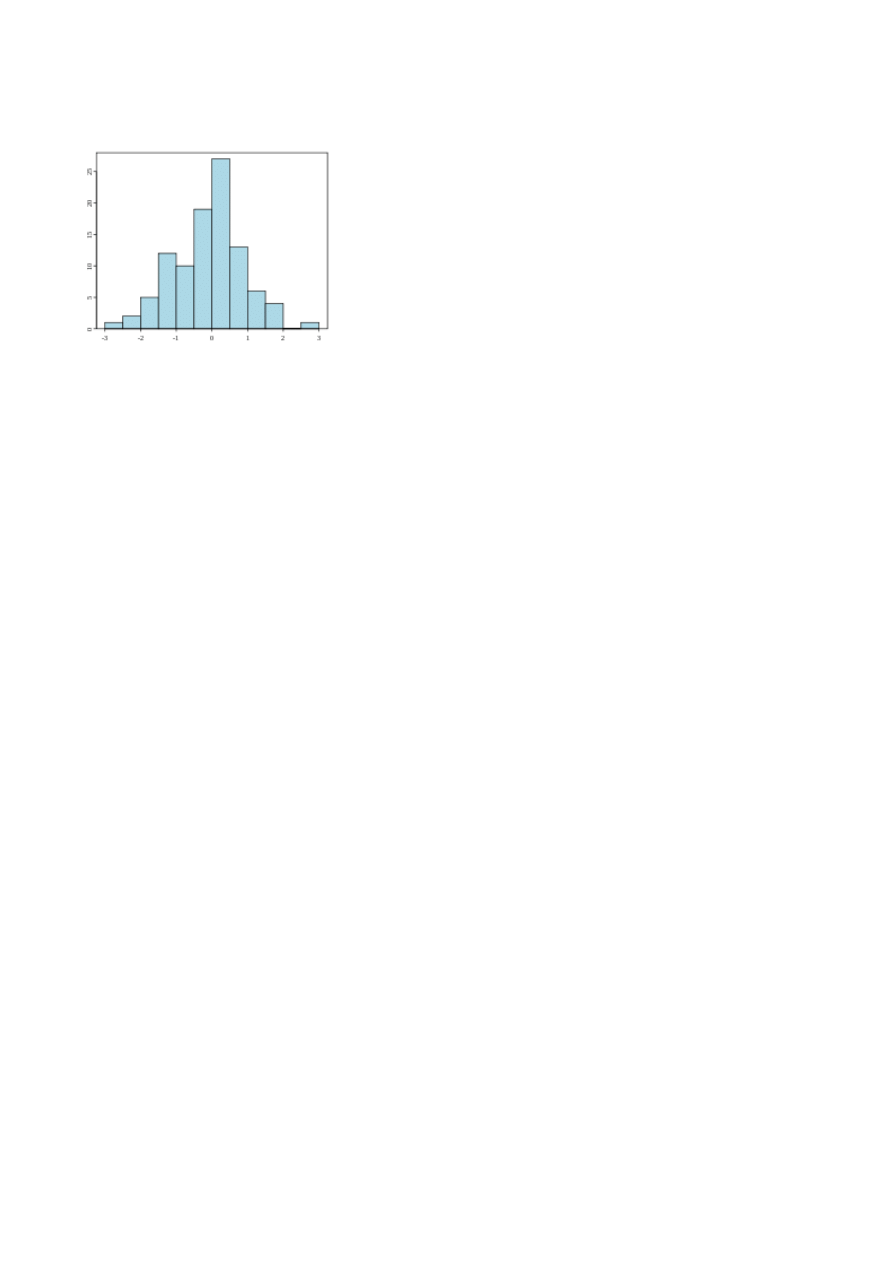
15. Histogram – jedna z graficznych metod przedstawienia rozkładu empirycznego cechy, jednym
słowem pokazuje jak często występuje dana cecha.
Przykładowa interpretacja przykładu z rysunku:
Luka w histogramie
- podejrzenie nieprawidłowego odczytu (brak danych)
- podejrzenie błędu urządzenia pomiarowego
16. Wielka Siódemka SPC:
1. diagram przebiegu procesu
2. karta kontrolna
3. arkusz kontrolny
4. diagram Ishikawy
5. diagram Pareto
6. histogram
7. punktowy diagram korelacji
17. Podejście procesowe – podejściem procesowym nazywamy systematyczną identyfikację
procesów w organizacji oraz odpowiednie zarządzanie tymi procesami (i ich wzajemnymi
powiązaniami). Lub wg. ISO9000: "Pożądany wynik osiąga się z większą efektywnością
wówczas, gdy działania i związane z nimi zasoby są zarządzane jako proces".
Podejście systemowe – polega ono na zidentyfikowaniu, zrozumieniu i zarządzaniu wzajemnie
powiązanymi procesami jako systemem. Przyczynia się to do zwiększenia skuteczności i
efektywności organizacji w osiąganiu celów
20. SPC - Statystyczna Kontrola Procesu (ang. Statistical Process Control) - statystyczna metoda
zarządzania jakością, wykorzystująca tak zwane karty kontrolne Shewharta. SPC jest to sterowanie
jakością z wykorzystaniem metod statystycznych.
21. Różnice pomiędzy statystyczną kontrolą odbiorczą a statystyczną kontrolą procesów:
Celem statystycznej kontroli odbiorczej jest usunięcie wadliwych wyrobów zanim dotrą do
odbiorcy, czyli usuwanie skutków niewłaściwego działania ogniw procesu produkcji.
Celem statystycznej kontroli procesów jest wyszukiwanie niewłaściwie działających ogniw procesu

produkcji i poprawa ich działania.
23. Zasady i sposoby postępowania w ocenie stabilności procesu:
–
karty kontrolne
–
24. Proces statystycznie uregulowany -
• wszystkie punkty muszą mieścić się pomiędzy górną i dolną linią kontrolną;
• większość punktów musi znajdować się bliżej linii centralnej niż granic kontrolnych;
• punkty nie mogą wykazywać trendów ani cykli świadczących o nienaturalnych przyczynach
zmienności;
• punkty nie mogą tworzyć powtarzających się okresowo układów;
• liczba punktów znajdujących się powyżej lub poniżej linii centralnej musi być w przybliżeniu
jednakowa;
• linie łączące poszczególne punkty na wykresie powinny przecinać linię centralną;
25. Rodzaje i przyczyny zmienności procesu:
1. Przyczyny specjalne:
- pojawiają się nagle i dlatego zakłócenie procesu zwraca uwagę kierownictwa;
- istnieje tylko niewielka ich liczba, a skutek każdej z nich może być znaczący;
- odpowiedzialność za te przyczyny może dzielić się pomiędzy pracownika, a
kierownictwo.
2. Przyczyny systemowe:
- wciąż się pojawiają i dlatego nie są zauważane przez kierownictwo;
- jest ich wiele, skutek każdej z nich jest stosunkowo mały w porównaniu z
przyczynami specjalnymi, jednak ich łączny skutek jest zazwyczaj dość znaczny,
dlatego trzeba je „zaatakować” w celu udoskonalenia systemu/procesu;
- odpowiedzialność za te przyczyny spoczywa całkowicie na kierownictwie.
26. Karta kontrolna, jest to główne narzędzie statystycznego sterowania procesami (SPC), służy
do nadzorowania przebiegu procesu i doskonalenia jego jakości.
Cele:
- diagnoza i ocena stabilności procesu;
- identyfikacja słabych punktów procesu (przyczyn powodujących wzrost zmienności procesu)
wymagających regulacji – wykrywanie, kiedy na kontrolowany proces wpływ miały normalne, a
kiedy szczególne przyczyny zmienności;
- potwierdzenie udoskonalenia procesu.
Rodzaje kart kontrolnych:
–
karta wartości średniej (x) i rozstępu (R) (karta x-R)
–
karta pojedynczych obserwacji(xi) i ruchomego rozstępu (R) (karta xi-R)
–
karta mediany(M)i rozstępu (R) (karta M-R)
28. Granice kontrolne:
Pierwszy sposób:
UCL = x
p
+ A
2
R
(górna linia kontrolna)
LCL = x
p
– A
2
R
(dolna linia kontrolna)
x
p
– wartość średnia z pomiarów
R – średni rozstęp
A
2
– współczynnik zależny od liczby oceniających
Drugi sposób (dla mniej niż siedmiu pomiarów):
UCL = R * D
4
LCL = 0
D
4
– współczynnik zależny od liczby oceniających
30. Zdolność procesu – jest wyznaczana przez całkowitą zmienność mającą swe źródło w
przyczynach losowych. Jest to najmniejsza zmienność, która może być osiągnięta po
wyeliminowaniu wszystkich przyczyn wyznaczalnych.
Parametry:
Współczynnik zdolności procesu Cp=
UCL−LCL
6
x
σ
x
– odchylenie standardowe procesu
C
p
– wskazuje na potencjał procesu
C
pk
– wskazuje na wycentrowanie procesu wokół nominalnej wartości docelowej.
Wyszukiwarka
Podobne podstrony:
TEST zalicz mikroskopia czescETI z odpowiedz
obowiazki i odpowiedzialnosc nauczyciela
025 odpowiedzialnosc cywilnaid 4009 ppt
Czynniki warunkuj ce wybor metod nauczenia odpowiednich dla
odpowiedzialnosc
Charakterystyka odpowiedzi immunologicznej typu GALT faza indukcji
odpowiedzi
Odpowiedzialność cywilna
odpowiedź6 2
cw 16 odpowiedzi do pytan id 1 Nieznany
form3 odpowiedż na pozew
podstawy robotyki odpowiedzi
Odpowiedzi Przykladowy arkusz PP Fizyka (2)
Benjamin06 odpowiedzi
więcej podobnych podstron