29
Ta część zawiera:
• Wprowadzenie/ podstawowy opis maszyny.
• Ogólny opis panelu kontrolnego.
•
Opis ustawień i działania.
Ta część dotyczy podstawowego programowania i reguł użytkowania, które należy znać przystępując do
użytkowania maszyny. Dalsza część instrukcji dotyczy programowania i użytkowania.
W maszynie NC (Numerically Controlled – kontrolowanej numerycznie), narzędzie jest kontrolowane za
pomocą systemu kodowego który pozwala na prace z minimalnym nadzorem, lecz z maksymalna dozą pewności
co do jakości wykonania. CNC (Computerized Numerical Control – komputerowa kontrola numeryczna) to ten
sam typ systemu operacyjnego, lecz narzędzie maszyny jest monitorowane przez komputer.
Te same zasady jakich używa się w maszynach kontrolowanych ręcznie używa się w programowaniu maszyn
NC lub CNC. Główna różnica polega na tym, że zamiast przestawić rączki aby przesunąć suport na odpowiednie
miejsce, wymiar jet przechowywany w pamięci maszyny. Urządzenie kontrolne może przesunąć części maszyny
na tą pozycję za każdym razem gdy zostanie uruchomiony program.
Używanie tokarki serii SL wymaga zaprojektowania, napisania i wczytania do pamięci programu dla
poszczególnych części. Zazwyczaj większość programów pisze się of-line, tzn. z dala od tokarki, w miejscu
gdzie można zapisać program i wysłać do urządzenia kontrolnego CNC. Najczęstszym sposobem przesyłania
programów to uzycie interfejsu RS-232. Tokarka HAAS jest zaopatrzona w kompatybilny interfejs RS-232 .
Aby używać programu na maszynie CNC, należy poznać podstawy działania maszyny, jak również posiadać
znajomość matematyki. Należy się też zapoznać z konsolą kontrolną, umiejscowieniem przycisków,
przełączników, ekranów itd. Odnoszących się do użytkowania maszyny.
Ta instrukcja może być używana zarówno jako instrukcja obsługi jak też jako podręcznik programowania. Jej
zamysłem jest zapoznać z podstawami programowania. Nie została napisana jako dogłębny opis wszystkich
możliwości użytkowania maszyny, ale jako ogólny opis najczęściej spotykanych i potencjalnych sytuacji z
jakimi muszą się zmierzyć programiści CNC. Znacznie więcej praktyki i treningu jest potrzebne przed próbą
oprogramowania maszyny.
30
Pierwszy diagram, którym musimy się zająć, nazywa się NUMBER LINE (Oś liczbowa). Ta
oś liczbowa ma zerowy punkt referencyjny, który nazywa się ABSOLUTE ZERO (Zero
bezwzględne), a który może być umieszczony w dowolnym miejscu na linii.
Oś liczbowa posiada także ponumerowane przyrosty po obu stronach
bezwzględnego punktu zerowego. Przesunięcie na prawo od punktu zerowego
oznacza przyrosty dodatnie, a przesunięcie na lewo od punktu zerowego oznacza
przyrosty ujemne. Przyrosty „+“ albo dodatnie nie wymagają znaku wartości.
Dodatnich oraz ujemnych znaków wartości używamy razem z
wartościami
przyrostów dla podania danej w stosunku do punktu zerowego na linii. Jeżeli na
pokazanej wyżej linii przechodzimy na trzecią wartość przyrostu od zera po stronie
ujemnej (-), to wartość ta nazywana jest –3. Jeżeli przechodzimy na drugą wartość
przyrostu od zera po stronie dodatniej (+),to wartość ta nazywana jest 2. Zajmujemy
się odstępem i kierunkiem do punktu zerowego.
Myślicie Państwo przy tym, że punkt zerowy może być umieszczony w dowolnym
miejscu linii, i że on, jeżeli jest raz ustawiony, pokazuje po jednej stronie przyrosty
ujemne a po drugiej stronie przyrosty dodatnie.
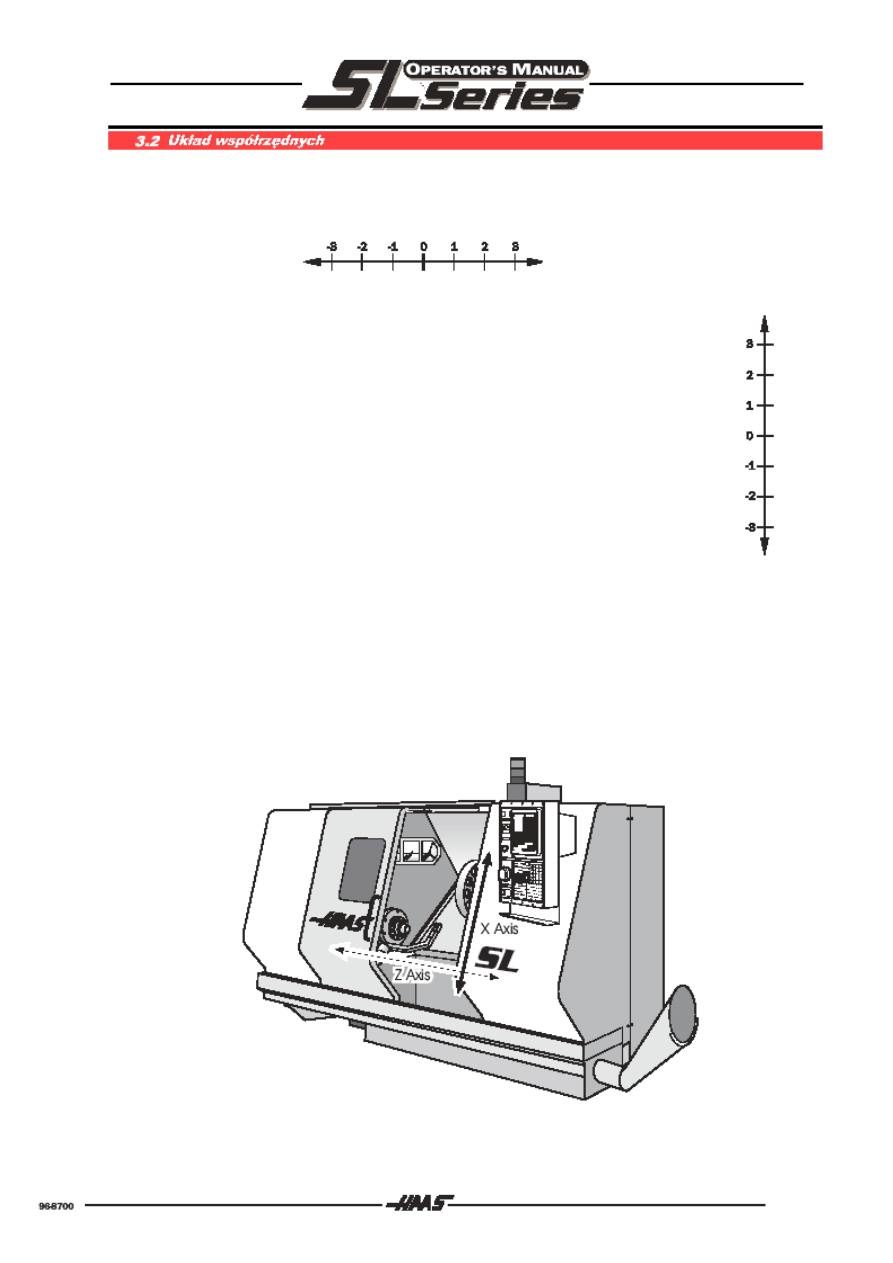
Kolejny rysunek pokazuje dwa kierunki posuwów na tokarce CNC. Jako rozszerzenie idei osi
liczbowej, muszą Państwo wyobrazić sobie takie linie wzdłuż każdej osi maszyny.
Pierwsza oś liczbowa jest łatwo przestawialna, w tej chwili należy ona do osi przechodzącej
z lewej strony na prawą (albo oś „Z”). Jeżeli tego samego typu oś liczbową położymy wzdłuż
osi przechodzącej z przodu do tyłu (albo oś „X”), to przyrost z ujemnym znakiem wartości ma
ruch z przodu w kierunku obsługującego, a przyrost z dodatnim znakiem wartości ma ruch w
drugą stronę punktu zerowego, w kierunku od obsługującego.
Rys. 1-3 Kierunki osi X i Z
31
Przyrosty na osi liczbowej mają wielkość 0.001 mm. O ile linia w obu kierunkach teoretycznie
nie ma końca, to długości obu linii równoległej do osi X i równoległej do osi Z są ograniczone.
Oznacza to ograniczenie drogi przemieszczania osi.
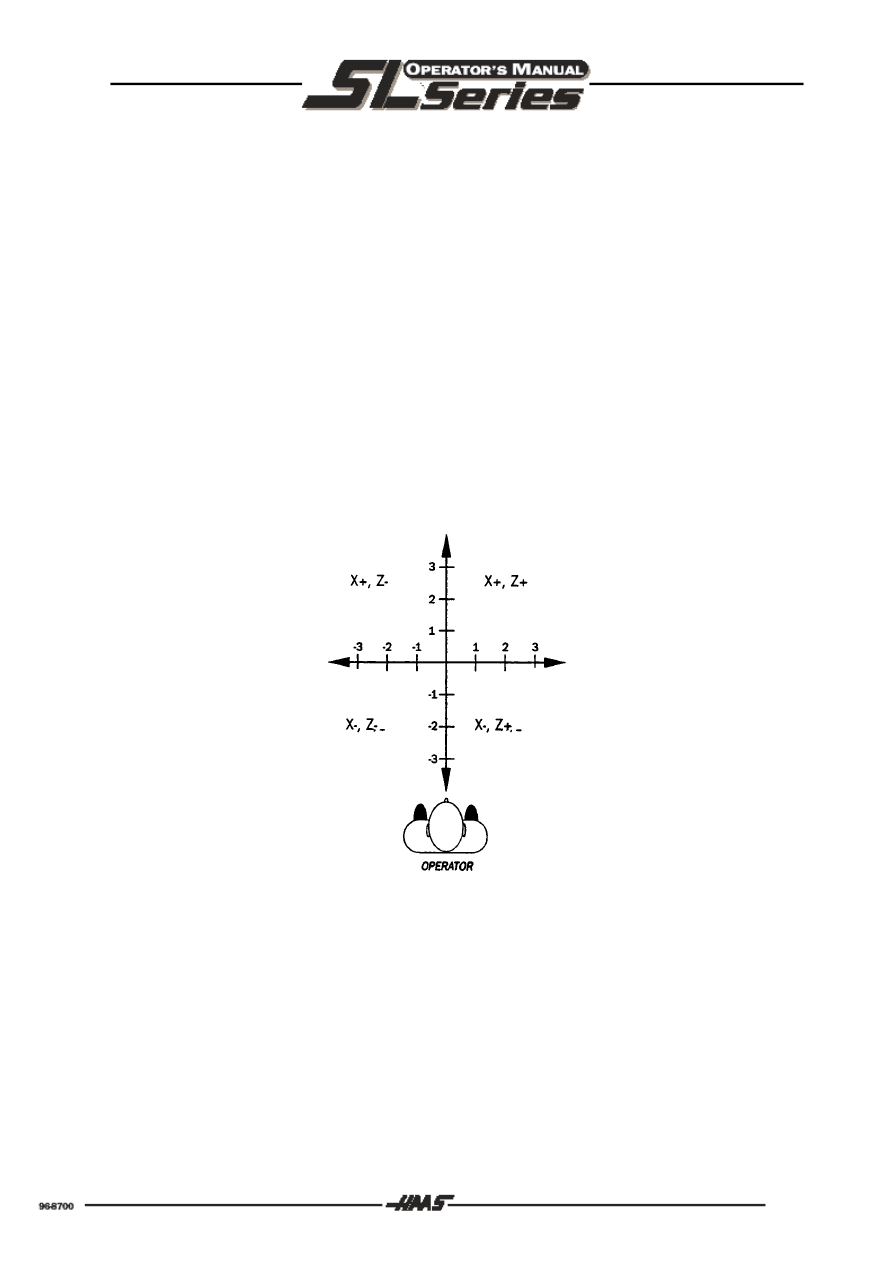
Diagram na rysunku 1-4 przedstawia widok współrzędnych powyższej obrabiarki. Widok ten
pokazuje współrzędne X i Z podczas gdy operator stoi przed obrabiarką. Zwróćcie Państwo
uwagę, że w punkcie przecięcia obu linii został określony wspólny punkt zerowy. Cztery
obszary powstałe po bokach, jak również na górze oraz na dole są to „KWADRANTY“ i
przedstawiają podstawową zasadę dla tak zwanego prostokątnego albo kartezjańskiego
programowania współrzędnych
GÓRNY LEWY KWADRANT NAZYWA SIĘ =
X+,Z-,
DOLNY LEWY KWADRANT NAZYWA SIĘ =
X-,Z-,
GÓRNY PRAWY KWADRANT NAZYWA SIĘ = X+,Z+,
DOLNY PRAWY KWADRANT NAZYWA SIĘ = X-,Z+.
Jeżeli ustawimy punkt zerowy gdziekolwiek na osi X oraz gdziekolwiek na osi Z, to
automatycznie sprowadzamy tu skrzyżowanie obu linii. Punkt przecięcia obu linii tworzy
punkt zerowy przedmiotu obrabianego. Płaszczyzna obróbki zostaje podzielona przez obie
przecinające się linie na cztery kwadranty. Obszar dostępu danego kwadrantu zależy od
tego, gdzie określimy punkt zerowy wewnątrz obszaru posuwów na osi maszyny
Rys. 1-4 Współrzędne X i Z widziane z góry
Jeżeli określimy punkt zerowy przedmiotu obrabianego na osi Z dokładnie w środku drogi
posuwów a na osi X dokładnie w środku wrzeciona tokarki, to utworzymy 4 kwadranty. Np.
maszyna typu SL 500 miałaby w górnych kwadrantach drogę Z równą 250 mm a drogę X
równą 189 mm, dolne kwadranty miałyby drogę Z równą 250 mm a drogę X równą 25 mm.
Maszyny typu SL mają drogę równą 25 mm po ujemnej stronie osi X wychodzącą na
zewnątrz poprzez środek wrzeciona.
32
Zasada jest wtedy możliwa do rozpoznania, gdy zostanie wykonane ręczne kasowanie
ustawień referencji wszystkich osi maszyny. Przy przeprowadzaniu kasowania ustawień
punktu zerowego (ZERO RET) podczas uruchamiania maszyny wszystkie osie przesuną się
w skrajnym kierunku dodatnim aż do momentu wyzwolenia wyłącznika krańcowego. Jeżeli
ten warunek jest spełniony, to jedyny możliwy kierunek posuwów we wszystkich osiach leży
po stronie ujemnej. Możliwe jest to dlatego, gdyż przez skasowanie ustawień maszyny w
położeniu wyjściowym dla każdej osi automatycznie zostanie ustawiony nowy punkt zerowy.
Jest on położony na krawędzi każdego obszaru posuwów osi. Teraz wygląda to tak, że
dodatnie kwadranty nie są dostępne, i że wszelkie przesunięcia X i Z mają miejsce
w kwadrantach X- i Z-. Tylko poprzez ustawienie nowego punktu zerowego gdzieś w
obszarze posuwów każdej osi mogą zostać udostępnione inne kwadranty.
Niekiedy przy obróbce przedmiotu obrabianego może być przydatne użycie więcej niż tylko
kwadrantów X i Z. Dobrym przykładem jest tu przedmiot obrabiany, którego końce muszą
być obrobione czołowo.
To są tylko pojedyncze przykłady pokazujące, jak mogą być używane kwadranty X i Z
maszyny. Po nabyciu większego doświadczenia w programowaniu i przygotowaniu
obrabiarki, każdy programujący i ustawiacz może rozwinąć swoje własne metody i sposoby
postępowania. Poszczególne metody mogą być szybsze niż inne, jednak wszyscy
zainteresowani muszą sami oceniać wymagania danego zlecenia i muszą odnosić się do
notatek, jak również do wcześniej wykonywanych zleceń.
Do tego momentu zajmowaliśmy się systemem pozycjonowania narzędzia, który znany jest
jako pozycjonowanie bezwzględne. Przy pozycjonowaniu bezwzględnym wszystkie punkty
współrzędnych podawane są w odniesieniu do oryginalnego stałego punktu zerowego, który
może być rozważany jako punkt zerowy przedmiotu obrabianego. Ten sposób definiowania
współrzędnych jest najczęściej używany.
Inny sposób programowania położenia osi to programowanie przyrostowe. Przesunięcia
przyrostowe są programowane za pomocą adresów „U“ i „W“. Za pomocą adresu „U“ są
programowane przesunięcia przyrostowe dla osi X, a za pomocą adresu „W“ - przesunięcia
przyrostowe dla osi Z. Miarę i kierunek przesunięcia przyrostowo programowanego
przesunięcia osi odnosi się do ostatniego zadanego położenia narzędzia, a nie jak przy
bezwzględnie programowanych przesunięciach osi, do aktualnego punktu zerowego
przedmiotu obrabianego.
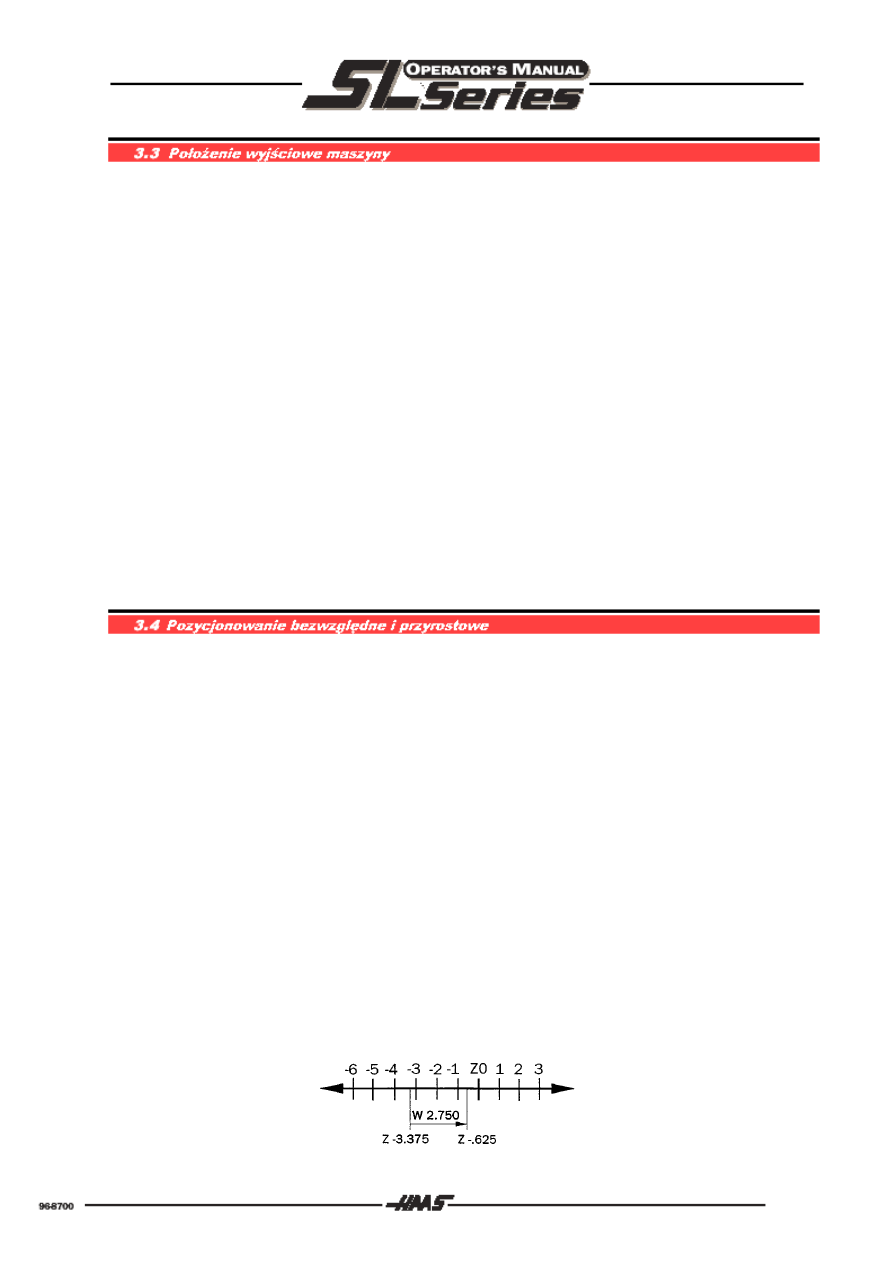
Przykład takiego przyrostowego użycia przedstawiono na rysunku 1-5. Przebieg posuwu
zaczyna się na współrzędnej Z-3.375 a kończy na współrzędnej Z-0.625, w odniesieniu do
punktu zerowego przedmiotu obrabianego. Odpowiada to przyrostowemu przesunięciu
W+2.75. Chociaż przesunięcie ma miejsce po ujemnej stronie punktu zerowego przedmiotu
obrabianego, to posuw jest programowany z dodatnim znakiem wartości. Jest tak dlatego, że
posuw odbywa się w kierunku dodatnim osi Z w odniesieniu do ostatniego położenia
zadanego. Oznacza to, że przy przesunięciu przyrostowym kierunek przesunięcia
definiowany jest za pomocą znaku wartości.
33
Ta maszyna nie ma możliwości natychmiastowej zmiany prędkości; hamowanie i przyśpieszanie zajmuje pewien
niezerowy czas. Przyśpieszanie i zwalnianie w tej maszynie może się odbywać zarówno w trybie ciągłym jak i
wykładniczym. Przyśpieszanie ciągłe jest używane na początku nagłych ruchów i na końcu każdego ruchu
którego prędkość wykracza poza stałą wartość, określoną dla przyśpieszania/hamowania wykładniczego.
Ciągłe przyśpieszanie jest typem ruchu w którym przyrost prędkości w jednostce czasu jest stały. Ta stała jest
ustawiana przez Parametry 7, 21, 35, i 49. Ma jednostkę ilości inkrementów kodu na sekundę do kwadratu.
Przyśpieszenie stałe występuje na początku ruchu aby jak najmniejszy czas zajmowało osiągnięcie prędkości
maksymalnej. Występuje też przy końcu nagłych ruchów zanim prędkość spadnie poniżej prędkości określającej
dla przyśpieszania/hamowania wykładniczego. Ta zmiana następuje przy 129.7 cala na minutę.
Wykładnicze przyśpieszanie/ hamowanie jest rodzajem ruchu, w którym prędkość jest proporcjonalna do
odległości pozostałej do przebycia. Wykładniczy czas przyśpieszania/ hamowania jest ustawiany przez
Parameteru 113, 114, 115 i 116. Jego jednostka to 0.0001 sekundy. Prędkość graniczna, po której wykładnicze
przyśpieszanie/ hamowanie nie jest dostępne jest zdefiniowane związkiem Parameterami 7 i 113 (dla osi X).
Parametr 7 to 8000000 kroków/s/s a Parametr Parameter 113 to 375 (0.0375 sekundy); Maksymalna prędkość
wykładniczego przyśpieszania/hamowania to:
8000000 x 0.0375 = 300000 kroków/sekundę
dla 8192 lnii kodu i 6 mm śruby, będzie to:
60 x 300000 /138718 = 129.7 cali/sekundę
W normalnym trybie posuwu przy skrawaniu, z aktywnym G64 dającym ciągły ruch noża, hamowanie ruchu w
osiach zaczyna się w pewnej odległości od punktu końcowego. Jeśli w buforze czeka następny ruch,
przyśpieszanie tego ruchu zacznie się w tym samym momencie. Oznacza to że dwa ruchy o kącie prostym do
siebie nie stworzą dokładnie kwadratowego rogu. Róg ten będzie zaokrąglony. Te dwa ruchy gładko połączą się
w jeden nie powodując zatrzymania narzędzia.
Jeśli używa się kompensacji ostrza narzędzia aby wykroić zewnętrzny róg, nie będzie zaokrąglenia jeśli wartość
kompensacji będzie zbliżona do rzeczywistego rozmiaru narzędzia. Dzieje się tak, ponieważ narzędzie jest
poruszane poza koniec pierwszego zaprogramowanego ruchu zanim jest poruszone do początku drugiego ruchu.
Należy zauważyć, że w tej maszynie, gdy używa się ustawień fabrycznych, ruchy gwałtowne i posuwowe będą
połączone w jedno aby zapewnić ciągłą ścieżkę noża i zaokrąglone rogi. Dopóki nie określi się ścisłego stopu,
bloki ruchu gwałtownego i posuwowego będą rozpoczynać się na chwilę przed zakończeniem poprzedniego
bloku.
Koniec ruchu posuwowego jest opóźniony za do czasu gdy błąd podążania jest mniejszy niż wartość podana w
paramatrze 85 (Setting 85). Jeśli jest ustawiony na 0.1, z parametrem 113 ustawionym 375 (0.0375 sekundy),
oznacza to, że najwyższa wartość posuwu która da ciągły ruch wynosi:
(0.1)*60/0.0375 = 160 cali na minutę
34
Ruchy gwałtowne, mają trochę inne działanie podczas gdy jest włączony tryb ciągłego skrawania.
Przyśpieszenie dla następnego ruchu rozpoczyna się gdy zakres ruchu w osiach jest w zakresie parametrów 101,
102, 103 i 104. /te parametry mają za jednostkę kroki kodu. Ruchy gwałtowne będą również hamowane ze
stałym przyśpieszeniem do póki prędkość nie spadnie do prędkości granicznej wykładniczego
przyśpieszania/hamowania. Np. jeśli 101 (dla X) ma wartość 8000 i parametr 5 ma wartość 138718, to
gwałtowny ruch będzie przebiegał do następnego bloku gdy ruch na osi X jest w granicach:
8000 / 138718 = 0.0577 cala
Aby zapobiec zaokrąglaniu rogów, należy określić zatrzymanie za pomocą G09 (nie modalnego) lub G61
(modalnego). Gdy jeden z nich jest aktywny przy ruchu, nóż jest sprowadzany do zatrzymania zanim zacznie się
następny ruch.
Należy zauważyć, że ta maszyna używając początkowych ustawień sprawi że ruchy gwałtowne i posuwu zostaną
połączone w jedno aby zapewnić stałą ścieżkę noża i zaokrąglone rogi. Dopóki nie określi się ścisłego stopu,
bloki ruchu gwałtownego i posuwowego będą rozpoczynać się na chwilę przed zakończeniem poprzedniego
bloku.
Ścieżka narzędzia w ruchu po okręgu (G02 i G03) nie jest zmieniana przez wykładnicze
przyśpieszanie/hamowanie tak więc nie występuje błąd promienia dopóki prędkość wykracza poza tą określoną
dla wykładniczego przyśpieszania/hamowania (przykład powyżej dający 129,7 cala na minutę). Pomimo tego,
rzeczywisty promień będzie zawsze nieco mniejszy niż zaprogramowana wartość. Wartość zmiany może być
obliczona poprzez następujące równanie:
Ra = SQRT( R*R - L*L )
Gdzie Ra jest promieniem rzeczywistym,
R jest promieniem zaprogramowanym, a
L jest opóźnieniem w ruchu posuwu
Opóźnienie jest obliczane przez :
L = (Par. 113) * (cale posuwu/min) / 600000
Jako przykład: jeśli 113 wynosi 375 (0.0375 s) a posuw wynosi 30 cali na minutę, i zaprogramowana średnica
ma dwa cala, wówczas rzeczywisty promień będzie miał:
L = 375 * 30 / 600000 = 0.0187 cala
i
Ra = SQRT(1-0.000351) = 0.999824
Czyli błąd 176 milionowych części cala. To jest górna granica dokładności skrawania i wiele wpływów może
zwiększyć ten błąd.
35
Parametr 57 może być użyty do zmiany trybu przyśpieszna/hamowania ruchu gwałtownego na bliższy
używanemu w 10M i 15M. Jest to wykonywane przez "EX ST MD CHG". Oznacza to "exact stop in mode
change" (rzeczywiste zatrzymanie przy zmianie) i jeśli tem znacznik jest ustawiony na 1 , każdy gwałtowny ruch
będzie się zaczynał i kończył zatrzymaniem. Gdy ten znacznik będzie włączony, kody G09 i G61 nadal będą
zapewniały zatrzymanie pomiędzy dwoma ruchami posuwu.
Ustawienie 33 (Setting 33) kontroluje jak działają kody G52 i G92. Rózni się to od sposobów kontroli serii
Faunc i Yasnac. Aby operować jak przy systemie kontroli Fanuc, ustawienie 33 powinno być przestawione na
FANUC.
UWAGA: System kontroli Haas CNC jest kompatybilny z wieloma innymi; nie jest
jednak identyczny w działaniu do żadnego systemu kontroli 3,5 opartego na
kodach.
Program jest napisany jako zestaw poleceń, który określa kolejność ich wykonania. Polecenia te mogą
wyglądać jak niżej:
LINIA#1 = DOJAZD DO POŁOŻENIA WYMIANY NARZĘDZIA,
LINIA#2 = WYBÓR NARZĘDZIA,
LINIA#3 = WYBÓR LICZBY OBROTÓW I ZAŁĄCZENIE WRZECIONA,
LINIA#4 = ZAŁĄCZENIE CHŁODZIWA,
LINIA#5 = POSUW BIEGIEM SZYBKIM DO POŁOŻENIA POCZĄTKOWEGO OBRÓBKI,
LINIA#6 = WYBÓR SZYBKOŚCI POSUWU I PROWADZENIA OBRÓBKI,
LINIA#7 = DOJAZD DO POŁOŻENIA WYMIANY NARZĘDZIA,
LINIA#8 = WYBÓR NASTĘPNEGO NARZĘDZIA,
itp.
Jednak nasz układ sterowania maszyny rozumie te meldunki tylko wtedy, gdy są one
wprowadzane w kodzie maszynowym.
Zanim zajmiemy się znaczeniem i używaniem kodów, powinny być określone pojedyncze
wytyczne:
1) Kody są podzielone na grupy. Każda grupa kodów ma swój specyficzny numer grupy.
2) Jeden kod G z tej samej grupy może być zastąpiony przez inny kod grupy. Przy tej
czynności programujący ustala rodzaje pracy. Obowiązuje tutaj zasada, że kody z tej
samej grupy nie mogą być użyte więcej niż jeden raz w tej samej linii.
3) Istnieją modalne kody G, które po użyciu pozostają aktywne, aż do momentu zastąpienia
ich przez inny kod z tej samej grupy.
4) Istnieją niemodalne kody G, które po wywołaniu są aktywne tylko w bloku wywołania, a
które przez układ sterowania niezwłocznie zostaną zapomniane.

36
Wymienione wyżej zasady obowiązują w przypadku używania całościowego programowania
układów sterowania firmy Hass (jak również z innymi układami sterowania). Koncepcja
kodowania grupowego i przynależne do niej zasady muszą być jasne, jeżeli programowanie
obrabiarki ma być efektywne.
Na zakończenie nastąpi objaśnienie ważniejszych kodów roboczych maszyny.
KODY G:
G00
BIEG SZYBKI, służy do pozycjonowania i przesuwania bez obróbki,
UWAGA: szybkość biegu szybkiego 18 m/min (500 IPM)
G01
INTERPOLACJA LINIOWA albo interpolacja prosta. Przesuwanie w czasie obróbki,
Wskazówka: szybkość posuwu w mm (w calach) na obrót.
G02
INTERPOLACJA KOŁOWA - w kierunku zgodnym z ruchem wskazówek zegara,
G03
INTERPOLACJA KOŁOWA - w kierunku przeciwnym do ruchu wskazówek zegara,
G18
WYBÓR PŁASZCZYZNY OBRÓBKI Z/X,
G28
POWRÓT DO PUNKTU REFERENCYJNEGO (w biegu szybkim),
G40
ANULOWANIE WYBORU KOREKCJI PROMIENIA (brak korekcji narzędzia),
G70
CYKL WYGŁADZANIA,
G71
CYKL OBRÓBKI SKRAWANIEM WEWNĄTRZ / NA ZEWNĄTRZ,
G72
CYKL SKRAWANIA POWIERZCHNI CZOŁOWEJ,
G76
CYKL TOCZENIA GWINTU,
G80
CYKL ANULOWANIA WYBORU,
G81
CYKL WIERCENIA,
G82
CYKL WIERCENIA Z CZASEM WYTRZYMANIA,
G83
CYKL WIERCENIA GŁĘBOKICH OTWORÓW,
G84
CYKL GWINTOWANIA,
G90
CYKL TOCZENIA WEWNĄTRZ / NA ZEWNĄTRZ,
G96
ZAŁĄCZ STAŁĄ SZYBKOŚĆ SKRAWANIA,
G97
WYŁĄCZ STAŁĄ SZYBKOŚĆ SKRAWANIA (stała liczba obrotów),
G98
POSUW NA MINUTĘ,
G99
POSUW NA OBRÓT.
37
KODY M:
M00
PROGRAM STOP
M01
STOP OPCJONALNY,
M02
KONIEC PROGRAMU,
M03
ZAŁĄCZ WRZECIONO CW (kierunek zgodny z ruchem wskazówek zegara),
M04
ZAŁĄCZ WRZECIONO CCW (kierunek przeciwny do ruchu wskazówek zegara),
M05
WRZECIONO STOP,
M08
ZAŁĄCZ CHŁODZIWO,
M09
WYŁĄCZ CHŁODZIWO,
M10
ZAMKNIJ UCHWYT ZACISKOWY,
M11
OTWÓRZ UCHWYT ZACISKOWY,
M30
KONIEC PROGRAMU,
M97
LOCAL SUB (wywołanie lokalnego podprogramu),
M98
SUB PROG (wywołanie globalnego podprogramu),
M99
Koniec podprogramu oraz skok powrotny do początku pętli.
UWAGA: Tylko jeden kod „M” może być użyty w linii. Kod „M” jest ostatnim
wykonywanym kodem zlecenia, niezależnie od tego, gdzie się on znajduje
w linii.

38
Podstawowe ustawienie (domyślne) jest automatyczną funkcją układu sterowania obrabiarki. Przy
załączaniu maszyny układ sterowania sprawdza położenia wyjściowe wszystkich osi i dopiero wtedy
odczytuje wartości wstępne albo nastawiony kod „G”.
Podstawowe ustawienia firmy Haas dla typoszeregu SL są wyliczone w podręczniku obsługi /
programowania i są oznaczone gwiazdką (*) obok specyficznych kodów G.
Układ sterowania odczytuje te kody G automatycznie przy załączaniu.
G00
BIEG SZYBKI
G18
PŁASZCZYZNA Z/X (Wybór płaszczyzny obróbki Z/X)
G40
ANULOWANIE WYBORU KOREKCJI PROMIENIA
G64
ANULOWANIE WYBORU
G61
Kasowanie „Genau Halt” (Dokładne zatrzymanie)
G80
CYKL ANULOWANIE WYBORU
G97
WYŁĄCZ STAŁĄ SZYBKOŚĆ SKRAWANIA
G99
POSUW NA OBRÓT
Nie istnieje żadne ustawienie podstawowe dla FEED RATE (Szybkość posuwu) (kod F), jeżeli jednak
kod F zostanie zaprogramowany, to obowiązuje on do momentu, aż zostanie wprowadzony inny kod
albo maszyna zostanie wyłączona.

39
Format programu albo styl programu jest ważną częścią obróbki maszyny CNC. Każdy sam kształtuje
swój program inaczej i w większości wypadków programujący może nie zidentyfikować programu,
którego on sam nie napisał. Jest to ważne, aby programujący był konsekwentny oraz odpowiednio
biegły, i aby pisał kod w taki sposób, jak on został opracowany, i w takiej kolejności, w jakiej pojawia
się on w programie.
Układ sterowania CNC nie potrzebuje do obróbki programu NC żadnego numerowania bloków.
Wyjątkami od tej reguły są adresy skoku dla podprogramów (cykle G70, G71) albo dla programowania
makr.
Na przykład:
X, Z jest kolejnością programowania osi. Maszyna mogłaby obrobić X albo Z w dowolnej kolejności,
jednak my chcemy pisać konsekwentnie najpierw X, a na drugim miejscu Z.
W linii nagłówka programu NC znajduje się numer programu „O1234”. Numer programu składa się ze
znaku 0 (litera nie cyfra) i kolejnych czterech cyfr. Zera na początku muszą być także wprowadzane,
Np. O0001.
W pierwszej linii programu osie są przesuwane do położenia referencyjnego maszyny (M51).
Następnie w drugim bloku NC zostaje uaktywnione żądane narzędzie i odpowiedni numer korekcji
narzędzia (T909).
W trzeciej linii programu zostaje wybrany sposób regulowania liczby obrotów (M97) i żądana liczba
obrotów (S...), a wrzeciono zostanie uruchomione (M03).
W kolejnej linii programu, jeżeli jest to niezbędne, zostaje załączona pompa chłodziwa (M08).
Następnie osie w biegu szybkim (G00) zostaną przesunięte do punktu początkowego obróbki
przewidzianej do wykonania.
Dopiero teraz może być wykonana sama obróbka przedmiotu obrabianego.
Po zakończeniu obróbki osie zostaną ponownie przesunięte do położenia referencyjnego maszyny, w
celu wybrania następnego narzędzia dla kolejnej obróbki.
Przykładowo, pierwsze linie programu powinny wygladać tak:
G51 ;
G50 S2000 ;
G00 G97 T101 S500 M3 ;
X2.0 Z.01 ;
G96 S500 M8 ;
Wszystkie wymagane funkcje dla każdej operacji pokazano powyżej. Ten sposób programowania jest
sprawdzony praktycznie oraz ma logiczną strukturę.
PYTANIE:
Jeśli G00 jest ustawieniem wyjściowym, dlaczego umieszczamy go w trzeciej linii programu, dla każdego
narzędzia?
ODPOWIEDŹ:
G00 Jest tam aby podpowiedzieć operatorowi czy maszyna jest ustawiona na gwałtowne pozycjonowanie.
Ustawienie narzędzia jest zawsze inne, często stosuje się wiele narzędzi.
PYTANIE:
Czy można włączyć chłodziwo w tej samej chwili gdy włączamy wrzeciono?
ODPOWIEDŹ:
Nie. W programie można użyć tylko jednego kodu M.
40
Cykl obróbki powinien uprościć programowanie obróbki. Cykle obróbki są tworzone dla najczęściej
używanych obróbek, takich jak: toczenie gwintu, podtoczenie, skrawanie, gwintowanie otworów,
wiercenie i wytaczanie. Istnieją cykle modalne i niemodalne. Cykle modalne, jak np. G92, pozostają
aktywne po zdefiniowaniu. Po każdym pozycjonowaniu w X albo Z cykl zostanie wykonany. Cykle
aktywne modalnie pozostają aktywne, aż ich działanie zostanie odwołane za pomocą kodu G80 albo
po zakończeniu programu albo po naciśnięciu przycisku RESET. Cykle nie aktywne modalnie są
aktywne tylko w linii programu, w której są one zaprogramowane.
Wykonywanie gwintowanych otworów za pomocą tokarki Haas może być wykonane za pomocą paru
różnych urządzeń. Gwint może być stworzony za pomocą gwintownika w sztywnym uchwycie
narzędzia, ruchomym uchwytem gwintownika lub helisowym frezem. Każda metoda posiada
wyróżniające ją zalety.
Gwintowanie jest wykonywane w poszczególnych cyklach. Trzeba określić prędkość obrotową,
obliczyć posuw, który jest ustawiany komendą F. Strona HELP/CALC pomaga policzyć te wartości.
41
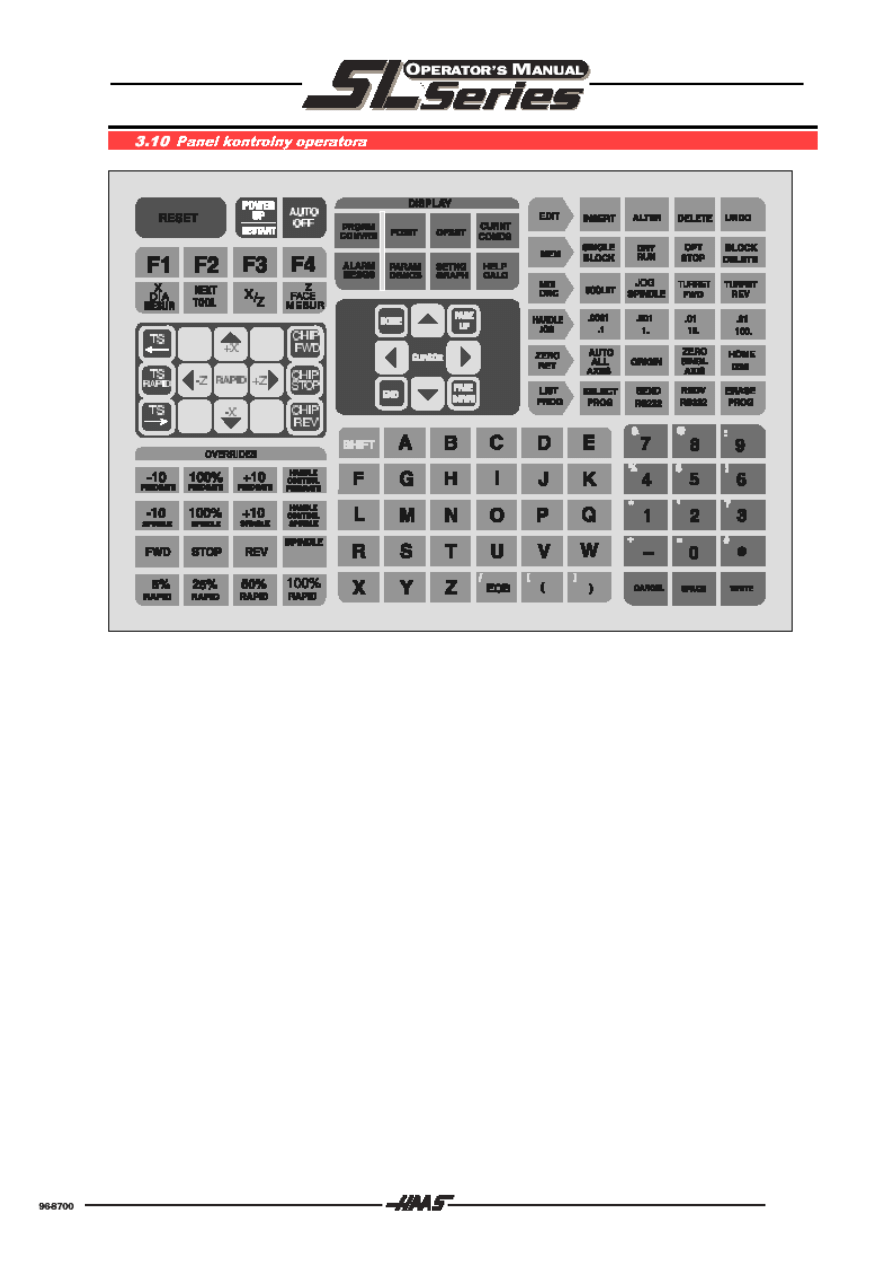
Klawiatura z polami obsługi oraz z przyciskami roboczymi i przyciskami wyświetlania.
W czasie pracy ważne jest to, aby rozumieć tryb pracy wybrany dla maszyny CNC. W sterowaniu
istnieje sześć trybów pracy i jeden tryb symulacji. Żądany tryb pracy zostaje wybrany za pomocą
jednego z sześciu przycisków, które mają następujące napisy:
EDIT
Do edytowania programu, który znajduje się już w pamięci i programowania
ręcznego.
MEM
Do przebiegu programu, który znajduje się w pamięci.
MDI/DNC
Do bezpośredniego przebiegu wprowadzonej ręcznie sekwencji programu albo
do wyboru trybu pracy DNC.
HANDLE JOG
Do pracy ręcznej albo trybu koła ręcznego.
ZERO RET
Do dojazdu do punktu zerowego maszyny albo punktu referencyjnego M/C.
LIST PROG
Do wyświetlenia listy, przeniesienia albo przyjęcia programów.
Tryb pracy Graphic-Simulation (Symulacja grafiki) jest uaktywniany za pomocą przycisków wyboru
pola DISPLAY.
42
W trybach pracy MEM lub MDI program może być uruchomiony za pomocą przycisku CYCLE START.
W czasie wykonywania programu nie możecie Państwo przejść do innego trybu pracy; musicie
Państwo poczekać, aż on się zakończy albo nacisnąć przycisk RESET w celu zatrzymania programu.
Praca równoległa jest możliwa.
Jeżeli tryb MDI jest już wybrany, to poprzez dwukrotne naciśnięcie przycisku trybu pracy MDI zostanie
wybrany tryb DNC, jeżeli tryb DNC jest uaktywniony za pomocą parametrów użytkownika.
W każdym wyżej wymienionym trybie pracy możecie Państwo, przy użyciu sześciu przycisków pola
DISPLAY, wybrać jedno z dowolnych niżej wymienionych wskazań:
PROGRAM /CONVRS
Wyświetlanie wybranego programu.
POSIT
Wyświetlanie położenia osi.
OFSET
Wyświetlanie albo podawanie wartości korekcji narzędzia i punktu
zerowego przedmiotu obrabianego.
CURNT COMDS
Wyświetlanie aktualnych poleceń oraz ustawień czasu.
ALARM / MESG
Wyświetlanie meldunków błędów oraz informacji dla użytkownika.
PARAM / DGNOS
Wyświetlanie parametrów albo danych diagnostycznych.
SETG / GRAPH
Wyświetlanie parametrów użytkownika lub wybór trybu symulacji grafiki.
HELP / CALC
Wyświetlanie podręcznika użytkownika oraz kalkulatora.
Jeżeli program jest już wykonywany, to możecie Państwo wybrać dodatkowo dla powyższych
wskazań przycisk LIST PROGR służący do wybrania listy programów w pamięci. Jest to korzystne w
celu ustalenia, które programy mogą być edytowane za pomocą polecenia BACKGROUND EDIT.
Polecenie BACKGROUND EDIT jest do dyspozycji w Państwa maszynie i może być wybrane poprzez
ekran programu.
Cała praca maszyny CNC jest sterowana za pomocą pola obsługi użytkownika. Obejmuje ono ekran,
klawiaturę, włączniki / wyłączniki, amperomierz, koło ręczne oraz przyciski EMERGENCY STOP
(Zatrzymanie awaryjne), CYCLE START (Uruchomienie cyklu) oraz FEED HOLD (Zatrzymanie
posuwu).
Klawiatura jest płaskim polem przycisków membranowych, które muszą być uruchamiane przez
lekkie naciśnięcie. Naciśnięcie przycisku SHIFT zmienia funkcję przycisku podaną jako niebieski znak
znajdujący się w lewym górnym rogu. Przycisk SHIFT musi być naciśnięty jeden raz dla każdego
przełączanego znaku. Przez dwukrotne naciśnięcie przycisku SHIFT przełączenie zostaje wyłączone.
Amperomierz mierzy natężenie prądu doprowadzanego do silnika wrzeciona. Silnik wrzeciona może
pracować ciągle przy obciążeniu 100%. Wartość 150% nie może być utrzymywana dłużej niż dziesięć
minut a 200% nie dłużej niż 3 minuty. Po wyspecyfikowanym czasie wrzeciono może zacząć zwalniać
albo nawet zatrzymać się. Obciążenie 200% należy zredukować do 150% przez obniżenie liczby
obrotów wrzeciona albo zmniejszanie posuwu. Pobór mocy może się chwilowo zwiększyć przy
zmianie liczby obrotów.
43
KOŁO RĘCZNE umożliwia pracę impulsową osi. Przyrost koła ręcznego może wynosić 0.001, 0.01,
0.1 lub 1 mm. Oś obrotowa ma 0.001, 0.01, 0.1 lub 1° na przyrost koła ręcznego. Koło ręczne
umożliwia 100 kroków na obrót. Koło ręczne może także być używane do przesuwania kursora na
ekranie w trybie pracy EDIT.
Naciśnięcie przycisku EMERGENCY STOP (Zatrzymanie awaryjne) powoduje natychmiastowe
zatrzymanie wszystkich ruchów maszyny wraz z serwomotorami, wrzecionem, narzędziową głowicą
rewolwerową i pompą chłodziwa.
Naciśnięcie przycisku CYCLE START (Uruchomienie cyklu) powoduje uruchomienie programu, który
jest wykonywany w trybach pracy MEM albo MDI jako ciąg dalszy ruchu po poleceniu FEED HOLD
albo do kontynuacji po sygnale zatrzymanie trybu SINGLE BLOCK.
Naciśnięcie przycisku FEED HOLD (Zatrzymanie posuwu) powoduje zatrzymanie wszystkich ruchów
osi aż do momentu naciśnięcia przycisku CYCLE START (Uruchomienie cyklu). Polecenie FEED
HOLD nie powoduje zatrzymania wrzeciona, zmiennika narzędzia, pompy chłodziwa albo posuwu
konika. Ruchy niektórych osi pomocniczych nie są zatrzymywane.
UWAGA!
FEED HOLD nie zatrzyma wrzeciona, głowicy, pompy chłodziwa ani konika.
Za pomocą przycisku SINGLE BLOCK (Pojedynczy blok) pola przycisków jest załączany i wyłączany
tryb SINGLE BLOCK. W trybie SINGLE BLOCK układ sterowania przechodzi jeden blok a następnie
zatrzymuje się. Po każdym naciśnięciu przycisku START obrabiany jest kolejny blok.
Za pomocą przycisku RESET (Kasowanie ustawień) pola przycisków zawsze jest zatrzymywany ruch
serwomotorów, wrzeciona, pompy chłodziwa oraz narzędziowej głowicy rewolwerowej. Służy on także
do zatrzymywania operacji bieżącego programu. Nie jest to jednak polecana metoda zatrzymywania
maszyny, ponieważ utrudnione jest wyjście dalej z tego punktu. Do przerywania obróbki programu ze
wznowieniem przewidziane są polecenia SINGLE BLOCK oraz FEED HOLD. Za pomocą polecenia
RESET ruch niektórych osi pomocniczych nie jest zatrzymywany, jednak zostaną one zatrzymanie na
końcu ruchu znajdującego się w przebiegu.
Ekran jest jedynie urządzeniem wyświetlającym układu sterowania. Są na nim wyświetlane wszystkie
dane stanu oraz położenia.
Za pomocą przycisków F1, F2, F3 i F4 wykonywane są różnorodne funkcje w zależności od wyboru
wskazania oraz trybu pracy. Na koniec dokonamy szybkiego przeglądu przycisków Fn:
F1
W trybie pracy EDIT i przy wskazaniu PROGRAM DISPLAY zostaje uruchomione definiowanie
bloku.
W trybie pracy LIST PROG przycisk F1 kopiuje już napisany program i nadaje mu nową nazwę
przez linię poleceń.
Przy wskazaniu OFSET przycisk F1 ustawia wprowadzoną wartość jako daną odwzorowania.
F2
W trybie pracy EDIT i przy wskazaniu PROGRAM DISPLAY zostaje zakończone definiowanie
bloku.
F3
W trybach pracy EDIT i MDI przycisk F3 przekopiowuje zaznaczoną linię pomocniczą dla ruchu
po okręgu jako linię wprowadzania danych przy dolnej krawędzi ekranu. Jest to wtedy przydatne,
gdy chcecie Państwo zastosować rozwiązanie, które zostało opracowane dla ruchu po okręgu.
Naciśnijcie Państwo przycisk INSERT (Wprowadź), aby tą linię poleceń dla ruchu po okręgu
wprowadzić do swojego programu.
W funkcji kalkulatora pomocniczego przycisk ten kopiuje wartość w oknie kalkulatora do
wskazanej danej pomocniczej funkcji trygonometrycznej albo funkcji ruchu po okręgu.
44
F4
W trybie pracy MEM i przy wskazaniu PROGRAM DISPLAY zostaje wybrane albo polecenie
BACKGROUND EDIT albo PROGRAM REVIEW. Polecenie BACKGROUND EDIT jest
wybierane przez podanie znaków Onnnn wraz z numerem programu przeznaczonego do
edytowania. Polecenie PROGRAM REVIEW jest wybierane tylko poprzez naciśnięcie przycisku
F4. Dzięki temu, po lewej stronie ekranu wyświetlony jest podgląd bieżącego programu a po
prawej stronie ekranu programujący może zobaczyć swój program.
W funkcji kalkulatora pomocniczego, przycisk ten służy do ładowania, dodawania, mnożenia i
dzielenia zaznaczonej wartości danej trygonometrycznej albo danej ruchu po okręgu za pomocą
kalkulatora.
Zegar czasu rzeczywistego dostarcza wskazań czasu dla poniższych zastosowań:
1. Aktualne wskazanie czasu dla wskazań diagnostycznych jest przejmowane z zegara czasu
rzeczywistego.
2. Przy wyliczaniu meldunków błędów wraz z każdym alarmem podawana jest data i czas zegarowy
jego wystąpienia. Instrukcje wyboru listy alarmów - patrz rozdział „Alarm“.
3. Czas rzeczywisty używany jest w zmiennych makr, tak jak opisano poniżej:
Zmienna #3011 zawsze zawiera aktualną datę w formacie „yymmdd“, co oznacza, że patrząc od
prawej strony na lewo, pierwsze dwa miejsca zawierają aktualny dzień, trzecie i czwarte miejsce
zawierają aktualny miesiąc, a piąte i szóste miejsce zawierają aktualny rok. Zmienna #3012
zawiera zawsze aktualny czas w formacie „hhmmss“, co oznacza, że patrząc od prawej strony na
lewo, pierwsze dwa miejsca zawierają sekundy, trzecie i czwarte miejsce zawierają minuty, a piąte
i szóste miejsce zawierają aktualną godzinę.
1. Wydanie parametrów maszyny zawsze zawiera datę i czas zegarowy wydania. Jeżeli lista
parametrów maszyny jest wydawana poprzez interfejs danych RS 232 albo stację dyskietek, to
układ sterowania wprowadza na początku pliku dwa nowe komentarze, czas zegarowy oraz datę.
5.
Widok programu stacji dyskietek zawiera dla każdego programu NC indywidualną datę oraz czas
zegarowy utworzenia programu. Jeżeli programy NC są wydawane na dyskietce, to wraz z nimi
wydawana jest data utworzenia i czas zegarowy. Te funkcja wykonywane są od
oprogramowania sterownika danych w wersji 2.0 lub nowszej.
45
Klawiatura na płycie obsługowej zawiera 130 przycisków. Są one podzielone na dziewięć
oddzielonych od siebie, niżej wymienionych pól:
Przyciski RESET
3 przyciski,
Przyciski FUNKCYJNE
8 przycisków,
Przyciski JOG
15 przycisków,
Przyciski OVERRIDE
13 przycisków,
Przyciski WSKAZAŃ
8 przycisków,
Przyciski KURSORA
8 przycisków,
Przyciski ALFA
30 przycisków,
Przyciski TRYBU PRACY
30 przycisków,
Przyciski NUMERYCZNE
15 przycisków.
Dokładny opis, jak i gdzie umieszczone są te przyciski, znajdziecie Państwo w wykazie. Poniżej
znajdziecie także krótki opis przycisków pola obsługi.
PRZYCISKI RESET:
Przyciski RESET znajdują się w górnym lewym rogu pola obsługi.
RESET:
Zatrzymuje wszystkie ruchy maszyny, a układ sterowania przeskakuje
na początek aktualnego programu.
POWER UP
/ RESTART
Po załączeniu maszyny i naciśnięciu tego przycisku następuje
przejazd do punktu zerowego maszyny w każdej osi, a na końcu
głowica rewolwerowa ustawia narzędzie numer 1 w położeniu
roboczym.
AUTO OFF
Automatycznie pozycjonuje osie maszyny w punktach referencyjnych
maszyny oraz przygotowuje maszynę do wyłączenia.
PRZYCISKI FUNKCYJNE:
Przyciski funkcyjne znajdują się pod przyciskami RESET. Jest osiem przycisków funkcyjnych, które
służą do wykonywania funkcji specjalnych, wprowadzonych do oprogramowania układu sterowania.
F1-F4
Używane są do edytowania, grafiki, tła oraz jako pomoc / obliczanie
wykonywania funkcji specjalnych.

46
X DIAM MESURE
Służy do przejęcia do pamięci narzędzia korekcji narzędzia na osi X w
czasie ustawiania.
NEXT TOOL
Służy do wyboru następnego narzędzia w czasie ustawiania narzędzi.
X/Z
Przemienne użycie osi X i Z w trybie pracy ręcznej w czasie
ustawiania.
Z FACE MESUR
Służy do zapisania do pamięci narzędzia korekcji narzędzia na osi Z.
PRZYCISKI JOG:
Przyciski JOG znajdują się na lewo pod przyciskami funkcyjnymi. Przyciski te określają, na którą oś
zostaną wysłane sygnały koła ręcznego. Jeżeli przycisk został naciśnięty krótko, to właściwa oś
zostanie wybrana do pracy z kołem ręcznym. Jeżeli przycisk został naciśnięty oraz przytrzymany, to
właściwa oś przesuwa się tak długo, jak długo przycisk pozostaje naciśnięty.
Jeżeli został naciśnięty oraz przytrzymany przycisk „+”, to oś przesuwa się tak długo, aż ulegnie
zmianie położenie narzędzia w porównaniu do współrzędnych obróbki w kierunku dodatnim. Jeżeli
został naciśnięty oraz przytrzymany przycisk „-”, to oś przesuwa się tak długo, aż ulegnie zmianie
położenie narzędzia w porównaniu do współrzędnych obróbki w kierunku ujemnym.
+Z, -Z
Wybór osi Z.
+X, -X
Wybór osi X.
RAPID
Jeżeli przycisk ten zostanie naciśnięty jednocześnie z przyciskiem
kierunkowym osi (X+, X-, Z+ albo Z-), to wybrana oś przesuwa się
biegiem szybkim w odpowiednim kierunku.
Po prawej stronie przycisków JOG znajdują się 3 przyciski do kontroli transportera wiórów. Jeżeli
transporter wiórów jest uaktywniony za pomocą parametru maszyny 209, to przyciski mają
następujące funkcje:
CHIP
FWD
Uruchamia transporter wiórów; transport wiórów w kierunku
wyrzutnika.
CHIP STOP
Zatrzymuje ruch transportera wiórów.
CHIP REV
Uruchamia transporter wiórów wstecz.
Po lewej stronie przycisków JOG znajdują się 3 przyciski do kontroli opcjonalnego transportera
wiórów.
TS
←
Naciśnięcie tego przycisku przybliża konika do uchwytu zaciskowego.
TS RAPID
Naciśnięcie tego przycisku jednocześnie z
jednym z dwóch
przycisków kierunkowych zwiększa szybkość przesuwania konika.
TS
→
Naciśnięcie tego przycisku oddala konika od uchwytu zaciskowego.
47
PRZYCISKI OVERRIDE:
Przyciski przekroczenia znajdują się na dole po prawej stronie płyty obsługi. Umożliwiają one
użytkownikowi na użycie przekroczeń dla biegu szybkiego, dla programowanych posuwów oraz
szybkości wrzeciona.
FEED RATE
Brak przycisku.
-10
Zmniejszenie aktualnej szybkości posuwu o 10 procent po każdym naciśnięciu
przycisku.
100%
Ustawienie szybkości posuwu sterowania na zaprogramowaną wartość.
+10
Zwiększenie aktualnej szybkości posuwu o 10 procent po każdym naciśnięciu
przycisku.
SPINDEL
Brak przycisku.
-10
Zmniejszenie zaprogramowanej szybkości wrzeciona o 10 procent po każdym
naciśnięciu przycisku.
100%
Ustawienie szybkości wrzeciona na zaprogramowaną wartość.
+10
Zwiększenie aktualnej szybkości wrzeciona o 10 procent po każdym naciśnięciu
przycisku.
FWD
Uruchomienie wrzeciona w kierunku zgodnym z ruchem wskazówek zegara.
STOP
Wrzeciono stop.
REV
Uruchomienie wrzeciona w kierunku przeciwnym do ruchu wskazówek zegara
5% RAPID
Ograniczenie biegu szybkiego do 5%.
25% RAPID
Ograniczenie biegu szybkiego do 25%.
50% RAPID
Ograniczenie biegu szybkiego do 50%.
100% RAPID
Umożliwia bieg szybki z maksymalną szybkością.
PRZYCISKI WSKAZAŃ:
Przyciski znajdują się u góry i na środku. Tych osiem przycisków umożliwia dostęp do różnych
wskazań i funkcji roboczych oraz wspomaga programy, które są do dyspozycji użytkownika. Niektóre z
tych przycisków mają kilka funkcji oraz mogą wyzwalać różnorodne wskazania, gdy zostaną
naciśnięte kilka razy. Opis aktualnego wskazania zawsze pojawia się u góry, po lewej stronie ekranu.
PRGRM
/ CONVRS
Jest przyciskiem dwufunkcyjnym. Przy pierwszym naciśnięciu przycisku na
ekranie układu sterowania pokazywany jest aktualnie wybrany program NC.
Przy drugim naciśnięciu przycisku zostaje otwarty tryb szybkiego
programowania kodów.
POSIT
Pokazuje położenie osi maszyny. Poprzez naciśnięcie przycisków PAGE UP i
PAGE DOWN obsługującemu zostanie wyświetlony dużymi literami: format
maszyny, format obróbki i format odległości, o którą ma nastąpić przesunięcie.
48
OFFSET
Wyświetlenie ekranu odwzorowania długości i promienia narzędzia. Przez
naciśnięcie przycisku PAGE UP zostanie wyświetlona wartość odwzorowania osi
obróbki.
CURNT COMDS
Wyświetlanie bieżącego programu, modalnej wartości programu i wartości
w trakcie obróbki programu. Jeżeli przycisk PAGE DOWN zostanie naciśnięty
kilkakrotnie, to wyświetlą się wartość modalna, czas zegara systemowego,
zmienne makr, czas użycia narzędzia oraz ostatnio wyświetlane narzędzie.
ALARM MESGS
Wyświetlanie kompletnego tekstu alarmu po pojawieniu się migającego
meldunku alarmu. Naciśnięcie przycisku strzałki w lewo albo w prawo wyświetla
historię alarmu. Jeżeli zostanie naciśnięty przycisk PAGE DOWN, to pojawi się
ekran meldunków i uwag dla użytkownika.
PARAM DGNOS
Wyświetlanie oraz możliwość zmiany parametrów, które określają własności
maszyny. Jeżeli zostanie naciśnięty przycisk PAGE UP, to będą wyświetlone
wartości korekcji śruby pociągowej. Przez kilkakrotne naciskanie przycisku
PAGE DOWN zostaną wyświetlone parametry główne oraz niektóre parametry
osi X, Z, A i B. Jeżeli przycisk PARAM zostanie naciśnięty po raz drugi, to na
ekranie pojawi się pierwsza strona danych diagnostycznych. Ekran ten pokazuje
wejścia i wyjścia. Po naciśnięciu przycisku PAGE DOWN pojawi się drugi ekran
danych diagnostycznych, na którym figurujądodatkowe wejścia i dane
analogowe.
SETNG GRAPH
Wyświetlanie oraz możliwość zmiany ustawień specyficznych dla użytkownika.
Gdy przycisk SETNG zostanie naciśnięty dwukrotnie, to zostanie uaktywniona
praca w trybie grafiki, co pozwala użytkownikowi obejrzenie wygenerowanej
przez program ścieżki narzędzia.
HELP CALC
Zostanie wyświetlona skrócona wersja podręcznika w trybie on-line. Jeżeli
przycisk HELP będzie naciśnięty jeszcze raz, to pojawi się kalkulator HELP
(pomocniczy). Do dyspozycji są trzy ekrany kalkulatora HELP. Po naciśnięciu
przycisku PAGE DOWN pojawi się HELP dla toczenia i nacinania gwintu, HELP
dla funkcji trygonometrycznych lub HELP dla koła.
PRZYCISKI KURSORA:
Przyciski KURSORA znajdują się w środku tablicy obsługi. Umożliwiają użytkownikowi przesuwanie
się po różnych wskazaniach ekranu i polach sterujących. Są używane wielokrotnie także do
edytowania programów CNC.
HOME Przycisk z funkcją, która jest zależna od otoczenia. Normalnie przesuwa kursor do wyższego
położenia na ekranie, co np. przy edytowaniu oznacza pierwszy blok programu. W trybie pracy grafiki
jest wyświetlana kompletna tabela w oknie przeglądania dostępnym po naciśnięciu przycisku F2.
(UP ARROW)
PAGE UP
Jest używany do zmiany wyświetlanego obrazu. W edytorze służy do
przesuwania ekranu wyżej, a w trybie pracy grafiki jest używany jako lupa.
(LEFT ARROW)
Używany jest do wyboru indywidualnie edytowanych położeń wewnątrz
edytora, przy czym kursor przesuwa się w lewo. Wybór dowolnej danej w polu
ustawienia. W trybie pracy grafiki okno lupy jest przesuwane w lewo.
(RIGHT ARROW)
Podobnie jak przycisk LEFT ARROW, jednak następuje przesunięcie w
prawo.
49
(DOWN ARROW)
PAGE DOWN
Podobnie jak przycisk UP ARROW, jednak następuje przesunięcie do dołu.
Jest używany do zmiany wskazania, w edytorze do przesunięcia w dół na
ekranie lub w trybie pracy grafiki w celu dostępu do lupy o silniejszym
powiększeniu.
END
Przycisk z funkcją, która jest zależna od otoczenia. Normalnie przesuwa
kursor do niższego położenia na ekranie, co np. przy edytowaniu oznacza
ostatni blok programu.
PRZYCISKI ALFA:
Przyciski ALFA pozwalają użytkownikowi na wprowadzanie 26 liter alfabetu, jak również niektórych
znaków specjalnych.
SHIFT
Przycisk ten umożliwia dostęp do niebieskich znaków klawiatury. Poprzez
naciśnięcie przycisku SHIFT a następnie niebieskiego przycisku, wprowadzone
są do układu sterowania odpowiednie znaki. W układach sterowania ze
zintegrowaną piątą osią będzie wybrana oś B do pracy w trybie JOG, w chwili
gdy zostanie naciśnięty przycisk SHIFT a następnie przycisk +,A.
EOB
Jest to znak końca bloku (end of blok). Na ekranie jest on wyświetlany jako
średnik i oznacza koniec bloku programu. Jest równoznaczny z powrotem
karetki (CR) następującym po podaniu linii.
( )
Nawiasy są używane do oddzielenia poleceń programu CNC od komentarzy
użytkownika. Nawiasy muszą być zawsze wprowadzane parami i mogą, ale nie
muszą, zawierać dodatkowe znaki między nawiasami. Za każdym razem, gdy
przy przenoszeniu programu poprzez interfejs RS-232 pojawi się niewłaściwa
linia kodu, to jest ona wprowadzana w programie w obu nawiasach.
\
Prawy slash jest używany jako wskaźnik usunięcia bloku. Jeśli ten symbol
występuje jako pierwszy w bloku i włączone jest BLOCK DELETE, to ten blok
zostanie zignorowany podczas uruchamiania. Znak ten używany jest również
przy definiowaniu wyrażeń macro.
W niektórych układach sterowania podobnych do układów systemu Fanuc jest
używany znak wygaszania bloku, w celu dokonania wyboru między dwiema
możliwościami w tym samym bloku NC. Przy czym znak wygaszania bloku nie
znajduje się na początku bloku. Na przykład w poniższym bloku NC zostanie
użyte narzędzie nr 1, gdy jest załączona funkcja wygaszania bloku BLOCK
DELETE. Jeżeli funkcja wygaszania bloku jest wyłączona, to zostanie użyte
zostaje narzędzie nr 2.
T1 / T2;
N1 G54;
Nie może być to wykonane z układem sterowania systemu Hass.
Aby taki sam rezultat został osiągnięty, musi zostać użyta pokazana niżej
metoda programowania.
50
/T2 M99;
(T2 zostanie użyty, gdy jest wyłączony blok BLOCK
DELETE)
T1;
(T1 zostanie użyty, gdy jest załączony blok BLOCK
DELETE)
N1 G54;
[ oraz ]
Nawiasy kwadratowe stosuje się w wyrażeniach makro i funkcjach.
PRZYCISKI TRYBU PRACY:
Przyciski trybu pracy znajdują się u góry, po prawej stronie pola obsługi. Za pomocą tych przycisków
może zostać zmieniony sposób pracy obrabiarki sterowanej CNC. Mówi się przy tym o sześciu
podstawowych trybach pracy. Użytkownik może wybrać określony, żądany w danej chwili, tryb pracy
naciskając przycisk w kształcie strzałki znajdujący się po lewej stronie pola. Przez to udostępniane są
przyciski w tym samym rzędzie co naciśnięty przycisk trybu pracy. Inaczej przyciski te nie są
dostępne. Aktualny tryb pracy jest zawsze pokazywany w najwyższej linii, po prawej stronie obok
bieżącego wskazania ekranu.
EDIT
Wybór trybu pracy EDIT.
INSERT
Wprowadzenie do pamięci wejściowej tekstu, w pozycji na której aktualnie
znajduje się kursor. Używany jest również do kopiowania bloków kodu w
programie.
ALTER
Zmienia w pamięci wejściowej odpowiedni tekst w pozycji, na której znajduje się
kursor. Ładuje program MDI do listy programów.
DELETE
Kasuje pozycję, na której znajduje się kursor.
UNDO
Kasowanie lub anulowanie do 10 ostatnich zmian wykonanych w czasie
edytowania.
MEM
Wybór trybu pracy z przebiegiem programu.
SINGLE BLOCK Załączenie trybu pracy pojedynczego bloku. Oznacza to, że po naciśnięciu
przycisku uruchamiającego cykl będzie wykonany tylko jeden blok bieżącego
programu.
DRY RUN
Zostaje ustawiony, aby sprawdzić aktualny ruch maszyny, jednak bez wykonania
obróbki przedmiotu obrabianego. Zaprogramowane szybkości są zastępowane
przez przyciski szybkości w rzędzie pola JOG.
OPT STOP
Załączenie dowolnego zatrzymania. Jeżeli zostało to ustalone w programie M01
oraz nastąpiło uaktywnienie polecenia dowolnego zatrzymania, to program
będzie zatrzymany. Jeżeli wcześniej był już zinterpretowany program złożony z
kilku bloków a został naciśnięty przycisk dowolnego zatrzymania, to kolejne
polecenie programu M01 nie będzie dodane (patrz kod G103).
BLOCK DELETE
Bloki z kreską pochyłą „\” jako pierwszym znakiem zostaną zignorowane albo nie
będą wykonywane, jeżeli ta opcja jest włączona.
1. Przy wyłączonej kompensacji noża, block delete będzie odnosił skutek dwie
linijki po jego naciśnięciu.
2. Przy włączonej kompensacji noża bloki muszą być przetwarzane wcześniej.
Dlatego też block delete nie będzie dawał efektu wcześniej niż po czterech linijkach
za podświetloną linią.
3. Jeśli BLOCK DELETE zmienia stan podczas przetwarzania pierwszego bloku
fazowania i zaokrąglania co najmniej jedna czynność zostanie niewykonana

51
MDI/DNC
Wybór trybu MDI albo trybu DNC.
COOLNT
Załączenie lub wyłączanie chłodziwa.
JOG SPINDLE
Obrót wrzeciona z liczbą obrotów zdefiniowaną przez parametr nr 98 (SPINDLE
JOG RPM).
TURRET FWD
Obrót narzędziowej głowicy rewolwerowej w przód do następnego narzędzia.
Jeżeli w danej chwili magazyn znajduje się na najwyższym numerze narzędzia,
to obraca się on do narzędzia numer 1. Gdy w linii wprowadzania znajduje się
numer narzędzia (Tnn), to magazyn obraca się w przód do podanego numeru
Tnn.
TURRET REV
Obrót narzędziowej głowicy rewolwerowej w tył do następnego narzędzia. Jeżeli
w danej chwili magazyn znajduje się na najniższym numerze narzędzia, to
obraca się on do największego numeru narzędzia. Gdy w linii wprowadzania
znajduje się numer narzędzia (Tnn), to magazyn obraca się wstecz do podanego
numeru Tnn.
HANDLE JOG
Wybór trybu JOG.
.0001,.1
0.0001 cala lub 0.001 mm na przyrost koła ręcznego. Bieg na „sucho“: 0.1
mm/minutę.
.001,1
0.001 cala lub 0.01 mm na przyrost koła ręcznego. Bieg na „sucho“: 10
mm/minutę.
.01,100
0.01 cala lub 0.1 mm na przyrost koła ręcznego. Bieg na „sucho“: 100
mm/minutę.
.1, 100
0.1 cala lub 1 mm na przyrost ręcznego koła elektronicznego. Bieg na „sucho“:
1000 mm/minutę.
ZERO RET
Wybór trybu pracy ZERO RETURN.
AUTO ALL AXES
Dojazd do punktu referencyjnego maszyny we wszystkich osi.
ORIGIN
Wyzerowanie różnorodnych wskaźników oraz liczników.
ZERO SINGLE
AXIS
Dojazd do punktu referencyjnego maszyny pojedynczej osi zdefiniowanej za
pomocą przycisku wyboru osi.
HOME
G28
Wszystkie osie przejeżdżają w trybie biegu szybkiego do położenia
odpowiadającego punktowi referencyjnemu maszyny (brak wyszukiwania).
SINGLE AXIS
HOME G28
Pojedyncza oś X, Z albo B (konik), może być przesunięta w trybie biegu
szybkiego do punktu referencyjnego maszyny / punktu zerowego maszyny.
Obsługujący musi wybrać wcześniej żądaną oś X, Z lub B a potem nacisnąć
przycisk „HOME G28“. Jeżeli przycisk „HOME G28“ został naciśnięty bez
wcześniejszego wyboru osi, to wszystkie aktywne osie maszyny przesuwają się
do punktu zerowego maszyny. Jeżeli wybrana oś jest nieaktywna, to na ekranie
zostanie wyświetlony meldunek błędu „ACHSE INAKTIV“ (Oś nieaktywna).
Jeżeli wybrana oś ma wejść do obszaru ograniczonego przez konika, to na
ekranie pojawi się meldunek błędu „X IN THE WAY” (Ograniczenie osi X) i nie
nastąpi żaden ruch osi.

52
SECOND HOME
Jest to funkcja opcjonalna. Dzięki niej osie mogą być przesuwane w trybie biegu
szybkiego do położenia zapamiętanego w parametrze G129 pamięci punktu
zerowego. Ta funkcja jest aktywna dla każdej osi, dla której bit „2ND HOME
BTN“ ustawiono na wartość 1. Przykładowo, za pomocą tej funkcji można
wprowadzić ciśnienie głowicy narzędziowej głowicy rewolwerowej w celu
wymiany narzędzia w najbardziej korzystnym położeniu. Aby ta funkcja mogła
być użyta, musi być zapamiętane prawidłowe położenie w parametrze
przesunięcia punktu zerowegoG129. Funkcja ta może być używana we
wszystkich trybach pracy, poza trybem DNC.
LIST PROG
Wyświetla na ekranie listę programów głównych i podprogramów
znajdujących się w pamięci.
SELECT PROG
Za jego pomocą zaznaczony program listy programów zostaje wybrany jako
bieżący program. Na liście programów, przed tym bieżącym programem pojawi
się gwiazdka.
SEND RS232
Przeniesienie programów przez interfejs szeregowy RS-232.
RECV RS232
Odbiór programów przez interfejs szeregowy 85232.
ERASE PROGR
Kasowanie bieżącego programu lub programu, który został wyspecyfikowany w
pamięci wejściowej.
PRZYCISKI NUMERYCZNE:
Przyciski numeryczne pozwalają wprowadzać do układu sterowania liczby oraz niektóre
znakispecjalne.
CANCEL
Przycisk CANCEL jest używany do kasowania ostatnio wprowadzonych znaków
w trybie edytowania, jak i wprowadzania w czasie obróbki.
SPACE
Jest to odstęp, który jest używany do formatowania komentarzy wewnątrz
programu.
WRITE / ENTER
Jest to przycisk ogólnego zastosowania. Za każdym razem, gdy użytkownik
musi zmienić daną układu sterowania, przycisk ten musi być naciśnięty.
-,. Używany w celu wyrażenia liczby ujemnej lub ustawienia punktu dziesiętnego.
+,=,
# oraz *
Dostęp do tych symboli jest możliwy, gdy wpierw naciśniecie Państwo przycisk
SHIFT a potem przycisk z odpowiednim symbolem. Znaki te są używane w
wyrażeniach makr.
?,%,$,!,&,
@ oraz :
Dostęp do tych dodatkowych symboli jest również możliwy za pomocą przycisku
SHIFT. Są one używane w komentarzach programu.
53
Istnieje tylko jedna metoda załączania tej maszyny CNC, a mianowicie za pomocą zielonego przycisku
ON leżącego po lewej stronie w górnej części pola obsługi. Wyłącznik główny znajdujący się z tyłu
tokarki musi być załączony przed załączeniem maszyny za pomocą tego przycisku. Przy każdym
przerwaniu zasilania maszyna zostanie wyłączona a wtedy musi być ponownie załączona za pomocą
tego przycisku.
Po załączeniu maszyna musi znaleźć swój stały punkt referencyjny zanim będą mogły mieć miejsce
jakiekolwiek operacje. Naciśnięcie po załączeniu przycisku AUTO POWER UP powoduje ustawienie
tego punktu. Do inicjalizacji systemu może być także użyty tryb pracy ZERO RET, jak również przycisk
AUTO ALL AXES, gdy wszystkie alarmy są skasowane. Pojedyncza oś może być wybrana, gdy
najpierw zostanie naciśnięty przycisk X, Y, Z albo A, a następnie przycisk ZERO SINGL AXIS.
Znalezione w ten sposób położenie służy jako punkt zerowy maszyny.
UWAGA: Po załączeniu maszyna sama nie rozpoznaje swojego położenia
wyjściowego albo swojego ograniczenia osi, dopóki nie przejedzie
do punktu referencyjnego M/C po naciśnięciu przycisków AUTO
POWER UP lub ZERO RET / ALL AXES. Jest to możliwe przy
poruszaniu maszyną w trybie pracy impulsowej za pomocą koła
ręcznego lub przycisków impulsowych przy niskiej wartości
posuwu. Jeżeli maszyna przejedzie w sposób niekontrolowany
w kierunku ujemnym, to może nastąpić uszkodzenie blach
osłonowych lub przeciążenie wrzeciono tocznego. W celu
zapobieżenia temu zjawisku należy niezwłocznie dojechać
maszyną do punktu referencyjnego za pomocą przycisków ZERO
RET albo M/C, zanim będą wykonywane inne czynności.
UWAGA: Narzędziowa głowica rewolwerowa ustawia się zawsze w jednym
położeniu i dopiero później w położeniu głowicy rewolwerowej
określonym przez parametr nr 81
Przycisk HOME G28 należy nacisnąć zawsze po ponownym załączeniu maszyny. Dzięki temu
zostanie najpierw ponownie ustawiona oś Z, potem oś X, wszystko w trybie biegu szybkiego. Przycisk
ten funkcjonuje w każdym trybie pracy. Ręczny przycisk G28 nie działa z pośrednim punktem
zwrotnym, tak jak w przypadku programowanej funkcji G28.
UWAGA: Naprawy silnika, wrzeciona tocznego albo przełącznika
referencyjnego wykonuje się w punkcie referencyjnym maszyny;
powinny być one wykonywane jedynie przez odpowiednio
przeszkolonego technika. Jeżeli punkt referencyjny maszyny nie
jest ustawiony prawidłowo, to może nastąpić najcięższe
uszkodzenie wrzeciona tocznego, blach osłonowych, prowadnic
liniowych albo zmiennika narzędzi.
Maszyna może zostać także tak zaprogramowana, że wyłączy się ona po zakończeniu cyklu (M30)
albo po nastawionym czasie, jeżeli nie jest wymagana jej dalsza aktywność. Są to parametry
użytkownika 1 i 2.
Przy utrzymującym się stanie nadnapięciowym albo przy utrzymującym się przegrzaniu maszyna
zostanie również wyłączona automatycznie. Jeżeli jeden z tych stanów utrzymuje się przez 4,5 minuty,
to maszyna zrealizuje wyżej wymienione wyłączenie automatyczne w ciągu 30 sekund. Jeżeli
wyłączenie rozpoczęło się w wyniku przegrzania, to zostanie wyświetlony alarm 176, a alarm 177
wskazuje na rozpoczęcie procesu wyłączania w wyniku przepięcia.
54
Po każdym przerwaniu zasilania, wraz z naciśnięciem wyłącznika głównego, maszyna zostanie
również wyłączona. Do wznowienia pracy musi być ponownie dostępne napięcie i musi być naciśnięty
przycisk POWER ON.
Na przykład, przy ustawianiu narzędzia i przedmiotu obrabianego powinny być wykonane
następujące prace:
1) Załadujcie Państwo program NC do pamięci układu sterowania. Może to być wykonane ręcznie
za pomocą klawiatury albo za pomocą urządzenia przekazywania danych przez interfejs
danych RS-232.
2)
Zdefiniujcie i przygotujcie Państwo narzędzia, które mają być użyte.
3) Przygotujcie
Państwo uchwyt przedmiotu obrabianego (uchwyt zaciskowy, uchwyt tokarski,
tarcza tokarska).
4) Wybierzcie
Państwo ręczny tryb pracy (JOG) i tabelę korekcji (OFFSET). Umożliwi to Państwu
użycie niżej wymienionych przycisków funkcyjnych znajdujących się w dolnej części
klawiatury. Następujące przyciski są używane: X DIA MESUR, NEXT TOOL; W/Z i Z FACE
MESUR.
Aby ustawić narzędzie do wykonania obróbek zewnętrznych, należy wykonać następujące
czynności:
5) Zamocujcie
Państwo materiał przeznaczony do obróbki.
6) Zróbcie
Państwo wystarczającą ilość miejsca dla wymiany narzędzia. Może to być osiągnięte w
ręcznym trybie pracy z pozycjonowaniem osi za pomocą
zewnętrznych przycisków
ustawiania osi. Osie maszyny mogą być przesunięte do punktu referencyjnego maszyny za
pomocą przycisku funkcyjnego HOME G28.
7) Wybierzcie
Państwo nóż tokarski, pierwsze narzędzie w kolejności obróbki, w linii wprowadzania
wpiszcie dla niego numer położenia narzędzia Tnn a następnie naciśnijcie przycisk NEXT
TOOL. Proces ten powoduje wybór wskazanego narzędzia jako narzędzia bieżącego, kursor
ustawia się w tabeli korekcji na bieżącym narzędziu, a układ sterowania jest przygotowany do
przesunięcia osi X w trybie pracy ręcznej.
Aby zmierzyć korekcję geometrii narzędzia równoległą do osi X należy wykonać następujące
czynności:
8) Uruchomcie
Państwo obracanie wrzeciona i wytoczcie średnicę referencyjną. Wykonajcie
Państwo to toczenie za pomocą elektronicznego koła ręcznego. Do wykonania żądanych
ruchów osi używajcie Państwo zewnętrznych przycisków X/Z. W zasadzie należy zacząć w
pobliżu uchwytu zaciskowego i toczyć od uchwytu zaciskowego. Aby możliwy był pomiar
średnicy zewnętrznej, powierzchnia musi być obrobiona w około 75 %.
9) Wysuńcie Państwo oś Z poza część toczoną, następnie zatrzymajcie wrzeciono oraz zmierzcie
średnicę zewnętrzną.
10) Naciśnijcie Państwo przycisk X DIA MESUR w celu zapamiętania odstępu pomiędzy punktem
referencyjnym maszyny a obrobioną średnicą. Następnie wpiszcie średnicą referencyjną
przedmiotu obrabianego w linii wprowadzania i naciśnijcie przycisk WRITE. Powoduje to
dodanie średnicy (promień) do wartości korekcji, a dzięki temu znane jest położenie ostrza w
środku wrzeciona.
Aby zmierzyć korekcję geometrii narzędzia równoległą do osi Z należy wykonać następujące
czynności:
11) Ustawcie Państwo narzędzie do toczenia powierzchni czołowej. W trybie pracy ręcznej
wybierzcie oś X jako oś aktywną.
12) Załączcie Państwo wrzeciono za pomocą przycisku CW i wykonajcie obróbkę czołową w trybie
pracy ręcznej. Po zakończeniu wyłączcie Państwo wrzeciono.
13) Naciśnijcie Państwo przycisk Z FACE MESUR, aby zapamiętać odstęp pomiędzy punktem
referencyjnym maszyny a powierzchnią czołową (referencja). Jeżeli powierzchnia czołowa nie
odpowiada powierzchni referencyjnej, to może być wprowadzona dodatkowa korekcja.
Wpiszcie Państwo żądaną korekcję w linii wprowadzania i naciśnijcie przycisk WRITE.

55
Aby dalsze narzędzia przymierzyć do obróbki zewnętrznej, należy każdorazowo wybrać
narzędzie i ponownie dojechać nim do powierzchni obrabianych przedmiotu obrabianego:
14) Zróbcie
Państwo wolną przestrzeń w celu wymiany narzędzia jak w pozycji 6.
15) Wybierzcie
Państwo kolejne narzędzie za pomocą przycisku NEXT TOOL jak w pozycji 7.
16) Zarysujcie Państwo ostrzem średnicę (powierzchnię) zewnętrzną przedmiotu obrabianego i
naciśnijcie przycisk X DIA MESUR aby zapamiętać odległość punktu referencyjnego maszyny
od powierzchni przedmiotu obrabianego. Następnie wpiszcie Państwo średnicę przedmiotu
obrabianego w linii wprowadzania oraz naciśnijcie przycisk WRITE.
17) Zarysujcie
Państwo teraz powierzchnię czołową przedmiotu obrabianego i zapamiętajcie odstęp
między punktem referencyjnym maszyny i powierzchnią referencyjną przedmiotu obrabianego
a następnie naciśnijcie przycisk Z FACE MESUR. Wpiszcie Państwo wszystkie potrzebne
korekcje w linii wprowadzania i naciśnijcie przycisk WRITE.
18) Dla
pozostałych zewnętrznych noży tokarskich powtórzcie Państwo punkty od 14 do 18.
Aby ustawić narzędzia do wykonania obróbki wewnętrznej, należy wykonać następujące
czynności:
19) Wybierzcie Państwo wiertło w narzędziowej głowicy rewolwerowej jako aktualne narzędzie
obróbki a potem ustawcie wiertło w środku wrzeciona.
20) Załączcie Państwo wrzeciono i wykonajcie wiercenie odpowiednio głębokie, aby możliwa była
obróbka za pomocą wewnętrznego noża tokarskiego. Wysuńcie Państwo narzędzie z otworu,
aby możliwa była wymiana narzędzia.
21) Wybierzcie Państwo wewnętrzny nóż tokarski po naciśnięciu przycisku NEXT TOOL jak w
punkcie 7.
22) Ustawcie Państwo narzędzie przed otworem z mierzoną średnicą wewnętrzną, wytoczcie
średnicę wewnętrzną za pomocą zewnętrznych przycisków kierunkowych osi Z. Wysuńcie
Państwo narzędzie z otworu i zmierzcie średnicę wewnętrzną. Zapamiętajcie Państwo odstęp
między punktem referencyjnym maszyny a aktualnym położeniem osi X za pomocą przycisku
X DIA MESUR, jak wyżej w punkcie 10.
23) Powtórzcie Państwo czynności z punktów od 14 do 17 dla pozostałych wewnętrznych noży
tokarskich z tą różnicą, że rysujecie Państwo średnicę wewnętrzną a nie średnicę zewnętrzną.
56
Przy ręcznym wprowadzaniu danych możecie Państwo podać dane, które natychmiast mogą być
wykonywane linia po linii bez konieczności używania trybów pracy EDIT i MEM. W tym układzie
sterowania MDI istnieje w pamięci co powoduje, że linie z instrukcjami mogą być obrobione bez
zakłócania Waszego programu głównego załadowanego do pamięci. Dane MDI pozostają zachowane
także wtedy, gdy następuje przełączanie pomiędzy rodzajami pracy albo po jego wyłączeniu.
Edytowanie w MDI jest takie samo jak edytowanie pamięci.
Tryb pracy MDI umożliwia ręczną obsługę chłodziwa, wrzeciona i narzędziowej głowicy rewolwerowej.
Program w MDI może być zapisywany w pamięci tak samo jak normalnie nazwany program. W tym
celu kursor jest ustawiany w pierwszej linii (przycisk HOME), w linii wprowadzania zostaje wpisany
nowy numer programu Onnnn, a następnie jest naciskany przycisk „ALTER”. Dzięki temu nazwa ta
jest wprowadzana na listę programów a zawartość MDI jest kasowana.
Cały program MDI może być skasowany w trybie pracy MDI przez naciśnięcie przycisku ERASE
PROG. Szybsza metoda wyboru narzędzia polega na wpisaniu Tnn i naciśnięciu, zamiast przycisku
INSERT, przycisku TURRET FWD albo TURRET REV. Dzięki temu narzędzie to zostanie wybrane
bezpośrednio.
Jeżeli przycisk MDI zostanie naciśnięty po raz drugi, to układ sterowania przełącza się w tryb pracy
DNC, pod warunkiem, że DNC zostało uaktywnione przez parametr nr 55.
Przy otwartych drzwiach kontrolnych wrzeciono może obracać się z szybkością 500 obrotów na
minutę, jeżeli został naciśnięty wyłącznik bezpieczeństwa znajdujący się z boku pulpitu obsługowego.
Ręczne przesunięcia osi są uzyskiwane przez naciśnięcie przycisku trybu pracy HANDLE JOG oraz
kończące użycie przycisku JOG (praca impulsowa) lub użycia koła ręcznego do przesunięcia osi. Tak
jak przyciski JOG, również koło ręczne jest jednocześnie zwolnione. Ekran zmienia się na tryb
wyświetlania położenia a wskazywana aktywna oś miga.
Aby wykonać ruch konikiem można nacisnąć przycisk wyboru osi „B“ a potem wyzwolić ruch za
pomocą elektronicznego koła ręcznego. Alternatywnie do wykonania ruchu konikiem mogą być użyte
przyciski „TS
←“ lub „TS→“. Jeżeli ruch konika został uaktywniony poprzez naciśnięcie przycisku
„TS
←/TS→“, to uaktywnianie jest możliwe również poprzez naciskanie koła ręcznego.
Szybkość posuwu pracy impulsowej albo rozdzielczość koła ręcznego jest wybierana za pomocą
czterech przycisków znajdujących się po prawej stronie, obok przycisku HANDLE JOG. Istnieje
możliwość wyboru szybkości posuwu pracy impulsowej od 1 mm na minutę aż do 1000 mm na minutę
albo rozdzielczości koła ręcznego od 0.001 mm aż do 1 mm. Osie pomocnicze nie mogą być
ustawiane w trybie pracy impulsowej ręcznie za pomocą pola obsługi znajdującego się z przodu
maszyny. Do tego celu mogą być użyte przyciski impulsowe poszczególnych osi.
57
Tokarki typoszeregu SL mają sześć trybów pracy. Są to:
EDIT
Służy do przeprowadzania ręcznych zmian programu.
MEM
Służy do przebiegu programu, który jest załadowany do pamięci.
MDI/DNC
MDI/DNC jest przyciskiem dwufunkcyjnym. Przy pierwszym naciśnięciu
przycisku jest uaktywniany tryb pracy MDI. Służy on do szybkiego podawania
oraz obróbki sekwencji programu. Po drugim naciśnięciu przycisku zostaje
załączony tryb pracy DNC, jeżeli stan ten został uaktywniony przez parametr
użytkownika nr 55.
ZERO RET
Służy do przesuwania do punktu zerowego maszyny.
HANDLE/JOG
Służy do przesuwania osi za pomocą koła ręcznego albo za pomocą przycisków
JOG.
LIST PROGR Służy do wyświetlenia listy, wysyłania, przyjmowania i kasowanie programów.
Zmiana trybu pracy jest realizowana poprzez naciśnięcie przycisków znajdujących się u góry, po
prawej stronie pola przycisków, które mają wyżej wymienione napisy. Jeżeli operacja jest
uruchomiona, jak np. przebieg programu, to nie możecie Państwo dokonać zmiany trybu pracy aż do
czasu zatrzymania operacji. Sześć przycisków wyboru trybu pracy jest ustawionych pionowo a z
leżących po ich prawej stronie przycisków dostępne są jedynie te przyciski, które odpowiadają
wybranemu trybowi pracy.
Wybór programu jest dokonywany w trybie pracy LIST PROGR. Ten tryb pracy wyświetla programy
dostępne w pamięci oraz umożliwia Państwu wybranie jednego z nich jako programu głównego. Jest
to program, który będzie wykonywany, jeżeli naciśniecie Państwo przycisk START w trybie pracy
MEM. Program oznaczony na ekranie LIST PROGR znakiem „*” jest programem głównym. Wybrany
program jest tym programem, który możecie Państwo zobaczyć w trybie EDIT, i który będzie
wykonywany po naciśnięciu przycisku START w trybie pracy MEM.
W celu wybrania istniejącego programu naciskajcie Państwo przycisk KURSORA ze strzałką do góry
albo ze strzałką do dołu, aż zostanie osiągnięty (podświetlony) żądany program, a następnie
naciśnijcie przycisk SELECT PROGR. Znak „*” przechodzi wtedy na ten program.
W celu wybrania nowego programu (utworzenie nowego programu) lub wybrania już istniejącego
programu możecie Państwo również wpisać za pomocą klawiatury ciąg znaków Onnnn a potem
nacisnąć przycisk SELECT PROG.
W pamięci tego układu sterowania może być zapisanych równocześnie maksymalnie 200 programów.
58
Zanim będziecie Państwo mogli uruchomić program, to musi on być załadowany do pamięci bieżącej.
W celu wyboru programu naciśnijcie Państwo przycisk trybu pracy LIST PROGR. Użyjcie Państwo
KURSORA, aby znaleźć żądany program, a następnie naciśnijcie przycisk SELECT PROG. Lista
programów zawiera nazwy programów oraz pierwszy komentarz. Jeżeli układ sterowania był
wyłączony, to program ten automatycznie znajdzie się w pamięci bieżącej i będzie wybrany.
Jeżeli maszyna dopiero co została załączona, to musicie Państwo najpierw nacisnąć przycisk AUTO
POWER UP. Dzięki temu zostaną zainicjowane wszystkie osie i narzędziowa głowica rewolwerowa,
będą wyświetlone bieżące polecenia, maszyna zostanie przełączona w tryb pracy MEM, a układ
sterowania jest wtedy przygotowany do pracy. Naciśnięcie przycisku CYCLE START znajdującego się
po lewej stronie na dole pola obsługi powoduje rozpoczęcie wykonywania programu.
W celu uruchomienia programu w innym miejscu niż od początku naciskajcie Państwo przycisk ze
strzałką w dół lub przycisk PAGE DOWN znajdujące się na klawiaturze, aż dojdziecie do numeru
bloku oznaczającego żądany punkt startowy. W celu uruchomienia programu naciśnijcie Państwo
przyciski MEM i CYCLE START. Funkcja „Programm Restart” (Restart programu) uaktywniana przez
parametr użytkownika nr 36 zmieni sposób przebiegu programu, gdy wykonywanie programu
rozpoczynacie Państwo w innym miejscu niż od pierwszego bloku. Ustawienie z opisem „Programm
Restart ON” (Restart programu ZAŁ)” zapewnia, że zostanie wybrane prawidłowe narzędzie oraz
prawidłowe położenie osi, gdy uruchamiacie Państwo program w innym miejscu niż od początku.
Jeżeli w programie występują błędy, to zostanie wyzwolony alarm a przebieg programu zostanie
zatrzymany. Typowe alarmy to wartości graniczne ruchu, jak również brakujące kody I, J i Q. Próby
wykonania posuwu poza ograniczenie osi również prowadzą do wyzwolenia alarmu.
Jeżeli przy obróbce powstają gorące wióry, to powinno być używane chłodziwo.
Przy każdym przebiegu programu przy dolnej krawędzi ekranu pojawia się meldunek RUNNING.
Jeżeli go tam nie ma, to program jest zakończony, został przerwany przez operatora albo został
zatrzymany w wyniku błędu.
Funkcja „Program Restart” (Restart programu) może być uaktywniona przez parametr użytkownika.
Umożliwia ona ponowny start programu od innego miejsca niż pierwszy blok. Odbywa się to w trybie
pracy MEM przez naciśnięcie przycisków KURSORA ze strzałką w górę i strzałką w dół w celu
wyboru bloku, od którego ma być uruchomiona operacja, jak również przez naciśnięcie przycisku
CYCLE START. Jeżeli funkcja „Program Restart” (Restart programu) jest załączona, to interpretacja
programu zaczyna się od pierwszego bloku, jednak nie powoduje to żadnego ruchu maszyny, aż do
momentu rozpoczęcia wykonywania bloku wybranego do ponownego uruchamiania. Wtedy osie i
narzędzie zostaną przesunięte do właściwego położenia i od tego momentu zostanie wznowiona
normalna operacja.
Istnieją różne metody zatrzymywania programu. Do nich zalicza normalne oraz nietypowe
zatrzymania, jak również zatrzymania, które są spowodowane wystąpieniem alarmu.
1) Normalne
zakończenie przy M00, M01, M02 albo M30.
2) Zatrzymanie posuwu (FEED HOLD) przez operatora. Przez jeszcze jedno naciśnięcie przycisku
START posuw może być wykonywany dalej.
3) Zatrzymanie pojedynczego bloku (SINGLE BLOCK) po jego wyborze przez operatora. Jeszcze
jedno naciśnięcie przycisku START powoduje, że blok może być wykonywany dalej.
59
Nietypowymi zatrzymaniami są:
1) Ponowne uruchomienie (Reset) przez operatora
W jego wyniku zostaną zatrzymane zarówno wszystkie przesunięcia osi, jak również narzędziowej
głowicy rewolwerowej, a wrzeciono i pompa chłodziwa zostaną wyłączone. Obróbka programu nie
może być wznowiona od punktu zatrzymania. Jeżeli parametr użytkownika nr 31 jest ustawiony na
ON, to układ sterowania przeskoczy z powrotem do początku programu.
2) Zatrzymanie
awaryjne
W jego wyniku będą zatrzymane wszystkie przesunięcia osi, serwomotory zostaną zablokowane,
narzędziowa głowica rewolwerowa zostanie zatrzymana a wrzeciono i pompa chłodziwa zostaną
wyłączone. Obróbka programu nie może być wznowiona od punktu zatrzymania. Dzięki niemu
zostanie zatrzymany również ruch możliwych osi pomocniczych. W celu skasowania alarmów i
ponownego uruchomienia przycisk RESET musi być naciśnięty co najmniej dwukrotnie.
3) Stan
alarmowy
Stan ten może zawsze pojawić się wtedy, gdy w czasie wykonywania programu wystąpi alarm.
Ponieważ program nie może być ponownie uruchomiony przed naciśnięciem przycisku RESET, to
obróbka programu nie może być wznowiona od punktu zatrzymania. Alarmy mogą być
spowodowane przez błędy programowania lub przez błędy maszyny. W celu sprawdzenia
swojego programu pod kątem występowania błędów użyjcie Państwo wcześniej trybu pracy
symulacji grafiki.
4) Wyłączanie
Stan ten powoduje zatrzymanie wszystkich silników maszyny w ciągu jednej sekundy, jednak nie
gwarantuje zachowania stanów maszyny po jej ponownym załączeniu.
Wyłącznik zatrzymania awaryjnego w stanie normalnym jest zamknięty. Jeżeli wyłącznik zostanie
otworzony albo uszkodzony, to doprowadzenie prądu do napędów będzie błyskawicznie przerwane.
Zostanie również zatrzymana narzędziowa głowica rewolwerowa, napęd wrzeciona i pompa
chłodziwa. Wyłącznik zatrzymania awaryjnego przerywa dopływ prądu także wtedy, gdy wyłącznik
zostanie otwarty tylko na czas 0.005 sekundy.
UWAGA: Sposób działania wyłącznika zatrzymania awaryjnego może być
zmieniony przez parametr maszyny nr 57 opisany „POF AT E-
STP”. Jeżeli bit będzie ustawiony na 1, to zostaną przerwane
wszystkie dopływy prądu.
Normalnie proces wymiany narzędzia nie powinien być przerwany w wyniku zatrzymania awaryjnego,
gdyż w takim wypadku głowica rewolwerowa nie znajduje się w pozycji podstawowej i musiałaby być
przesunięta do położenia krańcowego w jakiś dodatkowy sposób.
Wszystkie meldunki błędów pochodzące od narzędziowej głowicy rewolwerowej mogą być usunięte w
prosty sposób. Najpierw należy usunąć przyczyny mechaniczne a na końcu muszą być skasowane
meldunki błędów za pomocą przycisku RESET. Następnie należy wybrać funkcję „ZERO RETURN”
(Akceptacja zera) i nacisnąć przycisk AUTO ALL AXES.
Jeżeli głowica rewolwerowa jest zakleszczona, to proces przesuwania zostanie przerwany a na
ekranie zostanie pokazany meldunek błędu. W tym wypadku należy nacisnąć przycisk zatrzymania
awaryjnego, a przyczyny przerwania muszą być usunięte. Dalsze postępowanie jest takie, jak opisane
powyżej. Jeżeli nie pracujecie Państwo narzędziową głowicą rewolwerową i nie zatrzymujecie się
w obszarze zagrożenia głowicy rewolwerowej, to przycisk zatrzymania awaryjnego nie musi być
naciśnięty.

60
Lampki sygnalizacyjne znajdujące się na pulpicie obsługi umożliwiają użytkownikowi wizualne
nadzorowanie na odległość stanów maszyny.
W czasie normalnego działania świeci się ciągle zielona lampka.
Zielona
lampka sygnalizacyjna miga, gdy obsługujący nacisnął przycisk FEED HOLD
albo gdy układ sterowania osiągnął koniec bloku w trybie pracy programu z
pojedynczym blokiem. Także wtedy, gdy układ sterowania jest pod wpływem
funkcji dodatkowych M00, M01, M02 lub M30.
Czerwona
lampka sygnalizacyjna miga po wygenerowaniu meldunku błędu albo gdy został
naciśnięty przycisk zatrzymania awaryjnego.
Jeżeli układ sterowania znajduje się w stanie neutralnym (RESET), to lampki sygnalizacyjne są
zgaszone.
61
W czasie używania innych funkcji niż funkcje pomocnicze i meldunkowe przy dolnej krawędzi ekranu
są wyświetlane znaki wprowadzane za pomocą przycisków alfanumerycznych. Nazywa się to linią
wprowadzania danych. Jeżeli linia zawiera to, co ma być wpisane, to naciśnijcie Państwo odpowiednio
przycisk WRITE (Zapisz), ALTER (Zmień) albo INSERT (Wprowadź).
Jeżeli został wybrany ekran HELP (Pomoc), to przyciski alfanumeryczne służą do wyboru tematu. Z
tego powodu nie są one wyświetlane w linii wprowadzania danych ekranu.
Jeżeli została wybrana funkcja meldunkowa, to kursor jest ustawiany na ekranie i możecie Państwo
pisać bezpośrednio na nim.
W celu utworzenia nowego programu musicie Państwo znaleźć się na ekranie programu (PROGRAM
DISPLAY) oraz w trybie pracy LIST PROG. Wpiszcie Państwo O (litera, nie liczba), jak również
czteropozycyjny numer programu i naciśnijcie przycisk SELECT PROG. Wybrany program jest
programem głównym (Main) i jest tym, który możecie Państwo obejrzeć w trybach pracy MEM i EDIT.
Naciśnijcie Państwo przycisk EDIT, aby zobaczyć nowy program. Nowy program jest złożony tylko z
linii Onnnn i EOB (;). Wszystkie dalsze dane są wprowadzane przez wpisywanie litery wraz
z wartością numeryczną oraz kończące naciśnięcie przycisku INSERT, ALTER lub WRITE. Wszystkie
elementy wprowadzane do programu są albo daną adresową (litera alfabetu a następnie liczba), albo
komentarzem (tekst umieszczony w nawiasach) lub znakiem końca bloku (End-Of-Block = EOB lub ;).
Przyciski KURSORA ze strzałką w górę i ze strzałką w dół mogą być używane do wyszukiwania
wprowadzonych wartości. Po prostu w najniższej linii wpiszcie Państwo wartość, która ma być
znaleziona i naciśnijcie przycisk KURSORA ze strzałką w górę lub ze strzałką w dół. Za pomocą
przycisku KURSORA ze strzałką w górę szukacie Państwo wprowadzonego elementu wstecz, aż do
początku programu, a za pomocą przycisku KURSORA ze strzałką w dół szukacie Państwo
wprowadzonego elementu w przód, aż do końca programu. Funkcja wyszukiwania jest aktywna
również w trybie pracy MEM. Jeżeli wpiszecie Państwo literę bez liczby, to wyszukiwanie zatrzymuje
się przy pierwszym wystąpieniu tej litery wraz z jakąkolwiek liczbą.
UWAGA: Należy zwrócićuwagę przy tym, że po naciśnięciu przycisku
INSERT nowe dane zostają wprowadzone po zaznaczonych
danych (negatyw). Za pomocą przycisków KURSORA ze strzałką
w górę, strzałką w dół, strzałką w lewo i strzałką w prawo może być
wybrany zaznaczony element. Przyciski PAGE UP (Strona w górę)
oraz PAGE DOWN (Strona w dół) przesuwają o większy dystans, a
za pomocą przycisków HOME i END można wykonać skok do
początku albo na koniec programu. Wszystkie te przyciski są
aktywne w trybach pracy EDIT, MEM i MDI.
Komentarz może być edytowany, dzięki czemu nie jest konieczne powtórne wprowadzanie jeszcze raz
całego komentarza. Po prostu przesuńcie Państwo kursor tam, gdzie mają być zmienione znaki,
wpiszcie nowe znaki oraz naciśnijcie przycisk ALTER, INSERT albo DELETE.
Po utworzeniu programu jego nazwa może być bardzo łatwo zmieniona, można zmienić ciąg znaków
Onnnn znajdujących się w pierwszej linii.
Jeżeli maksymalna liczba programów jest już dostępna, to zostanie wyświetlony meldunek „DIR FULL”
(Katalog pełny) i program nie może być utworzony. Maksymalna liczba programów w pamięci wynosi
200.

62
Tryb pracy EDIT służy do wprowadzania zmian w programie, który już znajduje się w pamięci. Jeżeli
program jeszcze nie istnieje, to zostanie on utworzony w trybie pracy LIST PROG. Nowoutworzony
program zawiera tylko nazwę programu Onnnn oraz kod EOB.
Aby wejść w tryb pracy EDIT naciśnijcie Państwo przycisk EDIT. Na ekranie zostanie wyświetlony
aktualny program. Jeżeli nie istnieje jeszcze żaden plik programu, to zostanie wyświetlony program
O0000. W celu zmiany nazwy programu przesuńcie Państwo kursor do istniejącego ciągu znaków
Onnnn, wpiszcie literę „O” a następnie liczbę złożoną z czterech cyfr, np. O1234, a potem naciśnijcie
przycisk ALTER. U góry, po prawej stronie ekranu pojawi się nowy numer programu. Państwa dane
pojawiają się najpierw na dole, po lewej stronie ekranu a następnie zostaną przeniesione do górnej
części ekranu poprzez naciśnięcie przycisku INSERT, ALTER albo WRITE.
W celu wprowadzenia programu za pomocą klawiatury wpiszcie Państwo wymagane dane a później
naciśnijcie przycisk INSERT. Przed naciśnięciem tego przycisku można wprowadzić więcej niż tylko
jeden kod, np. X, Y i Z. Po zakończonym wprowadzaniu programu możecie Państwo także zmieniać
dane. Za pomocą przycisków KURSORA przesuńcie Państwo kursor na to słowo, które chcecie
edytować. Wpiszcie Państwo żądaną przez siebie zmianę na dole, po lewej stronie ekranu, a
następnie naciśnijcie przycisk ALTER, INSERT lub DELETE w celu zmiany danych. Za pomocą
przycisku UNDO możecie Państwo przywróć stan przed zmianami. Przycisk UNDO jest aktywny tylko
dla ostatnich dziewięciu wprowadzeń.
Za pomocą przycisków KURSORA ze strzałką w górę oraz ze strzałką w dół można wyszukiwać
wprowadzone wartości. Po prostu w najniższej linii wpiszcie Państwo wartość, która ma być
znaleziona i naciśnijcie przycisk KURSORA ze strzałką w górę lub ze strzałką w dół. Za pomocą
przycisku KURSORA ze strzałką w górę szukacie Państwo wprowadzonego elementu wstecz, aż do
początku programu, a za pomocą przycisku KURSORA ze strzałką w dół szukacie Państwo
wprowadzonego elementu w przód, aż do końca programu. Funkcja wyszukiwania jest aktywna
również w trybie pracy MEM. Jeżeli wpiszecie Państwo literę bez liczby, to wyszukiwanie zatrzymuje
się przy pierwszym wystąpieniu tej litery wraz z jakąkolwiek liczbą.
W trybie pracy EDIT może zostać uaktywniony inny program NC, jeżeli w linii wprowadzania zostanie
wpisany żądany numer programu Onnnn a następnie zostanie naciśnięty przycisk KURSORA ze
strzałką w górę lub w dół, albo przycisk F4.
Jako opcja, do przesuwania kursora w czasie edytowania może być użyte koło ręczne. Parametr nr 57
służy do załączania tej funkcji. W stanie załączonym koło ręczne zachowuje się tak, jak przyciski
KURSORA ze strzałką w lewo i ze strzałką w prawo.
Edytowanie w tle jest możliwe dla tej maszyny. Wszystkie wyżej wymienione funkcje edycyjne mogą
być realizowane podczas wykonywania programu w trybie MEM. Opis dla edytowania w tle znajduje
się w następnym rozdziale.
Meldunki błędów przy edytowaniu:
Guarded Code
Próbujecie Państwo usunąć ciąg znaków Onnnn w
uruchomionym programie.
Bad Code
Linia zawiera nieprawidłowe dane albo komentarz dłuższy niż
80 znaków.
Editing Error
Wcześniejszy proces edytowania nie jest zakończony; usunąć
problem lub nacisnąć przycisk UNDO.
Bad Name Program
Nazwa programu Onnnn jest nieprawidłowa lub jej brak.
Invalid Number
Liczba z kodem alfabetycznym jest nieprawidłowa.
Block Too Long
Blok może zawierać tylko 256 znaków.
No Code
Wykonano proces wprowadzania, lecz bez wpisania
wprowadzanej danej.
Canít Undo
Można wycofać tylko dziewięć ostatnich nowych zmian.
End Of Prg
Znak końca programu EOB nie może być skasowany.
63
Ta maszyna jest standardowo dostarczana z możliwością prowadzenia trybu BACKGROUND EDIT.
Dzięki temu możecie Państwo edytować program w czasie, gdy wykonywany jest inny program. Tryb
BACKGROUND EDIT może być dozwolony oraz zablokowany przez parametr nr 57.
Tryb BACKGROUND EDIT jest wybierany w trybie pracy MEM na ekranie PROGRAM DISPLAY,
jeżeli zostanie wprowadzony ciąg znaków Onnnn programu przeznaczonego do edytowania
a następnie zostanie naciśnięty przycisk F4. Jeżeli Państwo nie wpiszecie ciągu znaków Onnnn, to
zamiast tego otrzymacie ekran PROGRAM REVIEW.
Jeżeli znajdujecie się Państwo w trybie BACKGROUND EDIT, to możecie wykonywać dowolne
operacje dostępne w trybie pracy EDIT. W ostatnich pięciu liniach ekranu jest jednak wyświetlany stan
bieżącego programu a górna linia pokazuje nazwę i liczbę linii bieżącego programu.
Po wybraniu innego ekranu albo po naciśnięciu przycisku F4 wyjdziecie Państwo z trybu
BACKGROUND EDIT. W celu wyświetlenia listy programów dostępnych w pamięci została dołączona
nowa funkcja ekranowa, umożliwiająca obejrzenie listy programów podczas wykonywania programu.
Ekran nazywa się LIST. Jest on wybierany w czasie wykonywania programu poprzez naciśnięcie
przycisku LIST PROG. Ekran jest taki sam, jak ten w trybie pracy LIST PROG, jednak funkcje
wysyłania, przyjęcia, kopiowania, wybierania albo kasowanie nie są dostępne.
W trybie BACKGROUND EDIT przycisk CYCLE START nie może być naciskany. Jeżeli program NC
zawiera funkcję M00, to tryb BACKGROUND EDIT musi być opuszczony, aby w trybie pracy MEM
można było nacisnąć przycisk CYCLE START.
Wszystkie zmiany przeprowadzane w trybie BACKGROUND EDIT są zapisywane w innym obszarze
pamięci, aż do momentu zatrzymania bieżącego programu. Oznacza to, że możecie Państwo
edytować właśnie wykonywany program albo jego podprogramy, i że zmiany te nie wpływają na
bieżący program.
Przy pierwszym wybraniu programu dla trybu BACKGROUND EDIT otrzymacie Państwo meldunek
PROG EXISTS, jeżeli program znajduje się już w pamięci, albo NEW PROG, gdy nie jest on jeszcze
dostępny. Meldunek NEW PROG oznacza, że program został załadowany ale pierwotnie jest pusty.
W obu wypadkach możecie Państwo potem program edytować. Przy drugim wybraniu programu dla
trybu BACKGROUND EDIT bez zatrzymywania bieżącego programu otrzymacie Państwo meldunek
SECOND EDIT.
Jeżeli znajdujecie się Państwo w trybie BACKGROUND EDIT a bieżący program został zakończony,
to ekran zmienia się automatycznie na ekran PROGRAM DISPLAY i zostanie wyświetlony właśnie
skończony program. W celu kontynuacji edytowania swojego programu musicie Państwo wybrać tryb
pracy LIST PROG a następnie w trybie pracy EDIT przejść do ekranu.
Trybem BACKGROUND EDIT nie dysponuje się w trybach pracy MDI i DNC.
64
Aby możliwe było skasowanie istniejącego programu NC, musicie Państwo wybrać tryb pracy LIST
PROG. Programy NC są tutaj wyświetlone wraz ze swoimi numerami programu. Za pomocą
przycisków UP i DOWN można zaznaczyć żądany program NC za pomocą kursora. Można także
wpisać numer programu w miejscu migającego kursora, a tak zaznaczony program NC można
skasować za pomocą przycisku ERASE PROG.
Wszystkie programy NC mogą być skasowane za pomocą jednego polecenia, jeżeli kursor znajdzie
się na polu ALL i zostanie naciśnięty przycisk ERASE PROG. Uwaga: skasowane programy NC nie
mogą być ponownie przywrócone za pomocą funkcji UNDO.
Przyciski F1, F2, F3 i F4 służą do przeprowadzania różnorodnych funkcji, w zależności od tego, który
ekran i tryb pracy jest wybrany. Na zakończenie nastąpi krótki przegląd przycisków Fn:
F1
W trybie pracy EDIT i na ekranie PROGRAM DISPLAY jest dzięki niemu uruchomione
definiowanie bloku.
W trybie pracy LIST PROG przycisk F1 kopiuje już napisany program i zapisuje go pod nową
nazwą podaną w linii poleceń.
Na ekranie Offset przycisk F1 ustawia wprowadzoną wartość jako daną odwzorowania.
F2
W trybie pracy EDIT i na ekranie PROGRAM DISPLAY jest dzięki niemu kończone definiowanie
bloku.
W tabeli korekcji OFSET za pomocą przycisku F2 wprowadzona wartość ujemna jest
zapisywana w tabeli.
F3
W trybach pracy EDIT i MDI przycisk F3 przekopiowuje zaznaczoną linię pomocniczą dla ruchu
po okręgu do linii wprowadzania danych znajdującej się przy dolnej krawędzi ekranu. Jest to
wtedy przydatne, gdy chcecie Państwo zastosować rozwiązanie, które było już opracowane dla
ruchu po okręgu. Aby tę linię poleceń wprowadzić do swojego programu, naciśnijcie Państwo
przycisk INSERT (Wprowadź).
W funkcji kalkulatora pomocniczego przycisk ten kopiuje wartość znajdującą się w oknie
kalkulatora do zaznaczonego wejścia danych pomocniczej funkcji trygonometrycznej albo funkcji
kształtu okręgu.
F4
W trybie pracy MEM i na ekranie PROGRAM DISPLAY jest dzięki niemu wybierany albo tryb
BACKGROUND EDIT, albo tryb PROGRAM REVIEW. Tryb BACKGROUND EDIT jest
wybierany przez podanie ciągu znaków Onnnn z numerem programu planowanego do
edytowania. Tryb BACKGROUND EDIT może być uaktywniony tylko w bieżącym programie NC.
Tryb PROGRAM REVIEW jest wybierany poprzez naciśnięcie jedynie przycisku F4. Dzięki temu,
po lewej stronie ekranu wyświetlany jest podgląd bieżącego programu, a po prawej stronie
ekranu programujący może obejrzeć własny program.
W funkcji kalkulatora pomocniczego przycisk ten służy do ładowania, dodawania, mnożenia i dzielenia
zaznaczonej wartości danej trygonometrycznej, danej kształtu okręgu albo toczenia za pomocą
kalkulatora.
65
W czasie edytowania możecie Państwo w zasadzie ponownie przywrócić wszystkie zmiany albo
procesy edytowania, które wykonaliście. Po każdym naciśnięciu przycisków INSERT, ALTER albo
DELETE jest zapamiętywany stan oryginalnego bloku i może być on przywrócony ponownie przez
naciśnięcie przycisku UNDO. W rzeczywistości, poprzez naciskanie przycisku UNDO można
przywrócić ostatnich dziewięć zmian w kolejności odwrotnej niż przy ich wprowadzaniu. Każde
naciśnięcie przycisku UNDO powoduje cofnięcie jednej zmiany.
Przycisk UNDO może być używany w trybach pracy EDIT, BACKGROUND EDIT i MDI. Jeżeli jednak
chcecie Państwo przełączyć się pomiędzy trybami pracy EDIT i MDI, to nie możecie używać przycisku
UNDO, gdyż zostanie skasowana lista zapamiętanych danych.
Operacje na blokach mogą być przeprowadzane na grupie złożonej z więcej niż jednego bloku
programu. Do tych operacji należą: kopiowanie bloku, przesuwanie bloku oraz kasowanie bloku. Przed
zaznaczeniem bloku, na dole ekranu, po jego prawej stronie pokazywana jest metoda określania
bloku: przycisk F1 należy nacisnąć, gdy kursor znajduje się w pierwszej linii bloku, a przycisk F2, gdy
kursor znajduje się w ostatniej linii bloku.
Jeżeli blok jest już zdefiniowany, to jest on pokazywany w negatywie, a następnie na dole, po prawej
stronie ekranu jest pokazywany sposób postępowania z blokiem: przycisk INSERT służy do
kopiowania zdefiniowanego bloku w miejscu ustawienia kursora, przycisk DELETE służy do
kasowania bloku, za pomocą przycisku ALTER blok jest przesuwany, a przycisk UNDO kasuje
definiowanie bloku.
Jeżeli blok jest już zdefiniowany, to kursor jest wyświetlany z symbolem „>“, który zawsze znajduje się
na początku linii. Jeżeli blok jest kopiowany albo przesuwany, to linie są dołączane po bloku
zaznaczonym za pomocą kursora. Za pomocą funkcji blokowych mogą być przesuwane tylko całe linie
poleceń.
Fragmenty programu NC mogą zostać skopiowane do innego programu NC. W tym celu żądany
fragment musi być zaznaczony za pomocą przycisków F1 i F2.
Jeżeli fragment jest już oznaczony, to należy wybrać plik docelowy, przy czym może to być już
istniejący program NC albo nowo otwierany program NC. Następnie kursor musi być ustawiony w
miejscu, gdzie fragment programu ma być przekopiowany. Na zakończenie, proces kopiowania musi
być uaktywniony poprzez naciśnięcie przycisku INSERT albo WRITE. Ostatni blok NC kopiowanego
fragmentu pozostaje w bieżącym bloku. Tryb kopiowania będzie zaniechany po naciśnięciu przycisku
UNDO.
Bloki NC mogą być kopiowane z programu NC do programu MDI, ale żadne bloki NC z programu MDI
nie mogą być kopiowane do innego programu NC. Nazwa pliku MDI może zostać zmieniona, a sam
plik może być dalej używany jak normalny program NC.
66
Programy są wysyłane i odbierane poprzez górny interfejs RS-232, który znajduje się z tyłu szafki
sterowniczej. Zwróćcie Państwo uwagę, że wyraźnie mówi się tu o górnym gnieździe. Wszystkie dane
są wysyłane oraz odbierane w kodzie ASCII. W celu używania tego gniazda interfejsu potrzebujecie
Państwo kabla i wtyczki z następującymi stykami:
Styk #1
Uziemienie ekranu,
Styk #2
TXD - dane wysyłane,
Styk #3
RXD - dane odbierane,
Styk #4
RTS (opcjonalnie),
Styk #5
CTS (opcjonalnie),
Styk #7
Uziemienie ekranu.
Przewody dla RD-232 muszą być ekranowanie.
Poniższa lista określa maksymalne prędkości transmisji związane z długością przewodu. Lista ta
zakłada ekranowanie i brak dodatkowego wzmocnienia sygnału.
9,600 bodów: 100 stóp (30m) RS-232
38,400 bodów: 25 stóp (8m) RS-232
115200 bodów: 6 stóp (2m) RS-232
Możliwe jest używanie przejściówek z RS-232 na RS-422 na każdym końcu przewodu aby umożliwić
transmisje z prędkością 115,200 bodów przy dłuższym przewodzie. Przewód dobrej jakości znacznie
zwiększa niezawodność i zwiększa maksymalną odległość. Dla prędkości 115,200 należy stosować
procesor pentium.
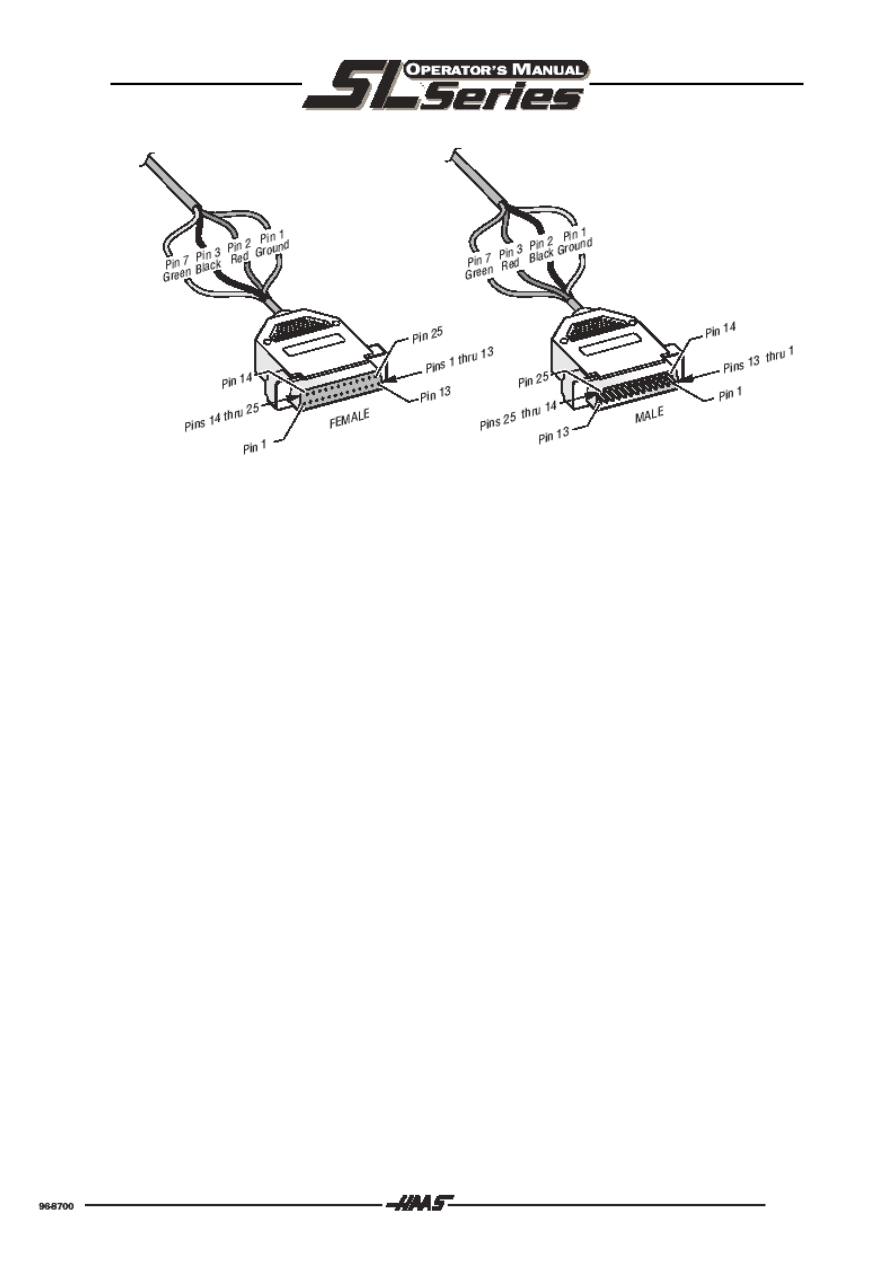
67
Wszystkie pozostałe styki są opcjonalne i normalnie nie są obłożone. Wtyczka interfejsu RS-232 jest
wtyczką typu DB-25 i jest przyłączana jako DTE. Oznacza to, że wysyłamy dane przez żyłę TXD a
odbieramy przez żyłę RXD. Jeżeli nie jest to zrozumiałe, to Wasz przedstawiciel chętnie to Państwu
wytłumaczy. Najprostszym połączeniem byłoby połączenie z komputerem osobistym (PC) typu IBM,
które może być zrealizowane za pomocą standardowego kabla z wtyczką typu DB-25 rodzaju
„męskiego” po jednej stronie i z wtyczką typu DB-25 rodzaju „żeńskiego” po drugiej stronie. Styk nr 2
po jednej stronie jest łączony ze stykiem nr 3 po drugiej stronie, styk nr 3 ze stykiem nr 2 a styk nr 7 ze
stykiem nr 7.
Wszystkie dane przesyłane poprzez interfejs RS-232 są podawane w kodzie ASCII, jednak liczba
bitów, sposób ustalanie parzystości i szybkość przenoszenia mogą być zmieniane przez parametry
użytkownika. Liczba bitów danych jest wybierana przez parametr użytkownika nr 37 albo jako 7, albo
8. Parzystość jest wybierana przez parametr użytkownika nr 12, który może być ustawiony jako
BRAK, PROSTA, ZŁOŻONA albo ZERO. Przy parzystości typu ZERO bit parzystości jest zawsze
ustawiony na 0. Szybkość przekazywania danych jest wybierana przez parametr użytkownika nr 11.
Jeżeli połączenie z komputerem zostało już utworzone oraz sprawdzone, to zmieńcie Państwo na
ekranie ustawień szybkość przenoszenia, liczbę bitów zatrzymywania, format końca bloku (EOB), jak i
parametry kierunkowe zgodnie ze swoimi wymaganiami.
Wszystkie programy przenoszone do układu sterowania muszą zaczynać się linią zawierającą
pojedynczy znak % a muszą kończyć się linią także zawierającą pojedynczy znak %. Wszystkie
programy przenoszone przez układ sterowania muszą zawierać te znaki %.
W celu odebrania programu naciśnijcie Państwo przycisk LIST PROG. Przesuńcie Państwo kursor na
słowo ALL, naciśnijcie przycisk RECV RS-232, a układ sterowania odbierze wszystkie programy
główne i podprogramy aż do znaku %, który oznacza koniec wprowadzania. Zwróćcie Państwo
uwagę, że przy używaniu komendy „ALL” wszystkie Wasze programy muszą posiadać adres Oxxxx w
celu rejestracji. Jeżeli nie znacie Państwo numeru programu, to przed naciśnięciem przycisku RECV
RS-232 wpiszcie dowolny numer programu, a program zostanie zapamiętany pod tym numerem.
Możecie Państwo wybrać do wysłania także istniejący program, a zostanie on wymieniony. Za
pomocą znaku EOF kodu ASCII (kod 04) przesyłanie również może być zakończone. W nazwie
programu zamiast znaku O może być użyty dwukropek (:), jest on jednak zawsze przedstawiany jako
O.

68
Jeżeli dane są odbierane przez interfejs danych RS-232, to na ekranie pokazywane są następujące
komunikaty:
WAITING
jeżeli uaktywniona została funkcja RECV RS-232,
LOADING XXX
jeżeli odebrany został pierwszy znak %, interfejs pracuje w trybie XMODEM,
załadowane jest XXX aktualnego bloku NC,
LOADING Onnnn
jeżeli została odebrana nazwa programu,
RS-232 DONE
jeżeli dane zostały przeniesione i został odebrany drugi znak %,
RS-232 ABORT
jeżeli przenoszenie danych było przerwane w nietypowy sposób.
W tym układzie sterowania jednorazowo można zapamiętać maksymalnie 200 programów.
Aby wybrać program w celu jego wysłania użyjcie Państwo kursora w taki sam sposób jak opisany
powyżej, a potem naciśnijcie przycisk SEND RS-232. Możecie Państwo wybrać polecenie „ALL”, aby
przenieść do pamięci wszystkie programy. Ustawienie może być załączone, aby wprowadzić do
wysyłania za pomocą interfejsu RS-232 puste znaki (spacje), w celu polepszenia czytelności Państwa
programów.
Parametr użytkownika nr 14 może być definiowany jako XON/XOFF, RTS/CTS, DC CODES albo
XMODEM. Parametry użytkownika, parametry maszyny, wartości odwzorowania, zmienne makr mogą
być przenoszone poprzez interfejs RS-232 również indywidualnie w trybie pracy LIST PROG, jeżeli
został wybrany wymagany ekran i naciśnięty przycisk SEND. Odbiór ustanawia się wówczas poprzez
naciśnięcie przycisku RECV. Przenoszenie może zostać zatrzymane za pomocą znaków XON/XOFF
albo RTS/CTS.
Parametry maszyny i użytkownika, wartości korekcji oraz pamięć zmiennych mogą być wysyłane i
odbierane przez interfejs danych RS-232 indywidualnie. Żądane dane są wybierane a następnie
wysyłane albo odbierane poprzez naciśnięcie odpowiedniego przycisku „RECV” albo „SEND”.
Następujące parametry użytkownika sterują przenoszeniem danych:
11
SZYBKOŚĆ PRZENOSZENIA (BAUD RATE),
12
PARZYSTOŚĆ,
13
BITY ZATRZYMANIA,
14
SYNCHRONIZACJA,
24
KOMPRESJA,
25
ZNAK KOŃCA BLOKU,
37
LICZBA BITÓW DANYCH.
Znak EOB (średnik) normalnie nie jest przenoszony przez interfejs RS-232. Jeżeli zostanie on
odebrany przez interfejs wejściowy, to w programie pojawi się jako pusta linia.
Format danych do wysyłania i odbierania parametrów użytkownika, parametrów maszyny, wartości
odwzorowania oraz zmiennych makr ma postać podaną poniżej:
%
N0 Vnnnnnn;
N1 Vnnnnnn;
N2 Vnnnnnn;
.
.
.
%
Liczba N jest to numer danej a V jest to wartość. Znak N0 jest to kod CRC, który jest interpretowany
przez układ sterowania przed wysłaniem danych. Wartość N0 jest obligatoryjna z parametrami, jest
jednak opcjonalna dla parametrów użytkownika i wartości odwzorowania. Jeżeli wprowadzicie
Państwo zmianę we wcześniej zapamiętanych wartościach danych a zostanie odczytany stary kod
CRC, to przy próbie załadowania danych zostanie wyzwolony alarm. Dla parametrów użytkownika
oraz wartości odwzorowania trzeba skasować linię N0, jeżeli chcecie wprowadzić zmiany do
zapamiętanych danych.
69
Dane zostaną wczytane pomimo meldunku błędu.
Uszkodzone, odebrane dane zostaną normalnie zaopatrzone w komentarz i zapamiętane w Państwa
programie a potem zostanie wyzwolony alarm. Dodatkowo zostanie również wyzwolony alarm przez
błąd parzystości i błąd struktury, a operacja odbierania zostanie także zatrzymana.
Po zakończeniu operacji wysyłania lub odbierania, na dole, po lewej stronie ekranu zostanie
wyświetlony albo meldunek „RS232 DONE” dla normalnego zakończenia procesu, albo meldunek
„RS232 ABORT”, gdy zatrzymanie zostało spowodowane przez wystąpienie błędu. Aktualne błędy
zostaną wyświetlone na ekranie ALARM.
Szeregowe interfejsy maszyn typu SL opcjonalnie wspomagają całe sekwencje kodów DC1, DC2,
DC3 i DC4, które są kompatybilne z czytnikiem i dziurkarką taśmy perforowanej. Kody DC mogą być
ustawiane przez parametr nr 14 (DC CODES). Przy wybieraniu tego ustawienia obowiązują
następujące zasady:
1) Przy
wysyłaniu przez interfejs szeregowy, kod DC2 (0x12) jest wysyłany przed wszystkimi innymi
danymi. Kod ten służy do załączania dziurkarki.
2) Przy
wysyłaniu przez interfejs szeregowy, kod DC4 (0x14) jest wysyłany po wszystkich innych
danych. Kod ten służy do wyłączenia dziurkarki.
3)
Przy odbieraniu przez interfejs szeregowy najpierw jest przesyłany kod DC1 (0x11 Xon). Kod ten
służy do załączania czytnika.
4) Przy odbieraniu przez interfejs szeregowy, kod DC3 (0x13 Xoff) jest przesyłany po odebraniu
ostatniego znaku %. Kod ten służy do wyłączenia urządzenia peryferyjnego.
Proszę zwrócić uwagę, że w parametrze użytkownika nr 14 wybór kodu „Xon/Xoff” odpowiada
wyborowi kodu „DC CODES”. Przy tych obu ustawieniach zostaną użyte kody DC1/DC3 (Xon/Xoff) do
uruchomienia / zatrzymania nadajnika, jeżeli dane są odbierane zbyt szybko. Jeżeli przez parametr nr
14 został wybrany kod DC CODES (synchronizacja), to interfejs szeregowy nr 1 prześle kod X ON
(DC 1), jeżeli w ciągu 5 sekund nie zostanie odebrany żaden znak.
Przez parametr nr 14 może być wybrany kod XMODEM. Mówi się tu o odbiorniku sterowanym
protokołem komunikacyjnym pozwalającym na wysyłanie danych w blokach o wielkości 128 bajtów.
Synchronizacja XMODEM oferuje komunikacji dodatkowe bezpieczeństwo za pomocą interfejsu RS-
232, ponieważ każdy blok jest kontrolowany pod kątem jego integralności. Jeżeli odbiornik odkryje
błąd w odebranym bloku, to ten sam blok zostanie ponownie zażądany.
Aby możliwe było używanie kodu XMODEM, parzystość musi być ustawiona na: BRAK, a bity danych
na: 8. Komputery wysyłające dane muszą być wyposażone w pakiet komunikacyjny obsługujący kod
XMODEM. Ponadto muszą one pracować w trybie XMODEM.
Ta wersja trybu XMODEM wymaga tzw. sumy kontrolnej. Do dyspozycji musi być co najmniej 512
bajtów pojemności pamięci, aby możliwe było używanie trybu DNC z kodem XMODEM.
UWAGA! Najczęstszą przyczyną awarii elektroniki jest brak dobrego
uziemienia maszyny CNC, jak również komputera, które są
połączone ze sobą poprzez interfejs RS-232. W przypadku błędu
uziemienia (tzn. braku dobrego uziemienia po obu stronach) może
być uszkodzona maszyna CNC, komputer albo oba urządzenia
razem.
Interfejs nr 2 znajdujący się z tyłu szafy służy do komunikacji z osiami pomocniczymi.
Szczegóły można znaleźć w rozdziale 15.

70
Ta maszyna jest standardowo dostarczana z możliwością prowadzania trybu DNC. Dzięki trybowi
DNC nie występują żadne ograniczenia wielkości dla programów CNC. Programy są wykonywane na
bieżąco przez układ sterowania, jak tylko zostaną one przeniesione poprzez interfejs RS-232. Proszę
zwrócić uwagę uwagę, że mówi się przy tym o pierwszym interfejsie albo o położonym wyżej
połączeniu wtykowym. Nie należy mylić trybu DNC z procesem ładowania interfejsu RS-232, który
został opisany w rozdziale 13.
Jeżeli chce się używać trybu DNC, to trzeba zezwolić na to ustawiając parametr użytkownika nr 57
i parametr użytkownika nr 55. Po ustanowieniu zezwolenia tryb DNC jest wybierany poprzez
dwukrotne naciśnięcie przycisku MDI, o ile jesteście już Państwo w trybie MDI. Jeżeli tryb DNC jest już
wybrany, to na ekranie PROGRAMM DISPLAY pojawi się komunikat:
WAITING FOR DNC...
(Oczekiwanie na DNC).
Oznacza to, że jeszcze nie mogą być odbierane żadne dane trybu DNC, i że Państwo nie możecie
rozpocząć wysyłania danych. Należy zaczekać z przesyłaniem programu do układu sterowania i
naciśnięciem przycisku START. Jeżeli początek programu zostanie wykryty przez układ sterowania, to
część programu będzie widoczna na ekranie a na dole, po lewej stronie ekranu pokaże się meldunek:
DNC PROG FOUND (Znaleziono program DNC). Po znalezieniu programu można nacisnąć przycisk
CYCLE START, tak jak to było robione z uruchamianiem jakiegoś innego programu z pamięci.
Jeżeli spróbuje się nacisnąć przycisk START przed odebraniem programu, to otrzymacie meldunek:
NO DNC PROG YET (Nie znaleziono programu DNC). Wydanie polecenia START przed odebraniem
programu DNC nie jest dozwolone ze względów bezpieczeństwa. Jeżeli operacja uruchamiania jest
możliwa do wykonania ze stanowiska obsługi zdalnej, to operator może nie być obecny, aby
zagwarantować, że bezpieczeństwo maszyny jest zapewnione w czasie pracy.
Jeżeli został odebrany koniec programu DNC, to pojawi się meldunek DNC END FOUND (Znaleziono
koniec DNC). Jeżeli przebieg programu DNC został zakończony, to na ekranie PROGRAM DISPLAY
zostanie wyświetlonych kilka ostatnich linii programu. Zanim będziecie można uruchomić inne
programy, trzeba nacisnąć przycisk RESET albo opuścić tryb DNC. Jeżeli spróbujecie nacisnąć
przycisk START przed RESET dla wcześniejszego trybu DNC, to pojawi się meldunek: RESET FIRST
(Najpierw RESET).
W trybie pracy DNC bloki NC przesyłane poprzez interfejs RS-232 są wczytywane i bezpośrednio
obrabiane całymi blokami (blokowo). Bloki NC z kompensacją promienia są zapamiętywane w pamięci
pośredniej. Tak samo w pamięci pośredniej są zapisywane trzy bloki NC, które zawierają przesunięcia
osi.
Istnieją nieliczne ograniczenia przy używaniu programu DNC. Nie może być zaprogramowany kod
M98 Pnnn jako polecenie skoku do innej części programu. Kod M30 nie jest dozwolony, ponieważ na
początku nie jest możliwe ponowne uruchomienie. Program musi rozpoczynać się od znaku %,
dokładnie tak samo, jak każdy inny program przesyłany poprzez interfejs RS-232, i program musi
kończyć się znakiem %. Szybkość przenoszenia danych wybrana dla interfejsu RS-232 musi być
wystarczająco wysoka, aby dotrzymać kroku szybkości realizacji bloków przez Państwa program.
Jeżeli szybkość przenoszenia danych jest mniejsza, to możliwe jest zatrzymanie narzędzia w czasie
skrawania, o ile chcecie liczyć się z jedną ciągłą operacją skrawania. Maksymalna szybkość
wykonywania bloków wynosi 25 bloków na sekundę. Najwyższa dostępna szybkość przesyłania
danych dla interfejsu RS-232 wynosi 38.400 bitów na sekundę. Po wyłączeniu ekranu (M76)
maksymalna szybkość w trybie DNC wynosi 150 bloków na sekundę.
Zlecane jest, aby w trybie DNC pracować z załączoną parzystością, gdyż wtedy możliwe jest
rozpoznanie błędu przesyłania a wykonanie programu DNC może być zatrzymane bez przepełnienia
stosu. Do wyboru parzystości służy ekran ustawień. Zalecane ustawienia interfejsu RS-232 dla trybu
DNC są następujące:
71
9.600 albo 38.400 BITÓW NA SEKUNDĘ
PARZYSTOŚĆ PROSTA
2 BITY ZATRZYMANIA
XON/XOFF
Komunikacja dwustronna (Duplex) w trybie DNC jest możliwa przy użyciu polecenia G102 przy
wydawaniu współrzędnych osi z powrotem do komputera sterującego. Jeżeli biegnie tryb DNC, to tryb
BACKGROUND EDIT nie jest dostępny.
Parametr maszyny nr 209 FLOPPY ENABLE powinien być ustawiony na 1. Używane są dyskietki 3½
cala pojemności 1.44 MB sformatowane dla systemu MS DOS. Wszystkie pliki muszą być
zapamiętane w katalogu głównym (Root).
UWAGA: W celu skrócenia czasu trwania operacji na dysku powinny być
zapisane tylko pliki przewidziane do używania.
Wszystkie programy muszą mieć nagłówek z pojedynczym znakiem % oraz stopkę z pojedynczym
znakiem %. Wszystkie programy, które zostaną zapamiętane w układzie sterowania, mają takie
symbole %.
Programy mogą być wczytywane ze stacji dyskietek oraz na nią zapisywane. Aby wczytać program,
naciśnijcie Państwo przycisk funkcyjny LIST PROG. Wpiszcie Państwo nazwę pliku z dyskietki i
naciśnijcie przycisk funkcyjny F3. Układ sterowania będzie odbierał wszystkie programy główne oraz
podprogramy, aż do chwili odebrania znaku % oznaczającego koniec przesyłania. Należy zwrócić
uwagę, że przy użyciu funkcji „ALL” wszystkie programy muszą mieć adresy Onnnn, aby mogły
zostać zapamiętane. Znak EOF kodu ASCII (kod 04) także zakończy przenoszenie. Znak dwukropka
(:) może być użyty w czasie programowania w miejscu litery O. Jednak zawsze jest przedstawiany
jako znak O.
Jeżeli dane stacji dyskietek są wczytywane, to przy dolnej krawędzi ekranu pokazywany jest wskaźnik
stanu aktualnego. Możliwe są następujące wskazania:
„LOADING Onnnn”
jeżeli została odebrana nazwa programu,
„FLOPPY DONE”
jeżeli przenoszenie zostało zakończone za pomocą znaku %,
„FLOPPY ABORT”
jeżeli przenoszenie zostało zakłócone.
W układzie sterowania może być zapamiętanych maksymalnie 200 programów.
Aby programy zapisać na dyskietkę, naciśnijcie Państwo przycisk funkcyjny LIST PROG. Wpiszcie
Państwo nazwy programów lub użyjcie kursora, aby zaznaczyć program przeznaczony do
przeniesienia. Przenoszenie jest uruchamiane za pomocą przycisku funkcyjnego F2. Po wybraniu
funkcji „ALL” oraz podaniu nazwy napędu zostaną przeniesione wszystkie programy.
Parametry maszyny, parametry użytkownika (Ustawienia), wartości korekcji i zmienne
makr mogą być zapamiętywane indywidualnie na stacji dyskietek.
UWAGA: Aby program NC o numerze 9000 albo wyższym mógł być
wysyłany lub odbierany, to parametr użytkownika nr 23 musi być
ustawiony na AUS.
72
Przebieg: Należy nacisnąć przycisk funkcyjny LIST PROG. Podać nazwę dyskietki oraz
wybierzcie listę przeznaczoną do przesyłania. Za pomocą przycisku funkcyjnego F3
uruchamia się wydawanie danych. Wczytywanie danych za pomocą przycisku F2.
Jeżeli został wczytany znak EOB (;), to powstaje pusta linia. Format danych dla wysyłanych oraz
odbieranych parametrów maszyny, parametrów użytkownika (Ustawienia), wartości korekcji i
zmiennych makr jest podany poniżej:
%
N0 Vnnnnnn;
N1 Vnnnnnn;
N2 Vnnnnnn;
.
.
.
%
Liczba N jest to numer danej a V jest to wartość. Znak N0 jest to kod CRC, który jest interpretowany
przez układ sterowania przed wysłaniem danych. Wartość N0 jest obligatoryjna z parametrami, jest
jednak opcjonalna dla parametrów użytkownika i wartości odwzorowania. Format przesyłania
zmiennych makr jest identyczny z innymi danymi, z tym wyjątkiem, że w miejscu N0 używany jest ciąg
znaków N9999.
Jeżeli zapamiętane wartości danych zostaną zmienione a kod CRC pozostanie
niezmieniony, to przy ładowaniu danych zostanie wyzwolony alarm. Jeżeli powinny być
wczytane zmienione parametry użytkownika albo tabele korekcji, to linia N0 musi być
wcześniej skasowana.
Nie w pełni odebrane dane zostaną normalnie zaopatrzone w komentarz i zapamiętane w programie.
Jednocześnie jest wyświetlany meldunek błędu. Następstwem pojawienia się błędu i meldunku błędów
jest zakończenie przenoszenia danych.
W celu uzyskania podglądu programu naciśnijcie Państwo przyciski funkcyjne PRGM/LIST PROG i
F4. Powoduje to utworzenie podglądu programu z dyskietki. Lista jest zapamiętywana w programie
OXXXX. Numer XXXX jest definiowany przez parametr maszyny nr 227. Ustawieniem podstawowym
parametru maszyny (MP) nr 227 jest wartość 8999.
Aby skasować plik z dyskietki, wprowadzić "DEL <filename>" gdzie <filename> jest nazwą pliku na
dyskietce. Nacisnąż „WRITE”. Pojawi się komunikat "FLOPPY DELETE" a plik zostanie skasowany.
Po zakończeniu przenoszenia danych z albo do stacji dyskietek przy dolnej lewej krawędzi ekranu
pojawi się wskaźnik stanu. „FLOPPY DONE” (Przenoszenie zakończone) dla zakończenia
prawidłowego „FLOPPY ABORT” (Przenoszenie przerwane) dla zakończenia ze względu na
pojawienie się błędu. Błąd ten może być pokazany na ekranie po naciśnięciu przycisku funkcyjnego
ALARM.

73
Standardowo układy sterowania DNC są samowystarczalne. W trybie DNC programy NC, których
długość przekracza pojemność pamięci układu sterowania, mogą być obrabiane bezpośrednio z
zewnętrznego nośnika danych, w tym wypadku z dyskietki.
W zasadzie funkcja DNC jest uaktywniana przez parametr maszyny nr 57 i parametr użytkownika nr
55. Aby pracować w trybie DNC, należy wybrać tryb pracy MDI, potem wpisać nazwę pliku dyskietki, a
następnie po raz drugi wybrać tryb pracy MDI. Jeżeli tryb pracy MDI zostanie wybrany ponownie po
raz trzeci, to przenoszenie danych zostanie przerwane. Praca w trybie DNC jest możliwa tylko wtedy,
gdy do dyspozycji jest więcej niż 512 bajtów pamięci. Jeżeli tryb pracy DNC został uruchomiony, to na
ekranie pojawi się następujący meldunek:
WAITING FOR DNC... (oczekiwanie na DNC)
Oznacza to, że w trybie pracy DNC nie zostały jeszcze odebrane żadne dane. Przenoszenie musi być
teraz uruchomione przez „Nadajnik”, zanim zostanie rozpoczęte wykonywanie programu obróbki
programu NC za pomocą zielonego przycisku START. Gdy początek programu został wczytany do
układu sterowania, to fragment programu będzie wyświetlony a przy dolnej, lewej krawędzi ekranu
pojawi się meldunek roboczy DNC PROG. Program NC może być teraz uruchomiony poprzez
naciśnięcie zielonego przycisku START.
Jeżeli przycisk START zostanie naciśnięty zanim początek programu zostanie przeniesiony, to na
ekranie pojawi się meldunek błędu NO DNC PROG YET (Nie znaleziono programu DNC). Dzieje się
tak ze względów bezpieczeństwa. Obsługujący maszynę powinien być obecny przy maszynie, gdy
program NC ma być uruchamiany.
Jeżeli został odebrany koniec programu DNC, to pojawi się meldunek DNC END FOUND (Znaleziono
koniec DNC). Na ekranie zostanie wyświetlonych kilka ostatnich linii programu. Zanim będzie mógł
być obrabiany inny program NC albo ponownie program w trybie DNC, to należy opuścić tryb DNC
albo nacisnąć przycisk RESET. Jeżeli to nie nastąpi, to pojawi się meldunek RESET FIRST (Najpierw
RESET).
Istnieją nieliczne ograniczenia przy używaniu trybu pracy DNC. Sprzężenia programowe, używanie
podprogramów i skoki do innych fragmentów programu nie są możliwe. Kod M30 nie jest dozwolony,
ponieważ na początku nie jest możliwe ponowne uruchomienie. Podobnie nie są dozwolone polecenia
skoku takie, jak kod M98 albo M97. Program musi rozpoczynać się od znaku %, dokładnie tak samo,
jak każdy inny program przesyłany ze stacji dyskietek. Program musi kończyć się znakiem %.
W trybie pracy DNC możliwa jest komunikacja dwustronna (Duplex) przy użyciu funkcji G102
(wydawanie położenia osi do urządzenia peryferyjnego). W trybie pracy DNC nie jest możliwa praca
równoległa z programem, tj. edytowanie i zapisywanie.
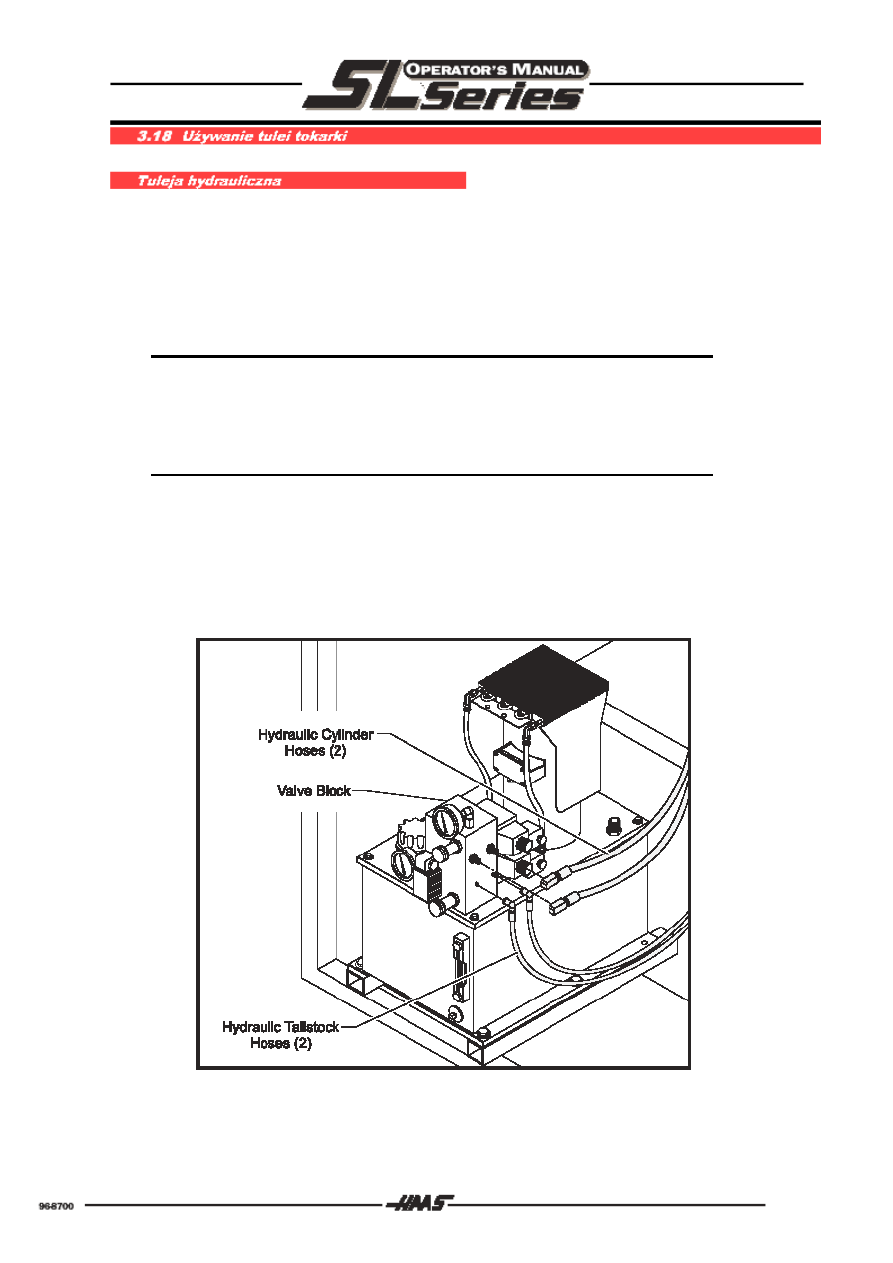
74
‘
Jednostka hydrauliczna zapewnia ciśnienie potrzebne do rozwarcia uchwytu zaciskowego. Ciśnienie
wytwarzane przez pompę hydrauliczną jest proporcjonalne do wywieranej siły.
Procedura ustawiania siły zacisku.
1. Przejść do ustawienia 92 (Setting 92) na stronie Settings page i wybrać 'I.D.' lub 'O.D. Clamping'.
UWAGA: System kontroli nie zezwoli na zmianę ustawienia 92 (Setting 92) gdy
działa program.
2. Jeśli potrzeba zmienić siłę zacisku należy się odnieść do rysunku poniżej i tabeli określającej tą siłę na
następnej stronie aby wyregulować ciśnienie pompy hydraulicznej.
UWAGA: Maksymalne ciśnienie hydrauliczne to 500 psi, a minimalne – 50 psi.
• Poluzować pokrętło blokujące w podstawie pokrętła nastawczego
• Przekręcić pokrętło nastawcze aż na wskaźniku ciśnienia będzie ustawione właściwe ciśnienie.
• Zacisnąć pokrętło blokujące.
3. Uchwycić część poprzez umieszczenie jej w uchwycie i zwolnienie pedału. Aby wyjąć część, znowu
nacisnąć pedał.
Pompa hydrauliczna
.
Valve block – blok zaworów; Hydraulic Tallstock Hoses – węże prowadzące do konika; Hydraulic cylinder
hoses – węże prowadzące do butli gazu.
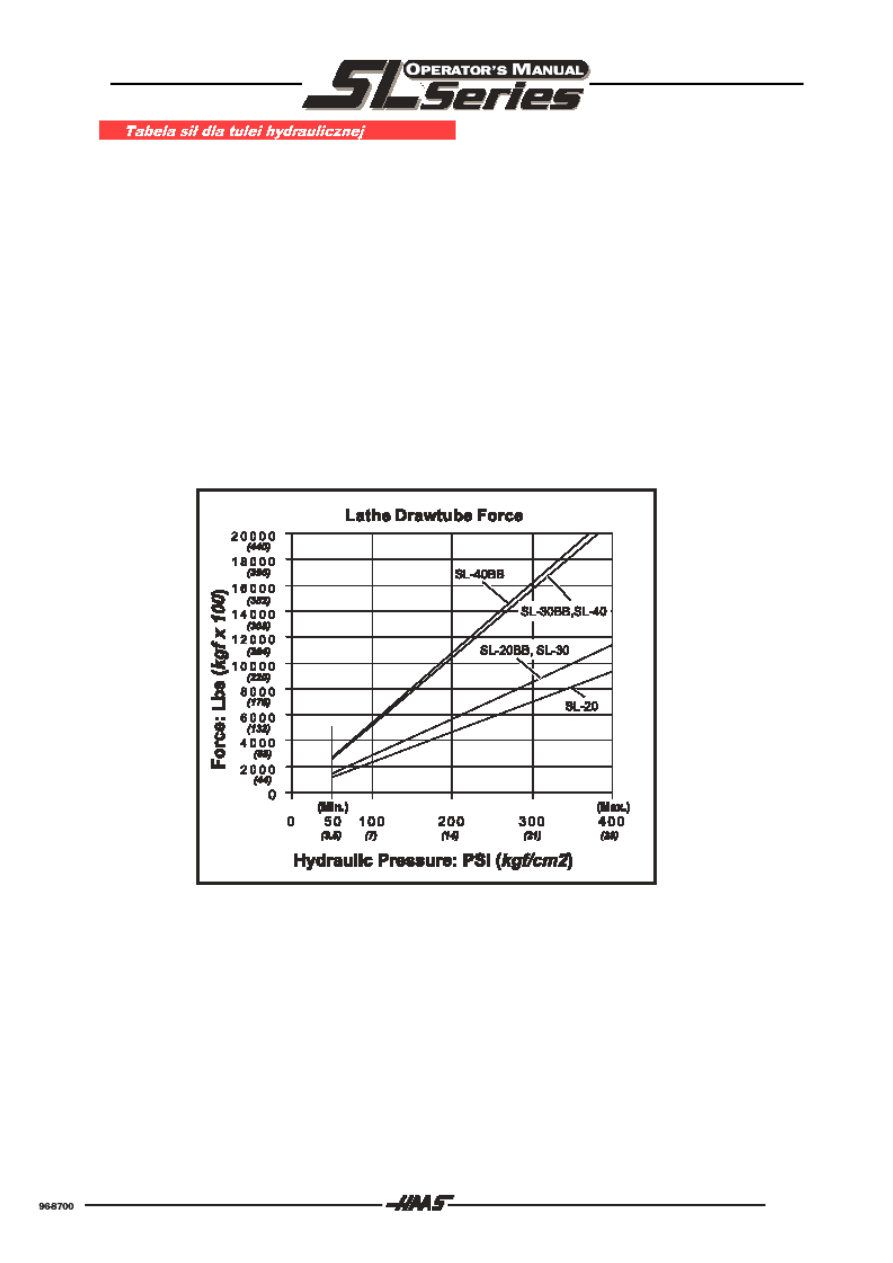
75
Poniższa tabela przedstawia zależności pomiędzy ciśnieniem hydraulicznym a wartością siły działającej na
tuleję.
Siła na tulei
[LBS]
Ciśnienie hydrauliczne
SL-20
SL20BB, SL-30
SL-30BB, SL-40
SL-40BB
1800*
2700
3600**
4500
5400***
6300
7200
8100
77
116
155
194
232
271
310
348
63
95
126
158
160
222
253
285
52
69
86
103
121
138
155
50
67
84
100
117
134
151
* normalna dla zacisków pierścieniowych 5C ** zalecana maks. Siła dla zacisków pierścieniowych 5C
*** normalna dla uchwytów zaciskowych
Wykres siły zacisku w funkcji ciśnienia hydraulicznego
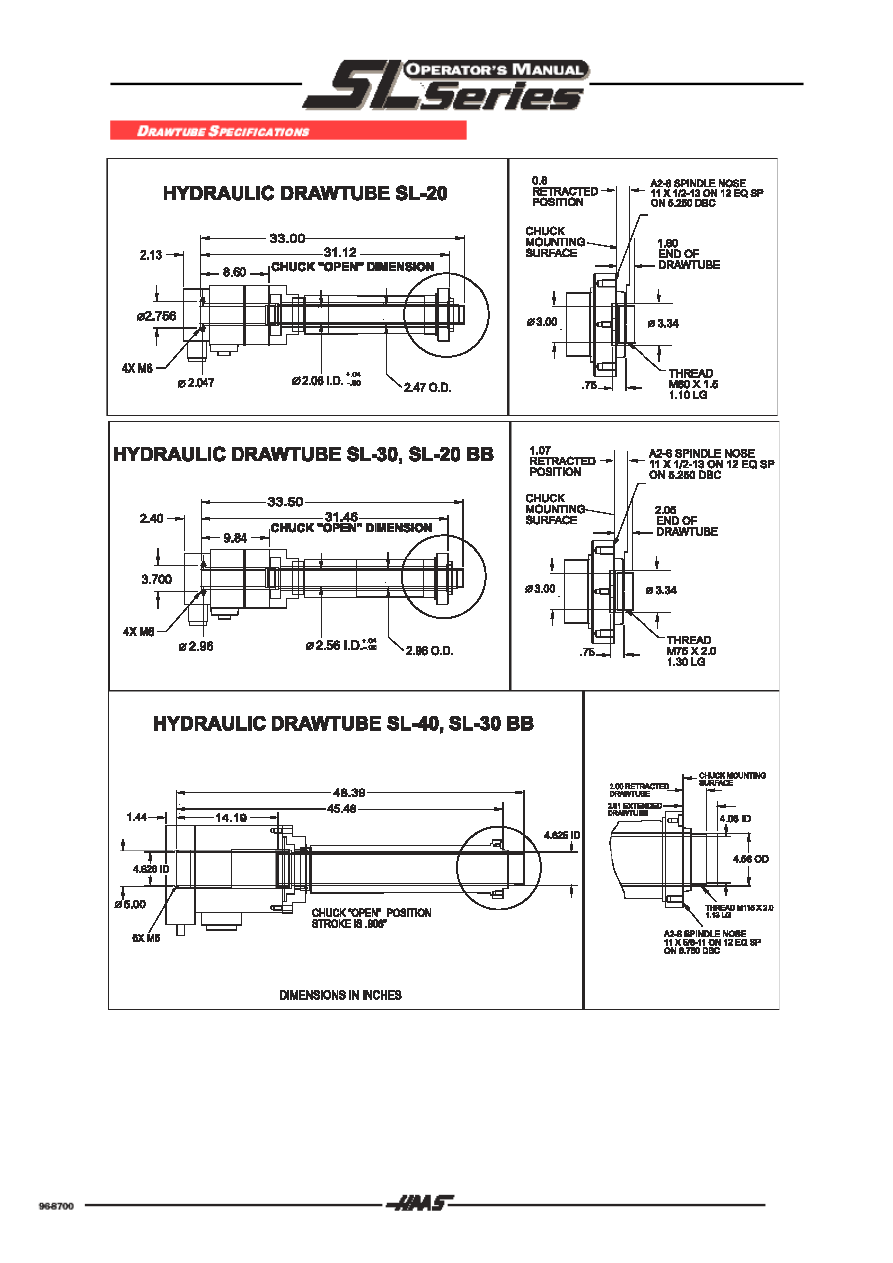
76
Chuck „open” dimension – otwarta pozycja uchwytu; chuck mounting surface – powerzchnia
montażowa uchwytu; end of drawtube – koniec tulei; spindle nose – czubek wrzeciona; thread - gwint
77
Funkcja przebieg pusty (DRY RUN) służy do sprawdzania programu, bez wykonywania rzeczywistej
obróbki przedmiotu obrabianego. Funkcja ta jest wybierana podczas trybu pracy MEM albo MDI przez
naciśnięcie przycisku przebieg pusty (DRY RUN). Dzięki niej wszystkie biegi szybkie oraz posuwy są
wykonywane z szybkością przebiegu pustego (DRY RUN) wybraną za pomocą przycisków JOG. Przy
dolnej krawędzi ekranu wyświetlane są stopnie jako 1000, 100, 10 albo 1 mm/min.
Przebieg pusty (DRY RUN) nie może być załączony w czasie wykonywania programu. Może on być
załączany lub wyłączany tylko wtedy, gdy program jest całkowicie zakończony oraz wycofany.
Poprzez pierwsze naciśnięcie przycisku DRY RUN funkcja ta zostanie załączona a po drugim
naciśnięciu zostanie ponownie wyłączona. Przebieg pusty (DRY RUN) zostanie przeprowadzany
zawsze po przedłużonej zmianie narzędzia. Szybkość używana w przebiegu pustym (DRY RUN)
może być zmieniona w każdej chwili, a operator może wtedy sprawdzić, czy programowane funkcje
odpowiadają dokładnie temu, co było planowane.
Za pomocą ośmiu przycisków wyboru DISPLAY możecie Państwo wybrać dowolne z następujących
wskazań:
PGRM/CONVRS
Do wyświetlania albo edytowania wybranego programu albo uaktywnienia
szybkiego kodu,
POSIT
Do wyświetlania położeń osi,
OFSET
Do wyświetlania albo podawanie przesunięcia punktu zerowego i korekcji
narzędzia,
CURNT COMDS
Do wyświetlania aktualnych poleceń i czasów,
ALARM/MESGS
Do wyświetlania alarmów oraz meldunków użytkownika,
PARAM/DGNOS
Do wyświetlania parametrów oraz danych diagnostycznych,
SETNG/GRAPH
Do wyświetlania albo podawania parametrów użytkownika ALBO do wyboru trybu
pracy symulacji grafiki,
HELP/CALC
Do wyświetlania danych pomocy i kalkulatora.
Poza wyżej wymienionymi wskazaniami można przy wykonywanym programie nacisnąć przycisk LIST
PROG aby zobaczyć listę programów dostępnych w pamięci. Jest to korzystne w celu ustalenia, które
programy mogą być edytowane w trybie pracy BACKGROUND EDIT (Obróbka w tle).
Jeżeli tryb BACKGROUND EDIT jest do dyspozycji na konkretnej maszynie, to może być on wybrany
poprzez ekran PROGRAM DISPLAY.

78
Ekran wyświetla zawsze aktualne stany układu sterowania. Są to stałe wskazania stanu, które opisują
stan maszyny. Ekran może zawierać następujące wskazania:
Aktualnie wybrane wskazanie po lewej stronie u góry,
Aktualnie wybrany tryb pracy w nawiasach,
Aktualnie wybrany program po prawej stronie u góry,
Najnowszy numer linii po prawej stronie u góry,
Do 18 linii z wyświetlanymi zmiennymi.
Na ekranie zawsze są wyświetlane bieżące stany układu sterowania. Stany te są wymienione jako
stałe wskazania stanu. Poniżej wymienione stany są wyświetlane na ekranie:
SPIND %
Jeżeli aktualna liczba obrotów wrzeciona nie odpowiada zaprogramowanej.
FEED %
Jeżeli aktualny posuw nie odpowiada zaprogramowanemu.
EILG. %
Jeżeli szybkość biegu szybkiego została zredukowana.
SINGBK
Jeżeli załączona jest funkcja SINGLE BLOCK (Pojedynczy blok).
DRYRUN
Jeżeli wybrana jest funkcja (DRY RUN) (Przebieg pusty).
OPTSTP
Jeżeli załączona jest funkcja OPTIONAL STOP (Zatrzymanie opcjonalne).
BLKDEL
Jeżeli załączona jest funkcja BLOCK DELETE (Usuń blok).
FEED HOLD
Jeżeli aktywna jest funkcja FEED HOLD (Zatrzymanie posuwu).
ALARM
Miga po prawej stronie na dole ekranu jeżeli wystąpił alarm.
BUF
Jeżeli następny blok jest gotowy w przebiegu ciągłym.
FEED
Jeżeli w przebiegu występuje ruch posuwu.
WZ GELOEST
Prezentacja negatywna jeżeli narzędzie nie jest zaciśnięte.
LAEUFT
Jeżeli program jest wykonywany.
VERW Jeżeli wykonywana jest funkcja G04.
SINGBK STOP
Jeżeli program zostaje zatrzymany w trybie pracy SINGLE BLOCK
(Pojedynczy blok).
Sposób reakcji na błędy, jeżeli użycie przycisków nie jest dopuszczalne (Kolejne wskazania pojawiają
się na skutek aktywności operatora):
ALARM ON
Jak długo alarm jest aktywny, nie może być wykonana żadna akcja układu
sterowania.
ALTER
Zaznaczony tekst może być teraz zmieniony.
AUX AXIS BUSY
Jedna albo kilka osi pomocniczych znajduje się w ruchu (aktywne).
BAD CODE
Układ sterowania nie rozpoznaje wprowadzonej funkcji.
BAD NAME
Wprowadzona nazwa programu nie odpowiada Onnnn.
BLOCK TOO LONG
Blok NC jest za długi.
CAN NOT COPY
Wybrany program NC nie może być skopiowany.
CAN'T RENAME
Wybrany program NC nie może być przemianowany.
CAN'T UNDO!
Ostatnia akcja nie może być cofnięta.
C CLAMPED
Wrzeciono został uchwycone za pomocą komendy M14.
CHUCK UNCLAMPED Hydrauliczny uchwyt zaciskowy jest otwarty.

79
CNVEYR DISABLED Transporter wiórów jest nieaktywny (wyłączony przez parametr maszyny) albo
został załączony, gdy był w stanie nieaktywnym.
COOLANT OFF
Pompa chłodziwa została wyłączana.
COOLANT ON
Pompa chłodziwa została załączona.
DEL ALL (Y/N) ?
Czy wszystko skasować? Tak / Nie.
DELETE
Kasowanie tekstu zgodnie z poleceniem.
DIR FULL
Osiągnięto maksymalną liczbę zapamiętanych programów.
DIR NOT FOUND
Nie znaleziono katalogu stacji dyskietek.
DISABLED AXIS
Wybrana oś jest wyłączana i nie może być przesuwana.
DISK NOT IN DRV
Brak dyskietki w stacji dyskietek.
DISK NOT RDABLE
Dyskietka w stacji dyskietek nie może być odczytana przez układ sterowania.
DISPLAYS OFF
W kalkulatorze w trybie Help, podjęto próbę dzielenia przez zero, albo wystąpił
błąd systemowy.
DIVIDE BY ZERO
Wystapił błąd w systemie obliczeniowym, próbowano dzielić przez zero.
DNC END FOUND
Został osiągnięty koniec programu NC w trybie DNC.
DNC PROG READY
Program DNC jest gotowy do obróbki.
DOOR IS OPEN
Drzwi są otwarte, niektóre funkcje nie są możliwe.
DRY RUN OVERRIDE W trybie DRY RUN użyto potencjometru.
DISK WRT PROTECT
Na dyskietce nie możne być nic zapisane, gdyż jest ona chroniona przed
zapisem.
EMPTY PROG
Pomiędzy znakami % nie znaleziono programu.
END FOUND
Odczytano koniec programu NC (M30/M02).
END OF PROG
Program się skończył.
ENTER DIAM
Wprowadzenie żądanej średnicy.
EOF FOUND
Został odczytany znak końca pliku.
EXIT BG EDIT
Programowanie w tle przy pracy równoległej zostało zaniechane.
FILE NOT FOUND
Żądany plik nie został znaleziony.
FLOPPY ABORT
Sytuacja wynikła z nienormalnego zatrzymania.
FLOPPY DIR
Katalog programów na dyskietce.
FLOPPY DONE
Przenoszenie jest zakończone, został odebrany ostatni znak %.
FLOPPY FOUND
Znaleziono stacje dysków
FLOPPY READ
Dane są odczytywane z dyskietki.
FLOPPY WRITE
W stacji dyskietek jest zapisywana dyskietka.
FLPY NAME REQ
Wymagane jest podanie nazwy katalogu stacji dyskietek.
FLPY NOT ENBLED
Stacja dyskietek nie została uaktywniona przez parametry maszyny.
FUNCTION ABORT
Wybrana funkcja została przerwana.
FUNCTION LOCKED Wybrana funkcja została zablokowana przez parametry użytkownika.
GUARDED CODE
Kod Onnnn na początku programu NC nie może być skasowany.
INSERT
Wybrany tekst może być teraz wprowadzony.
INSUF DSK SPACE
Brak wystarczającego miejsca na dyskietce do zapisania plików.
INVALID AXIS
Wybrana oś jest nie aktywna.
INVALID NUMBER
Wprowadzona liczba jest nieprawidłowa.
JOG COMD
Oś została wybrana za pomocą zewnętrznych przycisków ustawiania osi.
LOADING... Wczytywanie
programu NC albo danych poprzez interfejs danych RS-232.
LOW COOLANT
Stan chłodziwa w zbiorniku jest za niski.
M00 AFTER TC
Pulpit obsługowy został zablokowany przez parametry użytkownika.
MACHINE LOCKED
Panel przedni został zablokowany.
MACRO LOCKED
Makra od 9000 do 9099 są zablokowane przez parametry użytkownika.
MEMORY FULL
Pamięć układu sterowania jest zapełniona.
MEMORY LOCKED
Pamięć została zablokowana przez parametry użytkownika.
NEW PROGRAM
Nowy program został otwarty w pamięci.
NO DNC PROG YET Program NC w trybie DNC nie został jeszcze odebrany.
NO FLOPPY FOUND Stacja dyskietek nie może być znaleziona.
NO INPUT
Adresy nie mogą być zapamiętane bez podania wartości liczbowej.
NO NAME ENTRY
Nazwa programu nie została wprowadzona.
NO PROG YET
Bez dostępnego i aktywnego programu NC nie może być wykonywane
uruchomienie NC.
NO
ZERO
X
Maszyna nie jest gotowa do pracy zanim nie dojedzie do punktu
referencyjnego w osi X.

80
NO
ZERO
Z
Maszyna nie jest gotowa do pracy zanim nie dojedzie do punktu
referencyjnego w osi Z.
NOT AVAILABLE
W aktualnej sytuacji żądana funkcja nie jest dostępna.
NOT FOUND
Szukana jednostka nie została znaleziona podczas wyszukiwania.
NOT IN DRYRUN
Żądana funkcja jest do dyspozycji tylko w trybie pracy DRY RUN.
Układ sterowania aktualnie nie znajduje się w trybie pracy DRY RUN.
O CODE ONLY
Musi być wprowadzone polecenie O, numer programu NC.
ONE BIT ONLY
Aby zmienic parametry maszyny, musi być tylko wprowadzona wartość
1 albo 0.
ONE PROG ONLY
Zaznaczona nazwa programu nie może figurować pod ALL (wszystkie).
OVERWRITE (Y/N)
Chcecie Państwo pliki nadpisać? Tak / Nie.
PLEASE WAIT
Proszę zaczekać aż wrzeciono zatrzyma się.
PROG EXISTS
Istniejący program nie może mieć zmienionej nazwy.
PROG NOT FOUND
Żądany program nie może być znaleziony.
PROG READY
Program został odebrany i jest gotowy do uruchomienia.
PROGRAM END
Ostatni znak końca bloku w programie NC (średnik) nie może być skasowany.
PROGRAM IN USE
Program NC jest już używany.
RANGE ERROR
Wprowadzone wartości przekraczają maksymalne dopuszczalne wielkości.
RESET FIRST
Przed wykonaniem tej funkcji musi zostać naciśnięty przycisk RESET.
RIGID TAP
Aktualnie jest wykonywana synchronizacja gwintowania otworów.
RS-232 ABORT
Przenoszenie danych zostało przerwane przez obsługującego.
RS-232 DONE
Przenoszenie danych zostało wykonane do końca.
RS-232 ERROR
Błąd przy przenoszeniu danych (Patrz lista alarmów).
SEARCHING... Układ sterowania aktualnie szuka żądanego adresu w programie NC.
SEL HI GEAR
Maszyna aktualnie przełącza się na górny stopień przekładni.
SEL LOW GEAR
Maszyna aktualnie przełącza się na niższy stopień przekładni.
SENDING OFFSET
Tabele korekcji zostaną wysyłane przez interfejs danych RS-232.
SENDING PARS
Parametry maszyny zostaną wysyłane przez interfejs danych RS-232.
SENDING SETTING
Parametry użytkownika zostaną wysyłane przez interfejs danych RS-232.
SENDING VARS
Zmienne zostaną wysłane przez interfejs danych RS-232.
SENDING... Wydawanie
danych
przez interfejs danych RS-232 jest aktywne.
SERVO IS OFF
Napędy serwo są wyłączone, program NC nie może być uruchomiony.
SERVO IS ON!
Żadne parametry maszyny nie mogą być zmienione, jeżeli napędy serwo są
włączone. Jest to zbyt niebezpieczne.
SPEED COMD
Z układu sterowania musi być wydana liczba obrotów wrzeciona.
SPINDLE CCW
Wrzeciono obraca się w kierunku przeciwnym do ruchu wskazówek zegara.
SPINDLE CW
Wrzeciono obraca się w kierunku zgodnym z ruchem wskazówek zegara.
SPINDLE HIGH
Przekładnia jest ustawiona na górny stopień przekładni.
SPINDLE IN USE
Wrzeciono jest sterowane przez program, ingerencje ręczne obecnie nie są
możliwe.
SPINDLE LOCKED
Wrzeciono jest zorientowane i zablokowane w miejscu.
SPINDLE LOW
Przekładnia jest ustawiona na dolny stopień przekładni.
SPINDLE ORI
Wrzeciono jest orientowane i ustawiane.
SPINDLE STOP
Wrzeciono się nie obraca.
STRING TOO LONG. Wprowadzony tekst jest za długi.
SYSTEM ERROR
Błąd systemu. Należy skontaktować się z przedstawicielem naszej firmy.
TOOL OVERLOAD
Narzędzie jest przeciążone.
TURRET IN USE
Dla narzędziowej głowicy rewolwerowej już wcześniej było wydane polecenie.
WAIT OR RESET
Żądana funkcja może być wykonane dopiero po zakończeniu bieżącego
programu NC albo po naciśnięciu przycisku RESET.
WAIT... Oczekiwanie,
aż zażądana funkcja będzie mogła być wykonana.
WAITING...
Oczekiwanie na wprowadzenie danych przez interfejs danych RS-232.
WRONG MODE
Żądana funkcja jest do dyspozycji w innym trybie pracy.
X IN THE WAY
Kod G28 spowodował że głowica weszła w strefę zastrzeżoną dla uchwytu.

81
Poniższe teksty są wyświetlane w trybie graficznego testu programu:
CIRCULAR
Wykonywany jest ruch po okręgu.
LINEAR Wykonywany
jest ruch liniowy.
M30 FOUND
Nie jest możliwe wpisanie funkcji M00 po M06.
NO ZOOM IN 3D
Powiększenie w trybie grafiki 3D nie może być wykonane.
RAPID
Ruch zostanie wykonany biegiem szybkim.
Do tego na ekranie może być przedstawionych osiem typów danych w 18 liniach jako wskazania
zmienne. Tymi typami danych są:
Wskazanie programu:
Ekran PROGRAM DISPLAY służy do wyświetlania programu, gdy znajdujecie się Państwo w jednym z
trybów pracy MEM, EDIT albo MDI.
Wskazanie położenia:
Za pomocą ekranu wyświetlania położenia mogą być wybrane położenia osi X i osi Z w jednym z kilku
układów współrzędnych. Do tego celu używane są przyciski PAGE UP (Strona w górę) i PAGE DOWN
(Strona w dół).
Tabele korekcji:
Ekran korekcji służy do wprowadzania i wyświetlania korekcji narzędzi, korekcji zużycia narzędzi oraz
zapamiętanych przesunięć punktu zerowego. Do tego celu używane są przyciski PAGE UP (Strona w
górę) i PAGE DOWN (Strona w dół).
Wskazanie aktualnego polecenia:
Dzięki niemu są wyświetlane sprawdzenia poleceń programu, polecenia bieżące, zegar czasu pracy,
zegar czasu postoju narzędzia i program monitorujący obciążenia narzędzia. Do tego celu używane są
przyciski PAGE UP (Strona w górę) i PAGE DOWN (Strona w dół).
Wskazanie alarmów / meldunki:
Dzięki niemu są wyświetlane alarmy i wprowadzane oraz wyświetlane meldunki użytkownika. Po
drugim naciśnięciu przycisku ALARM wybierany jest ekran meldunków. Za pomocą przycisków
CURSOR ze strzałką w górę oraz strzałką w dół wyświetlane są dalsze alarmy, jeżeli one nie
mieszczą się wszystkie na jednej stronie.
Wskazanie parametry / diagnoza:
Dzięki niemu są wyświetlane wszystkie parametry sterujące zależne od maszyny oraz dane
diagnostyczne. Po drugim naciśnięciu przycisku PARAM DGNOS wybierany jest ekran diagnozy. Za
pomocą przycisków PAGE UP (Strona w górę) i PAGE DOWN (Strona w dół) są wybierane ekrany z
dalszymi danymi.
Wskazanie parametry użytkownika / grafika:
Dzięki niemu są wyświetlane oraz zmieniane parametry wysterowywane przez użytkownika. Po
drugim naciśnięciu przycisku SETNG GRAPH wybierany jest ekran grafiki. Za pomocą przycisków
PAGE UP (Strona w górę) i PAGE DOWN (Strona w dół) są wybierane dalsze parametry użytkownika.
Wskazanie pomoc / kalkulator:
Funkcja pomocy zawiera ekranową zminimalizowaną wersję podręcznika użytkownika wraz z
katalogiem dostępnych funkcji pomocniczych. Różne tematy w obrębie ekranu HELP są dostępne za
pomocą przycisków z literami alfabetu. Po drugim naciśnięciu przycisku HELP jest wybierany ekran
kalkulatora. Za pomocą przycisków PAGE UP (Strona w górę) i PAGE DOWN (Strona w dół) są
wybierane różnorodne funkcje kalkulatora.
82
Ekran PROGRAM DISPLAY służy do wyświetlania programu, który jest edytowany w trybie pracy
EDIT albo programu, który jest wykonywany w trybie pracy MEM. W trybie MEM do dyspozycji jest
także ekran PROGRAM REVIEW (Przegląd programu).
Na ekranie PROGRAM DISPLAY do dyspozycji jest 18 linii do wyświetlania tekstu służących do tego,
aby przedstawić bloki poleceń programu CNC. Ekran ma szerokość 40 znaków, a bloki o długości
większej niż 40 znaków będą wznowione w następnej linii.
Jeżeli program jest wykonywany, to dostępna jest funkcja PROGRAM REVIEW. Dzięki niej macie
Państwo podgląd bieżącego programu. Funkcja jest wybierana w trybie MEM poprzez naciśnięcie
przycisku F4 i wskazanie pola PROGRAM DISPLAY. Ekran zmienia się w prezentację 80-znakową
z normalnym ekranem MEM po lewej stronie oraz ekranem PROGRAM REVIEW po prawej. Przyciski
CURSOR jak również PAGE UP i PAGE DOWN mogą być używane w celu przejścia na inną część
programu na ekranie po prawej stronie. Ekran po lewej stronie pokazuje postęp bieżącego programu.
Aby wyjść z ekranu PROGRAM REVIEW wybierzcie Państwo jakiś inny ekran.
Podczas przebiegu programu standardowo do dyspozycji jest funkcja BACKGROUND EDIT.
Umożliwia ona edytowanie każdego dowolnie wywołanego z pamięci programu, podczas przebiegu
innego programu. Funkcja BACKGROUND EDIT jest wybierana w trybie MEM na ekranie PROG
poprzez wprowadzenie znaków Onnnn z numerem programu i naciśnięcie przycisku F4. Wybrany
program pojawia się na ekranie, podczas gdy pierwszy program jest zawsze wykonywany dalej.
Zezwolenie na użycie funkcji BACKGROUND EDIT jest udzielane poprzez ustawienie parametru.
W tym układzie sterowania do dyspozycji jest pięć ekranów położenia:
Machine Display (Maszyna):
Ten ekran odnosi się do punktu referencyjnego M/C, który musi być osiągnięty przy załączaniu. Może
on zostać zmieniony albo przez operatora albo przez jakiekolwiek przesunięcie punktu zerowego i jest
pokazywany Państwu tak długo, dopóki znajdujecie się Państwo poza punktem referencyjnym
maszyny.
Work Display (Przedmiot obrabiany):
Ten ekran pozwala zobaczy jak daleko narzędzie znajduje się od punktu zerowego przedmiotu
obrabianego X i Z. Po załączeniu automatycznie wyświetlana jest wartość G54. Zmiana możliwa jest
tylko za pomocą kodów od G54 do G59, od G110 do G129 albo za pomocą polecenia G92. Maszyna
używa tego punktu zerowego przedmiotu obrabianego do obróbki Państwa przedmiotu obrabianego.
Distance To Go (Pozostała droga):
Jest to ekran przyrostowy, który podaje, która ścieżka musi być jeszcze pokonana, aby został
osiągnięty koniec bloku NC. Jeżeli ustawiony jest tryb ZERO RET, to będzie tutaj wyświetlona wartość
diagnostyczna. W trybie JOG ekran ten pokazuje odległość, która ma być pokonana w trybie pracy
impulsowej. Przy nacinaniu gwintu bez uchwytu wyrównawczego liczba ta maleje najpierw do zera
a następnie narasta ponownie przy przejściu powrotnym.
Operator Display (Obsługujący):
Może być on używany zgodnie z życzeniem operatora albo ustawiacza. Może on być przygotowany w
taki sposób, że będzie wyświetlał położenie względem punktu zerowego. Nie może być używany
przez układ sterowania dla jakiejkolwiek funkcji pozycjonowania. Przycisk ORIGIN wykorzystywany
jest do zerowania ekranu w przypadku, gdy został wybrany ekran położenia operatora a układ
sterowania znajduje się w trybie JOG.
83
Home Page (Ustawienie podstawowe):
Piąty ekran zawiera powyższe cztery ekrany w wydaniu zmniejszonym. Wszystko inne jest pokazane
dużymi znakami. Za pomocą przycisków PAGE UP i PAGE DOWN ekrany mogą być przestawiane.
Ostatnio wybrany ekran jest pokazywany na ekranach CURNT COMDS i SETN GRAPH, jeżeli są one
wybrane.
Korekcje geometrii narzędzia, korekcje zużycia i punkty zerowe przedmiotu obrabianego są
zapamiętane w tabelach korekcji. Oba systemy, Fanuc i Yasnac, są przez nie wspierane. Dzięki
przełączeniu z jednego systemu na inny dokonywanemu poprzez zdefiniowanie parametru
użytkownika nr 33 „COORDINATE SYSTEM” „Układ współrzędnych” można łatwo zmienić sposób
prezentacji korekcji.
Tabele korekcji są podzielone na trzy typy korekcji. Jeżeli parametr użytkownika nr 33 jest ustawiony
na system „YASNAC”, to zostaną przedstawione typy „TOOL SHIFT, TOOL WEAR, oraz WORK
ZERO OFFSET”. Jeżeli parametr użytkownika nr 33 jest ustawiony na system „FANUC”, to zostaną
przedstawione typy „TOOL GEOMETRY, TOOL WEAR, oraz WORK ZERO OFFSET”. Do dyspozycji
jest w sumie 50 korekcji geometrii, 50 korekcji zużycia oraz 27 zapamiętywanych przesunięć punktu
zerowego.
W systemie Fanuc wartości z kolumny „TOOL GEOMETRY” (Korekcje długości narzędzia równoległe
do osi X oraz Z w odniesieniu do punktu zerowego przedmiotu obrabianego) służą do kompensowania
różnych długości narzędzia. Korekcje są ponumerowane od 1 do 50. Każdej korekcji odpowiada
odległość od punktu referencyjnego maszyny do ostrza narzędzia, jeżeli ostrze narzędzia znajduje się
na współrzędnych X0 i Z0 w aktualnym układzie współrzędnych. Korekcje te nie są zmieniane
podczas produkcji przedmiotu obrabianego. Do wykorzystania jest korekcja geometrii równoległa do
osi X i korekcja geometrii równoległa do osi Z, jak również definicja promienia ostrza i definicja typu
ostrza. Do każdego narzędzia są przyporządkowane indywidualnie własne korekcje. Dokładne
instrukcje dla ustawiania i mierzenia narzędzi można znaleźć w rozdziale „Ustawianie”. Jeżeli
narzędzie zostaje wywołane za pomocą polecenia T, to trzecie i czwarte miejsce definiuje wybór
numeru korekcji.
Przy aktywnym systemie Fanuc trzecie i czwarte miejsce polecenia T określają jednocześnie
geometrię narzędzia oraz korekcję zużycia dla narzędzia wybranego za pomocą pierwszych dwóch
cyfr polecenia T.
Korekcje geometrii narzędzia systemu Fanuc są wersją geometrii narzędzia w systemie Yasnac.
Korekcje geometrii narzędzia (Korekcje długości narzędzia równoległe do osi X oraz Z w odniesieniu
do punktu referencyjnego maszyny) są ponumerowane od 51 do 100. Korekcje geometrii narzędzia
podczas obróbki pozostają niezmienne. Tabele korekcji geometrii narzędzia zawierają wartości
korekcji równoległych do osi X i równoległych do osi Z, promień ostrza i definicję kierunku ostrza.
Korekcje geometrii narzędzia wywoływane są za pomocą funkcji G50. Dla każdego narzędzia są
określane oraz zapamiętywane indywidualne wartości korekcji. Numer wartości korekcji powinien być
anulowany przed rzeczywistą zmianą narzędzia za pomocą funkcji G50. Dokładne instrukcje o
ustawianiu i mierzeniu narzędzi są zawarte w rozdziale „Ustawianie”.
Korekcje zużycia narzędzi są do dyspozycji w celu skompensowania zużycia narzędzia powstającego
w czasie obróbki. Korekcję zużycia można definiować indywidualnie równoległe do osi X i równolegle
do osi Z, jak również dla promienia ostrza. Korekcje zużycia są ponumerowane od 1 do 50 i są
uaktywniane za pomocą trzeciego i czwartego miejsca za adresem T. Definicja 00 na trzecim i
czwartym miejscu za adresem T anuluje wybór korekcji zużycia w obu systemach, Fanuc i Yasnac.
Korekcja zużycia jest dodawana do położenia aktualnego punktu zerowego przedmiotu obrabianego
albo do korekcji geometrii narzędzia w taki sposób, że akurat zdefiniowane współrzędne w programie
NC zostaną przeniesione o wartość korekcji zużycia. Korekcja zużycia równoległa do osi X jest
obrabiana na średnicy.
Początkowa wartość zostaje wprowadzona do układu sterowania przez wytwórcę maszyny. W czasie
produkcji obsługujący maszynę zmienia wartości w tabeli korekcji według własnych potrzeb. W ten
84
sposób użytkownik maszyny może prześledzić zużycie narzędzia w tabeli. Pierwotne wartości korekcji
w tabeli korekcji zużycia mogą być wprowadzone automatycznie podczas ustawiania za pomocą
przycisków funkcyjnych „X DIA MESUR” albo „Z FACE MESUR”.
Zapamiętywane przesunięcia punktu zerowego są używane tylko wtedy, gdy parametr użytkownika nr
33 jest ustawiony na system Fanuc. Zapamiętywane przesunięcia punktu zerowego są opisywane
oraz uaktywniane za pomocą kodów od G54 do G59 i od G110 do G129. Tabela zapamiętanych
przesunięć punktu zerowego może być wybrana na ekranie, jeżeli po naciśnięciu przycisku „OFFSET”
będzie naciskany przycisk „PAGE UP” do momentu, aż przesunięcia punktu zerowego będą na
wierzchu. W systemie Fanuc poprzez zmianę przesunięcia punktu zerowego ruchy wszystkich
narzędzi, niezależnie od geometrii narzędzia, zostaną przesunięte o wymiar zmiany. Przesunięcie
punktu zerowego G54 jest automatycznie uaktywniane w stanie załączenia maszyny. Jeżeli żadne
zapamiętane przesunięcie punktu zerowego nie powinno być użyte, to wszystkie osie funkcji G54
muszą być ustawione w tabeli przesunięć punktu zerowego na zero (0). Należy się upewnić, że układ
sterowania przeliczył przesunięcia punktu zerowego G54.
Naciśnięcie przycisku „PAGE DOWN” w tabeli korekcji powoduje przesuwanie kursora przez 50
korekcji geometrii narzędzia (korekcji długości narzędzia) a następnie przez 27 zapamiętanych
przesunięć punktu zerowego. Po przejściu przesunięć punktu zerowego kursor przechodzi przez
wszystkie 50 korekcji zużycia.
Aby ustawić kursor w tabeli od razu na żądanej korekcji, należy w linii wprowadzania wprowadzić
odpowiedni numer korekcji a potem nacisnąć przycisk CURSOR ze strzałką w dół. Wprowadzanie
numeru korekcji pomiędzy 1 a 50 ustawia kursor na korekcji zużycia.
Wprowadzanie numeru korekcji między 51 a 100 pozycjonuje kursor na korekcji geometrii. Na
przykład, w systemie Fanuc może być wybrana korekcja geometrii numer 3 przez wpisanie liczby 53 i
naciśnięcie przycisku kursora ze strzałką w dół.
Jeżeli wpis w tabelach korekcji został potwierdzony za pomocą przycisku „WRITE”, to układ
sterowania dodaje wprowadzoną wartość do istniejącej wartości. Jeżeli wprowadzona wartość została
potwierdzana za pomocą przycisku „F1”, to układ sterowania zastępuje istniejącą wartość nową
wartością. Ten fakt pozwala użytkownikowi na dodawanie małych przyrostów do istniejącej wartości.
Wprowadzanie wartości ujemnej (-) a potem naciśnięcie przycisku „WRITE” zmniejsza aktualną
wartość, wpisanie wartości dodatniej (+) i kończące naciśnięcie przycisku „WRITE” zwiększa tą
wartość.
Korekcja promienia ostrza jest sterowana za pomocą funkcji G41 i G42 oraz za pomocą aktywnej
korekcji promienia ostrza. Dodatnie wartości korekcji promienia pociągają za sobą normalnie
wymagany przebieg ruchu. Ujemne korekcje promienia powodują korekcję w drugą stronę konturu.
Oznacza to, że funkcja G41 z użyciem ujemnej korekcji promienia daje taki sam rezultat jak funkcja
G42 z dodatnią korekcją promienia.
Korekcje mogą być wczytywane i wysyłane przez interfejs danych RS-232. W celu uzyskania
dodatkowych informacji o przenoszeniu danych – patrz rozdział „Wprowadzanie / wydawanie danych”.
Na aktualnym ekranie poleceń do dyspozycji jest SZEŚĆ rodzajów wskazań. Za pomocą przycisków
PAGE UP i PAGE DOWN można otworzyć następne możliwości wyboru:
Program Command Check (Sprawdzenie poleceń programu),
Current Display Command (Przegląd poleceń),
Operation Timers (Licznik czasu),
Macro Variables(Zmienne makr),
Tool Life Timers(Czas postoju narzędzia),
Tool Load Monitor (Wskazanie obciążenia narzędzia),
Axis Load Monitor (Wskazanie obciażenia osiowego).
Za pomocą przycisków PAGE UP i PAGE DOWN może być wybrane żądane wskazanie położenia.

85
Sprawdzenie poleceń programu
Ekran „Sprawdzenie poleceń programu” tak jak wyświetla zaprogramowaną liczbę obrotów wrzeciona
(ostatni rozkaz Snnnn), tak również wyświetla liczbę obrotów przekazaną przez napęd wrzeciona
(CMD nnnnn). Jeżeli parametr maszyny nr 278 (bit ACT DISPLAY) jest ustawiony ma 1, to jest także
wyświetlana aktualna liczba obrotów wrzeciona (ACT nnnnn). Dodatkowo na ekranie jest wyświetlany
znak „CW” i „CCW” dla obrotów wrzeciona w prawo albo w lewo a przy zatrzymanym wrzecionie
„Stop” oraz „HIGH GEAR”(Wysoki bieg), „LOW GEAR” (Niski bieg) lub „NO GEAR” (Brak biegu)
określające przełożenie przekładni. Dalej są wyświetlane położenia osi.
Przegląd poleceń (Current Display command)
Ta maska ekranu pokazuje wszystkie alfabetyczne kody adresowe, np. G, M, S i ich aktualne
wartości. Wartości te nie mogą być zmienione na ekranie. Kody adresowe, które w aktualnie
wykonywanym programie NC nie mogą być użyte, są pokazane na ekranie z wartością położenia
podstawowego.
Zmienne makr (Macro Variables Display)
Ta maska ekranu wylicza zmienne makr oraz przydzielone im aktualne wartości. W czasie
wykonywania programu wyświetlane są zachodzące zmiany. Na tym ekranie zmienne mogą być
zmieniane. Aby uzyskać dalsze informacje patrz rozdział „Programowanie makr”.
Licznik czasu (Operation Timers Display)
Ta maska ekranu pokazuje w trzech różnych liniach następujące informacje: jak długo maszyna była
załączona (POWER ON), jak długa maszyna obrabiała programy (CYCLE START) i jak długo
maszyna pracowała posuwem roboczym (G01, G02, G03, itp.). Liczniki mogą być ustawione na zero
(0), jeżeli za pomocą przycisków PAGE UP i PAGE DOWN kursor będzie ustawiony na żądany licznik
a potem zostanie naciśnięty przycisk ORIGIN.
Pod licznikiem czasu znajdują się dwa liczniki M30. Liczniki te mogą być użyte do zliczania
wykonywanych części. Te dwa liczniki mogą być ustawione na zero (0) niezależnie od siebie i mogą
być ustawione do uchwycenia liczby sztuk na zmianę i na zlecenie. Oba liczniki po przeczytaniu
funkcji M30 zwiększają swoje wartości o 1.
Czas postoju narzędzia (Tool Life display)
Ten ekran pokazuje historie: ile czasu to narzedzie skrawało, przez ile czasu było wybrane, ile razy
było uzywane. Pozwala to przewidzieć żywotność narzedzia. Wartości te mogą być zmienione na zero
używając kursora i przycisków ORIGIN. Robi się to umieszczając kursor na linii tytułowej i naciskając
ORIGIN aby wyzerowac dane w tej kolumnie. Ten ekran może być też uzywany do powodowania
alarmu gdy narzędzie było użyte określoną ilość razy. Ostatnie kolumna jest oznaczona ALARM, i jeśli
liczba dla narzędzia nie wynosi zero, powstanie alarm gdy ta liczba zostanie osiągnięta. Liczba może
być zmieniana przez operatora. Alarm 362 jest generowany gdy odliczanie dojdzie do tej liczby, i
może być usunięty RESET.
Wskazanie obciążenia narzędzia (Tool Load Monitor and Display)
Ta maszyna jest standardowo wyposażona w funkcję ekranową obciążenie narzędzia. Za pomocą
wskazania obciążenia narzędzia operator może wprowadzić maksymalne obciążenie, które jest
dozwolone dla każdego narzędzia. Jeżeli to obciążenie zostanie przekroczone przy danym posuwie,
to będzie generowany alarm. Ten punkt alarmowy może być wprowadzony na ekranie obciążenia
narzędzia. Będzie tam także wyświetlone największe obciążenie tego narzędzia, jakie było osiągnięte
przy jakimś innym poprzednim posuwie. Ekran obciążenia narzędzia pokazuje aktualny numer
narzędzia oraz aktualne obciążenie narzędzia. Ekran obciążenia narzędzia jest wybierany na ekranie
CURNT COMDS za pomocą przycisków PAGE UP albo PAGE DOWN.
86
Ekranowa funkcja obciążenia narzędzia pracuje zawsze wtedy, gdy maszyna wykonuje operację
posuwu (G01, G02 lub G03). Wartości wprowadzone na ekranie obciążenia narzędzia są
porównywane z aktualnym obciążeniem silnika wrzeciona.
Zależnie od ustawienia parametru użytkownika nr 84, przy przekroczeniu zdefiniowanych limitów
mogą być wytwarzane następujące stany: alarm, wstrzymanie posuwu do momentu aż obciążenie
spadnie poniżej limitu, sygnał akustyczny albo przerwanie posuwu. Jeżeli wybrane jest ustawienie
ALARM a limity zostały przekroczone, to układ sterowania generuje błąd 174, Tool Load Exceeded",
. Meldunek ten zatrzymuje napędy osi, napęd wrzeciona, pompę chłodziwa i wyłącza napędy serwo.
Ekran alarmów może być wybrany w każdej chwili poprzez naciśnięcie przycisku ALARM MESGS.
Jeżeli nie powstały żadne alarmy, to na ekranie pojawia się meldunek NO ALARMS. Jeżeli alarmy
istnieją, to są one wyliczone, przy czym najnowszy alarm znajduje się na końcu listy. Za pomocą
przycisków CURSOR, jak również za pomocą przycisków PAGE UP i PAGE DOWN, może być
przeszukana większa liczba alarmów. Za pomocą przycisków CURSOR ze strzałką w prawo i strzałką
w lewo ekran „ALARM” może być załączany i wyłączany.
Ekran meldunków może być wybrany w każdej chwili poprzez naciśnięcie po raz drugi przycisku
ALARM MESGS. Jest to maska meldunków operatora, które nie mają żadnego wpływu na pracę
układu sterowania. Każdy dowolny meldunek może być zaznaczony na ekranie meldunków w celu
późniejszego jego odwołania.
Możecie Państwo utworzyć wiadomość sami dla siebie albo dla kolegi z pracy. Wiadomość może
zawierać wskazówki dotyczące stanu maszyny albo narzędzi przewidzianych do wymiany.
Należy nacisnąć dwukrotnie przycisk ALARM/MESGS, aby umożliwić wprowadzanie. Teraz można
bezpośrednio wpisać dane i wiadomości. Za pomocą przycisku CE oraz przycisku odstępu mogą być
skasowane dostępne wiadomości. Za pomocą przycisku funkcyjnego kasowania DELETE może być
skasowana cała linia.
Ekran parametrów maszyny może być wywołany na ekran przez naciśnięcie przycisku PARAM
DGNOS w każdej chwili oraz w każdym trybie pracy, poza trybem wykonywania przebiegu programu
NC. Za pomocą przycisków PAGE UP i PAGE DOWN kursor może być przesuwany do różnych grup
parametrów maszyny. Parametry maszyny nr 1, 15, 29, 43 i 57 są przedstawiane na poszczególnych
maskach ekranu z indywidualnie zmienianymi stanami. Aby możliwe było poruszanie kursorem
pomiędzy różnorodnymi bitami, muszą być naciskane przyciski LEFT (strzałka w lewo) lub RIGHT
(strzałka w prawo). Parametry maszyny powinny być zmieniane tylko przy wyłączonym serwo. Zmiany
parametrów maszyny przy załączonym serwo powodują generowanie meldunków błędów. Za pomocą
przycisku NOT STOP serwa mogą zostać wyłączone.
Lista parametrów jest utworzona w taki sposób, że zbliżone parametry są zebrane razem w grupy. Te
grupy logiczne są ze sobą znowu łączone w prezentacje ekranowe (maski). Najczęściej używane
parametry są przedstawiane na początku. Poniżej zamieszczono przegląd różnych zawartości ekranu.
87
Opis zawartości
ekranu Opis
zawartości
COMMON SWTCH
Przełączniki bitów nie związane z osiami,
COMMON PAGE 1
Pierwsza strona parametrów nie związanych z osiami,
COMMON PAGE 2
Druga strona parametrów nie związanych z osiami,
COMMON PAGE 3
Trzecia strona parametrów nie związanych z osiami,
MACRO M CALL
Parametry przydziału funkcji M do podprogramów,
MACRO G CALL
Parametry dla przydziału funkcji G do makroprogramów,
X BIT SWITCH
Przełączniki bitów dla osi X,
X PARAMETERA
Pierwsza strona parametrów osi X,
X PARAMETERS
Druga strona parametrów osi X,
Z-BIT SWITCH
Przełączniki bitów dla osi Z,
Z PARAMETERA
Pierwsza strona parametrów osi Z,
Z PARAMETERB
Druga strona parametrów osi Z,
B BIT SWITCH
Przełączniki bitów dla osi B,
B PARAMETERA
Pierwsza strona parametrów osi B,
B PARAMETERS
Druga strona parametrów osi B,
X SCREW COMP
Wartości kompensacji wrzeciona dla osi X,
Z SCREW COMP
Wartości kompensacji wrzeciona dla osi Z.
Jeżeli zostanie naciśnięty przycisk HOME, to układ sterowania pokaże na ekranie pierwszą stronę
parametrów nie związanych z osiami. Naciśnięcie przycisku PAGE DOWN powoduje przedstawienie
następnej strony parametrów maszyny pod aktualnym opisem. Za pomocą przycisku END kursor jest
przesuwany na ostatni parametr maszyny na stronie BPARAMETERB. Za pomocą przycisku PAGE
UP będzie wyświetlona każda poprzednia strona parametrów BPARAMETER. Specyficzny numer
parametru może wyszukany w następujący sposób:
Numer parametru należy wprowadzić w linii wprowadzania, potem uruchomić wyszukiwanie za
pomocą przycisków PAGE UP lub PAGE DOWN. Jeżeli wyszukiwanie zostało zakończone
powodzeniem, to na ekranie jest wyświetlana odpowiednia strona z kursorem ustawionym na
wybranym parametrze. Aby uzyskać więcej informacji, patrz rozdział „Parametry”.
Ekran danych diagnostycznych może być wyświetlony na ekranie w każdej chwili poprzez
dwukrotne naciśnięcie przycisku PARAM DGNOS. Do dyspozycji są dwa ekrany zawierające dane
diagnostyczne, które mogą być zmieniane z jednego na drugi za pomocą przycisków PAGE UP i
PAGE DOWN. Ponadto zostaną wyświetlone informacje dotyczące aktualnego czasu pracy i liczby
zmian narzędzi.
Parametry użytkownika można wybrać za pomocą przycisku SETN GRAPH. Na tym ekranie mogą być
dokonywane zmiany, a dzięki nim można mieć wpływ na inny sposób zachowania układu sterowania
lub maszyny. Aby zapoznać się ze szczegółami, patrz rozdział „Parametry użytkownika”.
Funkcja grafiki umożliwia na wizualne prześledzenie na ekranie przebiegu Państwa programu NC, bez
wykonywania ruchu osi i bez niebezpieczeństwa uszkodzenia narzędzia w następstwie błędów
programu. Funkcja ta jest bardzo wydajna jako przebieg pusty (DRY RUN), gdyż wszystkie
przesunięcia punktu zerowego, wartości odwzorowania narzędzia i ograniczenia drogi mogą zostać
sprawdzone, zanim będzie podjęta próba uruchomienia maszyny. Ryzyko kolizji podczas ustawiania
jest dzięki temu zmniejszone.
Aby uruchomić przebieg programu w trybie grafiki, musicie Państwo znaleźć się albo w trybie pracy
MEM albo w trybie pracy MDI. Po zakończeniu ładowania programu do pamięci wybierzcie Państwo
tryb pracy MEM (lub tryb MDI) i dwukrotnie naciśnijcie przycisk SETNG/GRAPH w celu wybrania trybu
symulacji graficznej. Funkcja zachowuje się tak samo, jak wykonywany program maszyny.

88
Ekran jest podzielony na następujące wskazania:
STATUS EKRANU (DISPLAY TITLE AREA)
Wskaźnik stanu jest u góry, po lewej stronie ekranu. Pokazuje on, na jakiej masce ekranu oraz w
jakim trybie pracy Państwo się znajdują.
Ponadto wyświetlany jest aktualny numer programu i aktualny numer bloku.
Przyciski HELP (KEY HELP AREA)
U góry, po prawej stronie ekranu wyświetlane są możliwe funkcje pomocy wraz z krótkim opisem.
Okno USTAWIANIA (LOCATOR WINDOW)
Dolna, prawa część ekranu spełnia dwie funkcje: wyświetla przestrzeń roboczą i pokazuje, gdzie
aktualnie znajduje się narzędzie podczas symulacji, albo może być użyta do wyświetlenia czterech
linii aktualnie obrabianego programu. Przycisk F4 jest używany do przełączania pomiędzy tymi
dwoma rodzajami pracy.
SYMULACJA GRAFICZNA (TOOL PATH WINDOW)
Większe okno na środku ekranu pokazuje perspektywę osi X-Z widzianą od góry. Ścieżki
narzędzia są wyświetlane podczas symulacji graficznej programu CNC. Posuwy szybkie są
wyświetlane jako pogrubione linie punktowane, dostawienia pojawiają się jako cienkie
przechodzące linie. Posuw szybki może być wyłączony przez parametr użytkownika nr 4.
Położenia, w których może być wykonany program wiercenia albo cykl są oznaczone za pomocą
znaku X. Punkt wiercenia może być wyłączony za pomocą ustawienia nr 5.
Okno ścieżki narzędzia jest skalowane. Po wykonaniu programu możecie Państwo skalować
jedną część ścieżki narzędzia, jeżeli naciśniecie przycisk F2, potem przycisk PAGE DOWN a
następnie ustawicie przycisk ze strzałką, aby wybrać część ścieżki narzędzia, którą chcielibyście
powiększyć. Podczas tego procesu pojawi się krzyż podziałowy symulacji optycznej a w oknie
ustawiania zostanie pokazane to, co jest do zobaczenia w symulacji graficznej, gdy proces
skalowania będzie zakończony. Okno ustawiania pokazuje prezentację kompletnego stołu z linią
ograniczenia dla symulacji graficznej za pomocą funkcji lupy. Przez naciśnięcie przycisku PAGE
UP zaznaczony wycinek będzie powiększony o jeden stopień. Po dopasowaniu wielkości albo
przesunięciu okna należy nacisnąć przycisk WRITE, aby zakończyć tryb lupy i sprowadzić OKNO
ponownie do pierwotnej wielkości. Po naciśnięciu przycisku F2 a następnie przycisku HOME,
OKNO jest rozciągane, aż cały stół zostanie odkryty. Gdy OKNO zostanie sprowadzone do
pierwotnej wielkości, to zostanie ono skasowane.
Skala i położenie okna są zapamiętywane w ustawieniach o numerach od 65 do 68.
Jakakolwiek zmiana skali, która została wprowadzona w OKNIE ŚCIEŻKI NARZĘDZIA, zostanie
zapamiętana. Aby wyedytować program NC, możecie Państwo opuścić tryb grafiki, a jeżeli
Państwo powrócicie, to podana przez Was wcześniej skala będzie jeszcze aktywna.
WSKAŹNIK STANU (CONTROL STATUS)
Wskazanie na dole, po lewej stronie ekranu podaje stan układu sterowania. Odpowiada to ostatnim
czterem liniom wszystkich innych informacji.
89
OKNO POŁOŻENIA (POSITION WINDOW)
Okno to pozwala obserwować wszystkie załączone osie. Wartością domyślną jest stan wyłączony.
To okno jest otwierane poprzez naciśnięcie przycisku F3. Przy wielokrotnym naciśnięciu przycisku
F3 będą wyświetlane różne formaty położenia zapamiętane w układzie sterowania. Okno to
pokazuje także aktualnie obowiązującą skalę okna ścieżki narzędzia. Wartość, która jest podana
przez pionowy wymiar okna ścieżki narzędzia, jest opisana jako wielkość X. Przy załączonym
zasilaniu prądowym oznacza to kompletną drogę osi X. Jeżeli Państwo załączycie funkcję lupy
wewnątrz obszaru stołu, to wartość ta zostanie pomniejszona, a to wskazuje, że obserwowany był
tylko niewielki wycinek stołu.
Ponadto przez parametr użytkownika nr 3 może być wybrany trójwymiarowy widok grafiki
perspektywicznej.
Aby wyjść z trybu grafiki wybierzcie Państwo jakikolwiek inny widok albo tryb pracy. Jeżeli Państwo
wyjdziecie z trybu grafiki, to rysunek graficzny zostanie utracony a przy przebiegu programu musi
być ponownie utworzony.
Funkcja pomocy jest wybierana poprzez naciśnięcie przycisku wskazania HELP. Dzięki temu na
ekranie będzie udostępniony podręcznik użytkownika w zminimalizowanej wersji. Za pomocą
przycisków A..Z można wybrać 26 obszarów tematycznych. Należy do nich także katalog tematów.
Obszarami tymi są:
A..... PRZYGOTOWANIE DO URUCHOMIENIA I PRZEBIEG PROGRAMU
B..... DNC / BGEDIT / WYŁĄCZANIE
C..... KODY / FUNKCJE G / M / S /T
D..... POWRÓT DO TEGO KATALOGU
E..... EDYTOWANIE PROGRAMU
F..... USTAWIANIE DANYCH
G..... SPECJALNE FUNKCJE G
H..... USUWANIE ZAKŁÓCEŃ
L..... TRYB MDI / RĘCZNE WPROWADZANIE DANYCH
J..... JOGGING / KOŁO RĘCZNE
K..... EKRAN / KLAWIATURA
L..... ALARMY / MELDUNKI
M..... UTRZYMANIE MASZYNY
N..... USTAWIANIE I PRZEBIEG PROGRAMU
0..... PRZECIĄŻENIA
P..... PARAMETRY / DIAGNOZA
Q..... WSKAZANIA POŁOŻENIA
R..... ODBIÓR / WYSYŁANIE PROGRAMÓW
S..... PRZYKŁAD PROGRAMU
T..... KOREKCJA NARZĘDZIA / CZAS POSTOJU NARZĘDZIA
U..... FUNKCJE GRAFIKI
V..... ZMIENNIK NARZĘDZI
W..... WSPÓŁRZĘDNE ROBOCZE
X..... PROGRAMOWANIE
Y..... FUNKCJE SPECJALNE
Z..... DOJAZD DO PUNKTU REFERENCYJNEGO

90
Przy wyborze ekranu HELP przyciski alfanumeryczne są używane do wyboru jednego z wyżej
wymienione tematów. Nie są więc one pokazywane w linii wprowadzania danych ekranu.
Funkcja kalkulatora
Funkcja kalkulatora jest wybierana poprzez jeszcze jedno naciśnięcie przycisku HELP. Istnieją trzy
zawartości ekranu: pomoc dla funkcji trygonometrycznych, pomoc dla funkcji okręgu i pomoc dla
toczenia / nacinania gwintu. Wszystkie one wykorzystują prosty kalkulator i układ rozwiązywania
równań. Przyciski Fn umożliwiają także przesuwanie danych z innych ekranów z i do kalkulatora.
Pomoc dla funkcji trygonometrycznych, pomoc dla funkcji okręgu i pomoc dla toczenia / nacinania
gwintu są wybierane przy użyciu przycisków PAGE UP i PAGE DOWN.
Wszystkie funkcje pomocnicze kalkulatora wykorzystują prosty kalkulator dla operacji dodawania,
odejmowania, mnożenia oraz dzielenia. Przeprowadzana operacja jest wybierana za pomocą
przycisków CURSOR ze strzałką w lewo i strzałką w prawo. Wartość, która ma być używana do
obliczeń jest wprowadzana przy dolnej krawędzi ekranu, a przycisk WRITE służy do wykonywania
operacji.
Gdy jedna z tych funkcji (trygonometryczna, obliczanie okręgu lub obliczanie danych skrawania)
zostanie uaktywniona, to przy lewej górnej krawędzi ekranu będzie wyświetlony kalkulator. Ma on
następujące funkcje: ładowanie, dodawanie, odejmowanie, mnożenie i dzielenie. Pierwotnie
zaznaczone jest ładowanie, inne funkcje mogą być wybrane za pomocą przycisków kursora ze
strzałką w prawo albo w lewo. Liczby mogą być wprowadzone, jeżeli najpierw zostanie zaznaczona
funkcja WRITE a następnie będzie wprowadzona wartość w linii wprowadzania ekranu. Wartość ta
może być skopiowana do okna kalkulatora za pomocą przycisku WRIGHT. Jeżeli została uaktywniona
jedna z innych funkcji (+, -, *, /), to wprowadzona liczba zostanie bezpośrednio przeliczona z już
dostępną wartością wyświetloną w oknie kalkulatora.
Funkcje kalkulatora funkcjonują tylko wtedy, jeżeli jest zaznaczone okno wartości kalkulatora.
Przyciski CURSOR w
górę oraz w dół służą do wyboru wprowadzania wartości danej
trygonometrycznej, okręgu lub toczenia / nacinania gwintu razem z przyciskiem WRITE.
F3
W trybach pracy EDIT i MDI, za pomocą przycisku F3, zostanie skopiowana zaznaczona linia
interpolacji kołowej do linii wprowadzania danych przy dolnej krawędzi ekranu. Jest to ważne,
jeżeli chce się użyć rozwiązania stworzonego dla ruchu po okręgu. Należy nacisnąć przycisk
INSERT, aby ruch po okręgu wprowadzić do swojego programu.
W funkcji pomocniczej dla okręgu za pomocą tego przycisku jest przekopiowywana wartość w
oknie kalkulatora do zaznaczonego wejścia danych pomocy dla funkcji trygonometrycznych
albo dla okręgu.
F4
W funkcji pomocy dla kalkulatora przycisk ten służy do zaznaczania wartości danej
trygonometrycznej dla ładowania, dodawania, odejmowania, mnożenia albo dzielenia za pomocą
kalkulatora.
Trygonometryczne funkcje pomocnicze
Strona pomocy dla funkcji trygonometrycznych może być Państwu pomocna przy rozwiązywaniu
problemów trygono-metrycznych. Państwo podajecie długości i kąt trójkąta, i jeżeli wystarczające
dane zostały już wprowadzone, to układ sterowania dostarczy rozwiązanie trójkąta oraz wyświetli
pozostałe wartości. Użyjcie Państwo przycisku CURSOR w górę i w dół w celu wybrania wartości
wprowadzonej za pomocą przycisku WRITE. Przy zadaniu, dla którego może być więcej niż jedno
rozwiązanie, po podaniu ostatniej wartości danej zostanie wyświetlone kolejne możliwe rozwiązanie.
Za pomocą przycisków F3 oraz F4 przeprowadzane są specjalne funkcje importowania i
eksportowania danych:

91
Pomoc dla interpolacji kołowej
Maska pomocy dla okręgu jest Państwu pomocna przy obliczaniu interpolacji kołowej. Państwo
podajecie tylko środek, promień, kąt, punkt początkowy i punkt końcowy, a jeżeli wystarczające dane
zostały już wprowadzone, to układ sterowania dostarczy rozwiązanie ruchu po okręgu oraz wyświetli
pozostałe wartości. Dodatkowo zostaną wyświetlone cztery możliwości pokazujące, jak tego rodzaju
ruch może być zaprogramowany za pomocą funkcji G02 albo G03. Te cztery linie mogą być wybrane
za pomocą przycisku CURSOR, a przycisk F3 wprowadza zaznaczoną linię do programu, który
Państwo edytujecie. Użyjcie Państwo przycisków CURSOR w górę i w dół do wyboru wartości
wprowadzonej za pomocą przycisku WRITE.
Przy zadaniu, dla którego może być więcej niż jedno rozwiązanie, po podaniu ostatniej wartości danej
będzie wyświetlone kolejne możliwe rozwiązanie. Naciśnięcie przycisku WRITE powoduje
przestawienie wejścia CW/CCW na inną wartość.
Pomoc dla toczenia / nacinania gwintu
Maska pomocy dla toczenia / nacinania gwintu może być Państwu pomocna przy rozwiązywaniu
trzech równań dotyczących frezowania i nacinanie gwintu. Te równania to:
1. SFM = (ŚREDNICA TOCZENIA w calach) * LICZBA OBROTÓW/MIN * 3.14159 / 12
2. (OBCIĄŻENIE WIÓRA w calach) = (POSUW w calach/min) / RPM
3. (POSUW w calach/min) = RPM / (SKOK GWINTU)
We wszystkich trzech równaniach możecie Państwo wpisać wszystkie wartości poza jedną a układ
sterowania obliczy brakującą wartość i ją wyświetli. Zwróćcie Państwo uwagę, że wartość RPM (liczba
obrotów na minutę) dla równania 1 i 2 jest tą samą daną.
Jeżeli wybrany jest system metryczny, to wskazania zmienia się na milimetry, milimetry na minutę,
liczba zwojów gwintu na milimetr, albo metr.
Document Outline
- 3.1 Wprowadzenie
- 3.2 Układ współrzędnych
- 3.3 Położenie wyjsciowe maszyny
- 3.4 Pozycjonowanie bezwzględne i względne
- 3.5 Automatyczne przyspieszanie i hamowanie
- 3.6 Programowanie za pomocą kodów
- 3.7 Ustawienia wstępne maszyny
- 3.8 Format programu
- 3.9 Cykle obróbki
- 3.10 Panel kontrolny operatora
- 3.11 Zegar czasu rzeczywistego
- 3.12 Klawiatura
- 3.13 Załączanie/Wyłączanie
- 3.14 Praca ręczna
- 3.15 Praca automatyczna
- 3.16 Zapamiętywanie i edycja programów CNC
- 3.17 Wejscie/wyjscie danych do i z komputera/czytnika/drukarki
- 3.18 Używanie tulei tokarki
- 3.19 Praca maszyny
Wyszukiwarka
Podobne podstrony:
haasPl roz05
haasPl roz04
roz03 kinem t wzgl
haasPl roz06
haasPl roz01
haasPl roz08
haasPl roz12
haasPl roz09
haasPl roz02
haasPl roz10alarm
haasPl roz06
haasPl roz07
haasPl roz05
haasPl roz04
więcej podobnych podstron