
Wytaczanie:
Wytaczanie na wiertarko-frezarkach (wytaczarkach) realizowane jest do wykonywania
otworów, powierzchni przynależnych do tych otworów oraz powierzchni sprzężonych, tzn.
związanych z sobą wymiarami, jak np. otwory pod łożyska w korpusach przekładni zębatych,
wrzeciennikach itp. Ze względu na znaczne rozmiary wytaczarek obrabia się na nich
przedmioty duże.
Głównym ruchem roboczym jest tu zawsze ruch obrotowy narzędzia.
Ruch posuwowy wykonuje narzędzie lub przedmiot, zamocowany bezpośrednio na stole lub
w uchwycie obróbkowym.
Na wiertarko-frezarkach można:
· obrabiać pow. Wewnętrzne i zewnętrzne, w tym gwinty,
· wiercić,
· pogłębiać,
· frezować itp.
Wytaczaniem osiąga się dokładności klasy
IT 6-12
i chropowatości
Ra=0,16-20mm
.
Stosowane jest w produkcji od jednostkowej do masowej.
Struganie i dłutowanie:
Struganie jest sposobem obróbki, w którym zarówno ruch narzędzia jak i obrabianego
przedmiotu są ruchami prostoliniowymi. Ze względu na to czy ruchem głównym jest ruch
narzędzia, czy przedmiotu, rozróżnia się struganie poprzeczne i wzdłużne.
W struganiu poprzecznym ruchem głównym jest ruch narzędzia, a ruchem posuwowym
(skokowym) ruch przedmiotu (wraz ze stołem strugarki). Struganie poprzeczne może być
poziome lub pionowe. Pionowe struganie poprzeczne nazywa się dłutowaniem.
W struganiu wzdłużnym ruchem głównym jest ruch przedmiotu (wraz ze stołem
strugarki), a ruchem posuwowym (skokowym) ruch narzędzia.
Do zalet strugania i dłutowania należy:
- możliwość osiągania dużej dokładności klasy
IT 7-14
i chropowatości
Ra=0,32-20mm
.
- dobre efekty technologiczne podczas obróbki elementów długich i wąskich oraz
powierzchni przerywanych,
- możliwość obróbki powierzchni trudnodostępnych,
- łatwość przezbrajania obrabiarki do kolejnych zadań.
Wadą strugania i dłutowania jest:
mała wydajność, wynikająca z istnienia ruchu jałowego jak i ograniczenia prędkości
skrawania, a także uderzeniowego charakteru pracy narzędzi. Z tych względów struganie i
dłutowanie stosuje się w produkcji jednostkowej i małoseryjnej oraz na wydziałach
remontowych, gdzie obrabia się na ogół pojedyncze elementy maszyn wymagające częstego
przezbrajania obrabiarki.
Rodzaje wiertarek i przeznaczenie:
Wiertarki stołowe – służą do wiercenia otworów o niewielkich średnicach, zazwyczaj
15mm, w małych przedmiotach,
Wiertarki stojakowe – słupowe i kadłubowe, są stosowane do obróbki otworów w
przedmiotach o małych i średnich wymiarach,
Wiertarki wielowrzecionowe – można wykonywać jednocześnie duża liczbę otworów
rozmieszczonych na tej samej powierzchni,
Wiertarki promieniowe – do przedmiotów dużych i ciężkich, które trudno przesuwać po
stole obrabiarki i ustawić w osi obrotu wrzeciona.
Wiertarki rewolwerowe – mają rewolwer pozwalający mocować większą liczbę narzędzi,
dzięki szybkiej wymianie narzędzia wiertarki te można stosować w produkcji seryjnej.
Wiertarki współrzędnościowe – są stosowane do obróbki otworów o bardzo dokładnym
położeniu osi otworu względem siebie, na wiertarkach tych wykonuje się głownie zabiegi
roztaczania, rozwiercania i pogłębiania.
Wiertarki do głębokich otworów – do wiercenia otworów większych a niżeli 5d
Mocowanie narzędzi w wiertarkach:
· bezpośrednio w gnieździe wrzeciona,
· za pomocą tulejek redukcyjnych,
· za pomocą oprawek,
· za pomocą oprawek wiertarskich trzyszczękowych,
· za pomocą oprawek szybkomocujących,
· za pomocą uchwytów typu Weldon,
· za pomocą uchwytów hydraulicznych,
· za pomocą uchwytów termoskurczowych,
obróbka długich otworów:
Głębokie otwory to takie, których stosunek długości do średnicy L/D>5÷10
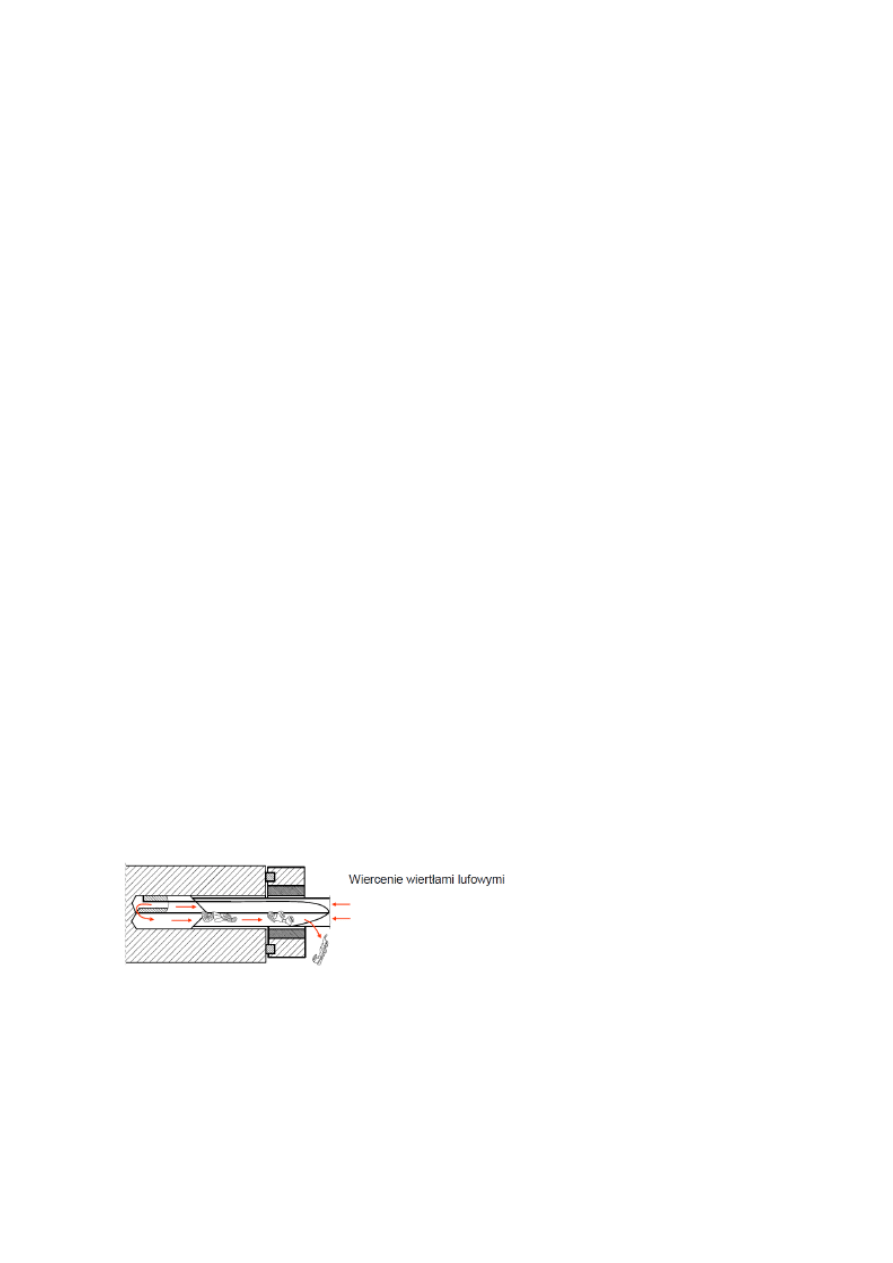
Wiercenie wiertłami lufowymi (2-20mm) stosuje się do małych otworów o średnicy od 2 do
20mm, pracuje w sposób ciągły (bez wycofywania wiertła w czasie pracy). Taka praca jest
możliwa dzięki wewnętrznemu doprowadzeniu cieczy pod wysokim ciśnieniem, które chłodzi
wiertło, smaruje ostrze skrawające i listwy prowadzące oraz wypłukuje powstające wióra
przez rowek w kształcie litery V.
Składa się z jednoostrzowej głowicy z węglika spiekanego, przedłużacza i części chwytowej.
Wierci się na obrabiarkach odznaczających się dużą sztywnością, duża prędkością obrotową,
biciu 0,002mm oraz dodatkowym wyposażeniem.
Wiercenie eżektorowe (20-63mm). Wiertło ma dwie krawędzie tnące podzielone na kilka
wzajemnie na siebie zachodzących odcinków. Narzędzie jest mocowane na specjalnej
głowicy, która w zależności od konstrukcji umożliwia zastosowanie tej metody do wiercenia
na tokarkach uniwersalnych, wiertarkach lub wiertarko frezarkach. Płyn jest doprowadzony
pierścieniowym kanałem między dwiema rurami – zewnętrzną i wewnętrzną. Większa cześć
płynu obróbkowego jest przetłaczana przez otworki na obwodzie głowicy wiertarskiej do
strefy skrawania, gdzie chłodzi i smaruje ostrza skrawające. Pozostała część płynu jest
kierowana do rury wewnętrznej przez kanaliki w kierunku przeciwnym, w celu wywołania
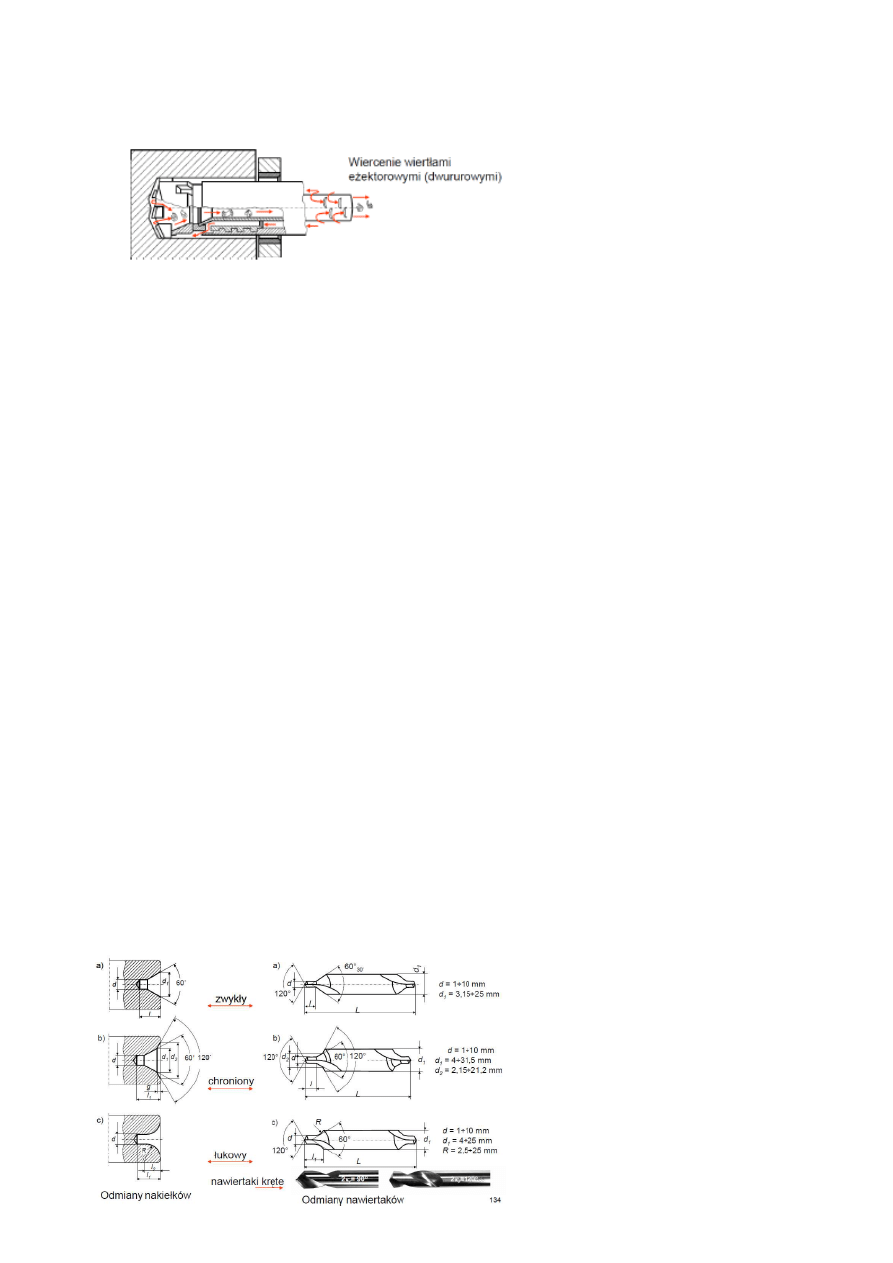
podciśnienia w rurze wewnętrznej. Podciśnienie to zasysa wiór obróbkowy, który spełnił już
swoje zadanie chłodząco-smarujące i wraz z wiórem jest kierowane do wylotu układu.
Wiercenie metodą BTA (13-80mm). W metodzie tej ciecz jest doprowadzana do obszaru
skrawania między zewnętrzną ścianką rury łączącej i powierzchnią otworu, a doprowadzaną
wraz z wiórami przez kanał w głowicy ostrzowej i rurze łączącej. Podzielenie ostrza
skrawającego na kilka części ma na celu częściowe zrównoważenie promieniowych
składowych sił skrawania oraz podzielenie szerokiego wióra na pasma, łatwe do usunięcia z
otworu.
Rozwiercanie:
Rozwiercanie stosuje się w celu zwiększenia dokładności wymiarowo-kształtowej
wierconych otworów (IT6 do IT10) i zmniejszenia chropowatości powierzchni Ra=0,32 do 5
mm. Rozwiercaniem nie poprawia się położenia osi kształtowanego otworu.
Rozróżnia się:
- rozwiercanie zgrubne przy użyciu rozwiertaka zdzieraka, stosuje się w celu uzyskania
otworu o dokładności IT9 do IT11 i chropowatości Ra=2,5 do 5 mm lub, gdy otwór musi
być ponownie rozwiercany w celu osiągnięcia jeszcze lepszej jakości powierzchni, większej
dokładności wymiarowo - kształtowej,
- rozwiercanie wykończeniowe, za pomocą rozwiertaka wykańczaka, stosuje się w celu
uzyskania otworu o dokładności IT6 do IT9 i chropowatości Ra < 2,5 mm, Oprócz
rozwiercania otworów cylindrycznych, stosowane jest również rozwiercanie otworów
stożkowych, jako obróbka ostateczna pod kółki stożkowe lub, jako obróbka wstępna pod
szlifowanie lub docieranie.
Nierównomierną podziałkę w narzędziach wieloostrzowych stosuje się ponieważ
ograniczają drgania i zwiększają dokładność obróbki.
Pogłębianie:
Pogłębianie to powiększanie lub inne kształtowanie otworów na części ich długości,
a także powierzchni zewnętrznych, bezpośrednio przynależnych do otworu.
Nawiercanie:
Nawiercanie jest to sposób obróbki służący do wykonywania nakiełków.
Nawiertaki są narzędziami do wykonywania nakiełków w jednym zabiegu.
Wyszukiwarka
Podobne podstrony:
cichosz,technika wytwarzania obróbka ubytkowa,frezowanie
cichosz,technika wytwarzania obróbka ubytkowa,narzędzia w obrobce wiórowej
cichosz,technika wytwarzania obróbka ubytkowa,obróbka ścierna
cichosz,technika wytwarzania obróbka ubytkowa,skrawanie
cichosz,technika wytwarzania obróbka ubytkowa,przeciąganie i gwintowanie
cichosz,technika wytwarzania obróbka ubytkowa,toczenie
cichosz,techniki wytwarzania,Obróbka elektrochemiczna?M
cichosz,techniki wytwarzania,Obróbka elektroerozyjna?M
cichosz,techniki wytwarzania,Obróbka laserowa
Zgrzewanie oporowe punktowe, PŁ, Transport, Techniki wytwarzania, Obróbka plastyczna
więcej podobnych podstron