
Strategia Lean Production/Lean Manufacturing
Just inTime production
– Lean Production
– Lean Manufacturing
– Odchudzona produkcja
– Produkcja bez strat
– Toyota Production System (TPS)
– Japo
ń
ski system zarz
ą
dzania produkcj
ą
– JIT production – produkcja dokładnie na czas
– Produkcja dokładnie na czas
– Produkcja bez zapasów
– System Kanban
– Ss
ą
cy system sterowania produkcj
ą
Pierwsza implementacja: Toyota Motor Company, Mr Taiichi Ohno, lata 60-te

Istota strategii Lean Production/JIT
•
Lean Production – strategia i filozofia oparta na eliminacji strat i
marnotrawstwa z ła
ń
cucha dodawania warto
ś
ci poprzez redukcj
ę
i
eliminacj
ę
działa
ń
nie zwi
ą
zanych z dodawaniem warto
ś
ci.
Strategia
•
Lean Production/JIT – podej
ś
cie zmierzaj
ą
ca do kupowania,
produkowania i dostarczania tylko tego co i ile oraz na kiedy jest
potrzebne w wymaganej jako
ś
ci i miejscu w całym ła
ń
cuchu dostaw
obejmuj
ą
cym dostawców, przedsi
ę
biorstwo i klientów
Lean Production/JIT – podej
ś
cie dzi
ę
ki któremu przedsi
ę
biorstwo
produkuje wi
ę
cej przy mniejszym zu
ż
yciu zasobów (mniej materiałów,
mniej maszyn, mniej ludzi, ni
ż
sze koszty). Strategia maksymalizacji
produktywno
ś
ci.

Zasady produkcji Lean/JIT
(Robert W. Hall – Zero Inventory)
1.
Produkuj to, co klient – odbiorca chce
2.
Produkuj tyle, ile klient – odbiorca chce
3.
Produkuj natychmiast gdy pojawi si
ę
zapotrzebowanie
4.
Produkuj z idealn
ą
jako
ś
ci
ą
5.
Produkuj bez strat i nieefektywno
ś
ci
6.
Produkuj przy zaanga
ż
owaniu i rozwoju ludzi

Cele Lean Production
Usatysfakcjonowanie klienta odbiorcy poprzez wła
ś
ciwy wyrób, we
wła
ś
ciwej ilo
ś
ci, o wła
ś
ciwej jako
ś
ci, we wła
ś
ciwym miejscu, i
wła
ś
ciwym czasie
Cele szczegółowe:
– Zero zapasów
– Zero braków
– Zero awarii (zero nieterminowych dostaw)
– Zero czasów przestawie
ń
, przezbroje
ń
– Zero transportu
– Zero cykli produkcyjnych (czas dodawania warto
ś
ci = czas realizacji)
– Wielko
ść
partii produkcyjnej = 1

Zapasy s
ą
złem!
Zapasy s
ą
jak opium, im wi
ę
cej ich masz tym wi
ę
cej ich chcesz!
1.
Zapasy kosztuj
ą
–
Pieni
ą
dze zwi
ą
zane z powierzchni
ą
(magazynow
ą
, produkcyjn
ą
)
–
Pieni
ą
dze zwi
ą
zane z utrzymywaniem zapasów
–
Pieni
ą
dze zamro
ż
one w zapasach
2. Zapasy skrywaj
ą
problemy
–
Rozwi
ą
zuj
ą
c problemy eliminuje si
ę
powód utrzymywania zapasów
–
Uwolnione pieni
ą
dze mo
ż
na zainwestowa
ć
w dalsze rozwi
ą
zywanie
problemów
Lean i zapasy

Lean i zapasy
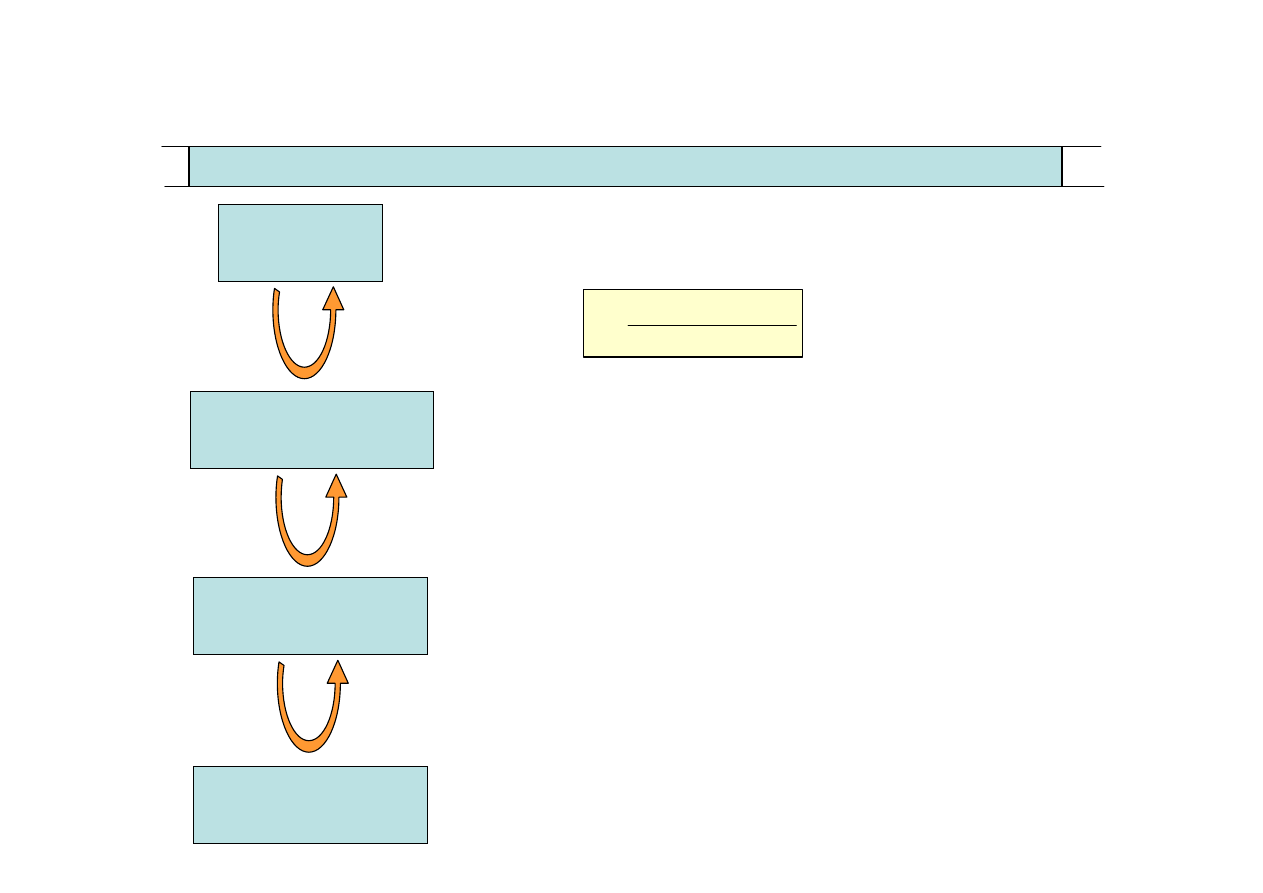
Stymulowanie rozwi
ą
zywania problemów w Lean
1. Obni
ż
enie poziomu zasobów (np. zapasów)
2. Identyfikacja problemów
3. Eliminacja przyczyn problemów
4. Poprawa wykorzystania zasobów (ludzie,
ś
rodki
pracy, kapitał, materiały, powierzchnia)
5. Powrót do punktu 1
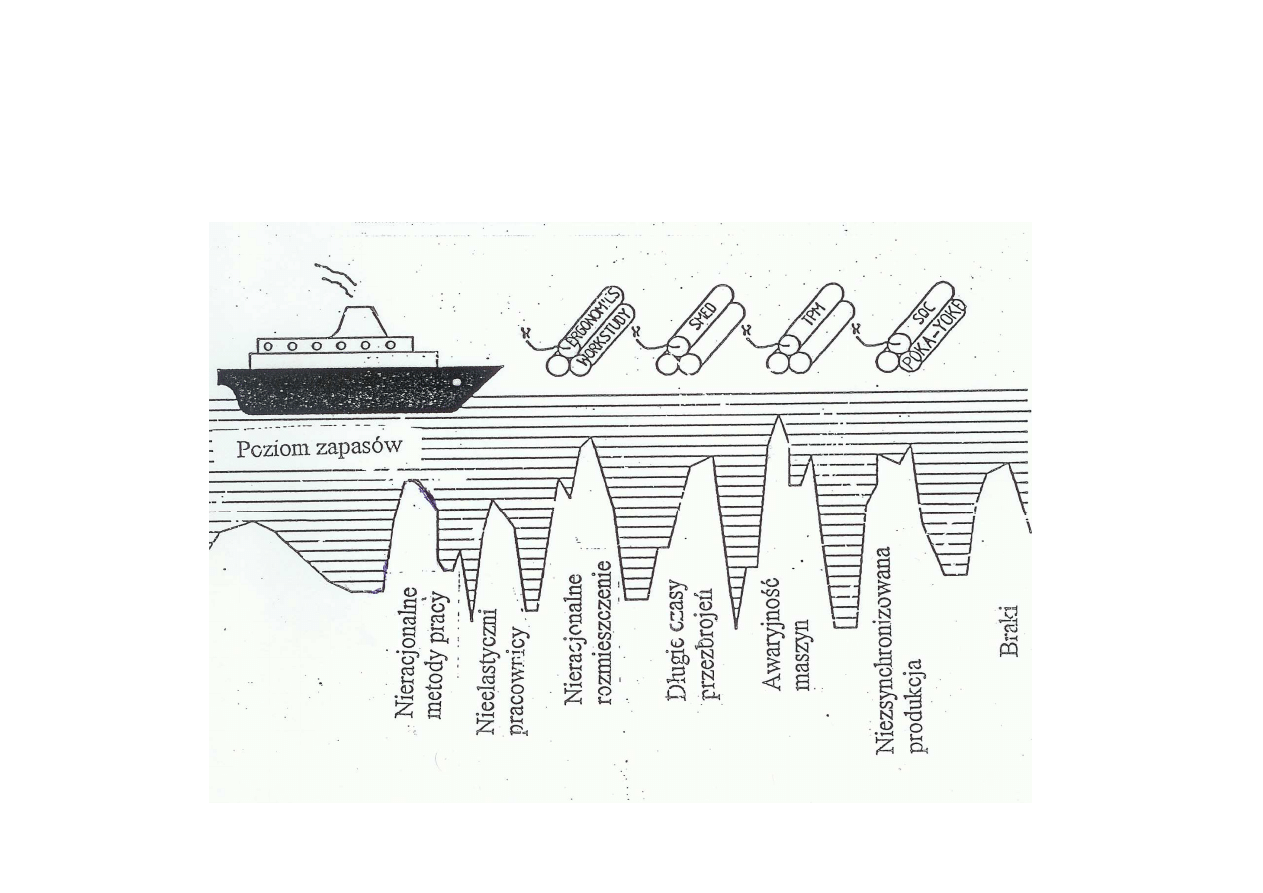
Lean i zapasy
Elementy systemu wytwarzania Lean
1.
System sterowania produkcj
ą
oparty na zasadzie ssania – system
Kanban Komórka (klient - odbiorca) „zasysa” produkcj
ę
z komórki
zasilaj
ą
cej (dostawca) tylko wówczas gdy pojawia si
ę
bie
żą
ce
zapotrzebowanie na materiały, cz
ęś
ci, zespoły, czy wyroby. Gdy nie ma
sygnału, nie ma produkcji. Kanban – sposób komunikowania si
ę
(np.
kartka, puste pole odkładcze, pusty pojemnik). Korzy
ś
ci: Cała załoga
zintegrowana spójnym systemem sterowania umo
ż
liwiaj
ą
cym produkcj
ę
zgodnie z bie
żą
cym zapotrzebowaniem przy minimalnych zapasach
Komórka
dostawcza
Komórka
odbiorcza
Kanban
Przepływ
materiału
Elementy systemu wytwarzania Lean
2. Produkcja w małych partiach
D
ąż
y si
ę
do produkcji w partiach = 1 oraz do przepływu po jednej sztuce
Korzy
ś
ci:
•
Krótki cykl produkcyjny – czas realizacji
•
Małe partie szybko s
ą
przekazywane i obrabiane, co redukuje
złomowanie i naprawy, gdy
ż
przyczyny wadliwej produkcji szybko
s
ą
identyfikowane i usuwane
•
Powierzchnia produkcyjna mo
ż
e zosta
ć
zredukowana (nie ma pół
odkładczych na du
ż
e partie). Maszyny mog
ą
i powinny by
ć
zlokalizowane blisko siebie. Pracownicy mog
ą
łatwo porozumiewa
ć
si
ę
i pomaga
ć
innym
•
Operacje staj
ą
si
ę
bardziej zale
ż
ne. Problem na jednej maszynie
szybko staje si
ę
problemem innych maszyn
•
Łatwiejsza kontrola produkcji, przepływu materiałów i kosztów
Elementy systemu wytwarzania Lean
3. Usprawnianie i upraszczanie przepływu produkcji.
•
Technologia Grupowa - grupowanie cz
ęś
ci lub produktów ze
wzgl
ę
du na podobie
ń
stwo procesów technologicznych i tworzenie
komórek specjalizowanych przedmiotowo. Zwi
ę
kszanie
efektywno
ś
ci i skuteczno
ś
ci poprzez produkcj
ę
w mini zakładach
zorientowanych produktowo.
•
Ustawienie maszyn w komórce w kształcie litery U. Ułatwia
komunikacj
ę
mi
ę
dzy pracownikami.
•
Prewencyjne remonty. Ograniczenie losowych przypadków awarii.
•
Redukcja czasów przestawie
ń
/przezbroje
ń
(metoda SMED/T)
4. Wyeliminowanie zapasów awaryjnych i zabezpieczaj
ą
cych („na
wszelki przypadek”)
5. Wymóg produkcji bez braków (SPC, samokontrola, Poka Yoke)
Elementy systemu wytwarzania Lean
6. Zaanga
ż
owanie pracowników. System produkcyjny JIT mo
ż
e
funkcjonowa
ć
jedynie przy odpowiednio zmotywowanych i
zaanga
ż
owanych pracownikach. Liczba wniosków usprawnie
ń
ro
ś
nie wraz ze wzrostem
ś
wiadomo
ś
ci i odpowiedzialno
ś
ci za
cało
ść
procesu.
7. Ci
ą
gła poprawa wszelkich aspektów produkcji (KAIZEN)
8. Ustanowienie nowych relacji z dostawcami
•
Wybór dostawcy, który gwarantuje cz
ę
ste dostawy dokładnie na
czas, w małych partiach, bez braków. Cena niekoniecznie najni
ż
sza.
•
Dostawcy zlokalizowani blisko.
•
Partnerskie relacje aby osi
ą
gn
ąć
wspólny cel. Informowanie
dostawcy o planach długo- i
ś
redniookresowych i o ramowych
planach potrzeb materiałowych.
•
Lu
ź
na specyfikacja materiałowa. Otwarte zlecenia.
•
Dostawca bierze odpowiedzialno
ść
za jako
ść
i ilo
ść
.

Eliminacja strat i marnotrawstwa
Straty (muda) to działania lub przestoje, które nie dodaj
ą
warto
ś
ci do produktu. Straty dodaj
ą
koszty i czas
Rodzaje strat:
– Straty nadprodukcji
– Straty oczekiwania
– Straty przemieszczania (transportu)
– Straty składowania
– Straty procesowe
– Straty powierzchni
– Straty zb
ę
dnych ruchów
– Straty nieefektywnego wykorzystywania wiedzy
• Strata jest symptomem problemu, a nie
ź
ródłem przyczyny
problemu
• Straty wskazuj
ą
problemy w strumieniu warto
ś
ci
• Nale
ż
y znajdowa
ć
i usuwa
ć
przyczyny problemów
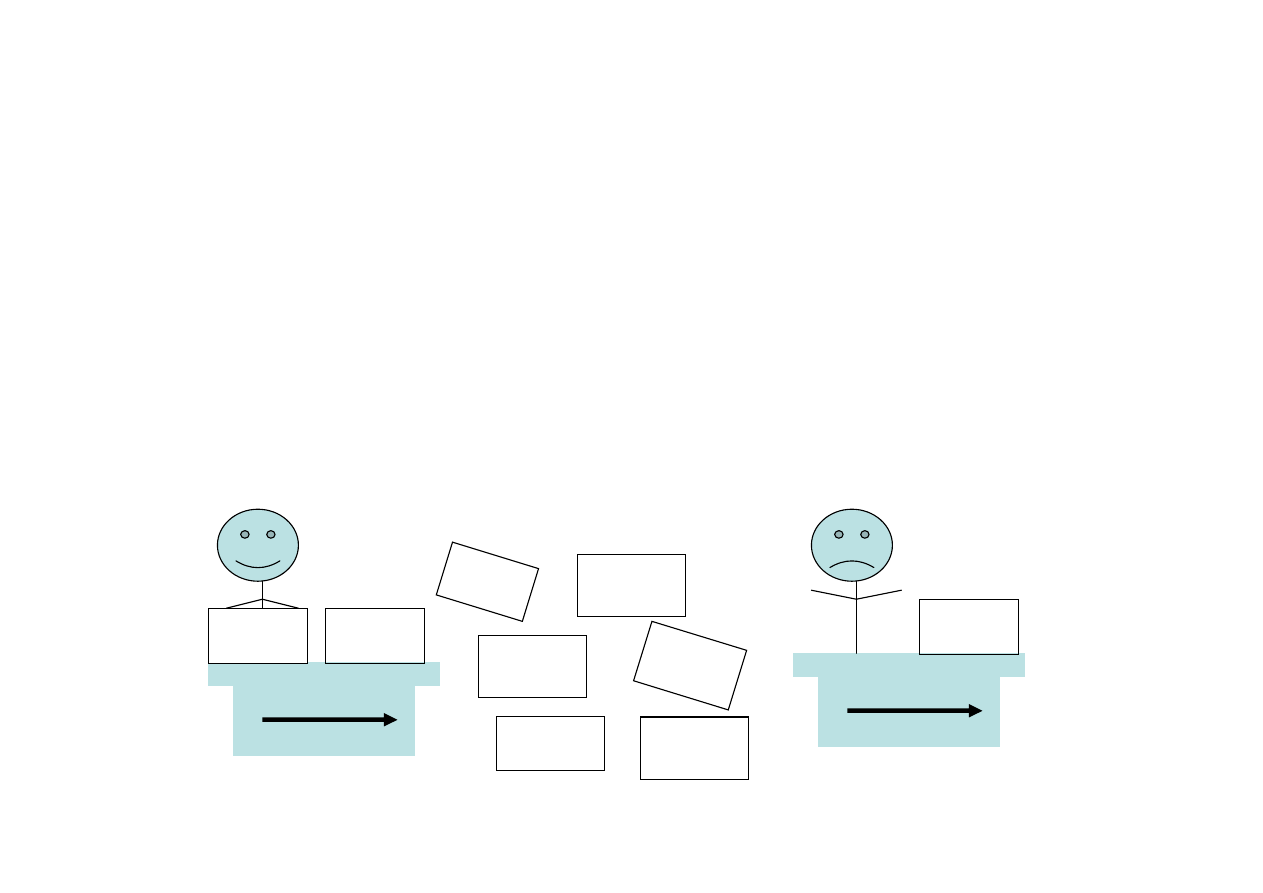
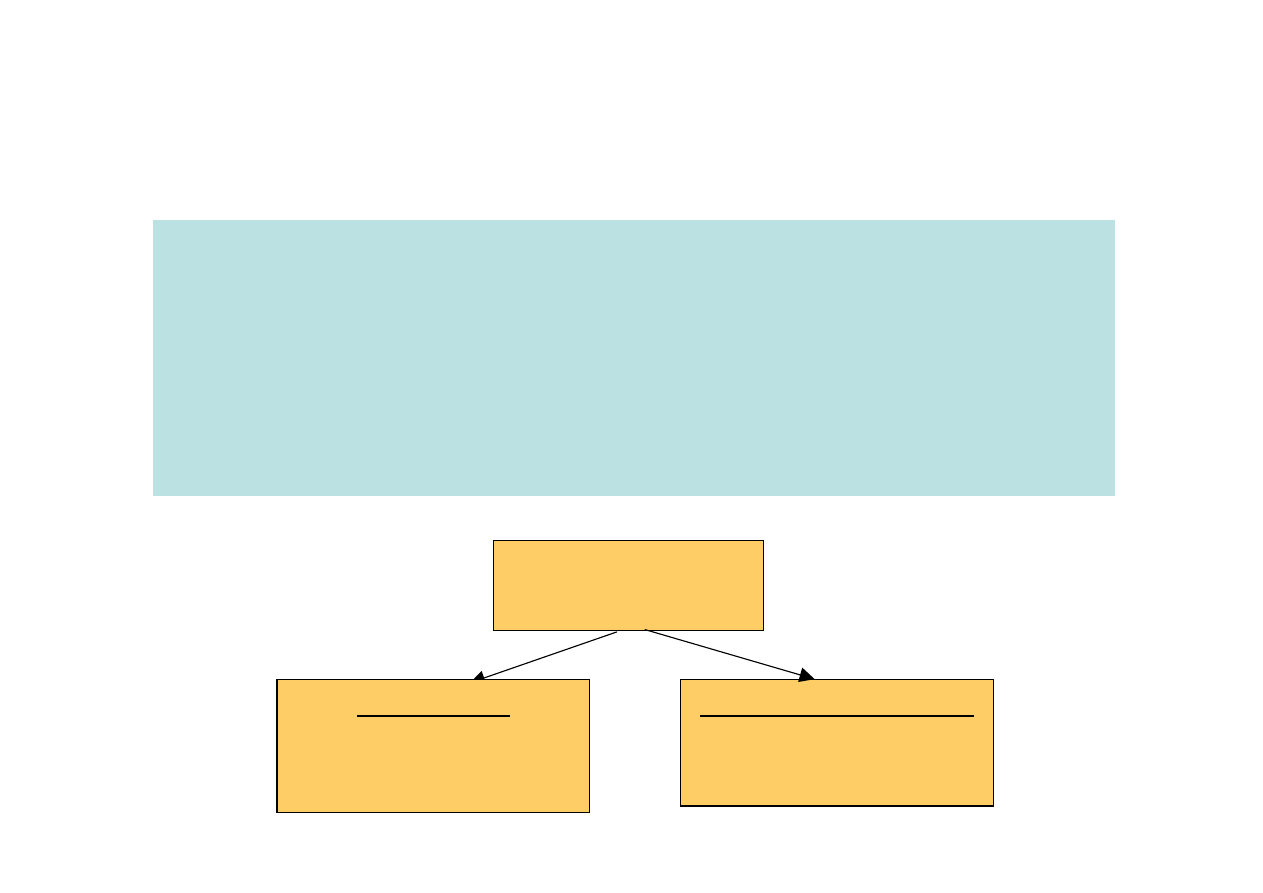
Nadprodukcja
Co to jest nadprodukcja?
=Wytwarzanie
wi
ę
cej
ni
ż
potrzebuje nast
ę
pny proces
=Wytwarzanie
wcze
ś
niej
ni
ż
potrzebuje nast
ę
pny proces
=Wytwarzanie
szybciej
ni
ż
potrzebuje nast
ę
pny proces
Oczeki-
wanie
Zapasy
Przemie
szczanie
Defek-
ty
Ekstra
obróbka

Eliminacja strat (muda)
3. Straty przemieszczania – du
ż
e odległo
ś
ci mi
ę
dzy
stanowiskami
Eliminacja: racjonalizacja rozplanowania przestrzennego,
struktury przedmiotowe, produkcja w komórkach
przedmiotowych
1.
Straty nadprodukcji – tworzenie zb
ę
dnych zapasów
Eliminacja: redukcja czasów przezbroje
ń
, synchronizacja
czasów procesów i operacji, wytwarzanie tylko tego co
jest aktualnie potrzebne, nie produkowanie dla unikni
ę
cia
przestojów maszyn i pracowników
2. Straty oczekiwania – oczekiwanie na obróbk
ę
, na
narz
ę
dzia, na materiał, na transport, na kontrol
ę
Eliminacja: synchronizacja przepływu produkcji, balansowanie
obci
ąż
enia dzi
ę
ki elastyczno
ś
ci robotników i wyposa
ż
enia
Eliminacja strat (muda)
4. Straty procesowe – procesy niezdolne do zapewnienia
wymaganych cech wyrobu najni
ż
szym kosztem, operacje
zb
ę
dne dla nadania wyrobowi wymaganych cech
Eliminacja: zmiany w procesach, dopasowanie procesu do
produktu oraz projektu produktu do procesu
5. Straty składowania – zapasy „produkcji nie w toku”, zapasy
mi
ę
dzyoperacyjne, du
ż
e serie, zapasy materiałów
wej
ś
ciowych, zapasy wyrobów gotowych, zapasy
zabezpieczaj
ą
ce
Eliminacja: redukcja czasów przezbroje
ń
, synchronizacja
przepływu, dostawy dokładnie na czas, produkcja w małych
partiach
Wska
ź
nik cyklu produkcyjnego
Wska
ź
nik produktywno
ś
ci operacyjnej
- Operacja dodaj
ą
ca warto
ść
- Transportu
- Składowanie
- Kontrola produktu
- Oczekiwanie
∑
∑
=
WCP
( + + + + )
Cel odchudzania: maksymalizacja wska
ź
nika WCP
Jak zmaksymalizowa
ć
WCP?
Eliminacja i redukcja czasu nie zwi
ą
zanego z dodawaniem warto
ś
ci
Czas operacji
WCP = -------------------------
100%
Cykl produkcyjny

Celem wdra
ż
ania strategii Lean Production w przedsi
ę
biorstwie jest
uzyskanie przewagi w zakresie jako
ś
ci, czasu dostawy i jej niezawodno
ś
ci
oraz ceny.
Strategia Lean Production w obszarze sprzeda
ż
y pozwala na redukcj
ę
kosztów poprzez dostarczanie produktów o perfekcyjnej jako
ś
ci, w
wymaganych ilo
ś
ciach, dokładnie kiedy s
ą
wymagane i po akceptowalnej
przez klienta cenie. Aby przedsi
ę
biorstwo mogło sprzedawa
ć
po
akceptowalnej cenie i w wymaganych ilo
ś
ciach jego procesy produkcyjne
musz
ą
by
ć
odpowiednio elastyczne w dostosowaniu si
ę
do zmian w popycie
oraz zdolne do szybkiego i ekonomicznego wytwarzania wymaganych ilo
ś
ci
wyrobów.
Planowanie produkcji Lean Production

Płynna produkcja
Flow production
Aby umo
ż
liwi
ć
produkcji efektywne reagowanie na krótkookresowe zmiany w
popycie rynku, bez anga
ż
owania zapasów, w strategii Lean stosuje si
ę
tzw.
płynn
ą
produkcja (flow production) lub wygładzon
ą
produkcj
ę
(smooth
production) oraz model mieszanej produkcji (heijunka).
Płynna produkcja polega na „równoczesnym” montowaniu ka
ż
dego dnia w linii,
kilku wyrobów finalnych z jednej rodziny w jak najmniejszych partiach.
Warunkiem płynnej produkcji w całym ła
ń
cuchu logistycznym produkcji jest
synchronizacja produkcji i dostaw zasilaj
ą
cych lini
ę
wyrobu finalnego oraz
produkcja w małych partiach, a tak
ż
e szybkie przezbrojenia. W efekcie płynnej
produkcji uzyskuje si
ę
redukcj
ę
strat spowodowanych zapasami oraz mo
ż
liwo
ść
szybkiej reakcji na zmiany w popycie.
Dzi
ę
ki płynnej produkcji pojedyncza linia mo
ż
e produkowa
ć
ka
ż
dego dnia wiele
ró
ż
nych wyrobów z danej rodziny i zaspokaja
ć
popyt rynku z produkcji,
a nie z zapasów.

Główny plan produkcji (MPS) w
ś
rodowisku Lean/JIT jest opracowywany w
krótszym horyzoncie np. 3 miesi
ę
cy. Krótsza jest tak
ż
e ta cz
ęść
MPS, która
podlega zamro
ż
eniu (w zamro
ż
onej cz
ęś
ci MPS nie wprowadza si
ę
zmian)
gdy
ż
czasy realizacji w
ś
rodowisku Lean/JIT s
ą
krótsze. W Toyota Motor
Company horyzont planowania wynosi trzy miesi
ą
ce i dla ka
ż
dego miesi
ą
ca
planuje si
ę
zdolno
ś
ci produkcyjne oraz liczb
ę
kanbanów. Z trzymiesi
ę
cznym
wyprzedzeniem przekazywane s
ą
dostawcom informacje o planowanym
zapotrzebowaniu na składniki.
Miesi
ę
czny MPS wraz z bie
żą
cymi potrzebami odbiorców stanowi podstaw
ę
do ustalania dziennego harmonogramu monta
ż
u ko
ń
cowego (HMK). HMK
okre
ś
la szczegółowo co, ile i w jakiej kolejno
ś
ci b
ę
dzie montowane ka
ż
dego
dnia w zakresie wyrobów finalnych wytwarzanych w okre
ś
lonej linii.
W
ś
rodowisku Lean/JIT, HMK jest tworzony po obliczeniu poziomu dziennej
produkcji i w oparciu o ide
ę
modelu mieszanej produkcji.
W Toyocie HMK jest ustalany ka
ż
dego dnia na dzie
ń
nast
ę
pny.
Harmonogram monta
ż
u ko
ń
cowego
•
Przykład:
•
Produkcja trzech modeli samochodów A,B,C ( Toyota Motor Company) (A -czterodrzwiowy, B -
trzydrzwiowy i C - dwudrzwiowy).
•
Plan produkcji na poziomie 10 000szt w miesi
ą
cu;
•
Przykładowe Główne planowanie produkcji w konwencjonalnym systemie MRP: Monta
ż
w seriach
równych miesi
ę
cznemu popytowi ka
ż
dego modelu:Tydz 1 i 2 A=5000 szt,Tydz 3 B = 2500 szt,
Tydz 4 C = 2500 szt.
•
Harmonogramowanie monta
ż
u ko
ń
cowego w oparciu o Model mieszanej produkcji
•
Model Mieszanej produkcji: technik
ą
wspomagaj
ą
c
ą
osi
ą
gni
ę
cie “płynnej produkcji”.
•
Kroki::
–
równomierne rozło
ż
enie produkcji wyrobów w poszczególnych dniach miesi
ą
ca
–
równomierne rozło
ż
enie produkcji w ramach zmiany roboczej.
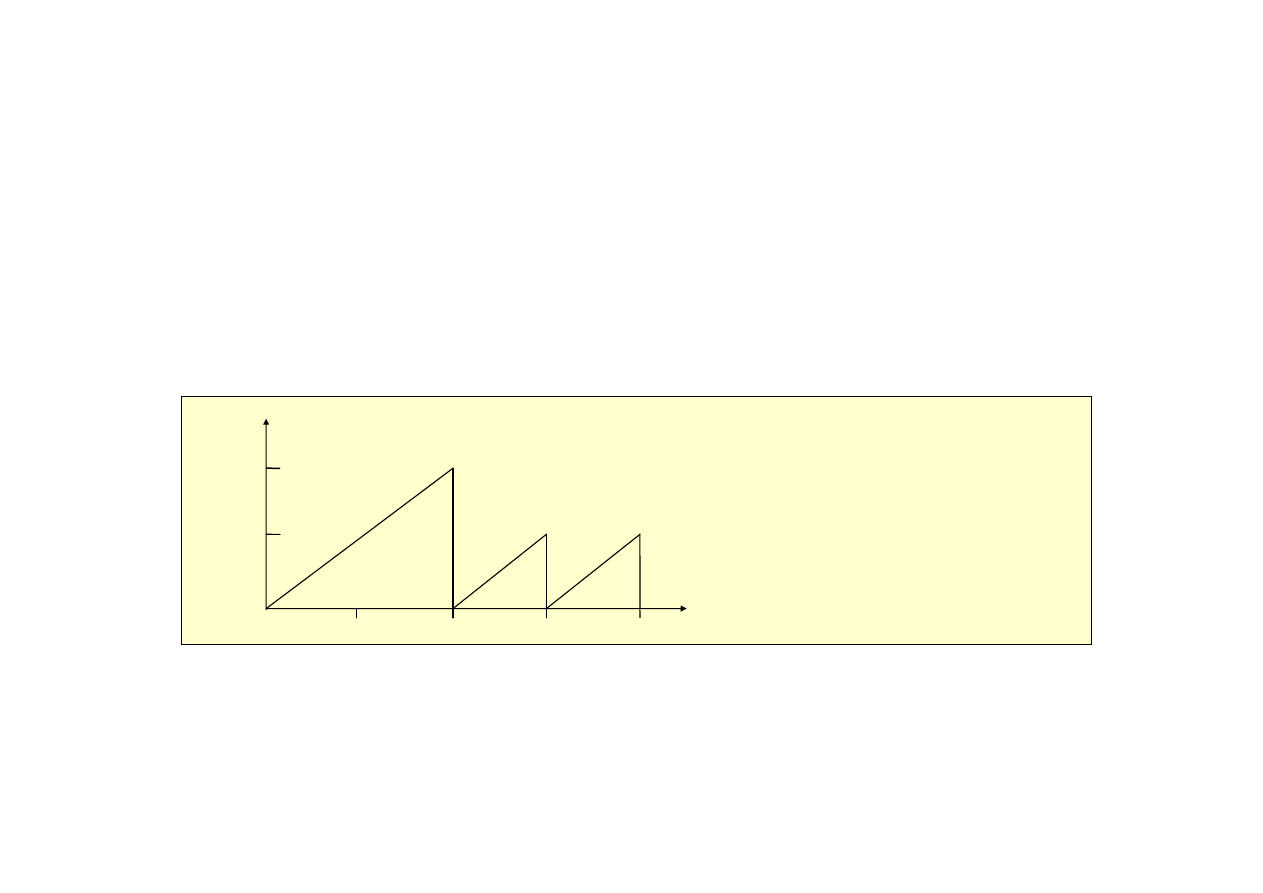
Zwi
ę
kszanie płynno
ś
ci produkcji
(model mieszanej produkcji)
Zapas
5000
2500
(marzec)
15.03
1.03
A
B
C
30.03

Zwi
ę
kszanie płynno
ś
ci produkcji
(model mieszanej produkcji)
•
Przykład c.d.: Marzec - 20 dni roboczych, 8 godz/dzie
ń
•
5000 + 2500 + 2500 = 10000/m : 20
•
250 + 125 + 125 = 500/dzie
ń
•
Takt spływu: T = (8 godz x 60 min)/500 = 0,94 min (jeden samochód co minut
ę
).
Jak zaplanowa
ć
płynn
ą
produkcj
ę
w linii monta
ż
owej?
Warunek - 500szt/dzie
ń
. Przykładowe warianty harmonogramu (HMK).
AABCAABCAABCAACB....
lub AAAABBCCAAAABBCC....
•
System Kanban - sterowanie produkcj
ą
zespołów zasilaj
ą
cych lini
ę
oraz produkcj
ą
składników
•
i dostawami materiałów wej
ś
ciowych.
•
Przykład c.d.
•
Zakładaj
ą
c, pojemno
ść
kontenera 20 szt. (10 dla A, 5 dla B, 5 dla C) oraz czas realizacji jednego
kontenera 8 godz. (jedna zmiana), nale
ż
y przygotowa
ć
min. 25 kanbanów, aby pokry
ć
dzienne
zapotrzebowanie na 500 szt składnika.
•
W przypadku zmian w popycie na wyroby finalne nast
ę
puje korekta planu miesi
ę
cznego, ustalenia dziennego
zapotrzebowania na poszczególne modele, opracowanie dziennego harmonogram monta
ż
u ko
ń
cowego i
obliczenie liczby kanbanów.
•
Planowanie miesi
ę
czne oprócz tworzenia zapasów charakteryzuje si
ę
du
żą
sztywno
ś
ci
ą
. Planowanie dzienne
pozwala płynnie przestawi
ć
si
ę
na nowe zapotrzebowanie ilo
ś
ciowe.
System KANBAN
(liczba kart kanban)
gdzie:
D -
ś
redni popyt w sztukach na jednostk
ę
czasu (godz., dzie
ń
, tydz.);
T
w
- czas wykonania kontenera cz
ęś
ci, czas
od wyj
ę
cia kanbanu produkcji z kontenera
do jego powrotu z pełnym kontenerem na
pole odkładcze (produkcja)
T
t
- czas uzupełnienia zapasu cz
ęś
ci, czas od
wyj
ę
cia kanbanu transferu do powrotu z
nowym kontenerem (transport)
C - pojemno
ść
jednego kontenera
G - rezerwa przypadaj
ą
ca na odchylenia w
czasie; zwykle G < 10%Dx(Tw+ Tt )
C
G
T
T
D
K
t
w
)
1
)(
(
+
+
×
=
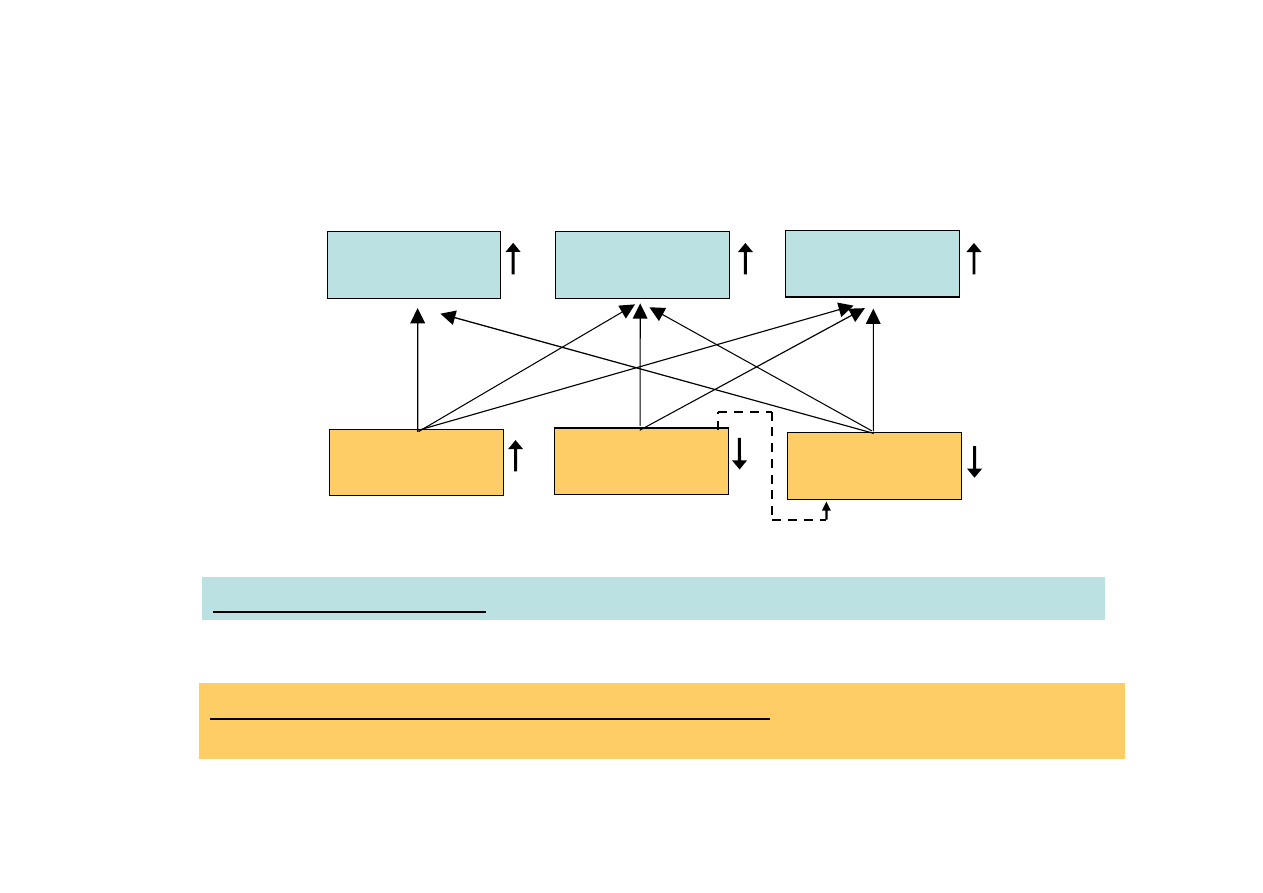
Przypadek 1. Popyt wzrasta.
System produkcyjny bez
usprawnie
ń
. Liczba kanbanów
musi wzrosn
ąć
. Zapas ro
ś
nie
Przypadek 2. Popyt wzrasta.
Zapobie
ż
enie wzrostowi zapasów
przez usprawnienia systemu
produkcyjnego i transportu. Czas
produkcji i czas transportu oraz G
musz
ą
ulec redukcji
W systemie Kanban zakłada si
ę
stałe d
ąż
enie do minimalizacji liczby kanbanów poprzez
redukcj
ę
czasu wykonywania operacji, czasów przezbroje
ń
, czasów przestojów
spowodowanych awariami i innymi zakłóceniami, czasów transportu, zwi
ę
kszanie wydajno
ś
ci
i kwalifikacji robotników, produkcj
ę
bez braków, czyli d
ąż
y si
ę
do redukcji czasu Tw oraz Tt.
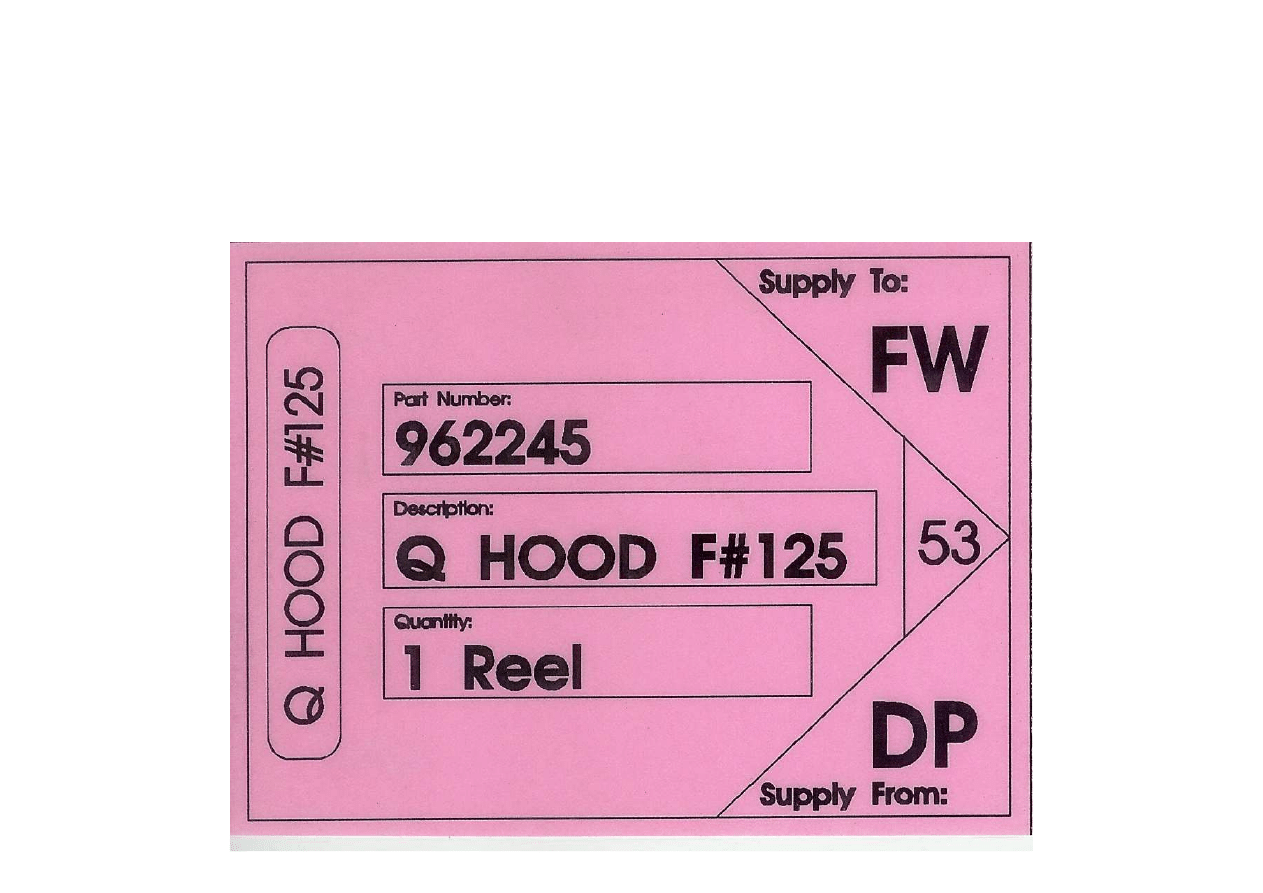
Przykład karty kanban

System Kanban (Pull System) - sterowanie
przebiegiem produkcji wg zasady ssania
•
Dwa typy systemów Kanban:
– jednokanbanowy - tylko kanban produkcji
– dwukanbanowy - kanban produkcji i kanban transferu
•
Dwa rodzaje kanbanów - kanban transferu (zlecenie dostawy), kanban
produkcji (zlecenie produkcji)
•
Rodzaje sygnałów: kanban - karteczka, puste pole odkładcze, podniesiona
r
ę
ka, zapalona lampka, piłeczka do golfa i inne
•
Monta
ż
finalny odbywa si
ę
zgodnie z harmonogramem monta
ż
u
ko
ń
cowego
•
Tworzy si
ę
samoreguluj
ą
ce układy odbiorców i dostawców
Uwaga!
System Kanban wprowadza si
ę
w warunkach braku przepływu ci
ą
głego - braku
synchronizacji czasów procesów
System Kanban, oparty na zasadzie ssania, zapobiega powstawaniu strat
nadprodukcji
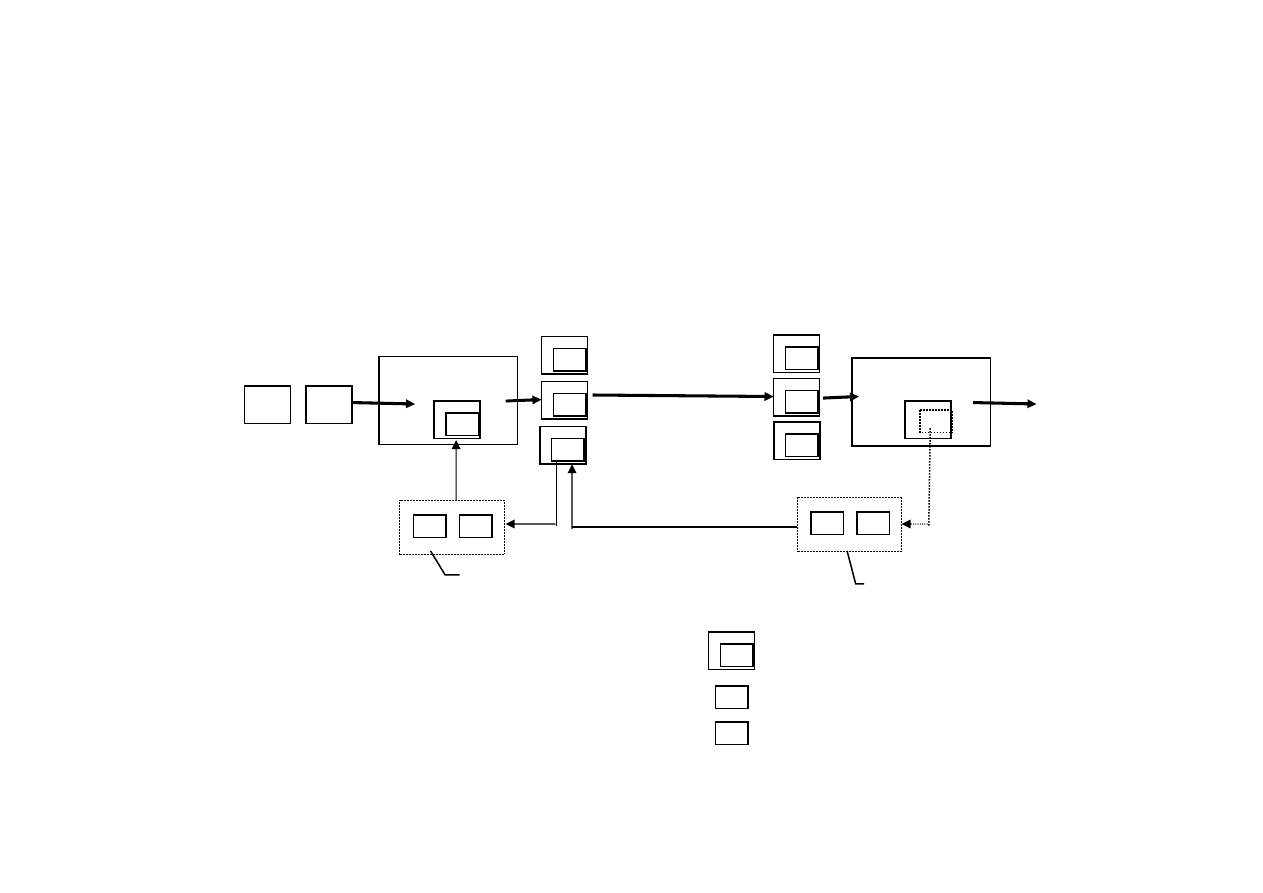
Tablica kanbanów
transferu
Kanban transferu
Stanowisko 2
KT
KP
KT
KT
KT
Stanowisko 1
KP
KT
KP
Kanban produkcji
Kontener z kanbanem
KP
KP
Tablica kanbanów
produkcji
1
2
KT
KT
KP
KP
KP
Pole odkładcze
stanowiska 2
Pole odkładcze
stanowiska
1
System Kanban (dwukanbanowy)
System KANBAN
AABCAABCAABCAACB AABCAABCAABCAACB AABCAABCAABCAACB
Stanowisko
monta
ż
u
Dostawca
zespołu
Dostawca
podzespołu
Dostawca
surowca
Linia monta
ż
u wyrobów finalnych
System Kanban
System Kanban
System Kanban
C
G
T
T
D
K
t
w
)
1
)(
(
+
+
×
=
Liczba kanbanów – pojemników
w obiegu mi
ę
dzy stanowiskiem
monta
ż
u a dostawc
ą
zespołu
Harmonogram monta
ż
u finalnego
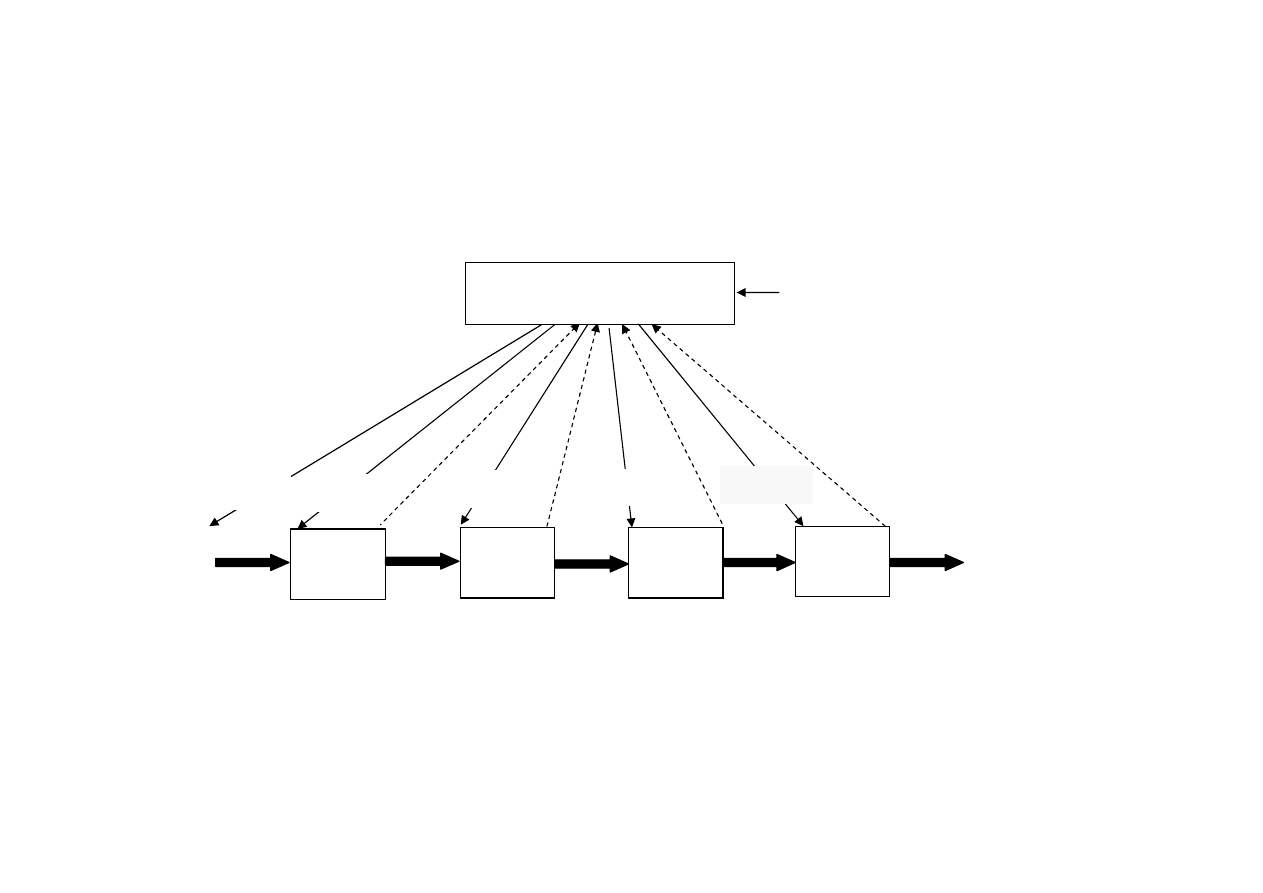
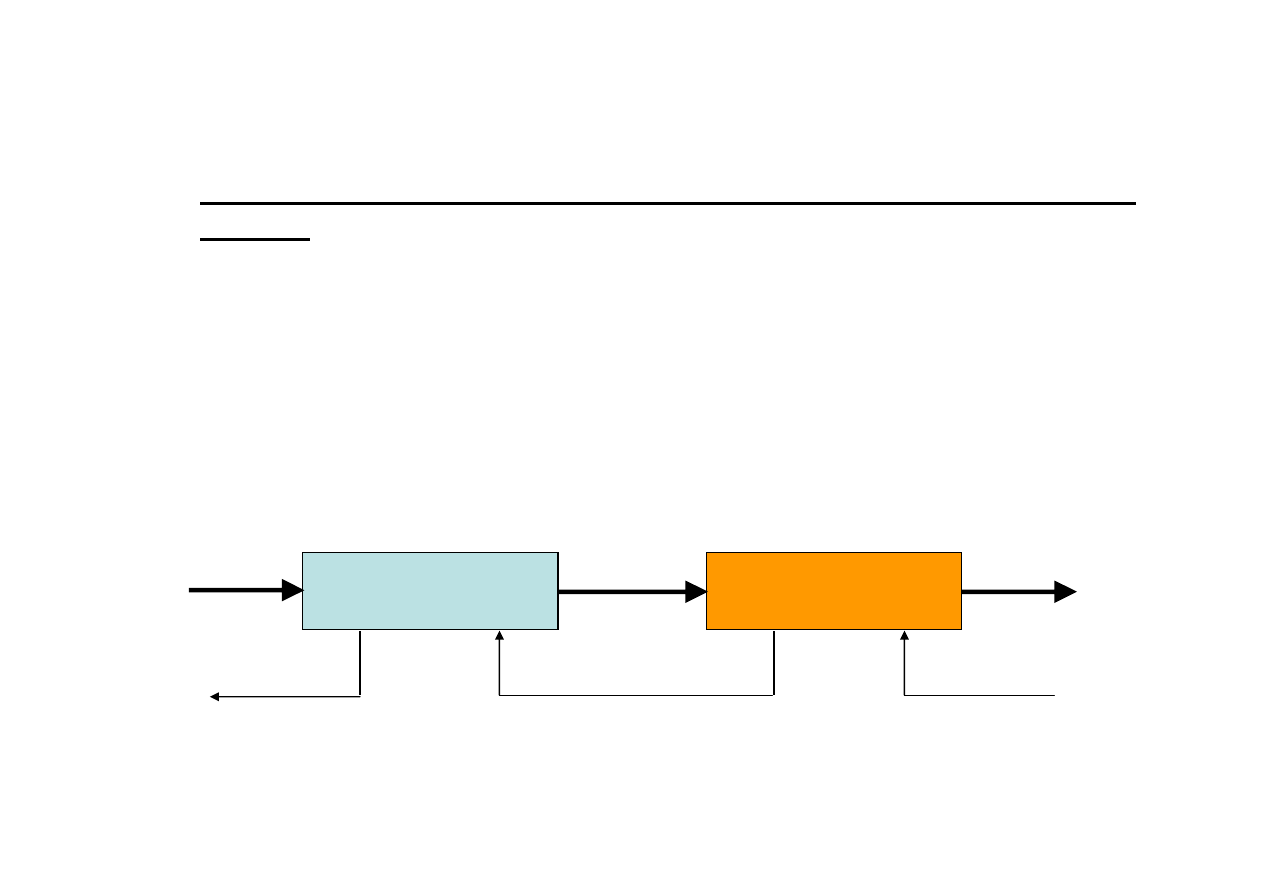
System pchaj
ą
cy
(konwencjonalne planowanie i sterowanie produkcj
ą
)
Naniesienie
warstwy kleju +
35000 porcji
kleju
Wycinanie z
papieru +
35000 szt.
arkuszy
Nadruk znaku
firmowego +
35000
nadruków
Zło
ż
enie
koperty i
sklejenie
35000
35000
35000
35000
1
2
3
4
MPS – 35000 kopert/ tydz
Zamówienie klienta
70000 kopert z nadrukiem
35000
1
2
3
4
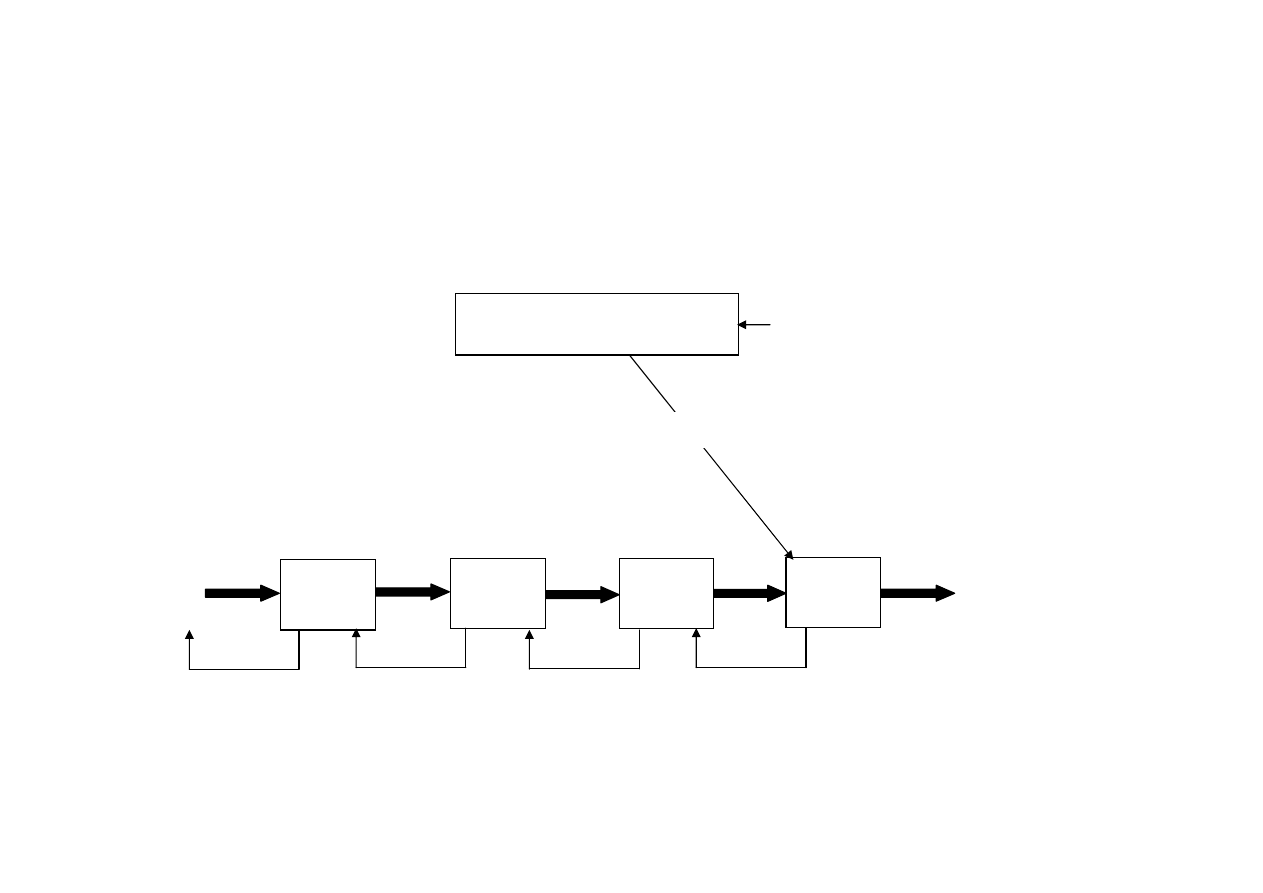
MPS – 35000 kopert/tydz
7000
kopert/dzie
ń
Zamówienie
klienta
KANBAN
(500 szt)
KANBAN
(500 szt)
KANBAN
(500 szt)
KANBAN
(500 szt)
System ss
ą
cy (sterowanie produkcj
ą
z
wykorzystaniem systemu Kanban)
Harmonogram dzienny HMK

Zarz
ą
dzanie ograniczeniami

TEORIA OGRANICZE
Ń
Theory of Constraints
Strategia OPT/TOC
Technologia Optymalnej Produkcji (Optimized Production Technology - OPT)
Synchroniczne Wytwarzanie (Synchronous Manufacturing)
Teoria Ogranicze
ń
(Theory of Constraints)
Eliyahu M. Goldratt - Izrael, lata 70-te, USA 1979
OPT
TECHNOLOGIA OPTYMALNEJ PRODUKCJI
(Optimized Production Technology - OPT)
Zasady OPT + pakiet programowy OPT
Creative Output Inc. of Milford, Connecticut
PODEJ
Ś
CIE OPT
System sterowania OPT
pakiet programowy OPT
Filozofia OPT
⇒
cele OPT
⇒
zasady OPT

CELE PRZEDSI
Ę
BIORSTWA
(zgodnie z podej
ś
ciem OPT)
CEL NADRZ
Ę
DNY:
Zarabia
ć
pieni
ą
dze teraz i w przyszło
ś
ci
Mierniki realizacji celu nadrz
ę
dnego
OCENA PRZEDSI
Ę
BIORSTWA (mierniki ekonomiczne)
•ZYSK NETTO (Net profit)
(przychód ze sprzeda
ż
y – koszty uzyskania przychodu)
•ZWROT NAKŁADÓW INWESTYCYJNYCH (Return on Investment - ROI)
(zysk/ kapitał całkowity)
•PRZEPŁYW GOTÓWKI (Cash flow)
(bie
żą
ce wpływy - bie
żą
ce wydatki)

OCENA PRODUKCJI (mierniki operacyjne)
• WYDAJNO
ŚĆ
, PRZEPUSTOWO
ŚĆ
( Throughput) - tempo generowania
pieni
ę
dzy – tempo w którym system produkcyjny generuje pieni
ą
dze poprzez
sprzeda
ż
produktów
• ZAPASY (Inventory) - pieni
ą
dze zamro
ż
one w nabytych surowcach i
elementach zakupu, produkcji nie zako
ń
czonej i nie sprzedanych wyrobach oraz
w
ś
rodkach trwałych - kapitał całkowity
• KOSZTY OPERACYJNE (Operating expences) - pieni
ą
dze wydatkowane na
przetworzenie zapasów w produkty sprzeda
ż
y
Mar
ż
a pokrycia (wzgl
ę
dna) cj - kzj
Tempo generowania pieni
ę
dzy Tg =
=
Czas jednostkowy operacji w
ą
skiego gardła tjwg
CELE PRZEDSI
Ę
BIORSTWA
(zgodnie z podej
ś
ciem OPT)
CELE PRZEDSI
Ę
BIORSTWA
(zgodnie z podej
ś
ciem OPT)
PRZEPŁYW
GOTÓWKI
ZWROT
NAKŁADÓW
ZYSK
NETTO
WYDAJNO
ŚĆ
ZAPASY
KOSZTY
OPERACYJNE
Cele przedsi
ę
biorstwa: maksymalizacja zysku, ROI i przepływu gotówki
Cele operacyjne – cele zarz
ą
dzania produkcj
ą
: maksymalizacja wydajno
ś
ci
Tg - przepływu, minimalizacja zapasów i kosztów operacyjnych

ISTOTA PODEJ
Ś
CIA OPT
Wyró
ż
nik OPT: Koncentracja uwagi na zasobach krytycznych
(w
ą
skich gardłach)
Definicja systemu OPT:
System zarz
ą
dzania produkcj
ą
kład
ą
cy nacisk na
identyfikacj
ę
w
ą
skiego gardła i efektywne
zarz
ą
dzanie zasobami z nim zwi
ą
zanymi, celem
maksymalizacji przepływu i redukcji zapasów
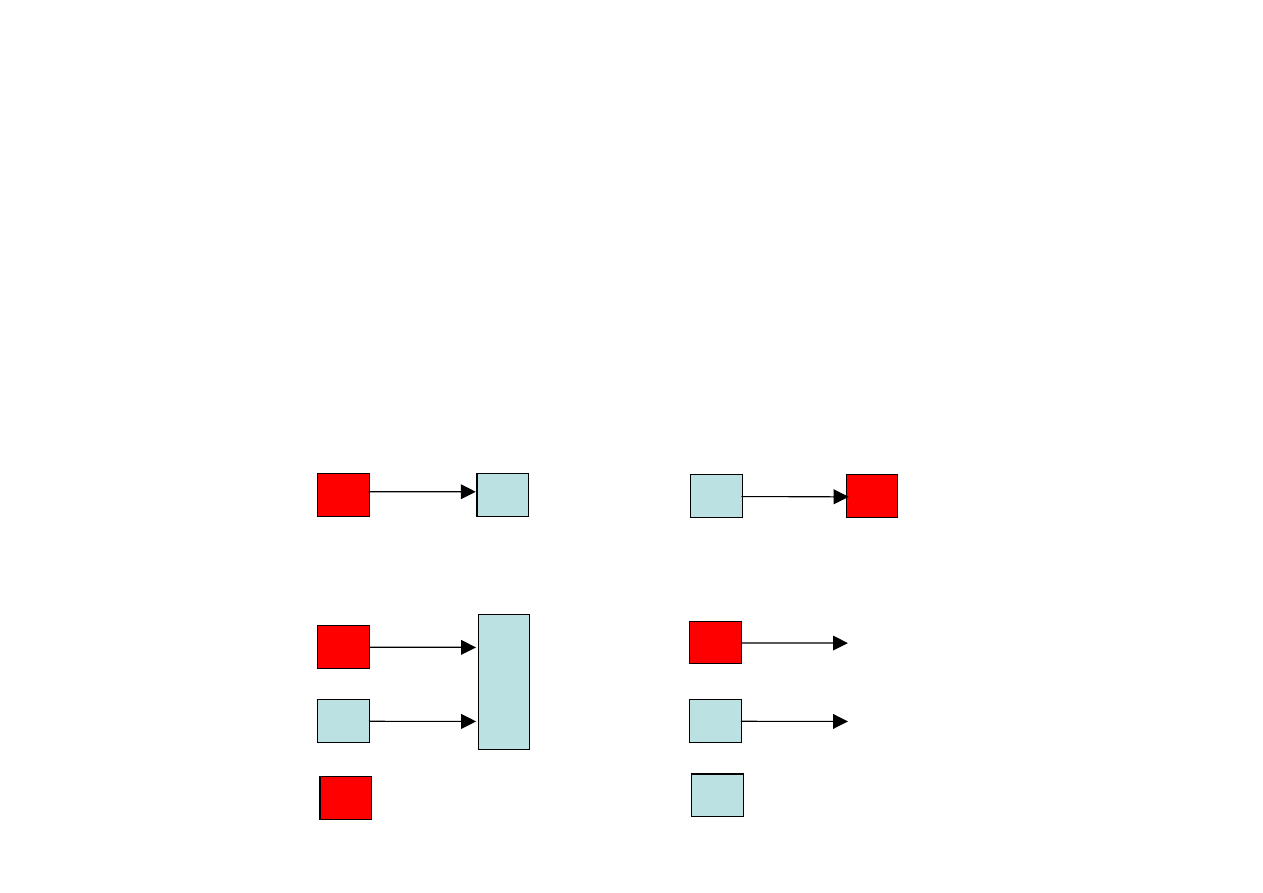
Relacje w
ą
skie gardło - zasoby niekrytyczne
Zasób krytyczny (w
ą
skie gardło)
- komórka produkcyjna determinuj
ą
ca
wydajno
ść
- przepustowo
ść
systemu produkcyjnego
(której zdolno
ść
produkcyjna jest równa lub mniejsza
od zapotrzebowania)
Zasób niekrytyczny
- komórka produkcyjna o zdolno
ś
ci produkcyjnej
wi
ę
kszej od zapotrzebowania
Y
X
Y
X
X
Z
X
Y
Y
RELACJA I
RELACJA II
RELACJA IV
RELACJA III
Y
X
- zasób krytyczny
- zasób niekrytyczny
ZASADY TEORII OGRANICZE
Ń
TOC
1. Zidentyfikuj ograniczenie systemu.
2. Zdecyduj w jaki sposób najlepiej wykorzysta
ć
ograniczenie. Obni
ż
enie
przepustowo
ś
ci procesu ograniczaj
ą
cego to obni
ż
enie przepustowo
ś
ci
całego ła
ń
cucha. Nale
ż
y uwa
ż
nie zarz
ą
dza
ć
procesem w
ą
skiego gardła.
3. Podporz
ą
dkowanie wszystkiego zarz
ą
dzaniu ograniczeniem.
4. Usuni
ę
cie ograniczenia. Zwi
ę
ksz wydajno
ść
– przepustowo
ść
systemu.
5. Je
ż
eli w poprzednim kroku wyeliminowałe
ś
ograniczenie wró
ć
do
kroku 1. W
ż
adnym przypadku nie dopu
ść
do tego, aby inercja stała si
ę
ograniczeniem.
Rodzaje ogranicze
ń
Ograniczenie zewn
ę
trzne – popyt
Ograniczenie wewn
ę
trzne – zdolno
ść
produkcyjna systemu
produkcyjnego – zdolno
ść
produkcyjna w
ą
skiego gardła

ZASADY STEROWANIA PRODUKCJ
Ą
OPT
1. Nale
ż
y równowa
ż
y
ć
przepływ produkcji, a nie zdolno
ść
produkcyjn
ą
2. Poziom wykorzystania zasobu niekrytycznego nie jest zdeterminowany przez
jego własny potencjał, ale przez inne ograniczenia w systemie
3. Wykorzystanie i aktywno
ść
zasobu nie s
ą
synonimami
4. Godzina stracona na w
ą
skim gardle jest godzin
ą
stracon
ą
dla całego systemu
5. Godzina zaoszcz
ę
dzona w zasobie niekrytycznym jest złudzeniem
6. W
ą
skie gardła decyduj
ą
o wydajno
ś
ci (przepustowo
ś
ci) systemu
i o zapasach w systemie
7. Partia transportowa nie musi, a cz
ę
sto nie powinna by
ć
równa partii
produkcyjnej
8. Partia produkcyjna powinna by
ć
zmienna w procesie produkcyjnym, a nie stała
9. Harmonogramy powinny by
ć
ustalane z uwzgl
ę
dnieniem wszystkich
ogranicze
ń
jednocze
ś
nie. Priorytety i zdolno
ś
ci produkcyjne nale
ż
y ustala
ć
równocze
ś
nie, a nie kolejno. Cykle produkcyjne i wielko
ś
ci partii
produkcyjnych nie s
ą
stałe i wcze
ś
niej znane, ale wynikaj
ą
z harmonogramów
MOTTO. Suma optimów lokalnych nie stanowi optimum globalnego systemu
Przedsi
ę
biorstwo, które stara si
ę
wykorzysta
ć
ka
ż
dy zasób w 100%
jest przedsi
ę
biorstwem mało efektywnym
„Je
ż
eli tego nie potrzebujesz, to tego nie wytwarzaj”
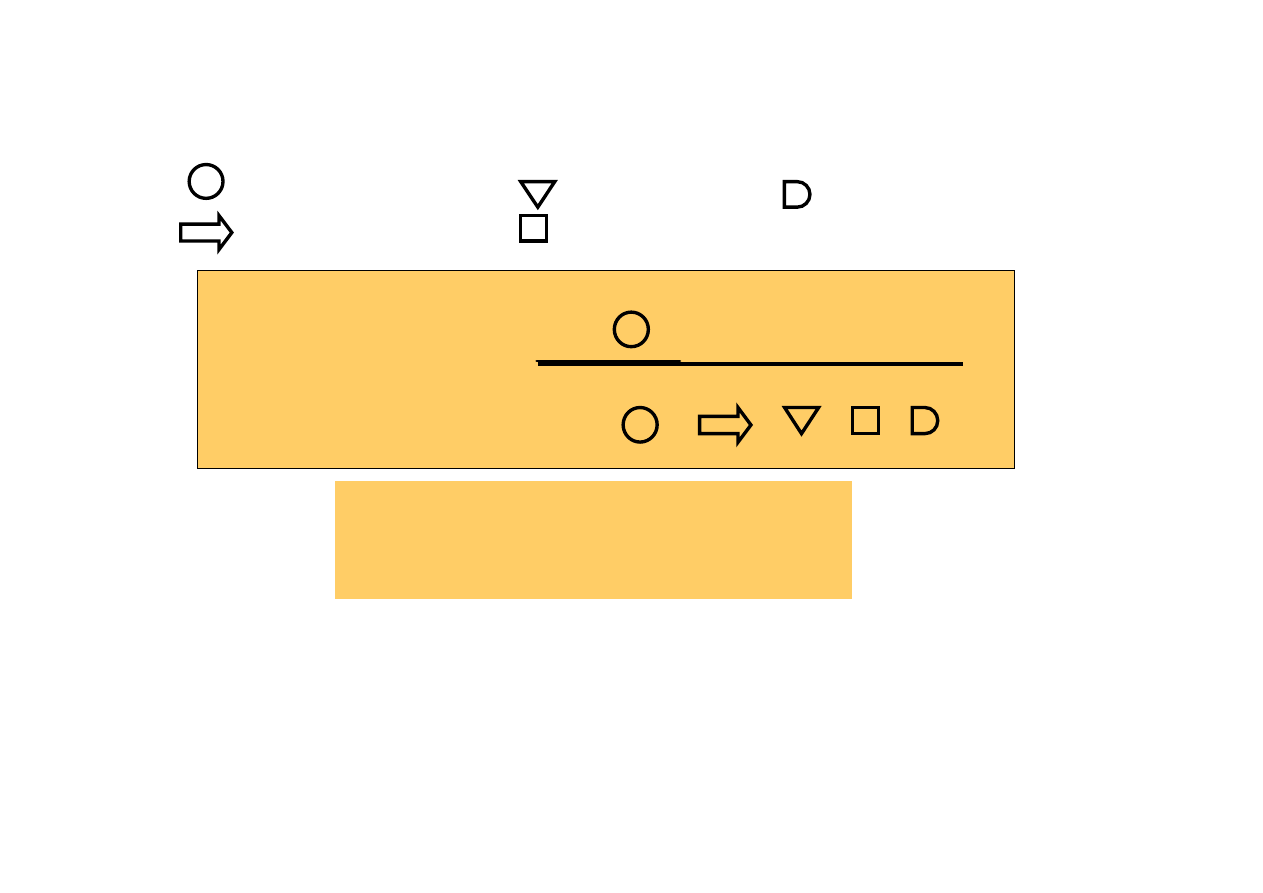
DBR - zasada werbla, bufora i liny
Zasada 6. W
ą
skie gardło decyduje o wydajno
ś
ci systemu i o zapasach
D - Drum (werbel) - w
ą
skie gardło jest „werblem” dyktuj
ą
cym tempo pracy wszystkich
zasobów w systemie
B - Buffor (bufor) - zadaniem buforów powinno by
ć
utrzymanie ci
ą
gło
ś
ci pracy w
ą
skiego
gardła
Bufory czasowe: produkcja z wyprzedzeniem czasowym
Wprowadza si
ę
- przed w
ą
skim gardłem
- przed ł
ą
czeniem wyrobów w
ą
skiego gardła
Bufor ilo
ś
ciowy - zapasy wyrobów finalnych
R - Rope (lina) - synchronizacja produkcji poprzez jej uruchamianie zgodnie z harmonogramem
produkcji w
ą
skiego gardła
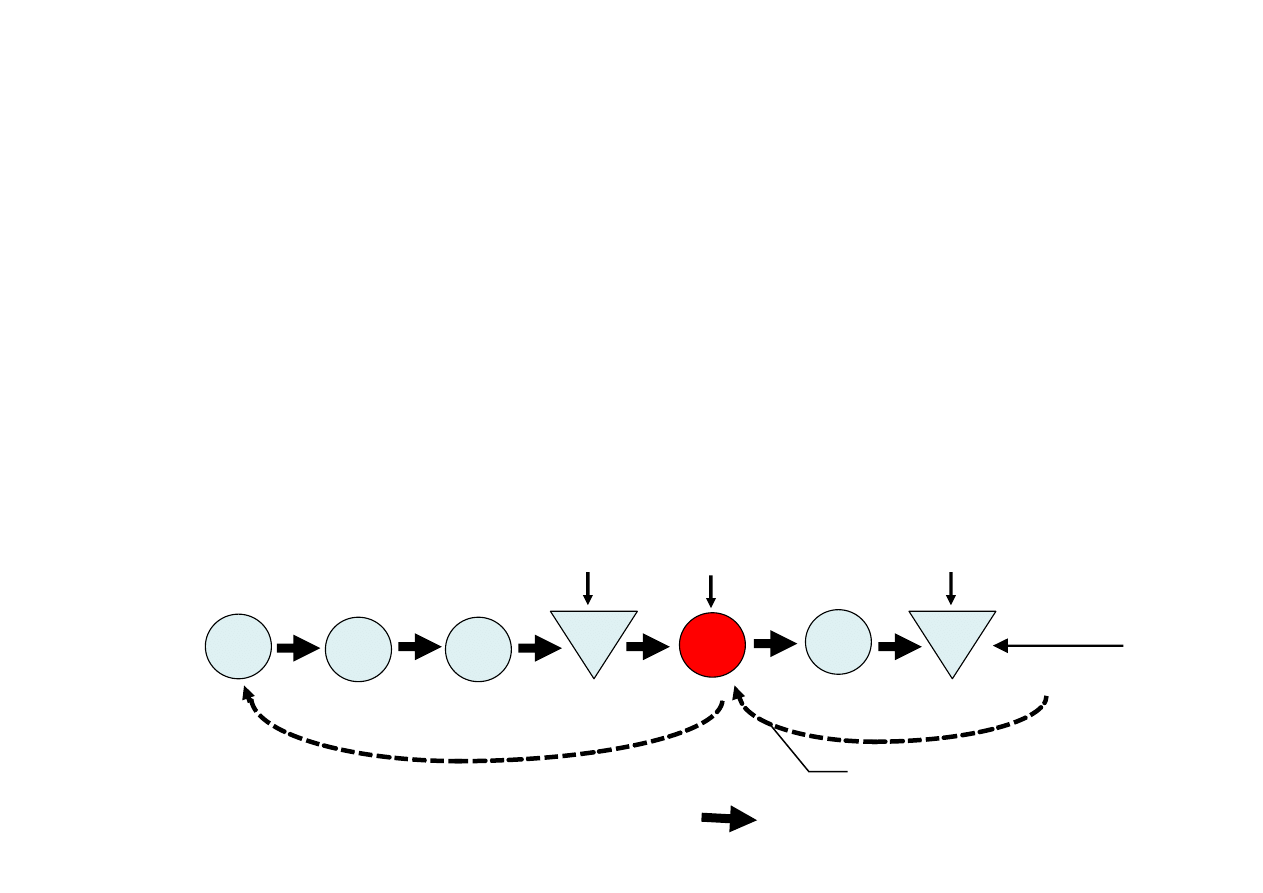
Zamówienia
Zapotrzebowanie na surowce
Zapotrzebowanie rynku
- kierunek przep
ł
ywu produkcji
Bufor wyrobów
gotowych
Bufor
czasowy
W
ą
skie
gardło

Planowanie produkcji i sterowanie ni
ą
w
systemie OPT
Planowanie produkcji – „z dołu do góry” – w
ą
skie gardło
decyduje o realno
ś
ci MPS
Cecha charakterystyczna systemu OPT –
harmonogramowanie przy ograniczonych zdolno
ś
ciach
produkcyjnych - harmonogramowanie sko
ń
czone (Finite
Scheduling) pracy w
ą
skiego gardła
Wyszukiwarka
Podobne podstrony:
JIT i OPT Mech 9
Chemia org - Mech. reakcji i izom. opt, Studia WNOŻ SGGW 2008-2013, Inżynierskie, Semestr 2, Chemia
4 Gen prom opt źródła naturalne
KOTŁY OKRĘTOWE ZALICZENIE II MECH
808D OPT Part3 pol POL pl PL
frakcje gramulometryczne -sklad mech, gleboznawstwo
PŁYNY, Studia, Mech. płynów
Pytania z mech.gruntow GIG, AGH, Mechanika Gruntów
Lab. mech. płynów-Wizualizacja opływu walca w kanaliku, Mechanika Płynów pollub(Sprawozdania)
Egz mech 2(1), Studia, SiMR, II ROK, III semestr, Mechanika Ogólna II, Mechanika 2, Mechanika
Mech- Badanie zależności współczynnika lepkości cieczy od te, Sprawozdania - Fizyka
opt 2, uek, MOPG
ME CHAR MECH
Mój projekt z mech gruntow
WEiP spr mech pł
analityka światło i met opt 2012 2013
mech w 1 2
więcej podobnych podstron