
Pytania
1.
Wymagania stawiane źródłom zasilania
2.
Zjawiska fizyczne w łuku przy spawaniu aluminium TIGiem
3.
Źródła dla mig/mag
4.
Zastosowanie prądu pulsującego przy TIG
5.
Wyjaśnij pojęcia - charakterystyka statyczna luku i źródła zasilania
6.
Zastosowanie prądu pulsującego przy magu
7.
Źródła w TIGu
8.
Przechodzenie materiału w łuku
9. Charakterystyka stałoprądowa i stałonapięciowa. Do czego służą?
----------------------------------------
10. Do czego służy jonizator? +
11. Sposoby sterowania jeziorkiem ciekłego metalu.+/-
12. Sposoby sterowania przepływem ciekłego metalu w MIG/Mag+/-
13. Właściwości lasera+
14. Właściwości łuku spawalniczego+
15. Rozpraszanie katodowe+
16. Rezonator lasera+
17. Systemy podawaniu drutu w MIG/MAG+
18. Spawalnicze źródła ciepła+

1. Dzielimy na:
Rodzaj (kształt) zewnętrznej charakterystyki … np. opadająca
Umowne napięcie w stanie obciążenia
Napięcie w stanie jałowym
Znamionowy prąd spawania
Znamionowy cykl pracy
Maksymalny prąd spawania
Zakres nastawiania prądu spawania
Współczynnik energetyczny i sprawności mocy
Kompatybilność elektro-magnetyczna maszyn i urządzeń spawalniczych
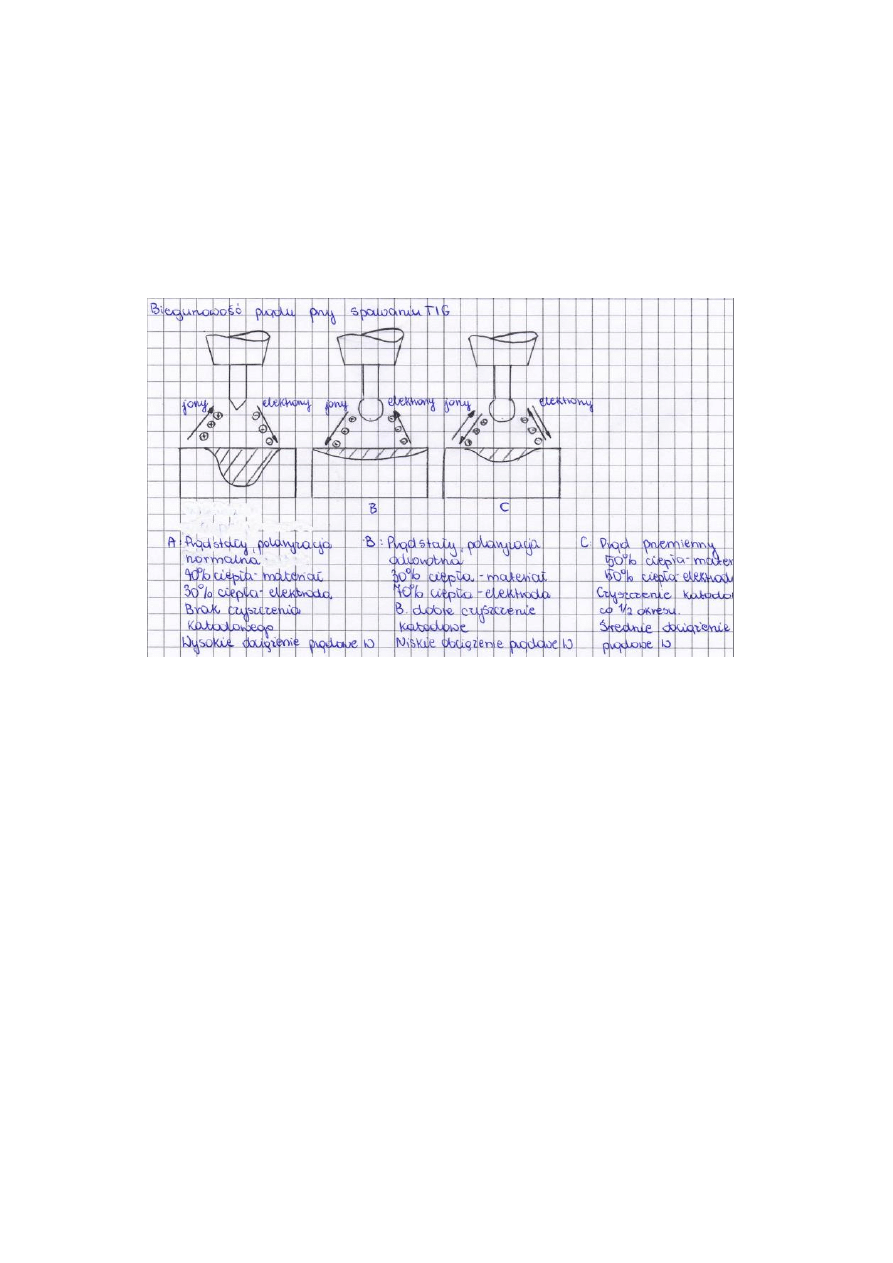
2. Spawanie TIG jest to typ spawania w osłonie gazu obojętnego, elektrodą nietopliwą. Ciepło łuku
elektrycznego roztapia brzegi materiału rodzimego oraz podawanego materiału dodatkowego.
Jeziorko metalu przed atmosferą chroni gaz hel lub argon. Jeziorko ciekłego metalu jest tworzone
bez udziału topnika, co za tym idzie, nie ma połączeń niemetalicznych w spoinie, a stopienie
materiału dodatkowego i rodzimego odbywa się bez żadnych zmian w składzie chemicznym.
Pozostaje jeszcze kłopot tlenków znajdujących się na powierzchni aluminiowej. Nie da się ich usunąć
mechanicznie ponieważ pojawiają się znowu po kilku nanosekundach. W tym przypadku możemy je
rozproszyć na pomocą spawania impulsami bądź za pomocą prądu przemiennego (AC)
3. Źródła prądu stałego
Prostowniki diodowe w których zmiana napięcia wyjściowego
zachodzi skokowo poprzez
przełączniki
Prostowniki tyrystorowe w których zmiana napięcia wyjściowego dokonywana jest w sposób
płynny poprzez
kata sterowalności tyrystora
Prostowniki inwentorowe
Prostowniki z wewnętrzną przemianą częstotliwości
Filtr pojemnościowego napięcia
Falownik tranzystorowy
Transformator wysokiej częstotliwości
Dławik filtrujący
Układy sterowania, regulacji i zabezpieczenia
PRĄD PRZEMIENNY:
-Zasilacz inwertorowi
-transformatory spwalnicze-z wzmożonym rozproszeniem
-z normalnym rozproszeniem i opornością indukcyjna
-z normalnym rozproszeniem i regulacja tyrystorową
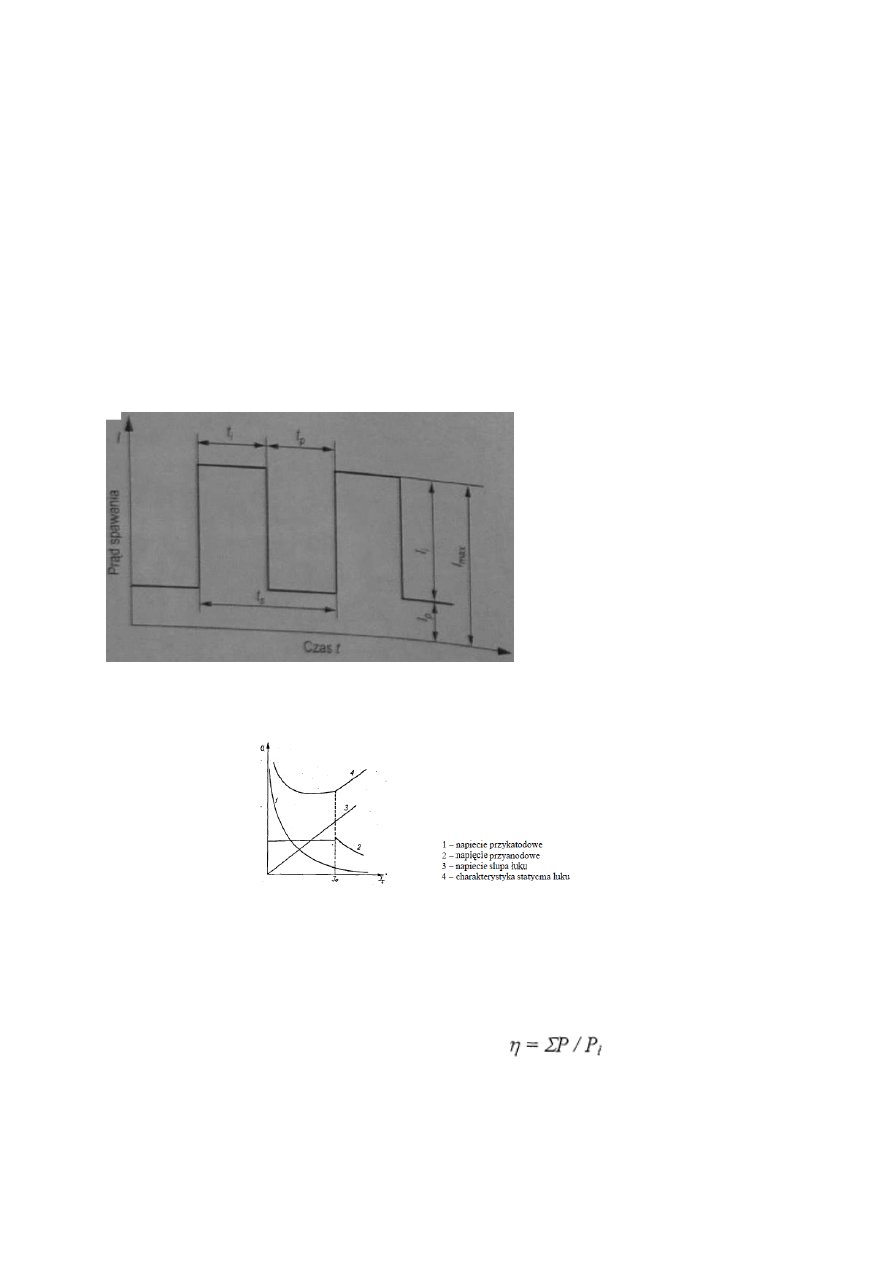
4. W metodzie TIG często stosujemy prąd pulsujący ze względu na sterowalność charakterystyki
prądowo-czasowej i pomaga nam to w dozowaniu ciepła i pomaga uzyskać spoiny o korzystnym
kształcie i rozmiarach. Między elektrodą a materiałem spawanym jarzy się łuk o małej mocy, który
zapobiega całkowitemu wygaszeniu. Jest on zasilany prądem podstawowym Ip. Cykl spawania ts
składa się z czasu ti i tp – czasu przerwy. Efektem takiego spawania jest odpowiednio zmieniający się
sposób krystalizacji spoiny
5. Charakterystyka statyczna łuku to zależność napięcia od prądu płynącego w łuku (przy stałej
długości łuku):
+BONUS
Bilans energetyczny łuku – energia elektryczna dostarczana ze źródła zasilania jest zamieniana w łuku
na energię cieplną nagrzewającą i topiącą elektrody oraz energię promieniowania
elektromagnetycznego (promieniowanie łuku), która nie bierze udziału w procesie spawania.
Sprawność łuku – wyraża stosunek sumy mocy dostarczonych elektrod z różnych obszarów łuku do
mocy elektrycznej dostarczonej ze źródła zasilania:
6. Dzięki zastosowaniu prądu pulsującego możemy sterować charakterystyką prądowo-czasową.
Możemy uzyskać bez zwarciowe przejście jednej kropli ciekłego metalu w czasie jednego cyklu prądu

pulsacyjnego tak, aby utworzenie kropli i jej przejście odbyło się w fazie niskiego prądu, a jej
oderwanie od roztopionego końca elektrody w końcu fazy wysokiego prądu impulsu.
7. Źródła zasilania:
Prądu stałego:
Prostowniki tyrystorowe
Prostowniki inwentorowe
Prądu przemiennego
Transformatory spawalnicze
Zasilacze inwentorowe
8. Podstawowe sposoby
Zwarciowy
Natryskowy
Mieszany
W metodach wysoko wydajnych
(wysokoenergetycznych)
Zwarciowy wymuszony (Rapid Arc)
Natryskowe łukiem wirującym
(Rapid Mdt)
TIME
10. Jonizator łuku to układ wysokonapięciowego zapalania łuku elektrycznego . Układ podwyższa
napięcie pomiędzy elektrodą a podłożem o 1000-2000V .Układ bezdotykowo "odpala" łuk
elektryczny. Napięcie wyjściowe jonizatora można dostosować do własnych potrzeb - aby nie było
zbyt wysokie, poprzez odpowiednie nawinięcie rdzenia ferrytowego - wyjściowego. Wystarczy zbliżyć
końcówkę elektrody do spawanego materiału, a natychmiast zapala się łuk - tak jakbyśmy już spawali.
Po zapaleniu łuku napięcie pomiędzy elektrodą a podłożem jest niezmienione, po zgaszeniu łuku
napięcie podnosi się. Dzięki temu poprawia się także stabilność łuku - łuk nie gaśnie z byle powodu.
(W skrócie -
Powoduje podniesienie napięcia w momencie zajarzenia, umożliwiając zajarzenie łuku
nie dotykając elektrody nietopliwej do materiału, wystarczy odległość 5mm od materiału, by
przeskoczyła iskra.)
Do zbudowania JONIZATORA potrzeba:
Moduł elektroniczny
Dwa transformatory o przełożeniu 230V/12V do 20V
Rdzeń ferrytowy
Układ jest absolutnie niezależny. Włączany w szereg spawalniczego obwodu dużej mocy,
dostarcza wysokiego napięcia o małym natężeniu prądu, dla łatwego zapalenia łuku. Po zapaleniu
łuku działanie układu zanika ze względu na jego małą moc, przy osłabieniu łuku lub jego zaniku układ
ponownie dostarcza wysokiego napięcia.
Dodatkowo - układ poprawia stabilność spawania prądem przemiennym, dostarczając prąd
podtrzymujący łuk w chwilach przejścia sinusoidy przez zero.
11. Wg. Mnie to co w 12. Ew. można dodać że w TIGu zależy od biegunowości prądu:
12. W metodzie MIG/MAG stopiony metal elektrody przechodzi do jeziorka spawalniczego w
zróżnicowany sposób, w zależności między innymi od gęstości prądu, mocy łuku i rodzaju gazu
osłonowego. Możemy wyróżnić trzy sposoby przenoszenia ciekłego metalu:
Zwarciowy (kroplowy) (zakres natężenia prądu spawania 50 – 180A)
Podczas spawania łukiem zwarciowym ciekły metal jest przenoszony do jeziorka spawalniczego w
wyniku każdorazowego dotknięcia się kropli metalu z jeziorkiem spawalniczym. Tego rodzaju łuk
stosuje się do spawania materiałów o cienkiej grubości i niskich wartościach natężenia prądu. Zaletą
spawania łukiem zwarciowym jest mały rozprysk metalu i prawidłowe formowanie spoiny. Spawanie
krótkim łukiem zwarciowym jest szczególnie korzystne przy spawaniu w pozycjach przymusowych, z
uwagi na małe rozmiary jeziorka spawalniczego.
Przejściowy (mieszany) (zakres natężenia prądu spawania 180 – 250A)
Podczas spawania łukiem przejściowym, ciekły metal przechodzi do jeziorka spawalniczego w sposób
mieszany, tzn. w postaci kropelkowej i natryskowej.
Natryskowy (bez zwarciowy) (zakres natężenia prądu spawania 250 – 500A)
Po przekroczeniu krytycznej wartości natężenia prądu spawania, otrzymuje się tzw. łuk natryskowy. Z
uwagi na wysokie wartości natężenia krytycznego łuk natryskowy stosuje się do spawania grubych
materiałów. Stosowanie gazów osłonowych o zawartości argonu, wpływa na obniżenie krytycznej
wartości natężenia prądu spawania. W łuku natryskowym ciekły metal przechodzi do jeziorka
spawalniczego w sposób bez zwarciowy, w postaci drobnych kropel. Podczas spawania łukiem
natryskowym spawacz ma największy wpływ na kształt spoiny, a łuk jarzy się stabilnie.
13. Lasery możemy podzielić w zależności od:
Rodzaju ośrodka laserującego (aktywnego)
Sposobu zasilania
Długości fali
Mocy generowanego promieniowania
Materiał aktywny pozwala wyróżnić następujące grupy laserów:
Na ciałach stałych – ośrodek szklany lub krystaliczny
Gazowe – ośrodek to gaz lub mieszanina gazów
Półprzewodnikowe - ośrodkiem są odpowiednie półprzewodniki
Cieczowe – ośrodki to barwniki organiczne w roztworze lub zawiesinie
Wybrany materiał decyduje o długości fali promieniowania. Dzięki zastosowaniu różnych
pierwiastków chemicznych w materiałach można wygenerować promieniowanie o szerokim zakresie.
Właściwości:
Monochromatyczność lub monoenergetyczność (jednobarwność promieniowa)
Duża intensywność odniesiona do jednostki szerokości widma promieniowania (barwy
światła)
Spójność lub koherencja
Równoległość wiązki lub koherencja
Trzeba pamiętać, że materiał który obrabiamy musi pobierać (pochłaniać) wiązkę lasera, a nie odbijać
ją.
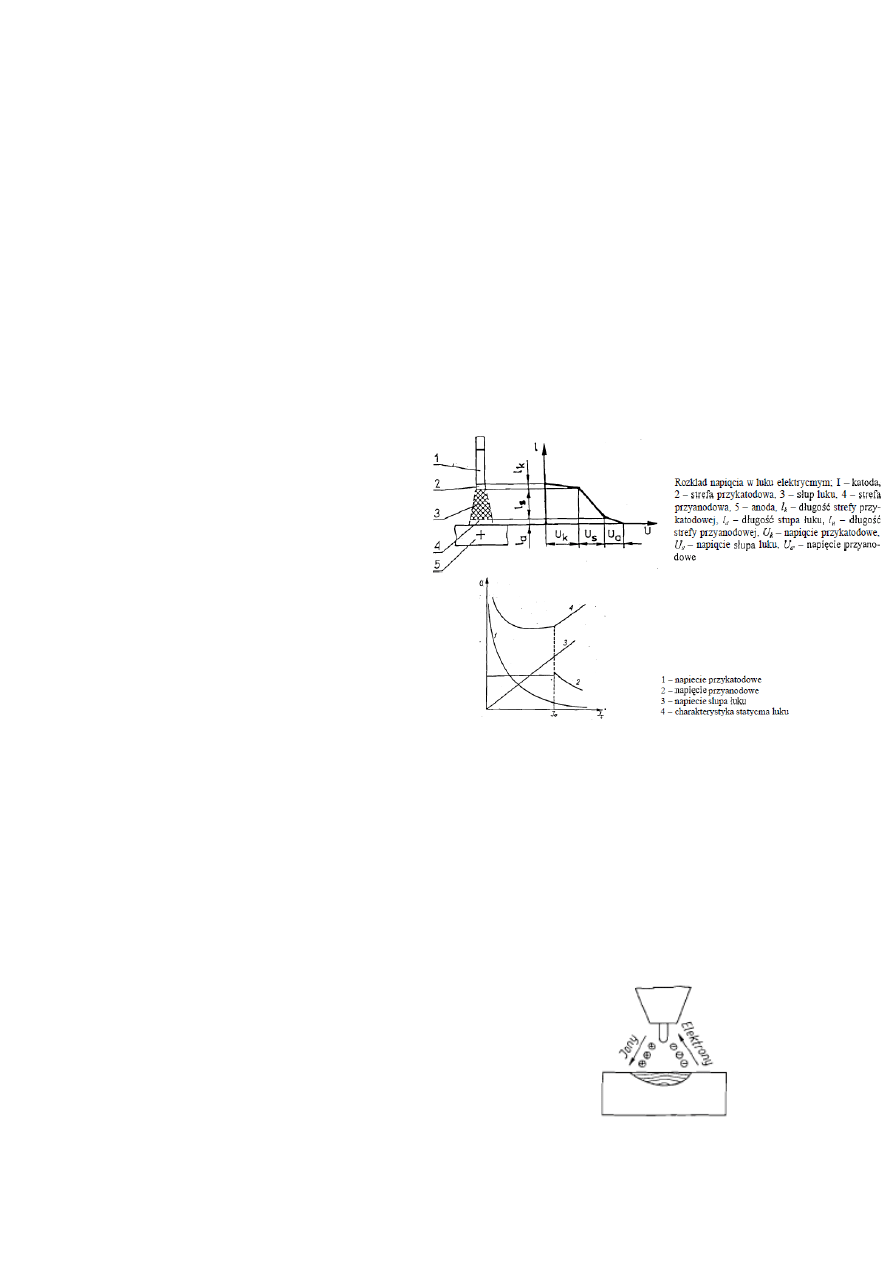
14. Spawalniczy łuk elektryczny jest wyładowaniem elektrycznym w mieszaninie gazów i par metali.
Charakteryzuje się:
Dużą gęstością prądu
Niskim napięciem między elektrodami
Niską stabilnością – wynika to z przepływu kropli roztopionego metalu do jeziorka
spawalniczego. Wynikiem tego jest zmiana długości łuku i krótkotrwałe zwarcia elektrod.
Łuk spawalniczy ma kształt cylindra
(lub ściętego stożka) o różnych właściwościach
(w zależności od długości łuku).
Charakterystyka statyczna łuku to zależność napięcia
od prądu płynącego w łuku (przy stałej długości łuku):
Energia elektryczna źródła jest przekształcana na energię cieplną nagrzewającą i topiącą elektrody
oraz energię magnetyczną nie biorącą udziału w spawaniu (jedynie może zagiąć łuk przy zmianie
kierunku przepływu prądu).
15. Rozpraszanie katodowe – czyszczenie katodowe (zjawisko rozpylania powierzchownej warstwy
tlenków) - to zjawisko lokalnego usuwania powłoki tlenkowej z powierzchni metali lekkich i ich
stopów w procesie spawania łukowego w miejscu działania łuku, gdy metal spawany jest katodą
Warstwa trudno topliwych tlenków usuwana jest w wyniku bombardowania i kruszenia
ciężkimi jonami gazu i jedocześnie jest rozpylana na skutek silnej emisji elektronów z
powierzchni tlenków
Wykorzystywane przy spawaniu materiałów, których
powierzchnia jest pokryta warstwą trudno topliwego tlenku,
np. Al, Mg, stal aluminiowana, stal odporna na korozję.
Zachodzi, jeśli spawanie prowadzi
się z biegunowością dodatnią na elektrodzie
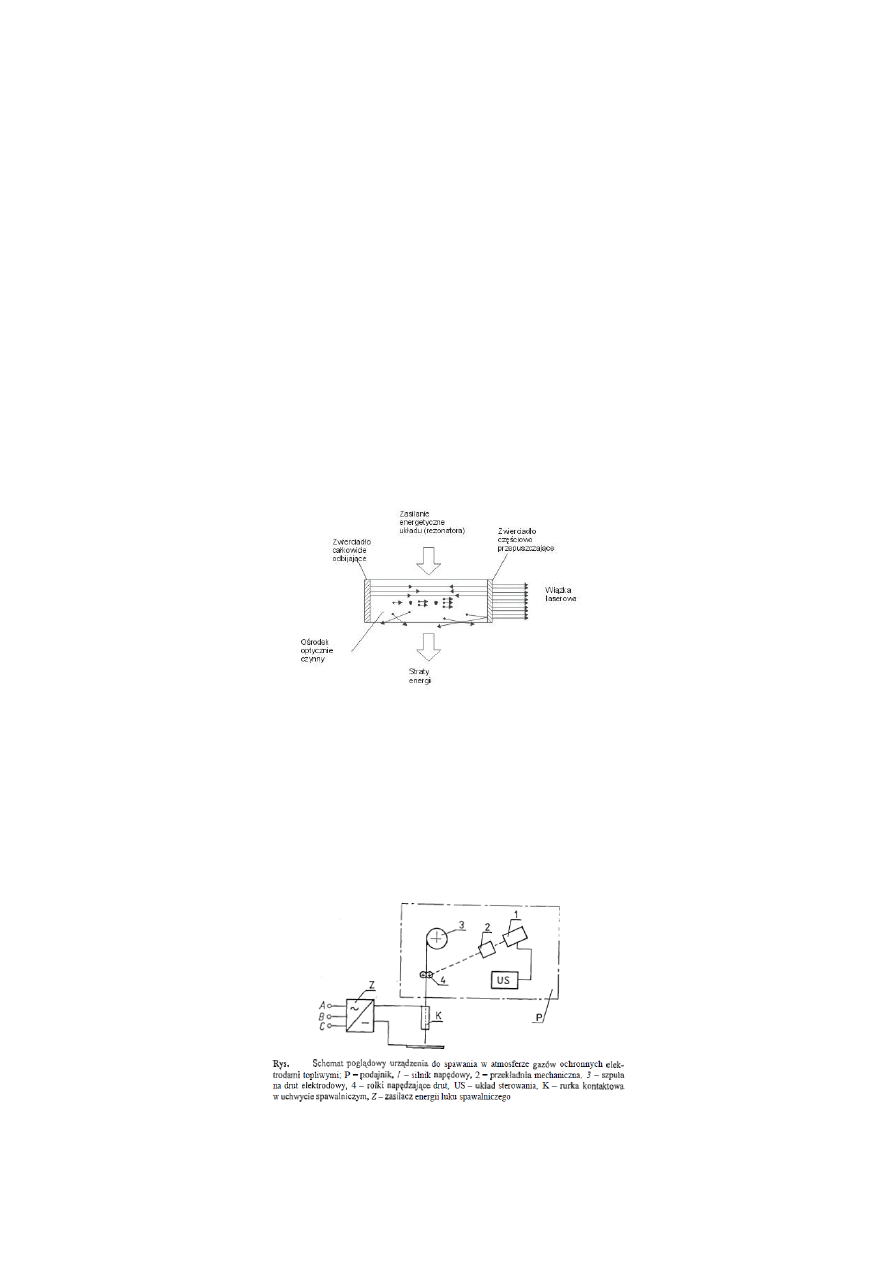
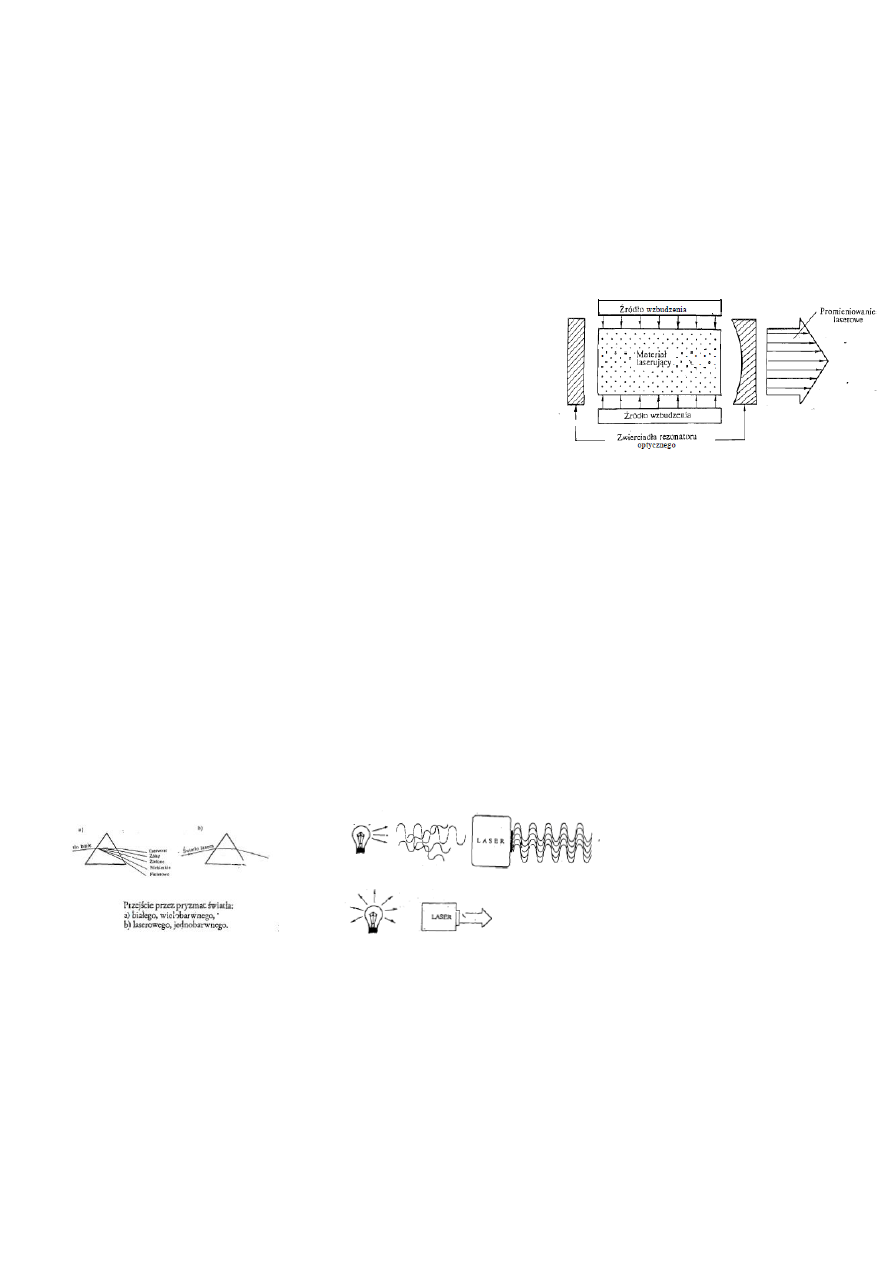
16. Rezonator laserowy jest to rezonator optyczny. Aby rezonator optyczny stał się laserem –
wzmocnienie spowodowane emisją wymuszoną musi być większe od całkowitych strat
(emisja>absorpcja).
Jeżeli ośrodek czynny traktujemy jako generator fali elektromagnetycznej, to układ optyczny pełni
rolę sprzężenia zwrotnego dla wybranych częstotliwości, dzięki czemu laser generuje światło tylko o
jednej częstotliwości. Układ optyczny składający się zazwyczaj z dwóch zwierciadeł z czego
przynajmniej jedno jest częściowo przepuszczalne, dokładnie wykonane i odpowiednio ustawione
zwierciadła stanowią rezonator dla wybranej częstotliwości fali i określonego kierunku ruchu, tylko te
fotony dla których układ optyczny jest rezonatorem wielokrotnie przebiegają przez ośrodek czynny
wywołując emisję kolejnych fotonów spójnych z nimi, pozostałe fotony zanikają w ośrodku czynnym
lub układzie optycznym.
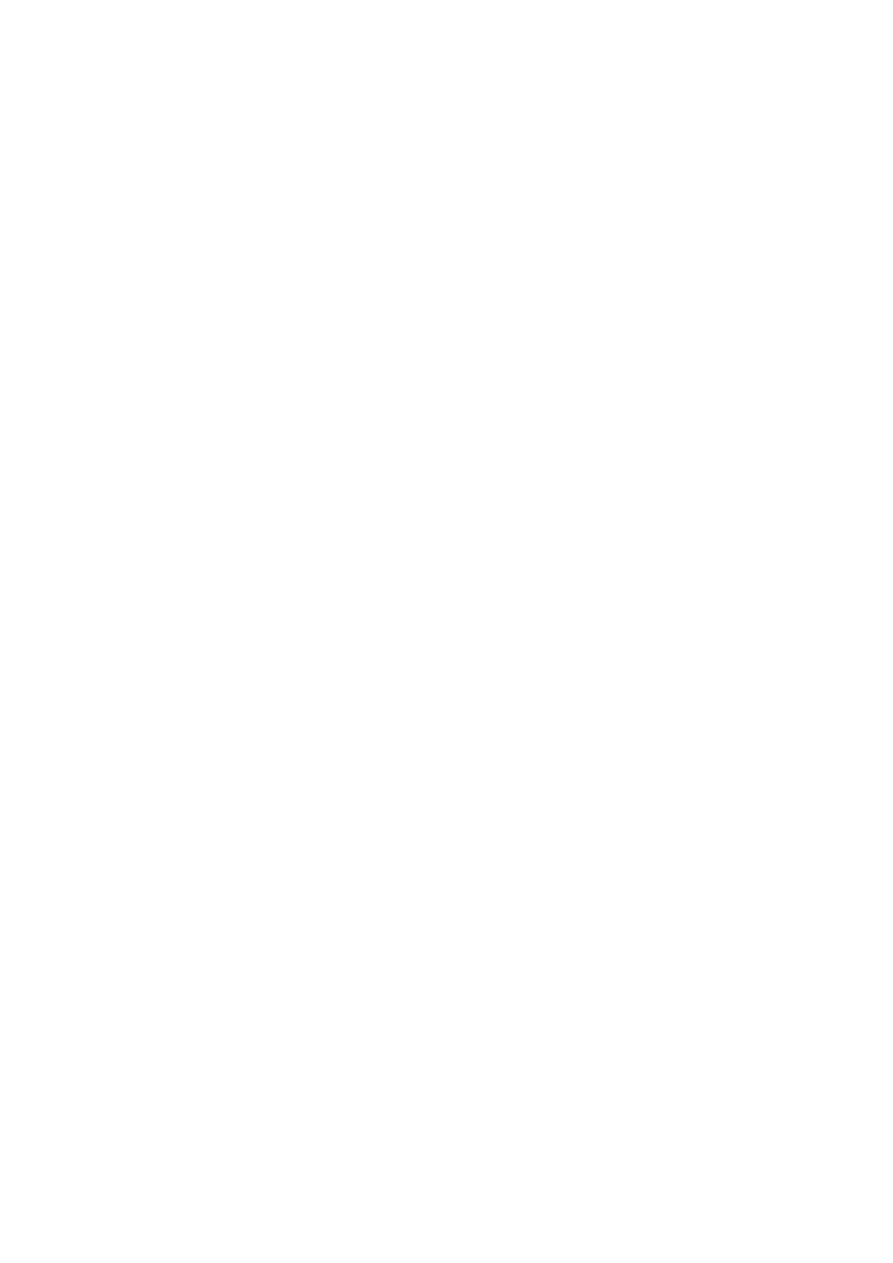
17. Ważnym zespołem stosowanym w urządzeniach do spawania elektrodą topliwą w osłonach
gazowych jest podajnik drutu elektrodowego. Istnieją dwa sposoby podawania drutu elektrodowego:
klasyczny - za pomocą rolek napędzanych poprzez przekładnię klasyczną oraz nowszy z przekładnią
planetarną. Podajnik drutu elektrodowego składa się z silnika napędowego, przekładni mechanicznej,
rolek napędzających drut, szpuli z drutem oraz układu sterowania.
Zazwyczaj występują podajniki dwu, bądź cztero-rolkowe. Przykładem podajnika może być podajnik
„Push-Pull”
18. W procesach spajania i pokrewnych do nagrzewania elementów poddawanych operacjom
spawalniczym stosuje się różnorodne źródła ciepła. Są one uzyskiwane w wyniku przetwarzania
energii w spawalniczych urządzeniach technologicznych a zadaniem ciepła pochodzącego z tych
źródeł jest stopienie materiałów z których powstaje złącze spawane.
Przykłady:
Spawalniczy łuk elektryczny,
Strumień plazmy niskotemperaturowej,
Skoncentrowany strumień światła,
Promień laserowy,
Strumień elektronowy,
Pole magnetyczne dużej częstotliwości(nagrzewanie indukcyjne),
Rezystancja łączonych metali, na której wydziela się ciepło,
Tarcie mechaniczne,
Mikrofale,
Płomień gazowy,
Egzotermiczna reakcja chemiczna (spalenie termitu),
Skoncentrowany strumień światła słonecznego
Wyszukiwarka
Podobne podstrony:
Abolicja podatkowa id 50334 Nieznany (2)
4 LIDER MENEDZER id 37733 Nieznany (2)
katechezy MB id 233498 Nieznany
metro sciaga id 296943 Nieznany
perf id 354744 Nieznany
interbase id 92028 Nieznany
Mbaku id 289860 Nieznany
Probiotyki antybiotyki id 66316 Nieznany
miedziowanie cz 2 id 113259 Nieznany
LTC1729 id 273494 Nieznany
D11B7AOver0400 id 130434 Nieznany
analiza ryzyka bio id 61320 Nieznany
pedagogika ogolna id 353595 Nieznany
Misc3 id 302777 Nieznany
cw med 5 id 122239 Nieznany
D20031152Lj id 130579 Nieznany
mechanika 3 id 290735 Nieznany
więcej podobnych podstron