„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Tomasz Jagiełło
Rozpoznawanie
elementów
maszyn,
urządzeń
i mechanizmów 827[01].O1.04
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Andrzej Kulka
mgr inż. Marek Rudziński
Opracowanie redakcyjne:
mgr inż. Tomasz Jagiełło
Konsultacja:
mgr Radosław Kacperczyk
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 827[01].O1.04.
„Rozpoznawanie elementów maszyn i mechanizmów”, zawartego w modułowym programie
nauczania dla zawodu operator maszyn i urządzeń przemysłu spożywczego.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Elementy mechaniki technicznej i wytrzymałości materiałów
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
14
4.1.3. Ćwiczenia
14
4.1.4. Sprawdzian postępów
16
4.2. Podstawy
maszynoznawstwa.
Normalizacja
części
maszyn.
Połączenia rozłączne i nierozłączne
17
4.2.1. Materiał nauczania
17
4.2.2. Pytania sprawdzające
25
4.2.3. Ćwiczenia
26
4.2.4. Sprawdzian postępów
28
4.3. Osie i wały. Łożyska. Sprzęgła. Przekładnie. Mechanizmy
29
4.3.1. Materiał nauczania
29
4.3.2. Pytania sprawdzające
51
4.3.3. Ćwiczenia
51
4.3.4. Sprawdzian postępów
53
5. Sprawdzian osiągnięć
54
6. Literatura
59

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten pomoże Ci rozpoznawać elementy maszyn i mechanizmów w przemyśle
spożywczym, a także wykształcić podstawowe umiejętności z tego zakresu.
W poradniku zamieszczono:
−
wymagania wstępne, czyli wykaz umiejętności, jakie powinieneś opanować przed
przystąpieniem do realizacji jednostki modułowej,
−
cele kształcenia, czyli wykaz umiejętności, jakie ukształtujesz podczas jej realizacji,
−
materiał nauczania, który umożliwi Ci samodzielne przygotowanie się do wykonywania
ćwiczeń i zaliczenie sprawdzianów,
−
pytania sprawdzające, które pomogą Ci sprawdzić, czy już opanowałeś zamieszczony
materiał nauczania z zakresu stosowania materiałów konstrukcyjnych w technice,
−
ćwiczenia, które ułatwią Ci nabycie umiejętności praktycznych,
−
sprawdzian postępów, który pozwoli Ci na samodzielne określenie opanowania
wymaganych umiejętności po zakończeniu każdego rozdziału materiału nauczania,
−
sprawdzian osiągnięć ucznia, czyli przykładowy zestaw zadań testowych, który służy do
oceny poziomu opanowania umiejętności i wiadomości z zakresu całej jednostki,
−
wykaz literatury.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
827[01].O1
Techniczne podstawy zawodu
827[01].O1.03
Stosowanie materiałów konstrukcyjnych
w przemyśle spożywczym
827[01].O1.01
Przestrzeganie przepisów bezpieczeństwa i higieny pracy,
ochrony przeciwpożarowej i ochrony środowiska
827[01].O1.02
Posługiwanie się dokumentacją techniczną
827[01].O1.05
Analizowanie układów elektrycznych
sterowania w maszynach i urządzeniach
827[01].O1.04
Rozpoznawanie elementów maszyn,
urządzeń i mechanizmów
827[01].O1.06
Stosowanie podstawowych technik
wytwarzania części maszyn

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej, powinieneś umieć:
−
identyfikować zagrożenia dla zdrowia i życia człowieka występujące w procesie pracy,
−
ustalać sposoby zapobiegania i likwidacji zagrożeń występujących w procesie pracy,
−
identyfikować zagrożenia dla zdrowia i życia człowieka występujące ze strony
środowiska pracy,
−
określać zasady bezpieczeństwa i higieny pracy podczas eksploatacji maszyn i urządzeń
stosowanych w przetwórstwie spożywczym,
−
stosować sprzęt oraz środki gaśnicze zgodnie z zasadami ochrony przeciwpożarowej,
−
określać znaczenie techniki w przetwórstwie spożywczym,
−
rozróżniać rodzaje i przeznaczenie informacji technicznej,
−
wyszukiwać informacje techniczne zawarte w graficznych materiałach informacyjnych,
−
analizować informacje zawarte w tabelach i na wykresach,
−
rozróżniać główne grupy materiałów konstrukcyjnych stosowanych do budowy maszyn
i urządzeń w przemyśle spożywczym,
−
określać właściwości wytrzymałościowe materiałów,
−
określać wpływ cech wytrzymałościowych na dobór materiałów konstrukcyjnych,
−
określać sposób zabezpieczania materiałów przed korozją, zużyciem,
−
korzystać z wykresu żelazo-cementyt, PN, katalogów, poradników.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
wyjaśnić pojęcia: prędkość obwodowa, prędkość obrotowa, praca mechaniczna, moc,
energia i sprawność,
−
sklasyfikować rodzaje połączeń części maszyn,
−
rozróżnić typowe przypadki obciążeń elementów konstrukcyjnych,
−
określić rodzaje naprężeń i odkształceń występujące w częściach maszyn,
−
wykonać podstawowe obliczenia wytrzymałościowe części maszyn,
−
scharakteryzować osie i wały maszynowe,
−
scharakteryzować budowę i rodzaje łożysk tocznych i ślizgowych,
−
scharakteryzować rodzaje sprzęgieł,
−
sklasyfikować przekładnie mechaniczne,
−
wykonać podstawowe obliczenia kinematyczne przekładni,
−
określić zastosowanie mechanizmów,
−
obliczyć sprawność przekładni prostej i złożonej,
−
odczytać i zinterpretować rysunki zestawieniowe zespołów i podzespołów maszyn
i urządzeń,
−
dobrać części maszyn z katalogów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Elementy
mechaniki
technicznej
i
wytrzymałości
materiałów
4.1.1. Materiał nauczania
Teoretyczne modele ciał w mechanice
Części maszyn posiadają najczęściej bardzo złożone kształty. Przed wykonaniem
obliczeń, w mechanice technicznej dokonuje się uproszczeń tych kształtów. Posługujemy się
wówczas tzw. „modelami ciał”.
Wyróżnia się następujące modele ciał:
–
punkt materialny (punkt geometryczny, w którym skupiona jest cała masa),
–
ciało sztywne (układ punktów materialnych związanych ze sobą),
–
ciało sprężyste (ciało, które pod wpływem sił zewnętrznych odkształca się, a po odjęciu
siły powraca do swojej pierwotnej postaci),
–
ciało sprężysto-plastyczne (ciało, które pod wpływem sił zewnętrznych odkształca się,
a po odjęciu sił nie powraca całkowicie do swojej pierwotnej postaci).
Pojęcie siły w mechanice
Siłą nazywa się mechaniczne oddziaływanie jednego ciała na drugie. W mechanice siły
dzieli się na siły wewnętrzne i zewnętrzne. Siły wewnętrzne dzieli się na siły
międzycząsteczkowe (działające pomiędzy cząsteczkami materiału) oraz siły napięcia (siły
wewnętrzne działające na skutek przyłożenia sił zewnętrznych, np. siły wewnątrz drutu
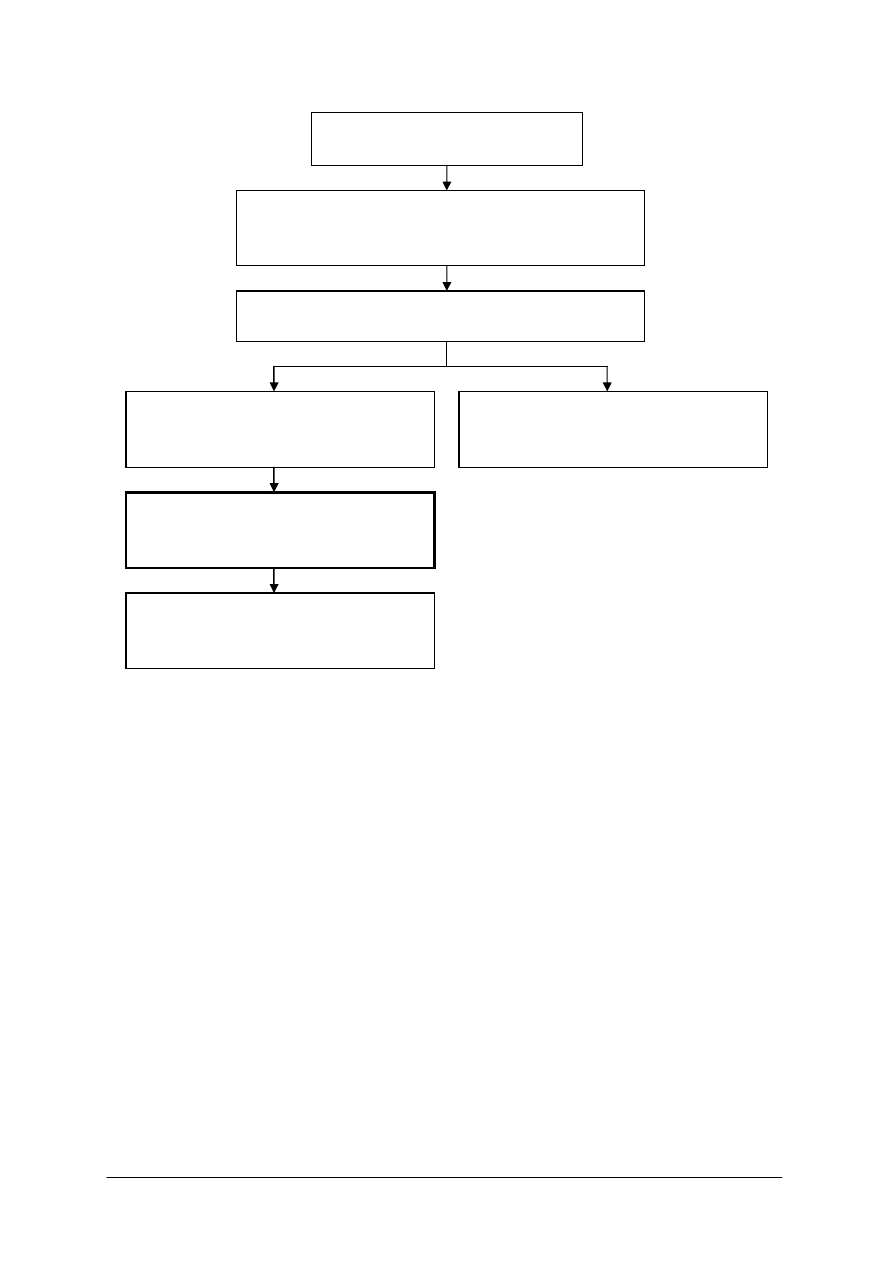
sprężyny, siła napięcia linki, na której zaczepiono ciężar). Siła jest wielkością wektorową, tzn.
posiada wartość, zwrot i kierunek działania.
Rys. 1.
Graficzne przedstawienie siły
Wartość siły F oblicza się z zależności:
a
m
F
⋅
=
[N]
F – siła [N] =[kg · m/s
2
] Niuton
m – masa ciała [kg]
a – przyspieszenie [m/s
2
]
lub w przypadku obliczania siły ciężkości:
g
m
G
⋅
=
[N]
G – siła ciężkości [N]
m – masa ciała [kg]
g = 9,81 m/s
2
– przyspieszenie ziemskie.
Siły zewnętrzne dzieli się na czynne i reakcje. Jeżeli ciało położone na płaszczyźnie
wywiera na podłoże siłę czynną F, to podłoże przeciwstawia tej sile reakcję R.
Wartość siły
Kierunek
Zwrot
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
F
R
Rys. 2.
Siła czynna F i reakcja R
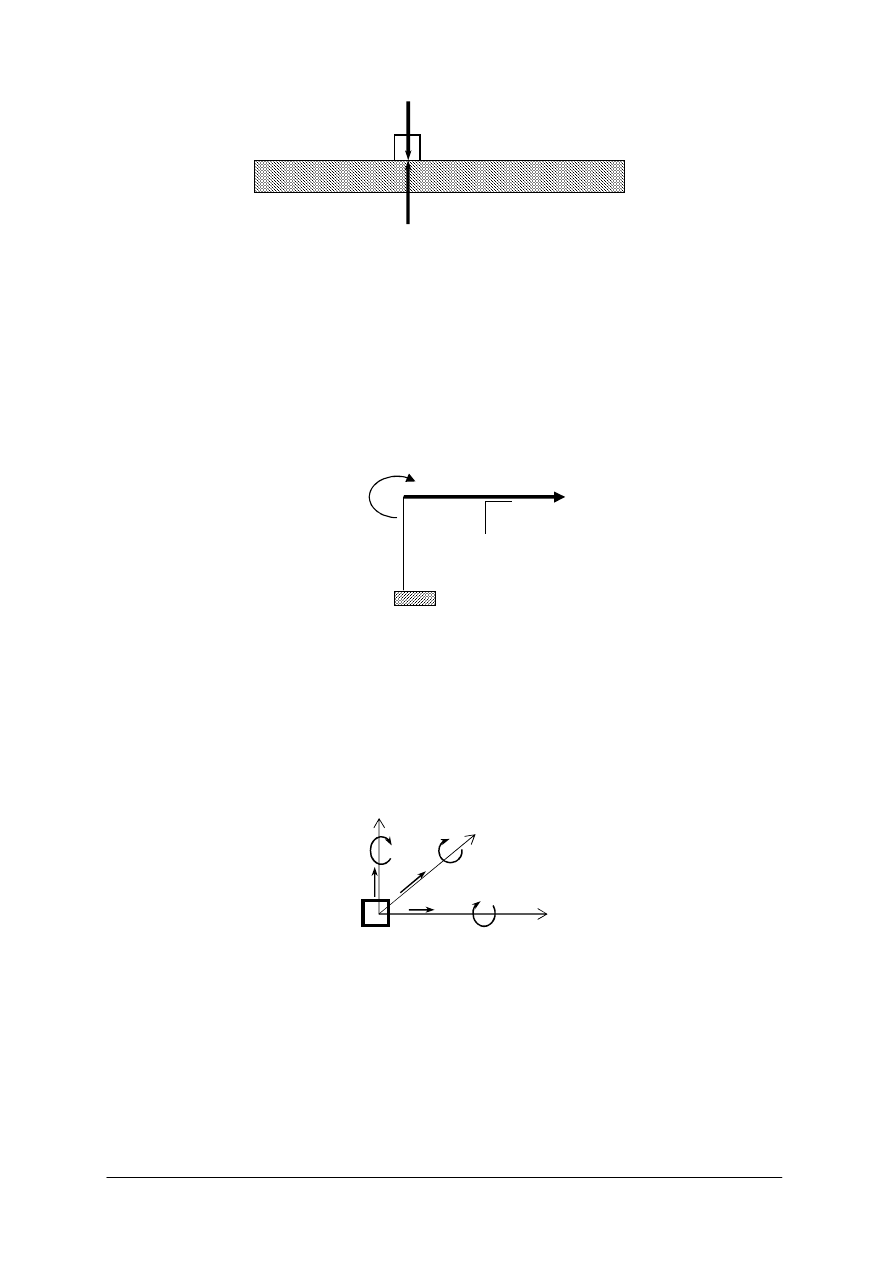
Moment siły względem punktu
Momentem siły nazywa się taki wektor, który posiada wartość liczbową równą
iloczynowi siły i jej ramienia, kierunek prostopadły do płaszczyzny wyznaczonej przez linię
działania siły i jej ramię, a zwrot zgodny z regułą gwintu śruby prawozwojnej.
Rys. 3.
Graficzne przedstawienie momentu siły
Więzy i ich reakcje
Ciała dzieli się na swobodne i nieswobodne. Ciała swobodne nie mają ograniczonej
swobody ruchu. Ciała nieswobodne to takie, których swoboda ruchu została ograniczona
czynnikami zewnętrznymi. Na przykład koło pasowe może wykonywać tylko ruch obrotowy.
Czynniki, które ograniczają ruch nazywa się więzami.
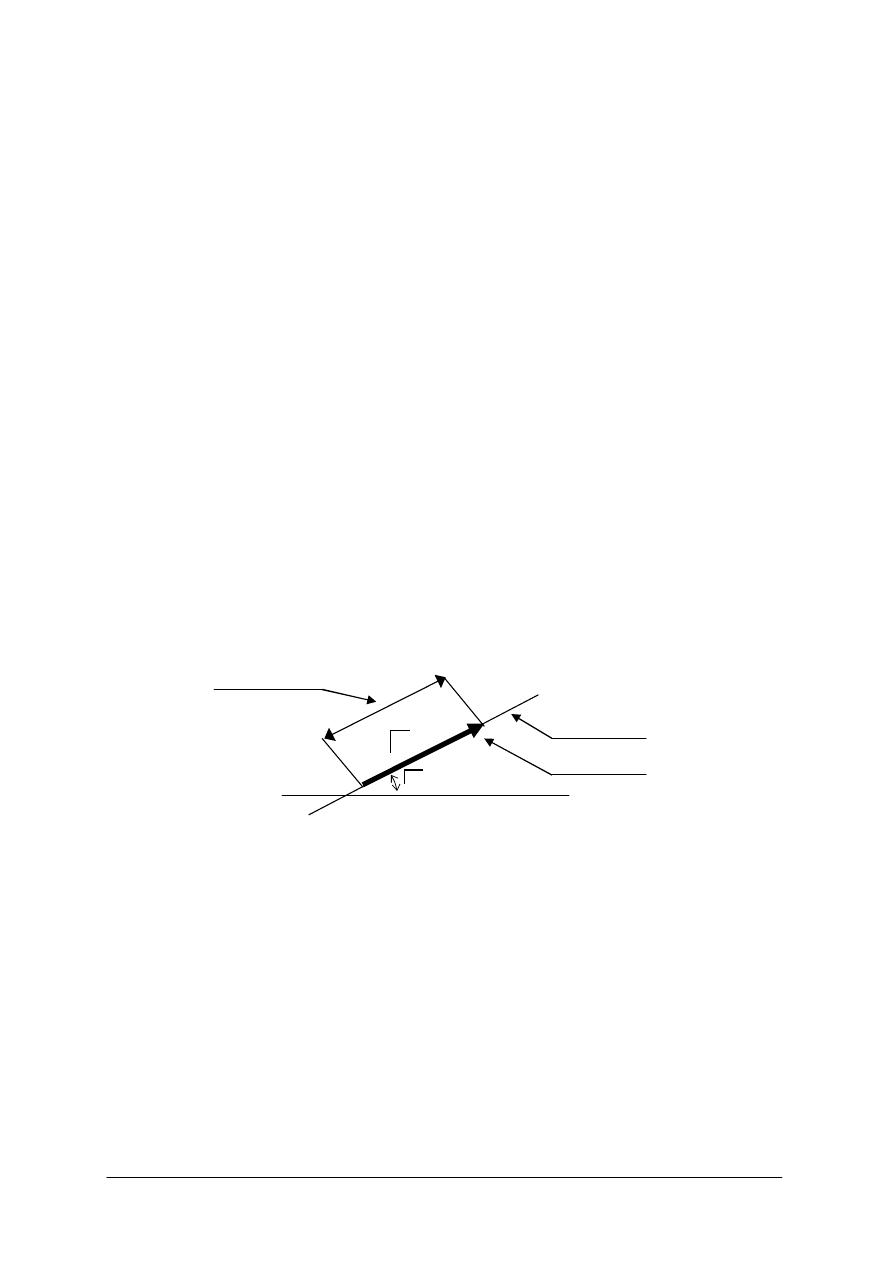
Ciała swobodne posiadają sześć stopni swobody. Są to przesunięcia na boki, przesunięcia
w przód i w tył oraz trzy obroty.
Rys. 4.
Graficzne przedstawienie 6 stopni swobody
Jeżeli dowolne ciało zawiesi się na linie, zostanie odebrany mu jeden stopień swobody
(w dół). Ponieważ pozostałe stopnie swobody nie są odebrane, ciało nadal może się
przemieszczać na boki, w przód i tył, obracać wokół osi pionowej (x), poziomej
(y) i biegnącej w głąb (z).
r
F
M
⋅
=
[Nm]
M – moment siły [Nm]
F – siła [N]
r – promień [m]
x
z
y
r
M
r
A
pkt .
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
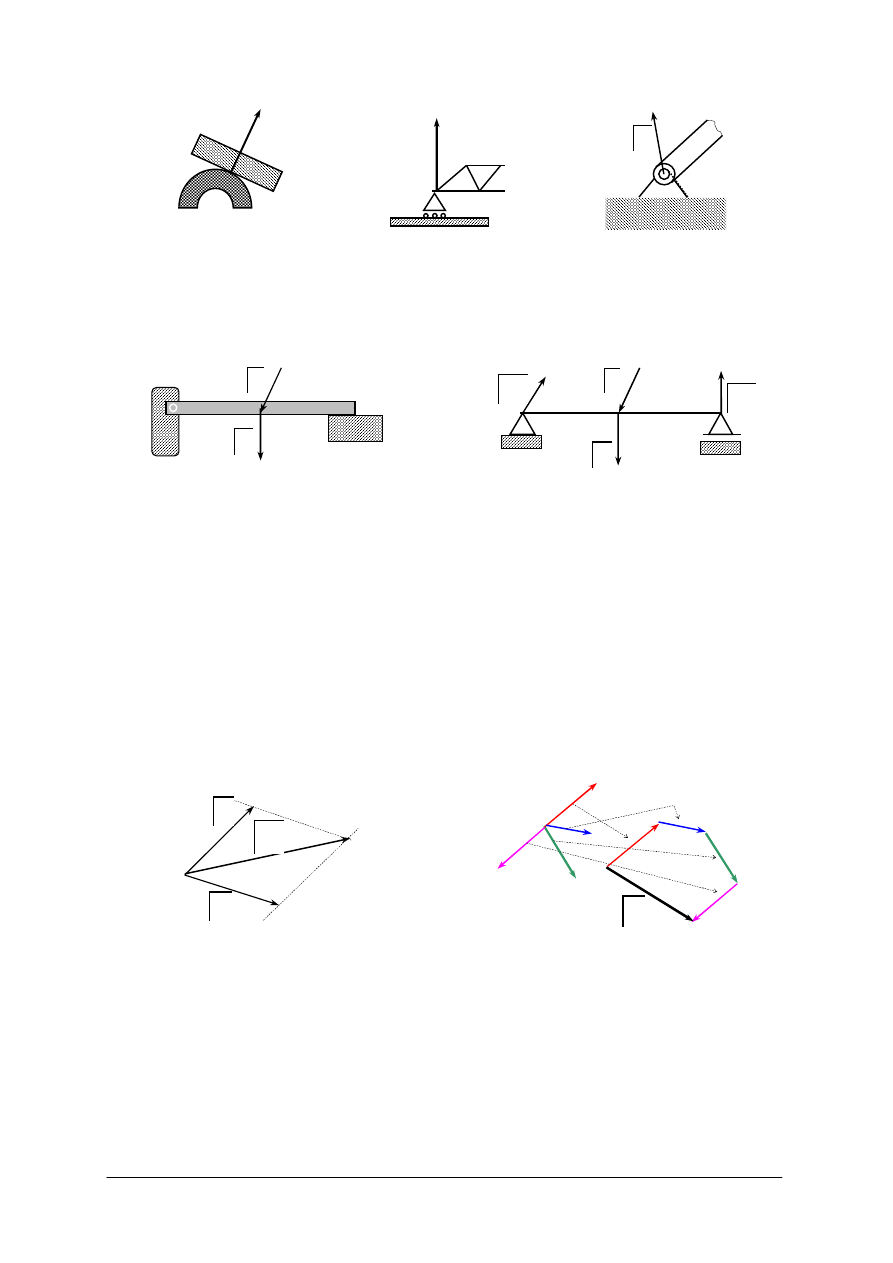
Rys. 5.
Przykłady podpór: ruchomych: a) na walcu i b) na pryzmie c) nieruchomej
Więzy odbierające stopnie swobody wywołują reakcje. Podstawowe rodzaje więzów
i powstające w nich reakcje można podzielić na: podpory ruchome, podpory stałe, więzy
wiotkie
Rys. 6.
Przykład układu statycznego i jego model
Składanie sił zbieżnych
Zbiór dowolnej liczby sił działającej na ciało nazywa się układem sił. Układ sił może być
płaski (wszystkie siły leżą w jednej płaszczyźnie) lub przestrzenny. Gdy w układzie płaskim
linie działania sił przecinają się w jednym punkcie, jest to układ sił zbieżny. Gdy linie
działania sił są do siebie równoległe, jest to układ płaski równoległy.
Gdy układ sił zbiega się w jednym punkcie, to taki układ można uprościć poprzez
zastąpienie wszystkich sił jedną, tak zwaną „siłą składową”.
Siły w zbieżnym układzie sił można dodawać dwoma metodami:
–
metodą wieloboku,
–
metodą równoległoboku.
W obydwu przypadkach należy posłużyć się metodą dodawania wektorów.
Rys. 7.
Składanie sił zbieżnych: a) metodą równoległoboku, b) metodą wieloboku
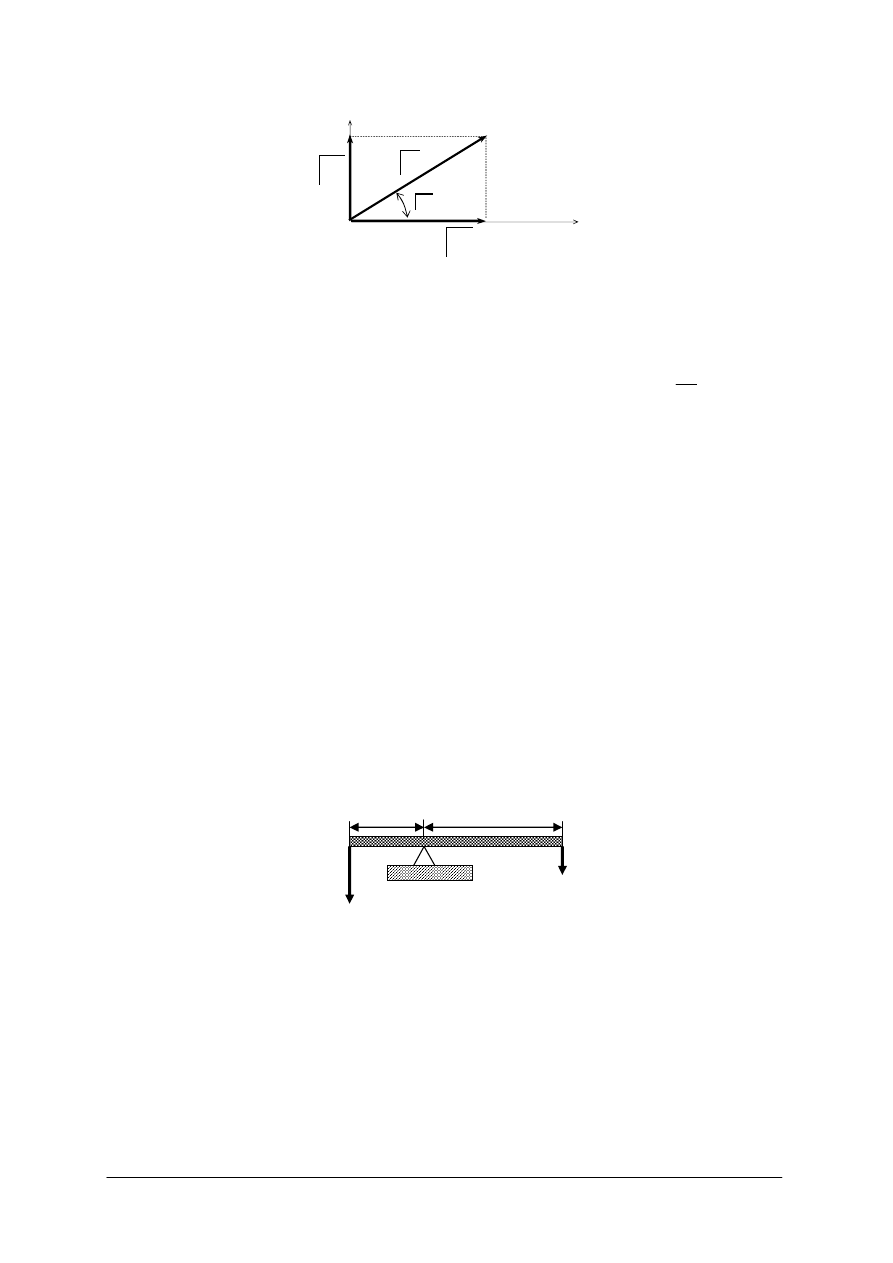
Rozkładanie sił na składowe
Każdą siłę można rozłożyć na dwie składowe, np. na dwie osie symetrii. Sposób rozłożenia
siły na dwie składowe, leżące na osiach symetrii x i y, przedstawiono na rysunku. Wartość siły
składowej (moduł) można określić metodą geometryczną lub analityczną. W metodzie
geometrycznej rysuje się siły w odpowiedniej podziałce, następnie rozkłada się je na osie
symetrii, mierzy długość siły składowej i mnoży przez przyjętą podziałkę.
a)
b)
c)
a)
b)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Rys. 8.
Rozkładanie siły na dwie składowe
W metodzie analitycznej, mając podaną wartość siły i kąt α można skorzystać
z następujących wzorów:
α
cos
⋅
=
F
F
x
α
sin
⋅
=
F
F
y
2
2
y
x
F
F
F
+
=
F
F
y
=
α
cos
Warunki równowagi układu sił
Jeżeli punkt materialny (lub ciało sztywne) jest w stanie spoczynku to oznacza, że
wszystkie siły zewnętrzne wzajemnie się znoszą (są w równowadze). Zapisuje się to
równaniem:
0
...
2
1
=
+
+
+
n
F
F
F
Jest to warunek równowagi sił. Jeżeli wszystkie siły zostałyby zredukowane przy pomocy
wieloboku sił, to wielobok byłby zamknięty. Oznacza to, że płaski zbieżny układ sił jest
w równowadze, jeżeli wielobok sił tego punktu jest zamknięty. Rozkładając na osie wszystkie
siły w zbieżnym płaskim układzie sił, warunek równowagi odnosi się również do rzutów tych
sił na osie. Należy uwzględnić wszystkie czynne siły i reakcje.
0
...
2
1
=
+
+
+
nx
x
x
F
F
F
0
...
2
1
=
+
+
+
ny
y
y
F
F
F
W przypadku dowolnego układu sił, warunki równowagi będą wówczas zachowane, gdy
suma rzutów wszystkich sił (czynnych i reakcji) na oś x będzie równać się zeru, suma rzutów
wszystkich sił na oś y będzie równać się zeru i suma momentów wszystkich sił względem
dowolnego punktu będzie równać się zeru.
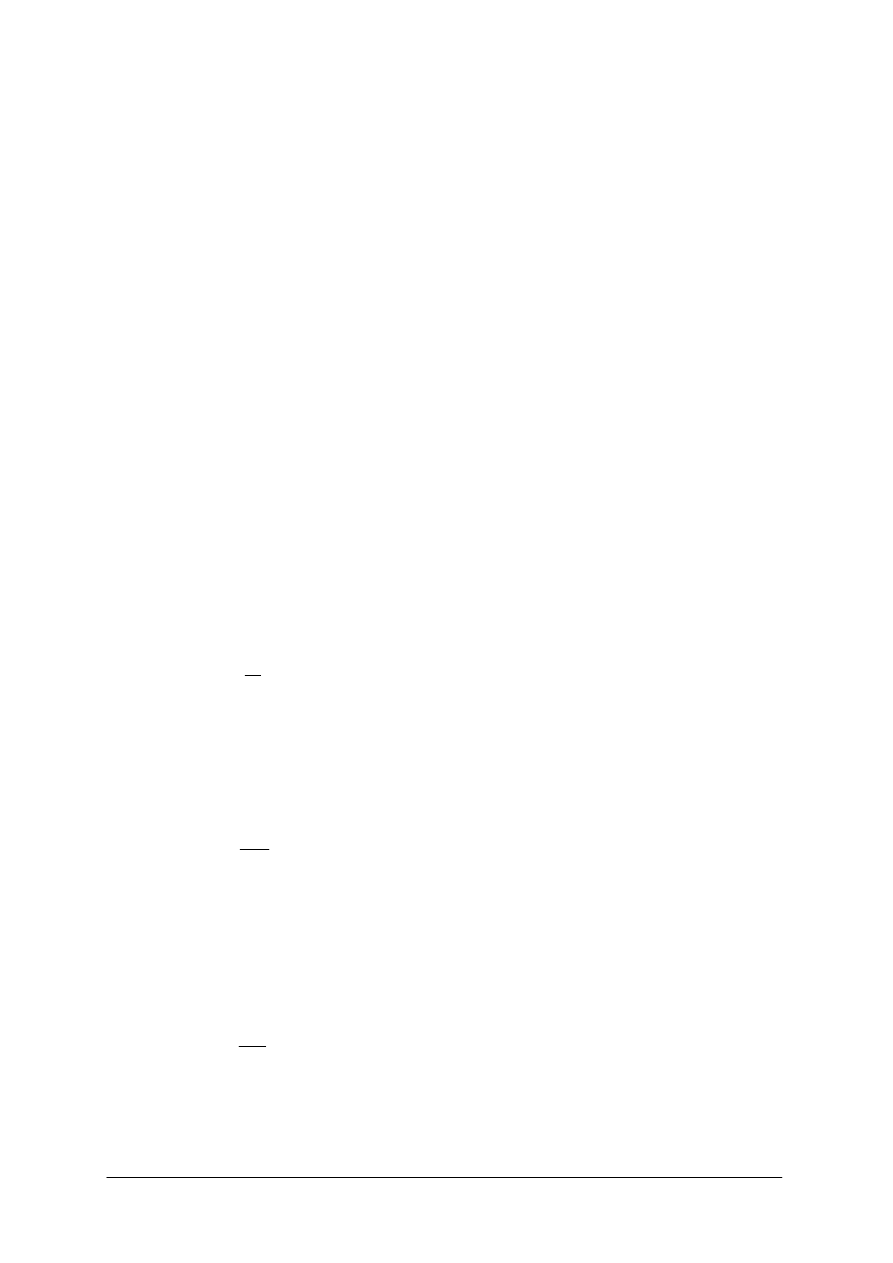
Rys. 9.
Warunek równowagi belki
W przypadku belki, pozostanie ona w równowadze, gdy wartości momentów
przyłożonych do obu ramion będą równe, a ściślej, gdy suma wektorów momentów będzie
równa zeru.
2
2
1
1
r
F
r
F
⋅
=
⋅
r
r
r
2
r
1
F
2
F
1
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Wytrzymałość materiałów
Odkształcenia ciał
Odkształceniem nazywa się proces zmiany kształtu i wymiarów ciała poddanego
działaniu obciążenia. Rozróżnia się odkształcenia sprężyste i plastyczne. Odkształcenie
sprężyste to takie, które znika całkowicie (dla ciał doskonale sprężystych) lub tylko
częściowo (dla ciał częściowo sprężystych). W przypadku odkształcenia plastycznego ciało
nie powraca do swego poprzedniego kształtu nawet po ustaniu działania obciążenia.
W praktyce elementy konstrukcyjne powinny być obciążone w taki sposób, by ulegały
odkształceniom częściowo sprężystym.
Wytrzymałość to opór stawiany przez materiał sile, która usiłuje go rozdzielić lub
zmienić jego kształt. W zależności od sposobu działania siły rozróżnia się wytrzymałość na
rozciąganie (R
r
), na ściskanie (R
c
), na zginanie (R
g
), na skręcanie (R
s
) oraz na ścinanie (R
t
).
Miarą wytrzymałości jest stosunek siły do pola powierzchni, na którą ta siła działa. Wyraża
się ją najczęściej w [N/mm
2
].
Rodzaj odkształceń ze względu na sposób działania obciążenia na ciało
W zależności od sposobu obciążenia elementu siłami zewnętrznymi odkształcenia mogą
powstać na skutek:
−
rozciągania,
−
ściskania,
−
ścinania,
−
skręcania,
−
zginania.
Naprężenia normalne i styczne
Naprężeniem nazywa się działanie sił wewnętrznych w materiale, wywołanych
obciążeniem zewnętrznym. Naprężenia chwilowe, powstające w pod wpływem działających
obciążeń zewnętrznych muszą być zawsze mniejsze lub równe naprężeniom dopuszczalnym.
k
S
F
≤
=
σ
F siła,
S przekrój w którym oblicza się naprężenia,
σ naprężenia.
Naprężenia normalne są wywołane siłą działającą prostopadle do rozpatrywanego
przekroju, Dotyczy to rozciągania, (σ
r
– naprężenia rozciągające), ściskania (σ
c
,- naprężenia
ściskające), gięcia (σ
g
naprężenia gnące). Ponieważ zginanie jest wywołane momentem
gnącym, oblicza się je ze wzoru:
g
x
g
g
k
W
M
≤
=
σ
σ
g –
naprężenia gnące,
M
g
moment gnący,
Wx wskaźnik przekroju na zginanie, którego wartość zależy od
rozmiaru i kształtu przekroju elementu (dla przekroju
kołowego o średnicy d wynosi 0,1d
3
),
Naprężenia styczne są wywołane siłą działającą stycznie do rozpatrywanego przekroju.
Dotyczy to ścinania (τ
t
,
- naprężenia ścinające) i skręcania. Ponieważ skręcanie wywołuje
moment skręcający M
s,
naprężenia skręcające oblicza się analogicznie, jak naprężenia gnące:
t
o
s
t
k
W
M
≤
=
τ
τ
t
naprężenia tnące,
M
s
moment skręcający,
Wo wskaźnik wytrzymałości przekroju na skręcanie, którego
wartość zależy od rozmiaru i kształtu przekroju elementu
(dla przekroju kołowego o średnicy d wynosi około
0,2d
3
),
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Jednostką podstawową naprężenia w układzie SI jest 1 Pascal [Pa]; 1 Pa=1N/m
2
.
Elementy maszynowe i konstrukcyjne w czasie eksploatacji przenoszą różne obciążenia, co
wiąże się z naprężeniami powstającymi w tych elementach. Są to naprężenia rzeczywiste.
Aby część nie uległa w czasie użytkowania zniszczeniu, naprężenia rzeczywiste nie mogą
przekroczyć wartości, określonej dla danego rodzaju materiału, z którego wykonany jest
element. Wartość taka nazywana jest naprężeniem dopuszczalnym.
Naprężenie dopuszczalne oznacza się literą k z odpowiednim indeksem informującym
o charakterze odkształcenia wywołującego określone naprężenie rzeczywiste. W praktyce
mamy do czynienia z następującymi naprężeniami dopuszczalnymi:
−
k
r
– naprężenie dopuszczalne przy rozciąganiu,
−
k
c
– naprężenie dopuszczalne przy ściskaniu,
−
k
g
– naprężenie dopuszczalne przy zginaniu,
−
k
t
– naprężenie dopuszczalne przy ścinaniu.
Naprężenia oblicza się jako iloraz wytrzymałości materiału R i współczynnika
bezpieczeństwa n.
e
e
n
R
k
=
lub
m
m
n
R
k
=
[MPa]
ne
–
współczynnik
bezpieczeństwa
dla
materiałów
plastycznych,
nm – współczynnik bezpieczeństwa dla materiałów kruchych.
Tabela 1. Niektóre wartości współczynnika bezpieczeństwa
Materiał
n
e
n
m
Stale,
staliwo,
żeliwo
ciągliwe
2 – 2,3
---
Żeliwa szare
---
3,5
Stopy miedzi
3 – 4
----
Stopy aluminium
3,5 – 4
----
Współczynnik bezpieczeństwa
Jest to wielkość bezwymiarowa, określająca ile razy naprężenie dopuszczalne dla danego
materiału jest mniejsze od granicy wytrzymałości (dla materiałów kruchych) lub od granicy
plastyczności (dla materiałów plastycznych).
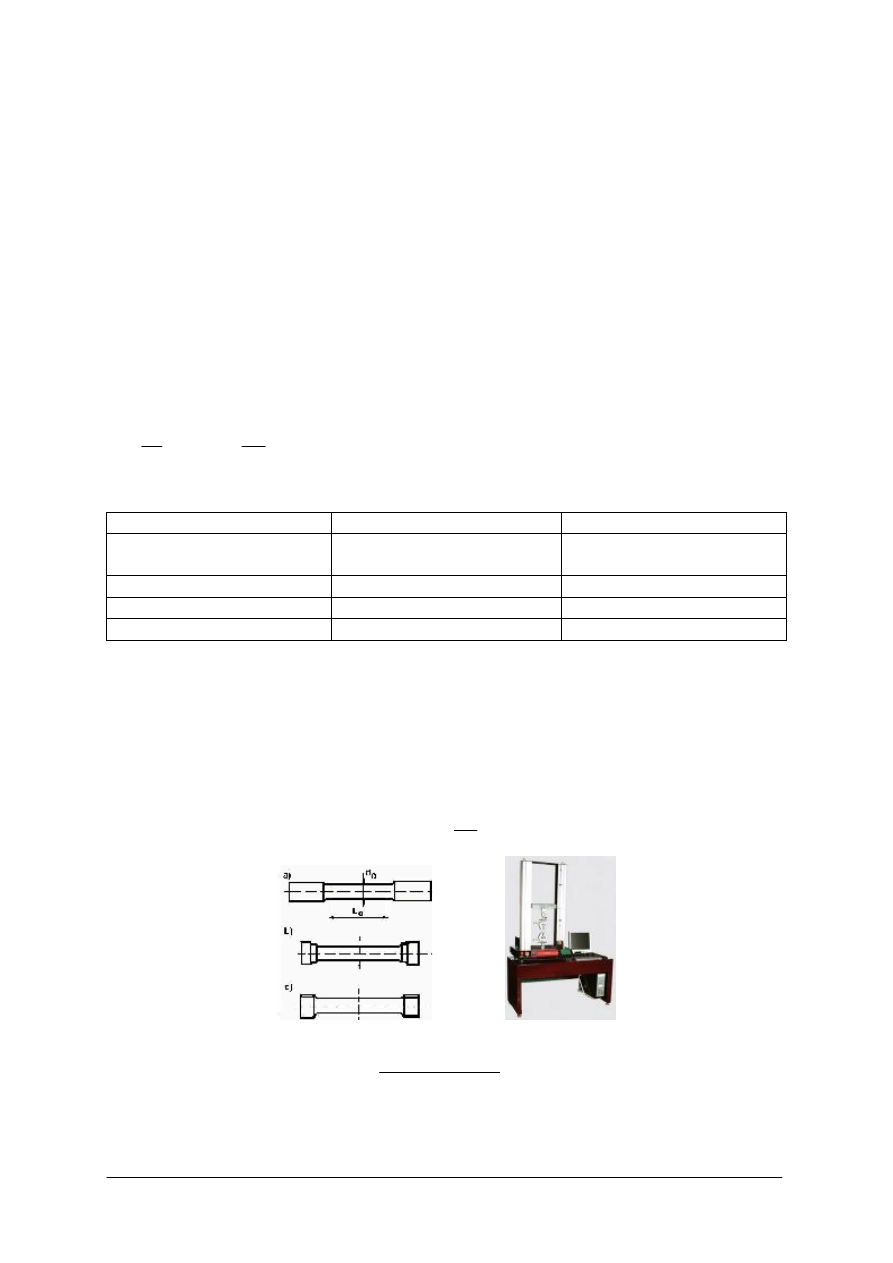
Wytrzymałością na rozciąganie R
m
nazywa się naprężenie rozciągające odpowiadające
największej sile rozciągającej F
m
, uzyskanej w czasie próby rozciągania, odniesionej do
pierwotnego przekroju S
o
próbki:
o
m
m
S
F
R
=
Rys. 10. Próbki o przekroju kołowym przygotowane do rozciągania i maszyna do badania
wytrzymałości na rozciąganie [www.testlab.com.pl]
Wytrzymałość na rozciąganie R
m
może przybierać różne wartości dla tego samego
materiału w różnych warunkach pracy, np. w temperaturze podwyższonej lub obniżonej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Zazwyczaj wraz ze wzrostem temperatury obniżają się właściwości wytrzymałościowe
materiałów konstrukcyjnych.
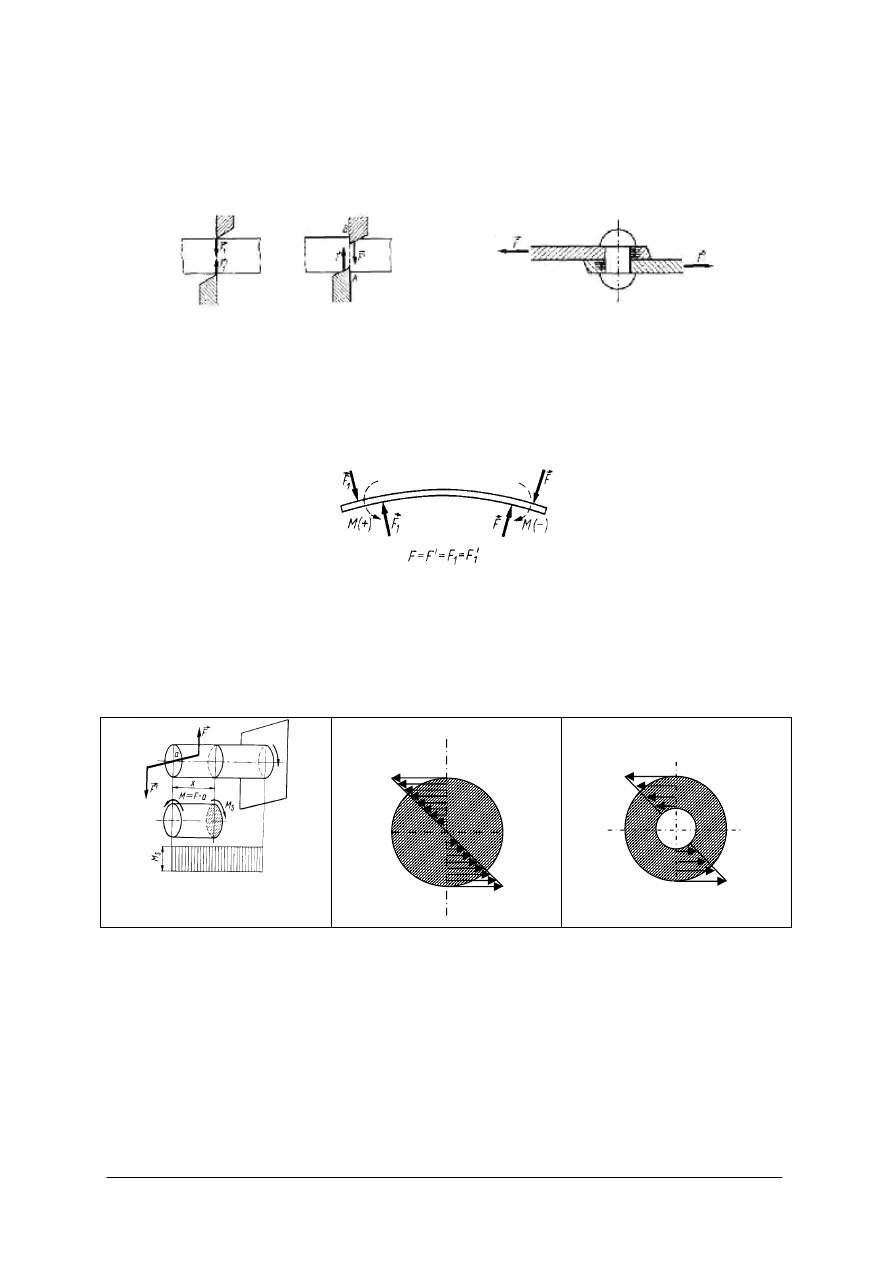
Ścinanie
Ścinanie technologiczne ma miejsce wówczas, gdy na materiał działają dwie siły
tworzące parę sił o bardzo małym ramieniu.
Rys. 11. Kolejne etapy ścinania; F
1
F
2
siły tnące, Ścinanie w połączeniu nitowym; [24, s. 198]
Zginanie
Zginaniem czystym nazywa się odkształcenie elementu (belki) poddanego działaniu
dwóch par sił o momentach równych co do wartości, lecz przeciwnie skierowanych.
Odkształcenie to występuje między wektorami momentów tych par.
Rys. 12. Czyste zginanie belki obciążonej dwiema parami sił [24, s. 210]
Skręcanie
Proces skręcania pręta utwierdzonego jednym końcem ukazany jest na rysunku 13a.
Skręcanie jest wywołane działaniem pary sił przyłożonych do przekroju poprzecznego pręta,
oddalonego o pewną odległość od podstawy utwierdzonej.
Rys. 13. Skręcanie pręta o przekroju kołowym; a) F para sił skręcających, M
s
moment skręcający,
[24, s. 260] b) wał pełny, c) wał wydrążony
Na rysunku 13b i 13c przedstawiono rozkład naprężeń skręcających w wale pełnym
i wydrążonym.
Rodzaje obciążeń.
W trakcie eksploatacji maszyny jej części mogą ulec uszkodzeniu lub zniszczeniu pod
wpływem czynników zewnętrznych, np. w wyniku działania sił zewnętrznych, nadmiernego
nagrzania, korozji. Konstruktor powinien zaprojektować części w ten sposób, by
prawdopodobieństwa zniszczenia tych części zmniejszyć do minimum. Podstawą do obliczeń
τ
max
τ
max
τ
max
τ
max
a)
b)
c)
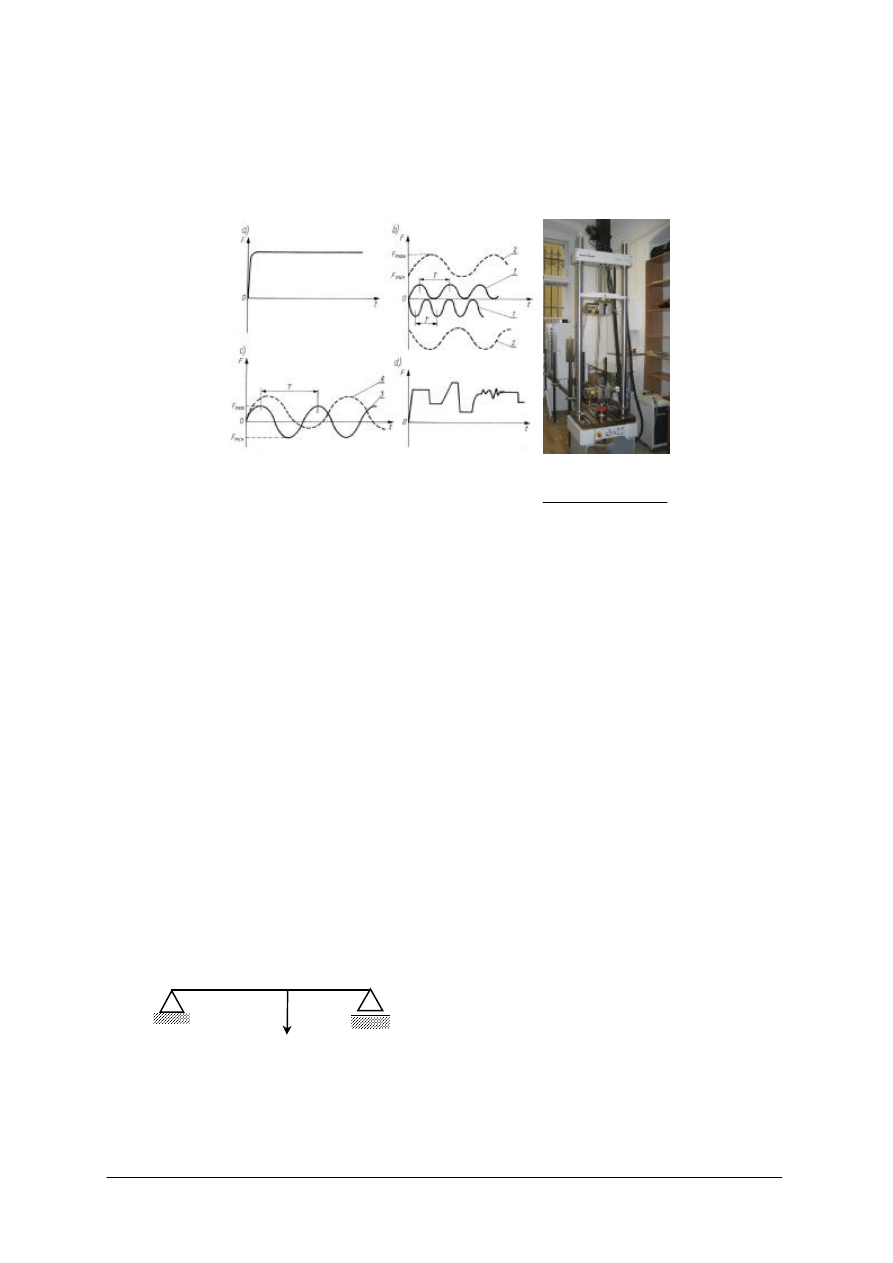
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
wytrzymałościowych części maszyn jest określenie charakteru sił zewnętrznych, czyli
obciążeń mechanicznych. Obciążenia można podzielić na:
−
stałe (statyczne, niezmienne, trwałe), których wartość i kierunek są niezmienne w ciągu
dość długiego czasu pracy
−
zmienne, o różnym charakterze zmienności w czasie pracy.
Rys. 14. Rodzaje cykli obciążeń i naprężeń: a) stały, b) jednostronnie zmienny,
c) obustronnie zmienny, d) nieustalony, [23, s.15] i maszyna do badań
zmęczeniowych przy obciążeniach dynamicznych [www.ig.pwr.wroc.pl]
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie modele ciał rzeczywistych wyróżnia się w mechanice?
2. Co to jest siła?
3. Co to jest moment obrotowy?
4. W jakich jednostkach mierzy się: siłę, masę i moment obrotowy?
5. Co to są więzy?
6. Ile stopni swobody może posiadać ciało swobodne?
7. Jaki układ sił nazywamy zbieżnym?
8. Jakie naprężenia mogą wystąpić w częściach maszyn?
9. Co to jest wytrzymałość materiału?
10. Co to są naprężenia dopuszczalne?
11. Na czym polega skręcanie wału?
12. Jaka jest różnica między zginaniem a ścinaniem?
13. Jakiego rodzaju obciążenia mogą występować w częściach maszyn?
4.1.3. Ćwiczenia
Ćwiczenie 1
Zaznacz reakcje w więzach dla przedstawionych poniżej przypadków.
Układ obciążony siłą zewnętrzną
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować zasady wyznaczania reakcji w więzach,
2) narysować reakcje w podporze stałej i ruchomej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Wyposażenie stanowiska pracy:
−
linijka z podziałką i trójkąt,
−
literatura zgodna z wykazem w Poradniku ucznia.
Ćwiczenie 2
Wykonaj składanie podanych sił metodą równoległoboku.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) wykonać składanie sił metodą równoległoboku,
2) wyznaczyć wypadkową sił składowych.
Wyposażenie stanowiska pracy:
−
linijka z podziałką i trójkąt,
−
literatura zgodna z wykazem w Poradniku ucznia.
Ćwiczenie 3
Wykonaj składanie podanych sił metodą wieloboku.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) wykonać składanie sił metodą wieloboku,
2) wyznaczyć wypadkową sił składowych.
Wyposażenie stanowiska pracy:
−
linijka z podziałką i trójkąt,
−
literatura zgodna z wykazem w Poradniku ucznia.
Ćwiczenie 4
Zbuduj układ równowagi belki dwustronnego działania podpartej niesymetrycznie.
Zmierz odległości między końcami belki a punktem podparcia. Na jednym z końców umieść
odważnik o określonej masie (np. 1kg). Wylicz, jaką masę należy umieścić na drugim końcu
belki, by doprowadzić układ do stanu równowagi. Określ, dlaczego układ mimo wykonanych
obliczeń nie osiągnął stanu równowagi? Jaki wpływ na ten układ ma ciężar belki?
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) ułożyć prostopadle stalowy płaskownik o długości 50 cm, na krótkim okrągłym pręcie,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
3) zmierzyć odległość końców belki od punktu podparcia,
4) wyznaczyć warunek równowagi układu, pomijając w obliczeniach ciężar płaskownika,
5) obciążyć belkę odważnikami o masach określonej w wyliczeniach,
6) przeanalizować wynik eksperymentu.
Wyposażenie stanowiska pracy:
−
pręt o średnicy ok. 10 mm i długości ok. 10 cm,
−
płaskownik o długości ok. 50 cm,
−
zestaw odważników,
−
miara lub przymiar kreskowy.
Ćwiczenie 5
Wyjaśnij, z jakim zjawiskiem masz do czynienia podczas przecinania blachy nożycami
do przecinania blach. Dlaczego nożyce w przypadku, gdy są nie odpowiednio wyregulowane
zamiast ciąć cienką blachę wyginają ją?
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeciąć cienką blachę prawidłowo wyregulowanymi nożycami do blachy,
2) poluzować o pół obrotu śrubę skręcającą ostrza nożyc,
3) przeciąć ponownie przygotowane próbki blachy,
4) przeanalizować, dlaczego po poluzowaniu śruby nożyce nie tną blachy.
Wyposażenie stanowiska pracy:
−
próbki pasków blachy o grubości ok. 0,1 mm,
−
nożyce do blachy proste, z możliwością regulacji szczeliny miedzy nożami,
−
klucze płaskie do regulacji szczeliny między nożami w nożycach do blachy.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
zdefiniować siłę i moment siły?
2)
wyznaczyć reakcję w podporze ruchomej?
3)
wyznaczyć reakcję w podporze stałej?
4)
wyznaczyć siłę składową metodą wieloboku?
5)
wyznaczyć siłę składową metodą równoległoboku?
6)
określić warunki równowagi płaskiego układu sił zbieżnych?
7) określić rodzaje naprężeń w zależności od działającego
obciążenia zewnętrznego?
8)
zdefiniować naprężenie styczne i normalne?
9)
zdefiniować obciążenia stałe i zmienne?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.2. Podstawy maszynoznawstwa. Normalizacja części maszyn.
Połączenia rozłączne i nierozłączne
4.2.1. Materiał nauczania
Podstawy maszynoznawstwa
Maszynoznawstwo
jest
nauką
o
budowie
i
zasadach
działania
maszyn.
Maszynoznawstwo ogólne dotyczy maszyn stosowanych w wielu gałęziach przemysłu np.
silników, pomp, wentylatorów, sprężarek, dźwigników, przenośników itp. Inny zakres
posiada maszynoznawstwo dotyczące określonej gałęzi przemysłu. W przypadku przemysłu
spożywczego maszynoznawstwo zajmuje się w szczególności maszynami używanymi do
obróbki i produkcji produktów żywnościowych:
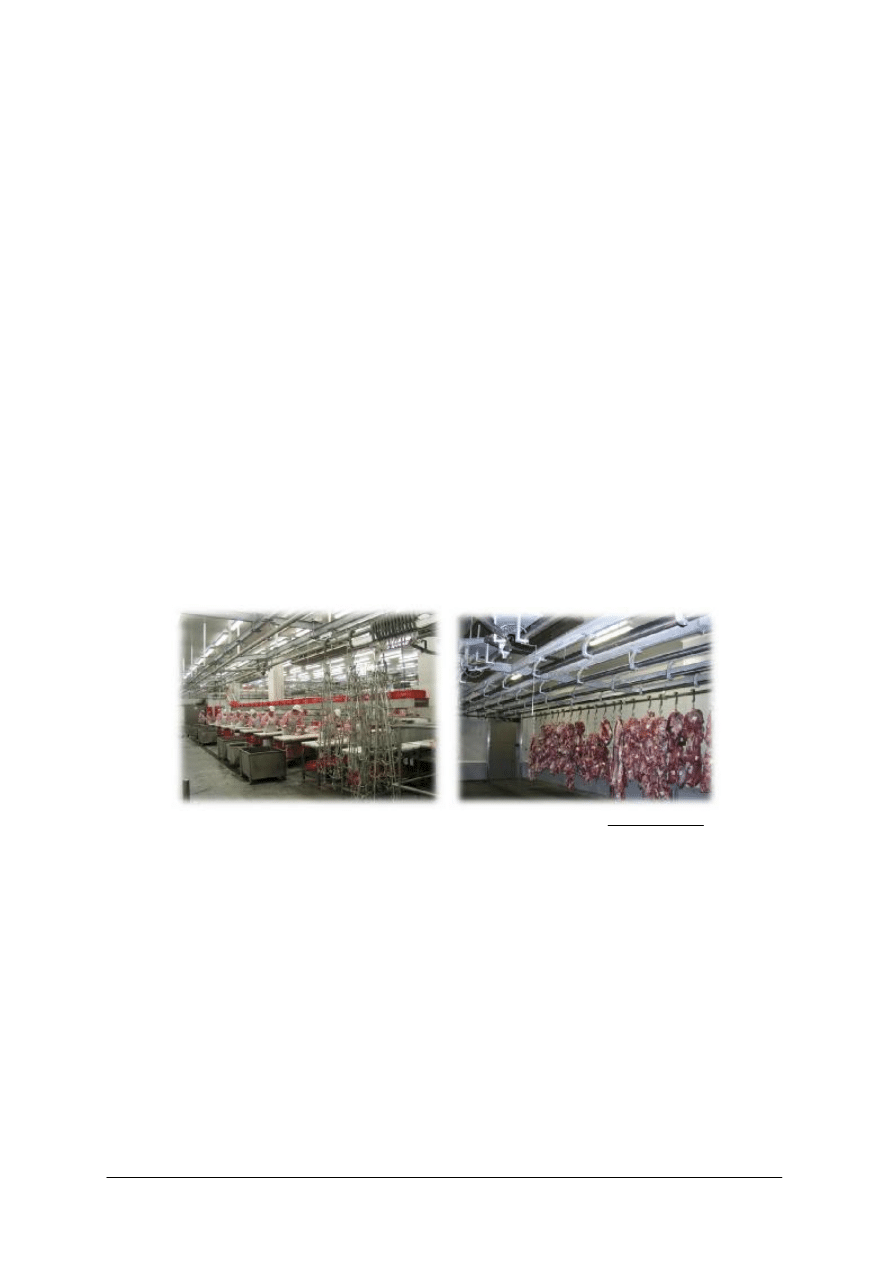
−
w przemyśle mięsnym: liniami ubojowymi, liniami rozbiorowymi, nadziewarkami,
wilkami, kutrami, urządzeniami klipsującymi, liniami do parówek, odskórowaczkami,
kostkownicami, nastrzykiwarkami, kotleciakami, mieszalniki, komory wędzarnicze,
odbłoniarki itd
−
w przemyśle piekarniczym m.in.: linie do chleba, linia do bułek, ubijaczki, wałkownice
i rozwałkowywaczki, wagodzielarki, mieszałki spiralne, krajalnice do chleba,
zaokrąglarki do chleba, wydłużarki do chleba, piece piekarnicze itd.
−
w przemyśle mleczarskim: linie do produkcji sera żółtego, homogenizatory, pakowaczki
płynów, pakowaczki do masła, wirówki do mleka, schładzalniki mleka itd.
−
w przemyśle cukierniczym: linie do produkcji ciastek, maszyny do produkcji wafli,
Rys.15. Przykład technologicznej linii rozbiorowej i linii ubojowej [www.pwalba.pl]
Projektując współczesne maszyny dla przemysłu spożywczego uwzględnia się typowe
kryteria mechaniczne obowiązujące dla ogółu maszyn, a wynikające z występujących
w użytkowanych maszynach obciążeń, ciśnień, prędkości itp. Konstruktorzy muszą również
uwzględnić specyficzne warunki środowiskowe, w których maszyna będzie użytkowana.
Główne czynniki to temperatura, rodzaj środowiska, rodzaj materiałów, z którymi urządzenie
będzie miało kontakt. W przypadku maszyn dla przemysłu spożywczego w szczególności
zwraca się uwagę na to, by nie dochodziło do możliwości zanieczyszczenia produkowanych
wyrobów. Dlatego zwraca się uwagę na dobieranie materiałów konstrukcyjnych, które
w kontakcie z surowcami i wyrobami nie będą niekorzystnie wpływać na jakość wyrobu. Nie
powinny one nadawać wyrobom obcego zapachu, smaku lub zabarwienia. Dodatkowo
materiały te powinny być odporne na korozję. W szczególności konstruktorzy maszyn dla
przemysłu spożywczego muszą pamiętać o tym, by:
−
stosować gładkie powierzchnie stykające się z surowcami i wyrobami, w celu łatwego
czyszczenia i dezynfekcji maszyn,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
−
tak rozłożyć ruchome elementy w maszynach, by środki smarne i inne substancje
pomocnicze nie mogły wchodzić w kontakt z surowcami i wyrobami,
−
w miarę możliwości maksymalnie zredukować ilości stosowanych środków smarnych,
−
elementy takie jak: napędy i łożyska powinny być zlokalizowane poza strefą kontaktu
z surowcami i wyrobem,
−
tam, gdzie to jest możliwe, rozważyć użycie wody, jako cieczy hydraulicznej lub środka
smarnego lub użycie do smarowania przetwarzanego środka spożywczego,
−
w takich przypadkach, gdy niezbędne jest stosowanie tradycyjnych środków smarnych,
powinny one spełniać kryteria dopuszczenia do przypadkowego kontaktu z żywnością.
Wszystkie urządzenia do transportu technologicznego, wstępnej obróbki produktów,
występujące w liniach technologicznych produkcji spożywczej, w tym m.in. do sortowania,
ważenia, mycia, rozdrabniania itp. powinny być wykonane zgodnie z HACCP oraz normami
PN i UE.
Rys. 16. Linia do produkcji chleba [www.marketeo.com/pl]
Każda użytkowana maszyna powinna być właściwie posadowiona i zamocowana.
Zarówno umocowanie maszyny jak i podłączenie do wszystkich instalacji musi być
wykonane zgodnie z warunkach podanymi w instrukcji obsługi lub dokumentacji techniczno-
ruchowej (DTR). Zamocowane osłony powinny chronić przed możliwym dostępem rąk, nóg
lub innych części ciała operatora do ruchomych elementów maszyny, narzędzi lub innych
przedmiotów pracy. Maszyny źle zabezpieczone lub niewłaściwe obsługiwane mogą
spowodować zdarzenia niebezpieczne poprzez: pochwycenie, wciągnięcie, uderzenie,
wplątanie, dotknięcie, wytrysk, zgniecenie, zmiażdżenie, obcięcie, przecięcie, złamanie,
stłuczenie lub otarcie. Dlatego zawsze przed uruchomieniem należy sprawdzić kompletność
i działanie osłon blokujących i innych urządzeń ochronnych. Muszą one zapewnić odległość
uniemożliwiającą dostęp rąk i nóg oraz innych części ciała operatora do stref
niebezpiecznych. Niedopuszczalne jest wyposażenie stanowisk pracy w maszyny, urządzenia
oraz narzędzia, które nie są oznaczone znakiem bezpieczeństwa i nie posiadają certyfikatu
bezpieczeństwa. Osłon i innych urządzeń ochronnych nie wolno podczas ruchu maszyny
otwierać, demontować. Również elementy sterownicze powinny być zlokalizowane
i oznaczone. Szczególnie dotyczy to wyłączników: start i stop, wyłącznika awaryjnego,
wyłączników krańcowych oraz innych elementów sterujących. Powinny one być pewnie
zamocowane, łatwo dostępne i oznakowane. Na stanowisku pracy powinna znajdować się
pełna informacja na temat bezpiecznego użytkowania maszyny. Operator powinien mieć
zapewniony dostęp do instrukcji obsługi i innego osprzętu, wyposażenia maszyny
i stanowiska pracy.
Szczególną ostrożność operator powinien również zachować podczas czyszczenia,
konserwacji i napraw użytkowanej maszyny. Te czynności można wykonywać jedynie po

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
wyłączeniu zasilania maszyny. Każda maszyna powinna podlegać okresowym przeglądom
technicznym oraz naprawom, zgodnie z instrukcją obsługi lub dokumentacji techniczno-
ruchowej.
Zamienność części
Zamienność części jest to cecha, która umożliwia składanie w zespół (podczas montażu
lub naprawy) określonych części maszyn, wykonanych według założonych wymiarów nawet
mimo tego, że powstawały niezależnie od siebie (np. w różnych zakładach produkcyjnych).
Zamienność całkowita polega na takim tolerowaniu montowanych części, aby nawet przy
najbardziej niekorzystnym zbiegu wartości odchyłek wykonawczych części maszyn można
było złożyć w zespoły, bez dodatkowych czynności. Przy zamienności częściowej (zwykle
nieznacznej), pewnej ilości elementów nie można prawidłowo złożyć w zespoły, ponieważ
tolerancje wymiarów mających wpływ na montaż zostały powiększone w stosunku do
tolerancji, które by zapewniały zamienność całkowitą. Zamienność częściowa jest stosowana
w produkcji masowej, gdy straty z powodu niemożności zmontowania pewnej liczby
zespołów są mniejsze, od zysku wynikłego z obniżenia kosztów wykonania części
o zwiększonych tolerancjach. Zamienność technologiczna wymaga przeprowadzenia
dodatkowej obróbki, w celu usunięcia niekorzystnego zbiegu odchyłek wymiarów
w określonym zespole. W zamienności konstrukcyjnej niekorzystne skojarzenie odchyłek
kompensuje się (w sposób ciągły lub skokowy) przez zmianę położenia jednej części
w stosunku do drugiej. Zamienność selekcyjna polega na podziale części na grupy selekcyjne
o węższych tolerancjach i na odpowiednim kojarzeniu tych grup. Dzięki temu tolerancja
pasowania połączonych grup jest odpowiednio mniejsza.
Tolerowanie wymiaru polega na określeniu dwóch wymiarów granicznych: dolnego
i górnego, między którymi powinien się znaleźć wymiar rzeczywisty przedmiotu. Różnicę
między górnym i dolnym wymiarem granicznym nazywa się tolerancją wymiaru.
Normalizacja służy zastosowaniu w produkcji przemysłowej jednolitych wzorców,
w celu obniżenia kosztów produkcji. Umożliwia ona współpracę urządzeń pochodzących od
różnych producentów, a także umożliwia wymianę zużytych części maszyn. Normalizacja
części maszyn w efekcie zapewnia wysoką ich funkcjonalność i użyteczność. Dzięki
normalizacji jest możliwa wzajemna zgodność znormalizowanych części i ich pełna
zamienność. Normalizacja zapewnia także określony poziom bezpieczeństwa użytkowników
urządzeń technicznych. W wyniku normalizacji powstaje norma, w sposób szczegółowy
opisująca sposób postępowania lub w innym przypadku opisująca szczegółowo
charakterystyczne cechy wyrobów, procesów, usług lub części technicznych. Zestaw norm
jest podawany do powszechnego i stałego użytku. Norma może mieć albo charakter
dokumentu technicznego i wtedy jej stosowanie nie jest obowiązkowe albo prawno-
technicznego, którego stosowanie jest obligatoryjne (np. konieczność poddawania cyklicznym
badaniom zbiorniki ciśnieniowe). Działalnością normalizacyjną zajmują się instytucje
państwowe oraz niezależne organizacje międzynarodowe.
Polska Norma (oznaczana symbolem PN) – jest normą o zasięgu krajowym, ogólnie
przyjętą i zatwierdzoną przez krajową jednostkę normalizacyjną tzn. Polski Komitet
Normalizacyjny (PKN). Normy PN są powszechnie dostępne, ale nie bezpłatne. We
wcześniejszych latach stosowanie PN było obowiązkowe i pełniły one rolę przepisów.
Nieprzestrzeganie postanowień PN było naruszeniem prawa. Od 2003 roku stosowanie PN
jest już całkowicie dobrowolne. Normy Europejskie nie są powszechnie dostępne, ale
dostępne są wdrożone krajowe odpowiedniki tych norm. W każdym kraju członkowskim UE

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
teksty norm krajowych wprowadzających Normy Europejskie są takie same. Polska Norma
wprowadzająca Normę Europejską ma oznaczenie PN-EN, niemiecka DIN-EN itd.
Połączenia rozłączne i nierozłączne
Połączenia mechaniczne klasyfikuje się na:
–
rozłączne, w których łączone elementy można wielokrotnie łączyć i rozłączać, bez
uszkodzenia tworzących je elementów,
–
nierozłączne, mające na celu trwałe złączenie elementów. Ich rozłączenie będzie
związane z uszkodzeniem lub zniszczeniem elementów złącza.
Wśród połączeń rozłącznych wyróżnia się:
1. Połączenia gwintowe. Jest to największa grupa połączeń rozłącznych. Wykonywane są
najczęściej za pomocą znormalizowanych łączników gwintowych w postaci: śrub,
wkrętów i nakrętek. Śruby posiadają łby w kształcie umożliwiającym ich przykręcenie za
pomocą klucza (sześciokątne, kwadratowe lub wewnętrzne pod klucz np. typu Torx),
natomiast wkręty posiadają nacięcie płaskie lub krzyżowe (Philips lub Pozidrive) do
wkrętaka, którymi są wkręcane. Aby zapobiec samoczynnemu odkręcaniu się nakrętek,
wskutek drgań towarzyszącym pracy maszyn, stosuje się zabezpieczenia w postaci
zawleczek, podkładek sprężystych, odginanych itp.
2. Połączenia kołkowe – ich zadaniem może być dokładne ustalenie położenia elementów
względem siebie lub też przenoszenie sił z jednego elementu urządzenia na drugi.
Wyróżnia się kołki walcowe, stożkowe (zbieżność 1:50), kołki z karbami i nitokołki.
3. Połączenia sworzniowe – najczęściej stosowane do łączenia różnego rodzaju przegubów.
4. Połączenia klinowe i wpustowe są połączeniami wałka z piastą; rozróżnia się wpusty
pryzmatyczne, ślizgowe lub czółenkowe. kliny mogą być wzdłużne, wpuszczane, płaskie,
wklęsłe i noskowe.
5. Połączenia wielowypustowe i wielokarbowe, są to połączenia wykorzystywane m.in.
podczas łączenia wałów napędowych, przekładni kierowniczej z kolumną, kół
przesuwanych mechanizmu przekładni albo do wałów przegubowych.
6. Połączenia bagnetowe to połączenia zapewniające możliwość szybkiego rozłączenia
elementów (znalazły zastosowanie m.in. przy mocowaniu żarówek samochodowych).
Wśród połączeń nierozłącznych możemy dokonać podziału na połączenia spojeniowe
i plastyczne. Do połączeń nierozłącznych spojeniowych zaliczamy:
1. Połączenia spawane, które powstają poprzez nadtopienie brzegów łączonych elementów.
Źródłem ciepła jest tu łuk elektryczny lub płomień acetylenowo-tlenowy.
2. Połączenia zgrzewane są szeroko stosowane przy łączeniu elementów konstrukcji
blaszanych np. nadwozie pojazdu samochodowego, a także produkcji wyrobów
z tworzyw sztucznych. Polega na rozgrzaniu, a następnie silnym dociśnięciu łączonych
części.
3. Połączenia lutowane charakteryzują się małą wytrzymałością złącza, natomiast z uwagi
na dobre przewodnictwo prądu znalazły szerokie zastosowanie we wszelkiego rodzaju
urządzeniach elektrotechnicznych.
4. Połączenia klejone odznaczają się dość dobrą wytrzymałością przy prawidłowym
obciążeniu złącza, jak również należytym przygotowaniu powierzchni i dobranej
substancji klejącej.
Połączenia rozłączne
Połączenia gwintowe są siłowymi połączeniami rozłącznymi. Przez dokręcanie nakrętek
części dociskane są siłą osiową, powodując powstawanie siły tarcia. Zależy ona od
przyłożonej siły osiowej i współczynnika tarcia µ na powierzchni łączonej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Gwinty samohamowne mają mały skok linii śrubowej. Dzięki temu siła styczna jest
mniejsza od siły tarcia i dlatego nakrętka nie odkręca się sama. W połączeniach gwintowych
narażonych na wstrząsy należy przewidywać poluzowanie się śruby, dlatego stosowane są
w nich gwinty drobnozwojowe o małym skoku, a zatem o większej samohamowności.
Przykładowe zastosowanie w technice samochodowej to np. śruby mocujące koła, gwinty
świec zapłonowych, śrub nastawczych i złączki przewodu hamulcowego.
Połączenia gwintowe mogą być obciążane w kierunku zgodnym z osią symetrii lub
prostopadłym do niej. W pierwszym przypadku wytrzymałość połączenia zależna jest od:
–
średnicy rdzenia śruby (czyli walca, na którym nawinięty jest gwint),
–
wytrzymałości na rozciąganie materiału, z którego wykonano śrubę,
–
łącznej powierzchni zwojów współpracujących równocześnie z wewnętrznym gwintem
nakrętki lub otworu gwintowanego,
–
wytrzymałością na ścinanie materiału śruby i nakrętki lub otworu gwintowanego,
–
wstępnego naprężenia.
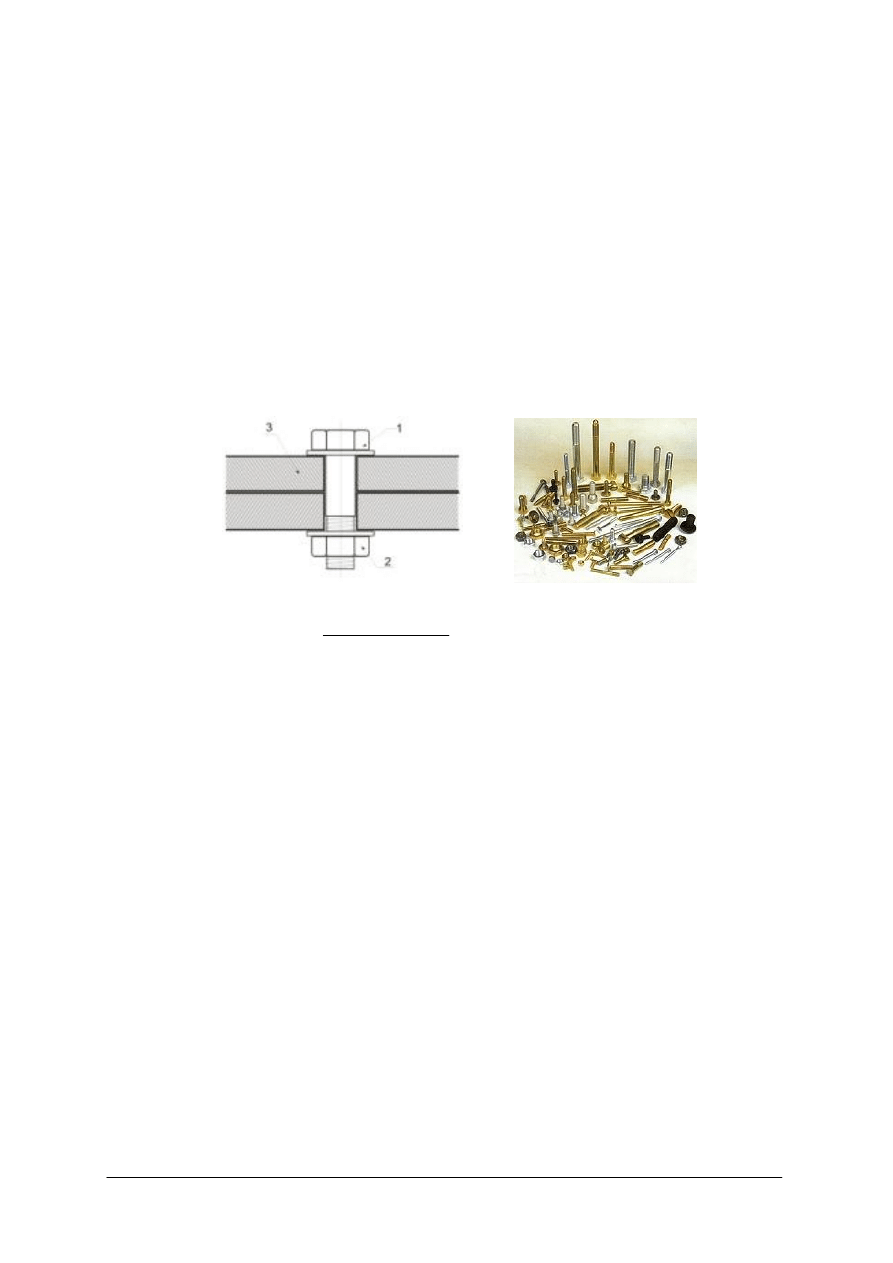
Rys.17. Przykład połączenia śrubowego śruba (1) i nakrętka (2), łączone elementy (3);Różne
łączniki śrubowe [www.walmet.com.pl]
Rodzaje gwintów
Gwint metryczny ISO zwykły z jednym kątem zarysu gwintu 60
o
jest najczęściej
stosowanym gwintem mocującym. Średnicy nominalnej D przyporządkowany jest
odpowiedni skok linii śrubowej. Pręty do wykonania gwintu zewnętrznego, wykonuje się
o średnicy nominalnej, zaś otwory do nacięcia gwintu wewnętrznego wiercone są o średnicy
rdzenia D
1
. Znormalizowane oznaczenie skrótowe np.: M12 oznacza gwint metryczny
zwykły, o średnicy nominalnej 12 mm.
Metryczne gwinty drobnozwojowe ISO mają mały skok linii śrubowej i tym samym
niewielką głębokość, dlatego są głównie nacinane na tulejach, rurach lub śrubach w celu
zwiększenia samohamowności. Znormalizowane oznaczenie skrótowe zawiera dodatkową
informację dotyczącą skoku linii śrubowej, np. M 12x1,25. W celu dokładnego ustalenia
rodzaju i skoku gwintów, które nie są cechowanych stosuje się tzw. sprawdziany
grzebieniowe, zawierające zestawy cechowanych blaszek o ząbkowanych krawędziach
odpowiadających poszczególnym gwintom.
Gwinty rurowe Whitwortha do rur i przewodów charakteryzują się niewielką głębokością
nacięcia i kątem zarysu gwintu 55
o
. Znormalizowane oznaczenie skrótowe zaczyna się od
litery G (np. G1/2”). Przy gwintach samouszczelniających gwint wewnętrzny jest
cylindryczny, natomiast zewnętrzny stożkowy.
Gwinty ruchowe to gwinty trapezowe: symetryczne znormalizowane oznaczenie
skrótowe Tr – z obciążeniem dwustronnym i niesymetryczne oznaczenie skrótowe
S z obciążeniem jednostronnym.
Gwinty okrągłe to gwinty szczególnie niewrażliwe na zabrudzenia i uszkodzenia, mogą
być dwustronnie obciążane. Znormalizowane oznaczenie skrótowe zaczyna się od liter Rd.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Gwinty lewoskrętne (lewe) stosowane są głównie do mocowania części obrotowych, dla
których wymagany jest przeciwny kierunek obrotu. Nakrętki z gwintem lewoskrętnym są
zaznaczone rowkiem. Oznaczenie skrótowe zawiera litery LH, np. M10 LH.
Stosuje się rozmaite kształty łbów. Śruby z łbem sześciokątnym przykręcane są kluczem
płaskim, oczkowym lub nasadowym. Śruby z łbem walcowym o gnieździe sześciokątnym
stosowane są wtedy, gdy łeb powinien być wpuszczony albo nie ma dostatecznego miejsca na
zastosowanie płaskiego klucza. Zamiast gniazda sześciokątnego można również stosować
profile typu Torx, z rowkiem krzyżowym lub klinowym (dokręcane wkrętakami). Śruby
z łbem kulistym i czopem kwadratowym stosowane są do drewna (czop kwadratowy
uniemożliwia obracanie).
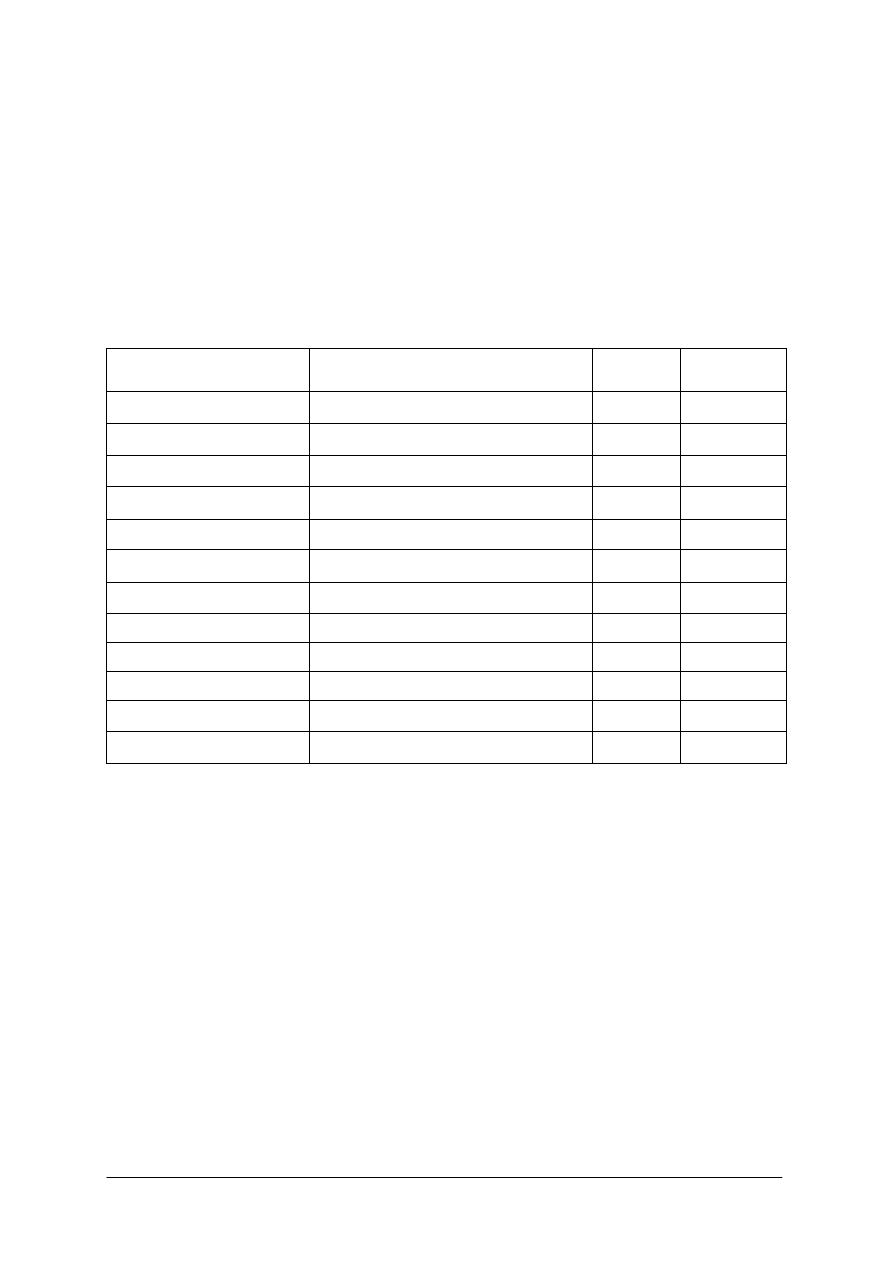
Tabela 2. Oznaczenia gwintów. [5, s.76]
Rodzaj gwintu
Wymiary, które należy podać w oznaczeniu
Znak
Przykład
Metryczny zwykły
średnica zewn. śruby w mm
M
M16
Metryczny drobnozwojny
średnica zewn. śruby x skok, w mm
M
M16x1
Calowy
średnica zewn. śruby w calach
"
3/4"
Calowy drobnozwojny
średnica zewn. śruby x skok, w calach
W
W1/2"x 1/16"
Rurowy walcowy
średnica wewn. rury w calach
G;Rp
G1/2"
Rurowy stożkowy
średnica wewn. rury w calach
R;Rc
Rc3/4"
Trapezowy symetryczny
średnica zewn. śruby x skok, w mm
Tr
Tr24x5
Trapezowy niesymetryczny
średnica zewn. śruby x skok, w mm
S
S22x6
Trapezowy niesymetryczny 45º
średnica zewn. śruby x skok, w mm
S45º
S45º 80x5
Okrągły
średnica zewn. śruby w mm x skok w calach
Rd
Rd32x1/8"
Stożkowy calowy (Briggsa)
średnica nominalna gwintu w calach
St. B
St. B1"
Stożkowy metryczny M6x1
średnica nominalna x skok w mm
St. M
St. M6x1
Typowe połączenia gwintowe wykorzystują takie elementy, jak: śruba, nakrętka i otwór
gwintowany w następujących układach:
–
śruba przechodzi przez współosiowe otwory w łączonych elementach i ściska je między
powierzchniami oporowymi łba i nakrętki,
–
śruba przechodzi przez przelotowy otwór jednego z elementów i jest wkręcana
w gwintowany otwór drugiego z elementów,
–
śruba dwustronna (szpilka) jest osadzona w gwintowanym otworze jednego z elementów,
przechodzi przez otwór przelotowy drugiego, dociskanego nakrętką.
Rodzaje nakrętek:
–
nakrętki sześciokątne najczęściej używane,
–
nakrętki kołpakowe chronią przed skaleczeniami przez końcówki śrub, a końce śrub
przed uszkodzeniem. Najczęściej stosowane są ze względów estetycznych,
–
nakrętki koronowe są stosowane by zabezpieczyć je zawleczką przed obrotem,
–
nakrętki motylkowe i radełkowane mogą być przykręcane ręcznie,
–
nakrętki rowkowe okrągłe są używane do ustawiania osiowego luzu w łożyskach.
Zabezpieczenia gwintów przed samoczynnym odkręceniem możemy podzielić na:
1. Siłowe, wśród których wyróżniamy:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
–
podkładki sprężyste w postaci pierścienia sprężystego,
–
podkładki sprężyste ze stali sprężynowej o kształcie falistym lub talerzykowatym,
stosowane do materiałów miękkich, ponieważ nie uszkadzają powierzchni,
–
podkładki ząbkowane i płatkowe ze stali sprężynowej, często znajdują zastosowanie
w elektrotechnice,
–
przeciwnakrętkę działającą tak, że siły powstające w połączeniu gwintowym
uniemożliwiają odkręcenie nakrętki właściwej,
–
nakrętki
z
pierścieniem
z
tworzywa
sztucznego
(nakrętki
hamujące,
samozakleszczające), w której miękki pierścień z tworzywa sztucznego bez gwintu
podczas dokręcania odkształca się i napina na gwincie śruby. Po rozłączeniu trzeba
założyć nową nakrętkę.
2. Kształtowe, czyli:
–
śruby i nakrętki z klejem w mikrokapsułkach, które podczas skręcania pękają
tworząc połączenie kształtowe. Mogą być użyte tylko raz,
–
podkładka zabezpieczająca z łapką. Obrzeże podkładki jest zawinięte na krawędzi
mocowanego przedmiotu, druga krawędź po zamocowaniu odginana jest do góry na
śrubę,
–
podkładka zabezpieczająca z noskiem. Tak zwany nosek umieszcza się w dodatkowy
otwór, a po zamocowaniu krawędź podkładki wygina się na śrubie do góry,
–
nakrętka koronowa z zawleczką,
–
zabezpieczenie drutowe, które polega na przełożeniu drutu przez otwory w łbach
dokręconych śrub a następnie skręceniu końców drutu.
Sworznie w różnych wykonaniach są stosowane jako połączenia ruchome. Za pomocą
sworzni łączy się m.in. tłoki z korbowodami, różnego rodzaju przeguby, wykonuje się
połączenia widełkowe, pracują one również jako osie kółek lub rolek. Sworznie przed
wysunięciem zabezpieczone są za pomocą łbów, podkładek, zawleczek, nakrętek, kołków lub
pierścieni. Sworznie w otworach są montowane luźno, czasami stosuje się unieruchomienie
sworznia w jednym z elementów łączonych poprzez ciasne pasowanie, bądź przekołkowanie.
Rozróżnia się podstawowe rodzaje sworzni:
–
bez łba, w postaci krótkich wałków walcowych (często drążonych),
–
z dużym łbem walcowym,
–
z czopem gwintowanym, posiadające łeb ścięty dwustronnie pod klucz lub łeb
sześciokątny.
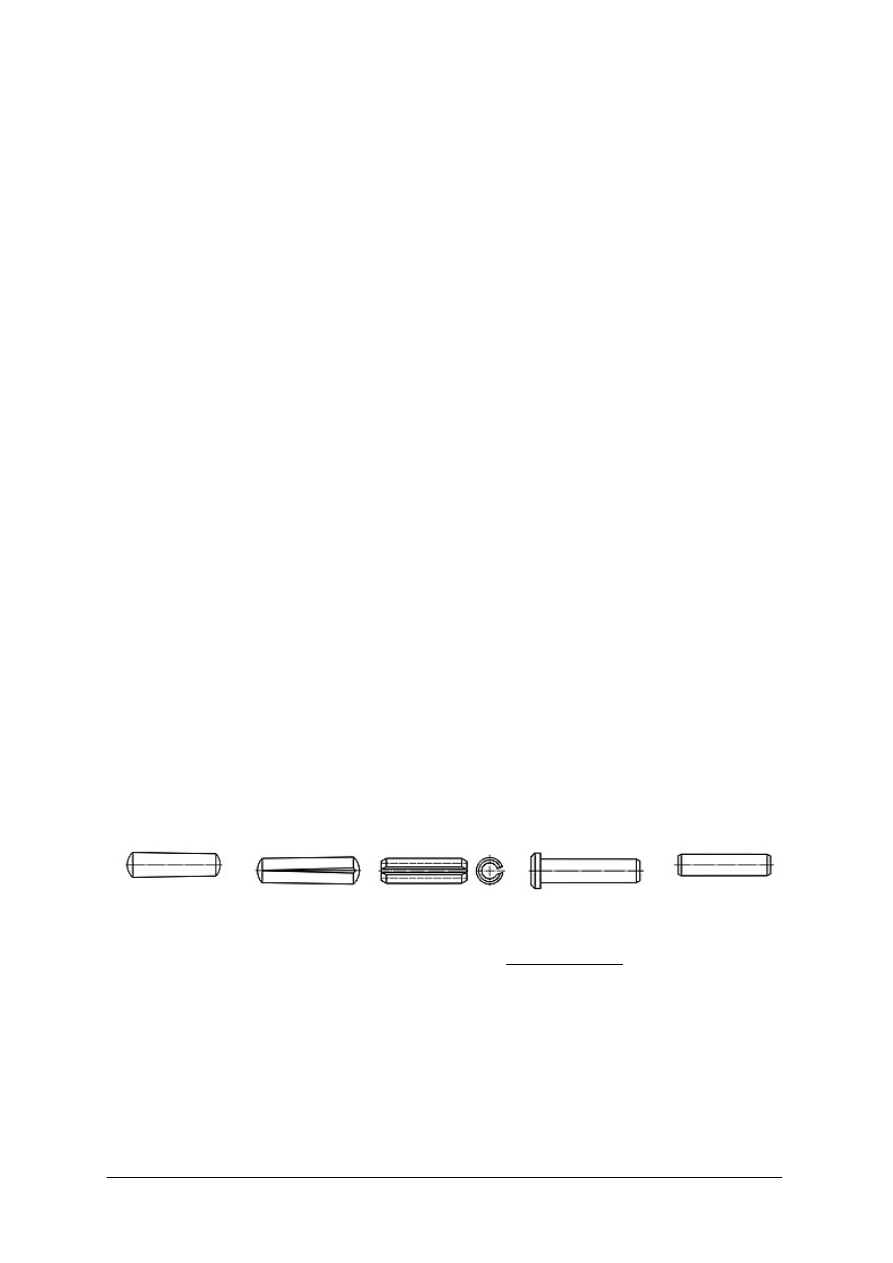
Kołek stożkowy
Kołek z karbem
Kołek sprężysty
Sworzeń z łbem
Sworzeń bez łba
Rys. 18. Przykłady kołków i sworzni [www.asmet.com.pl]
Kołki walcowe są szlifowane lub ciągnione, ich końce mogą mieć kształt stożkowy,
soczewkowy lub płaski. Są one stosowane głównie jako kołki ustalające, łączące lub
zabezpieczające. Części przeznaczone do montażu są wspólnie wiercone i rozwiercane.
Kołki stożkowe są często stosowane w połączeniach często rozłączanych. Otwór pod
kołek wiercony na wymiar nominalny kołka (najmniejsza średnica), a następnie rozwiercamy
rozwiertakiem stożkowym. Jeżeli mamy do połączenia części z wykonanym otworem
nieprzelotowym, późniejsze wyjęcie kołka ułatwi nam zastosowanie kołka z gwintem
zewnętrznym lub wewnętrznym.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Kołki karbowane mogą być zarówno walcowe jak i stożkowe. Przy montażu wytwarzają
duże naprężenia z powodu zawalcowanych na obwodzie trzech karbów. Karby te powodują,
że otwory mogą być mniej dokładnie wykonane (nie wymagają rozwiercania). Połączenie
wykonane z użyciem kołków karbowanych jest odporne na drgania.
Połączenia nierozłączne
Spawanie jest metodą łączenia materiałów poprzez doprowadzenie ich krawędzi do stanu
ciekłego, przy pomocy skoncentrowanego źródła ciepła. Najczęściej dodaje się z zewnątrz
materiał łączący (spoiwo), natomiast nie wywiera się nacisku. Spawanie jest jedną
z popularniejszych metod łączenia metali. Rozróżnia się kilka rodzajów spawania:
−
gazowe,
−
łukowe elektrodami otulonymi,
−
łukiem krytym,
−
żużlowe,
−
w osłonie gazów, metodami TIG, MIG, MAG,
−
elektronowe,
−
plazmowe.
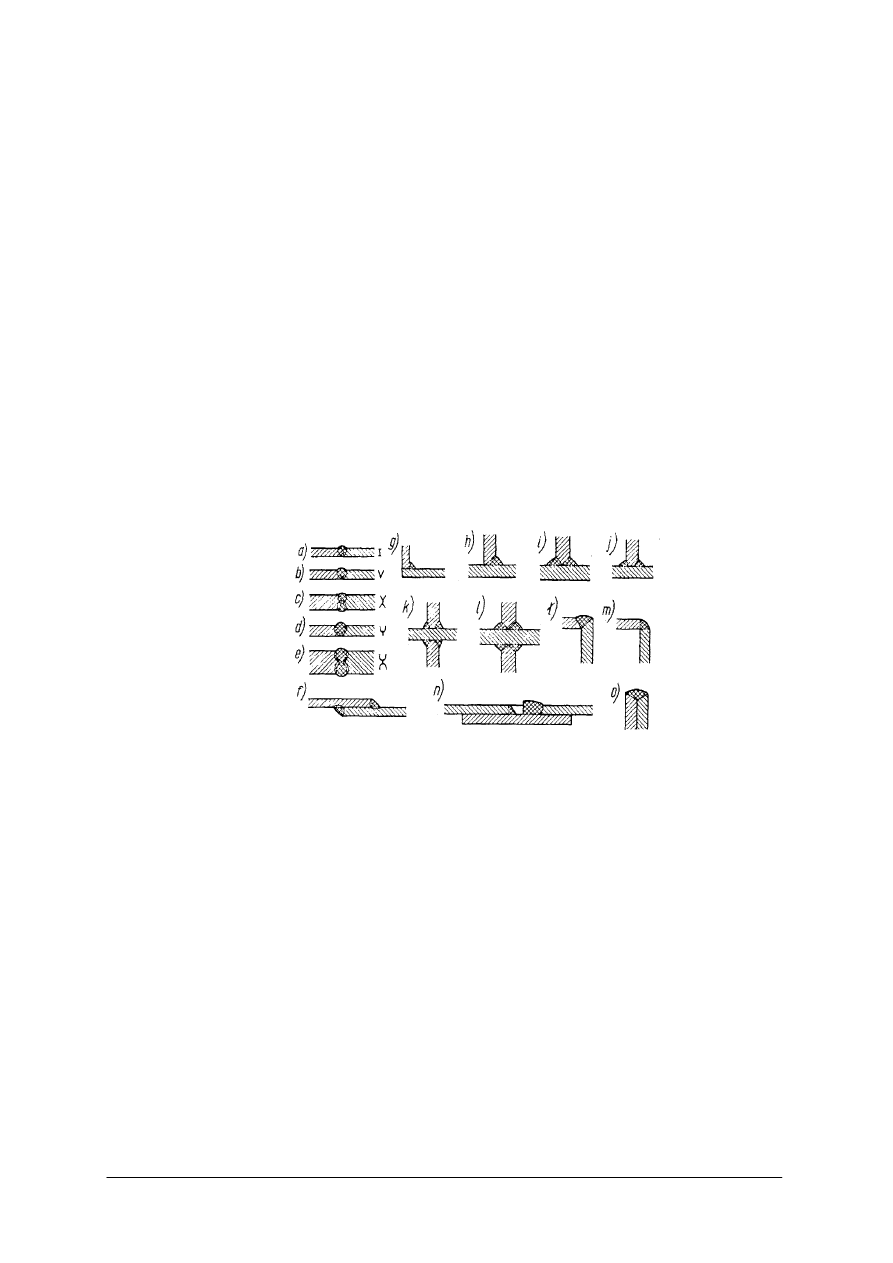
Ze względu na kształt spawanego złącza, spoiny dzielimy na: doczołowe, zakładkowe,
kątowe, teowe, krzyżowe, narożne, nakładkowe, otworowe i przylgowe.
Rys. 19. Rodzaje złączy spawanych: a)
÷
e) doczołowe, f) zakładkowe, g) kątowe, h), i), j)
teowe,k), l) krzyżowe, ł), m) narożne, n) nakładkowe, o) przylgowe. [3, s. 61]
Wyróżniamy kilka rodzajów spoin. Najczęściej wykonuje się:
Spoiny czołowe – łączące brzegi blach, które są ułożone względem siebie równolegle
bądź też prostopadle. W zależności od sposobu przygotowania elementów do spawania
(ukosowanie), spoiny czołowe dzielimy na: I, V, X, U pojedyncze, podwójne, ½ V i K.
Spoiny pachwinowe – taką spoinę stanowi trójkąt składający się z jednej lub kilku
warstw,
ułożonych
między
prostopadłymi
płaszczyznami
łączonych elementów.
Najkorzystniejsze są spoiny pachwinowe płaskie lub lekko wklęsłe.
Lutowanie jest metodą łączenia, która w okresie ostatniego półwiecza nabrała wielkiego
znaczenia ze względu na powszechność zastosowania w przemyśle m.in. elektronicznym.
Przy lutowaniu łączy się metale tego samego lub różnego rodzaju przez wprowadzenie
między nie roztopionego metalu zwanego lutem.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Rys. 20. Lutowanie instalacji z rurek miedzianych [www.agdex.com]
Temperatura topnienia lutu musi być niższa, niż temperatura topnienia części łączonych.
Dzięki zjawisku włoskowatości, lutowie przenika do wąskich szczelin pomiędzy łączonymi
elementami.
Zgrzewanie jest to sposób łączenia metali i termoplastycznych tworzyw sztucznych,
polegający na nagrzaniu łączonych elementów do stanu plastycznego (ciastowatego)
i mechanicznym dociśnięciu ich ściśle określoną siłą. W zależności od źródła ciepła, które
służy do nagrzania części łączonych do stanu plastycznego bądź nadtopienia łączonych
powierzchni stosuje się różne rodzaje zgrzewania.
Nitowanie należy do najstarszych sposobów trwałego łączenia i dzięki swojemu stałemu
rozwojowi ta technologia pozostaje po dzień dzisiejszy w pełni przydatną zarówno w pracach
naprawczych, jak i masowej produkcji skomplikowanych wyrobów przemysłowych. Należą
do nich również samochody, w których metodą nitowania łączy się silnie obciążone elementy
podwozia (np. ucha resorów, wsporniki układów napędowych i nieruchome elementy
zawieszeń do blaszanych wytłoczek), okładziny cierne w układach hamulcowych
i sprzęgłach, a także wiele części nadwozia.
Klejenie jest uważane za najstarszą metodę łączenia materiałów na świecie. Następuje
ono dzięki dwóm podstawowym zjawiskom fizycznym: adhezji i kohezji. Adhezję właściwą
stanowią siły przyciągania między cząsteczkami dwóch różnych ciał, zwane siłami Van der
Vaalsa, które działają powierzchniowo do 1 mm w głąb materiału. Dlatego ważne jest, by
kleje zwilżały całą łączoną powierzchnię, z czym wiąże się pojęcie adhezji mechanicznej,
gdzie ciekły klej, charakteryzujący się niską lepkością, wypełnia nierówności powierzchni
materiału i zakotwicza się w nich, co niesie za sobą zwiększenie własności mechanicznych
połączeń klejonych. Kohezja to siły spójności między cząsteczkami tego samego materiału,
w tym przypadku kleju. Siły adhezji i kohezji w połączeniu klejonym powinny być
jednakowe.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Czym zajmuje się maszynoznawstwo?
2. Jakim wymogom powinny odpowiadać maszyny przemysłu spożywczego?
3. Na czym polega zamienność części w maszynach?
4. Co to jest normalizacja?
5. Jakie znasz rodzaje połączeń mechanicznych?
6. Jakie znasz rodzaje gwintów?
7. Do czego służą sworznie?
8. Jakie znasz rodzaje kołków?
9. Jakie znasz połączenia nierozłączne?
10. Jakie znasz rodzaje złączy spawanych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4.2.3. Ćwiczenia
Ćwiczenie 1
Odszukaj w Poradniku mechanika sposób, w jaki oznacza się połączenia elementów
konstrukcyjnych przy pomocy śruby i nakrętki. Wykonaj dokładny rysunek połączenia,
rysunek uproszczony i rysunek symboliczny.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) wyszukać w Poradniku mechanika oznaczania połączeń gwintowych,
3) narysować odręcznie połączenie uproszczone i przy pomocy symboli.
Wyposażenie stanowiska pracy:
−
Poradnik mechanika,
−
materiały piśmiennicze.
Ćwiczenie 2
Od nauczyciela otrzymasz rysunek złożeniowy sprężarki. Odszukaj na rysunku wszystkie
połączenia śrubowe. Określ, jakimi łącznikami wykonano połączenia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) przeanalizować rysunek złożeniowy sprężarki,
3) wypełnić polecenia zawarte w treści ćwiczenia.
Wyposażenie stanowiska pracy:
−
rysunek złożeniowy sprężarki,
−
materiały piśmiennicze,
−
Poradnik mechanika.
Ćwiczenie 3
Od nauczyciela otrzymasz próbki połączeń elementów. Nazwij poszczególne metody
łączenia i dokonaj podziału próbek na połączenia rozłączne i nierozłączne.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) przeanalizować otrzymane próbki połączeń,
3) pogrupować połączenia zgodnie z przyjętymi kryteriami,
4) wyniki przedstawić tabelarycznie.
Wyposażenie stanowiska pracy:
−
elementy połączone różnymi metodami,
−
przybory do pisania,
−
arkusz papieru.
−
literatura zgodna z wykazem w poradniku.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Ćwiczenie 4
Dobierz parametry spawania i wykonaj połączenie blach metodą spawania łukowego,
wykorzystując elektrody o średnicach 2,5 mm.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować stanowisko spawalnicze,
2) zgromadzić niezbędne przyrządy, urządzenia i narzędzia,
3) założyć odzież ochronną wykorzystywaną w pracach spawalniczych,
4) dobrać odpowiednie natężenie prądu spawania dla elektrody o średnicy 2,5 mm,
5) zajarzyć łuk elektryczny i wykonać spoinę na całej długości łączonych elementów,
6) oczyścić spoinę.
Wyposażenie stanowiska pracy:
−
urządzenie spawalnicze (transformator lub prostownik spawalniczy),
−
narzędzia do cięcia blach,
−
Poradnik mechanika,
−
odzież ochronna,
−
elektrody o średnicach 2,5 mm,
−
blacha o grubości 3 mm.
Ćwiczenie 5
Dobierz parametry spawania (posuw drutu i natężenie prądu) i wykonaj połączenia blach
o grubości 5 mm w pozycji podolnej metodą MAG.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować stanowisko spawalnicze,
2) zgromadzić niezbędne przyrządy, urządzenia i narzędzia,
3) założyć odzież ochronną wykorzystywaną w pracach spawalniczych,
4) dobrać natężenie prądu spawania i posuw drutu,
5) zajarzyć łuk elektryczny i wykonać odpowiednią liczbę ściegów na całej długości
łączonych elementów,
6) zaprezentować efekty swojej pracy.
Wyposażenie stanowiska pracy:
−
urządzenie spawalnicze MIG-MAG
−
narzędzia do czyszczenia blach,
−
Poradnik mechanika,
−
odzież ochronna,
−
blacha o grubości 5 mm.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozróżnić i sklasyfikować połączenia rozłączne?
2) rozróżnić i sklasyfikować połączenia nierozłączne?
3) rozróżnić rodzaje gwintów?
4) scharakteryzować połączenie gwintowe?
5) scharakteryzować połączenie spawane?
6) scharakteryzować połączenie zgrzewane?
7) scharakteryzować połączenie nitowane?
8) scharakteryzować połączenie klejone?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
4.3. Osie i wały. Łożyska. Sprzęgła. Przekładnie. Mechanizmy
4.3.1. Materiał nauczania
Wały i osie
Wał (lub oś) to taki element maszyny, na którym zwykle są osadzone inne elementy,
wykonujące ruch obrotowy lub oscylacyjny. O tym, który z elementów nazywa się wałem,
a który osią decyduje obciążenie, i tak:
−
wał służy przede wszystkim do przenoszenia momentu obrotowego (skręcającego). Poza
skręcaniem może on być narażony również na zginanie, ściskanie lub rozciąganie.
−
oś nie przenosi momentu obrotowego, jest głównie obciążona momentem gnącym,
a także siłami ściskającymi i rozciągającymi. Oś stała jest utwierdzona nieruchomo
w uchwytach, a osadzone na niej elementy są ułożyskowane i mają możliwość obrotu,
natomiast oś ruchoma obraca się wraz z elementami na niej osadzonymi.
Czopy, to te części wałów i osi, które stykają się z innymi elementami maszyny. Jeżeli
elementy te względem osi lub wału mogą wykonywać ruch, mówi się o czopach ruchowych
(np. czopy łożyskowe), jeżeli ruch jest niemożliwy, mówi się o czopach spoczynkowych. Na
osiach i wałach oprócz czopów wyróżnia się jeszcze: powierzchnie swobodne, odsadzenia,
pierścienie i kołnierze. Niektóre osie i wały mogą mieć również części gwintowane,
wielowypusty, rowki wpustowe lub uzębienia.
Podział osi i wałów
Wały i osie mogą być gładkie, kształtowe, pełne lub drążone. Biorąc pod uwagę przekrój
(prostopadły do osi) wały mogą być okrągłe lub profilowe. Wały wykonane z jednej części są
całkowite (jednolite), a z wielu części – składane. Wały mogą mieć ponadto korby (lub
wykorbienia) i wówczas nazywa się je wałami korbowymi lub wykorbionymi.
Małe wały nazywa się niekiedy wałkami, a krótkie osie – sworzniami. W obrabiarkach,
wirówkach i maszynach przędzalniczych niektóre z wałów nazywa się zwyczajowo
wrzecionami, a z kolei w pojazdach niektóre osie nazywa się zwrotnicami. W zależności od
liczby podpór łożyskowych wały dzieli się na dwupodporowe lub wielopodporowe.
W zależności od funkcji pełnionej przez wał w maszynie, można go nazwać: głównym,
pomocniczym pośredniczącym. Wały czynne są wałami napędzającymi, natomiast wały
bierne są napędzane.
Rys. 21. Wał dwupodporowy [www.it.ukw.edu.pl]
Drgania wałów
Niekontrolowane drgania wałów mogą doprowadzić niekiedy do ich pęknięcia lub do
uszkodzeń innych elementów osadzonych na wale (łożysk, kół zębatych). Przyczyną drgań
mogą być:
−
periodycznie działające siły poprzeczne( np. nie wyważona wirująca masa),

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
−
periodyczne momenty skrętne (szczególnie w maszynach tłokowych).
Maszyna musi być tak skonstruowana, by drgania wałów nie wpływały niekorzystnie na
pracę urządzenia. Jeżeli konstrukcyjnie trudno jest zapobiec zjawisku drgania, stosuje się
specjalne tłumiki drgań, służące do pochłonięcia szkodliwej energii.
Łożyska ślizgowe i toczne
Łożyska w budowie maszyn i urządzeń są używane do podtrzymywania obracających się
w nich elementów. Ich konstrukcja powinna zapewnić jak najmniejszą siłę tarcia między
wirującą częścią a kadłubem, w którym jest ona umocowana. Od wielkości tego tarcia
bezpośrednio zależą straty energii w układzie. Za pośrednictwem łożysk, na korpus
urządzenia jest również przenoszony ciężar podtrzymywanych wałów, osi, pomp, turbin,
wentylatorów, dźwigni itp.
Łożyska ślizgowe
W miarę pojawiania się coraz szerszej oferty różnorodnych typów łożysk tocznych,
zakres stosowania łożysk ślizgowych ulega stopniowemu ograniczaniu. Jednak istnieją nadal
takie maszyny i urządzenia, w których właściwości łożysk ślizgowych zdecydowanie
dominują nad łożyskami tocznymi. Z taką sytuacją mamy na przykład do czynienia
w przypadku łożyskowania wałów o dużych i bardzo dużych średnicach czopów. Również
wtedy, gdy łożyskowane elementy osiągają bardzo duże prędkości obrotowe lub w czasie
pracy pojawiają się duże obciążenia o charakterze udarowym, łożyska ślizgowe są nie do
zastąpienia. Łożyska ślizgowe dobrze się spisują w korozyjnych warunkach pacy, a także
w warunkach konieczności używania zanieczyszczonego smaru. Ponadto łożyska te
charakteryzują się cichą pracą i dużą odpornością na wstrząsy.
Nazwa łożysk ślizgowych wzięła się od rodzaju tarcia występującego między
współpracującymi ze sobą elementami. Główny rodzaj tego tarcia to właśnie tarcie ślizgowe.
Niekiedy nazywa się go również tarciem posuwistym. Konstrukcja łożysk ślizgowych ma
zapewnić ruch obrotowy jednego elementu względem drugiego, przy minimalnym tarciu.
Najmniejsze współczynniki tarcia uzyskuje się wówczas, gdy osiągnie się tzw. tarcie płynne.
Jest to taka sytuacja, gdy powierzchnie czopa i panwi w czasie ruchu są od siebie oddzielone
warstewką środka smarnego. Brak tarcia płynnego w następuje jedynie w momentach
rozruchu urządzenia, tzn. wówczas, gdy wał spoczywa statycznie w panwi łożyska. Tarcie
płynne zapewnia minimalne zużywanie się współpracujących ze sobą części. Niestety, koszt
budowy łożysk zapewniających tarcie płynne jest bardzo duży. Łożyska tego rodzaju stosuje
się tylko w takich urządzeniach, które przenoszą duże moce i pracują w ruchu ciągłym,
o dużych prędkościach obrotowych. Do takich maszyn należą m.in. turbiny, generatory,
wysokowydajne pompy, silniki spalinowe itp.
Wysokie koszty są związane nie tylko z budową precyzyjnych łożysk ślizgowych, ale
również z ich eksploatacją. Wpływa na to konieczność stałego dozoru tego rodzaju łożysk,
z jednoczesnym zapewnieniem im ciągłego smarowania. Eksploatacja łożysk ślizgowych
charakteryzuje się dość dużym zużyciem środków smarnych. Rozruchowi elementów
łożyskowanych ślizgowo, zazwyczaj towarzyszą znaczne opory ruchu.
W maszynach mniej obciążonych możliwe jest stosowanie łożysk ślizgowych
pracujących z tarciem półsuchym. Takie łożyska mogą być wykonywane z mniejszą
dokładnością. Dzięki temu konstrukcje, w których stosuje się łożyska pracujące z tarciem
półsuchym są znacznie tańsze.
Łożyskom ślizgowym stawia się cały szereg złożonych wymagań. Przede wszystkim ich
konstrukcja powinna być trwała i odporna na trudne warunki pracy. Łożyska powinny
cechować się dużą niezawodnością działania i cichą pracą. Zastosowane łożyska mogą
posiadać konstrukcję sztywną, lub też mogą wykazywać pewną podatność na kątowe ruchy
podtrzymywanego wału. Konstrukcja łożysk ślizgowych powinna zapewniać łatwą ich
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
eksploatację, a w razie potrzeby umożliwić dokonanie szybkiej naprawy. Ponieważ łożyska są
smarowane, temperatura ich pracy nie może być zbyt duża, z uwagi na groźbę zniszczenia
smaru.
Jak to już wcześniej zostało zasygnalizowane, łożyska ślizgowe posiadają cały szereg
istotnych zalet. Budowa łożysk ślizgowych pozwala na łatwy i wygodny montaż, a także
demontaż podtrzymywanych elementów. W szczególności, łożyska dzielone ułatwiają
wykonywanie tego rodzaju prac. Jeżeli w panewkach jest zapewnione tarcie płynne, można
wówczas stosować nawet bardzo duże prędkości obracających się elementów. Między wałem
a panewką tworzy się wówczas warstewka smaru zapewniająca minimalne zużycie
materiałów łożyskowych i stosunkowo niewielkie opory ruchu. Charakter budowy łożysk
ślizgowych w pewnych urządzeniach nie wymaga dużej dokładności wykonywania montażu.
Przy odpowiedniej konstrukcji i użyciu właściwych smarów, łożyska ślizgowe mogą być
również wykorzystane w budowie urządzeń pracujących w środowisku korozyjnym, także
w wodzie. W razie potrzeby, łożyska ślizgowe mogą się odznaczać bardzo niewielkimi
wymiarami gabarytowymi. Jest to możliwe, gdyż nie występują w nich dodatkowe
(pośredniczące) elementy toczne, tak jak to jest w przypadku łożysk tocznych. Ta cecha jest
szczególnie przydatna wówczas, gdy na przykład w skrzyniach przekładniowych sąsiadujące
wałki muszą być łożyskowane w bardzo bliskich od siebie odległościach.
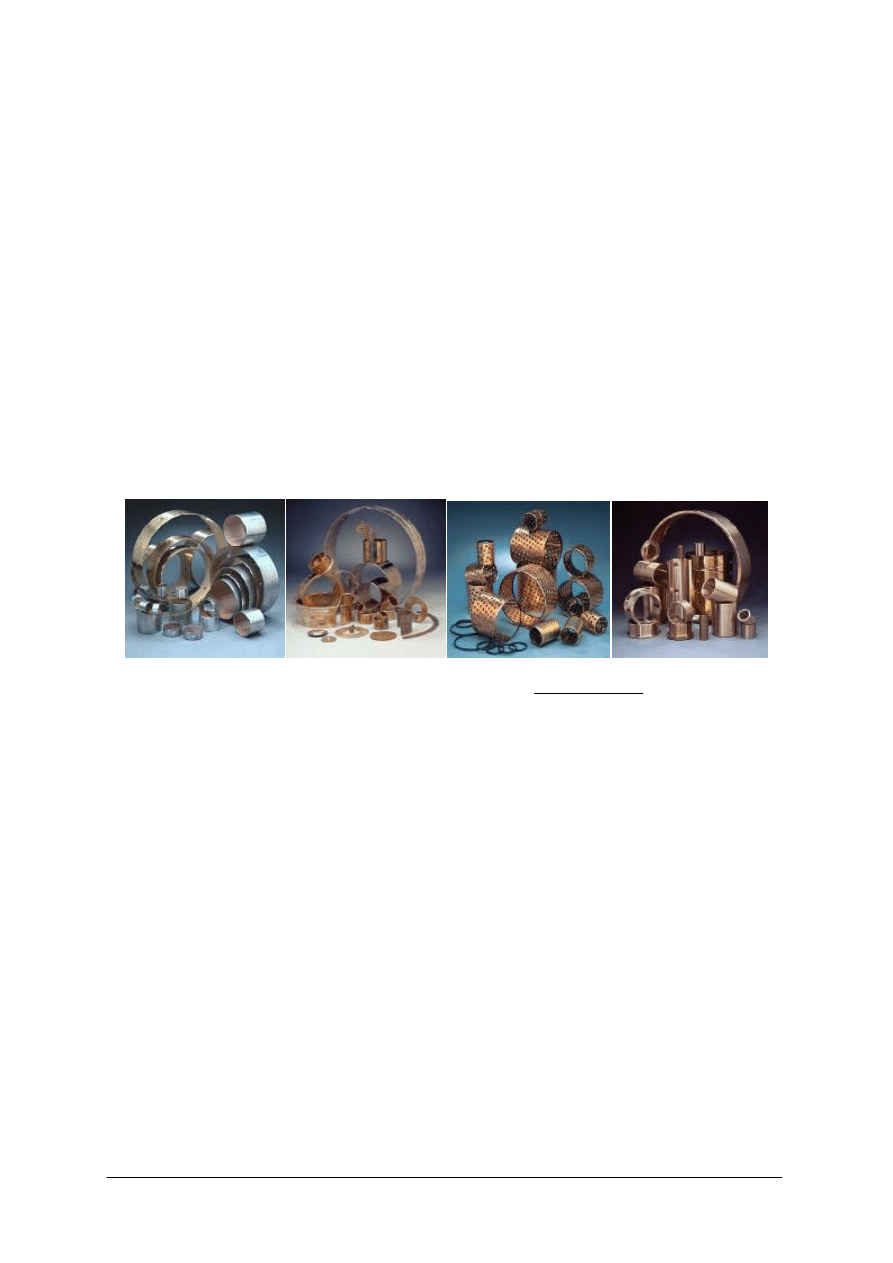
Rys. 22. Różne przykłady łożysk ślizgowych [www.detrading.pl]
Łożyska ślizgowe można sklasyfikować na wiele różnych sposobów. W jednym
z podziałów łożyska definiuje się w zależności od kierunku w jakim jest przenoszona siła
względem osi wału. Według tej klasyfikacji wyróżnia się 3 grupy łożysk:
−
łożyska poprzeczne (promieniowe), w których kierunek przenoszonej siły jest
prostopadły do osi łożyska,
−
łożyska wzdłużne (osiowe), w których kierunek przenoszonej siły jest równoległy do osi
wału,
−
łożyska poprzeczno-wzdłużne (skośne), w których kierunek przenoszonej siły tworzy
z osią łożyska kąt ostry. Wśród tych ostatnich wyróżnia się łożyska ślizgowe poziome
i pionowe.
W łożyskach ślizgowych poprzecznych i poprzeczno-wzdłużnych wały (lub osie) są
osadzane w panwiach, których zadaniem jest przeniesienie sił poprzecznych na kadłub.
Zadaniem łożysk ślizgowych wzdłużnych (niekiedy również poprzeczno-wzdłużnych), jest
przeniesienie na kadłub sił wzdłużnych. Siły te są przenoszone poprzez płytkę oporową
łożyska, zwaną niekiedy kamieniem.
Uwzględniając miejsce położenia czopów na wale, wyróżnia się łożyska ślizgowe
środkowe oraz końcowe. W tych ostatnich podtrzymywane czopy znajdują się na końcach
wału. Ze względu na charakterystyczne cechy budowy łożysk, można wśród nich wyróżnić
dwie grupy:
−
łożyska dzielone, wówczas gdy panew lub kadłub łożyska składa się z dwóch lub więcej
części,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
−
łożyska nie dzielone, wówczas gdy panew łożyska stanowi jedną całość.
Większość spotykanych łożysk ślizgowych to łożyska sztywne (stałe). Panwie takich
łożysk są sztywno zamocowane w ich kadłubach, a te z kolei są na stałe zamocowane do
konstrukcji nośnej urządzenia. W łożyskach sztywnych w skutek niedokładności montażu,
drgań, lub uginania się ciężkiego wału, osie czopa obracającego się wału i otworu łożyska,
mogą być nierównoległe. Tym samym rozkład nacisku w miejscu styku czopa i panwi nie
może przebiegać równomiernie. Jest to objaw szkodliwy, prowadzący do szybszego zużycia
łożyska. W czasie pracy pojawia się nierównomierne zużywanie współpracujących ze sobą
części. W celu wyrównania wyżej wspomnianych nacisków, panew wykonuje się z tzw.
materiałów podatnych (np. miękkich metali lub tworzyw sztucznych). Jednak najlepiej
nierównomierny nacisk na panwie likwidują łożyska wahliwe, niekiedy nazywane
samonastawnymi. Ten rodzaj łożysk w pewnym zakresie pozwala na wychylanie się panwi
względem kadłuba, pod naciskiem czopa wału lub osi. Łożyska samonastawne mogą być tak
zbudowane, że ich panew jest osadzona w obudowie łożyska w sposób umożliwiający jej
wahania, lub też obudowa łożyska może wykonywać takie wahania względem konstrukcji
nośnej. Wśród łożysk wahliwych wyróżnia się wiele różnych konstrukcji: łożyska
przegubowe, kuliste lub sprężynowe.
Poza wymienionymi wyżej rodzajami łożysk ślizgowych wyróżnia się jeszcze inne ich
grupy: łożyska nieodłączne i odłączne, pełne i niepełne, jednolite i złożone oraz suche
i smarowane.
Najczęściej warunkiem właściwej pracy łożysk ślizgowych jest konieczność
zastosowania środka smarnego. W czasie obracania się elementu podtrzymywanego zostaje
wytworzony tzw. klin smarny. Zazwyczaj w czasie pracy łożyska ślizgowe są zanurzone
w środku smarnym (oleju smarnym lub smarze plastycznym). Niekiedy środek smarny jest
doprowadzany do łożyska specjalnie przewidzianymi do tego kanałkami.
Wartości dopuszczalnych nacisków jednostkowych w łożyskach ślizgowych zawierają
się w bardzo szerokim zakresie. Zależą one od rodzaju materiału panewki i czopa wału,
maksymalnych prędkości obrotowych wału, ciężaru podtrzymywanych elementów,
warunków pracy łożyska itd.
Smarowanie łożysk ślizgowych
W zależności od ilości smaru na powierzchniach ślizgowych łożyska, może tam wystąpić
tarcie suche, mieszane lub płynne. Podczas tarcia suchego (przy braku środka smarnego
między trącymi powierzchniami) opory ruchu, straty energii i zużycie powierzchni jest
największe. Ten rodzaj tarcia w łożyskach ślizgowych jest nie wskazany. W miarę pojawiania
się smaru na powierzchniach trących, współczynnik tarcia, a zatem i opory ruchu ulegają
zmniejszeniu. Gdy osiągniemy taką sytuację, w której w czasie obrotu nie ma kontaktu
powierzchni czopa z powierzchnią panwi, osiąga się tarcie płynne. W praktyce występuje
zwykle mieszanka tarcia suchego, płynnego i granicznego, której nadaje się nazwę tarcie
mieszane.
Ciśnienie smaru w szczelinie między panewką a czopem może być wywołane przy
pomocy pompy i ciśnienia hydrostatycznego. Inny sposób to wykorzystanie zjawiska
powstawania tzw. „klina smarnego”. W takiej sytuacji smar porwany przez obracający się
wał, zostaje wciśnięty w szczelinę między czopem wału, a panwią powodując nadciśnienie
smaru, które z kolei sprawia uniesienie czopa obracającego się wału.
Smarowanie łożysk ślizgowych ma do spełnienia kilka celów. Są to m.in.:
−
zmniejszenie tarcia ślizgowego między powierzchniami czopa wału i panewki,
−
zmniejszenie zużycia współpracujących części łożyska,
−
odprowadzenie nadmiaru wydzielanego ciepła,
−
ochrona łożyska przed korozją,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
−
odprowadzenie zanieczyszczeń mechanicznych, które mogłyby się przypadkowo znaleźć
w strefie łożyska
Do smarowania łożysk ślizgowych mogą być używane smary stałe lub ciekłe (oleje) np.:
−
smary plastyczne na bazie mydeł: Al, Li, Mg, Ca, Na,
−
substancje organiczne: wosk, stałe kwasy tłuszczowe,
−
smary stałe (grafit, disiarczek molibdenu, azotek boru, mika, boraks, siarczan srebra,
jodek ołowiawy, wernikulit),
−
oleje mineralne lub syntetyczne o podwyższonych właściwościach przeciwzużyciowych
i przeciwzatarciowych.
Generalnie smary do łożysk ślizgowych powinny się charakteryzować odpowiednią
lepkością i przyczepnością do metalu, oraz niską temperaturę krzepnięcia i wysoką
temperaturę zapłonu. Do smarowania łożysk stosuje się oleje maszynowe, wrzecionowe
i cylindrowe. W przypadku stosowania oleju do smarowania łożysk ślizgowych, musi on
zostać doprowadzony do strefy obrotu odpowiednimi otworkami lub kanalikami. Najczęściej
kanaliki wykonuje się w nieobciążonej części panwi. Niekiedy olej doprowadza się do
panewek specjalnymi kanałami wydrążonymi w czopie łożyska. Rowki i kanaliki powinny
być równomiernie rozmieszczone w łożysku. Wymiary rowków doprowadzających olej,
a także ich powierzchnia oraz natężenie przepływu oleju, są zależne od średnicy łożyska. To
właśnie między innymi od kształtu, rozmiaru i położenia rowków smarnych zależy powstanie
efektu „klina smarnego”.
Dobierając odpowiedni olej do smarowania łożysk ślizgowych, należy wziąć pod uwagę
jego lepkość kinematyczną, oraz temperaturę płynięcia oleju. Jeżeli łożyska ślizgowe, pracują
w szerokim zakresie temperatur, to wskaźnik lepkości oleju powinien być możliwie
największy.
Oleje maszynowe charakteryzują się dużą lepkością, dzięki czemu nadają się dobrze do
smarowania łożysk mocno obciążonych. Wśród olejów maszynowych wyodrębnia się
następujące grupy olejów: lekkie, ciężkie i średnie. Olej maszynowy lekki używa się do
smarowania łożysk urządzeń szybkobieżnych i mało obciążonych. Tego rodzaju łożyska
stosuje się m.in. w pompach odśrodkowych, wentylatorach, obrabiarkach itp. Olej
maszynowy ciężki ma zastosowanie do smarowania łożysk wolnoobrotowych i mocno
obciążonych (np. łożyska w skrzyniach przekładniowych). Łożyska słabo obciążone
i szybkobieżne są smarowane olejami wrzecionowymi. Natomiast do smarowania silników
spalinowych i turbin parowych stosuje się specjalne smary silnikowe i turbinowe.
W smarowaniu łożysk ślizgowych głównie stosuje się dwa systemy: dopływowe lub
obiegowe. W systemie dopływowym konstrukcja smarownicy powinna zapewniać stały (lub
cykliczny) dopływ smaru do ocierających się powierzchni. Świeży smar ze smarownicy
dopływa do łożyska, a smar zużyty już do obiegu ponownie nie wraca. Inaczej jest
w systemie smarowania obiegowego. W tak zaprojektowanym systemie smar krąży
w zamkniętym obwodzie. W tym systemie smarowania wyróżnia się dwa jego rodzaje:
smarowanie ciśnieniowe i smarowanie prędkościowe. Przepływ smaru przy smarowaniu
ciśnieniowym zapewnia pompa i system magistrali, dzięki której smar jest dostarczany
dokładnie w miejsce trących się powierzchni. Ten system smarowania stosuje się
powszechnie w silnikach spalinowych i turbinach parowych. W systemie smarowania
prędkościowego nie ma pompy, lecz występują specjalne elementy konstrukcyjne, których
zadaniem jest rozprowadzenie smaru poprzez przenoszenie go ze skrzyni olejowej w pobliże
łożysk ślizgowych. Do tego celu mogą służyć specjalne pierścienie zamontowane na
obracającym się wale. Pierścienie mogą być mocowane do wałka na stałe lub też mogą być
połączone z nim w sposób luźny. W przypadku pierścieni stałych ich dolna część jest
zanurzona w smarze. Pierścienie te w czasie obrotów wałka porywają ze sobą smar
specjalnymi zgarniaczami. Smar ten jest następnie doprowadzony do powierzchni ciernej

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
łożyska. Charakter ruchu pierścieni mocowanych luźno jest połączony ze wstrząsami, dzięki
którym cząstki smaru spadają na łożysko i go smarują.
Łożyska, które są nieznacznie obciążone, a elementy w nich łożyskowane obracają się
z niewielkimi prędkościami, mogą być w ogóle nie smarowane. W niektórych konstrukcjach
stosuje się specjalne porowate panewki (wykonane ze spieków proszku metalu) nasycone
olejem. Łożyska, których panwie są wykonane z tworzywa sztucznego mogą być smarowane
również wodą.
Materiały na łożyska ślizgowe
Materiał użyty do budowy łożysk ślizgowych musi sprostać wysokim wymaganiom.
Dobór odpowiednich materiałów zależy od warunków pracy danego łożyska. Jednego
materiału, który posiadałby wszystkie (często wykluczające się nawzajem cechy) po prostu
nie ma. Pożądane cechy materiału łożyskowego to:
−
dobra odkształcalność,
−
odporność na zatarcia,
−
wytrzymałość na naciski,
−
wytrzymałość zmęczeniowa,
−
odporność na korozję,
−
dobre przewodzenie ciepła,
−
odpowiednia rozszerzalność cieplna,
−
korzystna struktura materiału,
−
dobra obrabialność,
−
niska cena.
Materiał na łożyska powinien zachowywać swoją twardość, nawet w przypadku
podwyższonej temperatury pracy. Nie może on ulegać pod wpływem nacisków wyciskaniu,
ani nawet pękać. Niestety materiały charakteryzujące się dobrą odkształcalnością, mają
jednocześnie niską wytrzymałość zmęczeniową. Dlatego panwie są utworzone poprzez
nałożenie cienkiej warstewki miękkiego materiału na twarde podłoże ze stali lub brązu. Taka
budowa podwyższa wytrzymałość łożyska na naciski i zwiększa jego wytrzymałość
zmęczeniową.
Stopy łożyskowe są w różnym stopniu odporne na korozję. Są takie grupy materiałów,
które są niepodatne na korozję (m.in. stopy aluminium, białe metale cynowe i ołowiowe).
Inne materiały są średnio odporne na korozję (np.: brązy cynowe wysokoołowiowe). Jest
również grupa materiałów łatwo ulegająca korozji (np. stopy kadmowe). Do łożyskowania
w niektórych urządzeniach wykorzystuje się jeszcze inne materiały, jak np.: spieki proszków
metali (np. żelaza i brązu), szare żeliwo, tworzywa sztuczne, drewno, grafit itp.
Łożyska toczne
W łożyskach tocznych, w odróżnieniu od łożysk ślizgowych zachodzi tarcie toczne. Ten
rodzaj tarcia jest możliwy dzięki wprowadzeniu dodatkowego elementu tocznego pomiędzy
powierzchnią czopa, a powierzchnią gniazda łożyska tocznego. Łożyska toczne dzieli się na
trzy zasadnicze grupy: łożyska poprzeczne, łożyska skośne i łożyska wzdłużne. Podział ten
wynika z kierunku, w jakim łożysko przejmuje obciążenia.
Uzupełniające kryteria podziału są związane z cechami konstrukcyjnymi łożysk:
−
liczba rzędów części tocznych – łożyska jedno, dwu i wielorzędowe,
−
możliwość wychylania się pierścieni – łożyska wahliwe,
−
kształt powierzchni montażowych – łożyska samonastawne,
−
uszczelnienia gumowe lub blaszki ochronne – łożyska jedno lub dwustronnie
uszczelnione.
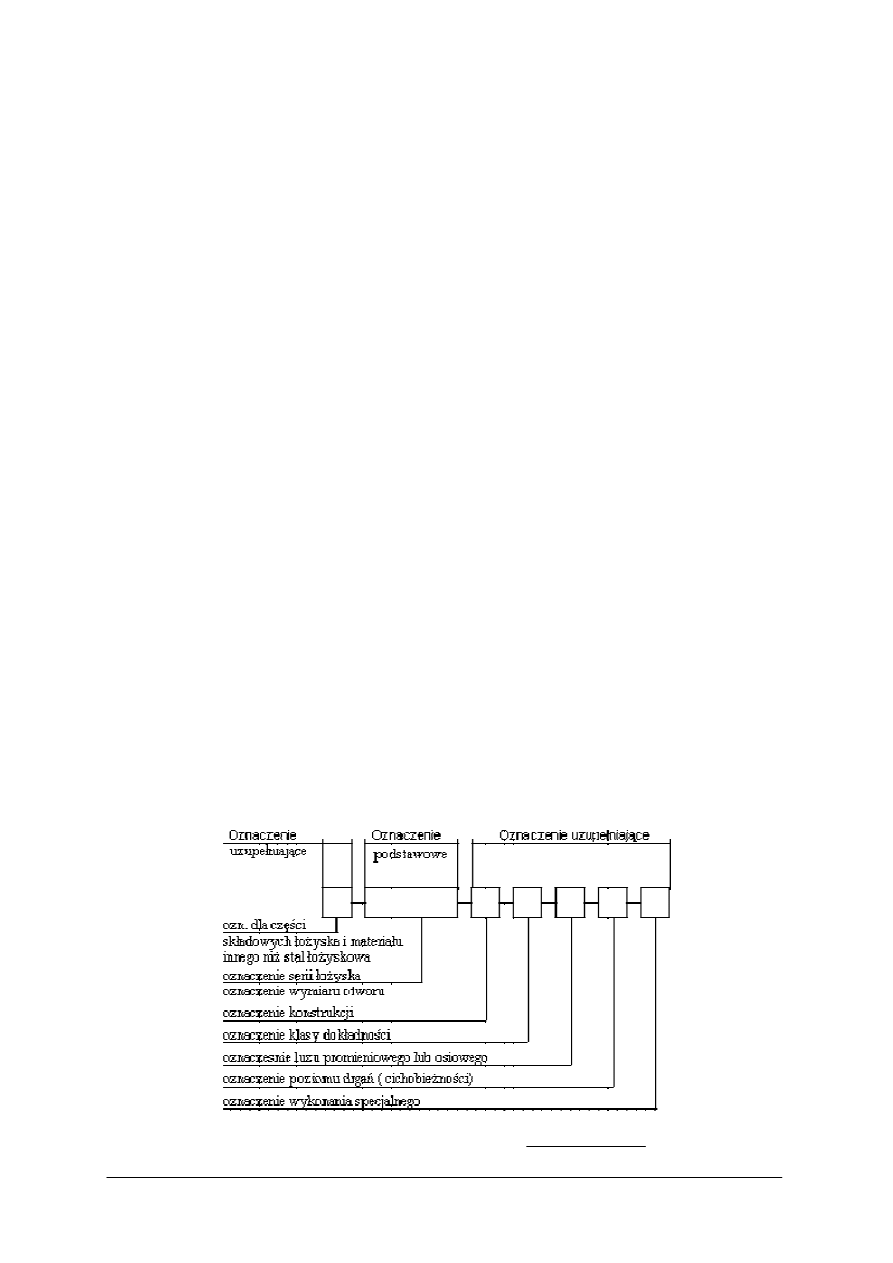
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
W porównaniu z łożyskami ślizgowymi, łożyska toczne cechują się licznymi zaletami.
Między innymi mają mały współczynnik tarcia, zużywają niewielkie ilości smaru, nie
wymagają skomplikowanych układów smarowania oraz solidnych korpusów. Ponadto nie
muszą być one docierane, a ich wymiary są w pełni znormalizowane i z typizowane.
Oznaczanie łożysk tocznych
Każde łożysko jest oznaczone symbolem literowo-cyfrowym. Rozróżnia się trzy grupy
znaków z oznaczeniem łożyska:
Najczęściej spotykane symbole i oznaczenia:
Oznaczenie podzespołu:
−
L swobodny pierścień wewnętrzny lub zewnętrzny,
−
R łożysko bez pierścienia wewnętrznego lub zewnętrznego.
Oznaczenie kształtu zewnętrznego:
−
K otwór stożkowy o zbieżności 1:12,
−
K30 otwór stożkowy o zbieżności 1:30,
−
N rowek osadczy na pierścieniu zewnętrznym,
−
NR rowek osadczy na pierścieniu zewnętrznym i pierścień osadczy sprężynujący.
Oznaczenie dotyczące uszczelnień:
−
Z blaszka ochronna z jednej strony,
−
2Z dwie blaszki ochronne,
−
ZN blaszka ochronna i rowek po przeciwnej stronie niż blaszka ochronna,
−
RS uszczelka gumowa,
−
2RS dwie uszczelki gumowe.
Oznaczenie koszyka:
−
J nieutwardzony koszyk stalowy tłoczony (oznaczenia nie podaje się),
−
Y koszyk z blachy mosiężnej tłoczony,
−
F koszyk stalowy masywny,
−
M koszyk z mosiądzu lub brązu masywny,
−
T koszyk z tworzyw termoutwardzalnych.
Oznaczenie prowadzenia koszyka:
−
A prowadzenie na pierścieniu zewnętrznym,
−
B prowadzenie na pierścieniu wewnętrznym,
−
V łożysko bez koszyka z pełną liczbą części tocznych.
Rys.23. Schemat oznaczeń łożysk tocznych [www.prema.com.pl]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Przykład oznaczenia koszyka:
MA koszyk z mosiądzu lub brązu, masywny prowadzony na pierścieniu zewnętrznym,
FB koszyk stalowy masywny prowadzony na pierścieniu wewnętrznym.
Jeśli nie ma podanego symbolu prowadzenia koszyka, oznacza to, że prowadzony jest on
na częściach tocznych.
Łożyska toczne wykonywane są w 4 klasach dokładności. Klasa dokładności określa
tolerancje wymiarów głównych oraz dokładność obrotu pierścienia. Klasą normalną, nie
określaną w szczególny sposób w oznaczeniu łożyska, jest klasa P 0. Podwyższone klasy
dokładności łożysk mają oznaczenie P6 – dla dokładności wysokiej oraz P5, P4 dla
dokładności precyzyjnej, P2 dla dokładności superprecyzyjnej. Łożyska charakteryzujące się
podwyższoną klasą dokładności są droższe, gdyż wykonuje się je według specjalnych
technologii. W ogólnej budowie maszyn stosowane są zazwyczaj łożyska o dokładności
normalnej.
Tam, gdzie warunki eksploatacyjne maszyn i urządzeń wymagają cichej i spokojnej
pracy, stosuje się łożyska o obniżonym poziomie drgań (cichobieżności).
Oznaczenia cichobieżności:
−
C6 – obniżony poziom drgań,
−
C66 – bardzo niski poziom drgań.
−
łożysk o normalnych wymaganiach w zakresie cichobieżności nie oznacza się.
Rys.24. Różne przykłady łożysk tocznych [www.iwmark.pl www.bdt.com.pl
W maszynach i urządzeniach, gdzie temperatura pracy przekracza 120° C, należy
stosować łożyska poddane specjalnej obróbce cieplnej stabilizującej wymiary. Oto oznaczenia
obróbki cieplnej stabilizującej:
−
S00 Pierścienie wewnętrzny i zewnętrzny łożyska stabilizowane do temperatury 120°C
(nie oznacza się),
−
S0 stabilizacja do temperatury 150° C,
−
S1 stabilizacja do temperatury 200° C,
−
S2 stabilizacja do temperatury 250° C,
−
S3 stabilizacja do temperatury 300° C,
−
S4 stabilizacja do temperatury 350° C.
Przykład oznaczenia łożyska: 6204 2Z P636 S1
Symbol ten oznacza łożysko kulkowe zwykłe jednorzędowe dwustronnie uszczelnione,
klasa dokładności P6, luz promieniowy C3, poziom drgań C6, obróbka cieplna stabilizująca
do 200°C. (S1). Oznaczenie literowe C luzu i poziomu drgań, można pomijać, łącząc w jedną
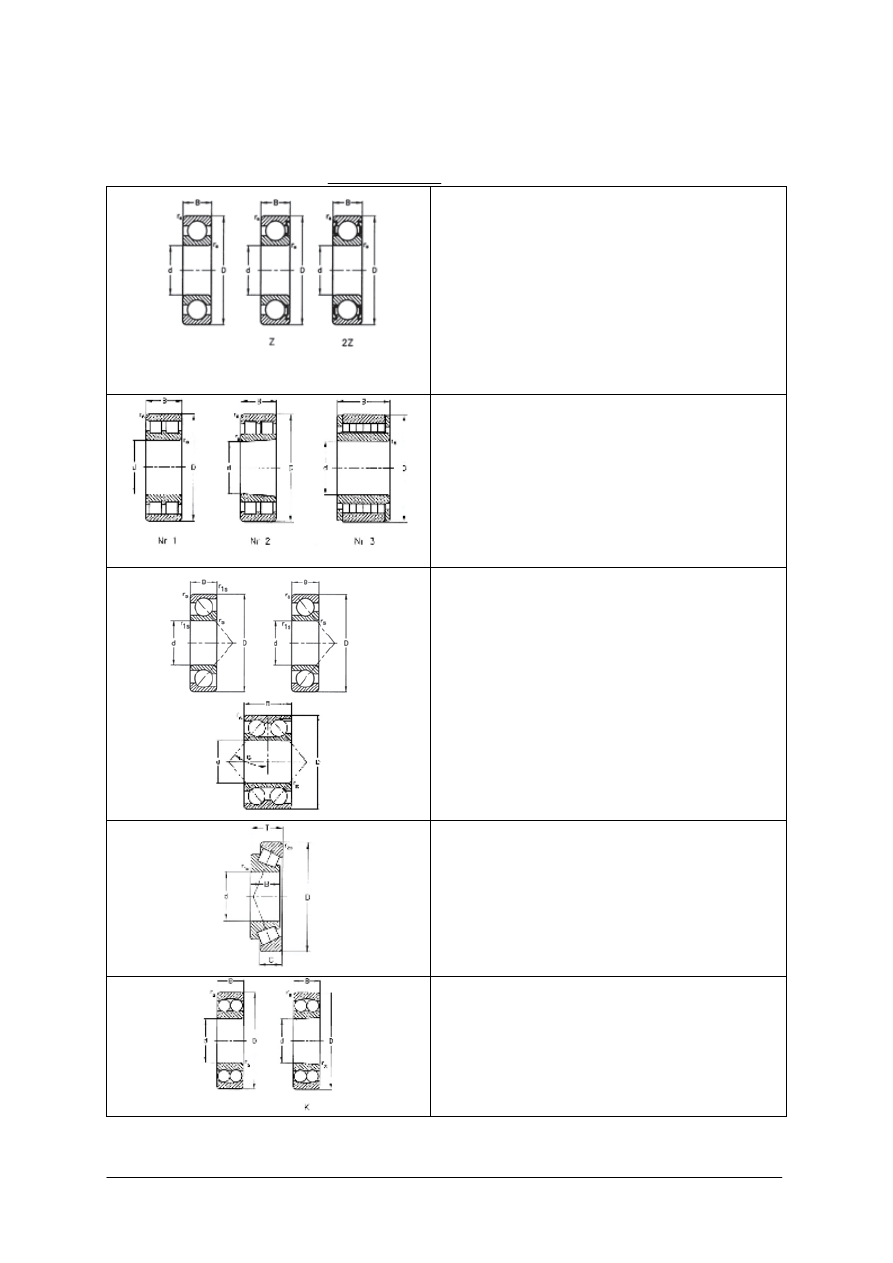
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
całość z oznaczeniem klasy dokładności symbole cyfrowe, tak jak podano w przykładzie
wyżej.
Tabela. 3 Rodzaje łożysk tocznych [www.flt.krasnik.pl]
Łożyska kulkowe zwykłe mogą przenosić obciążenia
poprzeczne
i
stosunkowo
niewielkie
obciążenia
wzdłużne. Łożyska kulkowe zwykłe jednorzędowe są
najtańszymi łożyskami tocznymi, dlatego też w każdym
przypadku należy rozważyć możliwość zastosowania
tych łożysk. Wadą łożysk kulkowych zwykłych jest ich
mała sztywność oraz stosunkowo mała obciążalność.
Przeciążenie wału w łożysku kulkowym zwykłym może
wywołać znaczny wzrost temperatury, szczególnie
koszyka, doprowadzając do zniszczenia łożyska.
Koszyki łożysk kulkowych zwykłych najczęściej są
tłoczone z blachy.
Łożyska walcowe są łożyskami przeznaczonymi do
przenoszenia tylko obciążeń poprzecznych. Łożyska
walcowe posiadające pierścienie z obrzeżami mogą
przenosić
nieznacznie
przypadkowe
obciążenia
wzdłużne. Zaletą łożysk walcowych jest możliwość
demontażu łożyskowania bez konieczności wyciskania
pierścienia z korpusu. Łożyska walcowe stosowane są
w przekładniach zębatych z kołami o zębach
daszkowych, w łożyskowaniu wrzecion obrabiarek,
w silnikach elektrycznych średniej mocy.
Łożyska kulkowe skośne jednorzędowe mogą przenosić
jedynie obciążenia skierowane w kierunku powiększonej
grubości pierścienia. Obciążenie łożysk może być skośne
(wzdłużne i promieniowe) lub jedynie wzdłużne.
Łożyska skośne powinny być obciążone wzdłużnie.
Łożysko kulkowe skośne dwurzędowe
Łożyska
stożkowe
są
łożyskami
skośnymi.
Obciążalność oraz sztywność osiowa i promieniowa
łożysk stożkowych jest większa od sztywności oraz
obciążalności skośnych łożysk kulkowych. Łożyska te
stosowane są w znacznie obciążonych podporach
reduktorów,
skrzyń
przekładniowych,
mostach
samochodowych
kołach
pojazdów
itp.
Łożyska
stożkowe, podobnie jak skośne kulkowe jednorzędowe
wymagają regulacji napięcia wstępnego.
Łożyska wahliwe poprzeczne wykonane są jako łożyska
kulkowe bądź baryłkowe. Łożyska te mogą przenieść
poza obciążeniami poprzecznymi obciążenia wzdłużne.
Jakość ustalenia osiowego wału za pomocą łożysk
wahliwych zależna jest od wartości luzu łożysk.
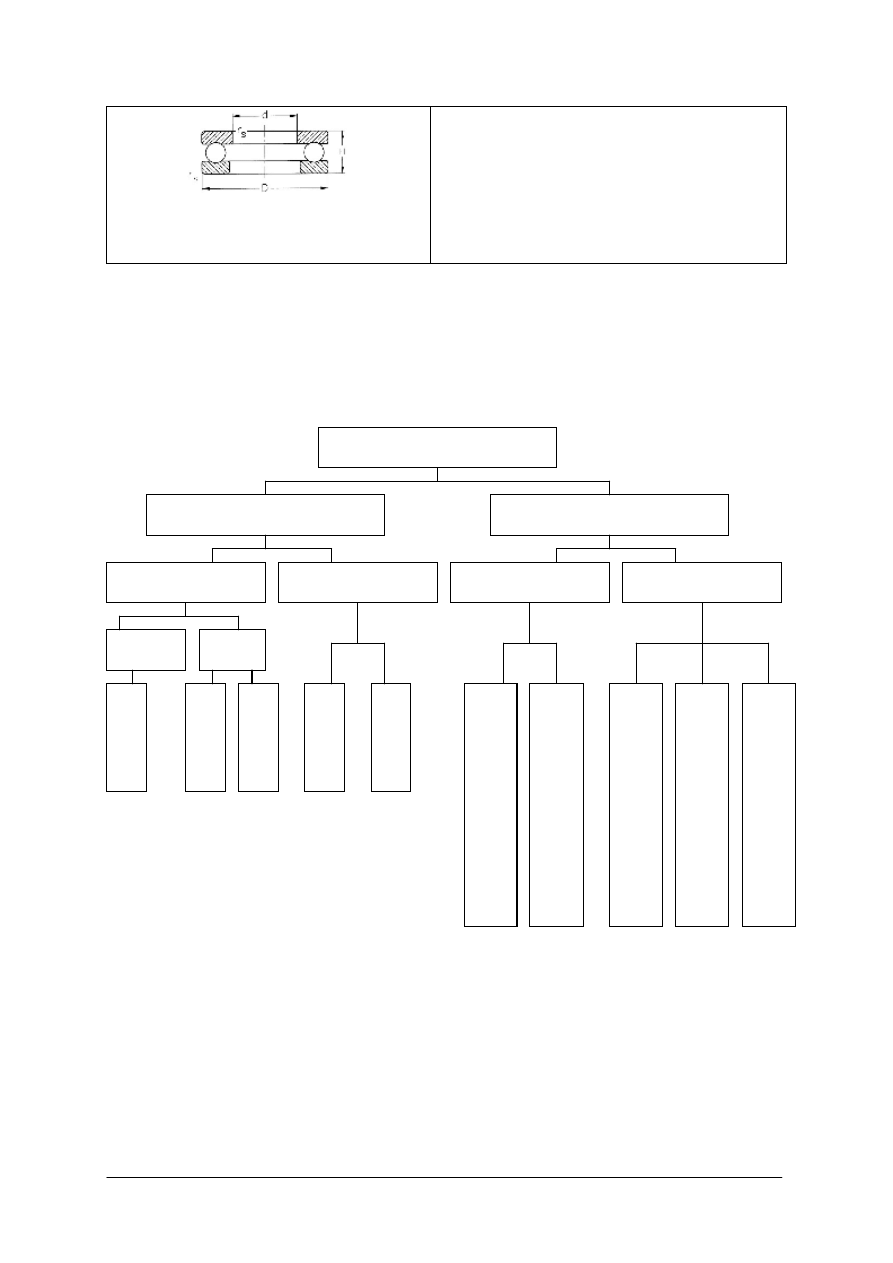
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Łożyska wzdłużne kulkowe i baryłkowe stosowane są
do
przenoszenia
obciążeń
wzdłużnych.
Łożyska
baryłkowe
należą
do
łożysk
kompresujących
nieprawidłowości powierzchni oporowych. Węzeł gdzie
jest zastosowane łożysko kulkowe wzdłużne powinien
być tak wykonany, aby w żadnym przypadku łożysko to
nie przenosiło obciążeń promieniowych. Łożyska
kulkowe
wzdłużne
są
wykonywane
jako
jednokierunkowe i dwukierunkowe.
Sprzęgła
Sprzęgłem nazywa się zespół elementów, służący do połączenia (sprzęgnięcia ze sobą)
dwóch, obrotowo niezależnie osadzonych części maszyny. Najczęściej są to dwa wały:
czynny i bierny lub inaczej mówiąc napędzający i napędzany. Jeżeli osie wałów leżą na
wspólnej prostej, łączą je sprzęgła proste. W przypadku, gdy osie wałów się przecinają pod
kątem ostrym łączą je, sprzęgła przegubowe.
Rys. 25. Podział sprzęgieł
Sprzęgła nierozłączne są stosowane w takich przypadkach, gdy nie ma potrzeby
szybkiego złączania i rozłączania części czynnej i biernej. Sprzęgła sztywne służą do łączenia
dokładnie współosiowych wałów w jedną sztywną całość. Sprzęgła luźne, proste służą do
łączenia wałów przy nieznacznym braku współosiowości. Kompensują one poprzeczne
i wzdłużne przemieszczenia się końców wałów i nieznaczne wychylenia ich osi. Sprzęgła
luźne przegubowe umożliwiają łączenie wałów o osiach przecinających się pod małym
kątem. Sprzęgła te są sztywne skrętnie, lecz nie mogą przenosić momentów gnących.
Sprzęgła podatne skrętnie, pozwalają na względnie ograniczony obrót końców łączonych
SPRZĘGŁA
rozłączne
nierozłączne
podatne skrętne
niepodatne skrętne
sztywne
luźne
pro
ste
pro
ste
pr
ze
g
ubo
we
pro
ste
pr
ze
g
ubo
we
sterowane z zewnątrz
samoczynne
w
łą
cz
an
e
pr
zy
ró
żn
y
c
h
pr
ędko
śc
ia
c
h
wa
łó
w
b
ie
rn
ego
i
c
zynn
ego
w
łą
cz
an
e
pr
zy
ró
w
ny
c
h
pr
ędko
śc
iac
h
wa
łó
w
b
ie
rn
ego
i
c
zynn
ego
od
środko
w
e
(s
te
ro
w
a
n
e
si
ła
m
i
b
ezw
ła
dno
śc
i)
b
ez
p
ie
c
ze
ńs
tw
a
(s
te
ro
w
a
n
e
m
o
m
e
n
te
m
ob
ro
to
w
y
m)
je
dn
o
k
ie
runko
we
(s
te
ro
w
a
n
e
k
ie
ru
n
k
ie
m
n
ap
ęd
u)
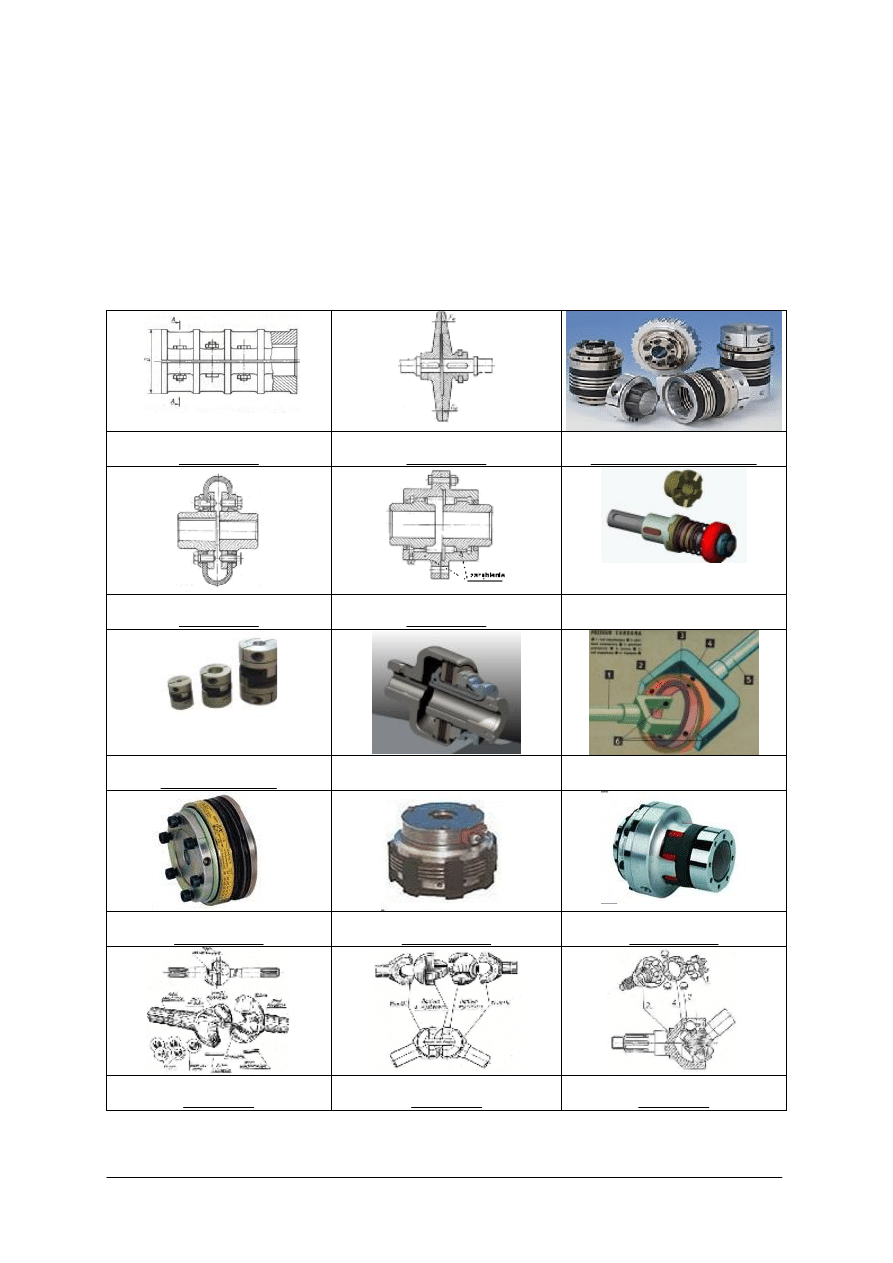
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
wałów. Umożliwiają ruch wałów przy niewielkim braku współosiowości, służą do łagodzenia
nierównomierności przenoszonego momentu obrotowego, tłumienia drgań skrętnych, zmiany
częstości własnych drgań skrętnych układu, czy do równoczesnego spełnienia kilku
wymienionych wcześniej funkcji.
W razie potrzeby szybkiego złączania i rozłączania wałów czynnego i biernego stosuje
się sprzęgła rozłączne, sterowane z zewnątrz. Jeśli włączenie odbywa się przy równych lub
bardzo zbliżonych prędkościach kątowych wałów czynnego i biernego używa się sprzęgieł
rozłącznych, ze sprzężeniem kształtowym.
Tabela. 4. Różne rodzaje sprzęgieł i przegubów
sprzęgło łubkowe łączone śrubami
sprzęgło cierne tarczowe płaskie
sprzęgła sztywne
sprzęgło oponowe
sprzęgło zębate
sprzęgło kłowe
solid.imir.agh.edu.pl
sprzęgło Oldhama
sprzęgło wielopłytkowe
solid.imir.agh.edu.pl
przegub Cardana
ikm.wz.cz
sprzęgło przeciążeniowe
sprzęgło elektromagnetyczne
sprzęgło bezpieczeństwa
przegub Wiessa
przegub Tracta –
przegub Birfielda
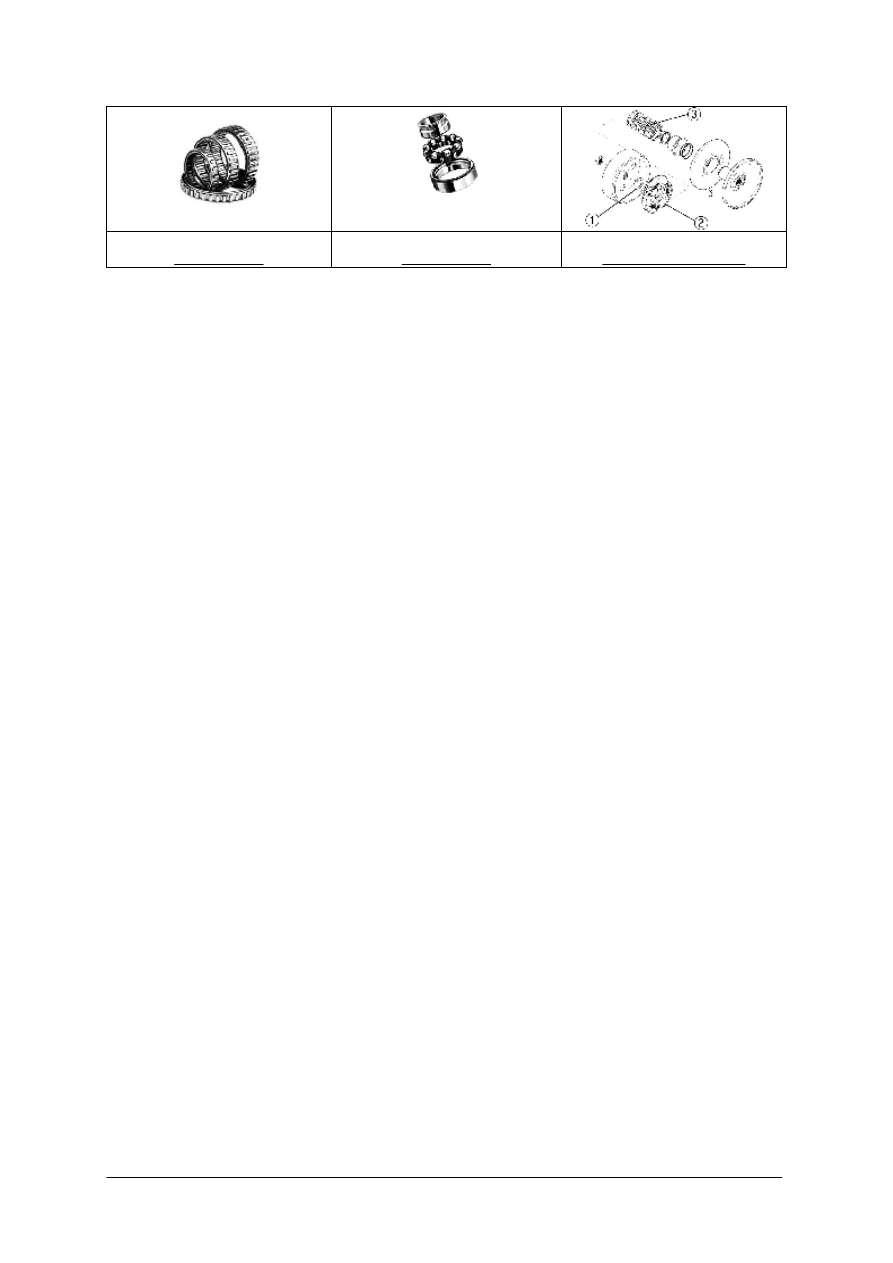
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
sprzęgło jednokierunkowe
sprzęgło jednokierunkowe
sprzęgło odśrodkowe
W przypadku, gdy włączanie musi się odbywać przy znacznej różnicy prędkości wałów
najczęściej używane są sprzęgła cierne. Można również używać w takich połączeniach
sprzęgieł hydrokinetycznych elektromagnetycznych.
Następną grupą są sprzęgła rozłączne samoczynne. W sterowaniu tego rodzaju
sprzęgłami wykorzystuje się: siły bezwładności, siły odśrodkowe, zmiany momentu
obrotowego przenoszonego przez sprzęgło lub zmiany kierunku napędu.
Sprzęgła sztywne
Istnieje wiele odmian sprzęgieł sztywnych. Ich podstawowe zalety to między innymi
zwartość konstrukcji, łatwość montażu i demontażu zarówno całego sprzęgła, jak
i poszczególnych odcinków wału, a także możliwość osadzania na dalszych częściach wału
wielu niedzielonych elementów. Brak luzów w sprzęgle umożliwia przenoszenie
nierównomiernych momentów obrotowych, a obrotowe części bez wystających kształtów
zapewniają bezpieczeństwo obsługi. W skład sprzęgieł wchodzi szereg prostszych elementów,
jak różnego rodzaju połączenia czopa z piastą (wpusty, kliny, kołki), łączniki śrubowe, nity,
sprężyny, zęby, łańcuchy itp.
Sprzęgła luźne proste
Sprzęgła te pozwalają kompensować błędy współosiowości wałów. Dopuszczają pewne
ruchy wzdłużne, poprzeczne, odchylenia od osi, czy też kombinacje tych czynników. Jest to
możliwe dzięki względnym ruchom wewnętrznym części tych sprzęgieł. Charakteryzują je
luzy pomiędzy częściami przenoszącymi obciążenia i ślizganie tych części po sobie. Sprzęgła
luźne proste nie nadają się do przenoszenia momentów obrotowych o zmiennym kierunku,
jak również do dużych obciążeń i prędkości. Powierzchnie ślizgowe tych sprzęgieł wymagają
smarowania. Przykładem sprzęgła luźnego prostego jest sprzęgło kłowe.
Sprzęgła luźne przegubowe
Sprzęgła luźne przegubowe pozwalają na przenoszenie momentu skręcającego przy
dużych kątach przecięcia się osi łączonych wałów. Przykładem sprzęgła przegubowego są:
przegub Birfielda, przegub Cardana, przegub Wiessa lub przegub Tracta.
Sprzęgła podatne skrętnie
W budowie maszyn można spotkać wiele odmian konstrukcyjnych sprzęgieł podatnych
skrętnie. Różnią się one przede wszystkim konstrukcją elementów podatnych, ich
tworzywem, kształtem, czy sposobem zamocowania. Spotyka się sprzęgła zwykłe, o stałej
sztywności lub progresywne, w których sztywność zwiększa się wraz ze zwiększaniem się
kąta względnego obrotu części napędzającej i napędzanej sprzęgła. Inną klasyfikacją tego
rodzaju sprzęgieł jest podział na sprzęgła swobodne i tłumiące. Podstawowym zadaniem
sprzęgieł swobodnych jest łagodzenie nierównomierności przenoszonego momentu
obrotowego na zasadzie zamiany nadwyżek energii kinetycznej bezwładnego układu
w energię sprężystego odkształcania elementów podatnych i oddawanie jej w chwilach
niedoboru energii.
Sprzęgła rozłączne kształtowe
W sprzęgłach tych moment obrotowy jest przenoszony za pomocą zazębiających się
systemów kłów lub zębów umieszczonych na powierzchni czołowej lub obwodzie dwóch

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
tarcz lub piast sprzęgła. Jedna z nich jest umieszczona nieruchomo na końcu jednego
z wałów, druga zaś przesuwnie poosiowo na końcu drugiego wału. Przy pomocy mechanizmu
sterującego dosuwa się ją do tarczy nieruchomej powodując zazębienie. Wyłączanie sprzęgła
może odbywać się bez ograniczeń, jeśli dysponujemy odpowiednią siłą wyłączania, a naciski
występujące pod obciążeniem na powierzchniach roboczych kłów nie są zbyt wysokie.
Włączanie natomiast jest możliwe tylko przy niewielkich różnicach prędkości obwodowych
obydwu połówek sprzęgła. Zaletą tych sprzęgieł jest brak poślizgu i zwartość budowy. Aby
uniknąć nadmiernego zużycia powierzchni roboczych należy dbać o równomierny podział
obciążenia na wszystkie kły oraz stosować materiały odporne na wysokie naciski. Odnosi się
to szczególnie do sprzęgieł włączanych w ruchu.
Sprzęgła cierne
Podstawowe typy sprzęgieł ciernych różnią się: kierunkiem i sposobem docisku,
kształtem, liczbą i materiałem powierzchni ciernych. Najbardziej charakterystyczną cechą jest
kierunek siły sprzęgającej powierzchnie cierne: promieniowy, osiowy i obwodowy. Kształt
powierzchni ciernych może być płaski, walcowy lub stożkowy. Sprzęgła stożkowe pozwalają
na zasadzie działania klina na uzyskanie większych docisków przy tej samej sile sprzęgającej
niż w innych sprzęgłach. O wyborze typu sprzęgła decyduje średnia moc tarcia odniesiona do
czasu pracy sprzęgła, pożądana żywotność, wartość potrzebnego momentu tarcia, wartość
pracy potrzebnej do włączania oraz ilość miejsca, przestrzeni do dyspozycji. Duży wpływ na
właściwości sprzęgła ma materiał powierzchni ciernych. Materiał powinien mieć jak
największy współczynnik tarcia, mało zależny od prędkości poślizgu, temperatury
i obciążenia. Powinien być wytrzymały mechanicznie i termicznie, mieć dobrą przewodność
cieplną i wykazywać odporność na zużycie przy jednoczesnym braku skłonności do
zacierania.
Sprzęgła rozłączne sterowane momentem obrotowym (bezpieczeństwa)
Sprzęgła bezpieczeństwa chronią elementy mechanizmu przed przeciążeniem. Reagują na
wartość przenoszonego momentu skręcającego. Działają na dwóch zasadach: całkowitego
rozłączenia z chwilą wzrostu przenoszonego momentu skręcającego ponad bezpieczną
wartość graniczną lub na zasadzie ograniczenia wartości przenoszonego momentu do wartości
zadanej. Do pierwszej grupy należą kształtowe sprzęgła bezpieczeństwa. W sprzęgle tego
typu najsłabszym elementem jest kołek lub kilka kołków, które zostają ścięte po
przekroczeniu określonej wartości momentu skręcającego. Ponowny rozruch jest możliwy
dopiero po wymianie kołków, co jest dość czasochłonne. Do drugiej grupy należą sprzęgła
kształtowo-cierne i cierne. Ich zaletą jest możliwość regulacji wartości momentu skręcającego
oraz łatwość ponownego włączenia. W ciernych sprzęgłach bezpieczeństwa nie występuje
zanik przenoszonego momentu, jak w sprzęgłach kształtowych, ani jego silny spadek jak
w sprzęgłach kształtowo-ciernych, lecz ograniczenie do zadanej wartości. W chwili jej
przekroczenia w sprzęgle następuje poślizg.
Sprzęgła rozłączne jednokierunkowe
Sprzęgła jednokierunkowe działają na zasadzie zachowania jednokierunkowości siły
obwodowej, jako siły nacisku lub tarcia. W sprzęgłach jednokierunkowych kształtowych,
jednokierunkowość działania siły zapewniają np. zapadki. Kiedy część napędowa sprzęgła ma
mniejszą prędkość kątową od części napędzanej, zapadki przestają chwytać i zostają
wciśnięte w swoje gniazda. W sytuacji odwrotnej zapadki pod wpływem działania siły
odśrodkowej wysuwają się i wywierają nacisk na część napędzaną. W sprzęgłach
jednokierunkowych ciernych, pomiędzy część napędową a napędzaną są wprowadzane
elementy pośredniczące, które są między nimi zakleszczane, gdy prędkość kątowa części
napędowej jest większa od prędkości kątowej części napędzanej. Jeśli jest przeciwnie,
zakleszczenie znika. W wyniku zakleszczenia na powierzchni styku elementów
pośredniczących powstają naciski i siły tarcia, które są w stanie zrównoważyć przenoszoną

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
siłę obwodową. Sprzęgła jednokierunkowe znajdują zastosowanie w napędach dmuchaw
i wentylatorów dla umożliwienia im swobodnego „wybiegu” w chwili zatrzymania silnika
napędowego, w silnikach spalinowych i turbinach gazowych do podłączenia silnika
rozruchowego, do równoległego łączenia silników lub turbin.
Sprzęgła poślizgowe
Przenoszenie momentu obrotowego z trwałym poślizgiem może mieć miejsce w sprzęgle
ciernym. Regulację wartości poślizgu można osiągnąć przez regulację docisku powierzchni
ciernych. Sprzęgło poślizgowe cierne może być użyte do trwałego ruchu, jeśli zabezpieczy się
je przed nadmiernym rozgrzewaniem stosując wymuszone chłodzenie oraz przed nadmiernym
zużyciem przez ograniczenia nacisków powierzchniowych, dobór materiałów odpornych na
zużycie oraz przez smarowanie. Sprzęgło spełnia wtedy rolę bezstopniowej przekładni
obrotów. Jednak ze względu na duże straty tarcia sprawność takiego sprzęgła jest niewielka.
Znacznie lepsze jest pod tym względem sprzęgło poślizgowe hydrauliczne, praktycznie
pozbawione zużycia, bardziej niezawodne i łatwe w obsłudze. Jego działanie wygląda tak, że
wał napędowy napędza pompę hydrauliczną, która zasila turbinę osadzoną na wale
napędzanym. Jako cieczy wypełniającej sprzęgło najczęściej używa się oleju mineralnego,
który służy równocześnie do smarowania łożysk, przekładni zębatej itp.
Buduje się również sprzęgła poślizgowe elektrodynamiczne. Układ jest podobny do
silnika indukcyjnego z tą różnicą, że wirujące pole magnetyczne wytworzone jest przez
elektromagnesy wirujące razem z częścią napędową wału. Zasilane są prądem stałym poprzez
pierścienie ślizgowe.
Mechanizmy
Mechanizmem nazywa się układ powiązanych ze sobą części maszynowych, mogących
wykonywać określone ruchy w wyniku pobranej energii mechanicznej. Jest to urządzenie
techniczne, które przeznaczone jest do zamiany jednego rodzaju ruchu w inny (lub
identyczny), przy jednoczesnym przeniesieniu energii. Mechanizmy są podstawowymi
częściami składowymi maszyn i przyrządów, a także automatów i robotów przemysłowych.
Mechanizm, jako zespół współpracujących ze sobą części składowych maszyny lub przyrządu
spełniających określone zadanie, jak np. przenoszenie ruchu, sił, sygnałów. Uwzględniając
funkcjonalność mechanizmów i ich konstrukcję, można wśród nich wyróżnić mechanizmy:
dźwigniowe, śrubowe, krzywkowe, zapadkowe, ruchu obrotowego (zębate, cierne cięgnowe),
z elementami podatnymi (sprężynami), hydrauliczne, pneumatyczne i in. Osobną grupę
mechanizmów tworzą przekładnie. Wiedza opisującą mechanizmy zawarta jest w: teorii
mechanizmów i maszyn.
Istnieją mechanizmy działające bezpośrednio lub pośrednio, poprzez łańcuch, linę, pas,
powietrze, wodę, olej. Człony mechanizmu (czynny, bierny i pośredniczący) połączone są
w taki sposób, że przy poruszaniu jednego z nich (czynnego), pozostałe wykonują ściśle
określone ruchy. Istnieje wiele różnych typów mechanizmów.
Mechanizm dźwigniowy służy do zmiany kierunku i charakteru ruchu oraz do zmiany
wartości działających sił. Mechanizm dźwigniowy składa się z czterech sztywnych prętów,
połączonych płaskimi przegubami. Elementy o stałych osiach obrotu (dźwignie) to korby lub
wahacze. Znane rodzaje mechanizmów dźwigniowych to: mechanizmy dwukorbowe,
korbowo-wahaczowe lub dwuwahaczowe.
Mechanizm jarzmowy (mechanizm korbowo-wodzikowy) ma jarzmo przesuwne lub
obrotowe, w którego prowadnicach porusza się kamień połączony przegubowo z innym
członem mechanizmu, np. korbą.
Mechanizm krzywkowy służy do zmiany ruchu obrotowego na ruch postępowy lub ruchu
obrotowego na ruch wahadłowy. W wyjątkowych przypadkach krzywka może wykonywać
ruch postępowo zwrotny. W mechanizmach pierwszego typu krzywka, będąca tarczą
mechanizmów o odpowiednio dobranym kształcie, współpracuje z popychaczem. Podczas
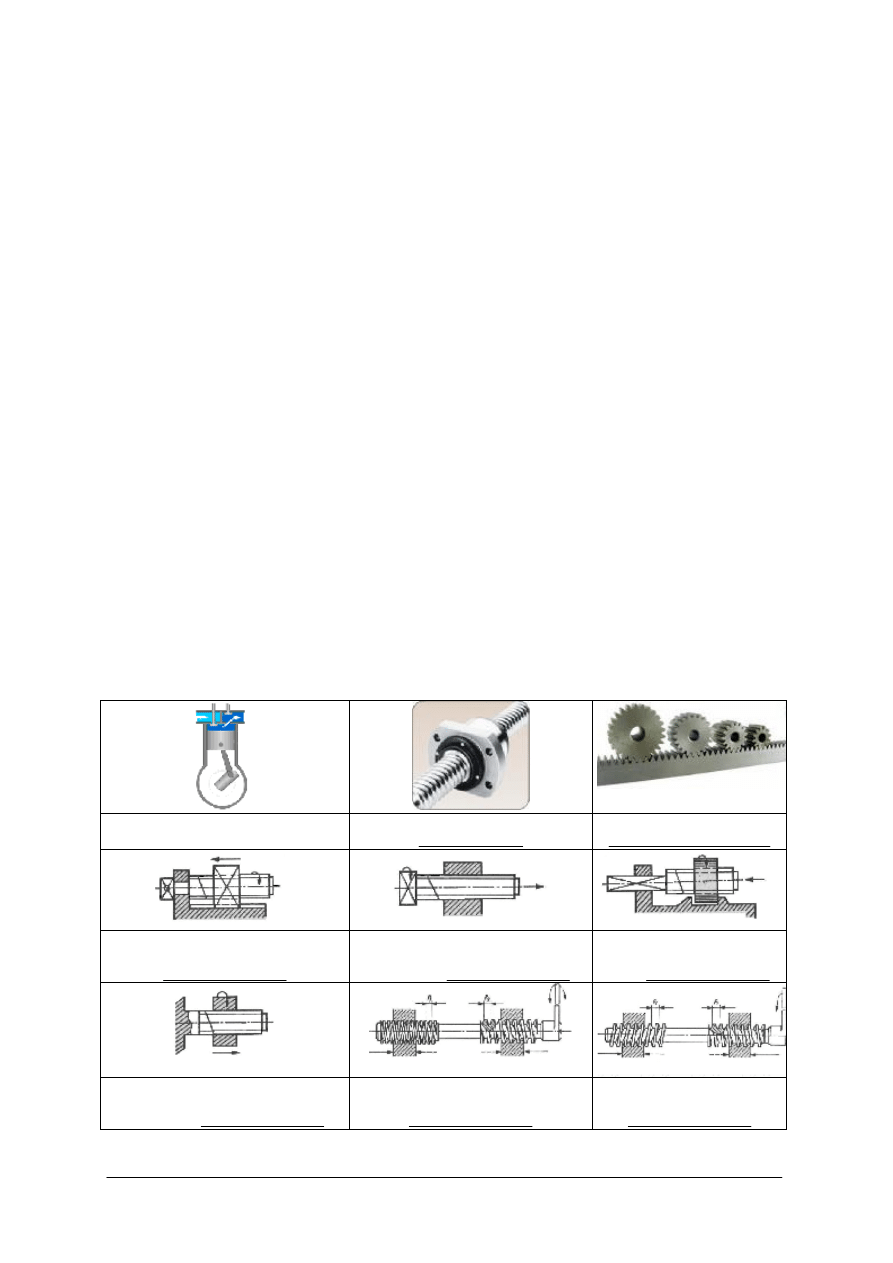
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
obrotu krzywki, dociśnięty do jej powierzchni popychacz wykonuje ruchy prostoliniowe
w sposób uzależniony od kształtu krzywki. Popychacze mogą być punktowe (praktycznie nie
stosowane) płaskie i krążkowe. W drugim typie mechanizmu krzywkowego krzywka
współpracuje nie z popychaczem, lecz z dźwignią wykonującą ruchy wahadłowe.
Mechanizm korbowy zamienia ruch postępowy tłoka na ruch obrotowy wału korbowego
(lub odwrotnie). Tłok jest sprzężony z wałem korbowym za pomocą korbowodu, który
w czasie pracy wykonuje ruch złożony. Ruch tłoka nadaje korbowodowi ruch postępowy,
natomiast obracanie się korby wału korbowego wprawia korbowód w ruch wahadłowy wokół
sworznia tłokowego, łączącego korbowód z tłokiem. W skład mechanizmu korbowego
wchodzą: tłok, korbowód, wał korbowy, koło zamachowe.
Mechanizm śrubowy to rodzaj mechanizmu, który służy do zamiany ruchu obrotowego
na postępowo-zwrotny. Mechanizm ten jest stosowany do określonych celów napędowych.
Podstawowym elementem mechanizmów śrubowych jest gwint. Każde połączenie gwintowe
może być traktowane jako określony mechanizm śrubowy. Mechanizm śrubowo toczny
składa się z nakrętki tocznej ze śruby tocznej (pociągowej). Śruby toczne są rolkowane lub
szlifowane. Dzięki dużej liczbie kulek w nakrętce cały mechanizm charakteryzuje się dużą
nośnością i brak luzów pomiędzy śrubą i nakrętką. Mechanizmy gwintowe służą do
przetwarzania ruchu obrotowego na ruch postępowy, albo uzyskania ruchu śrubowego
jednego ogniwa przy drugim ogniwie nieruchomym. Zależnie od rodzaju ogniwa napędowego
(śruby lub nakrętki) i jego ruchu (obrotowy lub śrubowy) rozróżnia się cztery typy prostych
mechanizmów gwintowych (Tabela 5).
Mechanizm zapadkowy, mechanizm maltański należą do mechanizmów o przerywanym
ruchu członu biernego stanowią odrębną grupę mechanizmów. Są stosowane
w najrozmaitszych automatach, np. jako mechanizmy służące do dzielenia. Główną funkcją
takiego mechanizmu jest zamiana ruchu obrotowego w ruch wzdłużny i odwrotnie.
Mechanizm zębatkowy składa się z koła zębatego walcowego i zębatki prostej. Służy do
zamianyruchu obrotowego na prostoliniowy lub odwrotnie.
Tabela 5. Różne rodzaje mechanizmów
Mechanizm korbowy
[tbystrowski.notatki.oen.agh.edu.pl]
Mechanizm śrubowy
Mechanizm zębatkowy
Mechanizm śrubowy
obrót śruby – przesuw
[www.zse.toya.net.pl]
Mechanizm śrubowy
obrót i przesuw śruby – nakrętka
nieruchoma [www.zse.toya.net.pl]
Mechanizm śrubowy
obrót nakrętki – przesuw
śruby [www.zse.toya.net.pl]
Mechanizm śrubowy
obrót i przesuw nakrętki – śruba
nieruchoma [www.zse.toya.net.pl]
Mechanizm śrubowy
mechanizm różnicowy
Mechanizm śrubowy
mechanizm sumowy
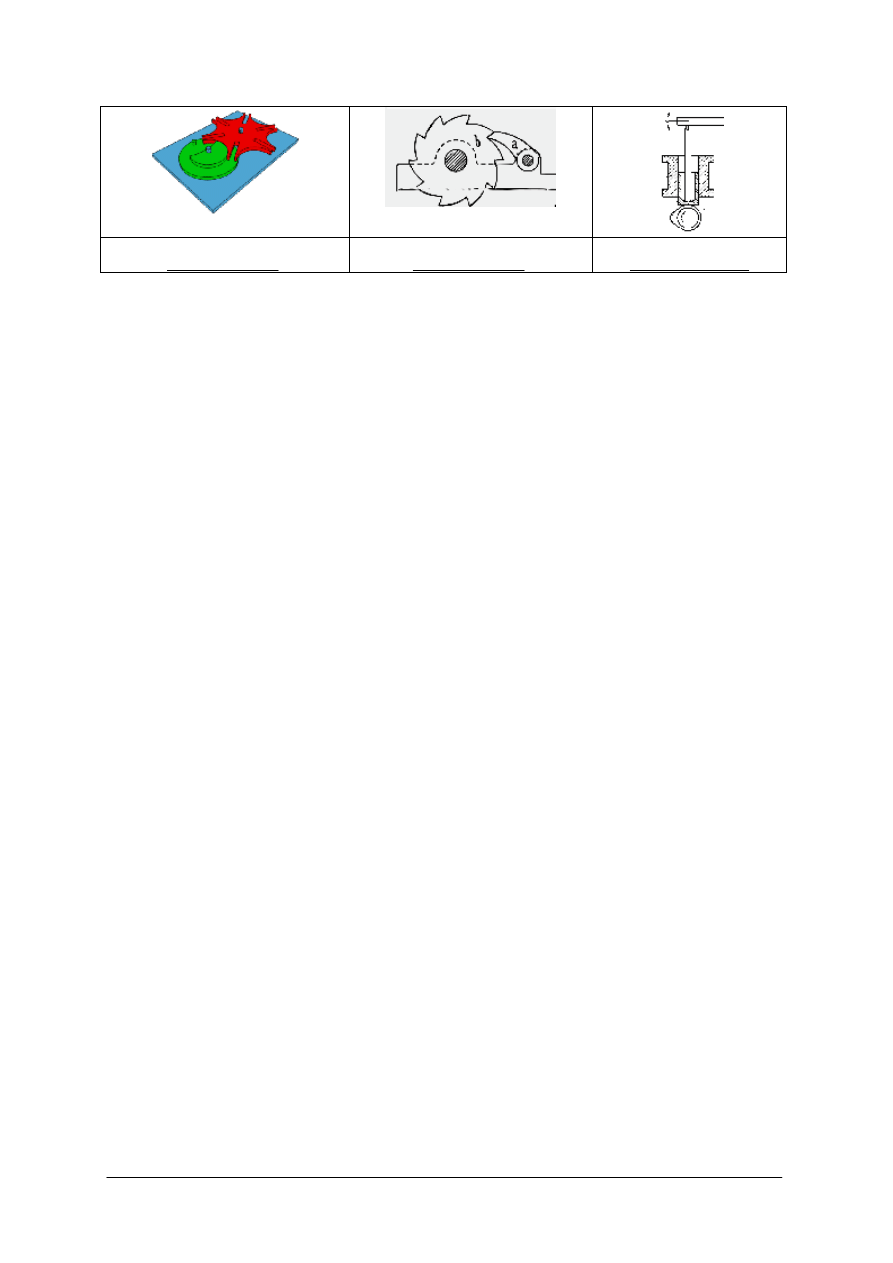
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Mechanizm maltański
Mechanizm zapadkowy
Mechanizm krzywkowy
Przekładnie mechaniczne
Przekładnia mechaniczna jest to mechanizm przenoszący ruch z jednego wału
(napędzającego) na drugi (napędzany). Najczęściej odbywa się to przy jednoczesnej zmianie
prędkości i momentu obrotowego.
Przekładnia może być:
−
reduktorem (przekładnia redukująca) gdy wał napędzany obraca się z mniejszą
prędkością niż wał napędzający,
−
multiplikatorem (przekładnia multiplikująca) gdy wał napędzany obraca się z większą
prędkością niż człon napędzający,
−
wariatorem (przekładnia o zmiennym przełożeniu) – gdy w pewnym zakresie przekładnia
pozwala w sposób bezstopniowy wybrać określoną prędkość.
Stosowanie przekładni mechanicznych w maszynach jest konieczne, gdyż:
−
w większości maszyn roboczych są potrzebne duże momenty obrotowe, co przy
określonej mocy wymaga stosowania małych prędkości obrotowych. Silniki elektryczne
są w większości wysokoobrotowe,
−
stosowanie silników o małej prędkości obrotowej jest ekonomicznie nieuzasadnione,
gdyż są one większe, cięższe i droższe,
−
zakres niezbędnej regulacji prędkości obrotowych w maszynach roboczych, jest
najczęściej niemożliwy do osiągnięcia przez zmianę prędkości obrotowej silnika,
−
względy konstrukcyjne, bezpieczeństwo pracy lub gabaryty silnika często nie pozwalają
na bezpośrednie połączenie silnika z maszyną roboczą.
Rodzaje przekładni mechanicznych
Ze względu na rozwiązania konstrukcyjne i spełniane funkcje, wyróżnia się następujące
rodzaje przekładni mechanicznych:
−
przekładnie cierne,
−
przekładnie cięgnowe (łańcuchowe, pasowe, linowe),
−
przekładnie śrubowe,
−
przekładnie zębate.
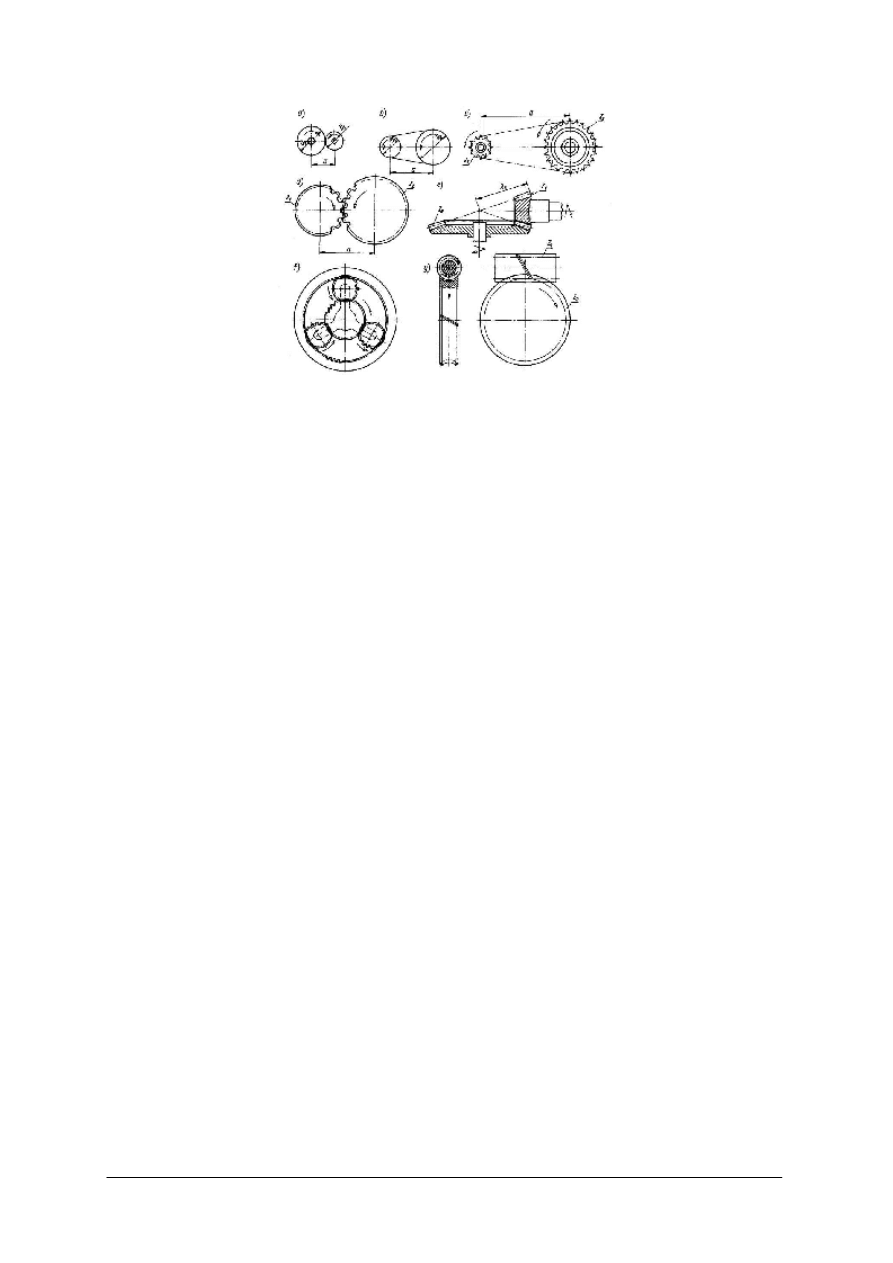
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Rys. 26.
Rodzaje przekładni mechanicznych: a) cierna, b) pasowa, c) łańcuchowa, d – g)
przekładnie zębate d – walcowa, e – stożkowa, f – planetarna, g – ślimakowa [23, s.53]
Przekładnie cierne są to przekładnie mechaniczne, w których dwa poruszające się
elementy (najczęściej wirujące) dociskane są do siebie w ten sposób, by powstało pomiędzy
nimi połączenie cierne. Siła tarcia powstająca pomiędzy elementami odpowiedzialna jest za
przeniesienie napędu. Zaletą takiej przekładni jest fakt, że spełnia ona także rolę sprzęgła
poślizgowego. Wadą przekładni ciernej jest szybkie zużywanie się powierzchni ciernych, co
obniża funkcjonalność przekładni. Istnieje również realna groźba wystąpienia szkodliwego
poślizgu pomiędzy elementami przekładni. Przy większych mocach występują też problemy
z chłodzeniem przekładni tego rodzaju. Przy pomocy przekładni ciernych stosunkowo łatwo
realizuje się wariatory cierne.
Przekładnie cięgnowe są to takie przekładnie, w których fizyczny kontakt pomiędzy
wałem napędzającym i napędzanym odbywa się za pośrednictwem cięgna. Dzięki temu
człony przekładni mogą być oddalone od siebie na duże odległości. Pozwala to także
zastosowanie bardziej swobodnej geometrii przekładni. Wyróżnia się przekładnie cięgnowe
linowe, pasowe i łańcuchowe.
−
przekładnia linowa jest przekładnią w której cięgnem jest lina. Przekładnie linowe
znajdują zastosowanie w przypadkach, gdy moc przenoszona jest na większą odległość
(od kilku do kilkunastu metrów), przy dużych obciążeniach i stosunkowo niskich
prędkościach,
−
przekładnia łańcuchowa jest przekładnią, w której cięgnem jest łańcuch. W takich
przekładniach zęby kół łańcuchowych zazębiają się z elementami łańcucha przenosząc
w ten sposób napęd. W przekładniach łańcuchowych stosuje się dwa typy łańcuchów. Ze
względu na podobieństwa w konstrukcji tych łańcuchów, także koła tych przekładni mają
zbliżone konstrukcje. W przekładni z zębatką istotne jest prawidłowe ułożenie się
ząbków w gniazdach układu kierowniczego.
−
przekładnia pasowa jest to taka przekładnia, w której cięgnem jest elastyczny pas
obejmujący oba koła pasowe – czynne i bierne. Pasy przekładni pasowych mogą być
wykonane ze skóry (płaskie), tkaniny, gumy lub z gumy zbrojonej tkaniną lub stalowymi
linkami. W czasie użytkowania przekładni pasowej pasy ulegają zużyciu. W celu
uniknięcia niekorzystnego wpływu wydłużania się w przekładniach tego typu niekiedy
stosuje się napinacze pasa. Z powodu zużycia pasy muszą podlegać okresowej wymianie.
Częstość wymiany specyfikuje dokumentacja urządzenia. Przekładnie pasowe z pasami
płaskimi stosowane są do przenoszenia napędu na dalsze odległości, nawet do
kilkudziesięciu metrów. Przekładnie z pasami płaskimi, niegdyś w powszechnym użyciu,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
dziś używane są sporadycznie. Wraz z rozwojem technologii tworzyw sztucznych, gumy
i kompozytów, przekładnie z pasami klinowymi znajdują coraz szersze zastosowanie
w budowie maszyn. Są one w stanie przenosić duże moce, są sprawne i stosunkowo
niezawodne. Dodatkowo zabezpieczają przed przeciążeniem układu spełniając funkcję
sprzęgła poślizgowego. W przekładniach z pasami klinowymi, pas o przekroju
trapezoidalnym wypełnia klinową przestrzeń koła pasowego, tworząc tym samym
powierzchnię styku pomiędzy pasem a kołem. Często stosuje się przekładnie
wielopasowe, w których na jednym kole z wieloma klinowymi żłobkami pracuje kilka
pasów. Przekładnie klinowe służą do przekazania napędu na niewielkie odległości (do
10 m). Zaletą takich przekładni jest zwarta konstrukcja i cicha praca. W przekładniach
pasowych przekazanie napędu z koła na pas i z pasa na koło odbywa się dzięki
połączeniu ciernemu pomiędzy tymi elementami. Jako, że najsłabszym elementem
przekładni pasowej jest pas, obliczenia wytrzymałościowe przekładni sprowadzają się do
sprawdzenia wytrzymałości pasa na rozciąganie k
r
.
−
wariatory pasowe są to przekładnie pasowe, których koła pasowe są szerokie i mają
kształt stożków. Tak w przypadku przekładni z pasami płaskimi jak i klinowymi istnieją
konstrukcje wariatorów o płynnej zmianie przełożenia. W przypadku pasów płaskich,
koła mają kształt stożkowy i są ustawione przeciwbieżnie w stosunku do siebie.
Przesuwania pasa (możliwe także w czasie pracy) powoduje zmianę średnic skutecznych
na obu kołach. W przypadku wariatora klinowego zastosowane są koła pasowe
o specjalnej konstrukcji. Każde z nich jest złożone z dwóch sekcji, których wzajemne
położenie osiowe decyduje o szerokość klinowego otwarcia. Pas klinowy w naturalny
sposób zajmuje położenie, w którym jak najszczelniej wypełnia te przestrzenie,
zmieniając w ten sposób obie średnice skuteczne.
Przekładnia śrubowa jest przekładnią mechaniczną złożoną z śruby i nakrętki.
W przekładni tej zamianie ulega ruch obrotowy jednego z jej elementów na ruch liniowy
drugiego. Przekładnia śrubowa ma zwykle niewielką sprawność energetyczną. Gdy kąt
wzniosu gwintu śruby γ jest mniejszy od kąta tarcia ς przekładnia śrubowa staje się
samohamowna. Jest to zjawisko bardzo pożądane, gdyż przekładnia taka, stosowana
w mechanicznych podnośnikach, nie wymaga już dodatkowych hamulców.
Przekładnie zębate są to przekładnie mechaniczne, w której przeniesienie napędu odbywa
się za pośrednictwem nawzajem zazębiających się kół zębatych.
Przekładnie zębate są najpowszechniej stosowanymi przekładniami w budowie maszyn.
Ich główne zalety, to: łatwość wykonania, stosunkowo małe gabaryty, cicha praca, gdy
odpowiednio smarowane, duża równomierność pracy, wysoka sprawność dochodzącą do 98%
(z wyjątkiem przekładni ślimakowej). Natomiast do wad przekładni zębatych należą:
stosunkowo niskie przełożenie dla pojedynczego stopnia, sztywna geometria, brak
naturalnego zabezpieczenia przed przeciążeniem.
Uwzględniając ilość stopni wyróżnia się:
−
przekładnie jednostopniowe – w których współpracuje jedna para kół zębatych
−
przekładnie wielostopniowe np. dwustopniowa, trzystopniowa itd. – w których
szeregowo pracuje więcej par kół zębatych; przełożenie całkowite przekładni
wielostopniowej jest iloczynem przełożeń poszczególnych stopni
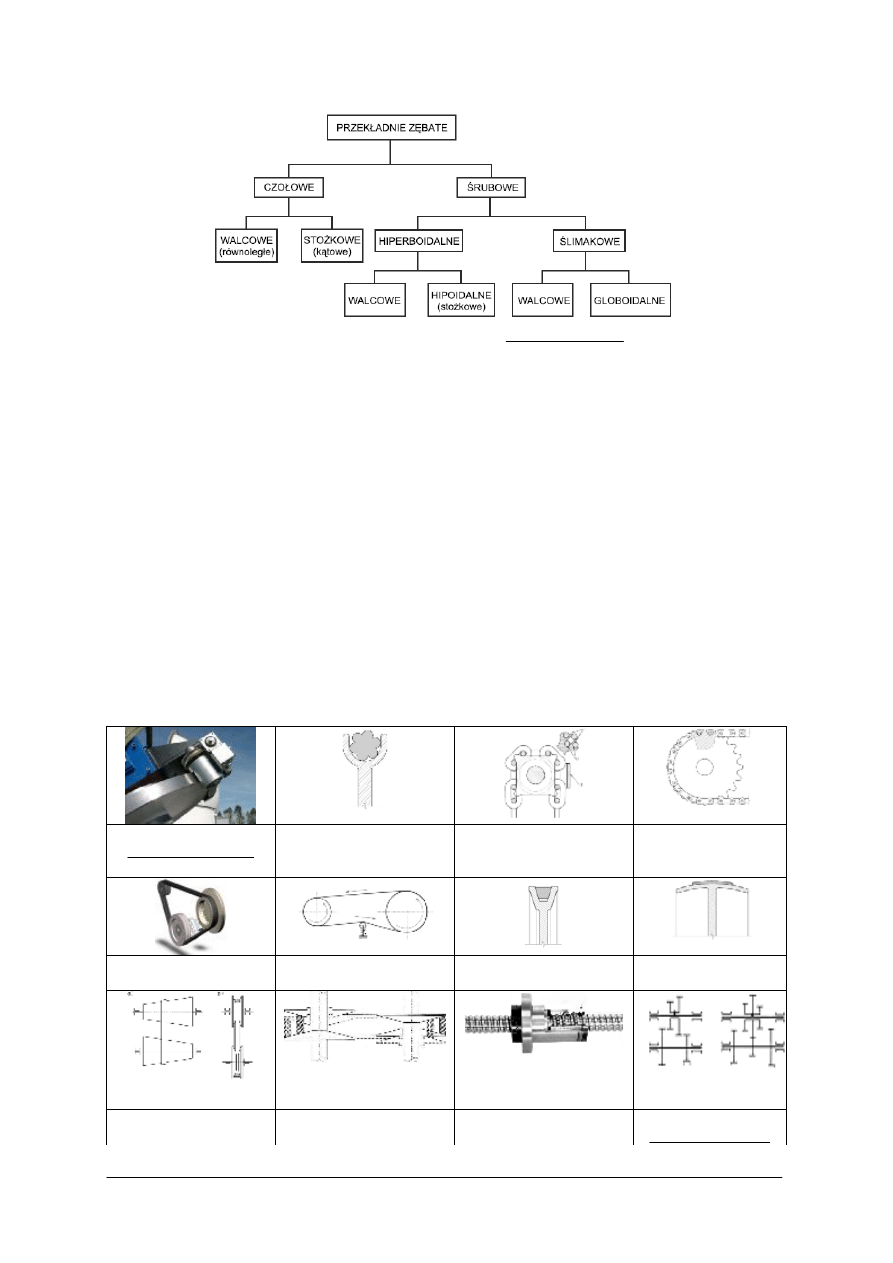
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Rys. 27. Podział przekładni zębatych [www.totalpolska.pl]
Ze względu na umiejscowienie zazębienia wyróżnia się przekładnie z:
−
zazębieniem zewnętrznym,
−
zazębieniem wewnętrznym.
Ze względu na rodzaj przenoszonego ruchu:
−
przekładnie obrotowe – uczestniczą w niej dwa koła zębate,
−
przekładnie liniowe koło zębate współpracuje z listwą zębatą tzw. zębatką.
Ze względu na wzajemne usytuowanie osi obrotu:
−
przekładnia czołowa – w której obie osie obrotu leżą w jednej płaszczyźnie.
−
przekładnia walcowa,
−
przekładnia stożkowa,
−
przekładnia śrubowa (zębata) w której osie obrotu leżą w dwóch różnych płaszczyznach.
Takie przekładnie występują w dwóch odmianach:
−
przekładnia hiperboloidalna (o osiach zwichrowanych),
−
przekładnia ślimakowa (o osiach prostopadłych).
Tabela 6. Rodzaje przekładni zębatych.
Przekładnia cierna
Koło linowe
[pl.wikipedia.org]
Przekładnia łańcuchowa
[pl.wikipedia.org]
Przekładnia
łańcuchowa
[pl.wikipedia.org]
Przekładnia pasowa
[pl.wikipedia.org]
Przekładnia pasowa
[pl.wikipedia.org]
Przekładnia pasowa
[pl.wikipedia.org]
Przekładnia pasowa
[pl.wikipedia.org]
Wariator
[pl.wikipedia.org]
Wariator
[riad.usk.pk.edu.pl]
Przekładnia śrubowa
[apw.ee.pw.edu.pl]
przekładnie zębate
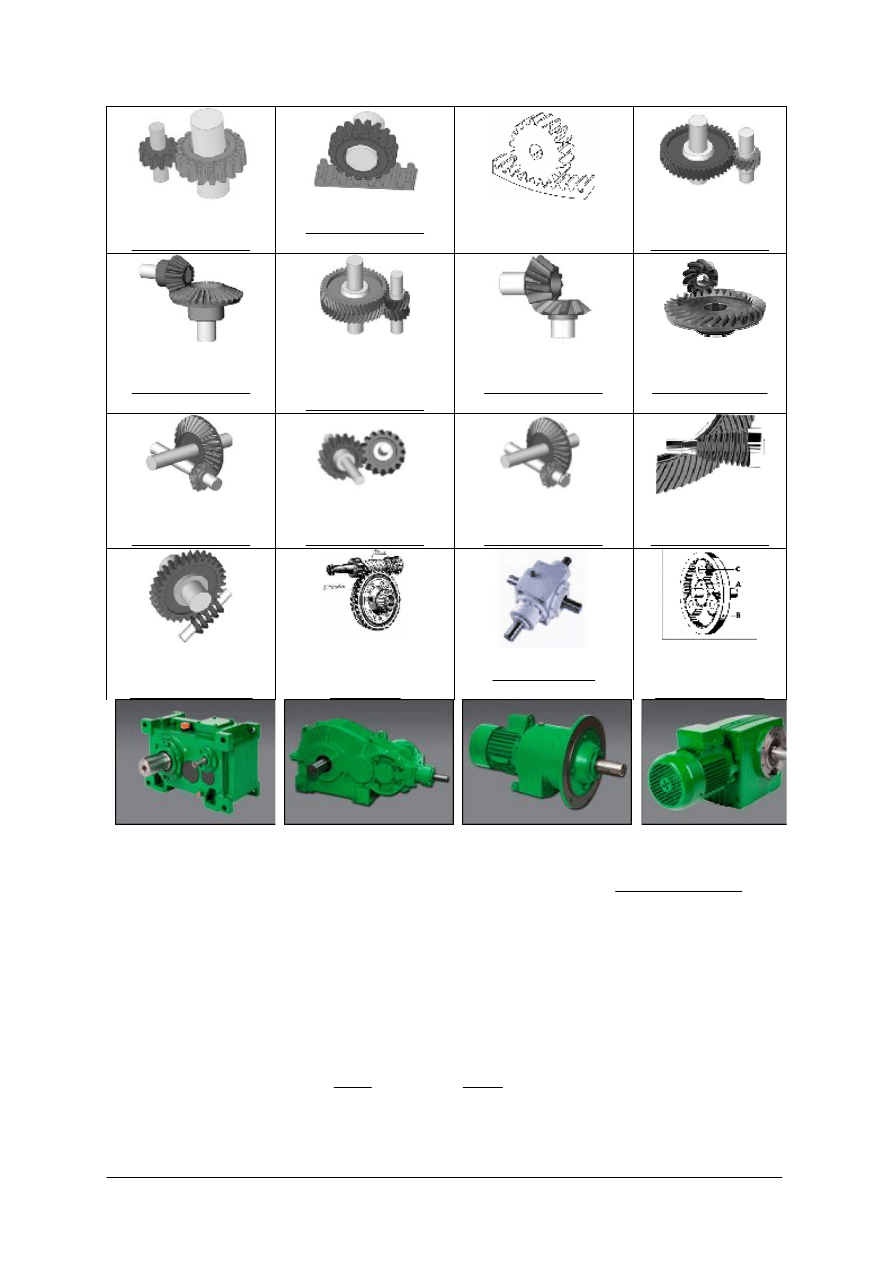
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Przekładnia walcowa,
czołowa,
Przekładnia, zębatkowa
Przekładnia walcowa, o
zazębieniu wewnętrznym.
[fazer_club.fm.interia.pl]
Przekładnia walcowa,
o zębach śrubowych
Przekładnia stożkowa o
zębach prostych
Przekładnia o zębach
strzałkowych i
daszkowych
Przekładnia stożkowa o
zębach śrubowych
Przekładnia stożkowa
o zębach łukowych.
Przekładnia zębata
czołowa, stożkowa
Przekładnia śrubowa,
hiperboidalna, walcowa.
Przekładnia, hiperboidalna
o zębach stożkowych
[www.totalpolska.pl]
Przekładnia śrubowa,
hiperboidalna
Przekładnia, ślimakowa,
o zębach skośnych.
Przekładnia zębata
ślimakowa,
Przekładnia zębata
Przekładnia zębata
planetarna
Reduktor walcowy
Reduktor stożkowy
Motoreduktor
osiowy
Motoreduktor kątowy
Rys.28. Przykłady reduktorów i motoreduktorów używanych w przemyśle [www.befared.com.pl]
Podstawowe pojęcia związane z przekładniami
Ruch obrotowy kół przekładni o średnicach D
1
i D
2
można scharakteryzować przez
podanie:
−
prędkości kątowych ω
1
, ω
2
wyrażonych w rad/s,
−
prędkości obrotowych n
1
n
2
wyrażonych w obr/min,
−
prędkości obwodowych υ
1
υ
2
wyrażonych w m/s.
Wielkości te są powiązane między sobą następującymi zależnościami:
30
1
1
n
⋅
=
π
ω
30
2
2
n
⋅
=
π
ω
[rad/s]
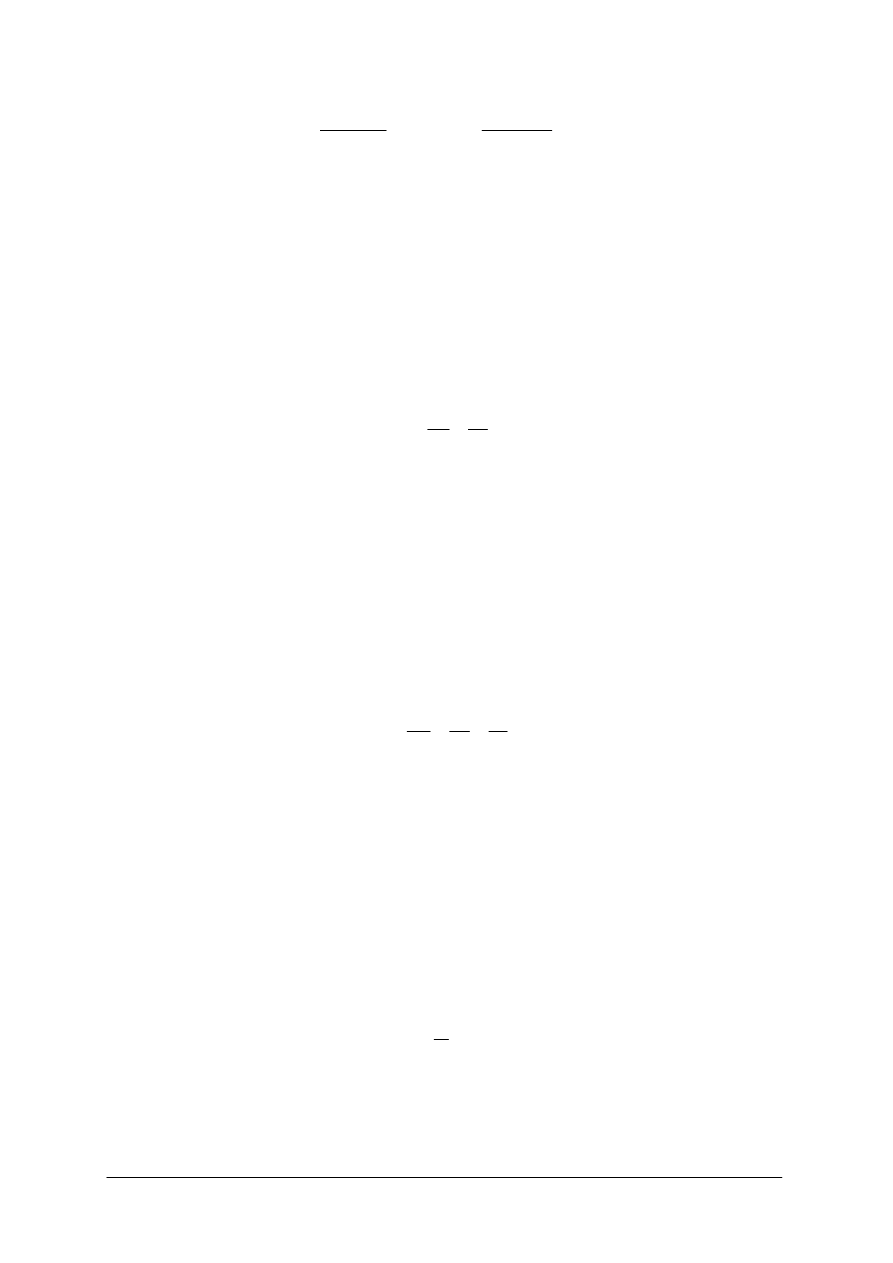
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
60
1
1
1
n
D
⋅
⋅
=
π
υ
60
2
2
2
n
D
⋅
⋅
=
π
υ
[m/s]
po uproszczeniu otrzymujemy:
2
2
1
1
n
D
n
D
⋅
=
⋅
2
2
1
1
ω
ω
⋅
=
⋅
D
D
Prędkość obrotowa (n) wyraża liczbę obrotów dowolnego układu obrotowego wykonaną
w dowolnej jednostce czasu (sekundzie, minucie, godzinie itp.) W technice najczęściej
używaną jednostka są [obr/min] (liczba obrotów na minutę) lub [obr/s] (liczba obrotów na
sekundę). Prędkość obrotowa jest ściśle związana z prędkością kątową, oznaczaną przez
ω, która określa liczbę radianów zakreślonych w ciągu sekundy. Jednostką prędkości kątowej
w układzie SI jest jeden radian przez sekundę.
Podstawową cechą każdej przekładni jest jej przełożenie. Przełożeniem kinematycznym
przekładni [i] nazywa się stosunek prędkości kątowej koła czynnego, do prędkości kątowej
koła biernego. Przełożenie kinematyczne można również określić jako stosunek prędkości
obrotowych
2
1
2
1
n
n
i
=
=
ω
ω
W zależności od wartości przełożenia rozróżnia się następujące rodzaje przekładni:
−
reduktory (przekładnie zwalniające, i > 1), w których prędkość kątowa koła biernego jest
mniejsza od prędkości kątowej koła czynnego,
−
multiplikatory (przekładnie przyspieszające, i < 1), w których prędkość kątowa koła
biernego jest większa od prędkości kątowej koła czynnego.
Stosowanie przełożeń różnych od jedności wymaga dobrania odpowiednich wymiarów
kół. W celu ich ustalenia należy rozpatrzyć współpracę dwóch kół ciernych, toczących się po
sobie bez poślizgu. Prędkości obwodowe obu kół są w tym przypadku jednakowe (υ
1
= υ
2
).
Poślizgi kół lub cięgna na kole powodują zmianę wartości przełożenia kinematycznego.
W przekładniach zębatych wartość przełożenia może być wyrażona stosunkiem średnic
podziałowych (odpowiadających omówionym średnicom kół ciernych) lub stosunkiem liczby
zębów.
1
2
1
2
1
2
z
z
d
d
D
D
i
=
=
=
Przełożenie to nazywa się przełożeniem geometrycznym. Jest ono stałe dla danej
przekładni. Przełożenie kinematyczne różni się nieznacznie od geometrycznego, m.in. ze
względu na poślizgi kół lub pasów, wskutek błędów wykonawczych i podatności zębów oraz
innych czynników. Przy omawianiu przekładni zębatych różnice te nie będą uwzględniane,
ponieważ nie mają one istotnego wpływu na wyniki obliczeń zamieszczonych w podręczniku.
W przekładniach złożonych wielostopniowych, składających się z kilku przekładni
pojedynczych ustawionych szeregowo, przełożenie całkowite jest iloczynem przełożeń na
kolejnych stopniach.
n
c
i
i
i
i
i
⋅
⋅
⋅
⋅
=
...
3
2
1
Kolejną wielkością charakterystyczną dla przekładni mechanicznych jest przenoszony
moment obrotowy. Wartość momentu obrotowego na każdym wale i kole oblicza się
z zależności:
ω
P
M
=
[Nm]
gdzie:
M – moment obrotowy wyraża się w Nm,
P – moc wyraża się w W,
n – obroty w obr/min.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
Moc jest wielkością fizyczną określającą pracę wykonaną w jednostce czasu przez układ
fizyczny. Z definicji moc chwilową określa wzór:
t
W
P
=
[W]
gdzie:
P moc [W],
W praca [J],
t czas [s].
Jednostką mocy w układzie SI jest wat (W). Moc jest równa 1 wat, jeśli praca 1 dżula
wykonywana jest w czasie 1 sekundy. W czasie przenoszenia mocy z wału czynnego na wał
bierny powstają straty energii, spowodowane oporami tarcia, poślizgiem itp., zatem moc P
2
na
wale biernym jest mniejsza od mocy P
1
na wale czynnym. Stosunek mocy P
2
do mocy P
1
nazywa się sprawnością mechaniczną η
1
2
P
P
=
η
Sprawność pojedynczych przekładni mechanicznych jest wysoka (η = 0,95÷0,99), co
stanowi jedną z zalet tych przekładni. Wyjątek stanowią przekładnie samohamowne,
w których sprawność jest niewielka (η < 0,5). Sprawność całkowita przekładni złożonych
wielostopniowych jest równa iloczynowi sprawności przekładni pojedynczych.
n
η
η
η
η
η
⋅
⋅
⋅
⋅
=
...
3
2
1
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Czy potrafisz opisać różnicę między osią i wałem?
2. Czy potrafisz opisać budowę łożysk ślizgowych?
3. Z jakich materiałów są budowane łożyska ślizgowe?
4. Jakie są sposoby smarowania łożysk ślizgowych?
5. Czy potrafisz opisać budowę łożysk tocznych?
6. W jaki sposób oznacza się łożyska toczne?
7. Jakie znasz rodzaje łożysk tocznych?
8. Jakie znasz rodzaje sprzęgieł?
9. Do czego służy sprzęgło bezpieczeństwa?
10. Jakie znasz rodzaje mechanizmów?
11. Jakie znasz rodzaje przekładni mechanicznych?
12. Jakie znasz rodzaje przekładni cięgnowych?
13. Co określa przełożenie przekładni?
14. W jaki sposób oblicza się sprawność przekładni?
4.3.3. Ćwiczenia
Ćwiczenie 1
Od nauczyciela otrzymasz kilka różnych łożysk tocznych. Na podstawie oględzin
i pomiarów określ symbole oznaczenia tych łożyska.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) wykonać pomiary średnicy wewnętrznej, średnicy zewnętrznej i szerokości łożyska,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
2) określić rodzaj elementów tocznych,
3) określić materiał z jakiego wykonany jest koszyk łożyska,
4) określić rodzaj uszczelnień w łożysku,
5) ustalić symbol łożyska,
6) odszukać kartę łożyska w katalogu.
Wyposażenie stanowiska pracy:
−
łożyska toczne z zatartymi oznaczeniami,
−
katalogi łożysk tocznych,
−
przyrządy pomiarowe: suwmiarka, średnicówka, mikrometr,
−
przybory do pisania.
Ćwiczenie 2
Od nauczyciela otrzymasz rysunki złożeniowe podzespołów maszyn, w których
zastosowano łożyska. Odszukaj te łożyska, sprawdź ich rodzaj. Uzasadnij, dlaczego w tym
miejscu zastosowano właśnie taki rodzaj łożyska? Odszukaj te łożyska w katalogu łożysk.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować złożeniowy rysunek techniczny,
2) określić rodzaj łożysk tocznych zastosowanych w maszynie,
3) określić funkcje zlokalizowanych łożysk,
4) ustalić symbol łożyska,
5) odszukać łożysko w katalogu.
Wyposażenie stanowiska pracy:
−
rysunki złożeniowe maszyn przemysłu spożywczego,
−
katalogi łożysk tocznych,
−
przybory do pisania.
Ćwiczenie 3
Oblicz wartość przełożenia przekładni, w której prędkość obrotowa wału czynnego
wynosi n
1
= 1400 obr/min, a wału biernego n
2
= 200 obr/min.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) przeanalizować zadanie,
3) odszukać wzór niezbędny do wykonania obliczeń,
4) obliczyć przełożenie.
Wyposażenie stanowiska pracy:
−
Poradni mechanika,
−
materiały piśmiennicze.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
Ćwiczenie 4
Od nauczyciela otrzymasz rysunki złożeniowe podzespołów maszyn, w których
zastosowano przekładnie mechaniczne. Odszukaj te przekładnie, określ ich rodzaj. Uzasadnij,
dlaczego w tym miejscu zastosowano właśnie taki rodzaj przekładni?
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) dokonać analizy rysunku złożeniowego,
3) określić, jakiego rodzaju przekładnia (przekładnie) zastosowano w maszynie,
4) narysować uproszczony rysunek zastosowanych przekładni,
5) uzasadnić, dlaczego taki rodzaj przekładni został w tej maszynie zastosowany.
Wyposażenie stanowiska pracy:
−
rysunki złożeniowe maszyn i urządzeń z przekładniami mechanicznymi,
−
materiały piśmiennicze,
−
Poradnik mechanika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
Ćwiczenie 5
Oblicz prędkość obrotową koła w przekładni pasowej, jeżeli koło napędzające obraca się
z prędkością 100 obr/min ma średnicę 120 mm, a koło napędzane ma promień 50 mm. Pomiń
poślizg paska na kołach pasowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) odnaleźć w Poradniku dla ucznia potrzebny do obliczeń wzór,
3) obliczyć przełożenie przekładni,
4) wyznaczyć prędkość koła napędzanego.
Wyposażenie stanowiska pracy:
−
kalkulator,
−
przybory do pisania,
−
literatura wymieniona w Poradniku ucznia.
Ćwiczenie 6
Silnik napędowy ma moc 6 kW. Wiedząc, że napędza on reduktor, którego sprawność
η = 0,95. Oblicz, jaką moc uzyskamy po przejściu napędu przez reduktor?
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) odnaleźć w Poradniku dla ucznia potrzebny do obliczeń wzór,
3) obliczyć przełożenie przekładni,
4) wyznaczyć prędkość koła napędzanego
Wyposażenie stanowiska pracy:
−
kalkulator,
−
przybory do pisania,
−
literatura wymieniona w Poradniku ucznia.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
rozróżnić włay i osie?
2)
zidentyfikować łożyska ślizgowe?
3)
zidentyfikować łożyska toczne?
4)
zinterpretować oznaczenia łożysk tocznych?
5)
rozpoznać różne rodzaje mechanizmów?
6)
rozpoznać różne rodzaje przekładni?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5. Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
8. Na rozwiązanie testu masz 35 minut.
Powodzenia!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
ZESTAW ZADAŃ TESTOWYCH
1. Siła jest wielkością
a) skalarną.
b) posiadającą zwrot i kierunek.
c) posiadającą zwrot kierunek i wartość.
d) posiadającą kierunek i wartość.
2. Ciało swobodne ma
a) 8 stopni swobody.
b) 7 stopni swobody.
c) 6 stopni swobody.
d) 5 stopni swobody.
3. Siły w płaskim układzie sił można dodawać metodą
a) wieloboku.
b) wielokąta foremnego.
c) wielokąta nieforemnego.
d) trójkąta równobocznego.
4. Naprężenia normalne są wywołane siłą działającą
a) stycznie do rozpatrywanego przekroju.
b) równomiernie do rozpatrywanego przekroju.
c) równolegle do rozpatrywanego przekroju.
d) prostopadle do rozpatrywanego przekroju.
5. Oznaczenie M 12x1,25 określa gwint
a) metryczny zwykły.
b) drobnozwojny.
c) okrągły.
d) rurowy.
6. Do przykręcania ręcznego są przeznaczone nakrętki
a) kołpakowe.
b) sześciokątne.
c) koronowe.
d) radełkowane.
7. Sworznie służą do połączeń
a) nieruchomych.
b) ruchomych.
c) zakleszczających się.
d) samohamownych.
8. Spawanie metodą MIG MAG TIG oznacza spawanie
a) gazowe.
b) łukiem krytym.
c) w osłonie gazów.
d) elektronowe.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
9. Temperatura topnienia lutu musi być
a) wyższa, niż temperatura topnienia części łączonych.
b) niższa, niż temperatura topnienia części łączonych.
c) taka, by lekko nadtopić łączone elementy.
d) znacznie wyższa, niż temperatura topnienia części łączonych.
10. Regulacji napięcia (luzu) wstępnego wymagają łożyska
a) wahliwe.
b) kulkowe zwykłe.
c) walcowe.
d) stożkowe.
11. Łożyska walcowe mogą przenosić
a) tylko obciążenie poprzeczne.
b) tylko obciążenie wzdłużne.
c) obciążenie wzdłużne i poprzeczne.
d) obciążenia skośne.
12. Łożyska wahliwe mogą przenosić
a) tylko obciążenia poprzeczne.
b) tylko obciążenia wzdłużne.
c) obciążenia poprzeczne i wzdłużne.
d) obciążenia wahliwe.
13. Sprzęgła przegubowe pozwalają na
a) rozłączanie napędu w dowolnej chwili.
b) rozłączanie napędu w chwili przeciążenia.
c) przenoszenie napędu tylko w jednym kierunku.
d) przenoszenie momentu skręcającego przy dużych kątach przecięcia się osi wałów.
14. Sprzęgła bezpieczeństwa
a) chronią produkowane wyroby przed zniszczeniem.
b) chronią elementy mechanizmu przed przeciążeniem.
c) przekazują bezpieczny moment obrotowy.
d) przekazują napęd na bezpiecznik.
15. Mechanizm zębatkowy służy do zamiany ruchu
a) liniowego na ruch krzywoliniowy.
b) przerywanego na ruch obrotowy.
c) pulsacyjnego na ruch ciągły.
d) obrotowego na prostoliniowy lub odwrotnie.
16. Wariator to
a) przekładnia o stałym przełożeniu.
b) przekładnia o zmiennym przełożeniu.
c) rodzaj sprzęgła pracujące bez poślizgu.
d) rodzaj sprzęgła pracujące z poślizgiem.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
17. Przekładnie zębate są to przekładnie mechaniczne, w której przeniesienie napędu odbywa
się za pośrednictwem
a) cięgna.
b) zębatych kół łańcuchowych.
c) kół ciernych.
d) kół zębatych.
18. Prędkość obrotowa wyraża
a) liczbę obrotów wykonaną w dowolnej jednostce czasu.
b) liczbę radianów zakreślonych w ciągu sekundy.
c) prędkość kołową obiektu.
d) prędkość pulsacji.
19. W przekładniach złożonych wielostopniowych, składających się z kilku przekładni
pojedynczych ustawionych szeregowo, przełożenie całkowite jest
a) ilorazem przełożeń na poszczególnych stopniach.
b) iloczynem przełożeń na poszczególnych stopniach.
c) różnicą przełożeń na poszczególnych stopniach.
d) sumą przełożeń na poszczególnych stopniach.
20. Jednostką mocy w układzie SI jest
a) dżul.
b) niuton.
c) wat.
d) kilogramometr.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
KARTA ODPOWIEDZI
Imię i nazwisko...............................................................................
Rozpoznawanie elementów maszyn urządzeń i mechanizmów
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
6. LITERATURA
1. Bernaciak A.: Ochrona środowiska w praktyce. Wydawnictwo SORUS, Warszawa 2004
2. Bolkowski S.: Elektrotechnika. WSiP, Warszawa 2004
3. Bożenko L.: Maszynoznawstwo dla szkoły zasadniczej. WSiP, Warszawa 2004
4. Chochowski A.: Elektrotechnika z automatyką. Ćwiczenia. WSiP, Warszawa 2004
5. Chwaleba A., Moeschkeb B., Płoszański G.: Elektronika. WSiP, Warszawa 2004
6. Dobrzański L.: Metaloznawstwo i obróbka cieplna. WSiP, Warszawa 2004
7. Dretkiewicz – Więch J.: Materiałoznawstwo. OBRPNiSz, Warszawa 1993
8. Dretkiewicz – Więch J.: Technologia mechaniczna. Techniki wytwarzania. WSiP,
Warszawa 2000
9. Górecki A.: Technologia ogólna podstawy technologii mechanicznych. WSiP, Warszawa
2004
10. Hansen A.: Bezpieczeństwo i higiena pracy. WSiP, Warszawa 1998
11. Hillar J., Jarmoszuk S.: Ślusarstwo i spawalnictwo. WSiP, Warszawa 2004
12. Janicki J.: Mechanika Techniczna. WSiP, Warszawa 1990
13. Kijewski J., Miller A., Pawlicki K., Szolc T.: Maszynoznawstwo. WSiP, Warszawa 2004
14. Kostro J.: Elementy, urządzenia i układy automatyki. WSiP, Warszawa 2004
15. Kotlarski W., Grad J.: Aparaty i urządzenia elektryczne. WSiP, Warszawa 2004
16. Lewandowski T.: Rysunek techniczny dla mechaników. WSiP, Warszawa 2004
17. Lewandowski T.: Zbiór zadań z rysunku technicznego dla mechaników. WSiP,
Warszawa 2004
18. Mac S., Leonowski J.: Bezpieczeństwo i higiena pracy dla szkół zasadniczych. WSiP,
Warszawa 2004
19. Mac S.: Obróbka metali z materiałoznawstwem. WSiP, Warszawa 2004
20. Maksymowicz A.: Rysunek zawodowy dla szkół zasadniczych. WSiP, Warszawa 2004
21. Nowicki J.: Podstawy elektrotechniki i elektroniki dla zasadniczych szkół
nieelektrycznych. WSiP, Warszawa 2004
22. Rączkowski B.: Bhp w praktyce. ODDK, Gdańsk 2002
23. Rutkowski A.: Części maszyn. WSiP, Warszawa 2003
24. Siuta W.: Mechanika techniczna. WSiP, Warszawa 1992
25. Stępczak K.: Ochrona i kształtowanie środowiska. WSiP, Warszawa 2001
26. Waszkiewicz E. i S.: Rysunek zawodowy. WSiP, Warszawa 1999
27. Zawora J.: Podstawy technologii maszyn. WSiP, Warszawa 2001
Wyszukiwarka
Podobne podstrony:
operator urzadzen przemyslu spozywczego 827[01] o1 04 n
operator urzadzen przemyslu spozywczego 827[01] o1 04 n
operator urzadzen przemyslu spozywczego 827[01] o1 04 u
operator urzadzen przemyslu spozywczego 827[01] o1 01 u
operator urzadzen przemyslu spozywczego 827[01] o1 06 n
operator urzadzen przemyslu spozywczego 827[01] o1 03 n
operator urzadzen przemyslu spozywczego 827[01] o1 02 n
operator urzadzen przemyslu spozywczego 827[01] z1 04 u
operator urzadzen przemyslu spozywczego 827[01] o1 02 u
operator urzadzen przemyslu spozywczego 827[01] o1 05 u
operator urzadzen przemyslu spozywczego 827[01] z1 04 n
operator urzadzen przemyslu spozywczego 827[01] o1 03 u
operator urzadzen przemyslu spozywczego 827[01] o1 06 u
operator urzadzen przemyslu spozywczego 827[01] o1 01 n
operator urzadzen przemyslu spozywczego 827[01] o1 01 u
operator urzadzen przemyslu spozywczego 827[01] o1 06 n
operator urzadzen przemyslu spozywczego 827[01] o1 02 n
więcej podobnych podstron