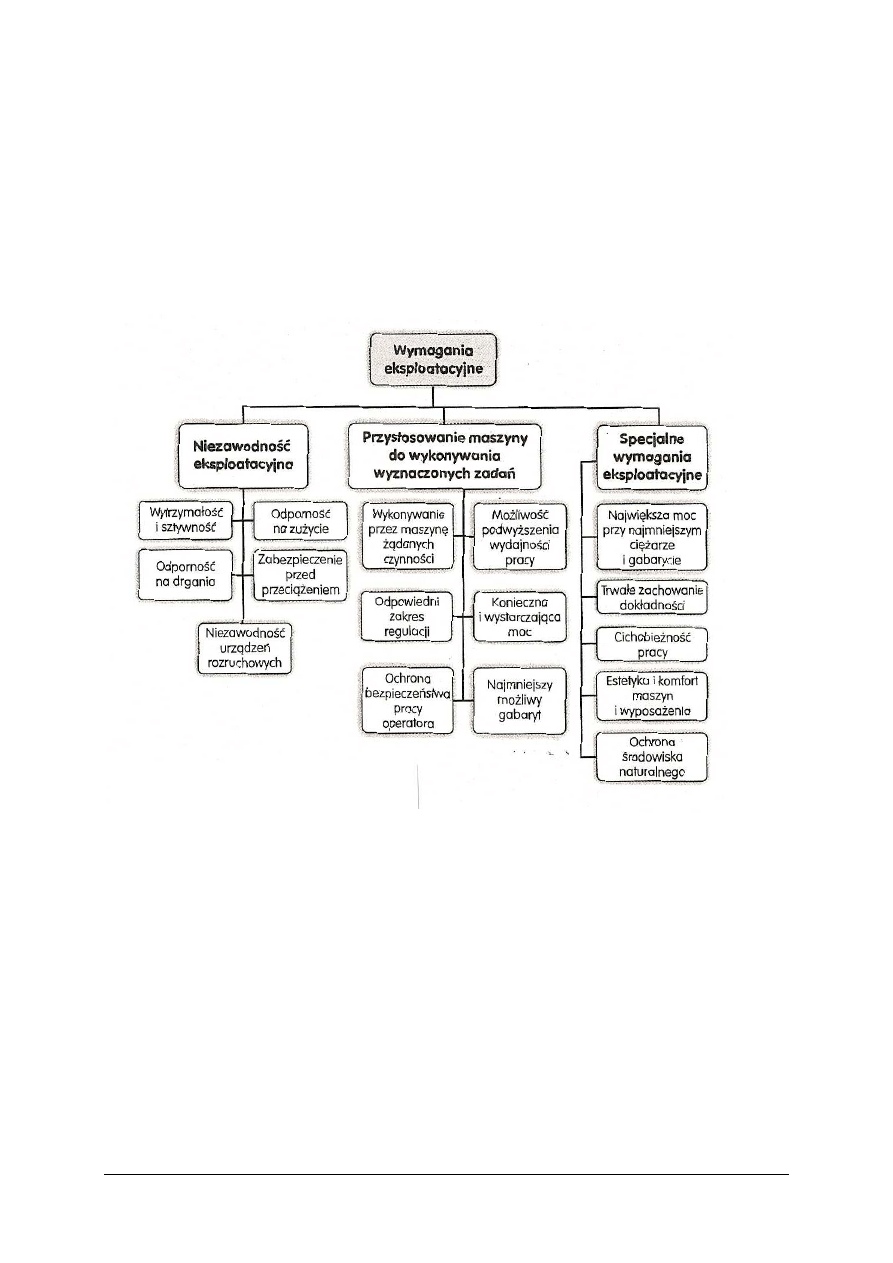
Zazwyczaj najpierw dotyczą niektórych jej części, a potem zespołów. Dlatego już podczas
konstruowania i wytwarzania maszyny należy określić podstawowe wymagania
eksploatacyjne. Na rysunku 3 przedstawiony jest schemat z podstawowymi wymaganiami
eksploatacyjnymi. Wymagania zostały podzielone na trzy zasadnicze grupy: niezawodność
eksploatacyjną, przystosowanie maszyn do wykonywania wyznaczonych zadań oraz specjalne
wymagania eksploatacyjne. W każdej grupie są uwzględnione szczegółowe wymagania
eksploatacyjne.
Rys. 1. Wymagania eksploatacyjne [5, s. 12]
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co nazywamy eksploatacją?
2.
Na czym polega użytkowanie?
3.
Na czym polega obsługiwanie?
4.
Jaka jest eksploatacyjna klasyfikacja maszyn i urządzeń?
5.
Co nazywamy niezawodnością maszyny lub urządzenia?
6.
Co nazywamy trwałością maszyny lub urządzenia?
7.
Jakie są podstawowe wymagania eksploatacyjne?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
4.1.3. Ćwiczenia
Ćwiczenie 1
Wyjaśnij podstawowe pojęcia z zakresu eksploatacji maszyn i urządzeń łącząc pojęcie
z jego definicją.
Pojęcie
Definicja
Obsługiwanie maszyn lub urządzeń
prawdopodobieństwo spełnienia przez
urządzenie postawionych mu wymagań
w
ciągu
określonego
czasu
i w określonych warunkach pracy
Użytkowanie maszyn lub urządzeń
własność, która charakteryzuje proces
zużywania się urządzenia podczas jego
eksploatacji
Eksploatacja maszyn lub urządzeń
zespół działań, które są wykonywane
między etapami użytkowania maszyny
i mają na celu przywrócenie jej
pierwotnego stanu technicznego
Niezawodność maszyny lub urządzenia
zespół czynności obejmujący swym
zakresem
planowanie,
użytkowanie,
obsługiwanie i przechowywanie maszyn
i urządzeń
trwałość maszyny lub urządzenia
etap lub etapy eksploatacji, w czasie
których odbywa się praca sprawnej
maszyny oraz bieżąca kontrola jej stanu
technicznego
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować materiał nauczania,
2)
rozpoznać podstawowe pojęcia z zakresu eksploatacji maszyn i urządzeń,
3)
połączyć liniami pojęcie i jego definicję,
4)
dokonać prezentacji opracowania.
Wyposażenie stanowiska pracy:
–
karta do ćwiczenia.
Ćwiczenie 2
Dokonaj klasyfikacji maszyn i urządzeń na podstawowe i pomocnicze w procesach
metalurgicznych. Zakreśl krzyżykiem właściwy wybór.
Maszyny i urządzenia
Podstawowe
Pomocnicze
suwnice
kadzie odlewnicze
sprężarki
taśma spiekalnicza
wentylatory
urządzenie zasypowe wielkiego pieca

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować materiał nauczania,
2)
określić maszyny i urządzenia podstawowe,
3)
określić maszyny i urządzenia pomocnicze,
4)
zaznaczyć wyniki w tabeli,
5)
dokonać prezentacji opracowania.
Wyposażenie stanowiska pracy:
–
karta do ćwiczenia.
Ćwiczenie 3
Na podstawie otrzymanej dokumentacji techniczno-ruchowej (DTR) maszyny, określ jej
wymagania eksploatacyjne.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować otrzymaną dokumentację,
2)
wyselekcjonować procesy dotyczące eksploatacji,
3)
wypisać procesy eksploatacyjne maszyny,
4)
wypełnić arkusz do ćwiczeń,
5)
dokonać prezentacji opracowania.
Wyposażenie stanowiska pracy:
–
komplet dokumentacji (DTR),
–
arkusz papieru formatu A4, długopis,
–
literatura z rozdziału 6 poradnika dla ucznia.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
dokonać klasyfikacji eksploatacyjnej maszyn i urządzeń?
2)
zdefiniować pojęcia użytkowania?
3)
posłużyć się pojęciami trwałości i niezawodności maszyn i urządzeń?
4)
określić wymagania eksploatacyjne?
5)
wyodrębnić elementarne procesy użytkowania i obsługiwania?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.2.
Materiały eksploatacyjne
4.2.1. Materiał nauczania
Materiały eksploatacyjne
Właściwe użytkowanie maszyny lub urządzenia polega również na zapewnieniu
warunków pracy zgodne z ich założeniem i właściwościami konstrukcyjnymi. Największe
znaczenie posiada dobór materiałów eksploatacyjnych
Rodzaje materiałów eksploatacyjnych:
−
smary plastyczne i oleje smarowne,
−
ciecze hydrauliczne,
−
oleje sprężarkowe, turbinowe, przekładniowe, obróbkowe i inne: grzewcze,
hartownicze, izolacyjne.
Funkcje materiałów eksploatacyjnych:
−
zmniejszenie tarcia i zużycia,
−
chłodzenie,
−
uszczelnianie,
−
przenoszenie sygnałów,
−
redukcja hałasów,
−
ochrona przed korozją,
−
usuwanie produktów zużycia.
Dobór środków smarnych do urządzeń
Podczas doboru środków smarnych uwzględniane zostają następujące czynniki:
−
rodzaj mechanizmu, który ma być smarowany.
−
stan techniczny mechanizmu do smarowania: problemy związane ze szczelnością
konsystencja i przyczepność) oraz względy natury ekonomicznej.
−
zakres temperatur roboczych – dobór temperatury kroplenia, pompowalności,
właściwości przeciwutleniających.
−
sposób stosowania: na przykład w przypadku centralnego systemu smarowania
o znacznej długości przewodów doprowadzających, funkcjonującego w bardzo niskich
temperaturach, należy wybrać półpłynny smar o dużej odporności na działanie niskich
temperatur.
−
zakładany okres funkcjonowania przy długich okresach pracy smar umożliwia lepsze
zabezpieczenie przed korozją i utlenianiem.
−
obecność wody – odpowiedni dobór mydła i zabezpieczenia antykorozyjnego.
−
wysokie obciążenia, wstrząsy, wibracje to konieczność zastosowania środka smarnego
o właściwościach np, zapobiegających zużyciu przy dużych naciskach.
−
zagrożenie zanieczyszczeniami spowodowane przez pewne substancje chemiczne
wymusza zastosowanie smaru nierozpuszczalnego, na przykład w węglowodorach.
Obecność metali katalizujących (przyspieszających) utlenianie (np. stopy miedzi)
wymusza stosowanie środków smarnych z dodatkami przeciwutleniającymi.
Ś
rodki smarne stosowane w eksploatacji urządzeń mechanicznych można podzielić
następująco:
1)
ze względu na przeznaczenie:
–
płynne silnikowe (oleje silnikowe),
–
płynne przekładniowe (oleje przekładniowe),
–
płynne wrzecionowe (oleje wrzecionowe),
–
smary plastyczne do łożysk ślizgowych i tocznych,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
–
ś
rodki smarne specjalne.
2)
ze względu na konsystencję:
–
płynne (ciecze, gazy), np. olej, powietrze,
–
smary plastyczne,
–
stałe, np. grafit, dwusiarczek molibdenu (MoS
2
).
3)
ze względu na pochodzenie:
–
mineralne – otrzymywane z ropy naftowej,
–
organiczne – otrzymywane z tłuszczów organicznych, np. olej rzepakowy; ich wadą
jest to, że ulegają starzeniu, zaletą zaś biodegradowalność,
–
syntetyczne – otrzymywane w wyniku syntezy chemicznej.
Najkorzystniejsze warunki smarowania uzyskuje się dzięki środkom smarnym płynnym –
olejom. Stosuje się je do części silnie obciążonych, pracujących z dużą prędkością obrotową,
kiedy to wydzielają się znaczne ilości ciepła. W innych przypadkach, gdy nie można ze
względów konstrukcyjnych zastosować zamkniętej obudowy – stosuje się smary plastyczne.
Do smarów tych często dodaje się środki smarne stałe, tworzące na powierzchniach trących
cienkie warstwy odporne na duże naciski. Środki stale są odporne na duże naciski, wysoką
temperaturę i są chemicznie stabilne.
Duże znaczenie ekonomiczne dla każdego zakładu ma regenerowanie oraz odzyskiwanie
olejów. Oleje przepracowane, po dokładnym oczyszczeniu i dodaniu specjalnych składników
uszlachetniających, można ponownie używać. Ma to duże znaczenie, gdyż wszystkie oleje
powstają w wyniku przeróbki ropy naftowej, którą trzeba importować. W zamkniętych
układach smarowania obiegowego oraz kąpielowego, tj. przy smarowaniu skrzynek
przekładniowych, wrzecienników, suportów itp. olej przepracowany odzyskuje się w czasie
jego okresowej wymiany.
Wszędzie tam, gdzie są używane paliwa płynne i smary oraz gdzie się je przechowuje
muszą być ściśle przestrzegane przepisy przeciwpożarowe. W pomieszczeniach
produkcyjnych i pomocniczych, gdzie są stosowane paliwa (np. hamowanie silników, mycie
części itd.) przed rozpoczęciem pracy musi być włączona wentylacja, która zapobiega
powstawaniu mieszanin wybuchowych. Stosowane urządzenia muszą mieć konstrukcje
przeciwwybuchową (zastosowane materiały i rozwiązania konstrukcyjne nie mogą
powodować podczas ruchu iskrzenia). Przed wejściem do pomieszczeń magazynowych,
magazynowych, których odbywa się m.in. rozlewnie paliw, należy najpierw je wywietrzyć
i włączyć wentylację, aby usunąć ewentualne opary paliw. Wszędzie tam, gdzie ma się do
czynienia z materiałami łatwo palnymi nie można stosować otwartego ognia, np. palników
acetylenowo-tlenowych, palących się papierosów. Zastosowanie ważniejszych smarów
przedstawiono w innym ujęciu w tabeli 2.
Tabela 1. Zastosowanie smarów
Rodzaj smaru
Zastosowanie
oliwa
do smarowania warsztatów tkackich: jako płyn jadalny do
potraw; w lecznictwie
olej rycynowy
do smarowania maszyn pracujących pod dużym obciążeniem,
przy dużych prędkościach, w wysokiej temperaturze,
w lecznictwie; do silników lotniczych
sm
ar
y
r
o
śl
in
n
e
olej rzepakowy i lniany
do smarowania łożysk, do gwintowania śrub i nakrętek; jako
tłuszcz jadalny
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
sm
ar
y
zw
ie
rz
ę
ce
sadło
olej kostny
tran wielorybi
tran delfinowy
łój
do smarowania mechanizmów precyzyjnych z dodatkiem
mydła, grafitu, oleju mineralnego – do smarowania przekładni
zębatych
sm
ar
y
m
in
er
al
n
e
(oleje czyste z ropy naftowej, rafinowane
z
węgla
brunatnego
i
z
węgla
kamiennego, rafinowane elektrycznie)
oleje:
– izolacyjne,
– turbinowe,
– wrzecionowe,
– maszynowe.
– do transformatorów
– do smarowania turbin parowych
–
do
szybkobieżnych
i
lekko
obciążonych
łożysk
maszynowych, jako płyn do napędów hydraulicznych
– do smarowania łożysk silników elektrycznych, obrabiarek,
pomp odśrodkowych.
sm
ar
y
m
in
er
al
n
e
oleje:
–silnikowe
–cylindrowe
–osiowe wagonowe
Smary stale:*
–Tovotta
–wazelina techniczna
–Kalipsol
–do
smarowania
silników
samochodowych
i ciągnikowych
–do cylindrów i dławików maszyn parowych
–do smarowania łożysk parowozów, wagonów, zwrotnic
–do
łańcuchów
pędnych,
sworzni
przegubowych
i trudnodostępnych miejsc w maszynach
–do mechanizmów precyzyjnych, łożysk do konserwacji
przedmiotów obrabianych, płytek wzorcowych
–do smarowania łożysk ślizgowych
*Smary stale otrzymuje się z olejów pochodzenia naftowego i substancji zagęszczających (mydła, parafiny
i cerezyny). Zależnie od rodzaju domieszki smary dzieli się na wapniowe, sodowe, potasowe, glinowe
ołowiowe.
Smarowanie gazowe
Smarowanie gazowe stosuje się przy wysokiej (800
o
C) i niskiej (13K) temperaturze.
Własności smarne gazów zmieniają się nieznacznie z temperaturą i są znacznie niższe od
olejów smarowych. Obciążenia przenoszone przez łożyska aerodynamiczne są względnie
małe.
Stosowane w turbinach gazowych (czynnikiem smarującym jest gaz transportowany),
w wysokoobrotowych łożyskach urządzeń precyzyjnych, żyroskopach, reaktorach jądrowych,
układach chłodziarek. W momencie rozruchu ma miejsce tarcie suche, więc gdy istnieje
potrzeba chronienia łożysk stosuje się smarowanie aerostatyczne z układem sprężarkowym
zewnętrznym.
Ciecze hydrauliczne
Ciecz robocza w układach hydraulicznych powinna spełniać takie funkcje podstawowe jak:
−
przenoszenie energii i sygnałów (mała ściśliwość),
−
uszczelnianie układu (duża lepkość cieczy),
−
smarowanie par tarciowych (lepkość w warunkach roboczych),
−
odprowadzanie ciepła (niska lepkość z dobrym smarowaniem),
−
ochrona przed zużyciem (dodatki przeciwzużyciowe),
−
ochrona przed korozją (inhibitory korozji),
−
zabezpieczenie przed szkodliwym działaniem powietrza,
−
zabezpieczenie przed szkodliwym działaniem wody.
Skład oleju hydraulicznego powinien być tak dobrany, aby olej nie tworzył dużej ilości
piany, a jednocześnie posiadał zdolności szybkiego wydzielania powietrza z objętości (olej
może zawierać do 9% powietrza).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Obok zwiększonej ściśliwości, obecność powietrza przyśpiesza proces starzenia oleju.
Ciecz robocza powinna posiadać zdolność wchłonięcia pewnej ilości wody (kondensatu
z wilgotnego powietrza) ale również zdolność do demulgowania tj. wydzielenia wody
w większej ilości pojawiającej się w oleju (przecieki z zewnątrz).
Z uwagi na występującą wysoką jakość urządzeń (małe luzy) ciecze hydrauliczne muszą
zachowywać wysoką czystość i muszą się dać łatwo filtrować
Oleje sprężarkowe
Smarowanie elementów mających bezpośredni kontakt ze sprężanym czynnikiem winno
się odbywać przy pomocy specjalnie opracowanych olejów sprężarkowych Ogólne
wymagania wynikają z:
−
temperatury i ciśnienia sprężanego gazu (odporność na utlenianie i brak skłonności do
tworzenia osadów),
−
olej nie powinien zawierać lotnych składników, a jego temperatura zapłonu powinna być
wyższa od najwyższej temperatury w układzie o ok. 50
o
C,
−
wymaganej czystości medium,
−
konstrukcji sprężarki.
Lepkość oleju powinna być na tyle duża, aby zapewnić dobre smarowanie, jednak na tyle
niska, aby umożliwić wnikanie oleju w węzły smarowe.
Oleje turbinowe
Oleje turbinowe mają za zadanie:
−
smarowanie i odprowadzanie ciepła z łożysk,
−
smarowanie i chłodzenie przekładni mechanicznych,
−
przenoszenie impulsów w hydraulicznym układzie sterowania pracą turbiny.
Oleje turbinowe musi więc charakteryzować:
−
odpowiednia plastyczność,
−
wysoka odporność na utlenianie,
−
bardzo dobre własności przeciwrdzewne,
−
brak zanieczyszczeń mechanicznych,
−
odporność na pienienie,
−
zdolność do wydzielania zdespergowanego w oleju powietrza (określane jako czas
potrzebny do osiągnięcia 0,2% objętości).
Problemem jest pojawianie się wody w oleju (turbiny parowe), która wpływa negatywnie
na własności olejów.
Przemysłowe oleje przekładniowe
Wśród różnego typu przekładni, szczególnie ciężkie warunki pracy mają przekładnie
zębate (wysokie naciski i temperatura styku, współpraca w warunkach tarcia tocznego
z poślizgiem) Od środków smarujących przekładnie wymaga się:
−
zmniejszenia tarcia, zużycia i ochrony przed zatarciem (środki EP = Extreme Pressure),
−
chłodzenia styku tarciowego,
−
zmniejszanie hałasu i wibracji,
−
odprowadzania produktów zużycia ze strefy tarcia,
−
ochrony przed korozją,
−
stabilności termicznej i odporności na utlenianie,
−
odporności na pienienie i zdolności do szybkiego wydzielania powietrza.
Rodzaj środka smarowego, który można zastosować w danej przekładni zależy od
temperatury pracy i obciążeń przekładni:
−
przy niskich obciążeniach i temperaturze 0–70
o
C stosowane są stałe powłoki smarowe,
−
ze wzrostem obciążenia przechodzi się na smary plastyczne i oleje mineralne,
−
najwyższe obciążenia przenoszą oleje EP (do 120
o
C)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
−
przy temperaturach niższych niż 0
o
C i powyżej 100
o
C konieczne jest stosowanie
poliglikoli i polialfaolefin.
Ciecze obróbkowe
W procesach wytwarzania elementów maszyn często stosuje się obróbkę ubytkową
(toczenie, frezowanie, wiercenie itp.), plastyczną (wytłaczanie) oraz obróbkę specjalną (np.
obróbka erozyjna). Np. podczas procesu skrawania wytwarza się duża ilość ciepła i konieczne
jest stosowanie cieczy chłodzących, które jednocześnie spełniają funkcje smarowe i ochronne
(przed korozją).
Przy wytłaczaniu zastosowanie cieczy pozwala na zmniejszenie oporów tarcia przy
obróbce i odprowadzenie ciepła z procesu.
Najszerszą grupę stanowią ciecze chłodząco-smarujące stosowane przy obróbce
ubytkowej. Są to:
−
oleje obróbkowe,
−
emulsje do obróbki metali,
−
mikroemulsje,
−
ciecze syntetyczne,
−
pasty obróbkowe,
−
gazy,
−
inne środki specjalne (roztopione metale, sole).
Oleje obróbkowe (mineralne i inne) stosuje się, gdy wymagana jest duża dokładność
obróbki. Dodaje się do nich dodatki smarnościowe, inhibitory korozji i utleniania. Wadą jest
małe ciepło właściwe, co ogranicza ilość ciepła odprowadzanego ze strefy skrawania.
Emulsje obróbkowe zawierają najczęściej 2–8% oleju emulgującego. Przez dużą
zawartość wody lepiej odprowadzają ciepło. Znajdują zastosowanie przy obróbce z dużymi
prędkościami przy niewielkich obciążeniach w strefie styku Syntetyczne ciecze obróbkowe
(roztwory substancji chemicznych) nie zawierają olejów mineralnych. Obok dobrych
własności eksploatacyjnych mają wysoką stabilność eksploatacyjną
Inne środki przemysłowe
Oleje znajdują zastosowanie jeszcze w innych dziedzinach przemysłu, są to:
−
oleje grzewcze,
−
oleje hartownicze,
−
oleje izolacyjne.
Oleje grzewcze stosuje się jako nośniki ciepła do maksymalnej temperatury 340
o
C (oleje
mineralne). Mają zadowalającą pojemność cieplną i małą lepkość (zachodzi efektywna
wymiana ciepła).
Oleje hartownicze zapewniają schłodzenie hartowanego elementu z szybkością kilkuset
stopni na sekundę. Temperaturę w której jest najlepsze odprowadzanie ciepła można
kształtować przez stosowanie odpowiednich dodatków. Stosowane są wielkocząsteczkowe
polimery, które przy wysokiej temperaturze tworzą na powierzchni elementu hartowanego
osady będące miejscem zarodkowania powstawania pęcherzyków (miejsc intensywnej
wymiany ciepła).
Wśród olei izolacyjnych rozróżnia się:
−
transformatorowe – mające izolować i chłodzić uzwojenia oraz rdzeń transformatorów,
−
łącznikowe – służące do gaszenie łuku elektrycznego w stykach elektrycznych,
−
kablowe – przeznaczone do izolowania i chłodzenia kabli energetycznych,
−
kondesatorowe – które są zarówno cieczami izolacyjnymi jak i dielektrykami wpływając
na pojemność kondensatorów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Zazwyczaj oleje izolacyjne są przeznaczone do długotrwałej pracy (nawet 20 lat). Muszą
posiadać odpowiednie własności w tym odporność na utlenianie, niską skłonność do
wydzielania gazów, wysoką temperaturę zapłonu, odpowiednią płynność.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jaki jest podział materiałów eksploatacyjnych?\
2.
Jakie zadania spełniają materiały eksploatacyjne
3.
Jakie funkcje spełniają środki smarne?
4.
Jak dzielimy środki smarne?
5.
W jakim dokumencie zawarte są informacje na temat konserwacji i smarowania
mechanizmów?
4.2.3. Ćwiczenia
Ćwiczenie 1
Na podstawie otrzymanej Dokumentacji Techniczno-Ruchowej młota hydraulicznego
dobierz potrzebne materiały eksploatacyjne.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
dokonać analizy otrzymanej dokumentacji z uwzględnieniem występowania materiałów
eksploatacyjnych,
2)
wypisać potrzebne materiały eksploatacyjne,
3)
uszeregować je według ważności spełniania zadań,
4)
dokonać oznaczenia tych materiałów,
5)
dokonać prezentacji opracowania.
Wyposażenie stanowiska pracy:
–
komplet dokumentacji DTR młota hydraulicznego
–
arkusz papieru formatu A4, przybory do pisania,
–
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Korzystając z zasobów Internetu dobierz olej hartowniczy przeznaczony do
wykorzystania w procesach metalurgicznych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
za pomocą wyszukiwarki odszukać w Internecie producentów olei hartowniczych,
2)
wyszukać oleje stosowane w procesach metalurgicznych,
3)
zanotować wyniki wyszukiwania w zeszycie,
4)
zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−−−−
internetowe katalogi materiałów eksploatacyjnych,
−−−−
literatura z rozdziału 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Ćwiczenie 3
Na podstawie otrzymanej Dokumentacji Techniczno-Ruchowej sprężarki tłokowej
dobierz olej sprężarkowy. Wyszukaj dostawców tego oleju.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
dokonać analizy otrzymanej dokumentacji z uwzględnieniem stosowanego oleju
sprężarkowego,
2)
wypisać typ zastosowanego oleju,
3)
wyszukać w Internecie dostawców tego typu oleju,
4)
zapisać informacje w zeszycie,
5)
dokonać prezentacji opracowania.
Wyposażenie stanowiska pracy:
–
komplet dokumentacji DTR sprężarki tłokowej,
–
arkusz papieru formatu A4, przybory do pisania,
–
poradnik dla ucznia,
–
literatura z rozdziału 6 poradnika dla ucznia.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
dobrać materiały eksploatacyjne?
2)
dokonać podziału środków smarnych?
3)
dobrać środki konserwujące i smarne?
4)
scharakteryzować oleje hartownicze?
5)
dobrać oleje hartownicze?
6)
określić przeznaczenie olejów sprężarkowych?
7)
dobrać olej do typu sprężarki?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.3.
Procesy zużywania części maszyn
4.3.1. Materiał nauczania
Prawidłowa praca maszyn
Prawidłowość działania maszyny ocenia się na podstawie jej charakterystyki roboczej.
Dla silnika spalinowego będzie to np. zmiana mocy w funkcji prędkości obrotowej albo
jednostkowe zużycie paliwa. Dla przekładni mechanicznej najważniejsza jest sprawność
mechaniczna, której spadek w czasie eksploatacji objawia się wzrostem szumów i głośną
pracą. Dla roboczych części maszyn i narzędzi rolniczych głównym wskaźnikiem jest jakość
wykonywanej pracy. Tak więc odchylenia charakterystyk teoretycznych i rzeczywiście
uzyskiwanych parametrów mogą świadczyć o istnieniu jakiejś nieprawidłowości w maszynie.
Nieprawidłowości te mogą występować z powodu złego wyregulowania maszyny do
określonej pracy, bądź też z powodu zmian w maszynie niezależnych od regulacji.
Każda maszyna składa się z wielu połączeń – ruchowych i spoczynkowych – i w wyniku
zmian, jakie występują w tych połączeniach następuje zmiana charakterystyki pracy. Dlatego
też na trwałość połączeń decydujący wpływ mają: prawidłowa regulacja poszczególnych
elementów maszyny oraz przestrzeganie warunków eksploatacji określonych w DTR
(Dokumentacji Techniczno-Ruchowej). Niezależnie od warunków eksploatacji, już na etapie
konstruowania i wykonywania maszyny lub urządzenia należy eliminować możliwości
szybkiego zużywania się połączeń.
Zużywanie części maszyn zależy między innymi od:
−
rodzaju konstrukcji części i zespołów użytych do budowy maszyny lub urządzenia,
jakości użytych materiałów oraz jakości i dokładności obróbki (nierówności na
powierzchniach współpracujących osiowo utrudniają ich smarowanie i powodują szybsze
zyżycie),
−
doboru luzów między współpracującymi częściami (za mały luz powoduje szybsze
zużycie wskutek złego dopływu oleju, a za duży luz powoduje wypływanie oleju),
−
doboru pasowań spoczynkowych (zbyt ciasne pasowanie powoduje powstawanie
naprężeń wstępnych),
−
rodzaju stosowanych olejów i smarów.
Rodzaje zużycia urządzeń
W wyniku eksploatacji maszyn i urządzeń następuje pogorszenie stanu technicznego
poszczególnych mechanizmów. Objawia się to spadkiem sprawności mechanicznej, wzrostem
temperatury w danym układzie, wzrostem natężenia hałasu i drgań. Przyczyny takich
skutków, to:
−
zjawisko tarcia, prowadzące do uszkodzeń warstwy wierzchniej par trących,
−
zjawisko zmęczenia materiału,
−
procesy korozji, procesy erozji.
W wyniku działania w/w zjawisk i procesów następują zmiany stanu detali maszyn
i rządzeń. Proces taki prowadzący do pogorszenia wartości użytkowych nazywany jest
zużywaniem. Stan elementów maszyn i urządzeń na określonym etapie procesu zużywania
nazywany jest zużyciem.
Siły tarcia
Wzajemnemu ruchowi dwóch stykających się ciał towarzyszą opory tarcia, których miarą
jest siła tarcia T. Tarcie występujące w maszynach, w większości przypadków jest
zjawiskiem niepożądanym w niektórych jednak konstrukcjach (hamulce, sprzęgła, napędy
linowe, transportery, itp.) tarcie jest wykorzystywane do przeciwdziałania ruchowi lub
zmiany prędkości względnej stykających się ciał.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Tarcie – zjawisko fizyczne, przeciwdziałające względnemu ruchowi dwóch stykających
się ciał, w rezultacie którego powstają opory tarcia, wyrażane siłami tarcia i mają miejsce
procesy zużywania współpracujących powierzchni skojarzenia trącego.
Opory tarcia – miara tarcia określana jako siła styczna, powstająca podczas
przemieszczania współpracujących powierzchni skojarzenia trącego, względem siebie.
Skojarzenie trące – styk współpracujących powierzchni elementów konstrukcyjnych
maszyny.
Tarcie suche – tarcie występujące w skojarzeniu trącym, gdy współpracujące
powierzchnie nie są rozdzielone całkowicie lub częściowo środkiem smarnym.
Tarcie kinetyczne (ruchowe) – tarcie występujące w skojarzeniu trącym podczas
względnego przemieszania się dwóch różnych ciał, jako tzw. tarcie zewnętrzne lub różnych
części jednego ciała, jako tzw. tarcie wewnętrzne.
Ze względu na ruch wyróżnia się: tarcie kinetyczne (ruchowe): ślizgowe i toczne oraz
tarcie statyczne (spoczynkowe).
W przypadku tarcia kinetycznego wyróżnia się tarcie ślizgowe i tarcie toczne.
Tarcie ślizgowe – tarcie występujące w skojarzeniu trącym wówczas, gdy prędkość
względna dwóch stykających się ciał jest różna od zera.
Tarcie ślizgowe, zwane jest również tarciem posuwistym. Tarcie ślizgowe jest
powszechnie spotykane w wielu mechanizmach maszyn:
łożyskach ślizgowych, przekładniach zębatych, przekładniach pasowych, hamulcach
tarciowych, niektórych typach sprzęgieł, podczas obróbki metali skrawaniem i wielu innych
powszechnie znanych przypadkach.
Tarcie toczne – tarcie występujące w skojarzeniu trącym wówczas, gdy jedno ze
stykających się ciał toczy się po powierzchni innego, a prędkość względna obu ciał w punkcie
styku jest równa zero. Ruch względny ciała toczącego się może być określony jako obrót
dookoła kolejnych punktów styku.
Tarcie toczne ma miejsce w przypadku, gdy jedno ze stykających się ciał toczy się po
płaskiej lub krzywej powierzchni innego ciała bez poślizgu. Przykładem może być tarcie
występujące podczas toczenia się kuli lub walca po płaskiej lub krzywej powierzchni.
W taktyce eksploatacyjnej tarcie toczne występuje w wielu przypadkach, np.:
−
ruch koła pojazdu po powierzchni,
−
toczenie się kulek lub wałeczków po bieżni łożyska tocznego,
−
ruch walców po powierzchni walcowanej blachy,
−
ruch koła pasowego względem pasa transmisyjnego itp.
Tarcie statyczne (spoczynkowe) – tarcie występujące w skojarzeniu trącym wówczas,
gdy dwa stykające się ciała są względem siebie w spoczynku.
Ze względu na lokalizację wyróżnia się tarcie zewnętrzne oraz wewnętrzne.
Tarcie wewnętrzne przeciwdziała odkształceniom materiału, jest przyczyną tzw.
histerezy sprężystej, zmęczenia materiałów, tłumienia drgań, itp.
Tarcie wewnętrzne niekiedy jest utożsamiane z tarciem płynnym, występującym w brębie
płynu (gazu lub cieczy) i przeciwdziałającym wzajemnemu przemieszczaniu się „warstw”
płynu.
Tarcie płynne – tarcie występujące w skojarzeniu trącym, gdy współpracujące
powierzchnie skojarzenia trącego są całkowicie rozdzielone przez środek smarny.
Tarcie graniczne
W przypadku, gdy między powierzchniami trących ciał znajduje się warstwa środka
smarnego, zbyt cienka by wytworzyć tarcie płynne, wówczas ma miejsce tarcie graniczne.
W tm przypadku, warstewka środka smarnego jest cieńsza niż suma wysokości nierówności,
na trących powierzchniach.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Tarcie graniczne – tarcie występujące w skojarzeniu trącym, gdy współpracujące
powierzchnie skojarzenia trącego są częściowo
oddzielone od siebie środkiem smarnym, a stykają się ze sobą tylko nierównościami.
Niekiedy tarcie graniczne jest nazywane tarciem półsuchym.
W procesach eksploatowania maszyn dopuszcza się jedynie tarcie płynne i tarcie
graniczne. Tarcie suche jest zjawiskiem pożądanym tylko w szczególnych przypadkach
(hamulce tarczowe, sprzęgła cierne itp.).
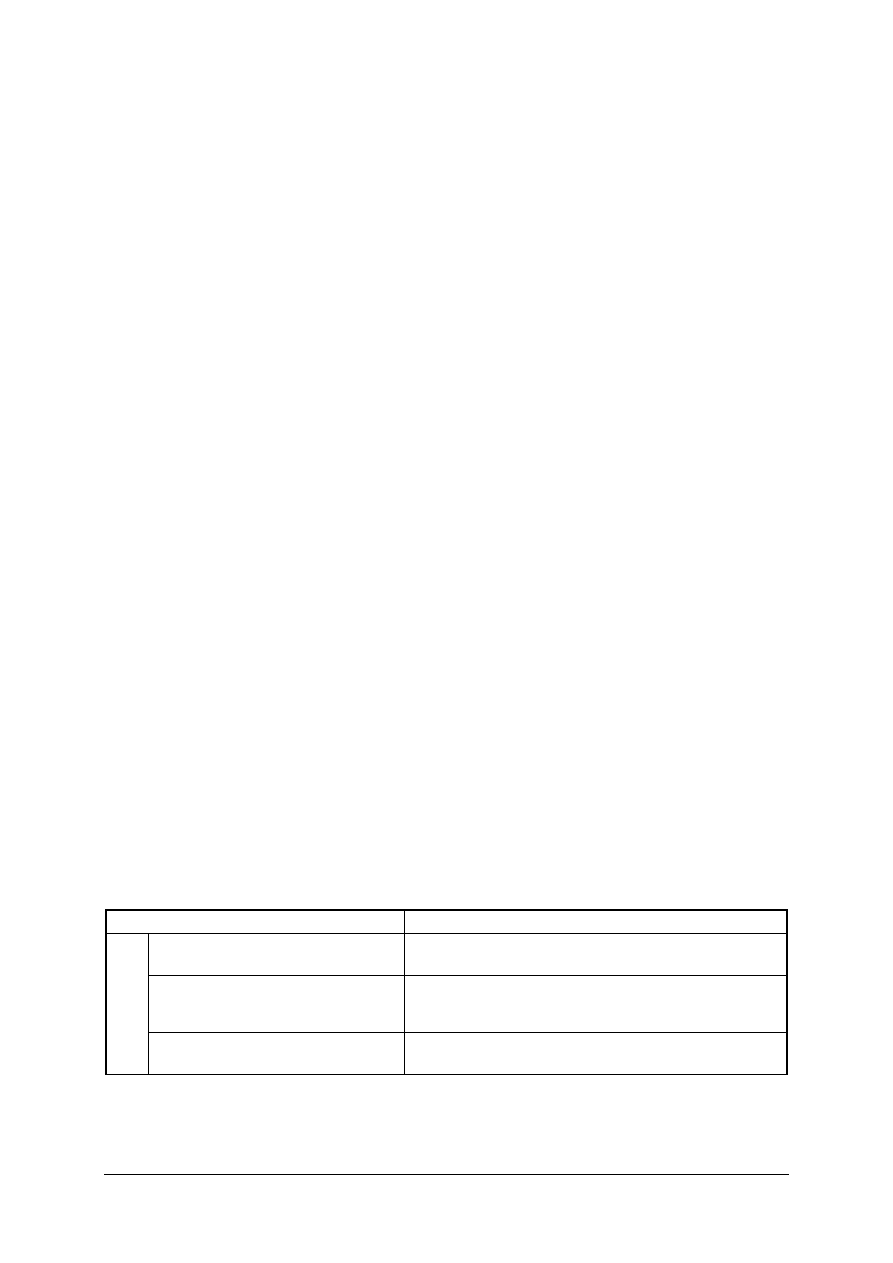
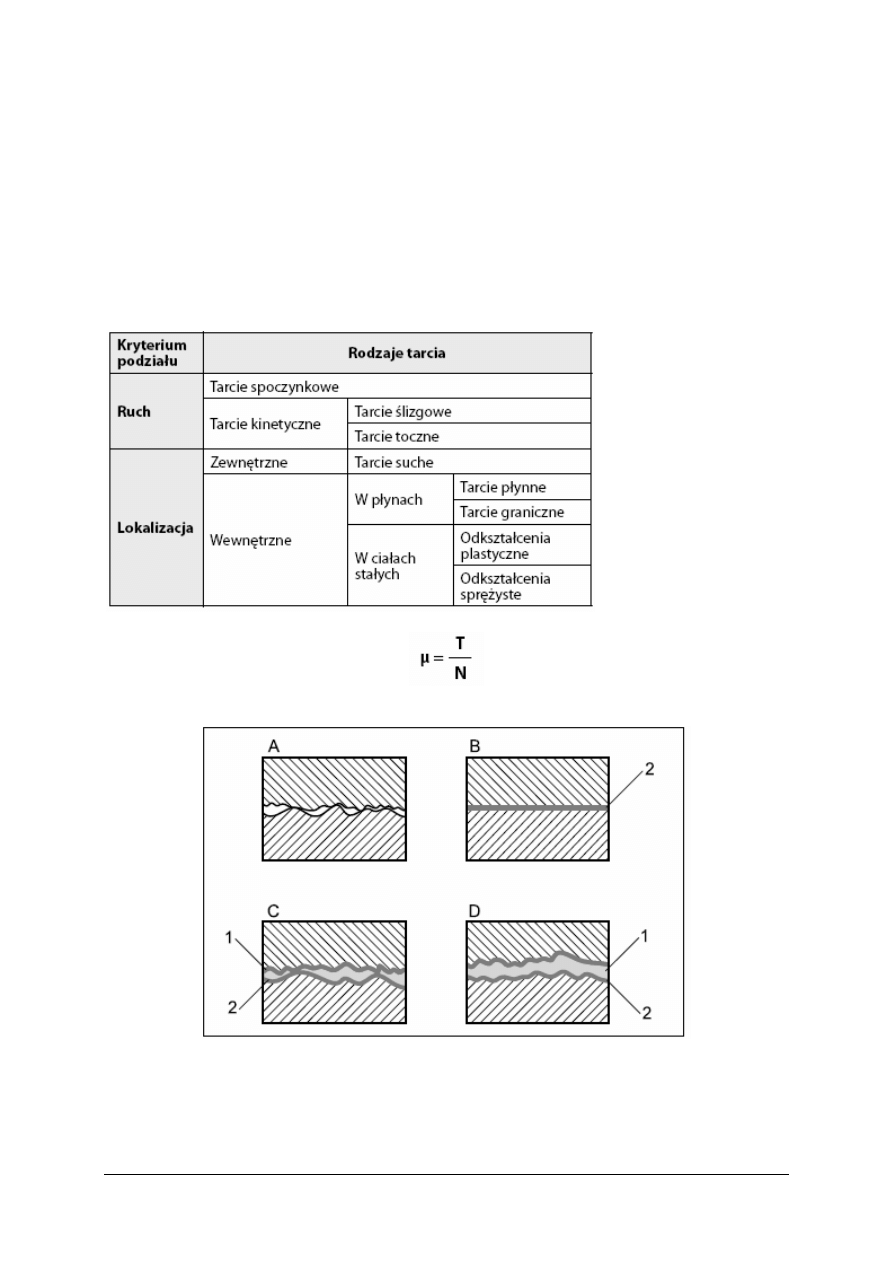
Klasyfikację rodzajów tarcia przedstawiono w tabeli 2, a na rys. 2 przedstawiono
schematy obrazujące podstawowe rodzaje tarcia.
Tabela 2 Klasyfikacja rodzajów tarcia, ze względu na ruch i lokalizację [8] (na podstawie Hebdy i Wachala)
Tarcie jest charakteryzowane parametrem zwanym współczynnikiem tarcia.
Współczynnik tarcia (µ)– liczba bezwymiarowa, określana jako stosunek wartości siły
tarcia (T) do wartości siły normalnej (N) do powierzchni,
Rys. 2. Rodzaje tarcia [8] A – tarcie suche; B – tarcie graniczne; C – tarcie półsuche; D – tarcie
płynne 1 – środek smarny, 2 – film smarowy
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
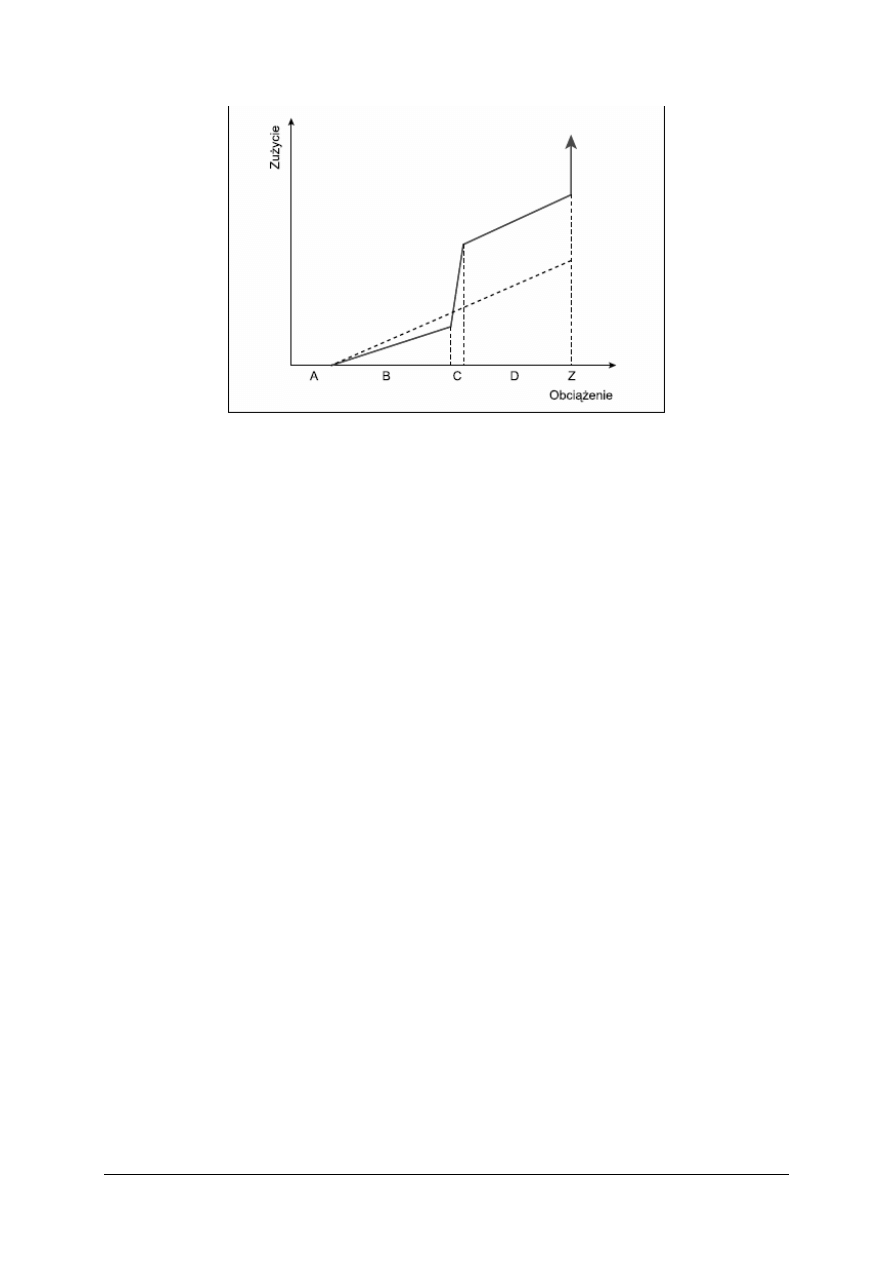
Rys. 3.
Zależność zużycia od rodzaju tarcia i obciążenia (linia ciągła): A – smarowanie
hydrodynamiczne, B – smarowanie graniczne lub elastohydrodynamiczne, obszar zużycia
adhezyjnego, C – obszar zacierania, D – zatarcie, Z – zespawanie
Ze względu na rodzaj działającego czynnika zużywanie elementów maszyn dzieli się na:
−
mechaniczne – występuje w miejscach styku dwóch poruszających się względem siebie
części maszyn, co prowadzi do ubytków materiału, a przyczyną są tylko oddziaływania
mechaniczne;
−
korozyjne – powodowane przez różnego rodzaju korozje;
−
korozyjno – mechaniczne – efekt mechanicznych i korozyjnych oddziaływań.
Dwie podstawowe grupy zużywania:
−
zużywanie dynamiczne – cechą jest występowanie przez pewien czas tylko zmian
jakościowych (zgniot, narastanie mikropęknięć), ubytek materiału następuje dopiero po
pewnym czasie;
−
zużywanie statyczne – ubytek materiału z powierzchni następuje przez cały czas trwania
procesu.
Mechaniczne rodzaje zużywania
Zużywanie ścierne – niszczenie warstw wierzchnich w wyniku skrawającego,
bruzdującego, rysującego i ścinającego oddziaływania nierówności ich powierzchni lub
cząstek ciał obcych (ścierniwa) i produktów ich zużycia znajdujących się pomiędzy tymi
powierzchniami; proces intensywny, w układach tribologicznych jest niedopuszczalny.
Zużywanie przez sczepianie 1 rodzaju – proces niszczenia powierzchni podczas tarcia,
polegający na powstawaniu sczepień metalicznych obu powierzchni trących a następnie
odrywaniu cząstek metalu; powstają głębokie wyrwania, nalepianie cząstek metalu,
zwiększona chropowatość. Występuje w przypadku: dużych obciążeń,. małych prędkości
względnych i ubogiego smarowania lub niewystarczających właściwości smarnych
Zużywanie przez sczepianie II rodzaju – proces intensywnego niszczenia powierzchni, w
warunkach nagrzania stref tarcia do temperatury zmiękczenia metalu, zachodzący w wyniku
powstawania sczepień, ich niszczeniem, rozmazywaniem materiału, przyklejaniem
rozmazanego materiału; występuje przy dużych obciążeniach, dużych prędkościach i braku
smarowania, prowadzi zwykle do zatarcia, jest niedopuszczalnym rodzajem zużywania.
Zużywanie przez utlenianie – chemiczno – mechaniczna postać zużywania;
charakteryzuje się tworzeniem się warstewek tlenkowych na powierzchni metali i ich
stopniowym usuwaniem; należy do normalnego rodzaju zużywania, intensywność zużywania
niewielka; występuje przy tarciu ślizgowym i tocznym, jest typowe dla części obficie
smarowanych. Zużywanie wodorowe – chemiczno – mechaniczna postać zużywania; wskutek

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
adsorpcji wodoru na powierzchni stali i żeliwa i jego dyfuzji w głąb materiału następuje
kruche pękanie w mikroobjętościach warstwy wierzchniej i jej niszczenie pod wpływem sił
normalnych i stycznych.
Zużywanie przez łuszczenie (spaling) – proces o charakterze dynamicznym,
zmęczeniowym, typowym dla tarcia tocznego przy braku smarowania lub niedostatku
materiału smarowego; polega na stopniowym narastaniu naprężeń w warstwie wierzchniej,
a następnie powstawaniu i rozprzestrzenianiu się mikropęknięć prowadzących do odpadania
cząstek materiału od podłoża; wygląd powierzchni – kratery, wżery; produkty zużycia
w postaci płatków, łusek; zużywanie na ogół niedopuszczalne.
Zużywanie gruzełkowe (pitting) – zużywanie zmęczeniowe, występujące przy tarciu
tocznym lub tocznym z poślizgiem, w obecności smaru; w łożyskach tocznych, napędach
krzywkowych, przekładniach zębatych; ubytki materiału drobne jamki; smar wciskany
w mikropęknięcia intensyfikuje proces niszczenia;
Zużywanie przez fretting ( cierno – korozyjne lub korozja tarciowa) –w elementach
poddanych działaniu drgań lub niewielkich poślizgów, w ruchu postępowo – zwrotnym oraz
intensywnie działającego środowiska korozyjnego; powstają ubytki miejscowe; ulegają
zrywaniu warstewki tlenków, odkrywany jest czysty metal, który bardzo szybko u tlenia się
a warstewka tlenków jest następnie ścierana; narażone są koła zębate i łożyska toczne,
sworznie, nity oraz inne elementy ciasno pasowane.
Scuffing – procesy zużywania ściernego i adhezyjnego; w warunkach przerwania
warstwy smarnej pod wpływem o oddziaływania dużego obciążenia lub zbyt cienkiej
warstwy smarnej; następuje łączenie i rozrywanie połączeń wierzchołków nierówności
współpracujących powierzchni.
Niemechaniczne rodzaje zużywania
Korozja chemiczna – niszczenie metali w wyniku działania n a nie suchych gazów lub
cieczy nie przewodzących prądu elektrycznego.
Korozja elektrochemiczna – polega na niszczeniu metali w wyniku przepływu przez
granicę metal – elektrolit prądu elektrycznego; proces korozji następuje w wyniku zetknięcia
metalu z wodą lub innymi cieczami przewodzącymi prąd elektryczny.
Rodzaje korozji ze względu na wygląd zewnętrzny lub zmianę właściwości metali:
−
korozja równomierna – obejmuje zasięgiem całą powierzchnię przedmiotu metalowego
(np. rdzewienie żelaza);
−
korozja wżerowa – występuje w postaci plam lub wżerów;
−
korozja selektywna (parting), np. odcynkowanie mosiądzu, cynk przechodzi do roztworu,
pozostaje gąbczasta warstwa miedzi;
−
korozja międzykrystaliczna – przebiega na granicy ziaren metalu, np. korozja
międzykrystaliczna niektórych stali kwasoodpornych;
−
korozja naprężeniowa – w wyniku jednoczesnego oddziaływania środowiska
korozyjnego i naprężeń rozciągających.
Zużywanie erozyjne – pod wpływem szybko przepływających gazów, cieczy oraz
płynów zanieczyszczonych twardymi cząstkami.
Erozja kawitacyjna – niszczenie materiałów pod wpływem mikro uderzeń
hydraulicznych, zachodzących w wyniku implozji pęcherzyków parowo – gazowych;
pęcherzyki te powstają w obszarach obniżonego ciśnienia (np. obszar ssania w pompach),
w wyniku implozji mogą powstawać lokalnie ciśnienia rzędu dziesiątków a nawet setek MPa.
Cykliczne uderzenia cząstek cieczy o powierzchnię detali prowadzą do zmęczenia warstw
wierzchnich i oddzielania się cząstek materiału.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Powłoki ochronne i dekoracyjne
Powłoki ochronne i dekoracyjne można podzielić na powłoki nakładane oraz powłoki
wytwarzane. Nakładanie i wytwarzanie powłok można przeprowadzać metodami:
−
mechanicznymi (malowanie pędzlem, pistoletem, zanurzanie w odpowiednich kąpielach,
napylanie),
−
chemicznymi
(czernienie
czyli
utlenianie
w
roztworach,
fosforanowanie,
chromianowanie ),
−
elektrochemicznymi (metody galwaniczne np. miedziowanie, niklowanie, chromowanie
srebrzenie, złocenie).
Przed
nałożeniem
czy
wytworzeniem
powłoki
należy
wykonać
czynności
przygotowawcze polegające na oczyszczeniu i wygładzeniu powierzchni przedmiotu.
Oczyszczanie wykonuje się metodami mechanicznymi (szlifowanie, piaskowanie,
polerowanie, szczotkowanie) oraz chemicznymi (np. odtłuszczanie w rozpuszczalnikach).
Powierzchnię można oczyścić również za pomocą ultradźwięków.
Powłoki nakładane mogą być metalowe i niemetalowe. Powłoki metalowe wykonuje się
z niklu, miedzi, chromu, cyny, cynku, aluminium, srebra, kadmu. Grubość powłoki ochronnej
jest niewielka i wynosi zazwyczaj 0,001 – 0,025mm.
Powłoki metalowe można nakładać przez:
−
zanurzenie w stopionym metalu, stosowane do pokrywania cyną lub cynkiem blach
ż
elaznych,
−
metalizacje natryskową polegającą na natryskiwaniu ciekłego metalu specjalnym
pistoletem,
−
platerowanie (nawalcowywanie) proces polega na walcowaniu na gorąco blachy grubszej
z blachą cienką stanowiącą warstwę ochronną; platerowanie może być jedno lub
dwustronne,
−
pokrycie galwaniczne polegające na elektrolitycznym nanoszeniu cienkiej warstwy
metalu na przedmiot zanurzony w elektrolicie zawierającym sole nakładanego metalu;
pokrywany przedmiot podłączony jest do bieguna ujemnego źródła prądu, a biegun
dodatni do płyty z metalu, który nanosimy.
Niemetaliczne powłoki ochronne wywoływane są na powierzchni metali przez
wytworzenie na niej związku chemicznego w wyniku zabiegów chemicznych jak:
−
utlenianie (oksydowanie) mające na celu wytworzenie na chronionym metalu pasywnych
warstewek tlenkowych
−
fosforanowanie za pomocą kwasu fosforowego (tworzą się trudno rozpuszczalne
fosforany metali)
−
chromianowanie za pomocą mieszaniny kwasu chromowego i siarkowego w wyniku
którego tworzą się powłoki chromianowe.
Do niemetalicznych powłok ochronnych zalicza się również emalie szkliste, które
wyróżniają się dobrą odpornością na działanie alkaliów, kwasów a także na działanie
rozpuszczalników organicznych i na działanie podwyższonych temperatur.
Powłoki nakładane niemetalowe oddzielają w sposób mechaniczny metal od
agresywnego ośrodka. Do tego typu powłok należą: farby, lakiery, lakiery piecowe, smoły,
asfalty, tworzywa sztuczne.
Proces zużywania się jest różny nawet dla tych samych maszyn (urządzeń), gdyż
w dużym stopniu zależy on od charakteru i jakości użytkowania oraz zabiegów
konserwacyjnych, mających przede wszystkim przedłużyć trwałość obiektu, a więc i jego
czas pracy. Czas pracy zależy od sprawności technicznej maszyny (urządzenia), co wiąże się
z
remontami,
a
zatem
i
z
przestojami
–
przewidywanymi
(planowanymi)
i nieprzewidywalnymi. Przestoje planowe to świadome przerwanie użytkowania maszyny na

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
podstawie planu remontów. Są one technicznie i ekonomicznie uzasadnione. Przestoje
nieplanowe to:
−
nieprzewidziana przerwa w użytkowaniu maszyny spowodowana jej niesprawnością
techniczną, potwierdzoną dużą liczbą braków nawet w całej produkcji,
−
brak możliwości uruchomienia, brak ruchów roboczych itp. Mogą one być spowodowane
zużyciem podstawowych elementów, mechanizmów i zespołów, złą konstrukcją
elementów, niewłaściwym użytkowaniem lub źle wykonanym remontem.
Okres przyspieszonego zużywania powinien nastąpić po długim okresie normalnej
eksploatacji i wtedy następuje bardzo szybkie zużycie, co wiąże się z częstymi i drogimi
naprawami lub złomowaniem maszyny.
Uszkodzenia obiektu eksploatacji
Uszkodzenie obiektu eksploatacji to zdarzenie losowe, powodujące, że obiekt czasowo
lub na stałe traci stan zdatności i przechodzi do stanu częściowej zdatności lub do
niezdatności.
Uszkodzenie następuje wtedy, gdy wartości parametrów określających obciążenie
obiektu (elementu, podzespołu, zespołu) przekraczają jego graniczne wartości wytrzymałości
(odporności). Uszkodzenie jest, więc zdarzeniem, niezamierzonym (pomijając uszkodzenie
celowe).
Podział uszkodzeń
Uszkodzenia stopniowe występują wtedy, gdy wartość obciążenia zewnętrznego
stopniowo zwiększa się i/lub wytrzymałość obiektu stopniowo się pogarsza do chwili,
aż wystąpi uszkodzenie.
Uszkodzenie nagłe – jest to nagła (niespodziewana) zmiana obciążenia lub nagły spadek
wytrzymałości obiektu.
Uwzględniając kryterium zdatności uszkodzenia można podzielić na:
–
uszkodzenia usuwalne (nazywane także czasowymi lub chwilowymi),
–
uszkodzenia nieusuwalne (nazywane także stałymi),
Uwzględniając wpływ uszkodzenia na działanie obiektu, wyróżnia się uszkodzenia:
–
krytyczne, wykluczające możliwość dalszego użytkowania obiektu,
–
ważne, wymagające niezwłocznego podjęcia działań związanych z przywróceniem
zdatności obiektu,
–
mało ważne, gdy podjęcie działań związanych z przywróceniem zdatności obiektu może
być odłożone w czasie,
–
nieistotne, których wpływ na działanie obiektu można pominąć.
W ramach podziału uwzględniającego rozległość skutków uszkodzeń, wyróżnia się ich
następujące rodzaje: usterka, uszkodzenie, awaria, zniszczenie.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie czynniki maja wpływ na zużywanie części maszyn i urządzeń?
2.
Kiedy występują siły tarcia?
3.
Jakie są rodzaje tarcia?
4.
Jakie są rodzaje tarcia z udziałem środków smarnych?
5.
Jakie występują rodzaje korozji?
6.
Na czym polega erozja kawitacyjna?
7.
Jakie są metody zabezpieczania części mechanizmów przed korozją?
8.
Jak można podzielić uszkodzenia ze względu na zdatność?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
9.
Jakie są przyczyny powstawania uszkodzeń?
10.
Jakie znasz sposoby usuwania uszkodzeń?
4.3.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj rodzaje i przyczyny zużycia otrzymanych detali maszyn i urządzeń.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zorganizować stanowisko pracy,
2)
dokonać makroskopowo oględzin detali,
3)
określić które z powierzchni uległy zużyciu,
4)
określić przyczyny zużycia,
5)
określić warunki w których nastąpiło zużycie,
6)
zapisać wyniki ćwiczenia,
7)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−−−−
zużyte detale maszyn i urządzeń,
−−−−
lupa, suwmiarka, mikrometr,
−−−−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
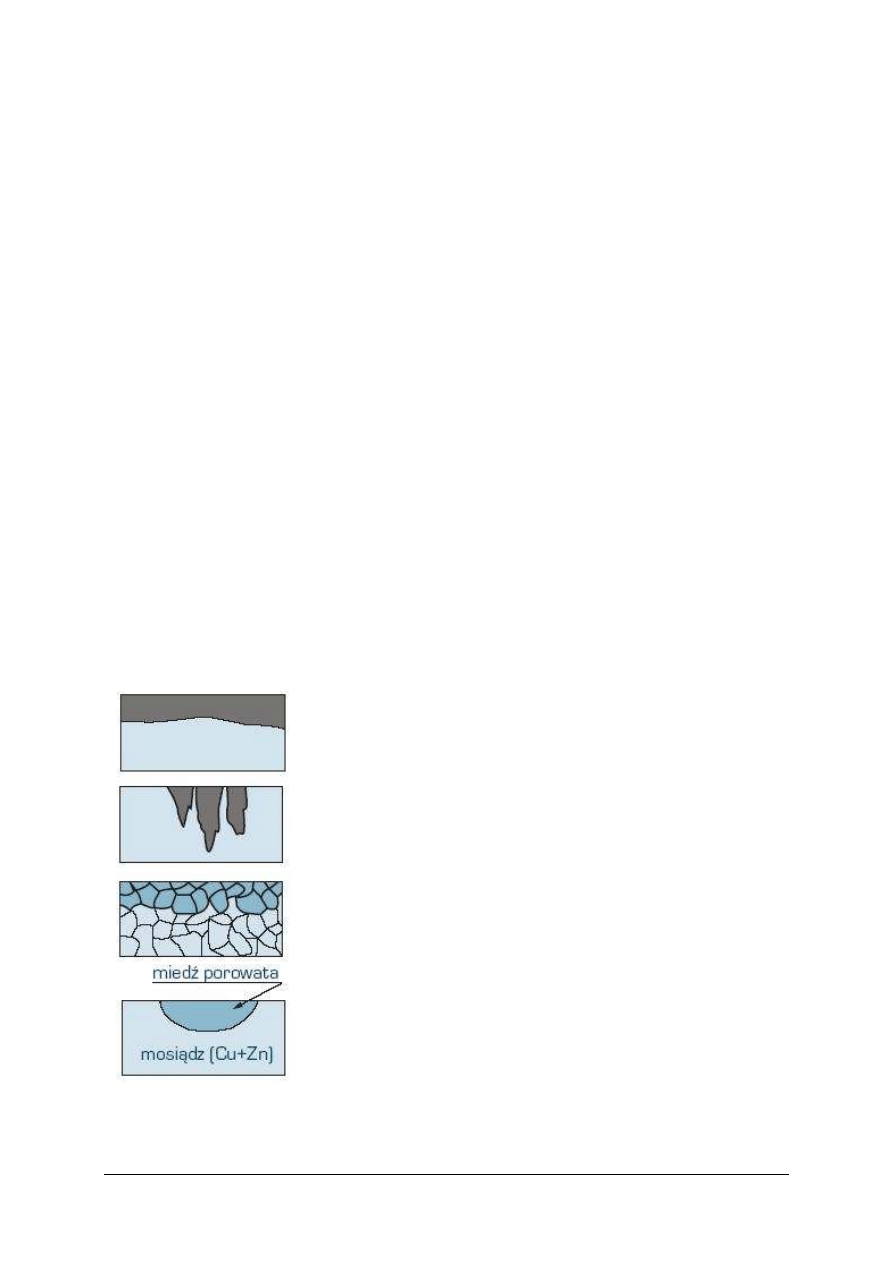
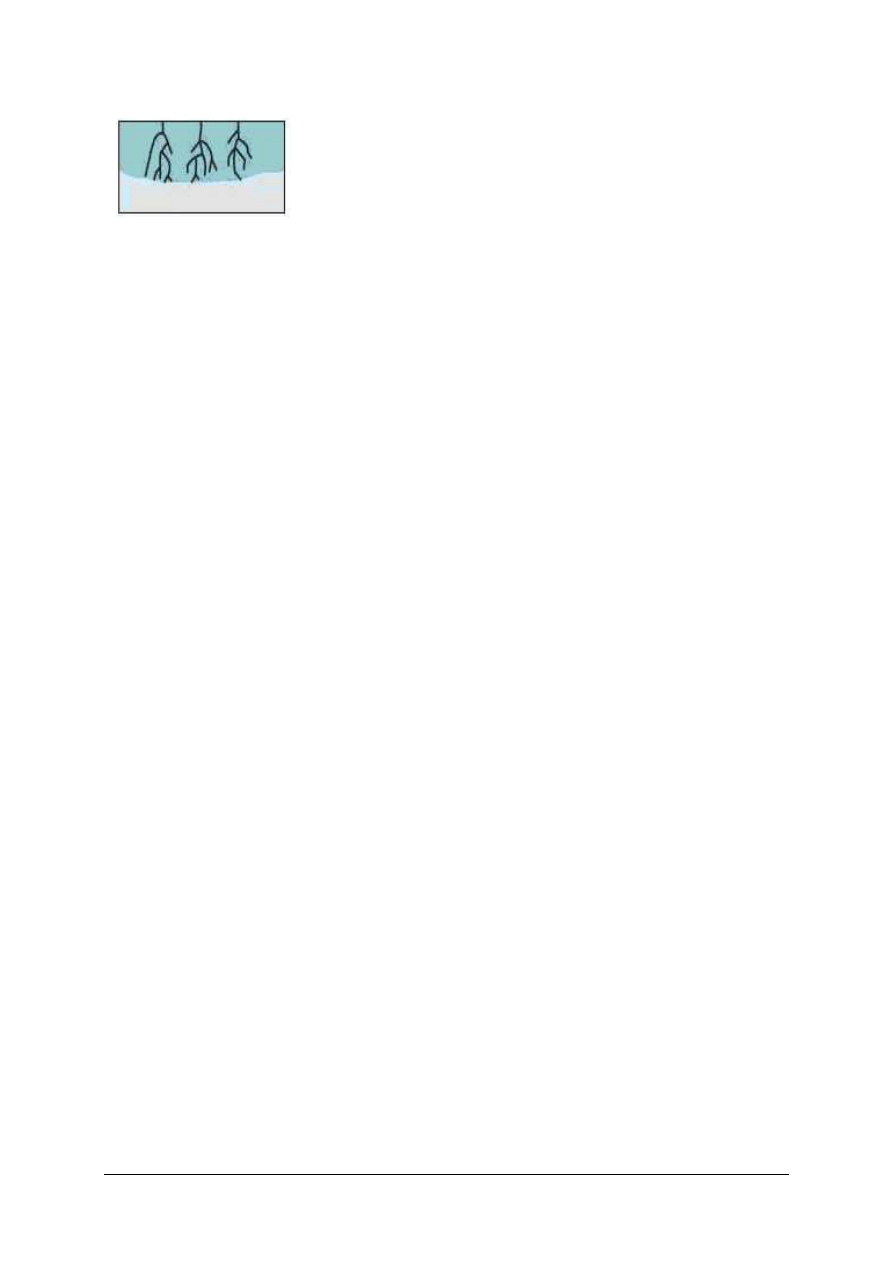
Rozpoznaj rodzaje korozji łącząc linią rysunek uszkodzenia korozyjnego z właściwym
opisem.
Typowe uszkodzenia korozyjne
Rodzaje korozji
Korozja międzykrystaliczna przebiega
głównie na granicach ziaren metali lub ich
stopów,
postępując
z
bardzo
dużą
szybkością i sięgając na dużą głębokość.
Pękanie korozyjne jest powodowane
jednoczesnym
działaniem
ś
rodowiska
korozyjnego i naprężeń rozciągających
stałych lub zmiennych.
Korozja
selektywna
polega
na
niszczeniu jednej lub kilku faz stopu ze
znacznie większą szybkością od szybkości
uszkadzania osnowy stopu.
Korozja równomierna polega na niemal
jednostajnym
na
całej
powierzchni
niszczeniu metalu w miarę upływu czasu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Korozja lokalna charakteryzuje się
zróżnicowaniem
szybkości
niszczenia
metalu lub stopu w różnych obszarach jego
powierzchni.
Przykładem
takiego
uszkodzenia
korozyjnego
jest
korozja
wżerowa
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
określić przyczyny występowania korozji,
2)
przeanalizować rodzaje uszkodzeń,
3)
rozpoznać rodzaje korozji,
4)
połączyć linią rysunek uszkodzenia korozyjnego z właściwym opisem,
5)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
–
poradnik dla ucznia.
Ćwiczenie 3
Na podstawie DTR maszyny metalurgicznej wskaż elementy maszyny narażone na
zużycie wywołane tarciem tocznym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
określić warunki występowania tarcia tocznego,
2)
przeanalizować dokumentację techniczno-ruchową maszyny,
3)
wyselekcjonować części maszyny narażone na tarcie toczne,
4)
wykonać zestawienie rozpoznanych elementów,
5)
wypełnić arkusz do ćwiczeń,
6)
dokonać prezentacji opracowania.
Wyposażenie stanowiska pracy:
−−−−
DTR maszyny,
−−−−
arkusz papieru formatu A4, przybory do pisania,
−−−−
literatura z rozdziału 6 poradnika dla ucznia.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
scharakteryzować rodzaje tarcia z udziałem środka smarnego?
2)
dokonać podziału uszkodzeń?
3)
na podstawie oględzin określić rodzaj uszkodzeń?
4)
rozpoznać rodzaje uszkodzeń wywołanych korozją
5)
rozpoznać na podstawie dokumentacji elementy narażone na zużycie
w wyniku działania tarcia?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
4.4.
Obsługa maszyn i urządzeń
4.4.1. Materiał nauczania
W terminologii dotyczącej obsługi istnieje kilka głównych pojęć: przegląd techniczny,
naprawa, remont i konserwacja. Przegląd techniczny to podstawowa obsługa techniczna, która
może przyjmować formę obsługi: codziennej, sezonowej, zabezpieczającej, diagnostycznej,
gwarancyjnej i okresowej. W jej ramach wykonuje się czynności obejmujące m.in.
konserwację (np. czyszczenie, smarowanie), regulację, diagnostykę oraz profilaktykę. Celem
przeglądu jest wykrycie i usunięcie niesprawności i uszkodzeń za pomocą regulacji lub
elementarnej naprawy.
Obsługa codzienna maszyn obejmuje takie czynności, jak sprawdzenie:
−
czystości maszyn,
−
częstotliwości i jakości smarowania mechanizmów i połączeń oraz ich regulacji,
−
działania mechanizmów jezdnych, stanu ogumienia, zużycia materiałów pędnych,
−
stanu osłon ochronnych i ogólnego bezpieczeństwa pracy.
Obsługa sezonowa dotyczy obiektów pracujących w różnych środowiskach, np.
w rolnictwie, budownictwie, transporcie – m.in. obiektów budowlanych, maszyn rolniczych,
drogowych, melioracyjnych, budowlano – montażowych itp. Związana jest z sezonowością
wykorzystania maszyn lub ze zmianą warunków klimatycznych. Polega ona na:
−
sprawdzeniu stanu gotowości technicznej,
−
odnowieniu uszkodzonych elementów i pokryć ochronnych,
−
uzupełnieniu i zmianie środków smarnych (w przypadku zmiany warunków pracy),
−
sprawdzeniu pomieszczeń magazynowych służących do sezonowego przechowywania
obiektów.
Obsługa zabezpieczająca (konserwacyjna) to profilaktyka zapewniająca zdatność
użytkową przez planowe lub doraźne zabezpieczenie jej przed oddziaływaniem czynników
otoczenia.
Konserwacja narzędzi, maszyn i urządzeń polega na właściwym ich smarowaniu,
utrzymaniu w czystości i zabezpieczeniu powierzchni przed korozją. Czynniki te mają bardzo
duży wpływ na stan techniczny narzędzi, maszyn i urządzeń, ich zużycie oraz trwałość części
i mechanizmów. Do czynności konserwacyjnych zalicza się również drobną regulację,
dociąganie zluzowanych śrub i nakrętek itp. Instrukcje czynności konserwacyjnych
i regulacyjnych zawiera DTR danej maszyny lub urządzenia.
Do czynności konserwacyjnych należy także prawidłowe przechowywanie podczas
dłuższych przerw produkcyjnych. Zabezpieczenie antykorozyjne jest szczególną formą
odnowy maszyn.
Powtórne pokrycie malarskie nie tylko zabezpiecza obiekt przed niszczeniem, ale przywraca
mu pierwotne właściwości i cechy zewnętrzne (wygląd).
Obsługa diagnostyczna ma określić aktualny stan techniczny maszyny. Wyniki badań
diagnostycznych pozwalają przewidzieć przyszłe stany maszyny i w związku z tym
umożliwiają decyzje w sprawie dalszego użytkowania lub obsługi (np. zmiany parametrów
użytkowania, wykonania remontu bieżącego lub kapitalnego, likwidacji). Obsługa
gwarancyjna zapewnia utrzymanie przydatności użytkowej w okresie gwarancyjnym, to jest
w czasie, w którym producent gwarantuje poprawność działania maszyny. Wykonują ją
autoryzowane firmy lub producenci.
Do obsługi okresowej należą zabiegi wykonywane cyklicznie, zgodnie z ustalonym
harmonogramem, po upływie określonego czasu pracy maszyny lub osiągnięciu określonej
innej miary użytkowania, np. liczby kilometrów przejechanych przez pojazd. Polegają one na
kontrolowaniu stanu technicznego maszyn i usuwaniu zauważonych wad oraz usterek,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
ustaleniu stopnia zużycia części i mechanizmów maszyny oraz sprawdzeniu, czy mechanizmy
nie zostały nadmiernie rozregulowane. W ten sposób można zapobiec ewentualnym
uszkodzeniom lub awariom. Po przeprowadzeniu obsługi okresowej wymienia się części
szybko zużywające się oraz usuwa usterki. Wyniki podaje się w protokole obsługi.
System planowo-zapobiegawczych napraw obejmuje całokształt czynności związanych
z należytym użytkowaniem, konserwacją, przeglądami technicznymi i planowaniem oraz
wykonywaniem napraw maszyn i urządzeń.
System ten przewiduje dokładne planowanie przeglądów i napraw oraz ustala ich zakres
oraz częstotliwość, co powoduje znaczne przedłużenie okresu eksploatacji maszyn i urządzeń.
Za stan techniczny i właściwą eksploatację maszyn i urządzeń odpowiada kierownik
wydziału użytkującego dane maszyny lub urządzenia. Natomiast odpowiedzialność za
zapewnienie prawidłowych zasad gospodarki konserwacyjno – naprawczej ponoszą działy
głównego mechanika i głównego energetyka przedsiębiorstwa.
Obowiązki głównego mechanika zakładu
Dział głównego mechanika jest samodzielną komórką organizacyjną zakładu kierowaną
przez głównego mechanika, który podlega bezpośrednio głównemu inżynierowi zakładu.
Wszystkie wydane przez głównego mechanika wytyczne i zarządzenia dotyczące
konserwacji, eksploatacji i naprawy maszyn i urządzeń są obowiązujące dla kierowników
poszczególnych oddziałów produkcyjnych. Główny mechanik jest uprawniony do wyłączania
z ruchu maszyn nieprawidłowo eksploatowanych lub wymagających napraw. Główny
mechanik ponosi odpowiedzialność za całokształt spraw związanych z naprawą maszyn
i urządzeń oraz za ewidencję maszyn i urządzeń zakładu.
Dział głównego mechanika wykonuje następujące prace:
−
prowadzi ewidencję wszystkich maszyn i urządzeń zakładu,
−
sporządza plan wykonania napraw i kontroluje ich wykonanie,
−
nadzoruje eksploatację i konserwację maszyn i urządzeń,
−
prowadzi ewidencję wszystkich awarii i uszkodzeń maszyn oraz ustala ich przyczyny
oraz podejmuje środki zaradcze,
−
sporządza karty maszynowe dla wszystkich nowo zainstalowanych maszyn oraz
aktualizuje je,
−
opracowuje warunki techniczne odbioru maszyn po naprawie,
−
opracowuje projekty modernizacji maszyn i urządzeń,
−
opracowuje procesy technologiczne naprawy maszyn i wykonywania oraz regeneracji
części,
−
sporządza zapotrzebowanie na części zamienne z zakupu oraz materiały potrzebne do
napraw,
−
zawiera umowy z innymi zakładami na wykonanie napraw maszyn,
−
ustala protokolarnie stan maszyn przed oddaniem ich do naprawy,
−
dokonuje kontroli technicznej jakości napraw, wykonania oraz regeneracji części
zamiennych,
−
przyjmuje protokolarnie maszyny po naprawie,
−
opracowuje harmonogramy smarowania maszyn i urządzeń na podstawie instrukcji
smarowania poszczególnych maszyn i urządzeń,
−
kontroluje prace brygad smarowników i sprawdza smarowanie maszyn,
−
porządzą zapotrzebowanie na oleje i smary oraz kieruje zużyte oleje do regeneracji.
Wymienione powyżej prace są rozdzielane między poszczególne sekcje działu głównego
mechanika. Pracownicy wykonujący obsługę międzynaprawczą maszyn i urządzeń oraz
brygady smarowników są podporządkowane, zależnie od przyjętej w danym zakładzie
organizacji, działowi głównego mechanika lub energetyka lub też kierownikowi danego

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
działu produkcyjnego. W każdym przypadku jednak dział głównego mechanika kontroluje
jakość wykonywanych czynności obsługi międzynaprawczej i czynności smarowniczych.
Terminy przeprowadzania obsług okresowych ustala główny mechanik i uzgadnia je
z kierownikami działów produkcyjnych i pomocniczych, przy czym powinny one być
uwzględnione również w rocznym planie przeglądów oraz w miesięcznym harmonogramie
obsług okresowych. Obsługa okresowa obejmuje następujące czynności:
−
częściowy demontaż maszyny lub urządzenia,
−
czyszczenie i mycie poszczególnych elementów maszyny lub urządzenia, bądź mycie
i czyszczenie układów smarowania i chłodzenia oraz wymianę olejów lub innych
ś
rodków smarnych,
−
sprawdzenie i pomiar zespołów dławicowych, styków i zespołów uszczelniających,
−
przegląd i badanie łożysk, sprzęgieł i czopów wałów, przekładni zębatych, łańcuchów
napędowych, pędni, urządzeń ciernych, armatury, przewodów elektrycznych, izolacji
maszyn elektrycznych itp.,
−
wykonanie pomiarów luzów,
−
określenie stopnia zużycia i czasów pracy zespołów i części, a tym samym ustalenie
zakresu rzeczowego oraz terminu następnego remontu,
−
sprawdzenie i wyregulowanie dokładności pracy maszyny zgodnie z ustaloną dla niej
klasą dokładności,
−
sprawdzenie za pomocą odpowiednich przyrządów pomiarowo-kontrolnych osi maszyn
i urządzeń technologicznych,
−
wyważenie urządzeń napędowych maszyny lub urządzenia technologicznego,
−
sprawdzenie działania przyrządów pomiarowo-kontrolnych i urządzeń regulacyjnych,
−
usuwanie drobnych uszkodzeń, a także ewentualna wymiana niektórych części,
−
wykonanie wszystkich czynności wchodzących w zakres obsługi codziennej.
Naprawa to obsługa umożliwiająca przywrócenie właściwości użytkowych uszkodzonym
ogniwom lub pojedynczym zespołom (podzespołom) maszyny w wyniku regeneracji i/lub
wymiany.
Remont dotyczy jednoczesnej naprawy wszystkich zespołów w maszynie lub ich
wymiany. Wykonuje się go w celu usunięcia skutków zużywania się części maszyn lub
urządzeń, aby nie dopuścić do nadmiernego ich zużycia, w następstwie którego na stępują
awarie i wycofanie urządzenia z użytkowania. Terminy remontów są określone
w wieloletnich i rocznych planach remontów, uzgodnionych z kierownikami działów
produkcyjnych i pomocniczych.
Remonty kapitalne oraz średnie maszyn i urządzeń wykonuje się w wydziałach
remontowych danego przedsiębiorstwa. Wydziały te muszą być wyposażone w odpowiednie
obrabiarki i urządzenia umożliwiające wykonanie napraw oraz muszą dysponować pełnym
asortymentem części zamiennych. Remonty kapitalne maszyn i urządzeń wykonuje się
również w specjalistycznych zakładach remontowych.
Okres między dwoma remontami kapitalnymi lub czas zainstalowania nowej maszyny do
remontu kapitalnego, mierzony w godzinach pracy maszyny lub w kalendarzowych
jednostkach czasu, nazywa się cyklem remontowym. W okresie tym, czyli między dwoma
kolejnymi remontami kapitalnymi, dokonuje się w ustalonej kolejności i odstępach czasu
przeglądów (obsług okresowych) oraz remontów bieżących i średnich. Długość cyklu
remontowego i jego struktura, tzn. liczba, rodzaj i kolejność przeglądów (obsług okresowych)
i remontów w czasie cyklu, zależą od tego, w jaki sposób występuje nierównomierność
zużywania się części. Poszczególne części zużywają się w różnym czasie i dlatego należy
w różnych okresach przewidywać remonty bieżące lub średnie, ażeby wymienić lub naprawić
pewne grupy części.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Dla poszczególnych maszyn i urządzeń przyjmuje się cykle remontowe o różnej długości
i strukturze:
–
dla obrabiarek skrawających do metali oraz pras mechanicznych i hydraulicznych
przewiduje się cykl dziewięcioremontowy o czasie cyklu 24000 godzin i następującej
kolejności przeglądów i remontów:
0/K – OO – RB – OO – RB – OO – RS – OO – RB – OO – RB – OO – RS – OO – RB – OO
– RB – OO – RK
–
dla obrabiarek automatycznych, młotów, kuźniarek i nożyc przyjmuje się cykl
sześcioremontowy o czasie cyklu 16000 godzin i następującej kolejności przeglądów
i remontów:
0/K – OO – RB – OO – RB – OO – RS – OO – RB – OO – RB – OO – RK
gdzie:
−
0/K – data uruchomienia lub ostatniego remontu kapitalnego
−
OO – obsługa okresowa (przegląd techniczny), obejmujący czynności związane
z regulacją zespołów i mechanizmów, usunięciem usterek i uszkodzeń, myciem
i czyszczeniem, ustaleniem stopnia zużycia poszczególnych części i zespołów dla
określenia szczegółowego zakresu naprawy.
−
RB – remont bieżący, obejmuje naprawę lub wymianę szybko zużywających się części.
W zakres remontu bieżącego wchodzą również wszystkie czynności przeglądu
technicznego.
−
RS – remont średni, obejmuje naprawę lub wymianę szybciej zużywających się części
zespołów w celu zapewnienia prawidłowej eksploatacji maszyny lub urządzenia do
następnego remontu średniego i kapitalnego. Remont średni obejmuje również wszystkie
czynności remontu bieżącego.
−
RK – remont kapitalny, obejmuje naprawę lub wymianę wszystkich części, a nawet
całych zespołów ulegających zużyciu w celu przywrócenia pierwotnej lub zbliżonej do
pierwotnej wartości użytkowej maszyny lub urządzenia.
W uzasadnionych przypadkach dopuszcza się odstępstwa od przyjętych struktur i czasu
trwania cyklu. Odstępstwa te mogą wynikać z innych rozwiązań konstrukcyjnych danej
maszyny lub dokonanych modernizacji. Czas trwania cyklu dla tych samych maszyn może
być różny i zależy do warunków pracy i obciążenia.
Remonty i przeglądy w zakładzie przemysłowym planuje się w odniesieniu do każdej
maszyny na podstawie jej cyklu remontowego oraz do całego parku maszynowego, ustalając
roczne i miesięczne plany remontów. Cykl remontowy, zaplanowane terminy poszczególnych
przeglądów i napraw oraz wykaz wymienionych części dla danej maszyny zapisuje się
w karcie napraw (remontu) maszyny. Wzór tego dokumentu pokazuje tabela 3.
W karcie tej odnotowuje się również wykonane naprawy i przeglądy, liczbę godzin pracy
maszyny w roku i wymienione części. Na podstawie kart naprawczych maszyn wykonuje się
roczny plan napraw i przeglądów dla całego parku maszynowego danego zakładu
przemysłowego. Wzór tego dokumentu pokazuje tabela 4.
Zakres napraw dla konkretnego przypadku określany jest w Dokumentacji
Techniczno-Ruchowej (DTR) tej maszyny. Przegląd techniczny wykonuje się wykorzystując
przestoje od pracy, bezpośrednio na wydziale gdzie pracuje maszyna.
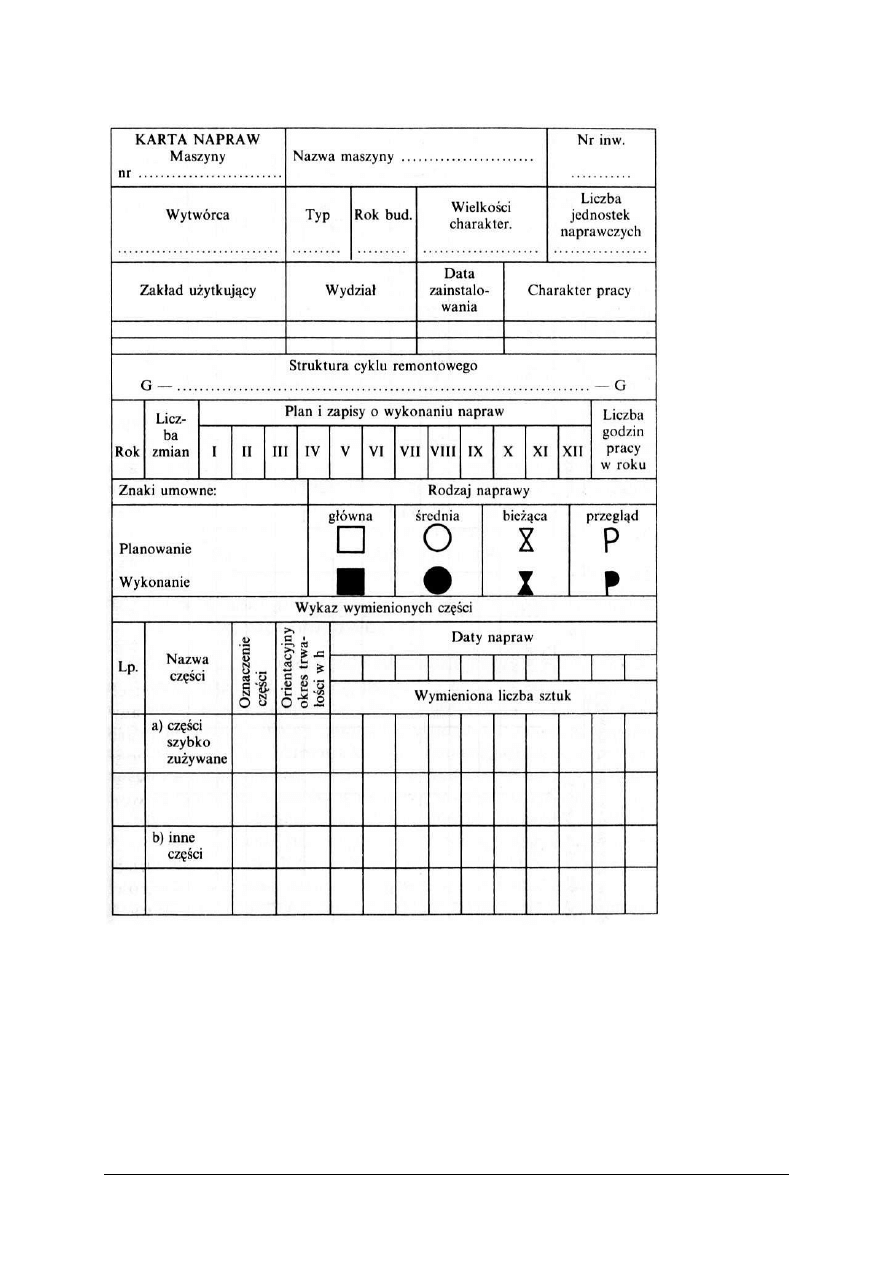
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Tabela 3. Karta naprawy (remontu) maszyny [4, s. 317]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Tabela 4. Roczny plan remontów i przeglądów [4, s. 318]
Nazwa zakładu pracy
Roczny plan napraw przeglądów rok.
Lp
Nazwa
Maszyny
Nr
inwentarza
Liczba
jednostek
Miesiące
1
2
3
4
I
II III IV V VI VII VII IX X XI XII
W zakres prac wykonywanych podczas obsługi okresowej (przeglądu technicznego)
wchodzą:
–
częściowy demontaż maszyny lub urządzenia,
–
czyszczenie i mycie poszczególnych elementów maszyny lub urządzenia, bądź mycie
i czyszczenie układów smarowania i chłodzenia oraz wymianę olejów lub innych
ś
rodków smarnych,
–
sprawdzenie i pomiar zespołów dławicowych, styków i zespołów uszczelniających,
–
przegląd i badanie łożysk, sprzęgieł i czopów wałów, przekładni zębatych, łańcuchów
napędowych, pędni, urządzeń ciernych, armatury, przewodów elektrycznych, izolacji
maszyn elektrycznych,
–
wykonanie pomiarów luzów,
–
określanie stopnia zużycia i czasów pracy zespołów i części, a tym samym ustalenie
zakresu rzeczowego oraz terminu następnego remontu,
–
sprawdzenie i wyregulowanie dokładności pracy maszyny zgodnie z ustaloną dla niej
klasą dokładności,
–
sprawdzenie za pomocą odpowiednich przyrządów pomiarowo – kontrolnych osi maszyn
i urządzeń technologicznych,
–
wyważenie urządzeń napędowych maszyny lub urządzenia technologicznego,
–
sprawdzenie działania przyrządów pomiarowo – kontrolnych i urządzeń regulacyjnych,
–
usuwanie drobnych uszkodzeń, a także ewentualna wymiana niektórych części,
–
wykonanie wszystkich czynności wchodzących a zakres obsługi codziennej (sprawdzenie
czystości maszyn, częstotliwości i jakości smarowania mechanizmów i połączeń oraz ich
regulacji, działania mechanizmów, stanu osłon ochrony i ogólnego bezpieczeństwa
pracy).
W przypadku stwierdzenia podczas przeglądu usterek, uszkodzeń lub zużycia
poszczególnych części lub zespołów, wymagających naprawy lub wymiany, należy
zanotować to w protokole przeglądu i zakwalifikować obrabiarkę do naprawy, ustalając
również jej zakres. Drobne naprawy można wykonać w ramach przeglądu technicznego.
Podczas odbioru obrabiarki po przeglądzie sprawdza się stan zabezpieczenia przed
wypadkiem oraz działanie obrabiarki bez obciążenia i pod obciążeniem. Jeżeli podczas
przeglądu dokonano także naprawy, to sprawdza się wówczas wykonanie zakresu prac
wymienianych w protokole przeglądu. Wyniki pomiarów i prób wpisuje się do protokołu
odbioru obrabiarki po naprawie. Wzór tego dokumentu technologicznego pokazuje tabela 5.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Tabela 5. Protokół odbioru obrabiarki po naprawie [4, s. 324]
PROTOKÓŁ ODBIORU OBRABIARKI PO NAPRAWIE NR.
Zakład.Wydział.
Nazwa obrabiarki. typ. nr inw.
Obrabiarka przepracowała od ostatniej naprawy. godz.
Rodzaj naprawy. data rozp. data zak.
I. Wykaz przedłożonych dokumentów stanowiących podstawę do odbioru obrabiarki po
naprawie
(zlecenie wykonania naprawy, protokół przeglądu kwalifikującego do naprawy, wyniki
kontroli między operacyjnej itd).
II. Ocena stanu wykonania wszystkich prac objętych zakresem naprawy wg protokołu
przeglądu
III. Ocena stanu zabezpieczeń przed wypadkami
IV. Wyniki prób pracy obrabiarki bez obciążenia na stanowisku prób
V. Wyniki prób pracy obrabiarki pod obciążeniem na stanowisku prób
VI. Wyniki sprawdzania dokładności obrabiarki
VII. Orzeczenie komisji odbioru
VIII. Wyniki pomiarów, odbioru ostatecznego na stanowisku roboczym po wstępnej 2 ÷ 3
dniowej eksploatacji
IX. Końcowe zalecenia komisji:
Data …………………………….
Podpisy komisji odbioru.
.
Remont bieżący obejmuje naprawę lub wymianę szybko zużywających się części oraz
czynności regulacyjne. Dokonuje się jej przeważnie bez demontażu maszyny lub urządzenia
z fundamentu. Koszt remontu bieżącego nie powinien przekroczyć 15% wartości
odtworzeniowej maszyny.
Remont bieżący obejmuje:
–
wszystkie czynności wykonywane podczas bieżącej obsługi codziennej oraz przy
przeglądach,
–
wymianę lub naprawę najszybciej zużywających się części, jeśli te czynności wynikają
z ustalonego cyklu remontowego.
Zakres czynności wykonywanych podczas remontu bieżącego zależy przede wszystkim
od:
–
stopnia skomplikowania budowy maszyny,
–
ustalonych warunków eksploatacyjnych,
–
przyjętej metody remontów,
–
jakości i terminowości wykonywanych przeglądów okresowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Zasady bezpiecznego użytkowania maszyn
Istotnym czynnikiem wpływającym na jakość i wydajność pracy jest bezpieczeństwo
i higiena pracy. Stworzenie bezpiecznych, higienicznych warunków pracy jest obowiązkiem
pracodawcy. Bezpośredni użytkownik (operator) maszyny musi przestrzegać w pełni
ustanowionych w tym zakresie przepisów. Przepisy takie określa się w sposób zwięzły
w formie instrukcji. Mogą to być instrukcje BHP, dotyczące wszystkich pracowników,
a także dotyczące użytkownika konkretnych maszyn i urządzeń, tzw. instrukcje stanowiskowe
przeznaczone dla operatorów.
Ważnym elementem oceny bezpiecznego użytkowania maszyn jest ocena ryzyka
zawodowego na określonym stanowisku pracy. W związku z tym opracowuje się
dokumentację, która zawiera:
–
przygotowanie do oceny stanowiska pracy (ustalenie wymagań ogólnych dla
pomieszczenia, stanowiska pracy i pracownika, identyfikację zagrożeń i stosowanych
ś
rodków ochrony),
–
opracowanie karty pomiaru ryzyka zawodowego,
–
opracowanie dokumentacji programu naprawczego (opracowanie działań korygujących
i zapobiegawczych, zapoznanie pracowników z wynikami oceny, ustalenie daty następnej
oceny).
Smarowanie
Tarcie powoduje straty energii, wzrost temperatury, zużywanie się powierzchni. W celu
przeciwdziałania negatywnym skutkom tarcia stosuje się smarowanie substancjami zwanymi
ś
rodkami smarnymi.
W powszechnym rozumieniu, pod pojęciem smarowania rozumie się wprowadzanie
substancji smarującej pomiędzy współpracujące powierzchnie trące. Jest to czynność
wykonywana przez urządzenie smarowe lub człowieka.
Urządzenie smarowe – element konstrukcyjny maszyny służący do doprowadzania
ś
rodka smarnego do skojarzenia trącego.
Z technicznego punktu widzenia pod pojęciem smarowania rozumie się efekt obecności
ś
rodka smarnego (smaru) pomiędzy powierzchniami trącymi. Oczekiwanym efektem
smarowania jest zmniejszenie współczynnika tarcia oraz spowolnienie procesów zużywania
współpracujących powierzchni skojarzenia trącego. Smarowanie ma na celu zastąpienie
zewnętrznego tarcia suchego tarciem wewnętrznym środka smarnego. Skutkiem smarowania
jest zmniejszenie oporów tarcia i zużywania elementów konstrukcyjnych maszyn. Ważnym
zadaniem smarowania jest zabezpieczenie przed zacieraniem.
Częścią maszyny, której zadaniem jest doprowadzenie środka smarnego pomiędzy
powierzchnie trące, jest urządzenie smarowe. Urządzenie smarowe może również być
odrębnym elementem maszyny, używanym okresowo do podawania środka smarnego do
skojarzenia trącego.
Sposób doprowadzenia środka smarnego do skojarzenia trącego jest określany jako
technika smarowania.
Substancją, która jest wprowadzana do skojarzenia trącego w celu zmniejszenia tarcia
i przeciwdziałania zacieraniu, jest środek smarny często nazywany smarem. Jako środki
smarne są stosowane:
−
gazy,
−
ciecze: oleje smarne, emulsje chłodząco – smarujące,
−
substancje o konsystencji żelu, np. smary plastyczne,
−
substancje stałe: grafit, disiarczek molibdenu, azotek boru itp., a także niektóre metale
(np. miedź, złoto).
Jako środek smarny jest stosowane wiele substancji o różnych właściwościach.
Podstawową cechą charakteryzującą substancje smarne jest smarność.
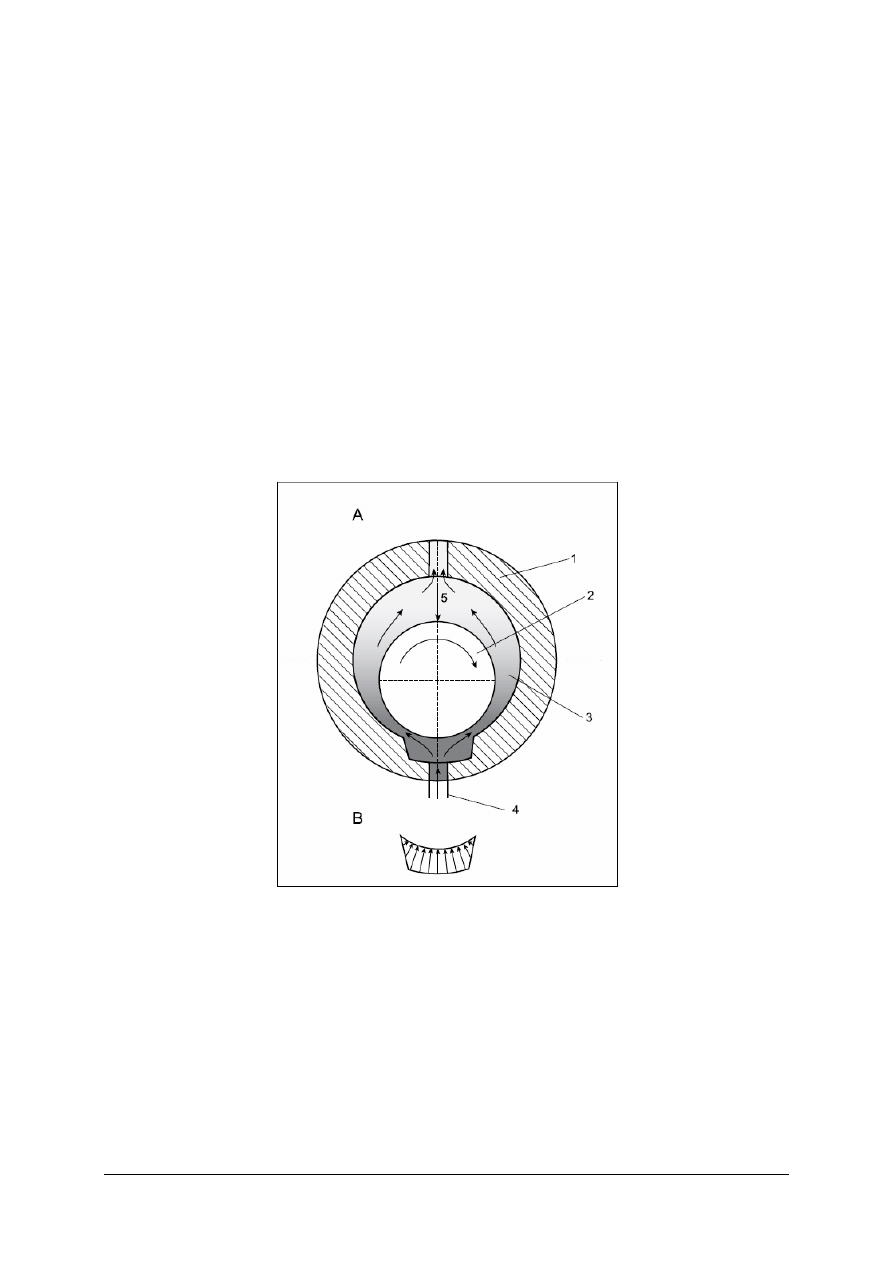
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Smarność jest określana jako właściwość substancji smarującej, charakteryzującej jej
zachowanie w warunkach tarcia granicznego.
Procesy smarowania
Celem smarowania jest uzyskanie tarcia płynnego. Może to być osiągnięte poprzez
stworzenie warunków do smarowania: hydrostatycznego, hydrodynamicznego lub
hybrydowego, łączącego oba wcześniej wymienione sposoby. Wyróżnia się również tzw.
smarowanie elastohydrodynamiczne.
Smarowanie hydrostatyczne polega na wytworzeniu w skojarzeniu trącym, przy użyciu
urządzeń zewnętrznych (np. pomp), ciśnienia środka smarnego, które rozdzieli obie
smarowane powierzchnie w taki sposób, że między nimi będzie występować tarcie płynne.
Zasadę smarowania hydrostatycznego, na przykładzie smarowania poprzecznego łożyska
ś
lizgowego, przedstawiono na rys. 4.
Zrównoważenie sił wypadkowych, działających na wał oraz sił wyporu podnosi wał, co
powoduje że między wałem 1 i panwią 2 ma miejsce tarcie płynne.
Smarowanie hydrostatyczne najczęściej jest stosowane podczas rozruchu maszyn,
których skojarzenia trące są bardzo silnie obciążone. Zapobiega to zużywaniu powierzchni
trących wału i panwi w początkowym okresie pracy.
Rys. 4.
Smarowania hydrostatycznego poprzecznego łożyska ślizgowego: A – przekrój
poprzeczny łożyska ślizgowego, B – rozkład ciśnień w łożysku wywołany czynnikami
zewnętrznymi; 1 – panew łożyska, 2 – wał łożyska, 3 – środek smarny, 4 – wlot środka
smarnego, 5 – wylot środka smarnego [8]
Smarowanie hydrostatyczne występuje w różnych rozwiązaniach konstrukcyjnych,
a także w warunkach naturalnych. Przykładem smarowania hydrostatycznego jest tarcie
płynne, jakie ma miejsce między płynącą krą i dnem rzeki.
Smarowanie hydrodynamiczne
Zasada smarowania hydrodynamicznego polega na rozdzieleniu współpracujących
powierzchni skojarzenia trącego samoistnie powstającym klinem smarowym, w którym
ciśnienie równoważy istniejące siły (obciążenia). Zasadę smarowania hydrodynamicznego, na
przykładzie poprzecznego łożyska ślizgowego, przedstawiono na rys. 5.
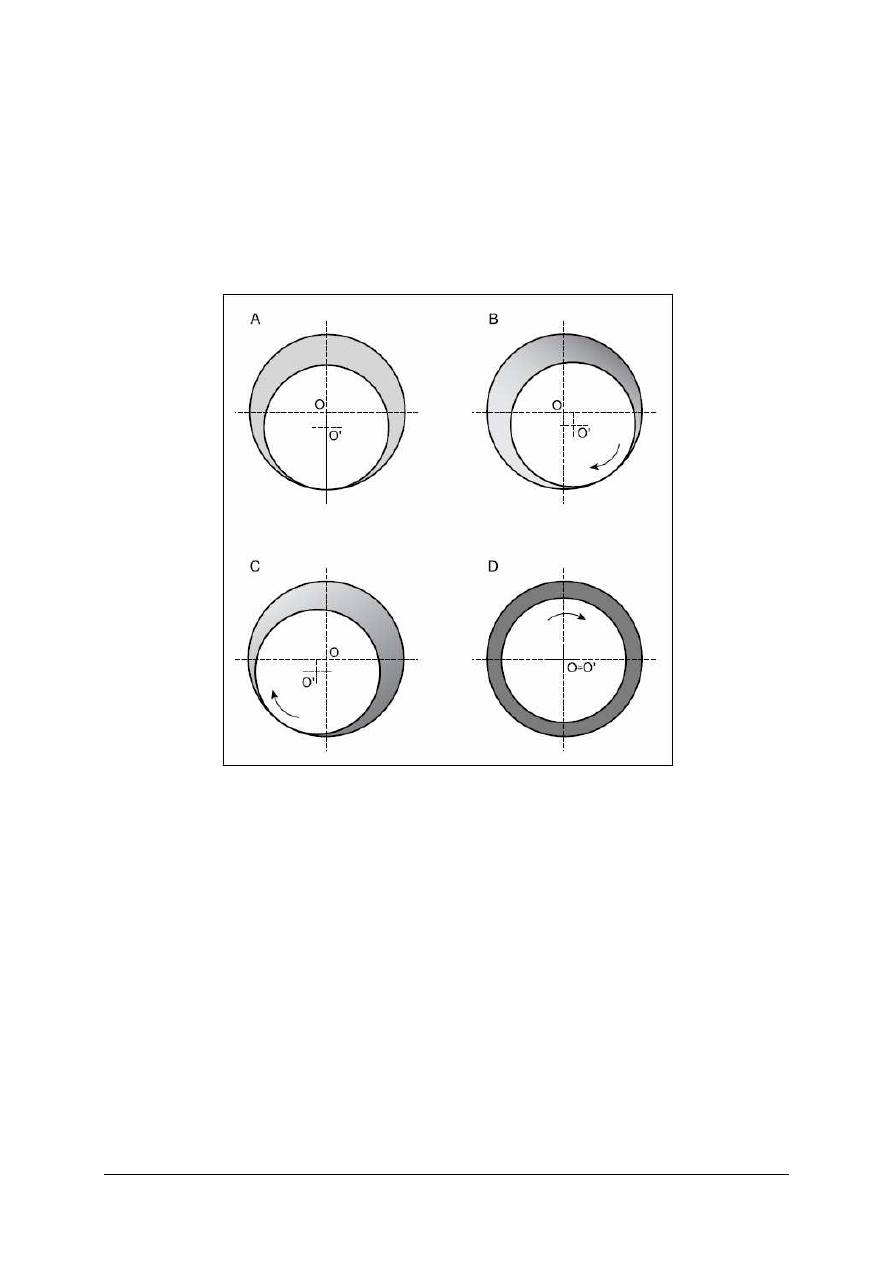
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
W stanie spoczynkowym (rys. 5A) wał leży na panwi, zanurzony w środku smarnym.
W tym położeniu występuje tarcie spoczynkowe. Siły wyporu hydrostatycznego nie
równoważą sił ciężkości. Początkowy obrót wału (rys. 5B) powoduje powstanie klina
smarującego. Następuje uniesienie wału z jednoczesnym przemieszczeniem środka obrotu
wału, na jedną ze ścian panwi. Dalszy obrót wału powoduje przemieszczenie klina
smarującego, zgodnie z kierunkiem obrotu wału i jednoczesne przemieszczenie środka obrotu
na drugą ze ścian panwi (rys. 5C). Przy pewnych obrotach wału, klin smarujący rozłoży się
w miarę równomiernie tak, że obracający się wał nie będzie dotykać żadnej ze ścian Panwi
(rys. 5D).
Rys. 5.
Tworzenie klina smarującego w poprzecznym łożysku ślizgowym: A – położenie
spoczynkowe, B, C – kolejne fazy rozruchu; tworzenie się klina smarującego, D – faza
ustabilizowanej pracy łożyska [8]
W smarowaniu hydrodynamicznym siła wyporu, unosząca wał łożyska, powstaje
samoistnie w rezultacie ruchu współpracujących wzajemnie przemieszczających się
powierzchni wału i panwi.
Przedstawiona zasada smarowania hydrodynamicznego dobrze tłumaczy fakt, że wał
zużywa się na całej powierzchni walca, natomiast panew zużywa się tylko na powierzchni
ograniczonej odcinkiem
Jest to istotna wada tego rodzaju smarowania. Mimo tej wady, ze względu na prostotę
rozwiązań
konstrukcyjnych,
jest
to
najczęściej
stosowany
sposób
smarowania.
W szczególnych przypadkach jest stosowane tzw. smarowanie hybrydowe. Smarowanie
hybrydowe polega na jednoczesnym smarowaniu hydrostatycznym i hydrodynamicznym.
Łączy ono zalety obu rodzajów smarowania, jednak w tym przypadku, rozwiązania
konstrukcyjne są bardziej skomplikowane. W niektórych rozwiązaniach konstrukcyjnych
maszyn, smarowanie hybrydowe jest stosowane tylko w okresie rozruchu maszyny, następnie
po osiągnięciu warunków smarowania hydrodynamicznego, urządzenia zapewniające
smarowanie hydrostatyczne są wyłączane.
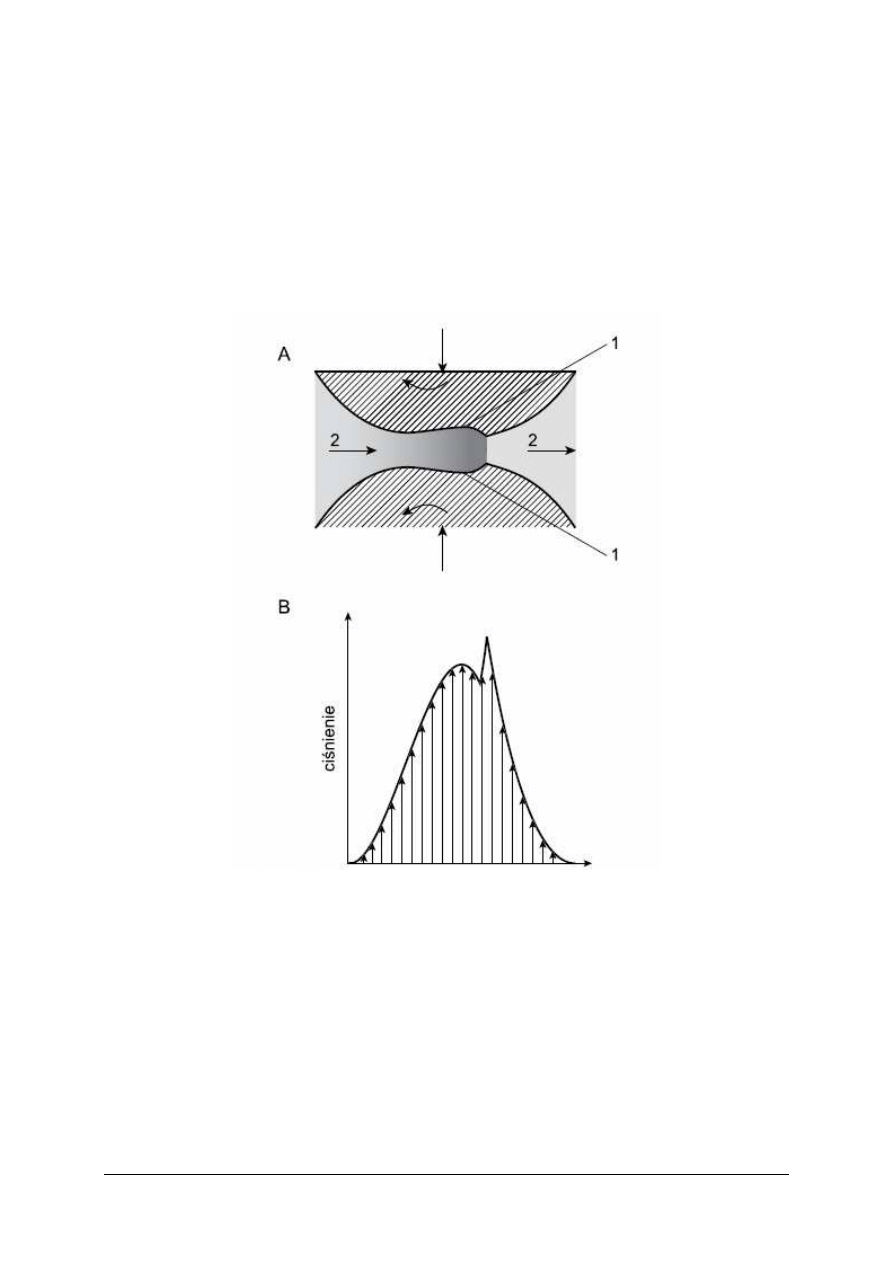
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Smarowanie elastohydrodynamiczne
W niektórych rozwiązaniach konstrukcyjnych skojarzeń trących, np. w przekładniach
zębatych, niektórych typach łożysk tocznych i ślizgowych, na krzywkach itp. może mieć
miejsce specjalny proces smarowania, zwany smarowaniem elastohydrodynamicznym.
W odpowiednio ukształtowanym skojarzeniu trącym powstaje wysokie ciśnienie,
wskutek tego lepkość środka smarnego zwiększa się, a powierzchnie trące odkształcają się
sprężyście. Jest to powodem rozdzielenia smarowanych powierzchni skojarzenia trącego.
Model smarowania elastohydrodynamicznego, na przykładzie toczących się po sobie walców,
przedstawia rys. 6A. Rysunek 6B przedstawia rozkład ciśnień środka smarnego w takim
skojarzeniu trącym.
Rys. 6.
Model smarowania elastohydrodynamicznego na przykładzie dwóch toczących się po sobie
walców: A – obracające się walce, B – rozkład ciśnienia w skojarzeniu trącym, 1– miejsca
sprężystego odkształcenia warstw wierzchnich, 2– środek smarny [8]
Technika smarowania
Smarowanie jest dokonywane przez wprowadzenie między współpracujące powierzchnie
ciała trzeciego (cieczy smarnej) o bardzo małym tarciu wewnętrznym, w celu zmniejszenia
współczynnika tarcia. Smarowanie zmniejsza więc straty energii na pokonanie tarcia
i zapobiega wczesnemu zużyciu części. Smarowanie spełnia również inne zadania, do których
należą:
−
częściowe zabezpieczenie przed korozją powierzchni metalowych,
−
chłodzenie części oraz odprowadzanie ciepła spomiędzy współpracujących powierzchni,
−
przyspieszenie procesu docierania,
−
odprowadzenie z obszaru współpracy części zużytych cząstek materiałów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Do smarowania maszyn i urządzeń używa się różnych gatunków olejów maszynowych
i smarów stałych:
–
olej maszynowy 4 – do smarowania lekko obciążonych łożysk ślizgowych, pracujących
przy dużych prędkościach obrotowych,
–
olej maszynowy 8 – do smarowania lekko obciążonych łożysk ślizgowych i tocznych,
pracujących przy dużych prędkościach obrotowych,
–
olej maszynowy 10 – ma podobne zastosowanie jak olej maszynowy 8 oraz służy do
smarowania wrzecion o prędkości obrotowej 4000 do 7000 obr/min,
–
olej maszynowy 16 – do smarowania łożysk ślizgowych,
–
olej maszynowy 26 – do smarowania lekko obciążonych łożysk ślizgowych i przekładni
zębatych,
–
olej maszynowy 40 – do smarowania średnio obciążonych łożysk ślizgowych i tocznych
oraz przekładni zębatych i prowadnic,
–
olej maszynowy 65 – ma podobne zastosowanie jak olej maszynowy 40, lecz przy
większych obciążeniach i obciążeniach podwyższonej temperaturze,
–
olej maszynowy nisko krzepnący 4Z (temperatura krzepnięcia –25
0
C) – do smarowania
łożysk ślizgowych i tocznych przy prędkości obrotowej ponad 800 obr/min,
–
olej maszynowy nisko krzepnący 10Z (temperatura krzepnięcia –45
0
C) – do smarowania
lekko obciążonych szybkoobrotowych łożysk tocznych i ślizgowych oraz wrzecion
o prędkości obrotowej 4000 ÷ 7000 obr/min,
–
olej maszynowy nisko krzepnący 16Z (temperatura krzepnięcia –30
0
C) – do smarowania
łożysk ślizgowych,
–
olej maszynowy nisko krzepnący 26Z (temperatura krzepnięcia –25
0
C) – do smarowania
lekko obciążonych łożysk ślizgowych i przekładni zębatych,
–
olej maszynowy nisko krzepnący 40Z (temperatura krzepnięcia –20
0
C) – do smarowania
ś
rednio obciążonych łożysk ślizgowych oraz przekładni zębatych,
–
smar maszynowy 1 – do smarowania lekko obciążonych powierzchni ślizgowych
o temperaturze pracy do 50
0
C,
–
smar maszynowy 2 – do smarowania średnio obciążonych powierzchni ślizgowych
o temperaturze pracy do 60
0
C,
–
smar maszynowy SŁG – 3 i SŁG – 4B – do smarowania silnie obciążonych łożysk
ś
lizgowych o temperaturze pracy do 140
0
C,
–
smary ŁT – 1, ŁT – 2, ŁT – 3, ŁT – 4S, ŁT – 5, ŁT – 1 – 13 – do smarowania łożysk
tocznych w zależności od obciążenia łożyska, temperatury i warunków jego pracy,
–
oleje typu Hipol – stosuje się w przekładniach obciążonych i pracujących w zmiennych
warunkach.
Oleje nisko krzepnące stosuje się do smarowania maszyn i urządzeń pracujących
w niskich temperaturach otoczenia. Pozostałe oleje mają temperaturę krzepnięcia +5°C
i mogą być stosowane w maszynach pracujących w temperaturze pokojowej.
W maszynach i urządzeniach stosuje się dwa podstawowe układy smarowania:
indywidualny i centralny. Przy smarowaniu indywidualnym każdy punkt smarowania ma
swój własny zbiornik napełniany okresowo. Smarowanie centralne polega na tym, że wiele
punktów smarowania jest zasilanych ze wspólnego zbiornika.
Podstawowymi elementami układów smarowania, które znalazły zastosowanie
w maszynach i urządzeniach, są: smarownice, pompy, filtry, zawory rozdzielcze, zbiorniki,
urządzenia kontrolne oraz przewody i złącza.
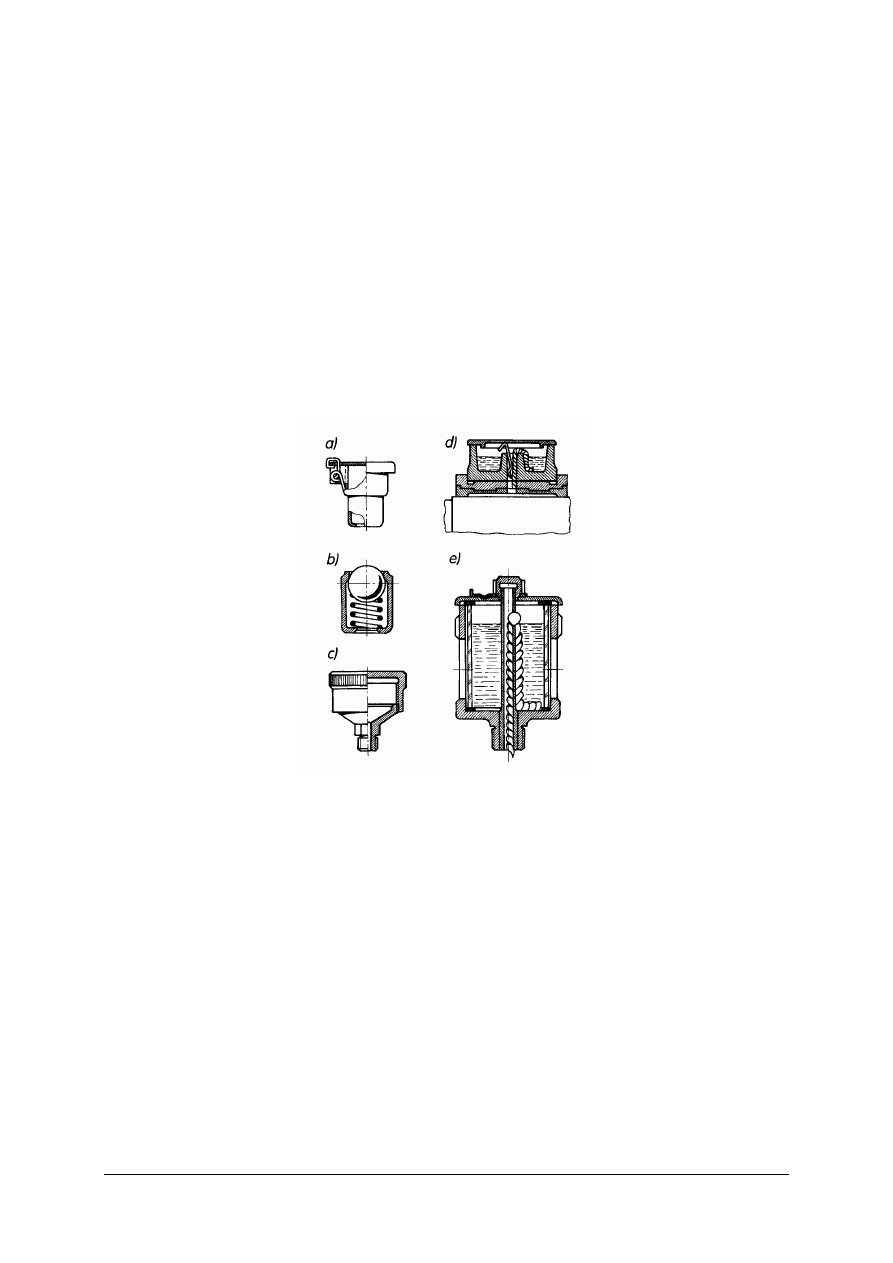
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Smarownice są urządzeniami, które po ręcznym napełnieniu smaru lub olejem
samoczynnie zasilają nim współpracujące części. Przykłady różnych smarownic pokazano na
rys.7. W układach smarowania olejem pod ciśnieniem znalazły zastosowanie pompy
tłoczkowe ręczne, zębate i hydrauliczne. Do urządzeń kontrolnych układu smarowania zalicza
się wskaźniki poziomu oleju, manometry oraz wyłączniki elektryczne, które umożliwiają
pracę obrabiarki, gdy w układzie smarowania jest odpowiednie ciśnienie oleju. Na rys.5
pokazano różne rodzaje smarowania.
Smarowanie maszyn musi być wykonywane według instrukcji smarowania.
Duże znaczenie gospodarcze dla każdego przedsiębiorstwa ma regenerowanie oraz
odzyskiwanie olejów. Olejów przepracowanych, po dokładnym oczyszczeniu i dodaniu
specjalnych składników uszlachetniających, można ponownie używać. Ma to duże znaczenie
w gospodarce całego kraju, gdyż wszystkie oleje powstają w wyniku przeróbki ropy naftowej,
którą musimy importować. W zamkniętych układach smarowania obiegowego oraz
kąpielowego, tj. przy smarowaniu skrzynek przekładniowych, wrzecienników, suportów itp.
olej przepracowany odzyskuje się w czasie jego okresowej wymiany.
Rys. 7.
Smarownice: a) wprasowana w korpus z odchylną samozamykającą się pokrywką, b)
wpasowana kulkowa, c) wkręcana na smar stały, d) knotowa w korpusie pokrywy łożyska
ś
lizgowego, e) knotowa ze zbiornikiem szklanym [3, s.111]
W trakcie różnych rodzajów obróbki używa się również olejów jako czynników
chłodząco-smarujących. Mogą to być oleje naturalne, używane bezpośrednio w obróbce, lub
mieszaniny wodno-olejowe, tzw. chłodziwa. Odzyskiwanie chłodziwa z obróbki jest możliwe
i dochodzi do 50 %. Oleje i chłodziwa czyści się z wiórów za pomocą wirówek. W dużych
zakładach pracy w trakcie wykonywania bieżącej konserwacji oraz napraw spore ilości
olejów przedostają się do czyściwa i oczyszczenie jego daje duże korzyści ekonomiczne.
Paliwa płynne i smary są otrzymywane w wyniku rafinacji ropy naftowej. Niewielkie
ilości wydobywanej w kraju ropy naftowej nie zaspokajają potrzeb i dlatego ropa naftowa jest
importowana. Zakład produkcyjny stosujący w procesie produkcyjnym paliwa płynne i smary
musi dążyć do ich racjonalnego wykorzystania.
Paliwa płynne przechowuje się w podziemnych zbiornikach. Wydaje się je (nalewa) za
pomocą urządzeń, zwanych dystrybutorami. Dystrybutor paliwa jest to urządzenie
zawierające pompę paliwa oraz urządzenia pomiarowe dozujące ilość wydawanego paliwa.
Niewielkie ilości paliw płynnych niezbędne w procesie technologicznym (np. benzyna do

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
mycia części, nafta) są przechowywane w beczkach w magazynach materiałów łatwo
palnych.
W magazynach materiałów łatwo palnych przechowuje się wyroby łatwo palne, o dużej
ilości części lotnych, które w połączeniu z powietrzem (tlenem) mogą tworzyć mieszaniny
wybuchowe. Magazyny takie są lokalizowane na terenie zakładu z zachowaniem
odpowiedniej strefy ochronnej i o konstrukcji budynków zapewniających jak najmniejsze
straty w przypadku pożaru lub wybuchu.
Smary (oleje i smary stałe) są przechowywane w beczkach i pojemnikach w magazynach
olejów i smarów. W magazynach olejów i smarów przechowuje się oleje płynne i smary
dostarczone do zakładu oraz oleje zużyte.
Oleje i smary są wydawane z magazynu zgodnie z zapotrzebowaniem zgłaszanym przez
smarowników wydziałowych. Zaopatrzeniem zakładów w paliwa płynne i smary zajmują się
uprawnieni do tego dystrybutorzy
Rys. 8.
Rodzaje smarowania: a) z obiegiem oleju pod ciśnieniem, b) pod ciśnieniem prowadnic
strugarki, c) rozpylacz do wytwarzania mgły olejowej 7 – pompa, 2 – filtr, 3 – rozdzielnica,
4 – rurka rozprowadzająca, 5 – manometr, 6 – zawór przelewowy, 7 – zbiornik, 8 – rowki
smarowe, 9 – zawór redukcyjny sprężonego powietrza, 10 – śruba regulacyjna zaworu
redukcyjnego, 11 – dysza sprężonego powietrza, 12 – rura zasysająca olej, 13 – śruba
regulująca ilość zasysanego oleju, 14 — przewód doprowadzający mgłę olejową,
15 – zawór do odprowadzania wody [3, s.109]
Wszędzie tam, gdzie są używane paliwa płynne i smary oraz gdzie się je przechowuje
muszą być ściśle przestrzegane przepisy przeciwpożarowe. W pomieszczeniach
produkcyjnych i pomocniczych, gdzie są stosowane paliwa przed rozpoczęciem pracy musi
być włączona wentylacja, która zapobiega powstawaniu mieszanin wybuchowych. Stosowane
urządzenia
muszą
mieć
konstrukcję
przeciwwybuchową
(zastosowane
materiały
i rozwiązania konstrukcyjne nie mogą powodować podczas ruchu iskrzenia). Przed wejściem
do pomieszczeń magazynowych, w których odbywa się m.in. rozlewanie paliw, należy
najpierw je wywietrzyć i włączyć wentylację, aby usunąć ewentualne opary paliw. Wszędzie
tam, gdzie ma się do czynienia z materiałami łatwo palnymi nie można stosować otwartego
ognia, np. palników acetylenowo-tlenowych, palących się papierosów.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co zawiera dokumentacja techniczno-ruchowa maszyny?
2.
Jakie są podstawowe obsługi maszyny i urządzenia?
3.
Na czym polega obsługa codzienna?
4.
W jaki sposób zaplanować cykl remontowy maszyny?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
5.
Co zawiera dokumentacja technologiczna remontu maszyny?
6.
Co należy do obowiązków głównego mechanika?
7.
Na czym polega smarowanie mechanizmów maszyn?
8.
Jakie rozróżniamy rodzaje smarowania?
4.4.3. Ćwiczenia
Ćwiczenie 1
Wykonaj smarowanie szlifierki dwutarczowej zgodnie z DTR urządzenia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zorganizować stanowisko pracy,
2)
dobrać środki smarne,
3)
przygotować urządzenie i wykonać smarowanie zgodnie z instrukcją,
4)
uporządkować stanowisko,
5)
zaprezentować efekty swojej pracy,
6)
dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
–
szlifierka dwutarczowa,
–
dokumentacja techniczno-ruchowa szlifierki dwutarczowej,
–
instrukcja smarowania,
–
materiały smarne,
–
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Wykonaj przegląd techniczny młota matrycowego. Zapisz w punktach przebieg prac
wykonywanych podczas przeglądu technicznego (obsługi okresowej) młota matrycowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zorganizować stanowisko pracy,
2)
określić zakres przeglądu technicznego,
3)
zapisać kolejne zabiegi wykonywane podczas przeglądu technicznego (obsługi
okresowej) młota,
4)
wykonać przegląd techniczny ( obsługę okresową) młota,
5)
zapisać wnioski z przeglądu,
6)
zaprezentować wykonane ćwiczenie,
7)
dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
–
młot matrycowy,
–
dokumentacja przygotowana do przeglądu technicznego młota,
–
komplet narzędzi kontrolno-pomiarowych,
–
literatura z rozdziału 6 poradnika dla nauczyciela.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
odczytać z DTR instrukcję konserwacji i smarowania?
2)
dobrać środki konserwujące i smarne?
3)
wykonać smarowanie maszyny?
4)
wykonać obsługę codzienną maszyny i urządzenia?
5)
wykonać przegląd techniczny maszyny
6)
określić zakres czynności konserwacyjno-naprawczych?
7)
zaplanować przebieg czynności konserwacyjno-naprawczych?
8)
wykonać czynności konserwacyjne?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
4.5.
Technologia i organizacja napraw
4.5.1. Materiał nauczania
Naprawa obiektów technicznych ma na celu przywrócenie wartości użytkowej wskutek
zużycia. W zakładach przemysłowych obowiązuje system planowo-zapobiegawczych napraw,
który zorganizowany jest zgodnie z wcześniej przygotowanymi instrukcjami i normami.
Zidentyfikowanie
uszkodzenia
podczas
eksploatacji
jest
podstawą
działań
przywracających obiektowi możliwości realizacji jego zadań. Zakres tych działań jest
związany z rodzajem uszkodzenia, jego lokalizacją oraz zasięgiem.
Tabela 6. Karta technologiczna procesu technologicznego naprawy [5, s.118]
Cecha
wyrobu
4C90i4CT90
I
KARTA TECHNOLOGICZNA
Nazwa zespołu
Arkusz
1
ZAKŁAD REMONTU
SILNIKÓW
Układ korbowo tłokowy
Nr części
Arkuszy
39
Nr rysunku
Materiał wyjściowy
10.1 i 10.2
Wielkość
partii
22
Cecha
Postać
Wymiar
Masa kg
Sztuk
na wyrób
1
30
M.
zuż
Nr op
Treść operacji
Wydz
Stanowisko
Pomoce
Kat.
t
pz
t
j
10
Mycie i czyszczenie
myjnia
20
Demontaż układu na części
składowe
stanowisko
mechanika
30
Czyszczenie i przygotowanie
części do weryfikacji
stanowisko
mechanika
40
Weryfikacja części układu
stanowisko
KJ
50
Regeneracja części
wydział
mechaniczny
60
Mycie i czyszczenie części,
przygotowanie do montażu
myjnia
70
Montaż układu
stanowisko
mechanika
80
Kontrola ostateczna
stanowisko
KJ
90
Konserwacja
Treść
Data
Podpis
Opracował
PP
Normalizował
Sprawdził
Zatwierdził
Nr zm.
Data
Z m i a n y
Podpis

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Od rodzaju uszkodzenia zależy szybkość jego usunięcia. Ma to znaczenie szczególnie
w przypadku obiektów złożonych, gdyż tam można spodziewać się równoczesnego
wystąpienia wielu uszkodzeń.
O rodzaju działań decydują takie czynniki jak:
–
wpływ uszkodzenia na parametry użytkowe obiektu technicznego,
–
wpływ uszkodzenia na bezpieczeństwo użytkowania obiektu,
–
możliwość naprawy uszkodzonego elementu obiektu.
Typowe sposoby usuwania uszkodzeń to:
–
wyłączenie i zastąpienie uszkodzonego elementu jego sprawnym rezerwowym
odpowiednikiem; gdy uszkodzony element nie może być zastąpiony sprawnym,
dopuszcza się wyłączenie go z eksploatacji (po odpowiednim zabezpieczeniu)
i użytkowanie obiektu z ograniczoną wydajnością,
–
wyłączenie i naprawa uszkodzonego elementu obiektu.
Procedura usunięcia uszkodzenia obejmuje następujące zadania przygotowawcze:
–
identyfikację i lokalizację uszkodzenia,
–
rozpoznanie zaistniałych skutków uszkodzenia,
–
ocenę potencjalnych dalszych skutków uszkodzenia.
Realizacja wymienionych zadań umożliwia określenie zakresu prac naprawczych oraz
potrzeb związanych z:
–
personelem,
–
narzędziami,
–
materiałami i częściami zamiennymi,
–
nakładami finansowymi,
–
innymi potrzebami (np. środkami transportu, specjalistycznymi stanowiskami
remontowymi).
Organizacja stanowiska do wykonywania napraw
Stanowisko robocze naprawy to wydzielona część powierzchni produkcyjnej, obejmująca
urządzenia, przyrządy, narzędzia niezbędne do wykonania prac naprawczych oraz ludzi
obsługujących to stanowisko.
Właściwa organizacja stanowiska zależy od:
–
pełnego wyposażenia stanowiska w maszyny, urządzenia, narzędzia i przyrządy
niezbędne do wykonania pracy,
–
właściwego rozmieszczenia wyposażenia na stanowisku,
–
dobrego zorganizowania pracy na stanowisku,
–
dobrego zorganizowania obsługi zewnętrznej stanowiska, czyli terminowego
dostarczenia części do montażu, materiałów, narzędzi oraz odbioru zmontowanych
zespołów,
–
zapewnienia właściwych warunków bhp.
Stanowisko robocze musi być tak zorganizowane, aby monter wykonywał jak najmniej
zbędnych ruchów, co zapewni dużą wydajność pracy. W związku z tym wszystkie narzędzia
i przyrządy oraz części przeznaczone używane do naprawy muszą być tak umieszczone, aby
były łatwo dostępne. Wszystkie części znormalizowane, jak np. śruby, nakrętki, podkładki,
łożyska toczne, powinny być rozmieszczone według wymiarów w oddzielnych przegrodach
regału z wyraźnym oznaczeniem wymiaru na tabliczce. Części poszczególnych zespołów
powinny być umieszczone w oddzielnych skrzynkach w kolejności odpowiadającej ich
montażowi. Na każdej skrzynce powinna być umieszczona tabliczka z numerem części.
Narzędzia i przyrządy należy umieszczać na tabliczkach. Jeżeli stanowisko jest obsługiwane
przez paru monterów, to pracę ich należy tak zorganizować, aby sobie wzajemnie nie

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
przeszkadzali. Bardzo ważnym zagadnieniem jest również zaopatrywanie stanowiska
w części, ażeby nie spowodować przestoju w pracy.
Zasady demontażu
Demontażu obrabiarki, maszyny, urządzenia lub zespołu dokonuje się w celu ich
przeglądu lub naprawy. Częściowego demontażu niektórych zespołów dokonuje się niekiedy
podczas przeglądu technicznego, bądź w celu wykonania regulacji. Demontaż wykonuje się w
kolejności odwrotnej niż montaż. Instrukcja montażu stanowi często instrukcję demontażu
tylko w odwrotnej kolejności.
Plan demontażu wykonuje się tylko dla bardziej skomplikowanych zespołów. Niekiedy
nawet stosuje się specjalną instrukcję demontażu, ale tylko dla skomplikowanych zespołów,
których części mogłyby ulec uszkodzeniu przy niewłaściwym demontażu. Instrukcja taka
zawiera również uwagi dotyczące stosowania ściągaczy lub innych przyrządów do
demontażu. W praktyce jednak najczęściej demontażu dokonuje się bez planu i instrukcji.
Przed przystąpieniem do demontażu urządzenia należy zapoznać się z jego konstrukcją.
Trzeba ustalić położenie poszczególnych zespołów, ich połączenia i współzależność
działania. Rozłączenie poszczególnych części i zespołów powinno być dokonywane bez
użycia nadmiernej siły, ażeby nie spowodować uszkodzenia części łączonych i łączników.
W niektórych przypadkach przed przystąpieniem do demontażu należy oznakować połączone
części, ażeby uniknąć dodatkowego ustalania ich położenia przy powtórnym montażu. W tym
celu wykonuje się rysę na obu połączonych częściach oraz widoczny znak. Przy demontażu
obrabiarki lub innego urządzenia należy najpierw zdemontować zespoły, a dopiero potem
przystąpić do demontażu zespołów na poszczególne części. Część z każdego
zdemontowanego zespołu należy włożyć do oddzielnej skrzynki i na tabliczce, z boku
skrzynki, umieścić numer zespołu lub nazwę. Przy demontażu należy posługiwać się
odpowiednimi przyrządami. Połączenia wtłaczane należy demontować z użyciem prasy
stosując odpowiednie podkładki. Łożyska, koła pasowe i zębate zdejmuje się z wałków za
pomocą ściągaczy.
Weryfikacja części maszyn ma na celu ocenę jakości używanych części maszyn oraz
podjęcie decyzji, co do dalszego użytkowania. Przed weryfikacją części maszynowe są
dokładnie myte, a jeśli zachodzi potrzeba to również czyszczone mechanicznie np. przez
piaskowanie. Dokładne czyszczenie i mycie powierzchni umożliwia precyzyjne stwierdzenie
stopnia zużycia.
Ocena poszczególnych części oparta jest na wzrokowej obserwacji oraz dokładnych
pomiarach. W związku z tym potrzebne są odpowiednie narzędzia pomiarowe, jak suwmiarki,
mikrometry, czujniki, szczelinomierze itp. Po takiej ocenie następuje segregacja części
i sporządzanie wykazu usterek. Części, które nie wymagają żadnej naprawy są gromadzone
oddzielnie i pobierane do ponownego montażu maszyny. Niektórych części nie opłaca się
naprawiać i te stanowią grupę do złomowania lub materiału, który można zużytkować do
wykonania innych części. Ostatnią grupę stanowią części wymagające naprawy, przekazuje
się je do odpowiednich oddziałów w celu przywrócenia im przydatności do dalszego
użytkowania.
Wszystkie części trzech grup oznakowuje się (cechuje się) w widoczny sposób, aby nie
zaszły pomyłki. Cech tych, np. w postaci znaków wykonanych farbami różnych kolorów na
częściach do naprawy, nie należy umieszczać na powierzchniach pracujących. Natomiast na
częściach wybrakowanych cechy umieszcza się w miejscu, które stało się przedmiotem
wyeliminowania części, jako niezdatnej do naprawy. Wyniki weryfikacji odnotowuje się na
specjalnym arkuszu weryfikacyjnym.
Części zużyte należy zastąpić nowymi i w związku z tym trzeba dysponować częściami
zamiennymi. Duża liczba części masowo używanych w budowie maszyn podlega
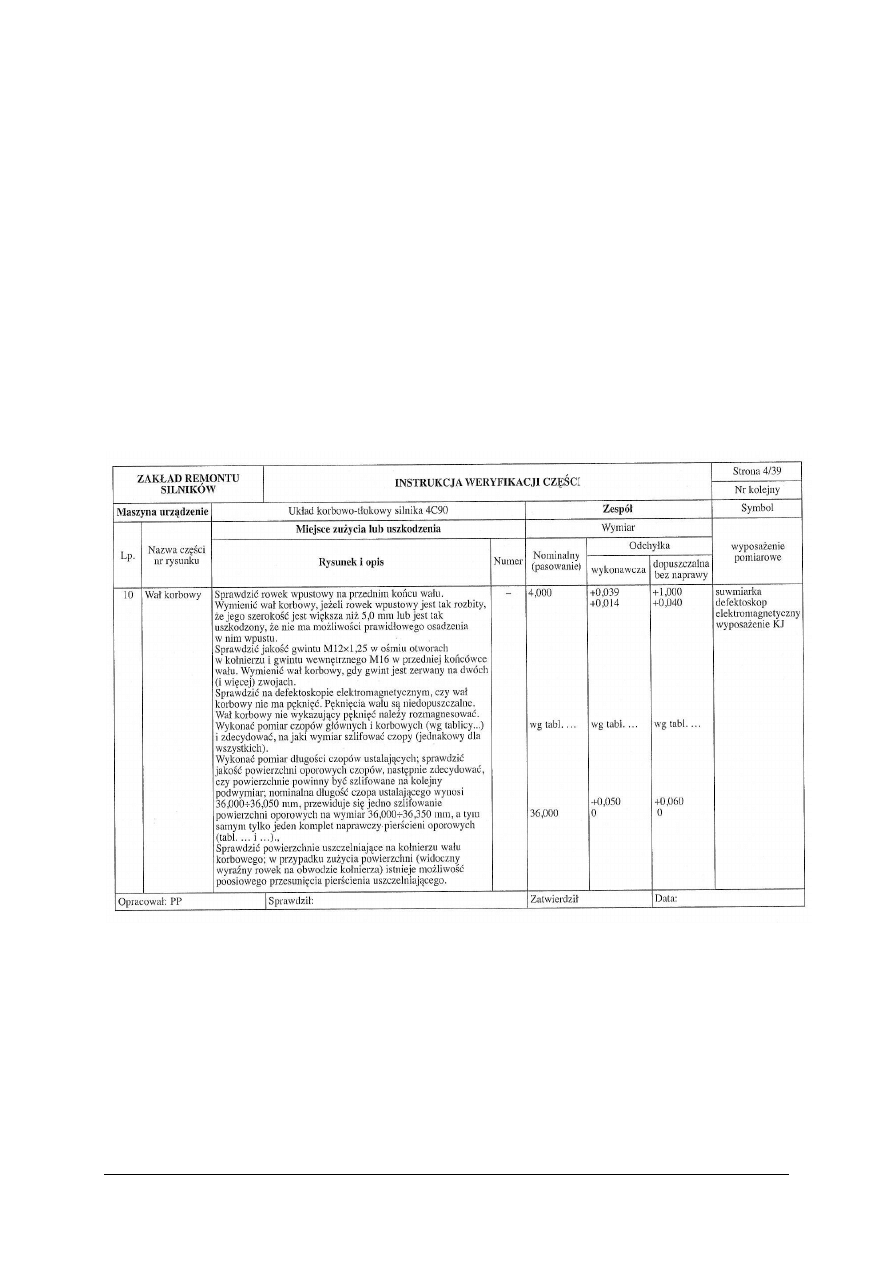
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
normalizacji. Do części znormalizowanych ogólnego zastosowania należą np. śruby, nakrętki,
wkręty. Części te przeważnie znajdują się w magazynie i nie ma kłopotów z ich otrzymaniem.
Normalizacja w dużym stopniu ułatwia prace naprawcze. Części przydatne tylko do
określonej maszyny lub urządzenia, jak np. części zamienne do samochodów, motocykli,
obrabiarek, są ujęte katalogami fabrycznymi, przy czym każda z nich ma swój symbol lub
numer. Części te są produkowane w dużych seriach i można je zakupić. Części te muszą być
wykonane bardzo dokładnie, o małych tolerancjach wymiarowych, żeby gwarantowały pełną
wymienność bez dodatkowego dopasowania. Naprawa maszyn przez wymianę części trwa
przeważnie bardzo krótko i jest bardzo ekonomiczna. Nie zawsze jednak można otrzymać
części zamienne, zwłaszcza do maszyn i urządzeń starych, już nie produkowanych, lub
niektórych maszyn pochodzenia zagranicznego. Wtedy części te należy dorabiać, co jest
bardzo kosztowne.
W czasie dokonywania weryfikacji części posługujemy się specjalną instrukcją, w której
opisujemy miejsce zużycia lub uszkodzenia tej części z ewentualnym rysunkiem.
Przykład takiej karty pokazano w tabeli 7.
Tabela 7. Przykładowa instrukcja weryfikacji części [5, s. 120]
Weryfikacja zespołów może odbywać się przed demontażem lub po odłączeniu zespołu.
Badania zespołów często prowadzone są na oddzielnych stanowiskach diagnostycznych.
Regeneracja części maszyn to przywracanie właściwości użytkowych częściom zużytym
lub uszkodzonym. Regeneracja może mieć charakter obróbki kompleksowej lub wystarczy
wykonać operację regeneracyjną. Typowe operacje regeneracyjne to tulejowanie lub obróbka
fragmentu części maszynowej. W zależności od specyfiki części metody regeneracji są
następujące:
–
wymiarów remontowanych,
–
elementów dodatkowych np. kompensujących,
–
selekcji części użytkowanych,
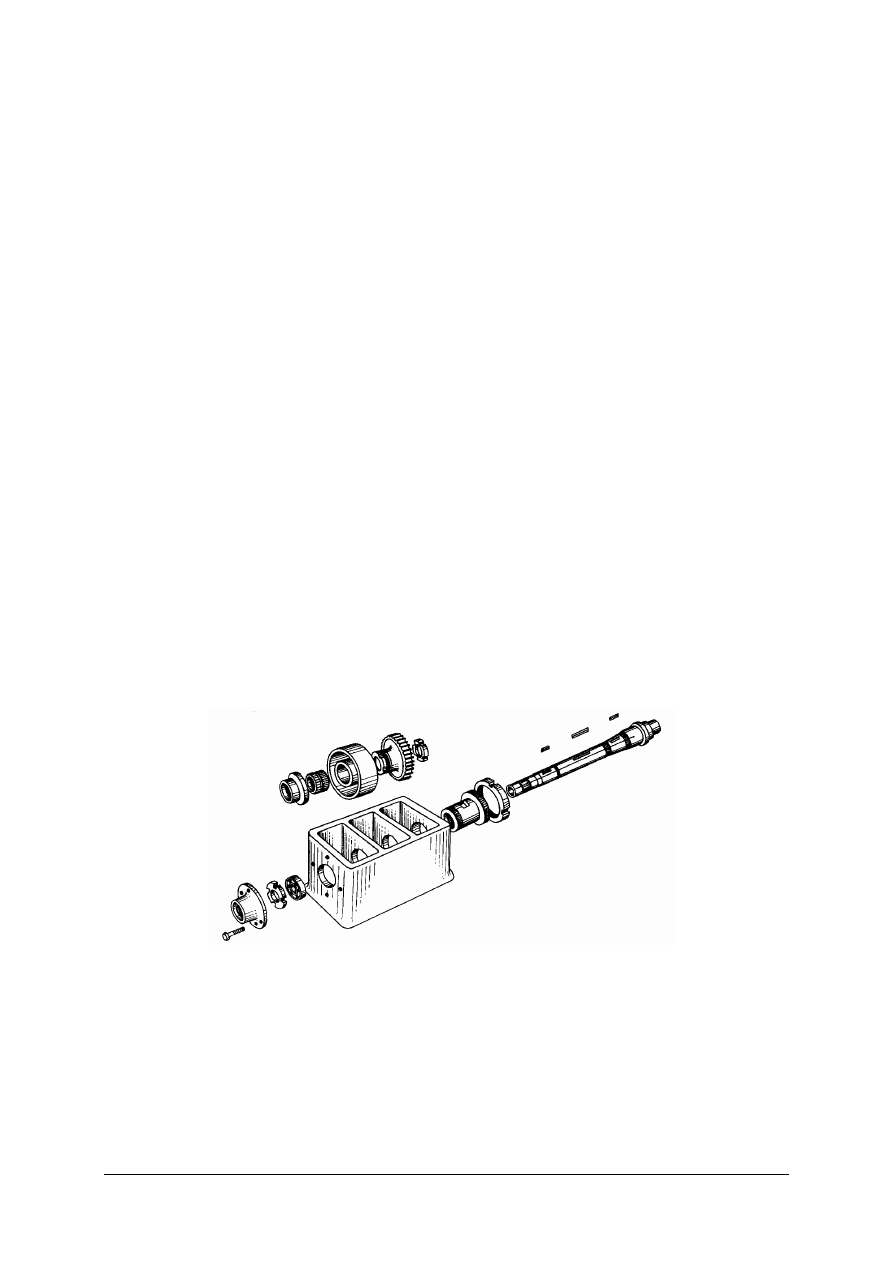
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
–
odkształceń plastycznych np. spęczanie, prostowanie,
–
nakładanie powłok metalowych np. napawanie, nakładanie powłok galwanicznych,
–
nakładanie powłok z tworzyw sztucznych,
–
nakładanie powłok galwanicznych,
–
nakładanie kompozytów metalożywicznych.
Wybór metody regeneracyjnej zależy głównie od czynników charakteryzujących części
maszyn, a mianowicie:
–
rodzaju elementu,
–
rodzaju materiału,
–
sposobu obróbki cieplnej i rodzaju obróbki powierzchni,
–
rodzaju, wartości i rozkładu zużycia oraz uszkodzenia,
–
kształtu i profilu elementu,
–
rodzaju pasowania.
Natomiast na wybór sposobu regeneracji mają wpływ:
–
przyczepność warstwy regeneracyjnej do podłoża,
–
trwałość i odporność warstwy na zużycie,
–
wytrzymałość połączenia regeneracyjnego w rzeczywistych warunkach użytkowania,
–
inne cechy warstwy lub połączenia regeneracyjnego, a zwłaszcza możliwość wystąpienia
pęknięć.
Montaż stanowi końcową część procesu naprawczego i polega na łączeniu
poszczególnych części w zespoły oraz na ostatecznym złożeniu zespołów w całkowicie
sprawną maszynę lub urządzenie.
Montażu dokonuje się z części całkowicie wykończonych, a w poszczególnych
przypadkach niektóre części są wykańczane lub dopasowywane w czasie montażu.
Przygotowanie dokumentacji technologicznej montażu
W produkcji jednostkowej dokumentacja technologiczna montażu ogranicza się
przeważnie do rysunków zestawieniowych poszczególnych zespołów oraz całej maszyny (lub
innego urządzenia). Niekiedy zamiast rysunków montażowych stosuje się poglądowe rysunki
montażowe (rys.9), często używane w dokumentacji techniczno-ruchowej (DTR).
Rys.9. Rysunek montażowy [3,s. 233]
Duży wpływ na przejrzystość dokumentacji montażu ma właściwa numeracja części
i zespołów. Prawidłowe oznaczenie powinno składać się z trzech części. Część pierwsza
zawiera symbol wyrobu gotowego, część druga – numer zespołu, a trzecia – numer części.
Niekiedy symbol zawiera również liczbę części wchodzących w zespół wyższego rzędu.
Takie oznakowanie bardzo ułatwia ustalenie przynależności części do danego zespołu
i wyrobu głównego, szczególnie jeżeli dana fabryka produkuje parę typów obrabiarek lub
innych urządzeń. Ułatwia to również zamawianie części zamiennych. Nie wszystkie jednak

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
fabryki stosują ten system znakowania części. Części znormalizowane, jak śruby, łożyska
toczne, powinno się oznaczać umieszczając przed numerem części numer PN lub umowny
symbol, np. N, a przy łożyskach podawać numer katalogowy łożyska.
W celu bardziej poglądowego przedstawienia procesu montażu opracowuje się plany
montażu.
Rys. 10. Zespół tarczy zapadki i plan jego montażu [3, s.120]
Dla poszczególnych zespołów wykonuje się odrębne plany montażu. Przed
przystąpieniem do opracowania planu montażu zespołu należy określić część bazową, od
której rozpocznie się montaż zespołu. Podobnie należy określić zespół niższego rzędu, od
którego rozpocznie się montaż zespołu wyższego rzędu lub gotowego wyrobu. Plan montażu
układa się następująco: należy wykreślić linię poziomą lub pionową. Na jednym końcu linii
wykreśla się prostokąt, który oznacza część bazową lub bazowy zespół niższego rzędu. Na
drugim końcu linii wykreśla się drugi prostokąt, który oznacza gotowy zmontowany zespół
lub końcowy wyrób. Z jednej strony linii w kierunku postępu montażu wykreśla się
prostokąty oznaczające poszczególne części wchodzące w skład montowanego zespołu;
w prostokącie oprócz nazwy części wpisuje się jej numer oraz liczbę sztuk w zespole.
Z drugiej strony linii umieszcza się zespoły niższego rzędu, wchodzące w skład
montowanego zespołu. Na rys.10 pokazano zespół tarczy zapadki i plan jego montażu.
Przygotowując dokumentację technologiczną montażu należy uwzględnić formę
organizacyjną montażu.
Przebieg procesu montażu zespołów
Przed przystąpieniem do montażu należy poszczególne części oczyścić i umyć. Jest to
szczególnie ważne przy montażu dokładnych i precyzyjnych zespołów. Części przesyłane
z oddziałów produkcyjnych na stanowiska montażu są przeważnie zanieczyszczone opiłkami,
resztkami czyściwa lub środkami konserwującymi, które trzeba usunąć. Części czyści się
odmuchując je sprężonym powietrzem. Do mycia części używa się różnych rozpuszczalników
i roztworów alkalicznych. Stosuje się również metodę ultradźwiękową. Zastosowanie
ultradźwięków powoduje wzmocnienie działania kąpieli odtłuszczającej, gdyż dzięki
wytworzonym drganiom środki myjące łatwiej wnikają we wszystkie nierówności, usuwają

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
pęcherzyki powietrza i polepszają odpływ zanieczyszczeń. Mycia za pomocą środków
alkalicznych dokonuje się przeważnie w temperaturze ok. +80°C.
Części myje się ręcznie w wannach zwykłych, w wannach o zamkniętym obiegu cieczy,
wyposażonych w pompę przepompowującą ciecz ze zbiornika ściekowego przez filtr do
zbiornika z cieczą oczyszczoną, oraz mechanicznie w specjalnych maszynach do mycia.
Części myje się najczęściej w pobliżu stanowisk montażu albo na samych stanowiskach
montażu, gdyż podczas transportu mogłyby ulec powtórnemu zanieczyszczeniu. Części po
umyciu, wypłukaniu i osuszeniu należy zaraz montować.
Przebieg montażu powinien być zgodny z dokumentacją technologiczną montażu.
W wielu przypadkach, zwłaszcza w produkcji jednostkowej i małoseryjnej, zachodzi
konieczność dopasowywania części przy montażu. Do najczęstszych operacji ślusarskich przy
dopasowywaniu części należą: piłowanie, skrobanie, docieranie, wiercenie, rozwiercanie
i gwintowanie.
Piłowanie stosuje się w celu usunięcia zadziorów, dopasowania stykających się
powierzchni, uzyskania prawidłowego położenia jednej części względem drugiej,
dopasowania klinów itp.
Skrobanie stosuje się podczas montażu prowadnic i łożysk ślizgowych w celu
wzajemnego dopasowania i zapewnienia przylegania współpracujących powierzchni. Na
przykład przy montażu tokarek skrobaniu podlegają prowadnice konika, suportu i sanek
suportu. Docieranie jest niezbędną operacją przy montażu zaworów silników spalinowych
oraz zaworów do cieczy i gazów. Docieranie wykonuje się w celu zapewnienia dokładnego
przylegania do siebie dwóch współpracujących powierzchni, co zapewnia szczelność zaworu.
Wiercenie w czasie montażu stosuje się bardzo często, np. wierci się otwory jednocześnie
w dwóch lub większej liczbie części w celu późniejszego ich połączenia za pomocą śrub
i nakrętek. Bardzo często po operacji wiercenia dokonuje się jeszcze rozwiercania otworów
w celu osadzenia kołków ustalających. Wiercone otwory często się gwintuje w celu
wkręcenia wkrętów mocujących lub ustalających.
Niektóre zespoły przed zmontowaniem do końcowego wyrobu należy wyregulować
i sprawdzić. Na przykład pompę olejową po zmontowaniu należy umieścić na stanowisku
próbnym, podłączyć napęd od silnika elektrycznego, zamontować ciśnieniomierz i sprawdzić
ciśnienie wytwarzane przez pompę. Podczas przeprowadzania tej próby należy sprawdzić
działanie zaworu regulacyjnego. Podobnie silnik spalinowy należy po zmontowaniu umieścić
na stanowisku próbnym oraz wyregulować luzy zaworowe, moment zapłonu i układ wtrysku,
a także sprawdzić pracę silnika. Skrzynki przekładniowe sprawdza się na stanowisku
próbnym, czy nie wykazują nadmiernej hałaśliwości w czasie pracy oraz czy łożyska
nadmiernie się nie nagrzewają.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
Tabela 8. Karta technologiczna montażu [5, s. 123]
Opracował
PP
Sprawdził
ZAKŁAD
REMONTU
SILNIKÓW
KARTA
TECHNOLOGICZNA
MONTAśU
Typ
urządzenia
Silnik 4 C 90
Układ
korbowo‒tłokowy
Zatwierdził
Nr operacji
Pracownik
Nazwa i opis czynności
Nr instrukcji
Warunki
wykonania
Wyposażenie
technologiczne
Grupa
Czas
10
Mechanik
montaż
podzespołu
korbowodu cylindra 1
1
zestaw kluczy
20
Mechanik
montaż
podzespołu
korbowodu cylindra 2
2
zestaw kluczy
30
Mechanik
montaż
podzespołu
korbowodu cylindra 3
3
zestaw kluczy
40
Mechanik
montaż
podzespołu
korbowodu cylindra 4
4
zestaw kluczy
50
Mechanik
przygotowanie
wału
korbowego do montażu
5
zestaw kluczy
60
Mechanik
montaż
podzespołu
korbowodu cylindra 1 na
wale
6
zestaw kluczy
70
Mechanik
montaż
podzespołu
korbowodu cylindra 2 na
wale
7
zestaw kluczy
80
Mechanik
montaż
podzespołu
korbowodu cylindra 3 na
wale
8
zestaw kluczy
90
Mechanik
montaż
podzespołu
korbowodu cylindra 4 na
wale
9
zestaw kluczy
100
Mechanik
montaż koła zamachowego
10
zestaw kluczy
110
Kontroler
kontrola jakości
11
wyposażenie KJ
Zasady montażu
Tolerancja wykonania części składowych montowanego zespołu ma zasadniczy wpływ
na rodzaj montażu. Tolerancja wymiaru montażowego A, czyli wymiaru zamykającego
łańcuch wymiarowy, zależy od tolerancji poszczególnych wymiarów tego łańcucha. Na
rys.11 przedstawiono przykłady łańcuchów wymiarowych, w których wymiar montażowy A
jest sumą algebraiczną wymiarów poszczególnych części A j, A
2
, A
3
.
Rys. 11. Łańcuchy wymiarowe [3, s.48]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
Istnieją różne zasady montażu, które umożliwiają otrzymanie wymiarów montażowych
o określonej tolerancji. Rozróżnia się montaż według zasad:
−
całkowitej zamienności,
−
częściowej zamienności,
−
selekcji,
−
dopasowywania,
−
regulowania (kompensacji).
Montaż według zasad całkowitej zamienności polega na montażu części składowych
wykonanych bardzo dokładnie, czyli o bardzo wąskich tolerancjach wymiaru. W tym
przypadku podczas montażu dowolnych części zawsze osiąga się wymaganą dokładność, bez
konieczności dopasowywania lub doboru części. Wymiar montażowy uzyskuje się tutaj
zawsze w granicach założonej tolerancji. W przypadku niewielkiej tolerancji wymiaru
montażowego tolerancje poszczególnych części, wchodzących w skład łańcucha
wymiarowego, muszą być jeszcze mniejsze, tak aby ich suma równała się tolerancji wymiaru
montażowego.
Montaż według zasady całkowitej zamienności jest stosowany w produkcji masowej
i niekiedy seryjnej. Stosowanie tej zasady montażu ma duże znaczenie przy wymianie części
podczas napraw, gdyż skraca ich czas, ponieważ eliminuje czynność dopasowywania części.
Montaż taki jest bardzo prosty i przebiega zawsze w tym samym czasie, co ma szczególne
znaczenie przy montażu przepływowym. Koszt wykonania części składowych ze względu na
konieczność zachowania wysokich tolerancji jest jednak wysoki. Zasadę tę stosuje się między
innymi przy montażu zespołów samochodów.
Montaż według zasady częściowej zamienności polega na tym, że pewien procent części
składowych ma większe tolerancje wymiarowe, co obniża koszt wykonania części.
W praktyce większość części ma wymiary rzeczywiste pośrednie między wymiarami
granicznymi górnym a dolnym. Liczba części o wymiarach granicznych nie przekracza
ułamka procentu. Metoda ta jest bardziej ekonomiczna od poprzedniej, ale nie we wszystkich
przypadkach osiąga się żądaną dokładność montażu.
Montaż według zasady selekcji polega na podziale obrobionych części stanowiących
zespół według ich rzeczywistych wymiarów. Części segreguje się na grupy w granicach
wąskich tolerancji i oznakowuje każdą grupę, a następnie dobiera do montażu według ich
odchyłek wymiarowych. Metoda ta jest szeroko stosowana w produkcji. Koszt wykonania
części jest niższy, ale pomiary, grupowania i oznakowanie części stanowią dodatkowe koszty
i pracochłonne operacje. Podczas montażu należy zwracać uwagę na oznakowanie części,
ażeby nie pomylić grup wymiarowych. Zasadę tę stosuje się między innymi przy montażu
tłoków w cylindrach silników spalinowych. Grupy wymiarowe oznacza się przeważnie
symbolami literowymi lub kolorami.
Montaż według zasady dopasowywania polega na tym, że wymaganą dokładność
wymiaru montażowego uzyskuje się przez dopasowanie jednej z części składowych przez
obróbkę jej powierzchni w czasie montażu, czyli zastosowanie tzw. kompensacji
technologicznej. Zaletą tej zasady jest możliwość wykonania części składowych o dużych
tolerancjach, lecz samo dopasowywanie części stanowi kosztowną operację, co jest ujemną
stroną tej zasady. Zasadę tę stosuje się w produkcji jednostkowej i ewentualnie małoseryjnej.
Montaż według zasady regulowania (kompensacji) polega na tym, że wymaganą
dokładność wymiaru montażowego uzyskuje się przez dodanie do łańcucha wymiarowego
elementu wyrównawczego, czyli tzw. części kompensacyjnej w postaci tulejki, podkładki itp.,
lub przez zmianę położenia w łańcuchu wymiarowym jednej określonej części, czyli
zastosowanie regulowanego elementu wyrównawczego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
Bezpieczeństwo i higiena pracy podczas remontów
Stanowiska remontowe powinny być zorganizowane w pomieszczeniach odpowiednio
przystosowanych, zapewniających higieniczne warunki pracy. O wielkości powierzchni
i wysokości pomieszczeń decydują wielkości remontowanych maszyn.
Na każdego pracownika zatrudnionego przy pracach remontowych powinno przypadać
nie mniej niż 13 m
3
wolnego pomieszczenia oraz co najmniej 2 m
2
wolnej przestrzeni
podłogi, na której nie ma urządzeń technicznych, maszyn, sprzętu oraz remontowanej
maszyny.
Podłogi w pomieszczeniach warsztatowych nie mogą być śliskie, muszą być szczelne,
bez wybojów i zadziorów, wykonane z materiałów niewytwarzających pyłów, łatwe do
czyszczenia, nieprzewodzące ciepła oraz wytrzymałe na obciążenia.
Okna w pomieszczeniach warsztatowych powinny zapewniać dostateczne oświetlenie
naturalne oraz należyte przewietrzenie tych pomieszczeń. Szyby w oknach muszą być zawsze
czyste, w razie potrzeby należy je zaopatrzyć w urządzenia chroniące przed promieniowaniem
słonecznym. Urządzenia mogące powodować wypadki, np. części wirujące lub przesuwające
się z dużą prędkością, znajdujące się w przejściach i miejscach łatwo dostępnych, powinny
być osłonięte odpowiednimi osłonami, barierami, zagrodami. Przejścia miedzy stanowiskami
pracy nie mogą być zastawiane ani zaśmiecane. Wszelkie podstawy i podpórki do ustawiania
ciężkich urządzeń na wysokości powyżej 0,6 m powinny być stabilne i pewne w użyciu.
Podczas prób pierwszego uruchomienia maszyny po remoncie, szczególnie prób
wytrzymałościowych części mechanicznych i przy zwiększonej prędkości obrotowej, obsługa
nadzorująca wykonanie prób powinna mieć odpowiednio zabezpieczone stanowisko lub
powinna zachować bezpieczna odległość od maszyny.
We wszystkich pomieszczeniach wydziału remontowego, w których występują czynniki
zwiększające niebezpieczeństwo porażenia prądem elektrycznym takie jak: wilgotność,
podłogi wykonane z materiału nieizolującego, wysoka temperatura, pył przewodzący prąd itp.
należy stosować napięcie obniżone do 24 V.
Stanowiska, na których istnieje możliwość porażenia prądem, powinny być wyposażone
w odpowiedni sprzęt bhp: drążki izolacyjne, rękawice, kalosze gumowe dielektryczne,
pomosty izolacyjne, chodniki gumowe. Narzędzia montera elektryka powinny być specjalnie
izolowane. Należy bezwzględnie stosować się do przepisów przeciwpożarowych.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jaki jest cel obsługi obiektów technicznych
2.
Jakie czynniki wpływają na szybkość usunięcia uszkodzenia?
3.
Co nazywamy montażem?
4.
Co to jest dokumentacja montażu?
5.
W jaki sposób organizuje się stanowiska montażowe?
6.
Jak przebiega proces montażu zespołów?
7.
Jakie są zasady demontażu?
8.
Co to jest rysunek złożeniowy?
9.
Jakie informacje można odczytać z rysunku montażowego?
10.
W jaki sposób przechowywana jest dokumentacja montażowa?
11.
Jakie informacje zawiera dokumentacja techniczno-ruchowa?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
4.5.3. Ćwiczenia
Ćwiczenie 1
Opisz zasady prawidłowego montażu i demontażu części maszyn.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować informacje zawarte w materiale nauczania,
2)
określić elementy procesu montażu i demontażu,
3)
wypisać zasady montażu i demontażu części maszyn,
4)
sprawdzić poprawność wykonanego zadania,
5)
zaprezentować wykonane ćwiczenie,
6)
dokonać oceny poprawności wykonanego ćwiczenia,
Wyposażenie stanowiska pracy:
–
papier formatu A4,
–
długopis,
–
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Wykonaj demontaż mechanizmu napędowego z prasy mimośrodowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować instrukcję bhp na stanowisku demontażu,
2)
zorganizować stanowisko pracy,
3)
ustalić kolejność czynności podczas demontażu mechanizmu napędowego,
4)
dokonać demontażu mechanizmu napędowego na części składowe,
5)
zaprezentować efekty swojej pracy,
6)
dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
–
DTR prasy mimośrodowej,
–
stół montażowy,
–
prasa mimośrodowa,
–
komplet narzędzi do demontażu i montażu.
Ćwiczenie 3
Dokonaj weryfikacji elementów mechanizmu napędowego prasy mimośrodowej. Dobierz
części zamienne i zastąp uszkodzone.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zorganizować stanowisko pracy,
2)
oczyścić elementy mechanizmu napędowego,
3)
określić stan elementów mechanizmu układu napędowego,
4)
dobrać części zamienne w miejsce uszkodzonych,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
5)
zaprezentować wyniki ćwiczenia,
6)
dokonać oceny ćwiczenia.
Wyposażenie stanowiska pracy:
–
przyrządy kontrolno-pomiarowe,
–
zdemontowane elementy mechanizmu napędowego prasy mimośrodowej
–
części zamienne mechanizmu napędowego,
–
ś
rodki czyszczące.
Ćwiczenie 4
Wykonaj montaż mechanizmu napędowego prasy mimośrodowej po naprawie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować instrukcję bhp na stanowisku montażu,
2)
zorganizować stanowisko pracy,
3)
ustalić kolejność czynności podczas montażu mechanizmu napędowego,
4)
dokonać montażu mechanizmu napędowego,
5)
wykonać próbę działania prasy,
6)
zaprezentować wynik ćwiczenia,
7)
dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
–
stół montażowy,
–
prasa mimośrodowa,
–
ś
rodki czyszczące,
–
komplet narzędzi do montażu.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
scharakteryzować zasady przeprowadzania demontażu części
maszyn?
2)
przygotować stanowisko do wykonania demontażu i montażu części
maszyn?
3)
wykonać operacje montażu i demontażu zespołów maszyn
i urządzeń?
4)
dokonać weryfikacji części maszyn i zespołów?
5)
dobrać części zamienne w miejsce uszkodzonych?
6)
sprawdzić urządzenie po naprawie?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych?
4.
Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5.
Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6.
Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7.
Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, odłóż zaznaczenie odpowiedzi
na później i wróć do niego, gdy zostanie Ci wolny czas.
8.
Na rozwiązanie testu masz 40 minut.
Powodzenia!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
ZESTAW ZADAŃ TESTOWYCH
1. Do wymagań eksploatacyjnych maszyn i urządzeń nie należy
a)
niezawodność eksploatacyjna.
b)
przystosowanie maszyny do wykonywania wyznaczonych zadań.
c)
trwałe zachowanie dokładności.
d)
małe koszty eksploatacji.
2. Skrót WOT oznacza
a)
warunki odbioru technicznego.
b)
warunki odbioru technologicznego.
c)
właściwe oznaczenie technologiczne.
d)
warunki odczytu technologii.
3. Badanie maszyn i urządzeń pod obciążeniem ma na celu
a)
określenie umownej charakterystyki eksploatacyjnej.
b)
określenie spoczynkowej charakterystyki eksploatacyjnej.
c)
określenie rzeczywistej charakterystyki eksploatacyjnej.
d)
określenie korzystnej charakterystyki eksploatacyjnej.
4. Przez niezawodność urządzenia rozumie sie
a)
bezobsługowe eksploatowanie.
b)
bezobsługowe działanie.
c)
zdolność urządzenia do zrealizowania postawionych mu zadań podwójnie.
d)
zdolność urządzenia do zrealizowania postawionych mu zadań.
5. Wskaźnikiem niezawodności urządzenia jest
a)
prawdopodobny średni czas napraw.
b)
prawdopodobny średni czas bezzakłóceniowej pracy.
c)
prawdopodobny średni czas konserwacji.
d)
prawdopodobny średni czas eksploatacji.
6. Do materiałów eksploatacyjnych nie zaliczamy:
a)
ś
rodków smarnych,
b)
części zamiennych
c)
gazów technicznych
d)
cieczy roboczych
7. Środki smarne stosowane w eksploatacji urządzeń mechanicznych można podzielić ze
względu na
a)
pochodzenie
b)
skład chemiczny
c)
cenę
d)
kolor
8. Przy dużych obciążeniach do smarowania przekładni stosujemy
a)
stałe powłoki smarowe.
b)
smary plastyczne.
c)
oleje mineralne.
d)
oleje EP.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
9. Badaniom polegającym na ocenie stanu okładzin, bębnów i mechanizmu docisku,
zgodności regulacji mechanizmu docisku z dokumentacją techniczno-ruchową, oraz
kontroli skuteczności działania poddaje się
a)
wały
b)
sprzęgła
c)
hamulce
d)
osie
10. Prawidłowość działania maszyny ocenia się na podstawie jej
a)
charakterystyki statycznej.
b)
charakterystyki obciążeniowej.
c)
charakterystyki dynamicznej.
d)
charakterystyki roboczej.
11. Skrót DTR oznacza
a)
dokumentacje technologiczno-ruchową.
b)
dokumentacje techniczno-ruchową.
c)
dokumentacje techniczno-rysunkową.
d)
dokumentacje techniczna i rozruchową.
12. Trybologia jest nauką o
a)
przekładniach pasowych.
b)
przekładniach zębatych.
c)
tarciu i procesach towarzyszących tarciu.
d)
procesach smarowania.
13. Do zadań brygad utrzymania ruchu należy
a)
rozstrzyganie przetargów na zakup nowym maszyn.
b)
wykonywanie czynności smarowniczych.
c)
zakup urządzeń.
d)
sporządzanie dokumentacji techniczno-ruchowej.
14. Instrukcję demontażu stosuje się
a)
dla prostych i skomplikowanych zespół.
b)
tylko dla prostych zespołów.
c)
tylko dla skomplikowanych zespołów.
d)
tylko dla silników spalinowych.
15. Klin smarowy powstaje zawsze, gdy
a)
miedzy współpracującymi elementami istnieje dostatecznie mały luz.
b)
jest dodatkowa pompa podająca olej smarny.
c)
jest nadmiar smaru miedzy współpracującymi elementami.
d)
między współpracującymi elementami istnieje dostatecznie duży luz.
16. Obsługą techniczną nazywa się obsługę
a)
której celem jest stworzenie warunków organizacyjnych do wykorzystania
urządzenia zgodnie z jego przeznaczeniem.
b)
której celem jest odtworzenie stanu zdatności urządzenia do przewidzianych zdań.
c)
polegającą na naprawie urządzenia.
d)
zajmująca się montażem urządzenia.
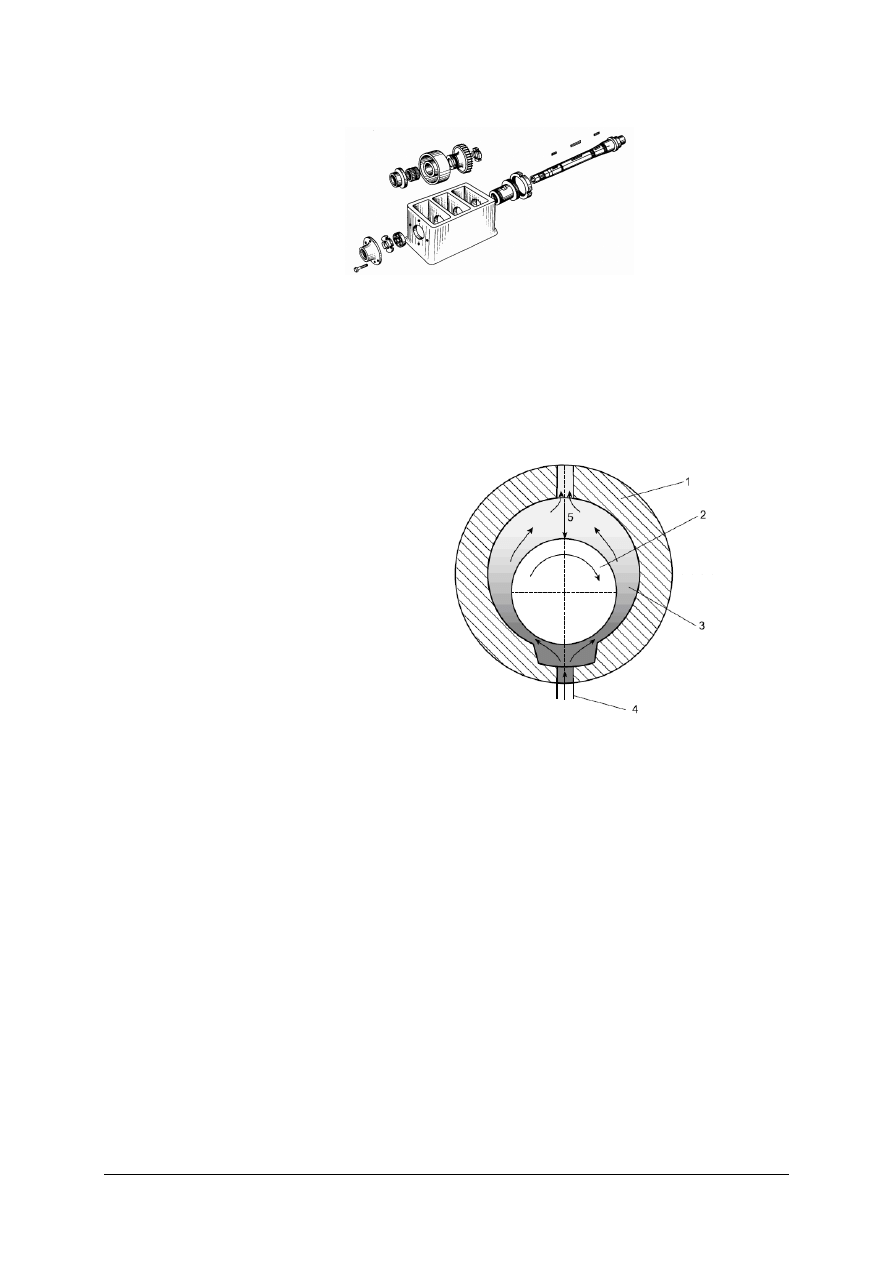
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
17. Na rysunku poniżej przedstawiono
a)
rysunek złożeniowy.
b)
rysunek montażowy.
c)
rysunek.wykonawczy.
d)
szeregowej.
18. Przełomy międzyziarniste są to
a)
drobne wady powierzchniowe.
b)
rozwarstwienia tworzywa przechodzące przez granice ziaren krystalicznych.
c)
rozwarstwienia tworzywa przechodzące na granicy ziaren krystalicznych.
d)
wżery powierzchniowe.
19. Jeżeli oznaczono numerami:1 – panew łożyska, 2 – wał łożyska, 3 – środek smarny, 4 –
wlot środka smarnego, 5 – wylot środka smarnego to rysunek przedstawia smarowane:
a)
hydrostatyczne.
b)
hydrodynamiczne.
c)
elastohydrodynamiczne.
d)
statyczne.
20. Olej maszynowy 16 służy do smarowania
a)
przekładni zębatych.
b)
łożysk tocznych.
c)
łożysk ślizgowych.
d)
przekładni planetarnych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
KARTA ODPOWIEDZI
Imię i nazwisko………………………………………………………………………………….
Użytkowanie i obsługiwanie maszyn i urządzeń
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
6. LITERATURA
1.
Grzegórski Z.: Technologia. Montaż maszyn i urządzeń. WSiP, Warszawa 1983
2.
Grzegórski Z.: Technologia. Eksploatacja i naprawa maszyn i urządzeń. WSiP,
Warszawa 1984
3.
Górecki A., Grzegórski Z.: Technologia. Montaż, naprawa i eksploatacja maszyn
i urządzeń. WSiP, Warszawa 1996
4.
Górecki A., Grzegórski Z.: Technologia. Ślusarstwo przemysłowe i usługowe. WSiP,
Warszawa 1998
5.
Legutko S.: Podstawy eksploatacji maszyn i urządzeń. WSiP, Warszawa 2004
6.
Solis H., Lenart T.: Technologia i eksploatacja maszyn. WSiP, Warszawa 1982
7.
Zawora J.: Podstawy technologii maszyn. WSiP, Warszawa 2001
8.
www.hiwin.pl
9.
zwm.pb.bialystok.pl
Czasopisma:
–
Mechanik
–
Przegląd Mechaniczny
Wyszukiwarka
Podobne podstrony:
operator maszyn i urzadzen metalurgicznych 812[02] z1 01 u
operator maszyn i urzadzen metalurgicznych 812[02] z1 01 n
operator maszyn i urzadzen metalurgicznych 812[02] z1 02 n
operator maszyn i urzadzen metalurgicznych 812[02] z1 02 n
operator maszyn i urzadzen metalurgicznych 812[02] z1 02 u
operator maszyn i urzadzen metalurgicznych 812[02] z1 01 u
operator maszyn i urzadzen metalurgicznych 812[02] o1 02 n
operator maszyn i urzadzen metalurgicznych 812[02] o1 02 u
operator maszyn i urzadzen metalurgicznych 812[02] z2 02 n
operator maszyn i urzadzen metalurgicznych 812[02] z2 04 n
operator maszyn i urzadzen metalurgicznych 812[02] o1 06 u
operator maszyn i urzadzen metalurgicznych 812[02] z2 03 n
operator maszyn i urzadzen metalurgicznych 812[02] o1 06 n
operator maszyn i urzadzen metalurgicznych 812[02] o1 05 n
operator maszyn i urzadzen metalurgicznych 812[02] z2 04 u
operator maszyn i urzadzen metalurgicznych 812[02] o1 03 n
operator maszyn i urzadzen metalurgicznych 812[02] o1 04 u
więcej podobnych podstron