a85 KodowanieDanychUstawczych09
1
Zakład Obróbki Plastycznej i Odlewnictwa
APMA1-L15
Automatyzacja procesów materiałowych
Kierunek Automatyka i Robotyka (
AiR
)
sem.
6
, kod w siatce studiów
56
Ćwiczenie
A8
Temat:
Kodowanie danych ustawczych dla przyrządu
specjalnego
L.Olejnik, M.Sierpiński
Materiały do ćwiczenia
A8
Warszawa 2008-2009
APMA1
A8
a85 KodowanieDanychUstawczych09
2
Cel ćwiczenia
Poznanie czynności, które są wykonywane podczas uruchamiania produkcji części maszyn
wykonywanych przy użyciu przyrządów specjalnych (tłoczników wielozabiegowych przeznaczonych do
pracy na prasach automatycznych, form do pracy na wtryskarkach oraz trwałych form odlewniczych, np.
kokili, form ciśnieniowych, form do odlewania próżniowego). Zapoznanie się z budową systemu
informatycznego, przeznaczonego do zarządzania przyrządami specjalnymi w warunkach produkcji
zautomatyzowanej, który stosuje elektroniczną identyfikację obiektów.
Zadanie problemowe
Wprowadzić nowy przyrząd specjalny do systemu informatycznego, który obsługuje rozdzielnię
narzędzi wydziału tłoczni. Stosując program do kodowania danych identyfikacyjnych przygotować zestaw
nastaw dla nowego przyrządu i zapisać je w elektronicznym nośniku danych.
Wprowadzenie
Współcześnie przy produkcji części maszyn obserwuje się wyraźny wzrost udziału technologii materiałowych.
Cechą charakterystyczną tych technologii jest wykorzystanie oprzyrządowania specjalnego. Z tego powodu obrót
oprzyrządowaniem technologicznym i przekazywanie nastaw do maszyny produkcyjnej, zyskuje coraz większe
znaczenie dla wzrostu efektywności współczesnych systemów wytwarzania.
W prymitywnych warunkach produkcyjnych przyrządy są rozpoznawane przez człowieka na podstawie ich
cech charakterystycznych. Przy większej skali produkcji, ale przy braku zautomatyzowania gospodarki narzędziowej,
wystarczy identyfikowanie przyrządów na podstawie przypisanych im nazw i numerów identyfikacyjnych. Logicznym
następstwem decyzji o wprowadzeniu jakiejkolwiek automatyzacji w zakresie gospodarki narzędziowej jest
zautomatyzowanie zarządzania danymi odnoszącymi się do narzędzi. Podstawowym środkiem technicznym nadającym
się do tego celu są systemy identyfikacji narzędzi.
W dążeniu do usprawnienia przekazywania nastaw do urządzeń technologicznych został opracowany
komputerowy system automatycznej identyfikacji przyrządów, przeznaczony do usprawniania przezbrajania pras.
Wykorzystuje on elektroniczne nośniki danych powszechnie dziś stosowane do automatycznej identyfikacji
oprzyrządowania technologicznego. Prototypowy system do przechowywania danych o przyrządach zbudowano z
użyciem elementów identyfikacji dotykowej iButton, którego głównym składnikiem jest tak zwana pastylka pamięci.
Posiada ona własny unikalny numer seryjny oraz pamięć, do której można wpisać informacje o przyrządzie specjalnym.
W skład systemu wchodzi zarówno wspomaganie prac związanych z pobieraniem i aktualizacją nastaw ułatwiających
prawidłowe przezbrajania pras jak również usprawnienie identyfikacji i magazynowania przyrządów oraz wspomaganie
realizacji zleceń. System składa się z przyrządów specjalnych, magazynu, nośników danych, pras oraz komputera
wyposażonego w odpowiedni program komputerowy i drukarkę do wyprowadzania instrukcji ustawienia maszyn (pras,
wtryskarek i maszyn odlewniczych). Praca z systemem pozwala na pokazanie jego zalet w porównaniu z tradycyjnym
prowadzeniem gospodarki narzędziowej opartej na dokumentacji papierowej.
System omija znane wady programów współpracujących ze scentralizowanymi bazami danych. W przypadku
wielu użytkowników mających prawo dostępu do danych, poszczególne rekordy bywają blokowane, co uniemożliwia
swobodną aktualizację ich zawartości. Zastosowanie nośników informacji do składowania danych daje komfort
udostępniania ich zawsze tam gdzie są potrzebne. Ponieważ dane wędrują z obiektem (co uzyskano przez przymocowanie
nośnika informacji do obiektu) mogą być łatwo aktualizowane. Aktualizacja odbywa się w miejscu, w którym doszło do
zmiany zawartości rekordu. Może to nastąpić na stanowisku roboczym, w magazynie przyrządów lub w warsztacie
remontowym. Warta podkreślenia jest również terminowość odświeżania danych. System wymusza bowiem aktualizację
informacji po każdorazowym wystąpieniu zmian stanu obiektu.
Aby zapewnić integralność danych, która może być zakłócona przez nieautoryzowany zapis, wprowadzono
system zabezpieczeń. Opiera się on na zbudowanej strukturze wielopoziomowego dostępu. W działaniu zabezpieczeń
wykorzystano także komponenty elektronicznej identyfikacji.
System stanowi istotny etap w rozwoju komunikacji między nośnikiem danych a układem sterowania prasy.
Eliminuje kartoteki papierowe wprowadzając odczyt i zapis elektroniczny. W efekcie umożliwia pełną automatyzację
przezbrajania pras bez potrzeby udziału człowieka w transmisji danych sterujących procesem obróbkowym do
stanowiska roboczego.
APMA1
A8
a85 KodowanieDanychUstawczych09
3
Tradycyjny sposób identyfikacji
Alternatywnym rozwiązaniem dla automatycznego systemu identyfikacji wykorzystującego elektroniczne
etykiety - w razie wystąpienia ewentualnej awarii (braku zasilania, wirus w systemie komputerowym, uszkodzenie
pastylki identyfikacyjnej itp.) - jest tradycyjny sposób identyfikacji oprzyrządowania specjalnego, dotychczas
stosowany w zakładach produkcyjnych. Taki sposób cechowania opisany jest w polskiej normie „Klasyfikacja i
znakowanie pomocy specjalnych warsztatowych” o numerze PN-63/M-01155 [1]. Przedmiotem tej normy jest podział
oraz budowa symboli pomocy specjalnych, stosowanych w obróbce i montażu.
Symbole pomocy specjalnych stosuje się do cechowania pomocy oraz ich oznaczania w wykazach
ewidencyjnych i dokumentacji technologicznej. Pomoce specjalne są to nie objęte normami narzędzia (np.: stemple,
matryce), przyrządy (tłoczniki), uchwyty i urządzenia pomocnicze (podajniki), zaprojektowane i wykonane przez
zakład dla własnych potrzeb lub wykonywane na jego zlecenie przez wyspecjalizowane narzędziownie. W obróbce
plastycznej bardzo dużą część stanowią pomoce specjalne gdyż większość oprzyrządowania – szczególnie użytkowego
na prasach - jest przeznaczona tylko do produkcji określonego wyrobu.
Według normy PN-63/M-01155, pomoce specjalne dzieli się na:
działy
grupy (w poszczególnych działach)
typy (w poszczególnych grupach)
Istnieją dwa rodzaje znakowania wykorzystujące oznaczenia literowe oraz oznaczenia cyfrowe. Symbolem
działu związanego z obróbką plastyczną w oznaczeniu literowym jest duża litera „T” , w oznaczeniu cyfrowym cyfra
„7”. Działem, którego ten symbol dotyczy jest dział poświęcony pomocom do obróbki plastycznej na zimno.
Podstawowe grupy występujące w dziale obróbki plastycznej (T lub 7) przedstawia tablica 1.
Tablica 1. Podział na grupy w znakowaniu przyrządów i pomocy w obróbce plastycznej na zimno
Symbol
Nazwa
działu - grupy
literowy
cyfrowy
działu
grupy
działu
grupy
T 7
Pomoce do obróbki plastycznej na zimno
TB
71
Tłoczniki do cięcia (wykrojniki)
TC 72
Tłoczniki do ciągnienia (ciągowniki)
TD 73
Tłoczniki do gięcia i wygniatania
TE 74
Tłoczniki złożone (wielozabiegowe)
TF 75
Pomoce do maszynowej obróbki rur, profili i drutu
TG 76
Pomoce do mechaniczno-ręcznego lub ręcznego kształtowania
TH 77
Tłoczniki do zagniatania
TJ 78
Pomoce do walcowania, skuwania, wycinania i dogniatania
TK 79
Urządzenia pomocnicze do obróbki plastycznej
W każdej z grup może wystąpić dziesięć typów z oznaczeniami literowymi od **A do **K oraz w przypadku
oznaczeń cyfrowych od **0 do **9.
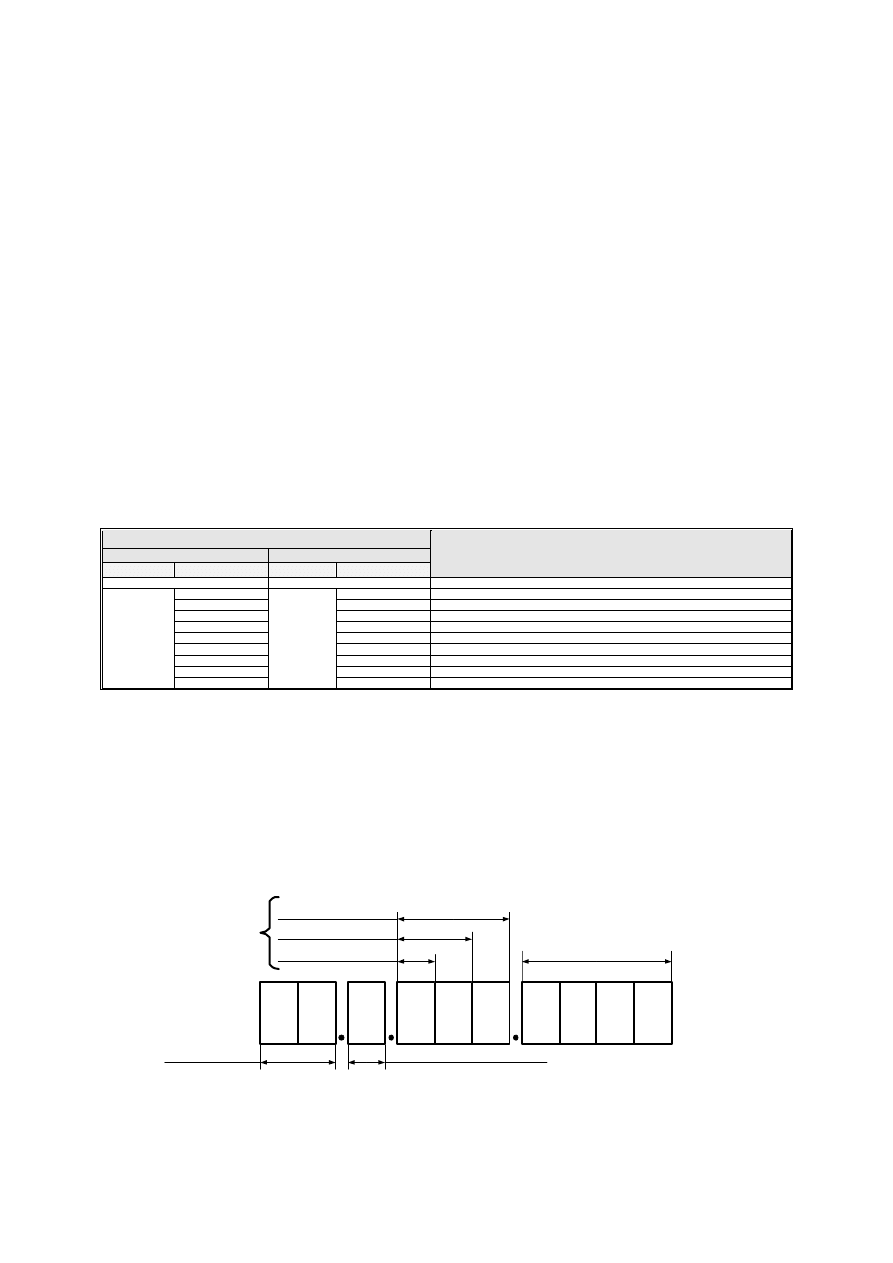
Symbol pomocy specjalnych składa się z części określającej dział, grupę lub typ oraz z kolejnego numeru
pomocy w poszczególnym dziale, grupie lub typie zgodnie z przyjętą szczegółowością podziału. Symbol pomocy w
miarę potrzeby może być uzupełniony wyróżnikiem zakładu użytkującego oraz wyróżnikiem wydziału produkcyjnego
w tym zakładzie. Te dodatkowe symbole są niezbędne, gdy zakład jest bardzo rozbudowany posiada wiele magazynów
oprzyrządowania oraz gdy prowadzi wypożyczanie oprzyrządowania na potrzebę innych jednostek organizacyjnych,
zakładów, itp. Poszczególne człony symbolu oddziela się kropkami. Kolejność członów symbolu oraz ilość i kolejność
znaków w poszczególnych członach powinna być zachowana jak na rys.1.
Wyróżnik zakładu
2 znaki
Wyróżnik wydziału w zakładzie
1 znak
Numer kolejny pomocy -
1,2,3 lub 4 znaki
Symbol działu - 1znak
Symbol grupy - 2 znaki
Symbol typu - 3 znaki
Okre
ślenie pomocy
wg g
łę
boko
ści podzia
łu
Rys. 1. Budowa symbolu przeznaczonego do znakowania oprzyrządowania
Równoległe stosowanie obydwu systemów, tj. identyfikacji tradycyjnej i automatycznej, nie jest rzeczą trudną.
W większości przypadków system automatycznej identyfikacji jest przecież wprowadzany dla istniejącego już
oprzyrządowania, które powinno być sklasyfikowane i oznakowane na podstawie normy PN-63/M-01155. Przy
APMA1
A8
a85 KodowanieDanychUstawczych09
4
prawidłowej pracy odpowiednio skonstruowanego automatycznego systemu identyfikacji, korzystanie z cechowania
przyrządów a przez to z dokumentacji „papierowej” jest niepotrzebne. Ale oznakowanie oprzyrządowania jest tanim i
korzystnym zabezpieczeniem przed różnego rodzaju awariami.
Identyfikacja automatyczna
Koncepcja użycia elektronicznych nośników informacji do przechowywania i udostępniania danych o stanie
narzędzi nie jest nowa. W technikach wytwarzania znane jest wyposażenie w takie nośniki oprawek narzędzi
skrawających. Automatyczną identyfikację narzędzi najłatwiej było wprowadzić w obróbce skrawaniem, gdyż właśnie
w tej technologii motywacje były największe. Kształtowanie przedmiotu skrawaniem wymaga znacznych czasów
obróbki, co przekłada się na długą drogę skrawania i w konsekwencji na szybkie zużycie ostrza skrawającego. Często
też trzeba użyć wielu różnych narzędzi uniwersalnych, które pobierane są jedno za drugim i każde wykonuje przypisaną
sobie część pracy obróbczej. Zautomatyzowanie procesu, w którym często pobierane są narzędzia obróbkowe nie było
możliwe bez wprowadzenia jakiegoś sposobu identyfikacji ich stanu. Sekwencje ruchów przedmiotu względem
narzędzi - przypadające na każde z narzędzi - zapisane są w jednym programie obróbczym. Z tego powodu program
dostarczany jest do obrabiarki w oderwaniu od narzędzi, które jako uniwersalne mogą pochodzić z różnych źródeł.
Chodzi tylko o to, aby ich stan gwarantował wykonanie prawidłowego przedmiotu. Jednym z zadań obrabiarki
sterowanej numerycznie jest przyporządkowanie odpowiednich fragmentów programu poszczególnym narzędziom i
kontrolowanie ich jakości. Pomaga jej w tym system automatycznej identyfikacji narzędzi.
Istotnym elementem systemu automatycznej identyfikacji narzędzi jest udostępnianie informacji o aktualnym
stanie narzędzia skrawającego. Praktyka obróbki skrawaniem wskazuje, że nawet przy złożonych zadaniach
obróbczych rekord opisu stanu narzędzia nie jest zbyt skomplikowany. W tablicy 2 pokazano przykładową zawartość
opisu aktualnej kondycji ostrza skrawającego. Zawiera ona jedynie kilka pozycji, które wyczerpująco charakteryzują
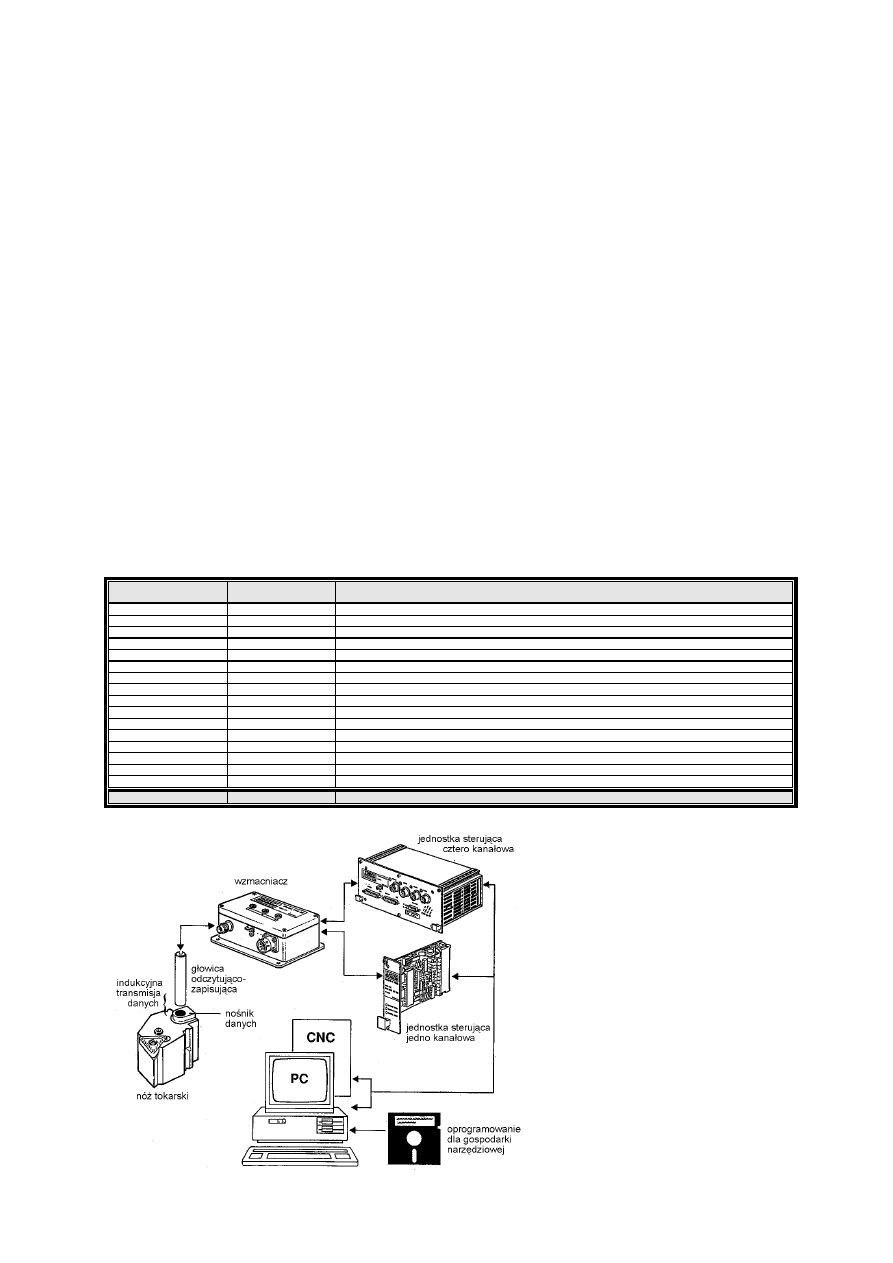
narzędzie. Dlatego stosunkowo łatwo było znaleźć stosowny nośnik dla danych identyfikacyjnych. W obrabiarkach
skrawających upowszechnił się system indukcyjny. Jego konfiguracja zakłada istnienie komponentów, które wraz z
wzajemnym powiązaniem pokazano na rys.2.
Tablica 2. Zawartość rekordu opisującego stan ostrza skrawającego
[2]
Nazwa pozycji
Liczba Bitów
Przeznaczenie
Name 160
Nazwa
narzędzia określająca jego rodzaj (np. wiertło, gwintownik, frez palcowy)
ID
32
Unikatowy numer identyfikujący narzędzie
Dimension
48
Wymiar znamionowy (np. średnica)
Duplicat 8
Liczba
narzędzi zamiennych
Diameter 48
Zmierzona
wartość wymiaru charakterystycznego
Length 48
Zmierzona
wartość drugiego istotnego wymiaru
Angle/Radius 48
Najmniejszy
kąt/promień dający się wykonać przy użyciu narzędzia
Srtoke ratio
8
Współczynnik do obliczania siły posuwu, [%]
RPM ratio
8
Współczynnik do obliczania mocy napędu, [%]
Life 32
Całkowita trwałość, wyrażona w 10-cio sekundowych odcinkach czasowych
Usage 32
Aktualna
trwałość użyteczna
Life toggle
8
=1, gdy trwałość jest wyczerpana
Wear toggle
8
=1, gdy narzędzie jest zużyte
Failure toggle
8
=1, gdy narzędzie jest wykruszone
Occupation
8
Rezerwacja miejsca w magazynie narzędzi
Tool number
32
Numer narzędzia w programie obróbczym NC
Σ bitów
536
Suma zajętości pamięci
Rys. 2. Składniki systemu identyfikacji
opartego na indukcyjnych nośnikach
informacji [
3
]

APMA1
A8
a85 KodowanieDanychUstawczych09
5
Jak widać z rys.2 łańcuch sprzętowy systemu jest dość długi. Oprócz nośnika informacji występuje tu czytnik,
wzmacniacz i konwerter, powiązane specjalną linią przesyłową. Tym samym system taki jest drogi. W technologii
sterowania numerycznego system automatycznej identyfikacji narzędzi jest częścią maszyny NC. Będąc jednak
składnikiem drogiej obrabiarki, koszt systemu - chociaż znaczny - stanowi i tak niewielki ułamek wysiłku
inwestycyjnego ponoszonego przy zakupie obrabiarki NC.
Skoro łatwo zgodzono się na wyposażanie oprawek narzędzi skrawających w nośniki informacji, można było
pójść dalej. Krokiem tym było rozciągnięcie wspomagania komputerowego obrotem narzędzi na obszar wykraczający
poza maszynę sterowaną numeryczne. Wystarczyło dodać do łańcucha sprzętowego systemu identyfikacji urządzenie
mikroprocesorowe zdolne do przetwarzania danych o narzędziu. Może to być komputer PC. Tam gdzie będzie on
zainstalowany uzyskamy stanowisko komputerowego zarządzania narzędziami. Zwróćmy jednak uwagę, że jak
pokazuje rys.2 w każdym miejscu, w którym obsługiwane jest narzędzie, muszą wystąpić wszystkie składniki systemu
identyfikacji. Chociaż koszt instalacji indukcyjnej stanowi poważną barierę rozwoju to na rynku pojawiło się kilka
propozycji (np. system zarządzania narzędziami skrawającymi i pomocami warsztatowymi firmy SANDVIK).
Oprogramowanie tego systemu w istocie przetwarza informacje zawarte w indukcyjnych nośnikach danych. Trzeba
jednak przyznać, że większość systemów pobiera z nośników tylko numer identyfikacyjny narzędzia. Dane opisujące
jego aktualną kondycję odszukiwane są w centralnej bazie danych po skojarzeniu numeru narzędzia z odpowiednim
rekordem z bazy. Dążąc do obniżenia kosztów, producenci niektórych systemów zarządzania narzędziami w ogóle
rezygnują z zastosowania elektronicznej identyfikacji. W takich przypadkach bazuje się na cechach szczególnych
narzędzia identyfikując je poprzez numer naniesiony na narzędziu. Sam zaś proces identyfikacji wspomaga dostępnymi
współcześnie narzędziami takimi, jak przetwarzanie obrazu czy efektywne przeszukiwanie obszernych baz danych.
W technologiach materiałowych, gdzie stosuje się przeważnie narzędzia specjalne, powiązanie programu
obróbczego z narzędziem w niczym nie przypomina współzależności występującej przy skrawaniu. Program obróbczy
nie jest tu całkowicie ujęty w sekwencji ruchów, jak to jest w przypadku skrawania. Duża jego część jest zapisana w
narzędziu, głównie w postaci odpowiedniej jego konstrukcji i działania. Zatem odpowiednie osadzenie narzędzi w
ramach przyrządu i następnie jego ustawienie na maszynie i w końcu uruchomienie jego współdziałania z maszyną jest
gwarancją powodzenia produkcyjnego.
W rezultacie uruchomienie produkcji z użyciem przyrządu specjalnego jest skomplikowanym zabiegiem, który
wymaga dostarczenia sporej dawki informacji nastawczych. Dane te pozwalają na zgranie przyrządu nie tylko z
maszyną, ale również z urządzeniami pomocniczymi i przepływającym przez przyrząd materiałem, z którego powstaje
wyrób o określonych własnościach geometrycznych i fizycznych. Trzeba tu podkreślić, że technologie materiałowe w
odniesieniu do obróbki skrawaniem nie służą tylko do nadawania kształtu, ale również i formułują własności wyrobów.
Dotyczy to nie tylko cech warstwy wierzchniej, ale także całej objętości wyrobu. Dzięki temu często można
zrezygnować z wykonywania dodatkowych zabiegów cieplno-chemicznych dla podwyższenia cech użytkowych
wyrobu.
Wymienione powyżej duże możliwości technologii materiałowych okupione są znacznymi wymaganiami
związanymi z ustawieniem przyrządu specjalnego na stanowisku roboczym. Pamiętać przy tym należy, że dane
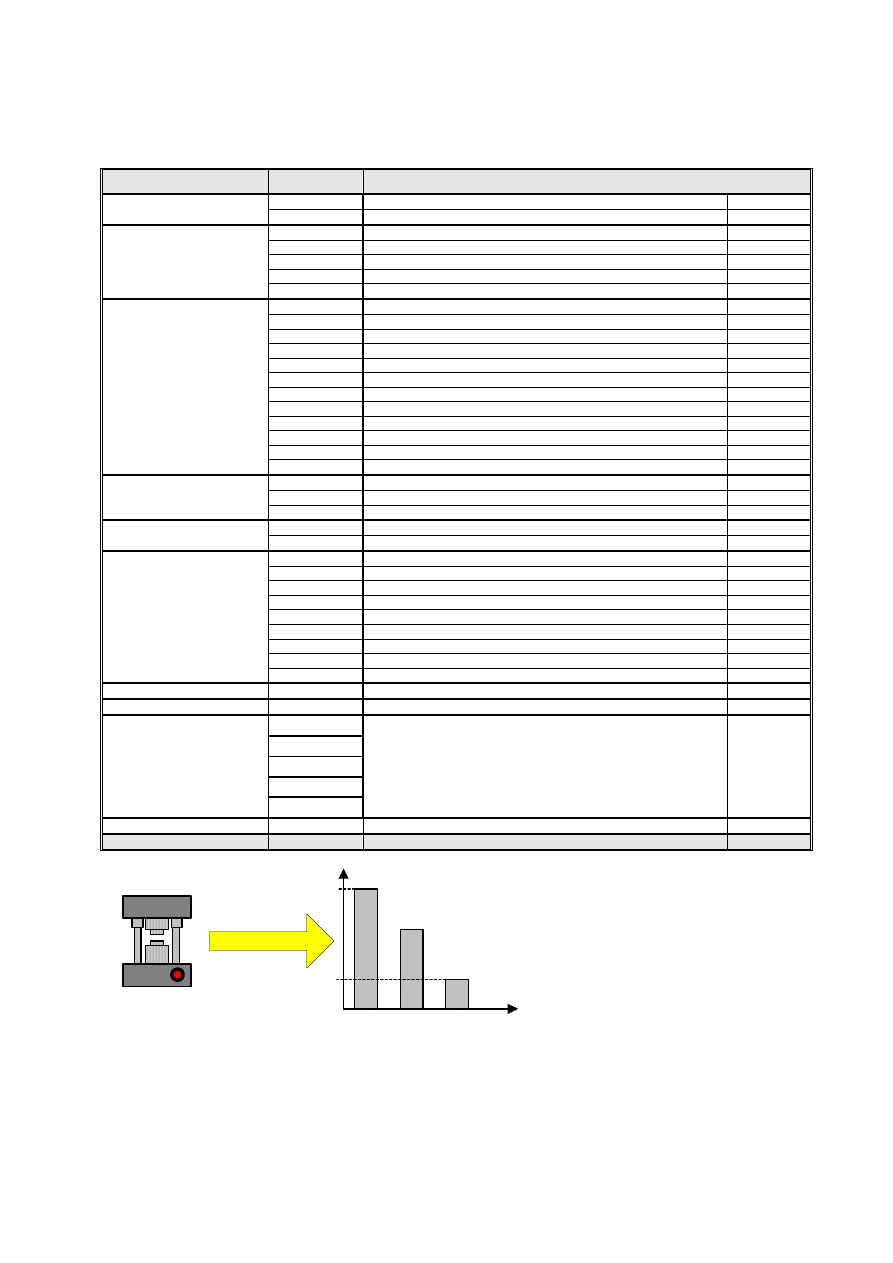
ustawcze silnie zależą od aktualnego stanu przyrządu. Rekord opisu dla średnio skomplikowanego przyrządu
wielozabiegowego, przeznaczonego do tłoczenia wyrobów z blach jest obszerny. W tablicy 3 pokazano zawartość
takiego rekordu dla przeciętnego tłocznika. Trzeba tu zaznaczyć, że dane zaczerpnięto z dokumentacji papierowej
prowadzonej przez pracowników tłoczni. Z racji uciążliwości, jakie występują przy prowadzeniu takiej dokumentacji,
zapisuje się w niej tylko najważniejsze pozycje, te niezbędne dla pracy tłocznika. Pozostałe zaś, mniej ważne dla
prawidłowej eksploatacji, dobiera się każdorazowo bezpośrednio na stanowisku roboczym prowadząc próby
kształtowania. Nie jest to dobry zwyczaj, gdyż stanowi zagrożenie dla jakości wyrobu, której poziom może się obniżać
przez świadome zaburzenie powtarzalności warunków kształtowania między kolejnymi partiami produkcyjnymi.
Biorąc pod uwagę informacje dotyczące stanu tłocznika (patrz tablica 3, informacje o budowie i przeznaczeniu
technologicznym tłoczników podano w [4]) opisujący go rekord danych zajmuje około 4300 bitów pamięci (jest to
rzeczywista zajętość pamięci nośnika). Przypomnijmy, że dane ustawcze przedstawione w tablicy 3 służyły do ręcznego
ustawienia przyrządu na stanowisku roboczym. Z tego powodu wiele informacji wręcz pominięto. Uznano je bowiem
za domyślne, które należą do rutynowej działalności ustawiacza oraz operatora prasy i urządzeń automatyzujących.
W przypadku zautomatyzowanych stanowisk rekord jest bardziej rozbudowany. Nie można przecież liczyć na
inteligencję urządzeń i trzeba dostosować nastawy do stopnia automatyzacji zastosowanego w procesie przezbrajania.
W przypadku pełnej automatyzacji cała – dodajmy obszerna – dawka informacji potrzebna do przezbrojenia stanowiska
musi być przekazana samoczynnie do układu sterowania. Należy podkreślić, że w powyższych rozważaniach skupiono
się na wątku odpowiedniego przygotowania stanowiska do pracy z przyrządem specjalnym, pomijając kwestię oceny
stanu przyrządu. Jest to odrębne zagadnienie, którego uwzględnienie zwiększa dawkę informacji stowarzyszonej z
przyrządem.
System identyfikacji dotykowej
Tani system, pozwalający na niezawodną realizację automatycznego przekazywania danych ustawczych w
warunkach przemysłowych można zbudować na bazie systemu automatycznej identyfikacji opartego na chipie pamięci,
który zdolny jest do przechowywania sporej dawki danych w długim okresie czasu. Czas przechowywania uzależniony
APMA1
A8
a85 KodowanieDanychUstawczych09
6
jest od okresu eksploatacji przyrządu. W obróbce plastycznej czas użytkowania przyrządów waha się w granicach od 3
do 10 lat. Długość okresu eksploatacji wynika z okresu przyjętego dla pełnej amortyzacji przyrządu, który zależy od
seryjności produkcji (rys.3).
Tablica 3. Zawartość rekordu opisu stanu przyrządu dla przeciętnego tłocznika (dane z tłoczni zakładu ZELMOT)
Typ danych
Liczba bitów Parametry
Opis przyrządu 288
nazwa
przyrządu
72 cecha
przyrządu
Przeznaczenie przyrządu
80
typ prasy
56 nr
stanowiska
288 nazwa
operacji
80 nr
referencyjny
wyrobu
240 materiał podstawowy
Nastawy prasy
48
nacisk roboczy
[kN]
40 skok
suwaka
[mm]
40
liczba skoków suwaka
[min
-1
]
40 wysokość zamknięta
[mm]
32 wykręcenie łącznika
[mm]
40 wysokość płyty stołu
[mm]
48 rodzaj
pracy
poj./aut.
40 skok
wyrzutnika
[mm]
40 położenie belki wypychacza
[mm]
48
typ poduszki pneumatycznej
pow.,skok
40
skok poduszki pneumatycznej
[mm]
40 siła poduszki (ciśnienie)
[MPa]
Sposób ustawienia i
mocowania przyrządu
32
średnica czopa
[mm]
80 zestaw
listew
40 siła mocowania
[kN]
Warunki obróbki
40
temperatura
[˚C]
80 atmosfera
otoczenia
Urządzenia automatyzujące 80
Podajnik taśmy
128
typ podajnika
40
przesuw materiału na suw
[mm]
48
zwis taśmy pomiędzy podajnikami
[mm]
40
odległość dolnej powierzchni taśmy od stołu
[mm]
40
odległość podajnika od tłocznika
[mm]
80
Bęben odwijający
80
Urządzenie prostujące
80
Bęben nawijający
Środki smarne
160
nazwa środka smarnego
Pomoce warsztatowe
480
nazwy pomocy
Eksploatacja przyrządu
80 ilość wykonanych detali
[sztuk]
80 ilość detali do wykonania
96
data ostatniego remontu
96 data
następnego remontu
128 stan
przyrządu
Uwagi 640
Informacje
związane z eksploatacją oprzyrządowania
Σ Bitów
4248
Suma zajętości pamięci koniecznej do przechowywania rekordu
Rys. 3.
Jakościowe przedstawienie
współzależności między rodzajem
produkcji a okresem zwrotu kosztów
budowy i eksploatacji przyrząd
u
W celu spełnienia postulatu o aktualności opisu przyrządu specjalnego informacja z nim stowarzyszona musi
być stale odświeżana. Można to osiągnąć przez wymianę zawartości informacji przechowywanej w chipie pamięci
(zastosowanie pamięci RAM). Innym sposobem jest uzupełnianie danych połączone z de-aktywacją informacji
nieaktualnej (użycie pamięci ROM). Omawiane dwa przypadki uaktualniania danych pokazano na rys.4.
okres zwrotu kosztów
[lat
a]
rodzaj produkcji
10
3
jednostkow
a
średnia
masowa
APMA1
A8
a85 KodowanieDanychUstawczych09
7
Dla pomyślnego wdrożenia automatycznej identyfikacji obok aspektów technicznych ważne są również
kwestie finansowe. Zastosowany system powinien być tani i nie przekraczać 3% średniej wartości eksploatowanych
przyrządów.
Rys. 4. Podstawowe typy pamięci
stosowane w systemach automatycznej
identyfikacji
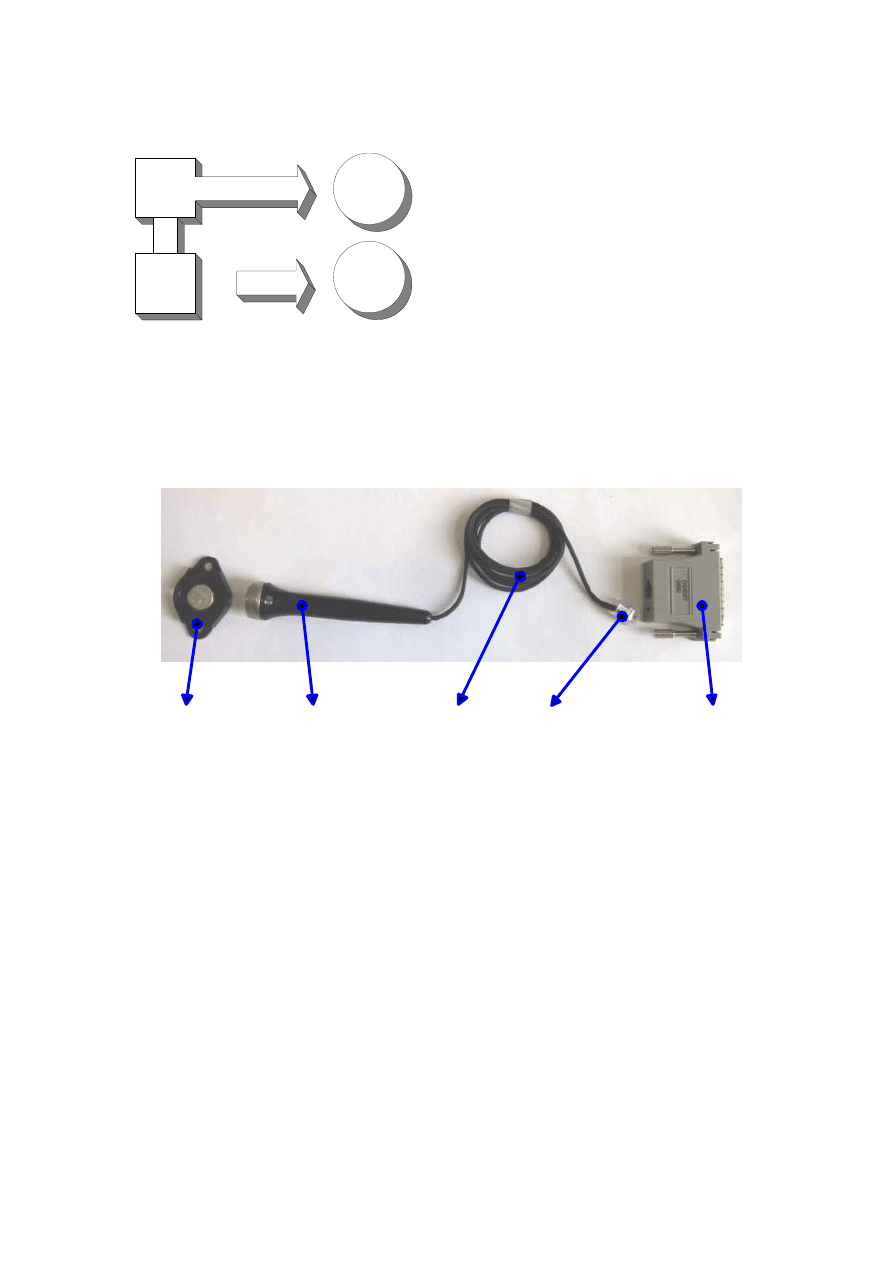
Na rys.5 pokazano elementy systemu automatycznej identyfikacji dotykowej o nawie iButton. Na rysunku
pokazano zestaw niezbędny dla prawidłowej pracy, jednocześnie podając przeciętny koszt poszczególnych składników.
Najwyższą cenę podano dla interfejsu, który w przypadku użycia komputera PC stosuje transmisję danych za pomocą
łącza szeregowego (RS232 w starszych rozwiązaniach i USB w nowszych). Na sumaryczny koszt użycia systemu
największy wpływ ma jednak cena nośnika danych, a liczba ich zależy od liczby obiektów obsługiwanych przez
system. Na koszt nośnika największy wpływ ma objętość zainstalowanej w nim pamięci.
Rys. 5. Składniki systemu automatycznej identyfikacji dotykowej o nazwie iButton
Przezbrajanie pras jako system informatyczny
Przezbrajanie pras można rozpatrywać w kategoriach inżynierii systemów. Jak wiadomo, system jest to
zbiorowość, która stanowi pewną funkcjonalną całość. Aby jednak zbiorowość mogła być traktowana jako system musi
zawierać oprócz elementów składowych również zestaw odpowiednich relacji zachodzących między elementami. Musi
też być uwzględniona relacja między systemem a otoczeniem, czyli zespół wejść i wyjść. Obrót oprzyrządowaniem,
odbywający się na wydziałach produkcyjnych, jest ważną częścią gospodarki narzędziowej. Obejmuje on wszystkie
aspekty techniczno-organizacyjne związane z eksploatowanym na produkcji oprzyrządowaniem technologicznym. Są to
magazynowanie, przygotowywanie do produkcji, konserwacja po zejściu ze stanowiska roboczego, remonty okresowe,
ale również przeróbki, odtwarzanie części zużytych czy wreszcie złomowanie.
Naturalna bazą dla systemu przezbrajania pras jest rozdzielnia narzędzi. Jest to wypożyczalnia
oprzyrządowania specjalnego wraz z zapleczem magazynowym. W zakładach przemysłowych praca tej jednostki
organizacyjnej prowadzona jest obecnie przy użyciu kartoteki papierowej. W tym zbiorze informacji rejestrowane są
wszystkie przychody i rozchody. Taki sposób rejestracji stanu oprzyrządowania technologicznego musi być uznawany
za zadawalający jedynie w przypadkach niewielkiej liczby przyrządów, które ponadto współpracują z maszynami
uruchamianymi i obsługiwanymi ręcznie. W warunkach produkcji zautomatyzowanej, gdzie pracuje znaczna liczba
urządzeń sterowanych mikroprocesorowo, wzrasta znaczenie bezpośredniego przekazywania danych. Zwłaszcza w
przypadkach wysokiego stopnia automatyzacji, gdzie nie tylko proces produkcji odbywa się samoczynnie, ale także
etap przezbrajania wykorzystywany jest bez udziału człowieka. W technologiach materiałowych zazwyczaj przy
zmianie produkcji stanowisko robocze jest przystosowane do współpracy z innym oprzyrządowaniem. Wyznacznikiem
zmienna część informacji
RAM
ROM
EEPROM
EPROM
eksploatacja przyrządu
specjalnego
typ pamięci
realizacja sprzętowa
wymiana
dopisywanie
FLASH
MEMORY
Nośnik
(10-60zł)
Czytnik
(5zł)
Przewód z wtykiem
(4zł/mb)
Interfejs
(100zł)
APMA1
A8
a85 KodowanieDanychUstawczych09
8
zmiany jest więc nowe oprzyrządowanie technologiczne, które pojawia się na stanowisku. Uzasadnione zatem jest
skojarzenie informacji z przyrządem i tą drogą przekazanie jej na stanowisko robocze. W czasie produkcji dane
opisujące przyrząd mogą ewoluować. Będąc jednak przypisane do określonego przyrządu zmienione dane dotrą
wszędzie tam gdzie pojawia się przyrząd.
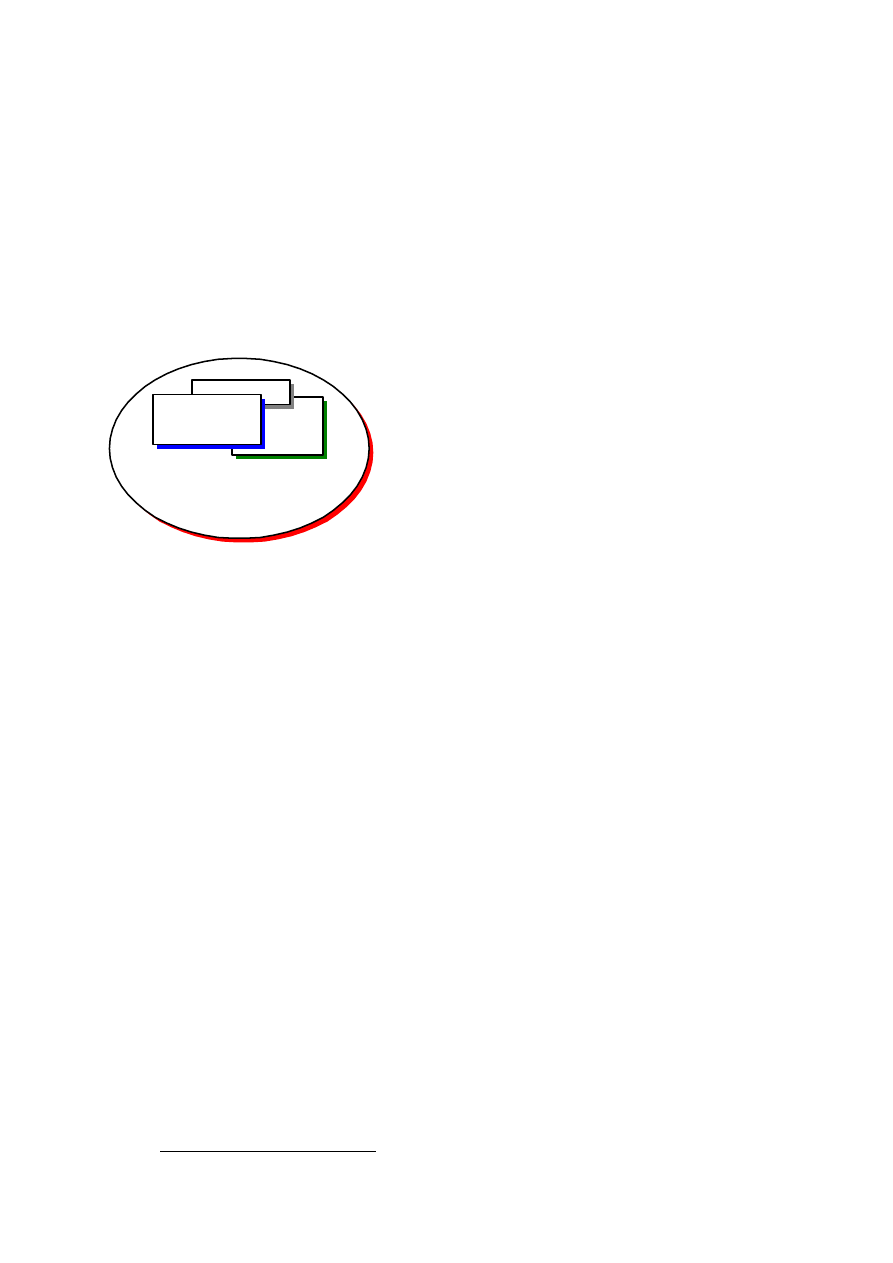
Z powyższych uwag wynika, że środowiskiem dla działania systemu jest obszar między magazynem
oprzyrządowania, halą produkcyjną i narzędziownią. Ponieważ jednak najważniejszym obiektem jest przyrząd jądro
systemu można osadzić w miejscu, przez które przyrząd zawsze przechodzi. Miejscem takim jest rozdzielnia
przyrządów. Rozdzielnia przyrządów wydziału mechanicznego
1
to system, który obsługuje obiekty (przyrządy) i
wymienia informacje z otoczeniem (maszyny). Aby zapewnić bezpośrednią wymianę danych najłatwiej będzie
zastosować elektroniczną identyfikację obiektów. W tym rozwiązaniu obiektom przypisuje się porcję informacji, która
w dowolnej chwili może być odczytana i zdalnie przekazana np. na drodze elektronicznej. Nałożenie systemu
elektronicznej identyfikacji na system rozdzielni/ magazynu przyrządów daje nową jakość, którą można wykorzystać
do uprawnienia gospodarki narzędziowej. Uzupełnienie tych dwóch podsystemów o oprogramowanie aplikacyjne
tworzy system informatyczny. Operacje złożenia zastosowano w celu uzyskania komputerowego wspomagania
przezbrajania maszyn współpracujących z przyrządami specjalnymi. Pokazano to symbolicznie na rys.6.
Rys. 6. Struktura systemu informatycznego do przezbrajania
pras
Ważnym elementem systemu informatycznego jest oprogramowanie. Pełni ono rolę integracyjną dla obu
podsystemów będąc jednocześnie interfejsem wszystkich użytkowników systemu. Interfejs zdalnej wymiany danych
dostarcza podsystem elektronicznej identyfikacji. Będzie to głowica odczytująca i zapisująca dane przechowywane w
nośnikach informacji. Nośniki informacji są oczywiście obiektami z podsystemu elektronicznej identyfikacji. W
systemie używa się ich nie tylko do identyfikacji obiektów z podsystemu „rozdzielnia” (czyli przyrządów) ale również
do identyfikacji użytkowników. Dzięki takiemu rozwiązaniu zapewniony zostanie sprawny system zabezpieczeń przed
niepowołanym dostępem do danych.
System przezbrajania pras
System identyfikacji dotykowej, znany pod nazwą iButton (dawniej Touch Memory), zastosowano do
usprawnienia przezbrajania pras. Zbudowano aplikację, której zadaniem będzie pokazanie zalet stosowania systemów
identyfikacji dla narzędzi do obróbki plastycznej w porównaniu z tradycyjnym prowadzeniem gospodarki narzędziowej
opartej na dokumentacji papierowej. Prototyp systemu do komputerowej obsługi gospodarki narzędziowej znajduje się
w laboratorium oprzyrządowania technologicznego Zakładu Obróbki Plastycznej. W skład tego przykładowego
systemu, wchodzą stanowiska produkcyjne złożone z uniwersalnych pras mimośrodowych PMS i pras hydraulicznych
uzbrojonych w urządzenia automatyzujące. Uzupełnieniem jest regał magazynowy, na którym będą umieszczone
przyrządy do obróbki plastycznej (wykrojniki, tłoczniki, a także potrzebne przyrządy warsztatowe) oraz komputer
osobisty, wyposażony w czytnik informacji i drukarkę. Omawiany zestaw pokazano na rys.7.
Każdy przyrząd musi posiadać przymocowany elektroniczny nośnik informacji. Pełni on funkcję podręcznego
notatnika zawierającego wyciąg z dokumentacji konstrukcyjno-technologicznej tego przyrządu. Oprócz parametrów
konstrukcyjnych i technologicznych zawarta jest tam również historia jego eksploatacji.
Program do obsługi systemu składa się z trzech części przeznaczonych odpowiednio do wspomagania
realizacji zleceń, współpracy z regałem magazynowym oraz zarządzania danymi dotyczącymi przyrządów. Po otwarciu
aplikacji wybiera się odpowiedni podprogram. Poniżej scharakteryzowano dostępne rodzaje działań.
Część programu poświęcona wspomaganiu realizacji zleceń produkcyjnych, zawiera informacje związane z
numerami referencyjnymi wyrobów oraz numery identyfikacyjne przyrządów, a także rodzaje operacji
technologicznych umożliwiających wyprodukowanie tych detali.
1
wydział produkcyjny stosujący do wytwarzania części maszyn technologie mechaniczne
system komputerowego wspomagania
przezbrajania urządzeń
produkcyjnych
podsystem:
rozdzielnia
przyrządów
specjalnych
oprogramowanie
podsystem:
elektroniczna
identyfikacja obiektów
APMA1
A8
a85 KodowanieDanychUstawczych09
9
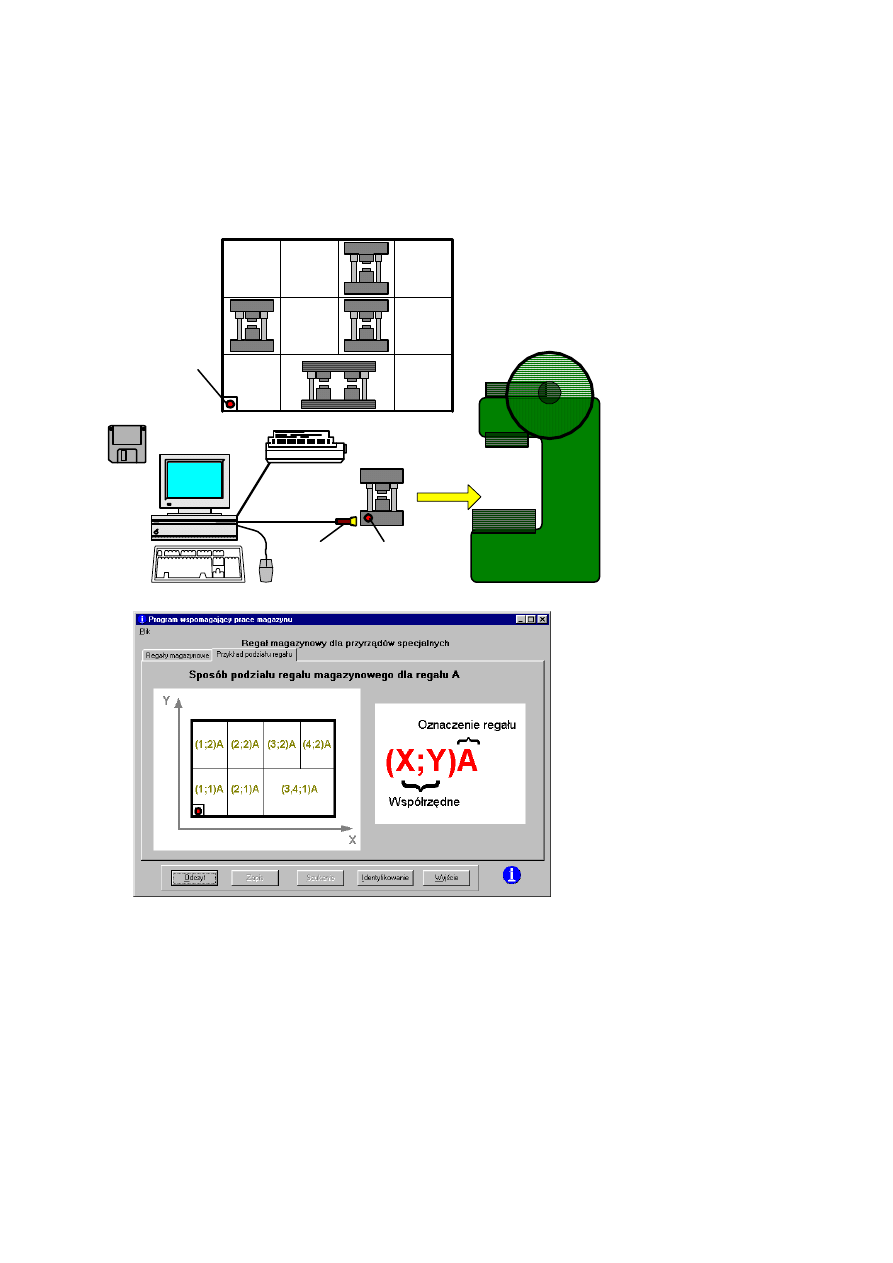
Część druga programu przeznaczona jest do wspomagania pracy z magazynem. Wykorzystuje ona system
identyfikacji dotykowej. W zależności od przyjętego rozwiązania system przewiduje możliwość umieszczenia danych
w pastylce magazynowej i/lub regałowej. Rodzaj przyjętego rozwiązania zależy od wielkości magazynu przyrządów
specjalnych. Nośnik informacji umieszczony na regale przeznaczony jest do przechowywania danych o miejscu
składowania przyrządów i oprzyrządowania pomocniczego, oraz - gdy przyrząd znajduje się poza regałem
magazynowym - o aktualnej jego lokalizacji (np.: na produkcji, w remoncie) . Regał jest podzielony na boksy, których
odnajdywanie odbywa się w podobny sposób jak znajdowanie punktów w kartezjańskim układzie współrzędnych.
Każdemu boksowi jest przypisana współrzędna X;Y. Przykładowy sposób podziału regału przedstawia rys.8.
Rys. 7. Schemat stanowiska
laboratoryjnego ZOP PW
wyposażonego w system
automatycznej identyfikacji
Rys. 8. Przykładowy ekran programu
przedstawiający podział regału na
boksy i sposób ich numerowania
Część aplikacji przeznaczona do współpracy z nośnikiem umieszczonym na przyrządzie, umożliwia pobranie
informacji m.in. takich, jak: sposób mocowania przyrządu oraz nastawy dla konkretnej prasy, rodzaj operacji i wyrobu
wytwarzanego przy pomocy tego przyrządu, części składowe (stemple, matryce itp. udostępniając ich numery i miejsce
przechowywania), sposoby podawania materiału, warunki obróbki, datę przeglądów, ilość wykonanych detali itp.
Można również tam znaleźć informacje o aktualnym stanie przyrządu.
W częściach aplikacji, w których występują elektroniczne nośniki informacji, program umożliwia zarówno
odczyt informacji jak i zapis danych na nośniku dla osób upoważnionych (wprowadzono system zabezpieczeń oparty
na odczycie kodu dostępu z nośnika identyfikującego użytkownika). Daje to możliwość bieżącej aktualizacji danych
stowarzyszonych z obiektami, tj. przyrządami i regałami.
System normuje pracę kilku stanowisk, stanowiących ogniwa wiążące gospodarkę narzędziową z produkcją.
Pierwsze stanowisko to wypożyczalnia przyrządów. Przez stanowisko to przewijają się wszystkie zestawy narzędziowe,
które uczestniczą w procesach produkcyjnych. Osobą odpowiedzialną za ewidencjonowanie obrotu przyrządami jest
magazynier. Wspomaganiu jego pracy zadedykowano najważniejszą część, - pierwszą część - programu nazwaną
„Program wspomagający pracę magazynu”.
RS232
Aplikacja
DieChange
Prasa PMS
Przyrząd
Komputer osobisty z
wyposażeniem
Nośnik
informacji
Nośnik
informacji
Czytnik
informacji
Regalowy magazyn
przyrządów
Stanowisko
produkcyjne
APMA1
A8
a85 KodowanieDanychUstawczych09
10
Drugie miejsce, w którym stosowanie proponowanego wspomagania komputerowego gospodarki narzędziowej
może przynieść duży efekt tworzą stanowiska robocze. Na stanowiskach tych – w przypadku przyrządów do obróbki
plastycznej są to z reguły prasy - do produkcji wyrobów wykorzystywane są przyrządy pobierane z wypożyczalni.
Przed rozpoczęciem produkcji prasy należy przygotować do współpracy z przyrządami. Na wydziałach tłoczni zajmuje
się tym wyspecjalizowana kadra techniczna – ustawiacze. Osoby te muszą pobierać informacje o nastawach, które
należy wprowadzić do układu sterowania prasy i urządzeń automatyzujących, aby przygotować je do pracy z
konkretnym przyrządem. Program oferuje zestaw procedur udostępniających dane ustawcze dla każdego z przyrządów,
z którym stowarzyszono nośnik informacji. Udostępniono je w formie programu o nazwie „Program do pobierania
nastaw i informacji o przyrządzie”.
Dodatkowym stanowiskiem roboczym, które może korzystać z dobrodziejstw wspomagania komputerowego
oferowanego przez proponowany program, jest miejsce pracy planisty. Zadaniem tej osoby jest zapewnienie sprawnej
realizacji zadań produkcyjnych przyjmowanych na wydział tłoczni. Program daje możliwość wspomagania realizacji
m.in. przez przypisanie numerów referencyjnych wyrobów odpowiednim przyrządom. Aby skorzystać z takiej
możliwości trzeba uruchomić program o nazwie „Program wspomagający realizację zleceń”.
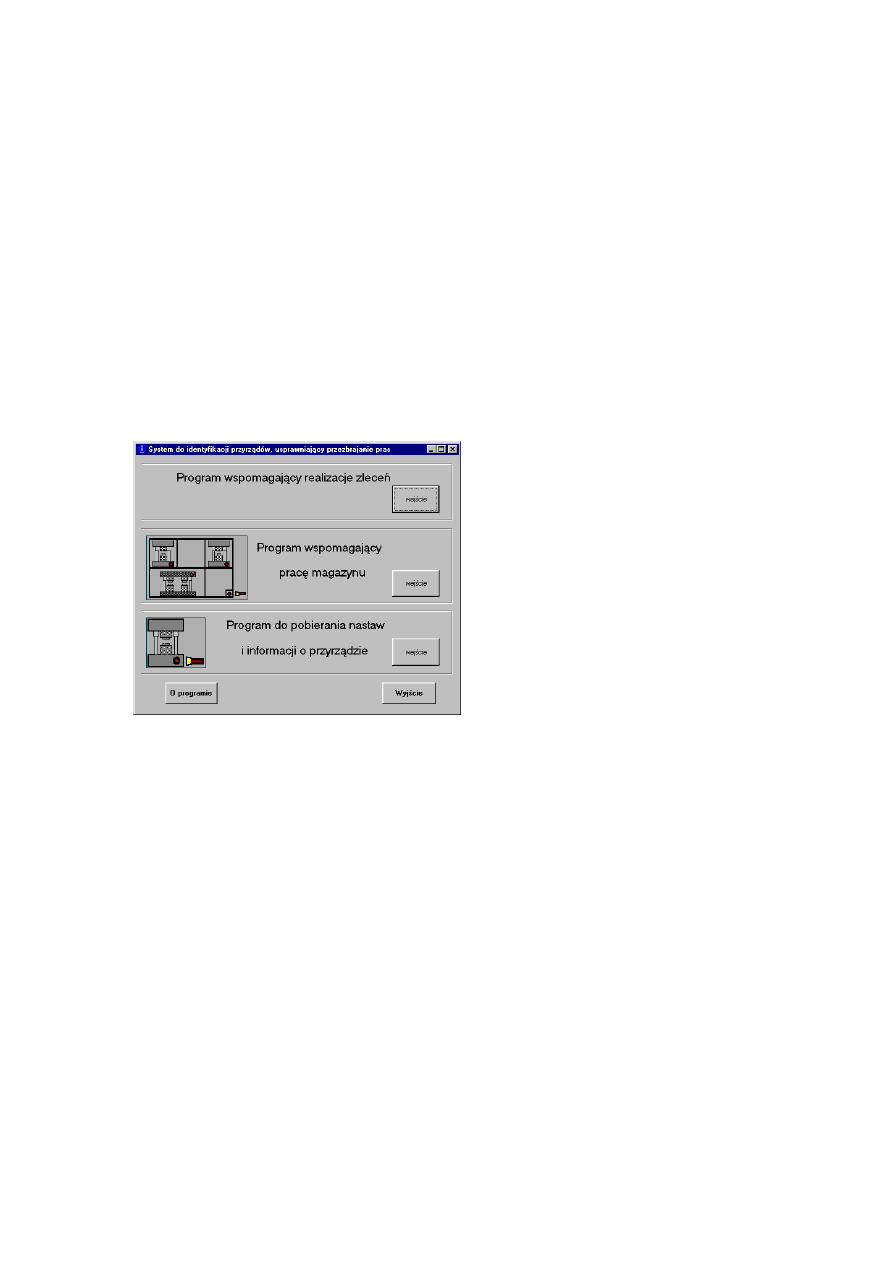
Pracę z programem zorganizowano w ten sposób, że każda z wyżej wymienionych kategorii stanowisk ma
swoje własne wejście do odpowiedniego programu. Pracę rozpoczyna się z ekranu głównego pokazanego na rys.9.
Widać na nim trzy panele przeznaczone do wspomagania pracy (kolejno poczynając od góry): planisty, magazyniera i
ustawiacza. Zastosowany podział działania aplikacji na podprogramy wynika z organizacyjnego rozdziału prac
wykonanych na poszczególnych stanowiskach. Zapewniono jednak odpowiedni przepływ informacji między
podprogramami, w zakresie niezbędnym dla prawidłowej pracy systemu.
Rys. 9. Ekran główny programu przedstawiający
możliwość wyboru podprogramów
Należy tu zaznaczyć, że w pewnym sensie przydział podprogramów (dedykowanych odpowiednio planiście,
magazynierowi i ustawiaczowi) jest umowny. W gospodarce narzędziowej występuje wiele sytuacji, w których
potrzebny jest dostęp do danych opisujących przyrząd. Jedną z takich okoliczności, które uwzględniono w algorytmie
systemu, jest wykonywanie naprawy przyrządu w narzędziowni.
Algorytm programu przede wszystkim obsługuje usprawnianie gospodarki narzędziami specjalnymi.
Szczególną uwagę poświęcono wspomaganiu odszukiwania przyrządu, ocenę jego stanu i przechowywaniu
adekwatnych nastaw dla urządzeń produkcyjnych, z którymi przyrząd ma współpracować. Obsługa czynności
związanych z organizacją przezbrajania produkcji odbywającej się z wykorzystaniem przyrządów jest słabiej
reprezentowana. Największe ograniczenia dotyczą pracy planisty, którego rola ogranicza się do skojarzenia numeru
referencyjnego wyrobu / zlecenia z odpowiednim przyrządem.
W algorytmie uwzględniono, jak się wydaje, wszystkie zdarzenia typowe dla obrotu przyrządami specjalnymi.
Przede wszystkim opracowano wspomaganie czynności związanych z pracą magazynu narzędziowego (nazywanego
często rozdzielnią), a więc z wprowadzaniem i wydawaniem przyrządów. System daje trzy możliwości wprowadzania
przyrządów specjalnych do magazynu oraz trzy możliwości wydawania przyrządów z magazynu. Opcje te są
następujące:
- na produkcję
- z produkcji
- do remontu
- z remontu
- wpis nowego przyrządu
- do kasacji.

APMA1
A8
a85 KodowanieDanychUstawczych09
11
Działanie systemu przy wprowadzaniu nowego przyrządu
Wprowadzanie nowego przyrządu do magazynu przyrządów specjalnych w większości przypadków związane
jest z chęcią produkcji nowego rodzaju wyrobów przez zakład produkcyjny lub wynika z konieczności wymiany
zużytego przyrządu na nowy. W obydwu przypadkach konieczne staje się nadanie numeru identyfikacyjnego dla
przyrządu oraz przyporządkowanie numeru referencyjnego wyrobu wykonywanego na tym przyrządzie. Wdrożenie
nowego przyrządu do systemu automatycznej identyfikacji przystosowanego do przezbrajania pras wymaga
wprowadzenia nowych danych o przyrządzie do podprogramu wspomagającego realizację zleceń jak również do
pastylki magazynowej i/lub regałowej oraz do nośnika danych przymocowanego do przyrządu.
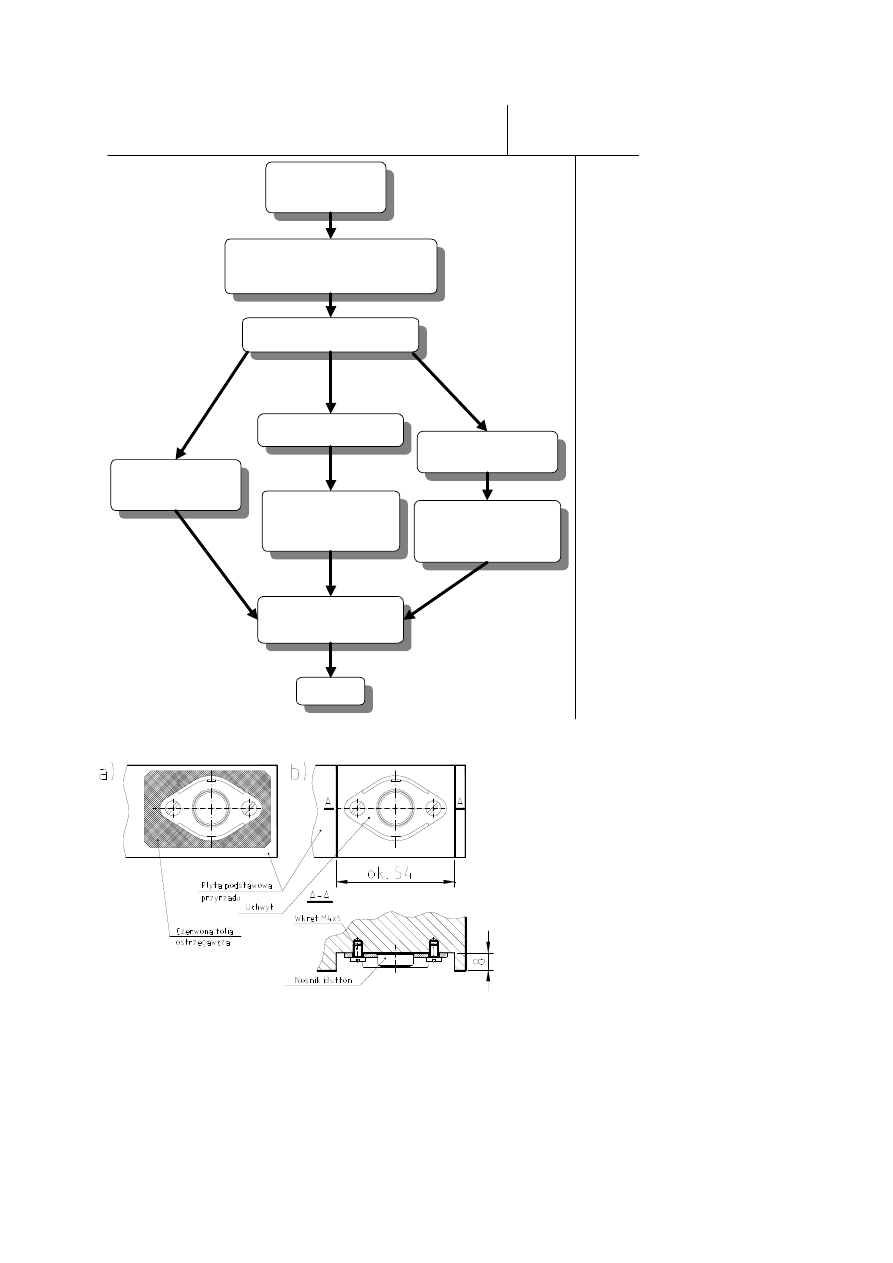
Algorytm działania systemu przy wprowadzaniu nowego przyrządu specjalnego przedstawia rys.10.
Osobą odpowiedzialną za wprowadzenie danych o nowym przyrządzie do podprogramu wspomagającego realizację
zleceń jest magazynier (lub planista). Czynnością umożliwiającą zapis nowych danych do tego podprogramu jest
odczytanie kodu dostępowego identyfikującego uprawnionego użytkownika. W celu dokonania poprawnego zapisu
informacji o nowym przyrządzie niezbędne są następujące dane:
numer referencyjny wyrobu,
nazwa przyrządu,
wymiary wyrobu (średnica /grubość lub długość /szerokość /wysokość w [mm]),
rodzaj operacji technologicznej,
nazwa przyrządu,
numer identyfikacyjny przyrządu,
postać materiału wejściowego.
Głównym zadaniem magazyniera przy przyjmowaniu nowego przyrządu do magazynu przyrządów specjalnych jest
znalezienie wolnego miejsca składowania w regale magazynowym dla przyrządu oraz wprowadzenie do pastylki
magazynowej i/lub regałowej informacji z nim związanych. Do zapisu informacji o nowym przyrządzie specjalnym
system wykorzystuje podprogram wspomagający pracę magazynu. Magazynier, aby uzyskać możliwość aktualizacji
rekordu o nowy przyrząd, musi odczytać kod dostępu z nośnika identyfikującego użytkownika. W skład danych
zapisanych na pastylce magazynowej i/lub regałowej powinny wejść następujące informacje:
Usytuowanie przyrządu w regale (zgodne ze wzorem przedstawionym z podprogramie),
numer referencyjny wyrobu,
nazwa przyrządu,
numer identyfikacyjny przyrządu,
rodzaj operacji technologicznej,
lokalizacja przyrządu w magazynie.
Podstawową czynnością jaką należy wykonać przy wprowadzaniu nowego przyrządu do systemu automatycznej
identyfikacji jest prawidłowy sposób zamocowania nośnika do przyrządu. Nośniki iButton są wyposażane przez
producenta w odpowiednie uchwyty montażowe. Nośnik wraz z uchwytem należy przymocować za pomocą dwóch
śrub M4 do płaskiej powierzchni nie narażonej na uszkodzenia. Najczęściej jest nią boczna powierzchnia płyty
podstawowej przyrządu. Istnieją dwa godne polecenia sposoby podnoszenia poziomu bezpieczeństwa nośników.
Pierwszy polega na umieszczeniu pod oprawą nośnika w miejscu mocowania, prostokątnego kawałka czerwonej folii
samoprzylepnej (lub kawałka tworzywa sztucznego) o wymiarach większych od uchwytu (rys.11a). Ten sposób
zabezpieczenia ma za zadanie zwrócenie uwagi użytkownika na obecność w tym miejscu pastylki – elementu
wrażliwego na uszkodzenia mechaniczne. Drugi sposób zwiększający bezpieczeństwo przed wystąpieniem
ewentualnych przypadkowych uszkodzeń polega na wykonaniu wybrania przez frezowanie powierzchni. W tak
wykonanym obniżeniu powierzchni mocowana jest pastylka za pomocą uchwytu przykręconego wkrętami (rys.11b).
Miejsce wykonania wybrania w przyrządzie powinno być tak dobrane, aby z jednej strony ułatwić dostęp do odczytu i
zapisu danych. Z drugiej zaś chodzi o to, aby pastylka nie przeszkadzała zarówno w eksploatacji przyrządu jak i
prowadzeniu remontów. Pastylka nie powinna być odkręcana nawet podczas wykonywania naprawy przyrządu. Z
powyższych względów najlepszym miejscem jej osadzenia jest płyta podstawowa bądź głowicowa przyrządu.
Szczegóły konstrukcyjne omawianych przykładowych sposobów mocowania i zabezpieczania nośników przedstawia
rys.11.
Magazynier po otrzymaniu nowo wykonanego przyrządu specjalnego, posiadającego już przymocowany
nośnik iButton, jest zobowiązany wprowadzić do pastylki rekord opisu zawierający dane dotyczące nastaw,
charakterystyki i przeznaczenia przyrządu. Zawartość tego rekordu w przypadku tłoczników przeznaczonych do pracy
na prasach przedstawia rys.12. Do wprowadzania danych do pastylki nowego przyrządu wykorzystywany jest
podprogram do pobierania nastaw. Przed wprowadzeniem danych do nowej pastylki należy utworzyć i zapisać w jej
pamięci plik do przechowywania rekordu. To swoiste formatowanie nośnika wykonuje się przy pomocy programu
iButton TMEX. W celu zapisu danych w utworzonym pliku należy najpierw odczytać pastylkę kodową identyfikującą
użytkownika upoważnionego do dokonywania wpisu danych do nośnika.
Po zapisaniu wszystkich wyżej przedstawionych danych, najpierw do podprogramu a potem do nośnika,
zalecana jest kontrola poprawności nowowprowadzanych informacji przez osobę drugą posiadającą uprawnienia do
weryfikacji danych. Najczęściej tą osobą jest kierownik.
APMA1
A8
a85 KodowanieDanychUstawczych09
12
Rys. 10. Algorytm działania sytemu przy wprowadzaniu nowego przyrządu specjalnego
Rys. 11. Sposoby mocowania nośnika na
przyrządzie oraz sposoby zabezpieczeń
poprzez: a) naklejenie czerwonej folii,
b) wyfrezowanie zagłębienia
Postępowanie przy zapisie danych w nośniku
Zapis danych w pamięci RAM nośnika jest czynnością bardzo odpowiedzialną. Podkreślmy, że
nieodpowiedzialna zmiana danych mogłaby w efekcie doprowadzić do uszkodzenia przyrządu jak i prasy. Podobnie
nieprawidłowa obsługa zapisu może spowodować utratę danych zapisanych na pastylce. W związku z powyższymi
zagrożeniami system został wyposażony w odpowiednie zabezpieczenie funkcji zapisu danych na nośniku. Każda z
osób uprawnionych do zmiany rekordu w nośniku została wyposażona w specjalną pastylkę kodową identyfikującą
Wprowadzenie
nowego przyrządu
Odczytanie pastylki kodowej
umożliwiającej zapis nowych informacji
Wprowadzenie nowych
danych do programu
wspomagającego realizację
zleceń
Magazynier lub kierownik
Osoby upoważnione
do wprowadzania
danych
Działanie systemu przy wprowadzaniu nowego
przyrządu
Znalezienie wolnego miejsca w
regale magazynowym
Nadanie numeru identyfikującego dla przyrządu i
przyporządkowanie numeru referencyjnego
wyrobu wykonywanego na tym przyrządzie
Zapis danych na pastylkę
magazynową z
wykorzystaniem programu
wspomagającego pracę
magazynu
Zamocowanie pastylki do
przechowywania danych na
przyrządzie
Zapis danych na pastylce
przyrządu przy pomocy programu
do pobierania nastaw i informacji
o przyrządzie
Kontrola nowowprowadzonych
danych przez osobę drugą
(kierownika)
Koniec
APMA1
A8
a85 KodowanieDanychUstawczych09
13
użytkownika. Jest to specjalny rodzaj nośnika wyposażonego przez producenta wyłącznie w niepowtarzalny numer
seryjny, poprzez który system rozpoznaje użytkownika. W zależności od kwalifikacji i stopnia uprawnienia, system
umożliwia zmianę rekordu w części lub w całości. System rozpoznaje trzy rodzaje uprawnień:
1. dla kierownika – pełny dostęp do danych,
2. dla magazyniera - możliwość pełnej zmiany danych,
3. dla ustawiacza - możliwość częściowej zmiany danych tylko wybranych okien edycyjnych.
Identyfikacji użytkownika dokonuje się w ten sam sposób co odczytu danych z pastylki. Ten rodzaj
zabezpieczenia danych występuje w trzech podprogramach systemu. Jedyną różnicą w stosunku do odczytu jest wybór
odpowiedniego przycisku, którym jest przycisk o nazwie „Identyfikowanie”. Można również skorzystać z menu
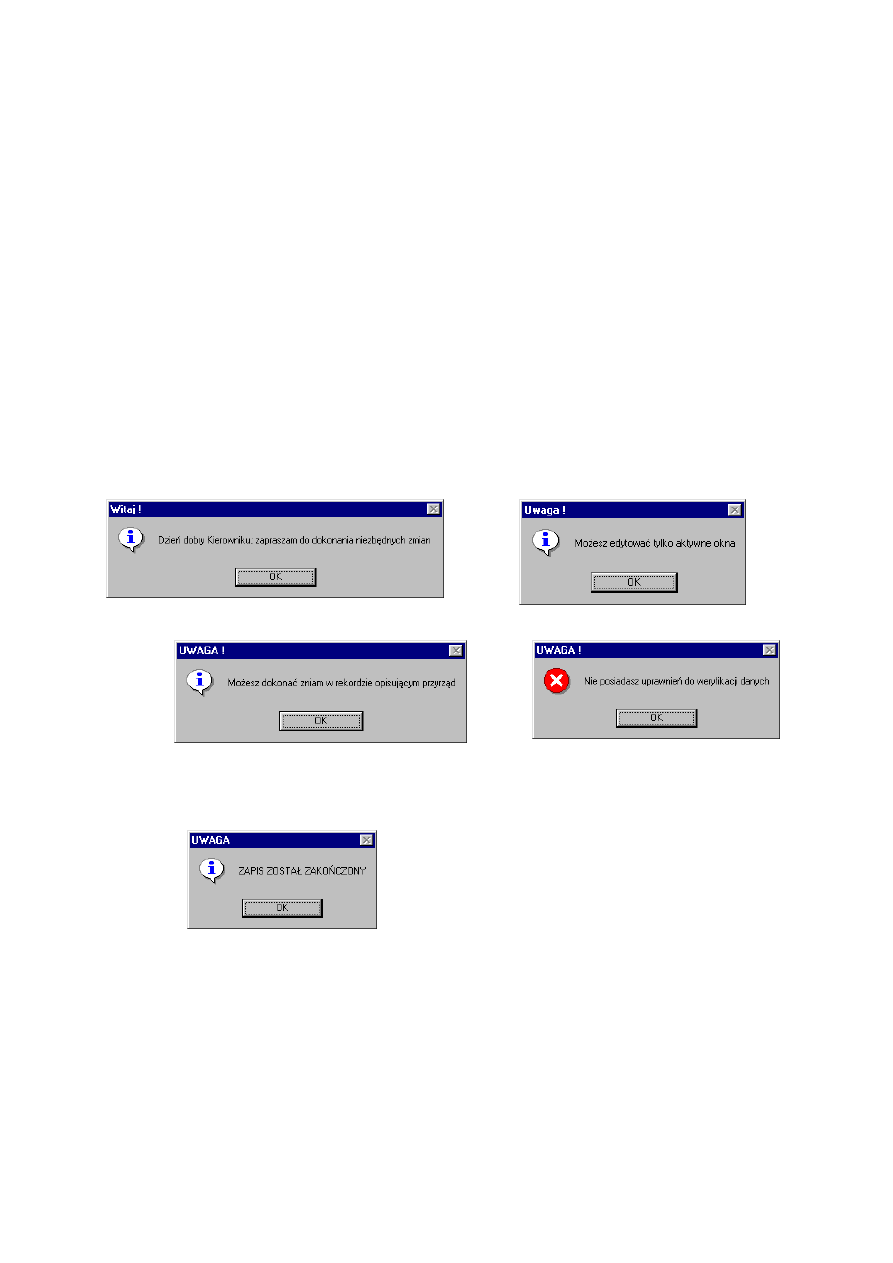
podprogramu lub klawisza skrótu Ctrl+I. Zakończenie identyfikacji sygnalizowane jest pojawieniem się na ekranie
monitora komunikatu. W przypadku poprawnej identyfikacji w zależności od rodzaju użytkownika, są to komunikaty a,
b, c z rys.12. Jeżeli identyfikacja była przeprowadzona w sposób niepoprawny lub przez osobę nieuprawnioną do
dokonywania zmian wyświetlony zostanie komunikat o treści zgodnej z rys.12d.
Poprawna identyfikacja powoduje odblokowanie okien edycyjnych i umożliwia przeprowadzenie zapisu
nowych danych w nośniku.
Do zapisu rekordu po zakończonej edycji służy przycisk „Zapisz” lub klawisz skrótu Alt+Z istnieje również
możliwość wybrania tej opcji z menu podprogramu. Zapis zaktualizowanych danych należy zacząć od przyłożenia
czytnika do nośnika a następnie wybrać opcje „Zapisz”. Kontakt pomiędzy czytnikiem a nośnikiem musi zastać
zachowany aż do chwili wyświetlenia komunikatu „Zapis został zakończony”, pokazanego na rys.13. Niedostosowanie
się do tego zalecenia może spowodować utratę wszystkich danych zapisanych w pamięci nośnika. W przypadku
zaistnienia takiej sytuacji nie należy zamykać podprogramu, w którym odbywał się zapis. Wykorzystując fakt, że dane
znajdują się w pamięci operacyjnej komputera należy przy pomocy programu iButton TMEX założyć nowy plik w tej
przed chwilą źle zapisanej pastylce i powtórzyć operacje zapisu danych.
a) c)
b) d)
Rys. 12. Komunikaty informujące o zakończeniu identyfikacji użytkownika: a) kierownika, b)
magazyniera, c) ustawiacza, d) niepoprawna identyfikacja
Rys. 13.
Komunikat informujący o zakończeniu zapisu
danych w pastylce
Postępowanie przy odczycie danych z nośnika
W celu dokonania poprawnego odczytu danych zapisanych w pamięci nośnika danych należy:
1) Otworzyć odpowiedni podprogram w zależności od przeznaczenia nośnika, umożliwiający odczyt rekordu w
nim przechowywanego. Dla nośników magazynowych i regałowych jest to podprogram wspomagający pracę
magazynu, a dla nośników umieszczonych na przyrządach - podprogram do pobierania nastaw.
2) Przyłożyć czytnik do nośnika, z którego chcemy pobrać dane i na ekranie monitora nacisnąć przycisk z
napisem „Odczyt”. Można też wybrać z menu podprogramu funkcje „Odczyt” albo skorzystać z klawiszy
klawiatury wciskając skrót Alt+O.
3) Kontakt pomiędzy czytnikiem a nośnikiem musi być zachowany do czasu wyświetlenia się w oknach
edycyjnych danych, które właśnie pobraliśmy z nośnika.
APMA1
A8
a85 KodowanieDanychUstawczych09
14
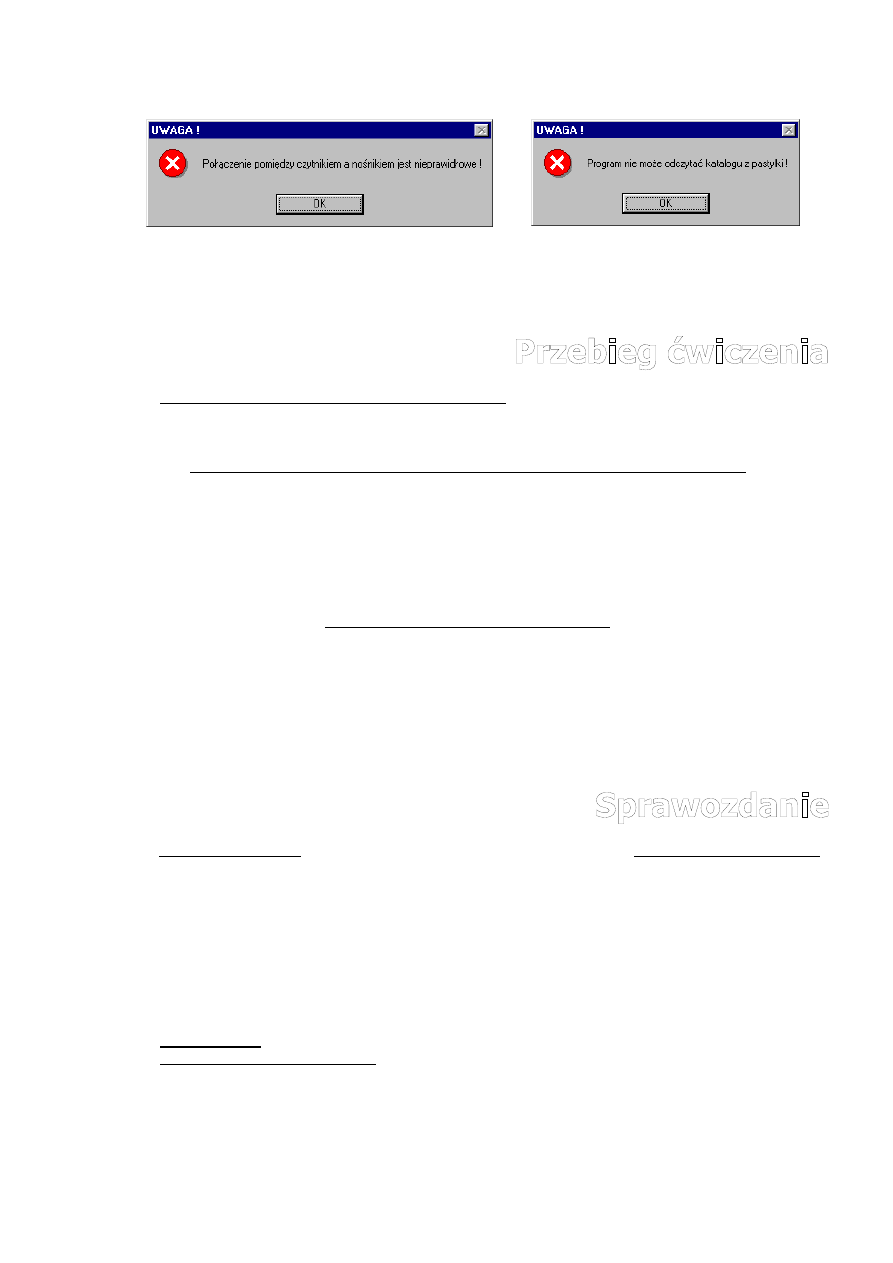
W przypadkach, których nie można odczytać zawartości pamięci nośnika na ekranie komputera wyświetlone zostają
odpowiednie komunikaty pokazane na rys.14.
Rys. 14. Komunikaty występujące przy nieprawidłowościach w odczycie rekordu z pamięci nośnika
Przebieg ćwiczenia
Podstawowe czynności wykonywane w czasie ćwiczenia:
1. Uruchomić system PdIP do kodowania nastaw dla wielozabiegowych przyrządów do obróbki plastycznej;
zapoznać się z jego działaniem (zadanie wykonywane przed ćwiczeniem przy użyciu wcześniej udostępnionej wersji
demonstracyjnej)
Zadania do wykonania w mniejszych grupach na oddzielnych stanowiskach komputerowych
2. Przygotować listę nastaw odpowiednich dla nowego przyrządu (tłocznika wielozabiegowego), które należy
wprowadzić do układu sterowania prasy w celu wykonania zamierzonej operacji tłoczenia (operacji, którą
analizowano w ramach ćwiczenia A1)
3. Pobrać od prowadzącego nośnik danych, odpowiedni do zapisania nastaw dla analizowanego przyrządu
4. Przygotować program do kodowania nastaw i ustanowić poziom dostępu do danych, odpowiedni dla wykonania
czynności związanych z wprowadzeniem nowego przyrządu do systemu
5. Nastawy zakodować i zapisać w pamięci nośnika danych, który należy przekazać do rozdzieli w celu trwałego
przytwierdzenia do nowego przyrządu
Zadania wykonywane w rozdzielni przyrządów
6. Odczytać zawartość nośnika danych i kontrolnie wydrukować kartę nastaw dla nowego przyrządu, która będzie mu
towarzyszyć w przypadku wydawania przyrządu z magazynu na produkcję
7. Odczytać zawartość nośnika danych skojarzonego z regałem wskazanym przez prowadzącego
8. Przeanalizować strukturę obsadzenia boksów regału wytypowanego do przechowywana nowego przyrządu
9. Wybrać dostępną lokalizację dla nowo wprowadzanego przyrządu i podać kod tego miejsca
10. Pozycję nowego przyrządu w regale magazynowym zakodować i zapisać w pastylce przytwierdzonej do regału
Sprawozdanie
Sprawozdanie powinno odzwierciedlać przebieg ćwiczenia, a w szczególności zawierać następujące elementy:
o
Wydrukowaną listę nastaw dla nowego przyrządu (wykonanego wg projektu sporządzonego w ramach jednego z
poprzednich ćwiczeń)
o
Podać znaczenie wszystkich nastaw, których wartości liczbowe znalazły się na wydrukowanej karcie nastaw
o
Przeanalizować wartości proponowanych nastaw oraz ocenić ich poprawność, porównując z danymi uzyskanymi z
DTR prasy i pomocniczych urządzeń automatyzujących przebieg tłoczenia z taśmy
o
Opisać sposób znajdowania wolnego miejsca w magazynie, w którym będzie przechowywany nowy przyrząd
(podać szkic prezentujący położenie boksów regału wskazanego przez prowadzącego; na szkicu zaznaczyć
miejsce, które wybrano do składowania przyrządu).
Literatura:
[1] PN-63/M-01155 : 1964 Klasyfikacja i znakowanie pomocy specjalnych warsztatowych. Podział i budowa.
[2] Schmidt E.W.: Werkzeugverwaltung durch induktive Identifikationssysteme. Werkstatt u. Betrieb 125(1992)1, 41-43
[3] Tönshoff H.K., Erhan A., Rohde B.: Marktübersicht. Werkzeugidentifikationssysteme. VDI-Z 134(1992)1, 63-67
[4 ]Golatowski T.: „Projektowanie procesów tłoczenia i tłoczników; wybrane zagadnienia”. WPW, W-wa 1981,
str.128-150
Wyszukiwarka
Podobne podstrony:
O3 A8 id 326749 Nieznany
kodowanie id 238622 Nieznany
Kodowanie pilota za pomoca VAG Nieznany
borowiec, kodowanie I, Kod Splo Nieznany (2)
Kodowanie id 238634 Nieznany
kodowanie mowy2 id 238644 Nieznany
a5 zszywka Podajnik01 id 49836 Nieznany (2)
Gor±czka o nieznanej etiologii
Wykład 6 6 kodowanie mowy
Kodowanie informacji
02 VIC 10 Days Cumulative A D O Nieznany (2)
Abolicja podatkowa id 50334 Nieznany (2)
45 sekundowa prezentacja w 4 ro Nieznany (2)
4 LIDER MENEDZER id 37733 Nieznany (2)
Mechanika Plynow Lab, Sitka Pro Nieznany
katechezy MB id 233498 Nieznany
więcej podobnych podstron