
Spis treÊci
1
Elektrody otulone do spawania r´cznego _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 3
Klasyfikacja elektrod ESAB wed∏ug norm AWS, DIN, EN _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 3
Elektrody do stali niestopowych i drobnoziarnistych _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 10
Elektrody rutylowe _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 10
Elektrody zasadowe _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 11
Elektrody kwaÊne _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 15
Elektrody celulozowe _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 15
Elektrody do stali niskostopowych _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 17
Elektrody do ci´cia _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 20
Elektrody do stali wysokostopowych _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 21
Elektrody do napawania _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 28
Elektrody ze stopów niklu _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 32
Elektrody do ˝eliwa _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 33
Elektrody ze stopów miedzi _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 33
Elektrody do stopów aluminium _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 34
Druty elektrodowe i pr´ty do spawania w os∏onach gazów _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 35
Klasyfikacja spoiw ESAB wed∏ug norm AWS, DIN, EN _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 35
Spoiwa do stali niestopowych i drobnoziarnistych _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 39
Spoiwa do stali odpornych na pe∏zanie _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 41
Spoiwa do stali wysokowytrzyma∏ych _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 42
Spoiwa do stali mrozoodpornych i odpornych na korozj´ atmosferycznà _ _ _ _ _ _ _ _ _ _ _ 43
Spoiwa do napawania twardego _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 43
Spoiwa do stali wysokostopowych _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 44
Spoiwa do stopów aluminium _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 48
Spoiwa ze stopów miedzi _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 49
Spoiwa ze stopów niklu _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 50
Spoiwa do spawania gazowego _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 51
Druty rdzeniowe (proszkowe) _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 52
Klasyfikacja drutów rdzeniowych ESAB i FILARC wed∏ug norm AWS, DIN, EN _ _ _ _ _ _ _ _ _ 52
Druty do stali niestopowych i drobnoziarnistych _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 56
Druty z rdzeniem metalowym _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _56
Druty z rdzeniem rutylowym _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 57
Druty z rdzeniem zasadowym _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 60
Druty rdzeniowe do stali wysokostopowych _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 63
Druty rdzeniowe do napawania twardego _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 65
Materia∏y dodatkowe do spawania i napawania pod topnikiem _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 71
Klasyfikacja drutów elektrodowych i taÊm ESAB wed∏ug norm AWS, DIN, EN _ _ _ _ _ _ _ _ _ 71
Klasyfikacja topników oraz kombinacji drut-topnik wed∏ug norm AWS, DIN, EN _ _ _ _ _ _ _ _ 88
Materia∏y do stali niestopowych, drobnoziarnistych i niskostopowych _ _ _ _ _ _ _ _ _ _ _ _ _ 77
Materia∏y do stali wysokostopowych i platerowania _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 85
Druty rdzeniowe do spawania i napawania pod topnikiem _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 88
Podk∏adki ceramiczne _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 90
Szpule do drutów elektrodowych pe∏nych i rdzeniowych _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 92
Zasady przechowywania i u˝ytkowania materia∏ów spawalniczych _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 96
ESAB Sp. z o.o.
2
Szanowni Paƒstwo,
Wynalazek elektrody otulonej nierozerwalnie ∏àczy si´ z postacià Oscara Kjel-
berga i za∏oýonà przez niego w 1904 roku firmà ESAB. W ciàgu minionego stulecia
technologia spawalnicza poczyni∏a ogromne post´py, w czym niema∏y udzia∏ przy-
pad∏
takýe i
naszej firmie. Sta∏ym dàýeniem firmy ESAB by∏o
zapewnienie szerokiego asortymentu materia∏ów spawalniczych, tak zaprojektowa-
nych aby osiàgnàç optymalnà wydajnoÊç i sta∏à jakoÊç produkcji.
Firma ESAB obecna jest juý od kilkudziesi´ciu lat na polskim rynku spawalniczym, przy
czym wzmoýonà aktywnoÊç rozwin´∏a w latach 90-tych, inwestujàc w sektorze produk-
cji materia∏ów i urzàdzeƒ spawalniczych. Przyk∏adem tych inwestycji by∏o za∏oýenie
w 1991 roku spó∏ki joint-venture FERSAB w po∏àczeniu z Hutà Ferrum oraz w roku 1993
spó∏ki joint-venture Elektrody Baildon w po∏àczeniu z Hutà Baildon.
Spó∏ka Elektrody Baildon przej´∏a d∏ugoletnià, bogatà tradycj´ produkcji elek-
trod w Hucie Baildon, którà rozpocz´to w 1933 roku, poczàtkowo metodà zanurzania,
nast´pnie opanowujàc metod´ prasowania. W okresie powojennym trudno by∏o nie
doceniç znaczenia produkcji elektrod spawalniczych, toteý ich produkcja ulega∏a
systematycznej rozbudowie. Znaczne unowoczeÊnienie produkcji przypada na lata
70-te i 80-te. Elektrody Baildon opiera∏y swojà produkcj´ na w∏asnych technologiach
ioferowa∏y na rynku kilkadziesiàt róýnych gatunków elektrod. Wychodzàc naprzeciw
potrzebom rynku, spó∏ka Elektrody Baildon poszerzy∏a swój asortyment o druty
pe∏ne do spawania w os∏onie gazów, uruchamiajàc ich produkcj´ w 1998 roku.
Tradycje spó∏ki Fersab opiera∏y si´ g∏ównie na produkcji licencyjnej. W 1993
roku uruchomiono
produkcj´ topników aglomerowanych, a w roku 1999 równieý drutów proszkowych – na
licencji firmy ESAB.
Kolejne inwestycje firmy ESAB w Polsce nastàpi∏y na prze∏omie roku 1999
i2000. W tym okresie wykupiono 100% udzia∏ów w spó∏ce Elektrody Baildon i Fer-
sab, a takýe wi´kszoÊç udzia∏ów w przedsi´biorstwie OZAS w Opolu, produkujàcym
urzàdzenia spawalnicze.
Równolegle do inwestycji kapita∏owych w zakresie rozszerzenia produkcji mate-
ria∏ów spawalniczych w Polsce ESAB intensyfikowa∏ takýe dzia∏ania handlowe
imarketingowe.
W tym celu przekszta∏cono w 1996 roku dotychczasowe przedstawicielstwo
firmy w spó∏k´ ESAB w Warszawie, która konsekwentnie rozwija∏a swojà dzia∏al-
noÊç, przejmujàc od stycznia 2001 roku
ca∏oÊciowo sprzedaý materia∏ów spawalniczych na rynku polskim, zarówno importo-
wanych jak i produkcji krajowej. Kolejnym krokiem zmierzajàcym do umocnienia pozy-
cji firmy ESAB na rynku polskim,
zapewniajàcym jeszcze lepszà obs∏ug´ klientów, by∏o powo∏anie jednej firmy ESAB
Spó∏ka z o.o. z siedzibà w Katowicach, powsta∏ej po po∏àczeniu spó∏ek Elektrod
ESAB Sp. z o.o.
3
* Produkt spoza standardowego szeregu - dane dost´pne na ˝yczenie
ELEKTRODY OTULONE DO SPAWANIA R¢CZNEGO
Klasyfikacja elektrod ESAB OK wed∏ug standardów AWS, DIN, EN
Str. Typ ESAB
AWS
DIN
EN
Elektrody do stali niestopowych i drobnoziarnistych
Elektrody rutylowe
10
OK 43.32
A 5.1: E 6013
1913: E 51 31 RR 6
499: E 42 0 RR 12
10
OK 46.00
A 5.1: E 6013
1913: E 43 32 R(C) 3
499: E 38 0 RC 11
10
OK 46.16
A 5.1: E 6013
1913: E 43 32 RR(C) 6
499: E 38 0 RC 11
10
OK 50.40
A 5.1: E 6013
1913: E 51 43 RR(B) 7
499: E 42 0 RB 12
10
OK Rapid 23.50
A 5.1: E 6020
-
499: E 38 A RC 13
11
OK Femax 33.60
A 5.1: E 7024
1913: E 51 32 RR 11 160
499: E 42 0 RR 53
11
OK Femax 33.65
A 5.1: E 7024
1913: E 51 22 RR 11 170
499: E 42 0 RR 73
11
OK Femax 33.80
A 5.1: E 7024
1913: E 51 32 RR 11 180
499: E 42 0 RR 73
*
OK Femax 33.81
A 5.1: E 7024
1913: E 51 22 RR 11 180
499: E 42 0 RR 73
Elektrody zasadowe
11
OK 48.00
A 5.1: E 7018
1913: E 51 53 B 10
499: E 42 4 B 42 H5
11
OK 48.04
A 5.1: E 7018
1913: E 51 53 B 10
499: E 42 4 B 32 H5
*
OK 48.05
A 5.1: E 7018
1913: E 51 53 B 10
499: E 42 4 B 42 H5
12
OK 48.08
A 5.1: E 7018-G
8529 :E SY 46 76 1 Ni B H5
499: E 46 5 1Ni B 32 H5
*
OK 48.10
A 5.1: E 7018
1913: E 51 43 B 10
499: E 42 4 B 42 H5
12
OK 48.15
A 5.1: E 7018
1913: E 51 53 B 10
499: E 42 3 B 32 H5
*
OK 48.18
A 5.1: E 7018-1
1913: E 51 55 B 10
499: E 42 5 B 32
*
OK 48.30
A 5.1: E 7018
1913: E 51 55 B 10
499: E 42 4 B 42
*
OK 48.40
A 5.1: E 7018
1913: E 51 53 B 10
499: E 42 3 B 42 H5
12
OK 48.68
A 5.1: E 7018-1
1913: E 51 55 B 10
499: E 42 5 B 42 H5
12
OK 53.00
A 5.1: E 7016
1913: E 51 55 B (R) 9
499: E 42 4 B 12
12
OK 53.04
A 5.1: E 7016
1913: E 51 44 B 10
499: E 42 4 B 32
13
OK 53.05
A 5.1: E 7016
1913: E 51 55 B (R) 10
499: E 42 5 B 12
ESAB Sp. z o.o.
Elektrody otulone do spawania r´cznego
4
* Produkt spoza standardowego szeregu - dane dost´pne na ˝yczenie
ESAB Sp. z o.o.
13
OK 53.16
A 5.1: E 7016
1913: E 51 43 B (R)10
499: E 42 2 B 32 H10
*
OK 53.18
-
-
499: E 35 2 B 22 H10
13
OK 53.35
A 5.1: E 7048
1913: E 51 54 B 9
499: E 42 4 B 35 H5
13
OK 53.68
A 5.1: E 7016-1
1913: E 51 55 B 10
499: E 42 5 B 12 H5
13
OK 53.70
A 5.1: E 7016-1
1913: E 51 55 B 10
499: E 42 5 B 12 H5
14
OK 55.00
A 5.1: E 7018-1
8529: E Y 46 66 Mn B
499: E 46 5 B 32
14
OK Femax 38.48
A 5.1: E 7028
1913: E 51 43 B(R) 12 150
499: E 42 3 RB 53 H10
14
OK Femax 38.65
A 5.1: E 7028
1913: E 51 55 B 12 160
499: E 42 4 B 73 H5
14
OK Femax 38.68
A 5.1: E 7028-G
1913: E 51 55 B 12 160
499: E 42 5 1Ni B 73 H5
*
OK Femax 38.84
A 5.1: E 7028
1913: E 51 43 B(R) 12 200
499: E 42 3 RB 73 H10
14
OK Femax 38.85
A 5.1: E 7028
1913: E 51 43 B(R) 12 220
499: E 42 3 RB 73 H10
15
OK Femax 38.95
A 5.1: E 7028
1913: E 51 54 B 12 240
499: E 38 4 B 73 H10
Elektrody kwaÊne
15
OK 50.10
A 5.1: E 6013
1913: E 43 42 AR 7
499: E: 38 2 A 12
15
OK Femax 39.50
A 5.1: E 7027
1913: E 51 53 AR 11 160
499: E: 42 2 RA 53
*
OK Femax 39.52
A 5.1: E 6027
1913: E 51 53 AR 11 160
499: E: 42 2 RA 53
*
OK Femax 39.58
A 5.1: E 6027
1913: E 51 53 AR 11 160
499: E: 42 2 RA 53
15
OK Femax 39.95
A 5.1: E 6027
1913: E 43 43 AR 11 210
499: E: 38 2 RA 73
Elektrody celulozowe
15
Pipeweld 6010 IT
A 5.1: E 6010
1913: E 43 43 C 4
499: E: 38/42 3 C 21
16
Pipeweld 7010 IT
A 5.5: E 7010-G
1913: E 51 43 C 4
499: E: 42/46 3 Z C 21
16
Pipeweld 8010 IT
A 5.5: E 8010-G
-
499: E: 46/50 3 Z C 21
16
Pipeweld 9010 IT
A 5.5: E 9010-G
-
499: E: 50 3 Z C 21
Elektrody do stali niskostopowych
*
OK 73.00
A 5.5: E 8013-G
-
499: E 46 0 Z R 12
17
OK 73.08
A 5.5: E 8018-G
8529: EY 46 65 1 Ni Cu B
499: E 46 5 Z B 32
*
OK 73.28
-
-
757: E 62 5 Mn 2 Ni Mo 74
*
OK 73.35
A 5.5: E 8018-C3
-
499: E 46 0 Z B 12
Str. Typ ESAB
AWS
DIN
EN
Elektrody do ci´cia
20
OK 78.16
A 5.5: E 9018-G
-
757: E 55 AZ B 42
-
OK 21.03
-
-
20
-
OK Carbon
TM
-
-
20
Elektrody do stali wysokostopowych
21
OK 61.10
A 5.4: E 308 L-16
8556: E 19 9 LR 23
1600: E 19 9 LR 12
*
OK 61.25
A 5.4: E 308 H-15
8556: E 19 9 B 20+
1600: E 19 9 B 22
21
OK 61.30
A 5.4: E 308 L-17
8556: E 19 9 LR 23
1600: E 19 9 LR 12
20
OK 76.98
A 5.5: (E 9015-B9)
-
1599: E Cr Mo 91 B 42 H5
Elektrody otulone do spawania r´cznego
5
ESAB Sp. z o.o.
*
OK 73.46
A 5.5: E 8018-G
8529: EY 50 76 1.5 Ni Mo B
757: E 55 4 1.5 Ni Mo B
17
OK 73.68
A 5.5: E 8018-C1
8529: EY 46 87 2 Ni B
499: E 46 6 2 Ni B 32 H5
17
OK 73.78
A 5.5: E 8018-C2
-
499: E 46 6 3 Ni B 32
17
OK 73.79
A 5.5: E 8016-C2
-
499: E 46 6 3 Ni B 12
17
OK 73.80
-
-
499: E 38 6 1 Ni B 22
18
OK 74.46
A 5.5: E 7018-A1
8575: E Mo
1599: E Mo B 42
18
OK 74.70
A 5.5: E 8018-G
-
499: E 46 4 Mn Mo B 32
18
OK 74.78
A 5.5: E 9018-D1
8529: EY 55 43 Mn Mo B
757: E 55 4 Mn Mo B 32
*
OK 74.79
-
-
757: E 55 4 Mn Mo B 74
*
OK 75.65
A 5.5: E 10018-G
-
757: E 55 2 Z B 42
18
OK 75.75
A 5.5: E 11018-G
8529: EY 69 65 Mn 2 Ni Cr
Mo B
757: E 69 Mn 2 Ni Mo B 32
18
OK 75.78
-
8529: EY 89 88 Mn 3 Ni Cr
Mo B
757: E 89 4 Z B 32
*
OK 76.12
A 5.5: E 8013-G
8575: E Cr Mo 1 R 26
1599: E Cr Mo 1 R 12
19
OK 76.18
A 5.5: E 8018-B2
8575: E Cr Mo 1 B 26
1599: E Cr Mo 1 L B 32
*
OK 76.22
A 5.5: E 9013-B3
8575: E Cr Mo 2 R 26
1599: E Cr Mo 2 R 12
19
OK 76.28
A 5.5: E 9018-B3
8575: E Cr Mo 2 B 26
1599: E Cr Mo 2 B 42
19
OK 76.35
A 5.5: E 8015-B6
8575: E Cr Mo 5 B 26
1599: E Cr Mo 5 B 32
19
OK 76.96
A 5.5: E 8015-B8
8575: E Cr Mo 9 B 20 +
1599: E Cr Mo 9 B 42
Str. Typ ESAB
AWS
DIN
EN
* Produkt spoza standardowego szeregu - dane dost´pne na ˝yczenie
Elektrody otulone do spawania r´cznego
6
* Produkt spoza standardowego szeregu - dane dost´pne na ˝yczenie
ESAB Sp. z o.o.
*
OK 61.32
A 5.4: E 308 L-26
8556: E 19 9 LMPR 23 170
1600: E 19 9 LR 73
21
OK 61.33
A 5.4: E 308 L-16
8556: E 19 9 LB 20+
1600: E 19 9 LB 12
21
OK 61.34
A 5.4: E 308 L-16
8556: E 19 9 LR 23
1600: E 19 9 LR 31
21
OK 61.35
A 5.4: E 308 L-15
8556: E 19 9 LB 20+
1600: E 19 9 LB 22
22
OK 61.41
A 5.4: E 308 L-17
8556: E 19 9 LR 23 150
1600: E 19 9 LR 53
*
OK 61.50
A 5.4: E 308 H-17
8556: E 19 9 R 23
1600: E 19 9 H R 12
*
OK 61.53
A 5.4: E 308-16
8556: E 19 9 B 20+
1600: E 19 9 B 12
22
OK 61.80
A 5.4: E 347-17
8556: E 19 9 Nb R 23
1600: E 19 9 Nb R 12
22
OK 61.81
A 5.4: E 347-16
8556: E 19 9 Nb R 23 110
1600: E 19 9 Nb R 22
22
OK 61.85
A 5.4: E 347-15
8556: E 19 9 Nb B 20+
1600: E 19 9 Nb B 12
*
OK 61.91
A 5.4: E 347-17
8556: E 19 9 Nb R 20+ 150
1600: E 19 9 Nb R 62
22
OK 63.10
A 5.4: E 316 L-16
8556: E 19 12 3 LR 23
1600: E 19 12 3 LR 12
22
OK 63.20
A 5.4: E 316 L-16
8556: E 19 12 3 LR 13
1600: E 19 12 3 LR 11
23
OK 63.30
A 5.4: E 316 L-17
8556: E 19 12 3 LR 23
1600: E 19 12 3 LR 32
23
OK 63.32
A 5.4: E 308 Mo-26
8556: E 20 10 3 MPR 23 175
1600: E 20 10 3 R 73
*
OK 63.33
A 5.4: E 316 L-16
8556: E 19 12 3 LB 20+
1600: E 19 12 3 L B 12
23
OK 63.34
A 5.4: E 316 L-16
8556: E 19 12 3 LR 16
1600: E 19 12 3 LR 11
23
OK 63.35
A 5.4: E 316 L-15
8556: E 19 12 3 LB 20+
1600: E 19 12 3 LB 22
*
OK 63.40
A 5.4: E 316 L-17
8556: E 19 12 3 LR 23
1600: E 19 12 3 LR 32
23
OK 63.41
A 5.4: E 316 L-17
8556: E 19 12 3 LR 23 150
1600: E 19 12 3 LR 53
*
OK 63.53
A 5.4: E 316 L-16
8556: E 19 12 3 B 20+
1600: E 19 12 2 B 12
*
OK 63.80
A 5.4: E 318-17
8556: E 19 12 3 Nb R 23
1600: E 19 12 3 Nb R 32
*
OK 63.85
A 5.4: E 318-15
8556: E 19 12 3 Nb B 20+
1600: E 19 12 3 Nb B 42
*
OK 64.30
A 5.4: E 317 L-17
8556: E 18 13 4 LR 23
1600: E 19 13 4 LR 32
*
OK 64.63
-
8556: E 18 16 5 LR 26
1600: E 18 16 5 LR 32
24
OK 64.65
-
8556: E 19 17 4 LB 20+ 110
1600: E 18 16 5 LB 32
24
OK 67.13
A 5.4: E 310-16
8556: E 25 20 R 20+
1600: E 25 20 R 12
24
OK 67.15
A 5.4: E 310-15
8556: E 25 20 B 20+
1600: E 25 20 B 22
Str. Typ ESAB
AWS
DIN
EN
Elektrody otulone do spawania r´cznego
7
* Produkt spoza standardowego szeregu - dane dost´pne na ˝yczenie
ESAB Sp. z o.o.
*
OK 67.20
A 5.4: (E 309 Mo L-16)
8556: E 23 13 2 R 23
1600: E 23 12 2 LR 11
*
OK 67.34
A 5.4: E 309 Mo L-16
8556: E 23 13 2 R 16
1600: E 23 12 2 LR 11
*
OK 67.42
A 5.4: (E 307-26)
8556: E 18 8 Mn MP R 170
1600: E 18 8 Mn R 73
*
OK 67.43
A 5.4: (E 307-16)
8556: E 18 8 Mn R 26
1600: E 18 8 Mn B 12
24
OK 67.45
A 5.4: (E 307-15)
8556: E 18 8 Mn 6 B 20+
1600: E 18 8 Mn B 42
24
OK 67.50
A 5.4: E 2209-17
8556: E 22 9 3 LR 23
1600: E 22 9 3 N LR 32
*
OK 67.51
A 5.4: E 2209-17
8556: E 22 9 3 LR 23 150
1600: E 22 9 3 LR 52
24
OK 67.52
A 5.4: (E 307-25)
8556: E 18 8 Mn MP B 36 160 1600: E 18 8 Mn B 83
*
OK 67.53
A 5.4: (E 2209-16)
8556: E 22 9 3 LR 23
1600: E 22 9 3 N LR 12
25
OK 67.55
A 5.4: E 2209-15
8556: E 22 9 3 LB 20+
1600: E 22 9 3 N LB 22
25
OK 67.60
A 5.4: E 309 L-17
8556: E 23 12 LR 23
1600: E 23 12 LR 32
25
OK 67.62
A 5.4: E 309 -26
8556: E 23 12 MP R 36 170
1600: E 23 12 R 73
*
OK 67.64
A 5.4: E 309 L-16
8556: E 23 12 LR 26
1600: E 23 12 LR 32
*
OK 67.65
A 5.4: E 309 Mo L-15
-
1600: E 23 12 2 LB 22
*
OK 67.67
A 5.4: E 309 -16
-
1600: EZ 23 12 B 12
*
OK 67.68
A 5.4: E 309 Nb-16
8556: E 23 12 Nb R 26
1600: E 23 12 Nb R 12
25
OK 67.70
A 5.4: E 309 Mo L-17
8556: E 23 13 2 LR 23
1600: E 23 12 2 LR 32
25
OK 67.71
A 5.4: E 309 Mo L-17
8556: E 22 12 3 LR 26 150
1600: E 23 12 2 LR 53
25
OK 67.72
A 5.4: E 309 Mo -26
8556: E 23 13 3 MP R 36 190
1600: (E 23 12 2 LR 73)
26
OK 67.75
A 5.4: E 309 L-15
8556: E 23 12 LB 20+
1600: E 23 12 LB 42
26
OK 67.83
A 5.4: (E 310 Mo L-16)
-
1600: E 25 22 2 LR 22
26
OK 68.15
A 5.4: E 410-15
8556: E 13 MP B 20+ 120
1600: E 13 B 42
26
OK 68.17
A 5.4: E 410 Ni Mo-16
8556: E 13 4 MP R 23 110
1600: E 13 4 R 32
*
OK 68.25
A 5.4: E 410 Ni Mo-15
8556: E 13 4 B 20+ 120
1600: E 13 4 B 42
26
OK 68.53
-
8556: E 25 10 4 LN R 23
1600: E 25 9 4 N LR 32
26
OK 68.55
-
8556: E 25 10 4 LN B 20+
1600: E 25 9 4 N LB 42
27
OK 68.81
A 5.4: E 312-17
8556: E 29 9 R 23
1600: E 29 9 R 32
27
OK 68.82
A 5.4: (E 312-17)
8556: E 29 9 R 23
1600: E 29 9 R 12
Str. Typ ESAB
AWS
DIN
EN
Elektrody otulone do spawania r´cznego
8
* Produkt spoza standardowego szeregu - dane dost´pne na ˝yczenie
ESAB Sp. z o.o.
27
OK 69.21
-
-
1600: (E 20 16 3 Mn N LR 32)
*
OK 69.25
-
8556: E 20 16 3 Mn L B 20+
1600: E 20 16 3 Mn N L B 42
27
OK 69.33
A 5.4: E 385-16
8556: E 20 25 5 L Cu R
1600: E 20 25 5 Cu LR 32
27
OK 69.46
-
8556: E 18 14 Mn 8 W 4 B 20+ 1600: EZ 18 14 Mn 8 W 4 B 12
27
OK 69.63
-
8556: E 20 25 6 L Cu R 23
1600: E 20 25 5 Cu LR 32
Elektrody do napawania
TwardoÊç spoiwa HRC
28
OK 83.28
-
8555: E 1-UM-300
30- 38
28
OK 83.29
-
8555: E 1-UM-300
28- 35
28
OK 83.50
-
8555: E 6-UM-55
50- 60
28
OK 83.65
-
8555: E 2-UM-60
58- 63
28
OK 84.42
-
8555: E 5-UM-45R
39- 45
29
OK 84.52
-
8555: E 6-UM-55R
49- 55
29
OK 84.58
-
8555: E 6-UM-55R
53- 58
*
OK 84.60
-
8555: E 6-UM-60
55- 58
29
OK 84.78
-
8555: E 10-UM-60 C Z
59- 63
*
OK 84.79
-
8555: (E 10-UM-60 Z)
57
30
OK 84.80
-
-
62- 66
30
OK 84.84
-
8555: E 10-UM-60-GP
58- 62
30
OK 85.58
-
8555: E 3-UM-50 TS
42- 50
30
OK 85.65
A 5.13: (E Fe 5 B)
8555: E 4-UM-60 S
59- 61
30
OK 86.08
A 5.13: (E Fe Mn- B)
8555: E-7-UM-200 K
200HB/ 44- 48
30
OK 86.20
-
8555: E 7-UM-200 K
220HB/ 37- 41
30
OK 86.28
A 5.13: E Fe Mn- A
8555: E 7-UM-200 K
180HB/ 42- 46
31
OK 93.01
A 5.13: E Co Cr-C
8555: E 20-UM-55 CTZ
55
31
OK 93.06
A 5.13: E Co Cr-A
8555: E 20-UM-40 CTZ
42
31
OK 93.07
-
8555: E 20-UM-300 CTZ
30/ 45
31
OK 93.12
A 5.13: E Co Cr-B
8555: E 20-UM-50 CTZ
46
31
OK 92.35
A 5.13: E Ni Cr Mo- 5
8555: E 23-UM-250 CKT
250 HV/ 40-45
Str. Typ ESAB
AWS
DIN
EN
Elektrody otulone do spawania r´cznego
9
* Produkt spoza standardowego szeregu - dane dost´pne na ˝yczenie
ESAB Sp. z o.o.
Elektrody ze stopów niklu
*
OK 92.05
A 5.11: E Ni-1
1736: EL- Ni Ti 3
-
*
OK 92.13
A 5.11: E Ni Cr Fe-2
1736: EL- Ni Cr 15 Fe Nb
-
*
OK 92.15
A 5.11: E Ni Cr Fe-2
1736: EL- Ni Cr 15 Fe Nb
-
32
OK 92.26
A 5.11: E Ni Cr Fe-3
1736: EL- Ni Cr 15 Fe Mn
-
32
OK 92.35
A 5.11: E Ni Cr Mo-5
8555: EL- 23-UM-250 CKT
-
32
OK 92.45
A 5.11: E Ni Cr Mo-3
1736: EL- Ni Cr 20 Mo 9 Nb
-
*
OK 92.55
A 5.11: E Ni Cr Mo-6
-
-
*
OK 92.59
-
1736: EL- Ni Cr 22 Mo 16
-
32
OK 92.86
A 5.11: E Ni Cu-7
1736: EL- Ni Cu 30 Mn
-
Elektrody do ˝eliwa
*
OK 91.00
(C - 2%, Si - 2%, Fe - 95%) -
-
*
OK 91.58
-
8573: E- Fe- B2
-
33
OK 92.18
A 5.15: E Ni- CI
8573: (E Ni - BG 11)
-
33
OK 92.58
A 5.15: E Ni Fe- CI
8573: E Ni Fe-1- BG 11
-
33
OK 92.60
A 5.15: E Ni Fe- CI-A
8573: E Ni Fe-1- BG 11
-
33
OK 92.78
A 5.15: E Ni Cu- CI
8573: E Ni Cu- BG 31
-
Elektrody ze stopów miedzi
33
OK 94.25
A 5.6: (E Cu Sn- C)
1733: EL- Cu Sn 7
-
33
OK 94.55
A 5.6: (E Cu Si)
1733: (EL- Cu Si 3)
-
Elektrody do stopów aluminium
34
OK 96.10
A 5.3: E1100
1732: EL- Al 99.5
-
34
OK 96.20
A 5.3: E3003
1732: EL- Al Mn 1
-
34
OK 96.50
-
1732: EL- Al Si 12
-
34
OK 96.40
A 5.3: E4043
1732: EL- Al Si 5
-
Str. Typ ESAB
AWS
DIN
EN
Elektrody do stali niestopowych i drobnoziarnistych
10
ESAB Sp. z o.o.
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
W∏aÊciwoÊci
stopiwa
(typowe)
Wymiary
mm
Pràd
spawania A
Elektrody rutylowe
OK 43.32
Otulina: rutylowa
Zasilanie: AC (Uo
≥ 50V), DC +/-
Grubo otulona elektroda uniwersalna
do spawania g∏ównie w pozycji podol-
nej. Zapewnia bardzo dobre rezultaty.
Szczególnie przydatna do ∏àczenia
blach, z uwagi na stabilny ∏uk, tak˝e przy
niskim nat´˝eniu pràdu. Uzyskiwane jest
g∏adkie lico, tak w spoinach czo∏owych,
jak i pachwinowych.
AWS A 5.1:
E 6013
ISO 2560:
E 51 3 RR 31
DIN 1913:
E 51 31 RR 6
EN 499:
E 42 0 RR 12
ABS
1
BV
1
DB
DNV
1
GL 1
LR 1
TÜV
UDT
Ü
Re
460 MPa
Rm
550 MPa
A5
26%
KV 65J/+20°C
KV 40J/0°C
Sk∏ad chem. %:
C 0.07
Si 0.4
Mn 0.5
Uzysk: ok. 96%
1,6 x 300
2
x 300
2,5 x 350
3,25 x 350
3,25 x 450
4
x 450
5
x 450
6
x 450
30 - 60
40 - 80
50 - 110
80 - 150
80 - 140
120 - 210
225 - 290
230 - 370
OK 46.00
Otulina: rutylowa
Zasilanie: AC (Uo
≥ 50V), DC +/-
Elektroda ogólnego zastosowania do
spawania we wszystkich pozycjach.
Zalecana do ∏àczenia elementów o ma∏ej
i Êredniej gruboÊci oraz brzegów
o du˝ym odst´pie. Zapewnia g∏adkie lico
przy ∏atwo usuwalnym ˝u˝lu. Zalecana
do ma∏ych spawarek transforma-
torowych.
AWS A 5.1:
E 6013
ISO 2560:
E 43 3 R 11
DIN 1913:
E 43 32 R(C) 3
EN 499:
E 38 0 RC 11
ABS 2
BV 2
DB
DNV 2
GL 2
LR 2
TÜV
PRS 2
UDT
Ü
Re
400 MPa
Rm
520 MPa
A5
28%
KV 70J/0°C
KV 35J/-20°C
Sk∏ad chem. %:
C 0.08
Si 0.3
Mn 0.4
Uzysk: ok. 95%
1,6 x 300
2
x 300
2,5 x 350
3,25 x 350
4
x 350
5
x 350
30 - 60
50 - 70
60 - 100
80 - 150
100 - 200
150 - 290
OK 46.16
Otulina: rutylowa
Zasilanie: AC (Uo
≥ 50V), DC +(-)
Elektroda ogólnego zastosowania do
spawania we wszystkich pozycjach
∏àcznie z pionowà w dó∏. Zalecana przy
zanieczyszczonych powierzchniach oraz
do spoin sczepnych i przetopów grani.
Wytwarza minimalny rozprysk i ∏atwo
usuwalny ˝u˝el.
AWS A 5.1:
E 7014
ISO 2560:
E 43 3 RR 11
DIN 1913:
E 43 32 RR(C) 6
EN 499:
E 38 0 RC 11
ABS 2
BV 2
DNV 2
GL 2
LR 2
TÜV
PRS 2
UDT
Ü
Re
440 MPa
Rm
505 MPa
A5
28%
KV 70J/0°C
KV 40J/-20°C
Sk∏ad chem. %:
C 0.09
Si 0.4
Mn 0.5
Uzysk: ok. 100%
2
x 300
2,5 x 350
3,25 x 350
4
x 350
4
x 450
5
x 450
6
x 450
30 - 60
60 - 100
80 - 150
100 - 200
100 - 200
150 - 260
220 - 385
OK 50.40
Otulina: rutylowo-zasadowa
Zasilanie: AC (Uo
≥ 70V), DC -(+)
Elektroda ogólnego zastosowania do
stali niskow´glowych. Posiada szczegól-
nie dobre w∏aÊciwoÊci w pozycji pio-
nowej oraz przy Êciegach graniowych.
Stosowana do spawania rur.
AWS A 5.1:
E 6013
ISO 2560:
E 51 4 RR 24
DIN 1913:
E 51 43 RR(B) 7
EN 499:
E 42 0 RB 12
DB
DNV 2
GL 2
LR 2
TÜV
UDT
Ü
Re
> 450 MPa
Rm
> 520 MPa
A5
26%
KV 80J/0°C
KV 50J/-20°C
Sk∏ad chem. %:
C 0.07
Si 0.2
Mn 0.5
Uzysk: ok. 94%
2
x 300
2,5 x 350
3,25 x 350
3,25 x 450
4
x 350
4
x 450
5
x 450
6
x 450
40 - 80
50 - 100
80 - 150
80 - 150
130 - 190
130 - 190
170 - 280
230 - 370
OK Rapid 23.50
Otulina: rutylowa
Zasilanie: AC (Uo
≥ 60V), DC +/-
Elektroda g∏´boko wtapiajàca si´ do
wykonywania spoin doczo∏owych
nieukosowanych blach w pozycji podol-
nej oraz do podpawania grani z∏àczy na
V (bez koniecznoÊci wycinania grani).
AWS A 5.1:
E 6020
ISO 2560:
E 4 X 2R 45P
EN 499:
E 38 A RC 13
ABS 1
BV
1 DP
CO
DNV 1
DP
LR DP
Re
450 MPa
Rm
520 MPa
A5
31%
KV 70J/+20°C
Sk∏ad chem. %:
C 0.1
Si 0.4
Mn 0.5
Uzysk: 100%
3,25 x 350
4
x 450
5
x 450
130 - 180
170 - 230
230 - 320
Elektrody do stali niestopowych i drobnoziarnistych
11
ESAB Sp. z o.o.
OK Femax 33.60
Otulina: rutylowa
Zasilanie: AC (Uo
≥ 50V), DC +(-)
Wysokowydajna elektroda do wykony-
wania spoin pachwinowych w pozycji
podolnej i nabocznej. Zalecana do blach
cienkich i Êredniej gruboÊci.
AWS A 5.1:
E 7024
ISO 2560:
E 51 2 RR 160 31
DIN 1913:
E 51 32 RR 11 160
EN 499:
E 42 0 RR 53
ABS 2
BV 2
DB
DNV 2
GL 2
LR 2
TÜV
UDT
Ü
Re
450 MPa
Rm
550 MPa
A5
28%
KV 55J/0°C
KV 28J/-20°C
Sk∏ad chem. %:
C 0.07
Si 0.4
Mn 0.7
Uzysk: ok. 160%
2,5 x 350
3,25 x 450
4
x 450
5
x 450
6
x 450
80 - 115
130 - 160
150 - 230
200 - 350
280 - 450
OK Femax 33.65
Otulina: rutylowa
Zasilanie: AC (Uo
≥ 50V), DC +(-)
Wysokowydajna elektroda do wykony-
wania spoin pachwinowych. Zalecana
do blach Êredniej i du˝ej gruboÊci.
Pozwala uzyskaç g∏adkie przejÊcie
pomi´dzy spoinà a materia∏em rodzi-
mym oraz ∏atwe usuwanie ˝u˝la.
AWS A 5.1:
E 7024
ISO 2560:
E 51 2 RR 170 31
DIN 1913:
E 51 22 RR 11 170
EN 499:
E 42 0 RR 73
DB
TÜV
UDT
Ü
Re
490 MPa
Rm
560 MPa
A5
26%
KV 55J/0°C
Sk∏ad chem. %:
C 0.07
Si 0.4
Mn 0.7
Uzysk: ok. 165%
2,5 x 350
3,25 x 450
4
x 450
5
x 450
6
x 450
85 - 125
130 - 175
150 - 240
210 - 350
270 - 450
OK Femax 33.80
Otulina: rutylowa
Zasilanie: AC (Uo
≥ 50V), DC +(-)
Wysokowydajna elektroda do wykony-
wania g∏ównie spoin pachwinowych.
Szczególnie odpowiednia do spawania
grubych blach. Zapewnia dobry wyglàd
lica oraz ∏atwe usuwanie ˝u˝la. Dost´pna
w wersji Fematic - do spawania grawita-
cyjnego.
AWS A 5.1:
E 7024
ISO 2560:
E 51 2 RR 180 31
DIN 1913:
E 51 32 RR 11 180
EN 499:
E 42 0 RR 73
ABS 2
BV 2
DB
Controlas 2,2Y
DNV 2
GL 2
LR 2
PRS 2
RS 2
TÜV
UDT
Ü
Re
480 MPa
Rm
555 MPa
A5
26%
KV 50J/-20°C
Sk∏ad chem. %:
C 0.09
Si 0.4
Mn 0.7
Uzysk: ok. 180%
2,5 x 350
3,25 x 450
4
x 450
5
x 450
5
x 700
5,6 x 450
6
x 450
6
x 700
85 - 125
130 - 170
180 - 230
250 - 340
210 - 260
250 - 300
300 - 430
280 - 330
Elektrody zasadowe
OK 48.00
Otulina: zasadowa, LMA
Zasilanie: DC +(-)
Niezawodna elektroda ogólnego zasto-
sowania. Zalecana do konstrukcji nara-
˝onych na du˝e obcià˝enia statyczne
i dynamiczne. Posiada doÊç szeroki
zakres tolerancji co do sk∏adu chemicz-
nego materia∏u rodzimego. Zapewnia
du˝à szybkoÊç spawania w pozycji pio-
nowej w gór´ oraz nadaje si´ do ∏àcze-
nia blach zabezpieczonych pow∏okami
galwanicznymi.
AWS A 5.1:
E 7018
ISO 2560:
E51 5 B 120 20 H
DIN 1913:
E 51 53 B 10
EN 499:
E 42 4 B 42
ABS 3HH,
3H
BV
3,3YHH
DB
DNV 3YHH
GL 3YHH
LR 3,3YHH
PRS 3YHH
TÜV
UDT
Ü
Re
445 MPa
Rm
540 MPa
A5
29%
KV 140J/-20°C
KV 70J/-40°C
Sk∏ad chem.%:
C 0.06
Si 0.5
Mn 1.1
Uzysk: ok. 120%
1,6 x 300
2
x 300
2,5 x 350
3,25 x 350
3,25 x 450
4
x 350
4
x 450
4,5 x 450
5
x 450
6
x 450
7
x 450
30 - 55
50 - 80
80 - 110
110 - 150
110 - 150
125 - 210
125 - 210
160 - 240
200 - 260
220 - 340
280 - 410
OK 48.04
Otulina: zasadowa, LMA
Zasilanie: AC (Uo
≥ 70V), DC +(-)
Elektroda o bardzo dobrych w∏aÊciwoÊ-
ciach, do spawania we wszystkich po-
zycjach, zw∏aszcza pionowej i pu∏apo-
wej. Zapewnia wysokà jakoÊç po∏àczeƒ,
przeznaczona do konstrukcji silnie
obcià˝onych.
AWS A 5.1:
E 7018
ISO 2560:
E51 5 B 120 26 H
DIN 1913:
E 51 53 B 10
EN 499:
E 42 4 B 32 H5
ABS 3HH,
3Y
BV
3,3YHH
DNV 3YHH
GL 3YHH
LR 3,3YHH
PRS 3YHH
TÜV
UDT
Ü
Re
480 MPa
Rm
560 MPa
A5
30%
KV 150J/-20°C
KV 100J/-40°C
Sk∏ad chem.%:
C 0.06
Si 0.5
Mn 1.2
Uzysk: ok. 125%
2
x 300
2,5 x 350
3,25 x 350
3,25 x 450
4
x 350
4
x 450
4,5 x 450
5
x 450
6
x 450
50 - 80
70 - 110
110 - 150
110 - 150
150 - 200
150 - 200
150 - 240
190 - 260
220 - 360
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
W∏aÊciwoÊci
stopiwa
(typowe)
Wymiary
mm
Pràd
spawania A
Elektrody do stali niestopowych i drobnoziarnistych
12
ESAB Sp. z o.o.
OK 48.08
Otulina: zasadowa, LMA
Zasilanie: AC (Uo
≥ 70V), DC +(-)
Uniwersalna elektroda niskowodorowa,
opracowana specjalnie do zastosowaƒ
w budownictwie morskim. ZawartoÊç ok.
1% Ni zapewnia wysokà udarnoÊç w
ujemnych temperaturach(CTOD). Po-
siada dobre charakterystyki u˝ytkowe,
zw∏aszcza przy pràdzie przemiennym.
AWS A 5.1:
E 7018-G
ISO 2560:
E51 5 B 120 24 H
DIN 8529:
E SY 46 76 1Ni BH 5
EN 499:
E 46 5 1 Ni B 32 H5
ABS 3HH,
3Y
DB
DNV 3YHH
GL 3YHH
LR 3,3YH
RS 3YHH
TÜV
UDT
Ü
Re
540 MPa
Rm
600 MPa
A5
26%
KV 160J/-20°C
KV 130J/-40°C
KV 60J/-60°C
Sk∏ad chem.%:
C 0.06
Si
0.35
Mn 1.2
Ni 0.9
Uzysk: ok. 120%
2
x 300
2,5 x 350
3,25 x 350
3,25 x 450
4
x 450
5
x 450
6
x 450
50 - 80
70 - 110
110 - 150
110 - 150
150 - 200
190 - 275
220 - 360
OK 48.15
Otulina: zasadowa, LMA
Zasilanie: AC (Uo
≥ 65V), DC +(-)
Elektroda ogólnego zastosowania, o bar-
dzo dobrych w∏aÊciwoÊciach, zw∏aszcza
przy spawaniu w pozycji pionowej do
góry. JakoÊç podobnie dobra jak OK
48.00. Stosowana w konstrukcjach
okr´towych.
AWS A 5.1:
E 7018
ISO 2560:
E51 5 B 120 26 H
DIN 1913:
E 51 43 B 10
EN 499:
E 42 3 B 32 H5
ABS 3HH,
3Y
BV
3,3YHH
DB
DNV 3YHH
GL 3YHH
RS 3YHH
PRS 3YHH
TÜV
UDT
Ü
Re
490 MPa
Rm
575 MPa
A5
30%
KV 110J/-20°C
KV 50J/-40°C
Sk∏ad chem.%:
C 0.06
Si 0.5
Mn 0.9
Uzysk: ok. 120%
2
x 300
2,5 x 350
3,25 x 350
3,25 x 450
4
x 350
4
x 450
4,5 x 450
5
x 450
6
x 450
55 - 80
65 - 110
100 - 140
100 - 140
140 - 200
140 - 200
180 - 240
190 - 280
220 - 360
OK 48.68
Otulina: zasadowa, LMA
Zasilanie: AC (Uo
≥ 65V), DC +(-)
Elektroda przeznaczona do stali
w´glowych i niskostopowych spawa-
nych bez wst´pnego podgrzewania.
Charakteryzuje si´ bardzo niskà zawar-
toÊcià wilgoci w otulinie i odpornoÊcià
na zawilgocenie. Zalecana do przetopów
graniowych.
AWS A 5.1:
E 7018-1
ISO 2560:
E51 5 B 120 24 H
DIN 1913:
E 51 55 B 10
EN 499:
E 42 5 B 42 H5
ABS 3H,
3Y
BV
3,3YHH
DNV 3YHH
LR 3,3YH
Re
470 MPa
Rm
560 MPa
A5
28%
KV 160J/-20°
C
KV 130J/-40°C
Sk∏ad chem.%:
C 0.06
Si 0.5
Mn 1.3
Uzysk: ok. 120%
2
x 300
2,5 x 350
3,25 x 350
3,25 x 450
4
x 350
4
x 450
5
x 450
55 - 80
75 - 110
105 - 150
105 - 150
150 - 200
150 - 200
180 - 260
OK 53.00
Otulina: zasadowa
Zasilanie: AC (Uo
≥ 70V), DC +(-)
Wysokiej jakoÊci elektroda do stali
niskow´glowych i niskostopowych.
Niewra˝liwa na sk∏ad chemiczny mate-
ria∏u rodzimego. Przystosowana do
∏àczenia rur i spawania w pozycjach
przymusowych.
AWS A 5.1:
E 7016
DIN 1913:
E 51 55 B (R) 9
EN 499:
E 42 4 B 12
ABS 3H,
3Y
BV
3,3YHH
DNV 3YH,
H
GL
3YHH
LR 3,3YH
CO
3YHH
UDT
TÜV
Ü
Re
460 MPa
Rm
590 MPa
A5
28%
KV 160J/-20°
C
KV 60J/-50°C
Sk∏ad chem.%:
C 0.1
Si 0.5
Mn 0.9
Uzysk: ok. 105%
2,5 x 350
3,25 x 350
4
x 350
5
x 450
6
x 450
80 - 110
80 - 150
100 - 220
180 - 320
220 - 360
OK 53.04
Otulina: zasadowa, LMA
Zasilanie: AC (Uo
≥ 70V), DC +
Elektroda niskowodorowa do spawania
we wszystkich pozycjach. Zapewnia
bardzo dobre charakterystyki, ma∏y
rozprysk i cienki, ∏atwo usuwalny ˝u˝el.
Przeznaczona do stali w´glowych i man-
ganowych, szczególnie w konstrukcjach
silnie obcià˝onych.
AWS A 5.1:
E 7016
ISO 2560:
E51 4 B 24
DIN 1913:
E 51 44 B 10
EN 499:
E 42 4 B 32
ABS 3HH,
3Y
BV
3,3YHH
DNV 3YHH
GL 3YHH
LR 3,3YH
UDT
Re
500 MPa
Rm
590 MPa
A5
27%
KV 170J/-20°C
KV 100J/-40°C
Sk∏ad chem.%:
C 0.07
Si 0.5
Mn 1.1
Uzysk: ok. 105%
2,5 x 350
3,25 x 350
4
x 350
5
x 450
70 - 110
90 - 140
120 - 190
150 - 240
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
W∏aÊciwoÊci
stopiwa
(typowe)
Wymiary
mm
Pràd
spawania A
Elektrody do stali niestopowych i drobnoziarnistych
13
ESAB Sp. z o.o.
OK 53.05
Otulina: zasadowa, podwójna
Zasilanie: AC (Uo
≥ 70V), DC +(-)
Elektroda do spawania we wszystkich
pozycjach stali niskow´glowych i nisko-
stopowych. Stopiwo o dobrych w∏aÊci-
woÊciach mechanicznych. Zalecana do
Êciegów graniowych w rurociàgach.
Podwójna otulina wytwarza g∏´boki
krater stabilizujàc ∏uk i zapewniajàc bar-
dzo skutecznà ochron´ jeziorka.
AWS A 5.1:
E 7016
ISO 2560:
E51 5 B 24 (H)
DIN 1913:
E 51 55 B (R) 10
EN 499:
E 42 5 B 12
ABS 3H,
3Y
BV
3,3YHH
CO 3YHH
DNV 3YHH
GL 3YHH
LR 3,3YH
TÜV
UDT
Ü
Re
470 MPa
Rm
540 MPa
A5
28%
KV 150J/-20°C
KV 60J/-50°C
Sk∏ad chem.%:
C 0.07
Si 0.6
Mn 1.0
Uzysk: ok. 105%
2,5 x 350
3,25 x 350
3,25 x 450
4
x 350
4
x 450
5
x 450
50 - 100
80 - 140
80 - 140
110 - 180
125 - 210
200 - 260
OK 53.16
Otulina: zasadowa, podwójna
Zasilanie: AC (Uo
≥ 65V), DC +
Elektroda specjalna, ∏àczàca cechy
u˝ytkowe elektrody rutylowej z jakoÊcià
stopiwa elektrody zasadowej. Podwójna
otulina tworzy g∏´boki krater stabilizujàcy
∏uk i zapewniajàc dobrà ochron´ jezior-
ka.
AWS A 5.1:
E 7016
ISO 2560:
E51 4 B 21 (H)
DIN 1913:
E 51 43 B (R) 10
EN 499:
E 42 2 B 32 H 10
ABS 3HH,
3Y
BV
3,3YH
CO
GL 3YHH
LR 3,3YHH
DNV
3YHH
DB
10.039.29
TÜV
UDT
Ü
Re
450 MPa
Rm
530 MPa
A5
28%
KV 120J/-20°C
Sk∏ad chem.%:
C 0.07
Si 0.6
Mn 0.9
Uzysk: ok. 105%
2,5 x 350
3,25 x 350
4
x 450
5
x 450
50 - 90
90 - 150
120 - 190
160 - 230
OK 53.35
Otulina: zasadowa
Zasilanie: AC (Uo
≥ 70V), DC +(-)
Elektroda specjalnie opracowana do
spawania w pozycji pionowej w dó∏.
Umo˝liwia osiàgni´cie du˝ej pr´dkoÊci
spawania, przy dobrych w∏aÊciwoÊciach
mechanicznych z∏àcza. Nadaje si´ do
∏àczenia blach okr´towych klasy A, B i E.
AWS A 5.1:
E 7048
ISO 2560:
E51 4 B 56 H
DIN 1913:
E 51 54 B 9
EN 499:
E 42 4 B 35 H5
ABS 3H,
3Y
BV
3,3YHH
DB
DNV 3YHH
GL 3YHH
LR 3,3YH
PRS 3YHH
UDT
TÜV
Ü
Re
460 MPa
Rm
560 MPa
A5
30%
KV 140J/-20°
C
KV 90J/-40°C
Sk∏ad chem.%:
C 0.08
Si 0.5
Mn 0.9
Uzysk: ok. 110%
3,25 x 450
4
x 450
4,5 x 450
5
x 450
5,6 x 450
80 - 150
110 - 200
150 - 230
170 - 280
220 - 350
OK 53.68
Otulina: zasadowa, LMA
Zasilanie AC (Uo
≥ 70V), DC +(-)
Elektroda o bardzo wysokiej jakoÊci,
do po∏àczeƒ szczególnie odpowiedzial-
nych. Pozwala na spawanie we wszyst-
kich pozycjach. Stosowana do stali
o podwy˝szonej wytrzyma∏oÊci oraz do
konstrukcji okr´towych i budownictwa
morskiego.
AWS A 5.1:
E 7016-1
ISO 2560:
E51 5 B 24 H
DIN 1913:
E51 55 B 10
EN 499:
E 42 5 B 12 H5
ABS 3H,3Y
BV
3,3YHH
DNV 3YHH
GL 3YHH
LR 3,3YH
PRS 3YHH
UDT
TÜV
Re
460 MPa
Rm
550 MPa
A5
30%
KV 170J/-20°C
KV 100J/-50°C
Sk∏ad chem. %:
C 0,07
Si 0,5
Mn 1,1
Uzysk: ok. 100%
2,5 x 350
3,25 x 450
4
x 450
5
x 450
55 - 85
80 - 140
110 - 170
180 - 230
OK 53.70
Otulina: zasadowa
Zasilanie AC (Uo
≥ 60V), DC +(-)
Elektroda niskowodorowa do jedno-
stronnego spawania rur i zastosowaƒ
ogólnych. Zapewnia dobry przetop,
pozostawia p∏askie lico i ∏atwo usuwalny
˝u˝el. Stabilny ∏uk i odpowiednia krzepli-
woÊç ˝u˝la u∏atwia spawanie we wszyst-
kich pozycjach.
AWS A 5.1:
E 7016-1
GOST
9467-75 E 50 A
DIN 1913:
E51 55 B 10
EN 499:
E 42 5 B 12 H5
ABS 3H,3Y
DNV 3YH5
LR 3YH
VNIIST
GASPROM
Re
440 MPa
Rm
530 MPa
A5
30%
KV 150J/-20°C
KV 120J/-40°C
KV 100J/-50°C
Sk∏ad chem. %:
C 0,06
Si 0,4
Mn 1,1
Uzysk: ok. 95%
2,5 x 350
3,25 x 350
4
x 450
60 - 85
80 - 130
90 - 190
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
W∏aÊciwoÊci
stopiwa
(typowe)
Wymiary
mm
Pràd
spawania A
Elektrody do stali niestopowych i drobnoziarnistych
14
ESAB Sp. z o.o.
OK 55.00
Otulina: zasadowa, LMA
Zasilanie: AC (Uo
≥ 65V), DC +
WysokojakoÊciowa elektroda do stali
w´glowych i niskostopowych o wysokiej
wytrzyma∏oÊci. Spoiwo posiada dobrà
odpornoÊç na goràce p´kni´cia i du˝à
udarnoÊç w ujemnych temperaturach.
Nadaje si´ do spawania blach
okr´towych klasy A,D i E.
AWS A 5.1:
E 7018-1
ISO 2560:
E51 5 B 120 26 H
DIN 8529:
EY 46 66 Mn B
EN 499:
E 46 5 B 32
ABS 3H,H3
BV
3,3YHH
DB
DNV 3YHH
GL 3YHH
LR 3H
3YH
TÜV
UDT
Ü
Re
480 MPa
Rm
590 MPa
A5
28%
KV 50J/-50°C
Sk∏ad chem. %:
C 0,07
Si 0,5
Mn 1,3
Uzysk: ok. 125%
2,5 x 350
3,25 x 450
3,25 x 350
4
x 350
4
x 450
5
x 450
6
x 450
80 - 110
110 - 140
110 - 140
140 - 200
140 - 200
200 - 270
215 - 360
OK Femax 38.48
Otulina: rutylowo-zasadowa, LMA
Zasilanie: AC (Uo
≥ 60V), DC +
Wysokowydajna elektroda przeznaczona
do wykonywania spoin czo∏owych
i pachwinowych w pozycji podolnej
lub naÊciennej. Dobra udarnoÊç w nis-
kich temperaturach. Niewielka emisja
dymów spawalniczych i rozprysków.
AWS A 5.1:
E 7028
ISO 2560:
E51 4 B 150 36 H
DIN 1913:
E51 43B(R) 12 150
EN 499:
E 42 3 RB 53 H10
ABS 3HH,3Y
BV
3,3YHH
DB
DNV 3YHH
DS E 51 4 B(H)
GL 3YHH
LR 3
3YHH
RS 3YHH
CO
DB
TÜV
UDT
Ü
Re
460 MPa
Rm
540 MPa
A5
27%
KV 90J/-20°C
KV 50J/-30°C
KV 35J/-40°C
Sk∏ad chem. %:
C 0,07
Si 0,4
Mn 1,1
Uzysk: ok. 150%
3,25 x 350
3,25 x 450
4
x 450
4,5
x 450
4,5
x 700
5
x 450
5
x 700
5,6 x 450
5,6 x 700
100 - 160
100 - 160
150 - 230
180 - 250
180 - 260
200 - 320
200 - 320
250 - 330
245 - 320
OK Femax 38.65
Otulina: zasadowa, LMA
Zasilanie: AC (Uo
≥ 65V), DC +
Wysokowydajna elektroda przeznaczona
do wykonywania spoin czo∏owych
i pachwinowych w pozycji podolnej.
Stosowana do stali o zwyk∏ej i podwy˝-
szonej wytrzyma∏oÊci. Zapewnia g∏adkie
lico, bez podtopieƒ.
AWS A 5.1:
E 7028
ISO 2560:
E51 5 B 170 36 H
DIN 1913:
E51 55 B 12 160
EN 499:
E 42 4 B 73 H5
ABS 3H,3Y
BV
3,3YHH
DB
DNV 3YHH
GL 3YHH
LR 3H
3YH
PRS 3YHH
TÜV
UDT
Ü
Re
430 MPa
Rm
540 MPa
A5
30%
KV 110J/-20°C
KV 65J/-40°C
Sk∏ad chem. %:
C 0,07
Si 0,4
Mn 1,1
Uzysk: ok. 165%
3,25 x 450
4
x 450
5
x 450
6
x 450
7
x 450
100 - 190
170 - 240
225 - 355
300 - 430
340 - 490
OK Femax 38.68
Otulina: zasadowa, LMA
Zasilanie: AC (Uo
≥ 65V), DC +
Wysokowydajna elektroda przeznaczona
do wykonywania spoin czo∏owych
i pachwinowych w pozycji podolnej
lub naÊciennej. Przeznaczona do kon-
strukcji o wysokich wymaganiach me-
chanicznych. Wytwarza stopiwo o bar-
dzo niskiej zawartoÊci wodoru i dosko-
na∏ej udarnoÊci.
AWS A 5.1:
E 7028-G
ISO 2560:
E51 5 B 170 36 H
DIN 1913:
E51 55 B 12 160
EN 499:
E 42 5 1 Ni B 73 H5
DNV 3YHH
Re
430 MPa
Rm
520 MPa
A5
28%
KV 150J/-20°C
KV 130J/-40°C
KV 120J/-50°C
Sk∏ad chem. %:
C 0,06
Si 0,4
Mn 1,2
Ni 0,9
Uzysk: ok. 165%
3,25 x 450
4
x 450
5
x 350
5
x 450
100 - 170
170 - 240
225 - 355
225 - 355
OK Femax 38.85
Otulina: rutylowo-zasadowa
Zasilanie: AC (Uo
≥ 65V), DC +
Wysokowydajna elektroda przeznaczona
g∏ównie do spawania grawitacyjnego
stali w´glowych i manganowych spoin
pachwinowych w pozycji podolnej.
Dost´pna równie˝ w wersji do spawania
r´cznego.
AWS A 5.1:
E 7028
ISO 2560:
E51 4 B 220 36 H
DIN 1913:
E51 43 B(R) 12 220
EN 499:
E 42 3 RB 73 H10
ABS 3H,3Y
BV
3,3YHH
DNV 3YHH
GL 3YHH
LR 3H
3YH
PRS 3YHH
TÜV
Re
480 MPa
Rm
560 MPa
A5
29%
KV 100J/-20°C
KV 80J/-30°C
Sk∏ad chem. %:
C 0,07
Si 0,6
Mn 1,1
Uzysk: ok. 220%
4,5 x 450
5
x 450
5,6 x 450
6
x 450
Fematic
5
x 700
5,6 x 700
6
x 700
170 - 240
200 - 350
250 - 440
300 - 500
190 - 230
240 - 280
250 - 300
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
W∏aÊciwoÊci
stopiwa
(typowe)
Wymiary
mm
Pràd
spawania A
Elektrody do stali niestopowych i drobnoziarnistych
15
ESAB Sp. z o.o.
OK Femax 38.95
Otulina: zasadowa
Zasilanie: AC (Uo
≥ 70V), DC +
Wysokowydajna elektroda do wykony-
wania spoin czo∏owych i pachwinowych
w pozycji podolnej. Zapewnia g∏adkie
przejÊcie pomi´dzy spoinà i materia∏em
rodzimym. WydajnoÊç elektrody 6 mm
jest porównywalna ze spawaniem pod
topnikiem.
AWS A 5.1:
E 7028
ISO 2560:
E51 5 B 240 46 H
DIN 1913:
E51 54 B 12 240
EN 499:
E 38 4 B 73 H10
ABS 3HH,3Y
BV
3 3YHH
DNV 3YHH
DS E 51 5 B(H)
LR 3
3YH
RS 3YHH
Re
400 MPa
Rm
500 MPa
A5
30%
KV 110J/-20°C
KV 90J/-40°C
Sk∏ad chem. %:
C 0,07
Si 0,4
Mn 1,1
Uzysk: ok. 240%
4
x 450
4,5 x 450
5
x 450
5
x 600
5,6 x 450
5,6 x 600
6
x 450
6
x 600
170 - 240
220 - 300
330 - 400
320 - 360
370 - 460
370 - 460
400 - 520
390 - 470
Elektrody kwaÊne
OK 50.10
Otulina: rutylowo-kwaÊna
Zasilanie: AC (Uo
≥70V), DC+
Elektroda ogólnego zastosowania do
stali niskow´glowych. Posiada dobre
charakterystyki spawalnicze we wszyst-
kich pozycjach, szczególnie przy spo-
inach pachwinowych w pozycji
nabocznej.
AWS A 5.1:
E 6013
ISO 2560:
E 43 4 AR 24
DIN 1913:
E 43 42 AR 7
EN 499:
E 38 2 A 12
ABS 3
BV 3
DNV 3
GL 3
LR 3
UDT
Re
430 MPa
Rm
500 MPa
A5
25%
KV 58J/-20°C
KV 40J/-40°C
Sk∏ad chem. %:
C 0,07
Si 0,2
Mn 0,5
Uzysk: ok. 100%
2,5 x 350
3,25 x 450
4
x 450
5
x 450
75 - 110
90 - 150
140 - 190
170 - 250
OK Femax 39.50
Otulina: kwaÊna
Zasilanie: AC (Uo
≥70V), DC +(-)
Wysokowydajna elektroda do spawania
grawitacyjnego i r´cznego, zaakcepto-
wana do spawania blach okr´towych
klasy A,D i E.
AWS A 5.1:
E 7027
ISO 2560:
E 51 5 AR 160 35
DIN 1913:
E 51 53 AR 11 160
EN 499:
E 42 2 RA 53
ABS 3
BV
3,3Y
DB
DNV 3
LR 3Y
PRS 3
TÜV
UDT
Ü
Re
450 MPa
Rm
510 MPa
A5
27%
KV 70J/-20°C
Sk∏ad chem. %:
C 0,07
Si 0,3
Mn 0,7
Uzysk: ok. 160%
3,25 x 450
4
x 450
5
x 450
6
x 450
Fematic
5
x 700
5,6 x 700
6
x 700
130 - 170
150 - 230
200 - 350
280 - 440
190 - 240
220 - 270
250 - 300
OK Femax 39.95
Otulina: kwaÊna
Zasilanie: AC (Uo ≥70V), DC+/-
Wysokowydajna elektroda do wykony-
wania spoin pachwinowych i z∏àczy
doczo∏owych ze stali niskow´glowych.
Z uwagi na podwy˝szone napi´cie ∏uku
wymaga êród∏a pràdu o du˝ej mocy.
AWS A 5.1:
E 6027
ISO 2650:
E 43 3 AR 210 45
DIN 1913:
E 43 43 AR 11 210
EN 499:
E 38 2 RA 73
ABS 3
BV 3
DNV 3
GL 3
LR 3
RS 3
Re
390 MPa
Rm
475 MPa
A5
28%
KV 60J/-20°C
Sk∏ad chem. %:
C 0,07
Si 0,3
Mn 0,5
Uzysk: ok. 220%
4
x 450
5
x 450
180 - 250
250 - 350
Elektrody celulozowe
Pipeweld
6010 IT
Otulina: celulozowa
Zasilanie: DC+
Elektroda do ∏àczenia rur i rurociàgów,
szczególnie przydatna do Êciegów gra-
niowych. Wytwarza dobrze penetrujàcy
∏uk oraz ma∏à iloÊç dobrze krzepnàcego,
∏atwo usuwalnego ˝u˝la. Pomocna przy
niedopasowaniu lub przesadzeniu
brzegów.
AWS A 5.1:
E 6010
ISO 2560:
E 43 4 C 10
DIN 1913:
E 43 43 C 4
EN 499:
E 38/42 3 C 21
LR
UDT
TÜV
Re
> 340 MPa
Rm
> 470 MPa
A5 24%
KV 27J/-30°C
Sk∏ad chem. %:
C
£ 0,12
Si
£ 0,3
Mn 0,5
Uzysk: ok. 90%
2,0 x 300
2,5 x 300
3,2 x 350
4,0 x 350
5,0 x 350
30 ÷ 60
40 ÷ 80
60 ÷ 110
90 ÷ 140
110 ÷ 170
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
W∏aÊciwoÊci
stopiwa
(typowe)
Wymiary
mm
Pràd
spawania A
Elektrody do stali niestopowych i drobnoziarnistych
16
ESAB Sp. z o.o.
Pipeweld
7010 IT
Otulina: celulozowa
Zasilanie: DC+
Elektroda do rurociàgów ze stali
X52 - X60. Charakteryzuje si´ zwi´kszo-
nym uzyskiem, stabilnym ∏ukiem, dobrà
penetracjà i ma∏ym rozpryskiem.
Przeznaczona do wykonywania wszyst-
kich warstw spoiny.
AWS A 5.5:
E 7010-G
ISO 2560:
E 51 4 C 10
DIN 1913:
E 51 43 C 4
EN 499:
E 42/46 3 Z C 21
LR
UDT
Re
430 MPa
Rm
520 MPa
A5
20%
KV 27J/-30°C
Sk∏ad chem. %:
C
£ 0,12
Si
£ 0,3
Mn
0,5
Ni
0,6
Mo
0,2
Uzysk: ok. 90%
2,0 x 300
2,5 x 300
3,2 x 350
4,0 x 350
5,0 x 350
30 ÷ 60
40 ÷ 80
60 ÷ 110
90 ÷ 140
110 ÷ 170
Pipeweld
9010 IT
Otulina: celulozowa
Zasilanie: DC+(-)
Elektroda do rurociàgów ze stali X65 -
X80. Charakteryzuje si´ zwi´kszonym
uzyskiem, doskona∏à kontrolà jeziorka,
dobrà penetracjà i ma∏ym rozpryskiem.
Przeznaczona do wykonywania wszyst-
kich warstw spoiny.
AWS A 5.5:
E 9010-G
EN 499:
E 50 3 Z C 21
Re
540 MPa
Rm
630 MPa
A5
18%
KV 27J/-30°C
Sk∏ad chem. %:
C
£ 0,12
Si
£ 0,3
Mn
£ 1,0
Ni 0,7
Mo 0,3
Uzysk: ok. 90%
3,25 x 350
4
x 350
5
x 350
60 ÷ 110
90 ÷ 140
110 ÷ 170
Pipeweld
8010 IT
Otulina: celulozowa
Zasilanie: DC+
Elektroda do rurociàgów ze stali X63 - X70.
Charakteryzuje si´ zwi´kszonym uzyskiem,
doskona∏à kontrolà jeziorka, dobrà penetra-
cjà i ma∏ym rozpryskiem. Przeznaczone do
wykonywania wszystkich warstw spoiny.
AWS A 5.5:
E 8010-G
EN 499:
E 46/50 3 Z C 21
LR
UDT
Re
480 MPa
Rm
560 MPa
A5
20%
KV 27J/-30°C
Sk∏ad chem. %:
C
£ 0,12
Si
£ 0,3
Mn 0,5
Mo 0,2
Ni
0,7
Uzysk: ok. 70%
3,25 x 350
4
x 350
5
x 350
60 ÷ 110
90 ÷ 140
110 ÷ 170
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
W∏aÊciwoÊci
stopiwa
(typowe)
Wymiary
mm
Pràd
spawania A
Oznaczenia i skróty
ABS
- American Bureau of Shipping
AC
- pràd przemienny
AWS - American Welding Society
A
4
, A
5
- wyd∏u˝enie wzgl´dne
BV
- Bureau Veritas
CO
- Controlas
CWB - Canadian Welding Society
DB
- Deutsche Bahn
DC
- pràd sta∏y
DnV
- Det norske Veritas
GL
- Germanisher Lloyd
HB
- twardoÊç Brinella
HV
- twardoÊç Vickersa
HRC - twardoÊç Rockwella
KU
- udarnoÊç, karb ISO „U”
KV
- udarnoÊç, karb ISO „V”
LMA
- pokrycie przeciw wilgoci
LR
- Lloyds Register of Shipping
MAG - spawanie elektrodà topliwà w os∏onie
gazów aktywnych
MIG
- spawanie elektrodà topliwà w os∏onie
gazów oboj´tnych
O.C.
- obróbka cieplna
PRS
- Polski Rejestr Statków
R
e
- granica plastycznoÊci
R
m
- wytrzyma∏oÊç na rozciàganie
R
p 0,2
- umowna granica plastycznoÊci
TIG
- spawanie elektrodà nietopliwà
w os∏onie gazów oboj´tnych
TÜV
- Technischer Überwachungs Verein
Uo
- napi´cie biegu ja∏owego êród∏a pràdu
UDT
- Urzàd Dozoru Technicznego
Ü
- Übereinstimmungszertifikat
FN
- liczba ferrytowa
Elektrody do stali niskostopowych
17
ESAB Sp. z o.o.
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
W∏aÊciwoÊci
stopiwa
(typowe)
Wymiary
mm
Pràd
spawania A
OK 73.08
Otulina: zasadowa, LMA
Zasilanie: AC (Uo ≥65V), DC+
Elektroda z dodatkiem stopowym
Ni-Cu, do spawania wszystkich
rodzajów z∏àczy. Stopiwo o dosko-
na∏ych w∏asnoÊciach mechanicz-
nych, odporne na dzia∏anie wody
morskiej i gazów spalinowych.
Zalecana do stali okr´towych i kon-
strukcji mostów.
AWS A 5.1:
E 8018-G
DIN 8529:
EY 46 65 1 Ni Cu B
EN 499:
E 46 5 Z B 32
ABS 3HH
3Y
BV
3,3YHH
DB
DNV 3YHH
GL 3YHH
LR 3,3YH
RS 6HH
TÜV
UDT
Ü
Re
500 MPa
Rm
590 MPa
A5
26%
KV 160J/-20°C
KV 70J/-50°C
Sk∏ad chem. %:
C 0,06
Si 0,4
Mn 1,0
Ni 0,6
Cu 0,4
Uzysk: ok. 120%
2
x 300
2,5 x 350
3,25 x 350
3,25 x 450
4
x 450
5
x 450
6
x 450
60 - 90
80 - 110
100 - 150
110 - 150
150 - 200
200 - 270
240 - 370
OK 73.68
Otulina: zasadowa, LMA
Zasilanie: AC (Uo ≥70V), DC+
Elektroda z dodatkiem stopowym Ni
do konstrukcji ze stali niskostopo-
wych o wymaganej odpornoÊci na
kruche p´kanie w temp. do -60°C.
Dobre w∏asnoÊci stopiwa zachowa-
ne sà równie˝ przy spawaniu piono-
wo do góry. Stosowana w instala-
cjach na LPG.
AWS A 5.5:
E 8018-C1
DIN 8529:
EY 46 87 2 Ni B
EN 499:
E 46 6 2 Ni B 32 H5
ABS 3HH
3Y
BV
UP
DNV 3YHH
LR 3,3YH
PRS 3YHH
TÜV
UDT
Re
520 MPa
Rm
610 MPa
A5
26%
KV 110J/-55°C
KV 105J/-60°C
Sk∏ad chem. %:
C 0,1
Si 0,3
Mn 0,8
Ni 2,4
Uzysk: ok. 120%
2
x 300
2,5 x 350
3,25 x 450
4
x 450
5
x 450
55 - 75
70 - 110
105 - 150
145 - 190
190 - 270
OK 73.78
Otulina: zasadowa
Zasilanie: AC (Uo ≥70V), DC+
Elektroda z dodatkiem stopowym Ni
do stali pracujàcych w niskich tem-
peraturach. Stosowana w instala-
cjach na LPG. Wymagana jest niska
energia liniowa spawania i tempera-
tura mi´dzy Êciegami poni˝ej 150°C.
AWS A 5.5:
E 8018-C2
EN 757:
E 46 6 3Ni B 32
Re
640 MPa
Rm
720 MPa
A5
23%
KV 125J/-40°C
KV 85J/-73°C
KV 40J/-101°C
Sk∏ad chem. %:
C 0,06
Si 0,3
Mn 0,9
Ni
3,4
2
x 300
2,5 x 350
3,25 x 450
4
x 450
5
x 450
6
x 450
60 - 80
75 - 110
105 - 145
140 - 190
190 - 260
210 - 320
OK 73.79
Otulina: zasadowa, LMA
Zasilanie: AC (Uo ≥65V), DC+(-)
Elektroda z dodatkiem stopowym Ni
do stali zawierajàcych ok. 3,5% Ni,
przy wymaganej udarnoÊci w temp.
-101°C. Stosowana do konstrukcji
w przemyÊle chemicznym oraz
zbiorników LPG na etan.
AWS A 5.5:
E 8016-C2
EN 499:
E 46 6 3Ni B 12
DNV 3YHH
RS 5YHH
46
Re
520 MPa
Rm
610 MPa
A5
26%
KV 160J/-60°C
KV 35J/-101°C
Sk∏ad chem. %:
C 0,06
Si 0,3
Mn 0,6
Ni 3,3
Uzysk: 100%
2,5 x 350
3,25 x 350
4
x 450
5
x 450
70 - 110
80 - 150
90 - 190
110 - 240
OK 73.80
Otulina: zasadowa, LMA
Zasilanie: DC+
Elektroda specjalnie opracowana
do otrzymywania stopiwa o niskiej
zawartoÊci w´gla i obni˝onej grani-
cy plastycznoÊci oraz dobrej
udarnoÊci poni˝ej -20°C.
Przeznaczona do spawania we
wszystkich pozycjach.
GOST 9467-75:
E 46 A
EN 499:
E 46 6 1Ni B 32
GASPROM
Re
400 MPa
Rm
500 MPa
A5
30%
KV 180J/-20°C
KV 120J/-40°C
KV 80J/-60°C
Sk∏ad chem. %:
C 0,02
Si 0,3
Mn 0,5
Ni 0,9
Uzysk: 95%
3,25 x 350
4
x 450
80 - 130
125 - 200
Elektrody do stali niskostopowych
18
ESAB Sp. z o.o.
OK 74.46
Otulina: zasadowa, LMA
Zasilanie: AC (Uo ≥70V), DC+
Elektroda do stali kot∏owych molib-
denowych. Odpowiednia do spawa-
nia w pozycjach przymusowych.
Sk∏ad otuliny pozwala na obni˝enie
nat´˝enia pràdu spawania.
Przydatna do ∏àczenia rur.
AWS A 5.5:
E 7018-A1
DIN 8575:
EMo B 42
EN 1599:
E Mo B 42
CO
TÜV
UDT
Re
460 MPa
Rm
560 MPa
A5
27%
KV 175J/+20°C
Sk∏ad chem. %:
C 0,06
Si 0,3
Mn 0,8
Mo 0,5
Uzysk: 110%
2
x 350
2,5 x 350
3,25 x 450
4
x 450
5
x 450
55 - 80
75 - 110
105 - 150
140 - 200
190 - 270
OK 74.70
Otulina: zasadowa, LMA
Zasilanie: AC (Uo ≥75V), DC+(-)
Elektroda przeznaczona do stali
niskostopowych o wysokiej wytrzy-
ma∏oÊci. Opracowana do stosowa-
nia w ró˝nych konstrukcjach, w tym
do rurociàgów.
AWS A 5.5:
E 8018-G
EN 499:
E 46 4 Mn Mo B 32
VNIIST
Re
540 MPa
Rm
620 MPa
A5
26%
KV 110J/-20°C
KV 80J/-40°C
KV 50J/-60°C
Sk∏ad chem. %:
C 0,08
Si 0,4
Mn 1,3
Mo 0,4
Uzysk: 110%
3,25 x 350
4
x 450
5
x 450
80 - 140
90 - 190
150 - 250
OK 74.78
Otulina: zasadowa, LMA
Zasilanie: AC (Uo ≥70V), DC+
Elektroda do wysokowytrzyma∏ych
stali niskow´glowych i niskostopo-
wych, pracujàcych w niskich tempe-
raturach. Zalecana do spawania
i napawania szyn, przy wymaganej
twardoÊci rz´du 250 HV.
AWS A 5.5:
E 9018-D1
DIN 8529:
EY 55 43 Mn Mo B
EN 757:
E 55 4 Mn Mo B 32
ABS 3HH,3Y
BV
3,3YHH
DB
DNV 3YHH
LR 2,3YHH
TÜV
UDT
Ü
Re
600 MPa
Rm
650 MPa
A5
25%
KV 50J/-60°C
Sk∏ad chem. %:
C 0,06
Si 0,35
Mn 1,5
Mo 0,4
Uzysk: ok. 120%
2
x 300
2,5 x 350
3,25 x 450
4
x 450
5
x 450
6
x 450
55 - 80
75 - 100
110 - 140
150 - 190
190 - 260
240 - 340
OK 75.75
Otulina: zasadowa, LMA
Zasilanie: AC (Uo ≥70V), DC(+)
Elektroda o bardzo niskiej
zawartoÊci wilgoci, do spawalnych
gatunków stali niskostopowych,
konstrukcyjnych o wysokiej wytrzy-
ma∏oÊci. Spawanie mo˝na
przeprowadzaç z niewielkim pod-
grzewaniem wst´pnym lub w tem-
peraturze otoczenia.
AWS A 5.5:
E 11018-G
DIN 8529:
EY 69 65 Mn Ni Cr
Mo B
EN 757:
E 69 Mn 2Ni Mo
B 32
ABS
DNV
-HH
RS 4Y62
DB
TÜV
UDT
Ü
Re
755 MPa
Rm
820 MPa
A5
20%
KV 85J/-20°C
KV 70J/-40°C
KV 55J/-51°C
Sk∏ad chem. %:
C 0,05
Si 0,3
Mn 1,8
Cr 0,3
Ni 2,2
Mo 0,4
Uzysk: 120%
2
x 300
2,5 x 350
3,25 x 450
4
x 450
5
x 450
6
x 450
50 - 75
70 - 110
100 - 150
135 - 200
180 - 260
200 - 300
OK 75.78
Otulina: zasadowa, LMA
Zasilanie: AC (Uo≥70V),DC+
Elektroda do stali o bardzo wysokiej
wytrzyma∏oÊci (np. WELDOX 900)
o bardzo dobrych w∏aÊciwoÊciach
mechanicznych i niskiej zawartoÊci
wodoru. Stosowana w konstruk-
cjach mostów, dêwigów, budownict-
wie przybrze˝nym i technice
wojskowej.
DIN 8529:
EY 89 88 Mn 3 Ni
CrMo B H5
EN 757:
E 89 4 ZB 32
UDT
Rp 0,2
920 MPa
Rm
965 MPa
A5
17%
KV 60J/-60°C
Sk∏ad chem.
%:
C 0,05
Si 0,3
Mn 2,2
Cr 0,5
Ni 3
Mo 0,6
Uzysk: 115%
2,5 x 350
3,25x 350
4
x 450
5
x 450
70 - 110
110 - 150
150 - 200
180 - 250
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
W∏aÊciwoÊci
stopiwa
(typowe)
Wymiary
mm
Pràd
spawania A
Elektrody do stali niskostopowych
19
ESAB Sp. z o.o.
OK 76.18
Otulina: zasadowa, LMA
Zasilanie: AC (Uo ≥65V), DC+/-
Elektroda do stali odpornych na
pe∏zanie, zawierajàcych 1% Cr i
0,5% Mo. U˝ywana do wszystkich
typów z∏àczy spawanych w dowol-
nej pozycji. Stopiwo jest wolne od
p´kni´ç i porowatoÊci. Nadaje si´
do przetopów graniowych, przy
zalecanej biegunowoÊci „-”.
AWS A 5.5:
E 8018-B2
DIN 8575:
E Cr Mo 1 B 26
EN 1599:
E Cr Mo 1 B 32 H5
ABS
BV
UP
CO
HTS
DNV -HH
LR
TÜV
UDT
Rp 0,2
530 MPa
Rm
620 MPa
A5
20%
O.C. 700°C/1h
T1°C: +200
+400
Rp 0,2MPa 465 420
Rm
MPa 550 520
A5,% 21
22
Sk∏ad chem. %:
C 0,07
Si 0,3
Mn 0,5
Cr 1,3
Mo 0,6
Uzysk: ok. 110%
2
x 300
2,5 x 300
3,25 x 350
4
x 450
5
x 450
55 - 80
80 - 100
90 - 140
130 - 190
150 - 260
OK 76.28
Otulina: zasadowa, LMA
Zasilanie: AC (Uo ≥65V), DC+/-
Elektroda do stali odpornych na
pe∏zanie, zawierajàcych ok. 2,25%
Cr i 1,0% Mo. Zapewnia stabilny ∏uk
i minimalny rozprysk. Stopiwo
o dobrej odpornoÊci na p´kanie.
Stosowana w konstrukcjach turbin
i rurociàgów energetycznych. Przy
przetopach graniowych zalecana
biegunowoÊç „ - “.
AWS A 5.5:
E 9018-B3
DIN 8575:
E Cr Mo 2 B 20
EN 1599:
E Cr Mo 2 B 42 H5
ABS
BV UP
CO
HTS
DNV -
HH
LR
TÜV
UDT
Rp 0,2
550 MPa
Rm
650 MPa
A5
18%
O.C. 750°C/1h
T1°C: +200
+400
Rp 0,2 MPa 480 360
Rm
MPa 570 385
A5,% 15
24
Sk∏ad chem. %:
C 0,07
Si 0,3
Mn 0,8
Cr 2,3
Mo 1,1
Uzysk: ok. 110%
2
x 300
2,5 x 300
3,25 x 350
4
x 450
5
x 450
55 - 80
80 - 100
90 - 140
130 - 190
150 - 260
OK 76.35
Otulina: zasadowa, LMA
Zasilanie: AC (Uo ≥65V), DC+/-
Niskowodorowa elektroda do stali
odpornych na pe∏zanie. Wymaga
podgrzewania materia∏u przed
spawaniem do temp. 150-260°.
Zastosowanie w przemyÊle petro-
chemicznym i energetyce, g∏ównie
do ∏àczenia rur.
AWS A 5.5:
E 8015-B6
DIN 8575:
E Cr Mo 5 B 20
EN 1599:
E Cr Mo 5 B 32
O.C. 750°C/2h
Rp 0,2
600 MPa
Rm
700 MPa
A5
20%
O.C. 850°C/2h
Rm
460 MPa
A5,% 35
KV min.
75J/-20°C
Sk∏ad chem. %:
C 0,05
Si 0,5
Mn 0,8
Cr 5,0
Mo 0,5
Uzysk: ok. 110%
2,5 x 300
3,25 x 350
4
x 450
5
x 450
75 - 100
90 - 135
130 - 200
150 - 280
OK 76.96
Otulina: zasadowa, LMA
Zasilanie: AC (Uo≥70V), DC +
Elektroda niskowodorowa do stali
chromowo-molibdenowych
odpornych na pe∏zanie. Zwykle
wymagane jest podgrzewanie mate-
ria∏u przed spawaniem do temp.
150°C-260°C. Stosowana w kon-
strukcji rurociàgów energetycznych.
AWS A 5.5:
E 8015-B8
DIN 8575:
E Cr Mo 9 B 20+
EN 1599:
E Cr Mo 9 B 42
CO:
HTS
O.C. 850°C/2h
Rm
min. 450 MPa
A4
min. 20%
KV min.
80J/-20°C
Sk∏ad chem. %:
C 0,05
Si 0,4
Mn 0,8
Cr 9,0
Mo 1,0
Uzysk: 110%
2
x 300
2,5 x 300
3,25 x 350
4
x 450
5
x 450
55 - 80
75 - 100
90 - 130
130 - 200
150 - 280
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
W∏aÊciwoÊci
stopiwa
(typowe)
Wymiary
mm
Pràd
spawania A
OK Carbon
TM
Zasilanie: DC, AC
Elektroda w´glowa do ciecia i ˝∏o-
bienia elektropowietrznego stali nie-
stopowych, niskostopowych,
wysokostopowych, ˝eliwa i innych
metali.
WydajnoÊç:
g metalu/cm elektrody
DC
AC
10 6
12 10
18 15
33 24
49 32
89 -
4
x 305
5
x 305
6,35 x 305
8
x 305
10
x 305
13
x 455
150 - 200
200 - 250
300 - 350
400 - 450
500 - 550
700 - 900
Elektrody do stali niskostopowych
20
ESAB Sp. z o.o.
OK 76.98
Otulina: zasadowa, LMA
Zasilanie: DC +
Elektroda do stali odpornych na
pe∏zanie o zawartoÊci ok. 9% Cr,
modyfikowanych typu P91/T91.
Wymagane jest podgrzewanie
materia∏u przed spawaniem do
temp. 250°C oraz wy˝arzanie po
spawaniu 750°C, 2h.
AWS A 5.5:
(E9015-B9)
EN 1599:
E Cr Mo 91 B 42 H5
TÜV,
UDT
O.C. 750°C/2h
Rp 0,2
650 MPa
Rm
760 MPa
A5
18%
KV 70J/+20°C
KV 50J/0°C
Sk∏ad chem.
%:
C 0,09
Si 0,31
Mn 0,74
Cr
9,1
Ni 0,65
Mo 0,99
V 0,25
Nb 0,03
N 0,05
Uzysk: 110%
2,5 x 350
3,25 x 350
4
x 450
70 - 100
90 - 135
130 - 200
OK 78.16
Otulina: zasadowa
Zasilanie: AC (Uo≥65V), DC +
Elektroda z dodatkiem stopowym
Cr-Mo do spawania wysokowytrzy-
ma∏ych stali chromowo-molibde-
nowych przeznaczonych do obróbki
cieplnej. Wymaga podgrzewania
materia∏u przed spawaniem do
temp. min. 150-200°C.
AWS A 5.5:
E 9018-G
EN 757
E 55 A Z B 42
DB
UDT
Ü
Re
870 MPa
Rm
900 MPa
A5
18%
KV 50J/+20°C
Sk∏ad chem. %:
C 0,18
Si 0,4
Mn 0,8
Cr 1,0
Mo 0,2
Uzysk: 115%
2,5 x 350
3,25 x 450
4
x 450
5
x 450
6
x 450
75 - 100
105 - 140
145 - 190
190 - 260
240 - 330
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
W∏aÊciwoÊci
stopiwa
(typowe)
Wymiary
mm
Pràd
spawania A
Elektrody do ci´cia
OK 21.03
Otulina: specjalna
Zasilanie: DC -, AC (Uo≥70V)
Elektroda specjalna do ci´cia, ˝∏o-
bienia, ukosowania wszystkich ty-
pów stali, ˝eliwa i innych metali
za wyjàtkiem czystej miedzi.
Gruba otulina wytwarza silny stru-
mieƒ gazów, wydmuchujàcy rozto-
piony metal, przy prowadzeniu elek-
trody ruchem pchajàcym.
SzybkoÊç ˝∏obienia:
100-150 cm/mm
Kàt nachylenia
w kierunku posuwu:
10-20
o
Elektroda nie tworzy
stopiwa
2,5 x 350
3,25 x 350
4
x 350
5
x 450
100 - 120
130 - 180
170 - 230
230 - 300
U=43 - 48V
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
W∏aÊciwoÊci
elektrody
(typowe)
Wymiary
mm
Pràd
ci´cia A
Elektrody do stali wysokostopowych
21
ESAB Sp. z o.o.
Opis i zastosowanie
Klasyfikacja
Sk∏ad chem.
stopiwa (%)
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Wymiary
mm
Pràd
spawania A
OK 61.10
Otulina: rutylowa
Zasilanie: AC (Uo≥50V), DC +
Elektroda austenityczna do stali typu
19%Cr- 10%Ni. Przeznaczona do spa-
wania odwodowego rur oraz w pozy-
cjach przymusowych, z wyjàtkiem pio-
nowej w dó∏.
AWS A 5.4-92: E308L-16
DIN 8556: E 19 9 LR 23
ISO 3581: E 19.9 LR
EN: 1600: E 19 9 LR 12
Dopuszczenia:
TÜV, UDT
C
<0,030
Si
0,8
Mn
0,8
Cr
19,5
Ni
10,5
FN 5-12
Rp 0,2
440 MPa
Rm
570 MPa
A4
40%
KV 60
J/+20°C
Uzysk: 100%
HV 180-220
1,6 x 300
2
x 300
2,5 x 300
3,25 x 350
4
x 350
20 - 40
30 - 55
50 - 75
75 - 110
90 - 140
OK 61.30
Otulina: rutylowo-kwaÊna, LMA
Zasilanie: AC (Uo≥50V), DC +
Elektroda austenityczna o bardzo
niskiej zawartoÊci w´gla do spawania
stali typu 19%Cr- 10%Ni oraz podob-
nych, w tym równie˝ stali austenity-
cznych stabilizowanych Nb lub Ti,
z wyjàtkiem przypadków wymaganej
pe∏nej ˝aroodpornoÊci.
AWS A 5.4-92: E308L-17
DIN 8556: E 19 9 LR 23
ISO 3581: E 19.9 LR
EN: 1600: E 19 9 LR 12
Dopuszczenia:
Controlas, ABS, CWB, DB,
DNV, SS: 14 33 02
SFS 3656: E 19.9L
TÜV
UDT
Ü
C <0,03
Si 0,8
Mn 0,8
Cr 19,5
Ni 10
FN 3-10
Rp 0,2
420 MPa
Rm
570 MPa
A4
45%
KV 70
J/+20°C
Uzysk: 105%
1,6 x 300
2
x 300
2,5 x 300
3,25 x 350
4
x 350
5
x 350
5
x 450
35 - 50
45 - 65
60 - 90
80 - 120
120
170
150 - 240
150 - 240
OK 61.33
Otulina: zasadowo-rutylowa
Zasilanie: AC (Uo≥60V), DC +
Elektroda austenityczna do stali typu
19%Cr- 10%Ni, w tym te˝ stabili-
zowanych Nb lub Ti. Przystosowana
do spawania we wszystkich pozycjach.
Zapewnia natryskowe przenoszenie
spoiwa.
AWS A 5.4-92: E308L-16
DIN 8556: E 19 9 L B 20+
ISO 3581: E 19.9 LR
EN: 1600: E 19 9 LB 12
Dopuszczenia:
ABS, TÜV, UDT
C <0,025
Si 0,5
Mn 1,2
Cr 19,5
Ni 10,5
FN
3-8
Rp 0,2
410 MPa
Rm
570 MPa
A4
45%
KV 85
J/+20°C
KV
>32 J/-196°C
Uzysk: 100%
2
x 300
2,5 x 300
3,25 x 350
4
x 350
5
x 350
40 - 65
50 - 85
75 - 115
105 - 160
140 - 210
OK 61.34
Otulina: kwaÊno-rutylowa
Zasilanie: AC (Uo≥60V), DC +
Elektroda austenityczna specjalnie
opracowana do spawania w pozycji
pionowej w dó∏. Odpowiednia do jedno-
lub wielowarstwowych spoin pach-
winowych, z∏àczy na V i zak∏adkowych.
¸atwo usuwalny ˝u˝el.
AWS A 5.4-92: E308L-16
DIN 8556: E 19 9 LR 23
ISO 3581: E 19.9 LR
EN: 1600: E 19 9 LR 31
C <0,030
Si 0,8
Mn 0,8
Cr 19,5
Ni 10
FN 3-8
Rp 0,2
420 MPa
Rm
560 MPa
A4
45%
KV 80
J/+20°C
Uzysk: 110%
2,5 x 300
3,25 x 300
50 - 90
80 - 130
OK 61.35
Otulina: zasadowa
Zasilanie: DC +
Elektroda austenityczna o b. dobrych
w∏aÊciwoÊciach w pozycji pionowej
i pu∏apowej (szybko krzepnàcy ˝u˝el).
Spe∏nia wymagania kriogenicznych
konstrukcji LNG.
AWS A 5.4-92: E308L-15
DIN 8556: E 19 9 L B 20+
ISO 3581: E 19.9 LB
EN: 1600: E 19 9 LB 22
Dopuszczenia:
TÜV, UDT
C <0,04
Si 0,4
Mn 1,7
Cr 19,5
Ni
10,5
FN 2-7
Rp 0,2
460 MPa
Rm
580 MPa
A4
45%
KV 100
J/+20°C
KV 70
J/-120°C
KV 45
J/-196°C
Uzysk: 100%
2,5 x 300
3,25 x 350
4
x 350
5
x 350
55 - 85
75 - 110
110 - 155
160 - 210
Elektrody do stali wysokostopowych
22
ESAB Sp. z o.o.
OK 61.41
Otulina: rutylowo-kwaÊna, LMA
Zasilanie: AC (Uo≥55V), DC +
Wysokowydajna elektroda austenitycz-
na do stali typu 19%Cr- 10%Ni i zbli-
˝onych. Przeznaczona do spawania
w pozycji podolnej. Zapewnia stabilne
jarzenie si´ ∏uku z niezwykle ma∏ym roz-
pryskiem, oraz ∏atwo usuwalny ˝u˝el.
AWS A-92 5.4: E308L-17
DIN 8556: E 19 9 LR 23 150
ISO 3581: E 19.9 LR
EN: 1600: E 19 9 LR 53
Dopuszczenia:
Controlas, CWB,
SS: 14 33 02
TÜV, UDT
C <0,03
Si 0,7
Mn 0,8
Cr 19,5
Ni 10
FN 3-10
Rp 0,2
410 MPa
Rm
580 MPa
A4
45%
KV 65
J/+20°C
Uzysk: 150%
HV 180-220
2
x 300
2,5 x 300
3,25 x 350
4
x 450
5
x 450
45 - 65
60 - 100
80 - 130
110 - 170
170 - 230
OK 61.80
Otulina: rutylowo-kwaÊna, LMA
Zasilanie: AC (Uo≥50V), DC +
Elektroda austenityczna z dodatkiem
stopowym Nb przeznaczona do spawa-
nia stali typu 19%Cr- 10%Ni stabili-
zowanych tytanem lub niobem, przy
wymaganej odpornoÊci na korozj´
mi´dzykrystalicznà.
AWS A-92 5.4: E347-17
DIN 8556: E 19 9 Nb R 23
EN: 1600: E 19 9 Nb R 12
Dopuszczenia:
Controlas, TÜV, UDT, GL
C <0,03
Si 0,8
Mn 0,7
Cr 20
Ni 10
Nb 0,4
FN 6-12
Rp 0,2
480 MPa
Rm
620 MPa
A4
40%
KV 65
J/+20°C
KV 40
J/-80°C
Uzysk: 105%
HV 180-220
2
x 300
2,5 x 300
3,25 x 350
4
x 350
5
x 350
45 - 65
60 - 90
80 - 120
120 - 170
150 - 240
OK 61.81
Otulina: rutylowa
Zasilanie: AC (Uo≥55V), DC +
Elektroda austenityczna z dodatkiem
stopowym Nb przeznaczona do spawa-
nia stali typu 18-8 stabilizowanych Ti
lub Nb w konstrukcjach pracujàcych
w wysokich temperaturach.
AWS A-92 5.4: E347-16
DIN 8556: E 19 9 Nb 23 110
EN: 1600: E 19 9 Nb R 22
Dopuszczenia:
SS: 14 33 03
SFS 3656: E 19.9 Nb
UDT, DNV
C 0,06
Si 0,7
Mn 1,5
Cr 20
Ni 10
Nb 0,8
FN 6-12
Rp 0,2
560 MPa
Rm
700 MPa
A4
30%
KV 60
J/+20°C
Uzysk: 110%
HV 190-230
1,6 x 300
2
x 300
2,5 x 300
3,25 x 350
4
x 350
5
x 350
25 - 40
40 - 60
50 - 80
75 - 115
110 - 160
140 - 210
OK 61.85
Otulina: zasadowa
Zasilanie: DC +
Elektroda austenityczna z dodatkiem
niobu przeznaczona do spawania stali
typu 18-8 stabilizowanych Ti lub Nb.
AWS A 5.4-92: E347-15
DIN 8556: E 19 9 Nb B 20+
ISO 3581: E 19.9 Nb B
EN: 1600: E 19 9 Nb B 12
Dopuszczenia:
TÜV, UDT
C <0,060
Si 0,5
Mn 1,8
Cr 19,5
Ni 10
Nb 0,5
FN
6-12
Rp 0,2
500 MPa
Rm
620 MPa
A4
40%
KV 100
J/+20°C
KV 70
J/-60°C
Uzysk: 100%
2
x 300
2,5 x 300
3,25 x 350
4
x 450
5
x 450
35 - 55
55 - 85
75 - 110
110 - 150
150 - 200
OK 63.10
Otulina: rutylowa
Zasilanie: AC (Uo≥50V), DC +
Elektroda austenityczna do stali typu
18% Cr, 12% Ni, 2,8% Mo. Przeznaczo-
na do spawania obwodowego rur oraz
w pozycjach przymusowych z wyjàt-
kiem pionowej w dó∏.
AWS A 5.4-92: E316L-16
DIN 8556: E 19 12 3 LR 23
ISO 3581: E 19.12.3 LR
EN: 1600: E 19 12 3 LR12
Dopuszczenia:
TÜV, CO, UDT
C <0,030
Si 0,8
Mn 0,8
Cr 18
Ni 12
Mo 2,8
FN 3-10
Rp 0,2
340 MPa
Rm
580 MPa
A4
40%
KV 70
J/+20°C
Uzysk: 105%
1,6 x 300
2
x 300
2,5 x 300
3,25 x 350
4
x 350
20 - 40
30 - 55
50 - 75
75 - 110
90 - 140
OK 63.20
Otulina: kwaÊno-rutylowa
Zasilanie: AC (Uo≥50V), DC +
Elektroda austenityczna do stali typu
18-8 oraz 18-12-3, tak˝e stali 18-8 stabi-
lizowanych Ti lub Nb. Wykorzystuje kro-
plowà technik´ przenoszenia metalu w
∏uku. Przeznaczona do spawania
cienkoÊciennych elementów we wszyst-
kich pozycjach.
AWS A 5.4-92: E316L-16
DIN 8556: E 19 12 3 LR 13
EN: 1600:
E 19 12 3 LR 11
Dopuszczenia:
TÜV, UDT
C
<0,030
Si 0,7
Mn 0,8
Cr 18
Ni 12
Mo 2,8
FN 3-10
Rp 0,2
480 MPa
Rm
580 MPa
A4
37%
KV 65
J/+20°C
KV 30
J/-120°C
Uzysk: 100%
1,6 x 265
1,6 x 300
2
x 265
2
x 300
2,5 x 300
3,25 x 350
20 - 40
20 - 40
30 - 60
30 - 60
50 - 80
75 - 110
Opis i zastosowanie
Klasyfikacja
Sk∏ad chem.
stopiwa (%)
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Wymiary
mm
Pràd
spawania A
Elektrody do stali wysokostopowych
23
ESAB Sp. z o.o.
OK 63.30
Otulina: rutylowo-kwaÊna, LMA
Zasilanie: AC (Uo≥50V), DC +
Elektroda austenityczna o bardzo
niskiej zawartoÊci w´gla do spawania
stali odpornych na korozj´ typu 18%Cr,
12%Ni, 2,8%Mo oraz o podobnym
sk∏adzie, w tym równie˝ stabilizowa-
nych, z wyjàtkiem wymaganej pe∏nej
˝arowytrzyma∏oÊci.
AWS A-92 5.4: E316L-17
DIN 8556: E 19 12 3 LR 23
ISO 3581: E 19.12.3 L R
EN: 1600: E 19 12 3 LR 32
Dopuszczenia:
Controlas, CWB, DB,
DNV, LR SS: 14 33 05, BV,
SFS 3656: E 19.12.3 L
TÜV, UDT
Ü
C <0,03
Si 0,8
Mn 0,8
Cr 18,5
Ni 12
Mo 2,8
FN 3-10
Rp 0,2
435 MPa
Rm
580 MPa
A4
40%
KV 60
J/+20°C
Uzysk: 110%
HV 180-220
1,6 x 300
2
x 300
2,5 x 300
3,25 x 350
4
x 350
5
x 350
35 - 50
45 - 65
60 - 90
80 - 125
120 - 170
150 - 240
OK 63.32
Otulina: rutylowa
Zasilanie: AC (Uo≥50V), DC +
Wysokowydajna elektroda typu syntety-
cznego, z niestopowym rdzeniem
i sk∏adnikami stopowymi w otulinie.
Przeznaczona do ∏àczenia stali niesto-
powych i niskostopowych ze stalami
austenitycznymi chromowo-niklowymi
lub manganowymi. Odpowiednia do
platerowania.
AWS A 5.4-92:
E 308 Mo -26
DIN 8556:
E 20 10 3 MPR 23 175
EN 1600: E 20 10 3 R 73
C
<0,08
Si 0,8
Mn 0,7
Cr 19,8
Ni 11
Mo 2,8
FN 12-20
Rp 0,2
560 MPa
Rm
710 MPa
A4
35%
KV 55
J/+20°C
Uzysk: 170%
HV 180-220
1,6 x 300
2
x 300
2,5 x 350
3,25 x 350
3,25 x 450
4
x 450
5
x 450
30 - 50
40 - 80
70 - 120
110 - 170
140 - 220
220 - 320
OK 63.34
Otulina: rutylowo-kwaÊna,
Zasilanie: AC (Uo≥50V), DC +
Elektroda austenityczna do stali typu
18%Cr, 12%Ni, 2,8%Mo lub zbli˝onych,
szczególnie przydatna przy spawaniu
pionowym w dó∏. Zalecana do Êciegów
graniowych w spoinach na V.
AWS A-92 5.4: E316L-16
DIN 8556: E 19 12 3 LR 16
ISO 3581: E 19.12.3 LR 16
EN: 1600: E 19 12 3 LR 11
Dopuszczenia:
SFS 3656: E 19.12.3 L
TÜV, UDT
C
<0,03
Si 0,7
Mn 0,7
Cr 18,0
Ni 12
Mo 2,8
FN 3-8
Rp 0,2
440 MPa
Rm
600 MPa
A4
40%
KV 65
J/+20°C
KV 38
J/-120°C
Uzysk: 100%
HV 180-220
2,5 x 300
3,25 x 300
70 - 90
110 - 130
OK 63.35
Otulina: zasadowa
Zasilanie: DC+
Elektroda austenityczna do stali typu
18%Cr, 12%Ni, 3%Mo i zbli˝onych.
Mo˝e byç u˝ywana do spawania pew-
nych stali samohartownych oraz stali
nierdzewnych ze stalami niskow´glowy-
mi lub niskostopowymi w z∏àczach
doczo∏owych.
AWS A-92 5.4: E316L-15
DIN 8556:
E 19 12 3 LB 20+
ISO 3581: E 19.12.3 LB
EN: 1600: E 19 12 3 LB 22
Dopuszczenia:
Controlas, ABS, DNV
SS: 14 33 05
SFS 3656: E 19.12.3 L
TÜV, UDT
C
<0,04
Si 0,5
Mn 1,7
Cr 18,5
Ni 12
Mo 2,8
FN 3-8
Rp 0,2
435 MPa
Rm
580 MPa
A4
40%
KV 95
J/+20°C
KV 75
J/-60°C
KV 60
J/-120°C
KV 30
J/-196°C
Uzysk: 110%
HV 190-215
2,5 x 300
3,25 x 350
4
x 350
5
x 350
55 - 85
75 - 110
110 - 155
150 - 210
OK 63.41
Otulina: rutylowo-kwaÊna, LMA
Zasilanie: AC (Uo≥55V), DC +
Wysokowydajna elektroda austenitycz-
na o niskiej zawartoÊci w´gla do stali
typu 18%Cr, 12%Ni, 2,8%Mo.
Przeznaczona do spawania w pozycji
podolnej. Zapewnia stabilny ∏uk przy
minimalnej iloÊci rozprysków.
AWS A-92 5.4: E316L-17
DIN 8556:
E 19 12 3 LR 23 150
ISO 3581: E 19.12.3 LR
EN: 1600: E 19 12 3 LR 53
Dopuszczenia:
Controlas, CWB, DNV, LR
SS: 14 33 05
SFS 3656: E 19.12.3 L
TÜV
UDT
C
<0,03
Si 0,7
Mn 0,8
Cr 18
Ni 12
Mo 2,8
FN 3-8
Rp 0,2
430 MPa
Rm
570 MPa
A4
45%
KV 60
J/+20°C
Uzysk: 150%
HV 180-220
1,6 x 300
2
x 300
2,5 x 300
3,25 x 350
4
x 350
5
x 350
35 - 55
45 - 65
60 - 100
80 - 130
110 - 170
170 - 230
Opis i zastosowanie
Klasyfikacja
Sk∏ad chem.
stopiwa (%)
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Wymiary
mm
Pràd
spawania A
Elektrody do stali wysokostopowych
24
ESAB Sp. z o.o.
OK 67.15
Otulina: zasadowa
Zasilanie: DC+
Elektroda austenityczna do stali
˝arowytrzyma∏ych typu 25% Cr, 20% Ni.
Mo˝e byç stosowana do spawania stali
pancernych, austenitycznych stali man-
ganowych oraz stali w´glowych i nisko-
stopowych ze stalami nierdzewnymi.
AWS A-92 5.4: E310-15
DIN 8556: E 25 20 B 20+
ISO 3581: E 25 20 B
EN: 1600: E 25 20 B 22
Dopuszczenia:
Controlas, DB
SS: 14 33 18
SFS 3656: E 25.20
TÜV
UDT, Ü
C 0,1
Si
0,3
Mn 1,5
Cr 26
Ni 21
FN
0
Rp 0,2
410 MPa
Rm
590 MPa
A4
35%
KV 100
J/+20°C
Uzysk: 105%
HV 190-200
2
x 300
2,5 x 300
3,25 x 350
4
x 350
5
x 350
35 - 55
55 - 85
85 - 125
110 - 160
150 - 210
OK 67.45
Otulina: zasadowa
Zasilanie: DC+
Elektroda austenityczna o zawartoÊci
do 5% ferrytu, równomiernie roz∏o˝o-
nego w stopiwie. Zapewnia doskona∏à
odpornoÊç na p´kanie, w tym równie˝
stali trudnospawalnych. Przeznaczona
do ∏àczenia 13% Cr.
AWS A-92 5.4: (E307-15)
DIN 8556:
E 18 8 Mn 6 B 20+
ISO 3581: E 18.8 Mn B
EN: 1600: E 18 8 Mn B 42
Dopuszczenia:
ABS
TÜV
UDT
C 0,1
Si 0,5
Mn 6
Cr 18
Ni 8,5
FN <5
Rp 0,2
470 MPa
Rm
605 MPa
A4
35%
KV 85
J/+20°C
Uzysk: 110%
HV ok. 190
po utwardzeniu
zgniotem HV 400
2
x 300
2,5 x 300
3,25 x 350
4
x 350
5
x 350
30 - 65
50 - 80
80 - 110
110 - 150
150 - 210
OK 67.50
Otulina: rutylowo-kwaÊna, LMA
Zasilanie: AC (Uo≥60V), DC +
Elektroda o niskiej zawartoÊci w´gla, przez-
naczona do spawania stali ferrytyczno-
austenitycznych odpornych na korozj´
napr´˝eniowà typu “duplex” oraz do
∏àczenia tego typu stali ze stalà w´glowà.
AWS A-92 5.4: E2209-17
DIN 8556: E 22 9 3 LR 23
EN: 1600: E 22 9 3 N LR 32
Dopuszczenia:
Controlas,TÜV, UDT, GL,
RINA, DNV, SFS
C
<0,030
Si 0,8
Mn 0,8
Cr 22
Ni 9,0
Mo 3,0
FN 25-40
Rp 0,2
645 MPa
Rm
800 MPa
A4
25%
KV 50
J/+20°C
Uzysk: 108%
2
x 300
2,5 x 300
3,25 x 350
4
x 350
5
x 350
30 - 65
50 - 90
80 - 120
100 - 160
150 - 220
OK 64.65
Otulina: zasadowa
Zasilanie: DC+
Elektroda wytwarzajàca czysto austeni-
tyczne stopiwo. Przeznaczona do stali
typu 316 LN i 317 LN.
DIN 8556:
E 19 17 4 LB 20+ 110
EN 1600: E 18 16 5 LB 32
C
<0,040
Si 0,4
Mn 1,8
Cr 19
Ni 17
Mo 4,2
N 0,15
FN 0
Rp 0,2
450 MPa
Rm
660 MPa
A4
35%
KV 100
J/+20°C
KV 50
J/-196°C
Uzysk: 115%
2,5 x 300
3,25 x 350
4
x 350
50 - 80
70 - 100
100 - 140
OK 67.13
Otulina: zasadowo-rutylowa
Zasilanie: AC (Uo≥65V), DC +
Elektroda austenityczna do stali
˝arowytrzyma∏ych typu 25% Cr - 20%
Ni. Mo˝e byç u˝ywana do spawania
pewnych stali samohartownych, np.
pancernych oraz stali nierdzewnych
ze stalami niestopowymi.
AWS A 5.4-92: E310-16
DIN 8556: E 25 20 R 20+
EN 1600: E 25 20 R 12
Dopuszczenia:
CWB
C
<0,1
Si
0,5
Mn 1,7
Cr 26
Ni 21
FN 0
Rp 0,2
560 MPa
Rm
600 MPa
A4
35%
KV 60
J/+20°C
Uzysk: 95%
HV 185-215
2,5 x 300
3,25 x 350
4
x 350
5
x 350
60 - 85
80 - 120
105 - 160
150 - 220
OK 67.52
Otulina: zasadowa
Zasilanie: AC (Uo≥70V), DC +
Wysokowydajna elektroda typu syntety-
cznego (z rdzeniem niestopowym) do
regeneracji lub ∏àczenia stali typu 13%
Mn, do stali o ograniczonej
spawalnoÊci oraz do platerowania.
AWS A 5.4-92: (E 307-25)
DIN 8556:
E 18 8 Mn MP B 36 160
ISO 3581: E 18.8 Mn BX
EN 1600: E 18 8 Mn B 83
C
<0,15
Si 1
Mn 6
Cr 18
Ni 9
FN <3
Rp 0,2
420 MPa
Rm
630 MPa
A4
45%
KV 70
J/+20°C
Uzysk: 170-190%
HV ok. 190
po utwardzeniu
zgniotem HV 400
2,5 x 350
3,25 x 450
4
x 450
5
x 450
90 - 115
120 - 165
150 - 240
200 - 340
Opis i zastosowanie
Klasyfikacja
Sk∏ad chem.
stopiwa (%)
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Wymiary
mm
Pràd
spawania A
Elektrody do stali wysokostopowych
25
ESAB Sp. z o.o.
OK 67.60
Otulina: rutylowo-kwaÊna
Zasilanie: AC (Uo≥55V), DC +
Elektroda do ˝aroodpornych stali Cr
oraz Cr-Ni. Zalecana do ∏àczenia stali
nierdzewnych ze stalami w´glowymi,
do uk∏adania Êciegów graniowych
w stalach platerowanych oraz do
napawania.
AWS A-92 5.4: E309L-17
DIN 8556: E 23 12 LR 23
ISO 3581: E 23 12 LR
EN: 1600: E 23 12 LR 32
Dopuszczenia:
Controlas
SFS 3656: E 23.12
TÜV
UDT
C
<0,030
Si 0,8
Mn 0,8
Cr 24,0
Ni 13,0
FN 12-22
Rp 0,2
470 MPa
Rm
590 MPa
A4
35%
KV 60
J/+20°C
Uzysk: 115%
HV 200-225
2
x 300
2,5 x 300
3,25 x 350
4
x 350
4
x 450
5
x 350
5
x 450
30 - 60
50 - 90
90 - 120
130 - 180
130 - 180
160 - 240
160 - 240
OK 67.70
Otulina: rutylowo-kwaÊna
Zasilanie: AC (Uo≥55V), DC +
Elektroda o zwi´kszonej zawartoÊci
sk∏adników stopowych do uk∏adania
warstw poÊrednich przy spawaniu stali
platerowanych. Stosowana do stali fer-
rytycznych typu 18%Cr, 2,5% Mo oraz
do ∏àczenia stali nierdzewnych z w´glo-
wymi lub niskostopowymi.
AWS A-92 5.4:
E309Mo-L-17
DIN 8556: E 23 13 3 LR 23
ISO 3581: E 23.12.2 R
EN: 1600: E 23 12 2 LR 32
Dopuszczenia:
Controlas, CWB, DNV, DB,
SFS 3656: E 23.12.2
SS: 14 33 17
TÜV, LR, RINA,
UDT, Ü
C
<0,030
Si 0,8
Mn 0,8
Cr 23
Ni 13,0
Mo 2,7
FN 12-22
Rp 0,2
500 MPa
Rm
620 MPa
A4
35%
KV 60
J/+20°C
KV 45
J/-80°C
Uzysk: 120%
HV 200-225
2
x 300
2,5 x 350
3,25 x 450
4
x 350
4
x 450
5
x 350
5
x 450
30 - 60
50 - 90
90 - 120
130 - 180
130 - 180
160 - 240
160 - 240
OK 67.72
Otulina: rutylowa
Zasilanie: AC (Uo≥55V), DC +
Wysokowydajna elektroda typu syntety-
cznego (z rdzeniem niestopowym) do
∏àczenia stali nierdzewnych ze stalami
niestopowymi lub niskostopowymi.
AWS A 5.4-92: E309 Mo-26
DIN 8556:
E 23 13 3 MPR 36 190
EN 1600: (E 23 12 2 LR 73)
C
<0,05
Si 0,8
Mn 0,6
Cr 23
Ni 12,5
Mo 2,8
FN 15-25
Rp 0,2
520 MPa
Rm
680 MPa
A4
>30%
KV 60
J/+20°C
KV 45
J/-20°C
Uzysk: 190%
4
x 450
5
x 450
5
x 700
200 - 230
280 - 310
200 - 250
OK 67.55
Otulina: zasadowa
Zasilanie: DC+
Elektroda ferrytyczno austenityczna
do stali kwasoodpornych typu „duplex”,
np. UNS S 31803, SAF 2205.
AWS A 5.4-92: E2209-15
DIN 8556:
E 22 9 3 LB 20+
EN 1600: E 22 9 3 N LB 22
Dopuszczenia:
TÜV, DNV,
UDT
C
<0,040
Si 0,5
Mn 0,8
Cr 22
Ni 9
Mo 3
N 0,15
FN 35-50
Rp 0,2
650 MPa
Rm
800 MPa
A4
28%
KV 85
J/-20°C
KV 75
J/-40°C
KV 65
J/-60°C
Uzysk: 100%
2,5 x 300
3,25 x 350
4
x 350
50 - 80
60 - 100
100 - 140
OK 67.62
Otulina: rutylowa
Zasilanie: AC (Uo≥55V), DC +
Wysokowydajna elektroda typu syntety-
cznego (z rdzeniem niestopowym) do
∏àczenia stali nierdzewnych ze stalami
niestopowymi lub niskostopowymi.
AWS A 5.4-92: E309-26
DIN 8556:
E 23 12 MPR 36 170
EN 1600: E 23 12 R 73
Dopuszczenia:
BV, CWB, DNV, GL, LR,
TÜV, UDT
C
<0,07
Si 0,8
Mn 0,6
Cr 24
Ni 12,5
FN 12-22
Rp 0,2
520 MPa
Rm
680 MPa
A4
>30%
KV 60
J/+20°C
KV 45
J/-60°C
Uzysk: 170%
HV 195-230
2,5 x 350
3,25 x 450
4
x 450
5
x 450
5
x 700
70 - 120
110 - 165
150 - 235
200 - 310
200 - 310
OK 67.71
Otulina: kwaÊno-rutylowa
Zasilanie: AC (Uo≥70V), DC +
Elektroda o zwi´kszonej zawartoÊci
sk∏adników stopowych do uk∏adania
warstw buforowych przy napawaniu
stali niestopowych oraz do ∏àczenia
stali nierdzewnych z innymi typami stali.
AWS A 5.4-92:
E309 Mo L-17
DIN 8556: E 22 12 3 LR
26 150
EN 1600: E 23 12 2 LR 53
Dopuszczenia:
CO, DNV, TÜV, UDT
C
<0,04
Si 0,8
Mn 0,8
Cr 23
Ni 13
Mo 2,8
FN 12-22
Rp 0,2
500 MPa
Rm
620 MPa
A4
35%
KV 55
J/+20°C
KV 30
J/-60°C
Uzysk: 150%
HV 200-225
2,5 x 300
3,25 x 450
4
x 450
5
x 450
60 - 90
80 - 130
110 - 170
170 - 230
Opis i zastosowanie
Klasyfikacja
Sk∏ad chem.
stopiwa (%)
(typowe)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Wymiary
mm
Pràd
spawania A
Elektrody do stali wysokostopowych
26
ESAB Sp. z o.o.
OK 67.75
Otulina: zasadowa
Zasilanie: DC+
Elektroda austenityczna do stali typu
24% Cr, 13% Ni, do uk∏adania Êciegów
graniowych w warstwie kwasoodpornej
stali platerowanych, jak równie˝ do
spawania stali ró˝noimiennych.
AWS A-92 5.4: E309L-15
DIN 8556:
E 23 12 LB 20+
ISO 3581: E 23.12.LB
EN: 1600: E 23 12 LB 42
Dopuszczenia:
ABS DNV, LR
SFS 3656: E 23.12.L
SS: 14 33 17
TÜV, UDT
C
<0,04
Si 0,5
Mn 2
Cr 24
Ni 13,0
Mo 0,3
FN 12-22
Rp 0,2
470 MPa
Rm
600 MPa
A4
35%
KV 75
J/+20°C
KV 55
J/-80°C
Uzysk: 120%
HV 190-230
2,5 x 300
3,25 x 350
4
x 350
5
x 350
50 - 80
80 - 110
100 - 150
160 - 220
OK 67.83
Otulina: zasadowo-rutylowa
Zasilanie: DC +
Elektroda austenityczna do ∏àczenia
stali typu 25% Cr - 22% Ni - 2% Mo
oraz do platerowania. Stopiwo odporne
na b. agresywne media. Przeznaczona
do instalacji mocznikowych.
AWS A 5.4-92:
(E310 Mo L-16)
EN 1600: EZ 25 22 2 LR 22
C
<0,04
Si 0,4
Mn 4,2
Cr 25
Ni 21
Mo 2,3
N 0,13
FN 0
Rp 0,2 >350 MPa
Rm
610 MPa
A4
45%
KV 40
J/+20°C
Uzysk: 100%
2,5 x 300
3,25 x 350
4
x 350
5
x 350
55 - 70
70 - 100
100 - 140
130 - 190
OK 68.15
Otulina: zasadowa
Zasilanie: DC +
Elektroda do nierdzewnych stali ferryty-
cznych typu 13% Cr. Przeznaczona do
konstrukcji nara˝onych na dzia∏anie
gazów ze zwiàzkami siarki.
AWS A 5.4-92: E410-15
DIN 8556:
E 13 MBP 20+ 120
EN 1600: E 13 B 42
C <0,06
Si 0,5
Mn 0,5
Cr 13
O.C. 750°C/1h
Rp 0,2
370 MPa
Rm
520 MPa
A4
25%
KV 55
J/+20°C
Uzysk: 115%
2
x 300
2,5 x 350
3,25 x 450
4
x 450
5
x 450
6
x 450
30 - 75
65 - 115
90 - 160
120 - 220
170 - 270
220 - 330
OK 68.17
Otulina: zasadowo-rutylowa
Zasilanie: AC (Uo≥55V)
Elektroda do nierdzewnych stali
martenzytycznych oraz odlewów typu
13% Cr - 4% Ni - Mo.
AWS A 5.4-92:
E410 Ni Mo-16
DIN 8556:
E 13 4 MPR 23 110
EN 1600: E 13 4 R 32
C
<0,03
Si 0,5
Mn 0,7
Cr 12
Ni 4,3
Mo 0,5
O.C. 600°C/8h
Rp 0,2
660 MPa
Rm
870 MPa
A4
>15%
KV 45
J/+20°C
KV 45
J/-10°C
KV 40
J/-40°C
Uzysk: 115%
2,5 x 350
3,25 x 350
3,25 x 450
4
x 450
5
x 450
65 - 100
90 - 130
120 - 190
165 - 240
90 - 130
OK 68.53
Otulina: zasadowo-rutylowa
Zasilanie: AC (Uo≥60V),DC+
Elektroda wysokostopowa do stali ferry-
tyczno-austenitycznych („super-dup-
lex”) np. typu AISI S 32750, SAF 2507.
¸atwo usuwalny ˝u˝el.
DIN 8556:
E 25 10 4 L N R 23
EN 1600: E 25 9 4 N LR 32
Dopuszczenia:
TÜV, UDT
C
<0,03
Si 0,5
Mn 0,7
Cr 25,5
Ni 9,5
Mo 4
N 0,25
FN 35-50
Rp 0,2
700 MPa
Rm
850 MPa
A4
30%
KV 50
J/+20°C
KV 40
J/-40°C
Uzysk: 106%
2,5 x 300
3,25 x 350
4
x 350
55 - 85
70 - 110
110 - 150
OK 68.55
Otulina: zasadowa
Zasilanie: DC +
Elektroda wysokostopowa do stali ferry-
tyczno-austenitycznych („super-dup-
lex”) np. typu AISI S 32760. Wytwarza
stopiwo o du˝ej plastycznoÊci.
DIN 8556:
E 25 10 4 L N B 20+
EN 1600: E 25 9 4 N LB 42
C
<0,04
Si 0,4
Mn 0,9
Cr 25,5
Ni 9,5
Mo 4
N 0,25
FN 35-50
Rp 0,2
700 MPa
Rm
900 MPa
A4
28%
KV 90
J/+20°C
KV 55
J/-40°C
KV 45
J/-60°C
Uzysk: 105%
2,5 x 300
3,25 x 350
4
x 350
5
x 350
50 - 80
60 - 100
100 - 140
140 - 180
Opis i zastosowanie
Klasyfikacja
Sk∏ad chem.
stopiwa (%)
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Wymiary
mm
Pràd
spawania A
Elektrody do stali wysokostopowych
27
ESAB Sp. z o.o.
OK 68.81
Otulina: rutylowo-kwaÊna
Zasilanie: AC (Uo≥60V), DC +
Elektroda wysokostopowa o zawartoÊci
ok. 40% ferrytu w stopiwie. Zapewnia
wysokà odpornoÊç na korozj´ napr´˝e-
niowà. U˝ywana do spawania stali ˝aro-
odpornych, ró˝noimiennych, napawa-
nia szyn, matryc, narz´dzi do odróbki
plastycznej na goràco itp.
AWS A-92 5.4: E312-17
DIN 8556: E 29 9 R 23
ISO 3581: E 29 9 R
EN: 1600: E 29 9 R 32
Dopuszczenia:
CWB
C
<0,1
Si 0,8
Mn 1,7
Cr 29
Ni 9,5
Ferryt
40-50%
Rp 0,2
610 MPa
Rm
790 MPa
A4
25%
KV 30
J/+20°C
Uzysk: 125%
HV 220-240
2
x 300
2,5 x 300
3,25 x 350
4
x 350
5
x 350
35 - 60
50 - 85
80 - 125
110 - 175
150 - 240
OK 69.21
Otulina: rutylowo-zasadowa
Zasilanie: AC (Uo≥70V), DC +
Elektroda wysokostopowa, w pe∏ni
austenityczna, o wysokiej odpornoÊci
na korozj´ mi´dzykrystalicznà w silnie
utleniajàcych Êrodowiskach. Zapewnia
dobrà odpornoÊç na goràce p´kni´cia.
EN: 1600:
(E 20 16 3 Mn N L R 32)
C
<0,040
Si 0,5
Mn 6
Cr 18
Ni 15,0
Mo 2,5
Ferryt <1%
Rp 0,2
400 MPa
Rm
550 MPa
A4
37%
KV
57 J/-160°C
KV 47
J/-196°C
Uzysk: 125%
HV 175-215
2
x 300
2,5 x 300
3,25 x 350
4
x 350
5
x 350
45 - 60
55 - 80
80 - 115
110 - 155
150 - 210
OK 69.33
Otulina: rutylowo-zasadowa
Zasilanie: AC (Uo≥65V), DC +
Elektroda wysokostopowa, w pe∏ni
austenityczna, o zwi´kszonej odpor-
noÊci na dzia∏anie kwasu siarkowego.
Posiada dobrà odpornoÊç na korozj´
mi´dzykrystalicznà i w˝erowà.
AWS A 5.4-92: E 385-16
DIN 8556:
E 20 25 5 L Cu R
EN: 1600:
E 20 25 5 Cu LR 32
Dopuszczenia:
TÜV, UDT
C
<0,030
Si 0,5
Mn 1
Cr 20,5
Ni 25
Mo 5
Cu 1,5
FN 0
Rp 0,2
400 MPa
Rm
575 MPa
A4
35%
KV 80
J/+20°C
KV 45
J/-140°C
Uzysk: 115%-120%
2
x 300
2,5 x 300
3,25 x 350
4
x 350
5
x 350
40 - 60
60 - 90
85 - 130
120 - 180
160 - 240
OK 69.46
Otulina: zasadowa
Zasilanie: AC (Uo≥65V),DC+
Elektroda austenityczna do stali krioge-
nicznych, typu 5% Ni i 9% Ni, w zasto-
sowaniach do -200°C.
DIN 8556:
E 18 14 Mn 8 W B 20+
EN 1600:
EZ 18 14 Mn 8 W 4 B 12
Dopuszczenia:
TÜV, UDT
C
<0,2
Si 1
Mn 8
Cr 18
Ni 14
W 4
FN 0
Rp 0,2
480 MPa
Rm
650 MPa
A4
40%
KV 85
J/+20°C
KV 63
J/-120°C
KV 43
J/-196°C
Uzysk: 100%
2
x 300
2,5 x 300
3,25 x 350
4
x 350
5
x 350
40 - 60
55 - 80
75 - 110
140 - 200
190 - 260
OK 69.63
Otulina: zasadowo-rutylowa
Zasilanie: AC (Uo≥60V),DC+
Elektroda wytwarzajàca czysto auste-
nityczne stopiwo o bardzo wysokiej
odpornoÊci korozyjnej.
DIN 8556:
E 20 25 6 L Cu R 23
EN 1600:
E 20 25 5 Cu LR 32
C
<0,04
Si 0,4
Mn 2,8
Cr 20
Ni 25
Mo 6,5
Cu 1,2
N 0,15
FN 0
Rp 0,2
460 MPa
Rm
680 MPa
A4
40%
KV 80
J/+20°C
KV 50
J/-140°C
Uzysk: 115%
2,5 x 300
3,25 x 350
4
x 350
60 - 90
80 - 110
110 - 150
OK 68.82
Otulina: kwaÊno-rutylowa
Zasilanie: AC (Uo≥55V), DC +
Elektroda wysokostopowa ferrytyczno-
austenityczna. Stopiwo odporne na
korozj´ napr´˝eniowà, niewra˝liwe na
wymieszanie z materia∏em rodzimym.
Przeznaczona do stali ró˝noimiennych,
stali o ograniczonej spawalnoÊci
i napawania.
AWS A 5.4-92: (E 312-17)
DIN 8556: E 29 9 R 23
EN 1600: E 29 9 R 12
C
<0,15
Si 1
Mn 0,8
Cr 29
Ni 10
Ferryt
40-50%
Rp 0,2
500 MPa
Rm
750 MPa
A4
25%
KV 40
J/+20°C
Uzysk: 105%
HV 220-240
2
x 300
2,5 x 300
3,25 x 350
4
x 350
5
x 350
30 - 60
60 - 90
80 - 120
110 - 170
140 - 230
Opis i zastosowanie
Klasyfikacja
Sk∏ad chem.
stopiwa (%)
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Wymiary
mm
Pràd
spawania A
Elektrody do napawania
28
ESAB Sp. z o.o.
Opis i zastosowanie
Sk∏ad chem.
stopiwa (%)
(typowy)
W∏aÊciwoÊci stopiwa
(typowe)
W∏aÊciwoÊci
mech. stopiwa
Wymiary
mm
Pràd
spawania A
OK 83.28
Otulina: zasadowa
Zasilanie: AC (Uo≥70V), DC +
Elektroda do napawania szyn i elemen-
tów torów, ogniw i p∏yt gàsiennicowych,
du˝ych kó∏ z´batych, elementów walca-
rek np. walców profilowych, sprz´gie∏,
czopów itp.
DIN 8555:
E 1-UM-300
C 0,1
Si 0,7
Mn 0,7
Cr 3,2
Uzysk: 110%
Dopuszczenia:
DB, UDT
TwardoÊç napoiny:
30-38 HRC
OdpornoÊç na
odpuszczanie:
temp. °C/1h HRC
100
34
300
34
400
34
500
35
600
27
700
17
OdpornoÊç na:
udar:
bardzo dobra
Êcieranie metal -
metal:
bardzo dobra
ObrabialnoÊç:
dobra
2,5 x 350
3,25 x 450
4
x 450
5
x 450
6
x 450
60 - 90
100 - 140
140 - 190
190 - 260
230 - 320
OK 83.29
Otulina: zasadowa
Zasilanie: AC (Uo≥70V), DC +
Wysokowydajna odmiana elektrody
OK 83.28 do napawania szyn, elemen-
tów torów, przenoÊników krà˝kowych,
rolek itp.
DIN 8555:
E 1-UM-300
C 0,1
Si 0,5
Mn 0,7
Cr 3,2
Uzysk: 165%
TwardoÊç napoiny:
28-35 HRC
OdpornoÊç na
odpuszczanie:
temp. °C/1h HRC
100 34
300 34
500 33
600 20
700 17
OdpornoÊç na:
udar:
bardzo dobra
Êcieranie metal -
metal:
bardzo dobra
ObrabialnoÊç:
dobra
3,25 x 450
4
x 450
4,5 x 450
5
x 450
5,6 x 450
110 - 180
160 - 240
200 - 290
230 - 330
270 - 380
OK 83.50
Otulina: kwaÊno-rutylowa
Zasilanie: AC (Uo≥45V), DC +
Elektroda do napawania cz´Êci maszyn
rolniczych, narz´dzi oraz ogólnego za-
stosowania, tak˝e przy zasilaniu z ma-
∏ych transformatorów.
DIN 8555:
E 6-UM-55
C 0,4
Si 0,4
Mn 0,5
Cr 6
Mo 0,6
Uzysk: 100%
TwardoÊç napoiny:
50-60 HRC
OdpornoÊç na
odpuszczanie:
temp. °C/1h HRC
200 56
300 54
400 53
500 52
600 44
700 34
OdpornoÊç na:
Êcieranie:
bardzo dobra
ObrabialnoÊç:
tylko szlifowanie
2
x 300
2,5 x 350
3,25 x 350
4
x 450
5
x 450
40 - 90
60 - 120
90 - 160
125 - 210
160 - 260
OK 83.65
Otulina: zasadowa
Zasilanie: AC (Uo≥70V), DC +
Elektroda do napawania cz´Êci maszyn
nara˝onych na zu˝ycie przez Êcieranie
w´glem, kamieniem, piaskiem, itp.,
w kruszarkach, pog∏´biarkach, podaj-
nikach Êlimakowych, ∏adowarkach.
DIN 8555:
E 2-UM-60
C 0,75
Si 4
Mn 0,6
Cr 2
Uzysk: 115%
TwardoÊç napoiny:
58-63 HRC
OdpornoÊç na
odpuszczanie:
temp. °C/1h HRC
100 61
200 60
300 59
400 56
500 58
600 55
700 41
OdpornoÊç na:
Êcieranie:
bardzo dobra
ObrabialnoÊç:
tylko szlifowanie
3,25 x 450
4
x 450
5
x 450
6
x 450
100 - 140
140 - 190
190 - 260
250 - 370
OK 84.42
Otulina: rutylowo-zasadowa
Zasilanie: AC (Uo≥70V), DC +
Elektroda do napawania, wytwarzajàca
nierdzewne stopiwo martenzytyczno-
ferrytyczne. Odpowiednia do naprawy
wa∏ków, przenoÊników krà˝kowych, kó∏
z´batych, elementów zaworów ze stali-
wa.
DIN 8555:
E 5-UM-45 R
C 0,12
Si 0,5
Mn 0,5
Cr 13
Uzysk: 115%
TwardoÊç napoiny:
39-45 HRC
OdpornoÊç na
odpuszczanie:
temp. °C/1h HRC
100 45
200 44
300 44
400 45
500 46
600 41
700 34
OdpornoÊç na:
Êcieranie: dobra
zu˝ycie w podw.
temp.:
bardzo dobra
korozj´:
bardzo dobra
ObrabialnoÊç:
narz´dziami z w´g-
lików spiekanych
2,5
x 350
3,25 x 450
4
x 450
5
x 450
70 - 110
100 - 160
140 - 220
220 - 310
OK 84.52
Otulina: rutylowo-zasadowa
Zasilanie: AC (Uo≥70V), DC +
Elektroda do napawania ogólnego za-
stosowania, wytwarzajàca nierdzewne,
w pe∏ni martenzytyczne stopiwo.
Odpowiednia do ∏y˝ek ∏adowarek, rolek
gàsiennicowych, mieszade∏, matryc,
narz´dzi do obróbki drewna.
DIN 8555:
E 6-UM-55 R
C 0,25
Si 0,5
Mn 0,5
Cr 13
Uzysk: 110%
TwardoÊç napoiny:
49-55 HRC
OdpornoÊç na
odpuszczanie:
temp. °C/1h HRC
100 52
200 50
300 50
400 52
500 55
600 47
700 35
OdpornoÊç na:
Êcieranie:
bardzo dobra
zu˝ycie w podw.
temp.:
bardzo dobra
korozj´:
bardzo dobra
ObrabialnoÊç:
tylko szlifowanie
2,5 x 350
3,25 x 350
3,25 x 450
4
x 450
5
x 450
70 - 110
100 - 160
100 - 160
140 - 220
220 - 310
OK 84.58
Otulina: zasadowa
Zasilanie: AC (Uo≥65V), DC +
Elektroda wytwarzajàca stopiwo
martenzytyczne, cz´Êciowo odporne
na korozj´. Pe∏nà twardoÊç osi´ga si´
ju˝ w pierwszej warstwie.Odpowiednia
do napawania cz´Êci maszyn rolniczych,
drogowych, ∏adowarek, mieszalników.
DIN 8555:
E 6-UM-55 R
C 0,7
Si 0,6
Mn 0,7
Cr 10
Uzysk: 140%
TwardoÊç napoiny:
53-58 HRC
OdpornoÊç na
odpuszczanie:
temp. °C/1h HRC
100 55
200 55
300 52
400 50
500 54
600 46
700 31
OdpornoÊç na:
Êcieranie:
bardzo dobra
zu˝ycie w podw.
temp.:
dobra
korozj´:
dobra
ObrabialnoÊç:
tylko szlifowanie
2,5 x 350
3,25 x 350
3,25 x 450
4
x 450
5
x 450
6
x 450
75 - 110
110 - 150
110 - 150
145 - 200
190 - 270
250 - 370
OK 84.78
Otulina: rutylowo-zasadowa
Zasilanie: AC (Uo≥50V), DC +
Elektroda wytwarzajàca stopiwo zawie-
rajàce gruboziarniste w´gliki chromu
w osnowie austenitycznej.
Odpowiednia do cz´Êci ulegajàcych
silnemu Êcieraniu: ∏y˝ek koparek i spy-
chaczy, przenoÊników Êrubowych,
mieszalników, kruszarek.
DIN 8555:
E 10-UM-60 C Z
C 4,5
Si 0,8
Mn 1,6
Cr 33
Uzysk: 185%
TwardoÊç napoiny:
59-63 HRC
OdpornoÊç na
odpuszczanie:
temp. °C/1h HRC
100 58
300 59
400 57
490 59
600 57
700 58
OdpornoÊç na:
Êcieranie:
doskona∏a
zu˝ycie w podw.
temp.:
dobra
korozj´:
doskona∏a
ObrabialnoÊç:
tylko szlifowanie
2,5 x 350
3,25 x 350
4
x 450
5
x 450
90 - 120
115 - 170
130 - 210
150 - 300
OK 84.80
Otulina: kwaÊna
Zasilanie: AC (Uo≥65V), DC +
Wysokowydajna elektroda wytwarzajà-
ca stopiwo o du˝ej zawartoÊci w´glików
w osnowie austenitycznej, odporne na
nadzwyczaj silne Êcieranie, a˝ do temp.
700°C. Typowe zastosowania to: wenty-
latory wyciàgowe, zgarniacze popio∏u,
przenoÊniki Êrubowe, elementy
urzàdzeƒ spiekalni.
C 5
Si
2
Mn 0,7
Cr 23
Mo 7
Nb 7
W 2
V 1
Uzysk: 220%
TwardoÊç napoiny:
62-66 HRC
OdpornoÊç na
odpuszczanie:
temp. °C/1h HRC
800 41-45
OdpornoÊç na:
Êcieranie:
doskona∏a
zu˝ycie w podw.
temp.:
bardzo dobra
korozj´:
doskona∏a
ObrabialnoÊç:
tylko szlifowanie
3,25 x 450
4
x 450
5
x 450
90 - 120
110 - 220
190 - 290
OK 84.84
Otulina: zasadowa
Zasilanie: AC (Uo≥45V), DC +/-
Elektroda wytwarzajàca stopiwo o du˝ej
zawartoÊci drobnoziarnistych w´glików
w osnowie martenzytycznej.
Przeznaczona do ochrony powierzchni
elementów nara˝onych na intensywne
Êcieranie. Typowe zastosowanie: wiert∏a
ziemne, czerpaki koparek. lemiesze
zgarniarek, no˝e.
DIN 8555:
E10-UM-60-GP
C 2,8
Si 2
Mn 0,4
Cr 5,8
V 6
Ti
4,8
Uzysk 120%
TwardoÊç napoiny:
58 - 62 HRC
OdpornoÊç na:
Êcieranie:
doskona∏a
ObrabialnoÊç:
tylko szlifowanie
2,5 x 350
3,25 x 350
4
x 350
70 - 100
100 - 150
115 - 200
Opis i zastosowanie
Sk∏ad chem.
stopiwa (%)
(typowy)
W∏aÊciwoÊci stopiwa
(typowe)
W∏aÊciwoÊci
mech. stopiwa
Wymiary
mm
Pràd
spawania A
Elektrody do napawania
29
ESAB Sp. z o.o.
Elektrody do napawania
30
ESAB Sp. z o.o.
OK 85.58
Otulina: zasadowa
Zasilanie: AC (Uo≥70V), DC +
Elektroda przeznaczona do naprawy
narz´dzi do obróbki plastycznej na
goràco, narz´dzi do okrawania na gorà-
co, wykrojników itp..TwardoÊç napoiny
mo˝e byç zwi´kszona przez obróbk´
cieplnà. Zalecane jest podgrzewanie
wst´pne 300-500°C.
DIN 8555:
E 3-UM-50-TS
C 0,35
Si 1
Mn 1
Cr 1,75
W 8
Co 2
Nb 0,8
Uzysk: 115%
TwardoÊç napoiny:
42 - 50 HRC
OdpornoÊç na
odpuszczanie:
temp. °C/1h HRC
100 51
500 51
600 56
700 36
OdpornoÊç na:
Êcieranie:
dobra
zu˝ycie w podw.
temp.:
b. dobra
ObrabialnoÊç:
tylko szlifowanie
2,5 x 350
3,25 x 350
4
x 350
5
x 350
70 - 110
100 - 150
130 - 190
180 - 250
OK 85.65
Otulina: zasadowa
Zasilanie: AC (Uo≥70V), DC +
Elektroda wytwarzajàca stopiwo
z szybkotnàcej stali molibdenowej.
Odpowiednia do napawania narz´dzi
do ci´cia metali, przebijania, wykrawa-
nia i t∏oczenia. Zalecane jest podgrze-
wanie wst´pne 400 - 500°C
(min. 300 °C).
DIN 8555:
E 4-UM-60 S
C 0,85
Si 1,5
Mn 1,3
Cr 4,5
Mo 7,5
V 1,5
W 1,75
Uzysk: 125%
TwardoÊç napoiny:
59 - 61 HRC
OdpornoÊç na
odpuszczanie:
temp. °C/1h HRC
100 60
300 60
400 58
550 66
700 40
OdpornoÊç na:
Êcieranie:
b. dobra
zu˝ycie w podw.
temp.:
b. dobra
ObrabialnoÊç:
tylko szlifowanie
2,5 x 350
3,25 x 350
4
x 350
80 - 110
100 - 150
120 - 190
OK 86.08
Otulina: zasadowa
Zasilanie: AC (Uo≥70V), DC +
Elektroda wytwarzajàca austenityczne
stopiwo manganowe, utwardzajàce si´
pod wp∏ywem zgniotu i udaru. Przezna-
czona do naprawy elementów ze stali
manganowej (Hadfielda), np. w kruszar-
kach, m∏otach, walcarkach. Nale˝y
ograniczyç nagrzewanie elementu
podczas napawania.
DIN 8555:
E 7-UM-200 K
C 1,1
Si 0,8
Mn 13
Uzysk: 105%
TwardoÊç napoiny:
180 - 200 HB
po utwardzeniu
zgniotem:
44 - 48 HRC
Rp 0,2
480 MPa
Rm
780 MPa
A5
20%
KV 70
J/+20°C
KV 45
J/-20°C
OdpornoÊç na:
udar:
doskona∏a
ObrabialnoÊç:
tylko szlifowanie
3,25 x 450
4
x 450
5
x 450
95 - 135
130 - 180
170 - 230
OK 86.20
Otulina: zasadowa
Zasilanie: AC (Uo≥60V), DC +
Elektroda wytwarzajàca odporne na
p´kanie stopiwo ze stali austenitycznej
manganowej, utwardzajàce si´ przez
zgniot i udar. U˝ywana do napawania
k∏ów ∏y˝ek koparek, czerpaków
pog∏´biarek i rozjazdów kolejowych.
Nale˝y ograniczyç nagrzewanie ele-
mentu podczas napawania.
DIN 8555:
E 7-UM-200 K
C 0,8
Si 0,4
Mn 13
Cr 4,5
Ni 3,5
Uzysk: 120%
TwardoÊç napoiny:
200 - 220 HB
po utwardzeniu
zgniotem:
37 - 41 HRC
OdpornoÊç na:
udar:
doskona∏a
ObrabialnoÊç:
tylko szlifowanie
3,25 x 450
4
x 450
5
x 450
6
x 450
125 - 160
160 - 220
200 - 300
230 - 380
OK 86.28
Otulina: zasadowa
Zasilanie: AC (Uo≥70V), DC +
Wysokowydajna elektroda wytwarzajà-
ca odporne na p´kanie stopiwo ze stali
austenitycznej manganowej, utwardza-
jàce si´ przez zgniot i udar.
Zastosowanie - jak elektrody OK 86.20.
AWS A 5.13:
E Fe Mn-A
C 0,8
Si 0,3
Mn 14
Ni 3,5
Uzysk: 155%
160 - 180 HB
po utwardzeniu
zgniotem:
42 - 46 HRC
Rp 0,2
440 MPa
Rm
690 MPa
A5
30%
KV 80
J/-40°C
KV 45
J/-80°C
OdpornoÊç na:
udar:
doskona∏a
ObrabialnoÊç:
tylko szlifowanie
3,25 x 450
4
x 450
5
x 450
100 - 150
145 - 205
205 - 270
Opis i zastosowanie
Sk∏ad chem.
stopiwa (%)
(typowy)
W∏aÊciwoÊci stopiwa
(typowe)
W∏aÊciwoÊci
mech. stopiwa
Wymiary
mm
Pràd
spawania A
OK 92.35
Otulina: rutylowo-zasadowa
Zasilanie: AC (Uo≥70V), DC +
Elektroda wytwarzajàca nadzwyczaj
odporne mechanicznie stopiwo,
ulegajàce utwardzeniu pod wp∏ywem
udaru lub zgniotu. Napoina wykazuje
doskona∏à odpornoÊç na zu˝ycie
termiczne oraz bardzo dobrà na
dzia∏anie wi´kszoÊci kwasów.
DIN 8555:
E 23-UM-250
CKT
C 0,06
Si 0,7
Mn 0,7
Mo
16,5
Cr 15,5
W 3,8
Fe
5,5
Ni 57
Uzysk: 185%
TwardoÊç napoiny:
240 - 260 HV
po utwardzeniu
zgniotem:
40- 45 HRC
OdpornoÊç na:
zu˝ycie w podw.
temp.:
doskona∏a
korozj´:
b. dobra
ObrabialnoÊç:
dobra (przed
utwardzeniem)
2,5 x 300
3,25 x 350
4
x 350
5
x 350
65 - 110
110 - 150
160 - 200
190 - 250
OK 93.07
Otulina: rutylowo-kwaÊna
Zasilanie: AC (Uo≥65V), DC +
Wysokowydajna elektroda wytwarzajà-
ca stopiwo typu Co-Cr-W z niskà
zawartoÊcià w´gla. Typowe zastosowa-
nia: z´by chwytaków do wlewków,
zawory goràcej pary i silników spalino-
wych, warstwy buforowe do elektrod
OK 93.01, 93.06, 93.12.
DIN 8555:
E 20-UM-300
CTZ
C 0,3
Si 0,9
Mn 1
Cr 28
Mo 5,5
Ni 3
Fe 2
Co 58
Uzysk: 160%
TwardoÊç napoiny:
30 HRC
po utwardzeniu
zgniotem:
45 HRC
OdpornoÊç na
odpuszczanie:
temp. °C
HB
300 280
OdpornoÊç na:
udar:
dobra
Êcieranie:
b. dobra
korozj´:
doskona∏a
ObrabialnoÊç:
narz´dziami z w´-
glików spiekanych
3,25 x 350
4
x 350
5
x 350
90 - 130
120 - 170
150 - 200
OK 93.12
Otulina: rutylowo-kwaÊna
Zasilanie: AC (Uo≥65V), DC +
Wysokowydajna elektroda wytwarzajà-
ca stopiwo typu Co-Cr-W z podwy˝szo-
nà zawartoÊcià w´gla. Typowe zastoso-
wania: rolki do walcowania na goràco,
no˝e no˝yc do ci´cia na goràco, rolki
zgniatajàce, pasy Êrubowe, ostrza
no˝yc do drewna, papieru, tworzyw
sztucznych.
DIN 8555
E 20-UM-50
CTZ
AWS A 5.13:
E Co Cr-B
C 1,4
Si 1
Mn 0,5
Cr 28
W 8,5
Fe 3
Co 56
Uzysk: 165%
TwardoÊç napoiny:
46 HRC
OdpornoÊç na
odpuszczanie:
temp. °C
HRC
300 37
600 32
Rm
830 MPa
OdpornoÊç na:
Êcieranie:
b. dobra
zu˝ycie w podw.
temp.:
doskona∏a
korozj´:
doskona∏a
ObrabialnoÊç:
narz´dziami z w´-
glików spiekanych
3,25 x 350
4
x 350
5
x 350
90 - 130
120 - 170
150 - 200
OK 93.01
Otulina: rutylowo-kwaÊna
Zasilanie: AC (Uo≥65V), DC +
Wysokowydajna elektroda wytwarzajà-
ca stopiwo typu Co-Cr-W z du˝à zawar-
toÊcià w´gla. Najwi´ksza twardoÊç
napoiny spoÊród elektrod stellitowych.
Typowe zastosowania: rolki do walco-
wania na goràco, b´bny ciàgarek,
zgniatarek, no˝e no˝yc do ci´cia na
goràco stali i szk∏a, dysze palników.
DIN 8555:
E 20-UM-55
CTZ
AWS A 5.13:
E Co Cr-C
C 2,2
Si 1,2
Mn 1
Cr 30
W 12,5
Fe 3
Co 48
Uzysk: 175%
TwardoÊç napoiny:
55 HRC
OdpornoÊç na
odpuszczanie:
temp. °C
HRC
600 44
800 34
Rm
620 MPa
OdpornoÊç na:
Êcieranie:
doskona∏a
zu˝ycie w podw.
temp.:
doskona∏a
korozj´:
doskona∏a
ObrabialnoÊç:
tylko szlifowanie
3,25 x 350
4
x 350
5
x 350
90 - 130
120 - 170
150 - 200
OK 93.06
Otulina: rutylowo-kwaÊna
Zasilanie: AC (Uo≥65V), DC +
Wysokowydajna elektroda wytwarzajà-
ca stopiwo typu Co-Cr-W ze znacznà
zawartoÊcià w´gla. Typowe zastosowa-
nia: no˝e no˝yc do ci´cia na goràco,
rolki zgniatajàce, wykrojniki, okrojniki,
zawory wydechowe.
DIN 8555:
E 20-UM-40
CTZ
AWS A 5.13:
E Co Cr-A
C 1
Si 0,9
Mn 1
Cr 28
W 4,5
Fe 3
Co 60
Uzysk: 160%
TwardoÊç napoiny:
42 HRC
OdpornoÊç na
odpuszczanie:
temp. °C
HRC
300 35
600 29
Rm
880 MPa
OdpornoÊç na:
Êcieranie:
b. dobra
zu˝ycie w podw.
temp.:
doskona∏a
korozj´:
doskona∏a
ObrabialnoÊç:
narz´dziami z w´-
glików spiekanych
2,5 x 350
3,25 x 350
4
x 350
5
x 350
80 - 60
90 - 130
120 - 170
150 - 200
Opis i zastosowanie
Sk∏ad chem.
stopiwa (%)
(typowy)
W∏aÊciwoÊci stopiwa
(typowe)
W∏aÊciwoÊci
mech. stopiwa
Wymiary
mm
Pràd
spawania A
Elektrody do napawania
31
ESAB Sp. z o.o.
ESAB Sp. z o.o.
32
Opis i zastosowanie
Klasyfikacja
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Wymiary
mm
Pràd
spawania A
OK 92.26
Otulina: zasadowa
Zasilanie: DC +
Elektroda niklowa do spawania
stopów typu Inconel, stali krio-
genicznych,
stali martenzytycznych z austenitycz-
nymi, stali ˝aroodpornych i trudno-
spawalnych.
AWS A 5.11:
E Ni Cr Fe -3
DIN 1736:
EL- Ni Cr 15 Fe Mn
Dopuszczenia:
ABS, UDT
Rp 0,2
410 MPa
Rm
640 MPa
A4
40%
KV 100
J/+20°C
KV 80
J/-196°C
Uzysk: 110%
2,5 x 300
3,25 x 350
4
x 350
5
x 350
45 - 70
70 - 105
90 - 130
120 - 170
OK 92.35
Otulina: rutylowo-zasadowa
Zasilanie: AC (Uo≥70V), DC +
Elektroda niklowa ze stopu typu
Hastelloy C. Wytwarza stopiwo bardzo
odporne mechanicznie, o dobrych
w∏aÊciwoÊciach w podwy˝szonej tem-
peraturze. Przeznaczona do spawania
stopów Nimonic i Inconel oraz tych
stopów ze stalami w´glowymi i wyso-
kostopowymi.
AWS A 5.11:
E Ni Cr Mo -5
DIN 8555:
E 23-UM-250 CKT
Rp 0,2 Rm
°C
580
700
+20
530
670
200
480
610
400
460
560
500
445
630
600
410
560
700
360
515
800
330
415
850
A4 17%
Uzysk:
185%
2,5 x 300
3,25 x 350
4
x 350
5
x 350
65 - 110
110 - 150
160 - 200
190 - 250
OK 92.86
Otulina: zasadowa
Zasilanie: DC +
Elektroda ze stopu Ni-Cu (Monela)
do spawania stopów o podobnym
sk∏adzie, tak˝e ze stalà. Przeznaczona
do nak∏adania stopiwa odpornego na
korozj´ w instalacjach chemicznych.
AWS A 5.11:
E Ni Cu -7
DIN 1736:
EL- Ni Cu 30 Mn
Rp 0,2
410 MPa
Rm
640 MPa
A4
40%
KV 100
J/+20°C
KV 80
J/-196°C
Uzysk: 105%
2,5 x 300
3,25 x 350
4
x 350
50 - 80
70 - 115
95 - 160
Sk∏ad chem.
stopiwa (%)
(typowy)
C
< 0,10
Si 0,1
Mn 7
Cr 15
Ni 70
Nb 1,7
Fe
5,5
C 0,06
Si 0,7
Mn 0,7
Mo 16,5
Cr 15,5
W 3,8
Fe
5,5
Ni 57
C 0,05
Si
0,5
Mn
4
Ni 65
Cu
28
Ti
0,5
Fe
3
OK 92.45
Otulina: zasadowa
Zasilanie: DC +
Elektroda niklowa ze stopu typu
Ni-Cr-Mo-Nb do spawania stopów
niklu np. Inconel 625 oraz stali
o zawartoÊci 5 - 9% Ni.
AWS A 5.11:
E Ni Cr Mo-3
DIN 1736:
EL- Ni Cr 20 Mo 9 Nb
Dopuszczenia:
TÜV, UDT
Rp 0,2
480 MPa
Re
800 MPa
A4
40%
KV 70
J/+20°C
KV 50
J/-196°C
Uzysk: 105%
2,5 x 250
2,5 x 300
3,25 x 350
4
x 350
5
x 350
50 - 80
50 - 80
70 - 110
100 - 140
120 - 170
C
< 0,03
Si
0,4
Mn
0,4
Cr 21
Ni 64
Mo
9,5
Nb
3,3
Fe 3
Elektrody ze stopów niklu
33
ESAB Sp. z o.o.
Elektrody do ˝eliwa
Elektrody ze stopów miedzi
Opis i zastosowanie
Klasyfikacja
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Wymiary
mm
Pràd
spawania A
OK 92.18
otulina: zasadowa
zasilanie: AC (Uo≥50V), DC +/-
Elektroda niklowa do spawania ˝eliwa
zwyk∏ego i ciàgliwego. Stopiwo o dobrej
obrabialnoÊci. Do stosowania „na zimno”
lub z niewielkim podgrzewaniem materia∏u.
AWS A 5.15:
E Ni - CI
DIN 8573:
E Ni - BG 11
Rm 300
MPa
HB ok.
150
Uzysk: 100%
2,5 x 300
3,25 x 350
4
x 350
5
x 350
55 - 110
80 - 140
100 - 190
150 - 260
OK 92.58
otulina: zasadowa
zasilanie: AC (Uo≥50V), DC +/-
Elektroda ze stopu ˝elazo-nikiel do spa-
wania ˝eliwa szarego i ciàgliwego. Prze-
znaczona do napraw odlewów „na zimno”
lub z niewielkim podgrzewaniem oraz
∏àczenia ˝eliw ze stalà.
AWS A 5.15:
E Ni Fe - CI
DIN 8573:
E NiFe - 1 - BG 11
Rm
375 MPa
HB ok.
180
Uzysk: 105%
2,5 x 300
3,25 x 350
4
x 350
5
x 350
55 - 75
75 - 100
85 - 160
130 - 225
OK 92.60
otulina: zasadowa
zasilanie: AC (Uo≥45V), DC +/-
Elektroda o rdzeniu bimetalowym ˝elazo-
nikiel, ze zwi´kszonà zdolnoÊcià przewo-
dzenia pràdu spawania. Zastosowanie - jak
elektrody OK 92.58. Stopiwo o wi´kszej
wytrzyma∏oÊci i odpornoÊci na p´kni´cia
krystalizacyjne ni˝ elektroda niklowa.
AWS A 5.15:
E Ni Fe - CI - A
DIN 8573:
E NiFe - 1 - BG 11
Rm
375 MPa
HB 140
-180
Uzysk: 110%
2,5 x 300
3,25 x 350
4
x 350
5
x 350
50 - 100
75 - 150
100 - 200
130 - 250
OK 92.78
otulina: zasadowa
zasilanie: AC (Uo≥45V), DC +/-
Elektroda ze stopu Monela do spawania
˝eliwa szarego i ciàgliwego. Przeznaczona
do napraw odlewów „na zimno” lub z nie-
wielkim podgrzewaniem. Stopiwo dobrze
odrabialne, o barwie b. zbli˝onej do ˝eliwa.
AWS A 5.15:
E Ni Cu - B
DIN 8573:
E NiCu - BG 31
Rm
330 MPa
A4
15%
HB ok.
150
Uzysk: 95%
2,5 x 300
3,25 x 350
4
x 350
50 - 100
60 - 125
90 - 140
OK 94.25
otulina: zasadowa
zasilanie: DC +
Elektroda do spawania miedzi i jej sto-
pów, szczególnie bràzów cynowych oraz
mosiàdzu. Mo˝e byç u˝ywana do
∏àczenia tych stopów ze stalà, platerowa-
nia stali oraz napraw ˝eliwa „na zimno”,
gdy spoiny nie sà obrabiane.
AWS A 5.6:
(E Cu Sn -C)
DIN 1723:
EL- Cu Sn 7
Mn 0,4
Sn 7
Cu 92
Fe
0,1
Rp 0,2
235 MPa
Rm
330-390 MPa
A4
25 -35%
KV 50
J/+20°C
Uzysk: 95%
2,5 x 350
3,25 x 350
4
x 350
5
x 350
OK 94.55
otulina: zasadowa
zasilanie: DC +
Elektroda do spawania miedzi i jej
stopów, szczególnie bràzów krze-
mowych. Przydatna tak˝e do platero-
wania stali oraz spawania niektórych
gatunków mosiàdzu.
AWS A 5.6:
(E Cu Si)
DIN 1733:
(EL- Cu Si 3)
Si
3
Mn
2
Fe 3
Cu
92
Rm
390 MPa
A4
35%
KV 40
J/+20°C
Uzysk: 100%
2,5 x 350
3,25 x 350
4
x 350
5
x 350
60 - 90
90 - 125
125 - 170
170 - 230
55 - 95
85 - 130
110 - 165
150 - 220
Sk∏ad chem.
stopiwa (%)
(typowy)
C 1,0
Si
0,6
Mn 0,8
Fe 4
Ni 94
C 1,7
Si
0,7
Mn
0,6
Fe
45
Ni 52
C 1,7
Si
0,7
Mn
0,6
Fe
45
Ni 50
Al 1,6
C 0,7
Si
0,1
Mn
0,9
Cu
32
Fe 3
Ni 63
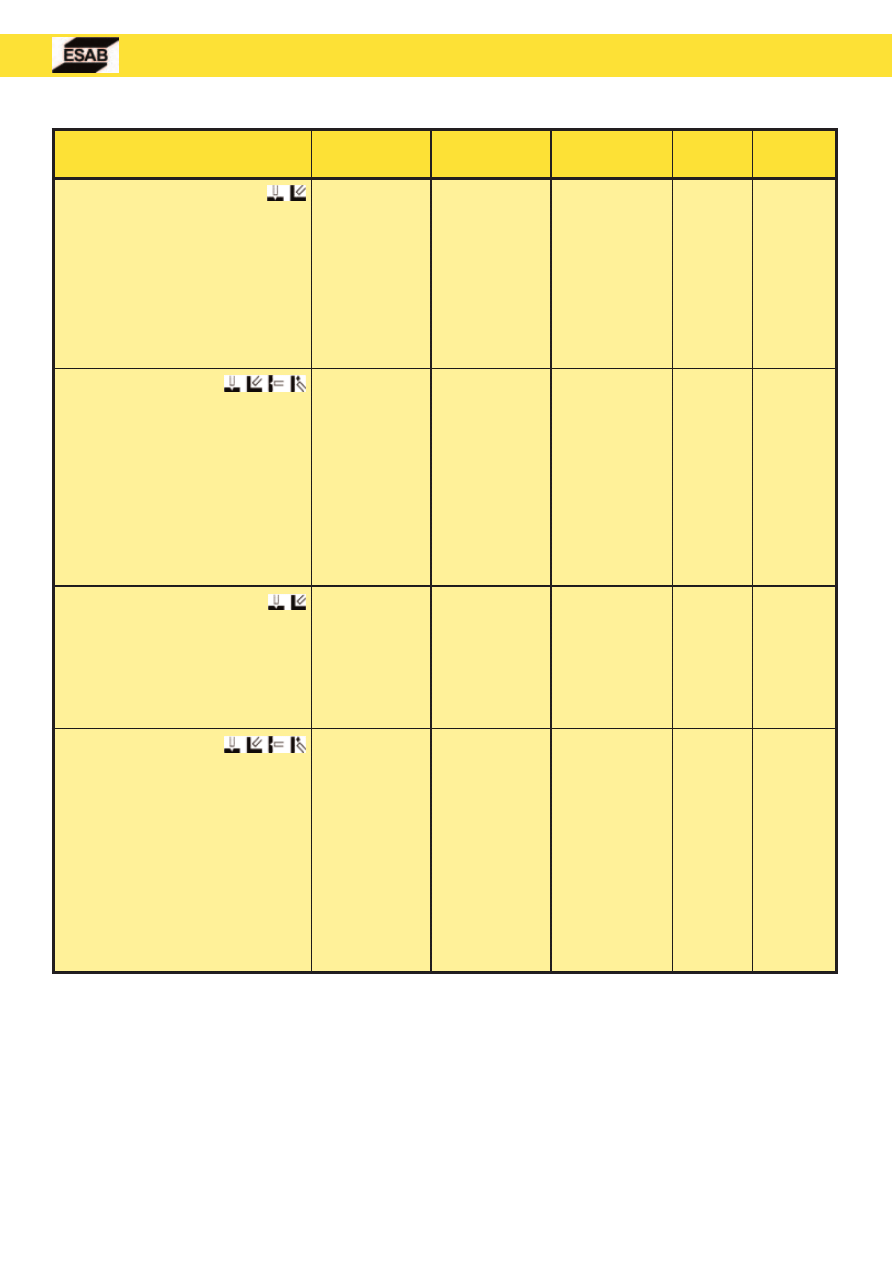
ESAB Sp. z o.o.
34
OK 94.40
Otulina: specjalna alkaiczna
Zasilanie: DC +
Elektroda przeznaczona do ∏àczenia
stopów aluminium typu AlMgSi i AlSi np.
EN-AW 6060/6063, 6005, 6201 oraz
odlewów AlSi5Cu i AlSi7.
AWS A5.3:
E4043
DIN 1732:
EL-AlSi5
Uzysk: 95%
2,5 x 350
3,25 x 350
4
x 350
50 - 90
70 - 110
90 - 130
Al 94,4
Si 5,0
Fe
0,4
Elektrody do stopów aluminium
Opis i zastosowanie
Klasyfikacja
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Wymiary
mm
Pràd
spawania A
OK 96.10
Otulina: specjalna alkaliczna
Zasilanie: DC +
Elektroda przeznaczona do ∏àczenia
czystego aluminium. Mo˝e byç wyma-
gane wst´pne podgrzewanie poczàtko-
wej cz´Êci z∏àcza. SzybkoÊç stapiania
jest ok. 3 razy wi´ksza ni˝ elektrod
stalowych.
AWS A 5.3:
E 1100
DIN 1732:
EL- Al 99,5
Rp 0,2
30 MPa
Rm
70 MPa
A5
30%
Uzysk: 95%
2,5 x 350
3,25 x 350
4
x 350
50 - 70
70 - 90
90 - 120
OK 96.20
Otulina: specjalna alkaliczna
Zasilanie: DC + (Uo≥70V)
Elektroda przeznaczona do ∏àczenia
przerabianych plastycznie, spawalnych
stopów Al. U˝ywana do spawania
pojemników w przemyÊle spo˝ywczym
i browarniczym, konstrukcji okr´towych
np. masztów. Zalecane jest podgrze-
wanie wst´pne materia∏u oraz dok∏adne
suszenie elektrod.
AWS A 5.3:
E 3003
DIN 1732:
EL- Al Mn 1
Rp 0,2
40 MPa
Rm
100 MPa
A5
20%
Uzysk: 90%
2,5 x 350
3,25 x 350
4
x 350
50 - 70
70 - 90
90 - 120
OK 96.50
Otulina: specjalna alkaliczna
Zasilanie: DC + (Uo≥70V)
Elektroda przeznaczona do ∏àczenia
odlewów aluminiowych. Przydatna tak˝e
do spawania spawalnych stopów Al oraz
tych stopów z odlewami Al. Stosowana
m.in. przy wytwarzaniu ram okiennych
i futryn, schodów i podestów, elementów
ozdobnych, silników spalinowych.
Wymagane jest podgrzewanie wst´pne
oraz suszenie elektrod.
DIN 1732:
EL- Al Si 12
Rp 0,2
80 MPa
Rm
180 MPa
A5
5%
Uzysk: 90%
2,5 x 350
3,25 x 350
4
x 350
50 - 70
70 - 90
90 - 120
Sk∏ad chem.
stopiwa (%)
(typowy)
Al 99,5
Al 98,7
Mn 1,2
Al 88
Si 12

ESAB Sp. z o.o.
35
* Produkt spoza standardowego szeregu - dane dost´pne na ˝yczenie
DRUTY ELEKTRODOWE I PR¢TY DO SPAWANIA W OS¸ONACH GAZÓW
Klasyfikacja spoiw MIG/MAG/TIG wed∏ug norm AWS, DIN, EN
Str.
Typ ESAB OK
Autrod/Tigrod
Rodzaj stopu EN/DIN
AWS
Spoiwa do stali niestopowych i drobnoziarnistych
42
13.29
0,5 Cr- 1,5 Ni Mo
EN 12534: G Mn 3 Ni 1 Cr Mo
A 5.28-79: ER 100 S- G
39
12.50
EcoMig
TM
AristoRod
TM
Si - Mn
EN 440: G 3 Si 1
A 5.18-93: ER 70 S- 6
39
12.51
Si - Mn
EN 440: G 3 Si 1
A 5.18-93: ER 70 S- 6
39
12.56
Si - Mn
EN 440: G 3 Si 1
A 5.18-93: ER 70 S- 6
39
12.58
Si - Mn
EN 440: G 2 Si
A 5.18-93: ER 70 S- 3
Spoiwa do stali wysokowytrzyma∏ych
39
12.60
Si - Mn
EN 1668: W 2 Si
A 5.18-93: ER 70 S- 3
42
40
12.61
Si - Mn
EN 1668: W 3 Si 1
A 5.18-93: ER 70 S- 6
13.13
*
12.62
Si - Mn
EN 440: G 2 Ti
A 5.18-93: ER 70 S- 2
0,5 Cr- 0,5 Ni Mo
40
12.64
Si - Mn
EN 440: G 4 Si 1
A 5.18-93: ER 70 S- 6
EN 12534: G Mn 3 Ni Cr Mo
40
12.66
Si - Mn
EN 440: G 4 Si 1
A 5.18-93: ER 70 S- 6
A 5.28-79: ER 100 S- G
40
12.67
Si - Mn
EN 440: G 4 Si 1
A 5.18-93: ER 70 S- 6
42
41
13.12
1 Cr- Mo
EN 12070: G Cr Mo 1 Si
A 5.28-79: ER 80 S- G
13.31
41
13.09
0,5 Mo
EN 440: G 2 Mo
A 5.28-79: ER 80 S- G
0,3 Cr- 2 Ni Mo
Spoiwa do stali odpornych na pe∏zanie
EN 12534: G Mn 4 Ni 2 Cr Mo
A 5.28-79: ER 110 S- G
x
41
13.08
0,5 Mo
EN 440: G 4 Mo
A 5.28-79: ER 80 S- D2
41
13.22
2,5 Cr- Mo
EN 12070: G Cr Mo 2 Si
A 5.28-79: ER 90 S- G
x
42
13.32
5 Cr- Mo
EN 12070: W Cr Mo 5
A 5.28: EB 80 S-B6
x
x
x
42
13.38
9 Cr- Mo V N
EN 12070: WG Mo 91
A 5.28: EB 90 S-B9
x
Spoiwa do stali mrozoodpornych
43
13.23
1 Ni
(EN 440: G 3 Ni 1)
A 5.28-79: ER 80 S- Ni 1
x
x
x
x
x
x
x
x
x
x
Metoda spawania
MIG/MAG
TIG
x
x
x
x
x
x
x
x
x
x
x
x
x
40
12.63
EcoMig
TM
AristoRod
TM
Si - Mn
EN 440: G 4 Si 1
A 5.18-93: ER 70 S- 6
x
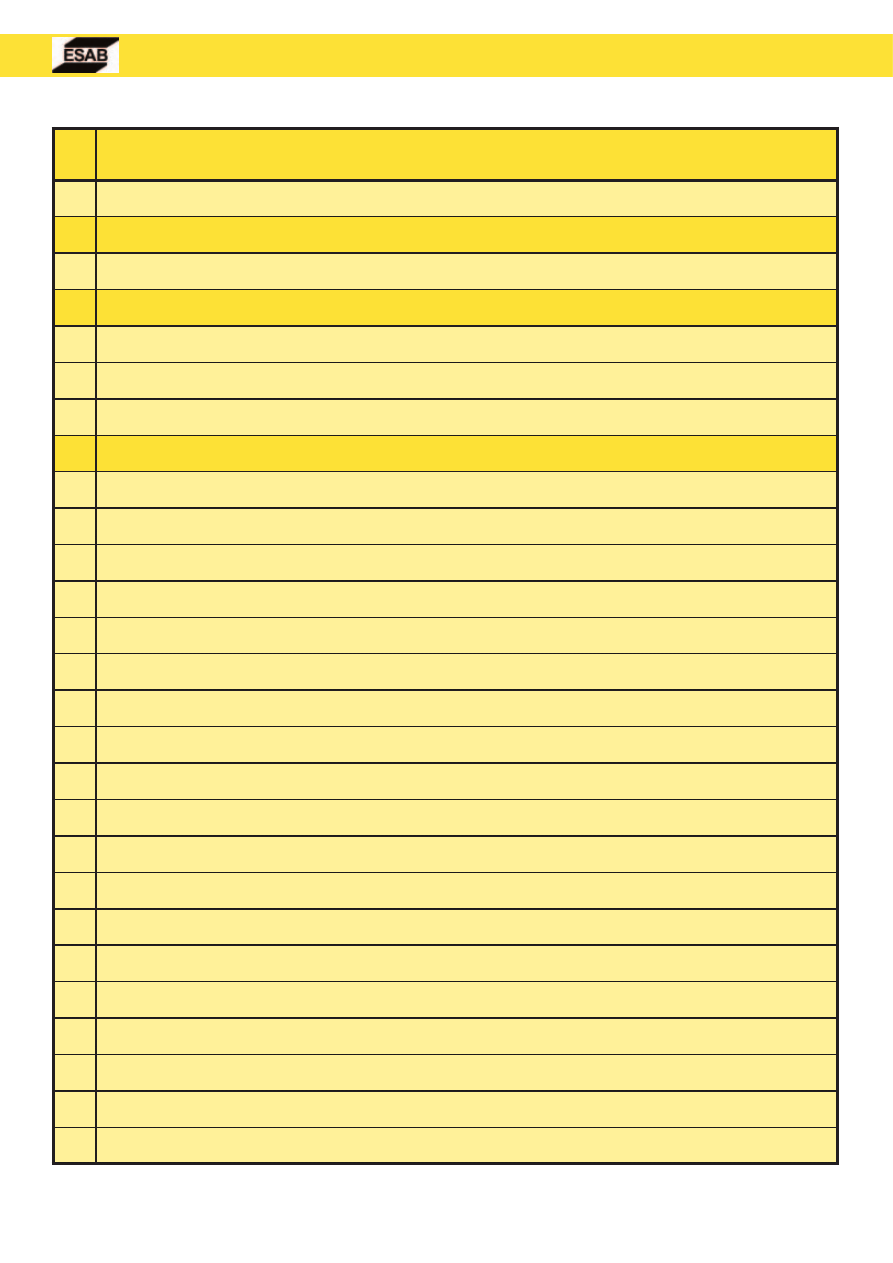
Druty elektrodowe i pr´ty do spawania w os∏onach gazów
36
* Produkt spoza standardowego szeregu - dane dost´pne na ˝yczenie
ESAB Sp. z o.o.
43
13.28
2,5 Ni
EN 440: G 2 Ni 2
A 5.28-79: ER 80 S- Ni 2
Spoiwa do stali odpornych na korozj´ atmosferycznà
43
13.26
0,8 Ni- 0,4 Cu
EN 440: G 0
A 5.28-79: ER 80 S- G
Spoiwa do napawania twardego
43
13.89
2 Mn- 1 Cr
DIN 8555: MSG- 2- GZ- C- 350
44
13.90
2 Mn- 2 Cr
DIN 8555: MSG- 2- GZ- C- 50 G
44
13.91
3 Si- 9 Cr
DIN 8555: MSG- 6- GZ- C- 60 G
Spoiwa do stali wysokostopowych
44
16.10
20- 10- L
EN 12072: G 19 9 L
A 5.9: ER 308 L
44
16.11
20- 10- Nb Si
EN 12072: G 19 9 Nb Si
A 5.9: ER 347 Si
44
16.12
20- 10- L Si
EN 12072: G 19 9 L Si
A 5.9: ER 308 L Si
*
16.21
20- 10- Nb
EN 12072: W 19 9 Nb
A 5.9: ER 347
45
16.30
19- 12- 3- L
EN 12072: G 19 12 3 L
A 5.9: ER 316 L
45
16.31
19- 12- 3- Nb Si
EN 12072: G 19 12 3 Nb Si
A 5.9: ER 318 Si
45
16.32
19- 12- 3- L Si
EN 12072: G 19 12 3 L Si
A 5.9: ER 316 L Si
45
16.34
20- 14- 4- L
EN 12072: G 18 15 3 L
A 5.9: ER 317 L
*
16.36
19- 18- 4- L
EN 12072: G 18 16 5 NL
*
16.38
21- 17- 3- L Mn N
EN 12072: G 20 16 3 Mn L
*
16.50
22- 12
EN 12072: W 22 12 H
45
16.51
24- 13- L Si
EN 12072: G 23 12 L Si
A 5.9: ER 309 L Si
46
16.52
24- 13- Si
EN 12072: GZ 23 12 L
A 5.9: ER 309 Si
46
16.53
24- 13- L
EN 12072: G 23 12 L
A 5.9: ER 309 L
46
16.54
22- 14- 3- L
EN 12072: G 23 12 2 L
A 5.9: (ER 309 Mo L)
46
16.55
20- 25- 5- L Cu
EN 12072: G 20 25 5 Cu L
*
16.56
27- 31-4- L Cu
46
16.70
25- 20
EN 12072: G 25 20
A 5.9: ER 310
47
16.75
29- 9
EN 12072: G 29 9
A 5.9: ER 312
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
Str.
Typ ESAB OK
Autrod/Tigrod
Rodzaj stopu EN/DIN
AWS
Metoda spawania
MIG/MAG
TIG
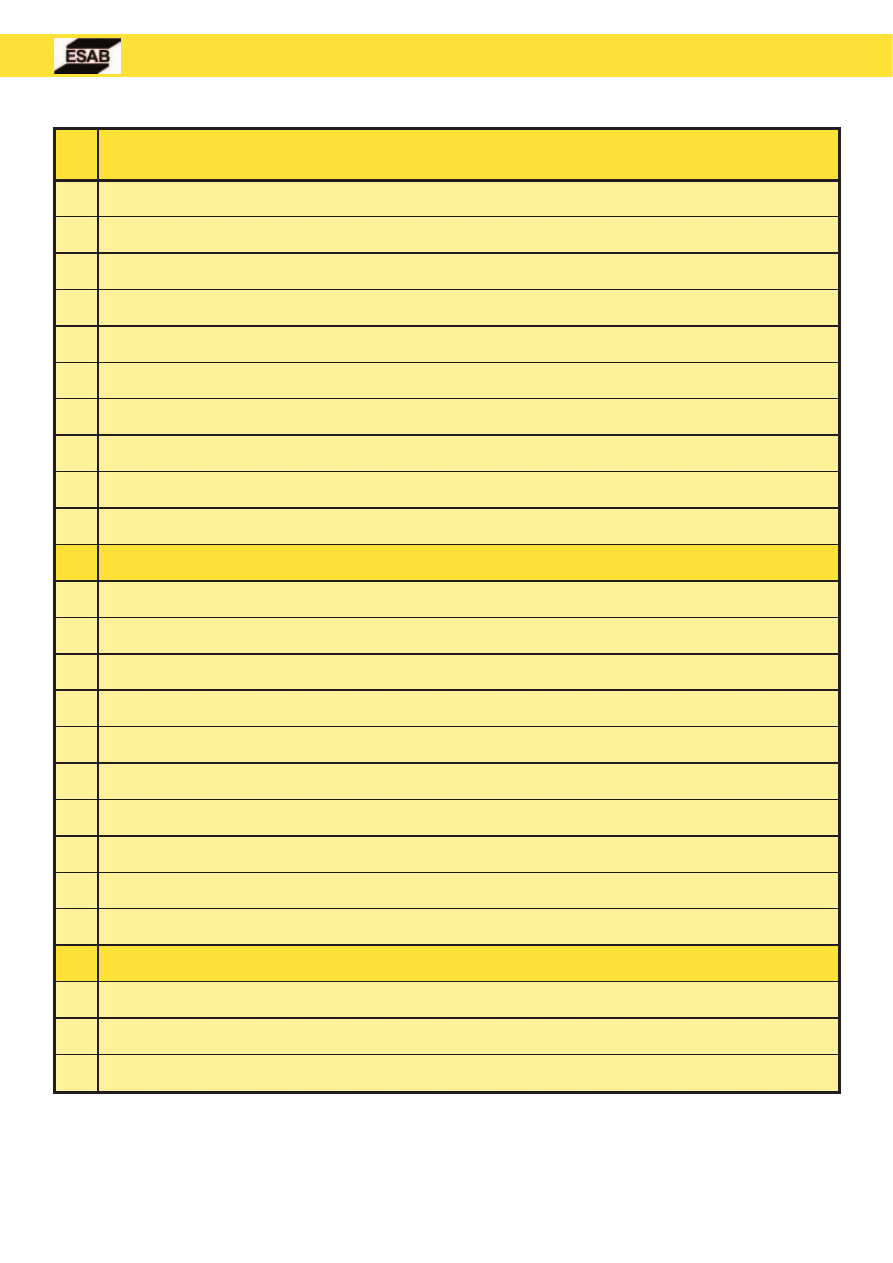
Druty elektrodowe i pr´ty do spawania w os∏onach gazów
37
* Produkt spoza standardowego szeregu - dane dost´pne na ˝yczenie
ESAB Sp. z o.o.
*
16.79
13- 4- 1
EN 12072: G 13 4
A 5.9: ER 410 Ni Mo
*
16.80
13
A 5.9: ER 410
47
16.81
17- Ti
EN 12072: GZ 17 Ti
A 5.9: (ER 430 Ti)
*
16.82
13- Nb
A 5.9: ER 409 Nb
47
16.84
25- 4
EN 12072: G 25 4
47
16.86
22- 9- 3- L N
EN 12072: G 22 9 3 NL
A 5.9: ER 2209
*
16.87
25- 22- 2- L Mn N
EN 12072: G 25 22 2 NL
A 5.9: (ER 310 Mo L)
47
16.88
25- 10- 4- L N
EN 12072: G 25 9 4 NL
48
16.95
18- 8- 7- Mn
EN 12072: G 18 8 Mn
A 5.9: (ER 307)
*
16.96
20- 9- 7- Mn Ti
GOST 2246: 08Ch20N9G7T
Spoiwa do stopów aluminium
48
18.01
Al 99.5
DIN 1732: SG- Al 99.5
A 5.10: ER 1100
48
18.04
Al Si 5
DIN 1732: SG- Al Si 5
A 5.10: ER 4043
48
18.05
Al Si 12
DIN 1732: SG- Al Si 12
A 5.10: ER 4047
48
18.11
Al 99.5 Ti
DIN 1732: SG- Al 99.5 Ti
48
18.13
Al Mg 3
DIN 1732: SG- Al Mg 3
A 5.10: (ER 5554)
49
18.15
Al Mg 5
DIN 1732: SG- Al Mg 5
A 5.10: ER 5356
49
18.16
Al Mg 4,5 Mn
DIN 1732: SG- Al Mg 4,5 Mn
A 5.10: ER 5183
49
18.17
Al Mg 4,5 Mn Zr
DIN 1732: SG- Al Mg 4,5 Mn Zr
A 5.10: (ER 5183)
49
18.20
Al Mg 5 Mn
A 5.10: ER 5556
*
18.22
Al Mg 6 Mn Zr
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
50
19.40
Cu Al 8
DIN 1733: SG- Cu Al 8
A 5.7: ER Cu Al- A1
x
x
50
19.30
Cu Si 3
DIN 1733: SG- Cu Si 3
A 5.7: ER Cu Si- A
x
x
Spoiwa ze stopów miedzi
49
19.12
Cu Sn
DIN 1733: SG- Cu Sn
A 5.7: ER Cu
x
Str.
Typ ESAB OK
Autrod/Tigrod
Rodzaj stopu EN/DIN
AWS
Metoda spawania
MIG/MAG
TIG
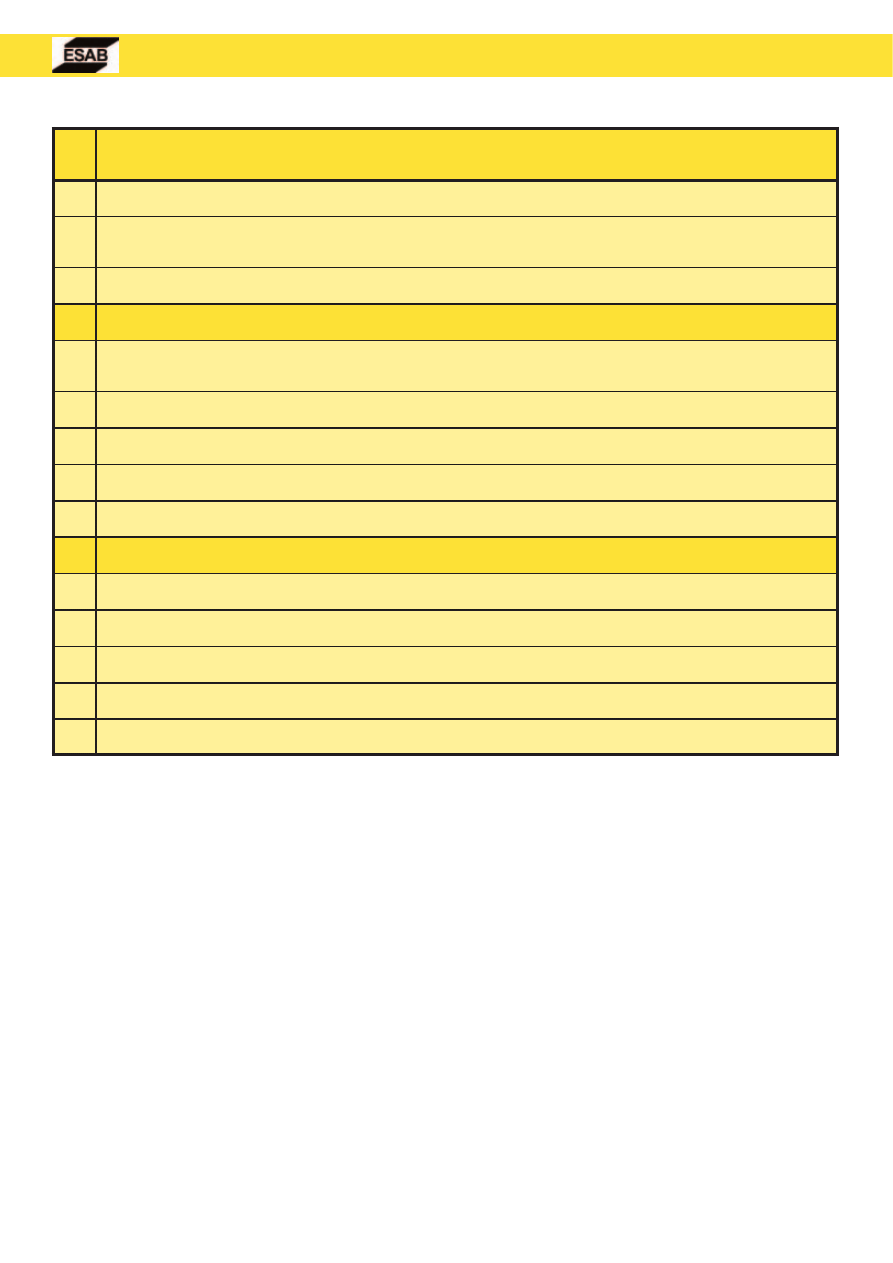
Druty elektrodowe i pr´ty do spawania w os∏onach gazów
38
* Produkt spoza standardowego szeregu - dane dost´pne na ˝yczenie
ESAB Sp. z o.o.
*
*
19.41
DIN 1733: SG- Cu Al 8 Ni 2
x
x
19.49
DIN 1733: SG- Cu Ni 30 Fe
A 5.7: ER Cu Ni
x
x
Cu Ni 30
*
19.46
DIN 1733: SG- Cu Mn 13 Al 7
DIN 8555: SG- 31- GZ- 300-CN
x
x
Cu Mn 13 Al 7
51
50
19.92
DIN 1736: SG- Ni Ti 4
A 5.14: ER Ni- 1
x
x
93 Ni, 2,5 Ti
19.93
DIN 1736: SG- Ni Cu 30 Mn Ti
A 5.14: ER Ni Cu- 7
x
x
65 Ni, 30 Cu
Spoiwa do spawania gazowego
OK Gasrod
*
Spoiwa ze stopów niklu
19.81
DIN 1736: SG- Ni Cr 23 Mo 16
x
60 Ni, 23 Cr,
16 Mo
50
50
19.82
DIN 1736: SG- Ni Cr 21 Mo 9 Nb
A 5.14: ER Ni Cr Mo- 3
x
x
60 Ni, 22 Cr, 9 Mo
19.85
DIN 1736: SG- Ni Cr 20 Nb
A 5.14: ER Ni Cr - 3
x
Cu Al 8 Ni 2
x
67 Ni, 20 Cr, 3 Mn
98.76
EN 12536: OIV
A 5.2: R 60
0,5 Mo
51
51
98.70
EN 12536: OII
A 5.2: R 60
C-Mn
51
98.73
EN 12536: OI
A 5.2: R 45
C-Mn
98.75
EN 12536: OIII
A 5.2: R 60
0,5 Ni
51
Str.
Typ ESAB OK
Autrod/Tigrod
Rodzaj stopu EN/DIN
AWS
Metoda spawania
MIG/MAG
TIG
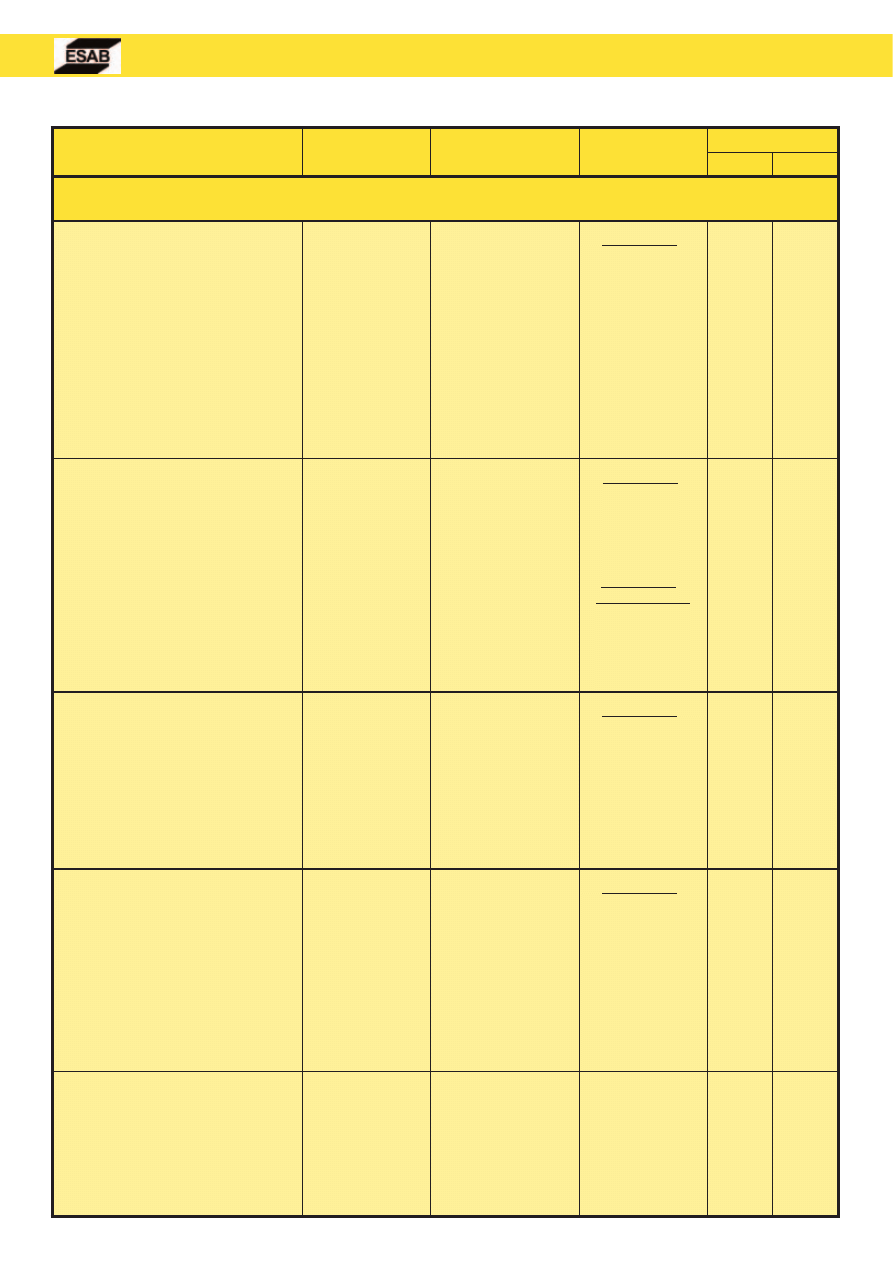
39
ESAB Sp. z o.o.
Druty elektrodowe i pr´ty do spawania w os∏onach gazów
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
Sk∏ad chemiczny
spoiwa (%)
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Ârednica (mm)
OK Autrod 12.50 EcoMig
TM
OK AristoRod
TM
12.50
Gaz ochronny: Ar+CO
2
, CO
2
Zasilanie: DC+
Drut elektrodowy manganowo-krze-
mowy, bez pokrycia Cu, przeznaczony
do spawania stali niestopowych i drob-
noziarnistych. Wykazuje zwi´kszonà
stabilnoÊç ∏uku przy du˝ych nat´˝eniach
pràdu oraz zmniejszonà emisj´ py∏ów
metalicznych. Zalecany do spawania
wysokowydajnego i zrobotyzowanego.
AWS A 5.18-93:
ER 70S-6
DIN 8559: SG-2
EN 440:
G 38 2 C G3Si1
G 42 3 M G3Si1
Dopuszczenia:
ABS, BV, DB, DNV,
GL, TÜV, UDT, LR,
PRS, Ü
C 0,1
Si 0,9
Mn 1,5
Stopiwo - CO
2
C 0,08
Si 0,7
Mn 0,9
Stopiwo Ar+ 20% CO
2
C 0,1
Si 0,8
Mn 1,1
Ar+ 20%CO2
Re
475 MPa
Rm
560 MPa
A5
26%
KV 90J/-20°C
KV min.
47J/-30°C
0,6
0,8
0,9
1,0
1,2
1,4
1,6
OK Autrod 12.51
Gaz ochronny: CO
2
, Ar+CO
2
Zasilanie: DC+
Drut elektrodowy manganowo-krzemo-
wy, miedziowany, przeznaczony do
spawania metodà MIG/ MAG stali
niskow´glowych konstrukcyjnych,
kot∏owych i okr´towych oraz drob-
noziarnistych stali w´glowo-manga-
nowych. Pozwala na stosowanie
zarówno wysokich nat´˝eƒ pràdu przy
∏uku natryskowym, jak i niskich przy
zwarciowym przenoszeniu metalu.
AWS A 5.18-93:
ER 70S-6
DIN: 8559: SG-2
EN 440:
G 38 2 C G3Si1
G 42 3 M G3Si1
Dopuszczenia:
ABS, BV, CO, DB,
DNV, GL, LR, PRS,
RS, TÜV, UDT, Ü
C 0,1
Si 0,9
Mn 1,5
pokrycie Cu
Stopiwo - CO
2
C 0,08
Si 0,7
Mn 1,0
Stopiwo Ar+ 20% CO
2
C 0,1
Si 0,8
Mn 1,2
Ar+ 20%CO
2
Re
470 MPa
Rm
560 MPa
A5
26%
KV 90J/-20°C
KV min.
47J/-30°C
Ar+ 20%CO
2
,
O.C. 650°C/15h
Re
370 MPa
Rm
495 MPa
A5
27%
KV 100J/0°C
KV 65J/-20°C
0,6
0,8
0,9
1,0
1,2
1,4
1,6
OK Autrod 12.56
Gaz ochronny: Ar+CO
2
, CO
2
Zasilanie: DC+
Drut elektrodowy manganowo-krze-
mowy, miedziowany, przeznaczony
do stali konstrukcyjnych nisko-
w´glowych, drobnoziarnistych stali
w´glowo-manganowych, stali
kot∏owych i okr´towych.
AWS A 5.18-93:
ER70S-6
DIN: 8559: SG-2
EN 440:
G 35 2 C G3Si1
G 42 3 M G3Si1
Dopuszczenia:
DB, TÜV, UDT, Ü
C 0,1
Si 0,8
Mn 1,4
pokrycie Cu
Ar+ 20%CO2
Re
420 MPa
Rm
520 MPa
A5
25%
KV 70J/-20°C
0,6
0,8
0,9
1,0
1,2
1,4
1,6
OK Autrod 12.58
Gaz ochronny: CO
2
, Ar+CO
2
Zasilanie: DC+
Drut elektrodowy o zmniejszonej
zawartoÊci sk∏adników odtleniajàcych
Si- Mn przeznaczony do spawania
stali konstrukcyjnych niskow´glowych
kot∏owych i okr´towych oraz drobno-
ziarnistych stali w´glowo-mangano-
wych.
AWS A 5.18-93:
ER 70S-3
DIN: 8559: SG-1
EN 440:
G 35 2 C G2Si
G 38 3 M G2Si
Dopuszczenia:
BV, DB, GL, LR,
UDT, TÜV, Ü
C 0,1
Si 0,6
Mn 1,2
pokrycie Cu
Ar+ 20%CO2
Re
420 MPa
Rm
515 MPa
A4
26%
KV 110J/-20°C
KV 35J/-40°C
0,6
0,8
0,9
1,0
1,2
1,4
1,6
OK Tigrod 12.60
Gaz ochronny: Ar
Zasilanie ∏uku: DC-
Pr´ty do spawania metodà TIG zwyk-
∏ych stali konstrukcyjnych, drobno-
ziarnistych stali w´glowo-mangano-
wych, stali okr´towych i kot∏owych.
AWS A 5.18-93:
ER 70S-3
DIN: 8559: WSG1
EN 1668: W2Si
C 0,1
Si 0,6
Mn 1,2
pokrycie Cu
Re
420 MPa
Rm
515 MPa
A4
26%
KV 90J/-30°C
1,0
1,6
2,0
2,4
3,2
4,0
Spoiwa do stali niestopowych i drobnoziarnistych
drutu
pr´tów
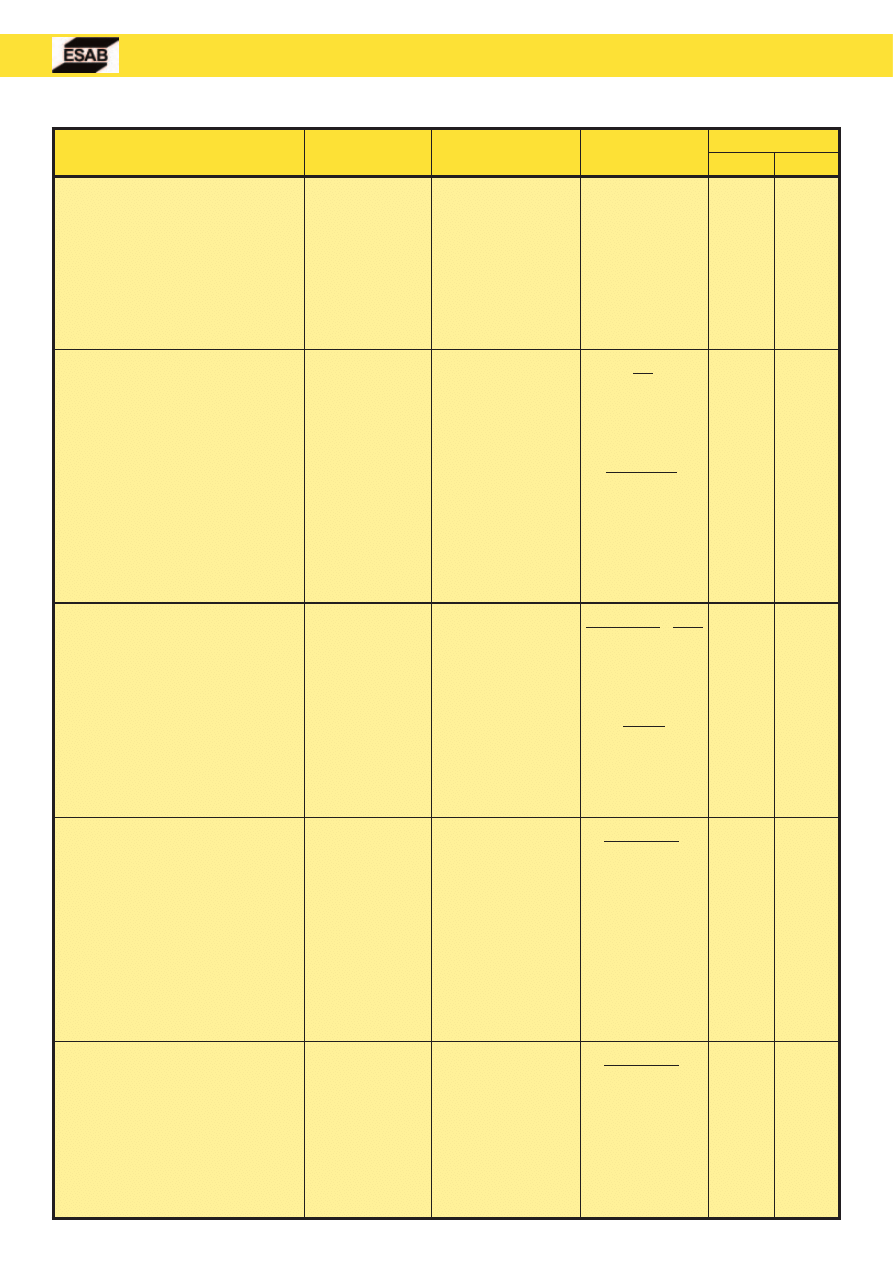
Druty elektrodowe i pr´ty do spawania w os∏onach gazów
40
ESAB Sp. z o.o.
OK Tigrod 12.61
Gaz ochronny: Ar
zasilanie ∏uku: DC-
Pr´ty do spawania metodà TIG
zwyk∏ych stali konstrukcyjnych,
drobnoziarnistych stali w´glowo-
manganowych, stali okr´towych
i kot∏owych.
AWS A 5.18-93:
ER 70S-6
DIN: 8559: WSG2
EN 1668: W3Si1
Dopuszczenia:
DB, TÜV, UDT, Ü
C 0,1
Si 0,9
Mn 1,5
pokrycie Cu
Re
470 MPa
Rm
560 MPa
A4
26%
KV 70J/-30°C
1,0
1,6
2,0
2,4
3,2
4,0
OK Autrod 12.63 EcoMig
TM
OK AristoRod
TM
12.63
Gaz ochronny: CO
2
, Ar+CO
2
Zasilanie: DC+
Drut bez pokrycia Cu do stali
niestopowych i drobnoziarnistych.
Wykazuje zwi´kszonà stabilnoÊç ∏uku
przy du˝ych nat´˝eniach pràdu oraz
zmniejszonà emisj´ py∏ów metalicz-
nych. Zalecany do spawania
wysokowydajnego i zrobotyzowanego.
AWS A 5.18-93:
ER 70S-6
DIN 8559: SG 3
EN 440:
G 42 2 C G4Si1
G 46 3 M G4Si1
Dopuszczenia:
ABS, BV,DB, DNV,
GL, LR, TÜV, Ü
C 0,1
Si 1,0
Mn 1,7
Stopiwo - CO2
C 0,09
Si 0,70
Mn 1,08
Cu 0,05
Stopiwo - Ar+20%CO2
C 0,1
Si 0,80
Mn 1,28
Cu 0,05
CO
2
Re
475 MPa
Rm
570 MPa
A5
25%
KV 70J/-20°C
Ar+20%CO
2
Re
525 MPa
Rm
595 MPa
A5
26%
KV 90J/-20°C
KV 70J/-30°C
0,6
0,8
0,9
1,0
1,2
1,4
1,6
OK Autrod 12.64
OK Tigrod 12.64
Gaz ochronny:
Ar+CO
2
, CO
2
(MAG), Ar (TIG)
Zasilanie: DC+, DC- (TIG)
Spoiwo o zwi´kszonej zawartoÊci
sk∏adników Si-Mn w porównaniu
z OK 12.51, zapewniajàce wy˝szà
wytrzyma∏oÊç stopiwa i odpornoÊç na
zanieczyszczenia powierzchni spawa-
nych elementów.
AWS A 5.18-93:
ER 70S-6
DIN: 8559: SG 3
EN 440:
G 38 2 C G4Si1
G 42 2 M G4Si1
EN 1668: W4Si1
Dopuszczenia:
ABS, BV, CO, DB,
DNV, GL, LR, RS,
TÜV, UDT, Ü
C 0,1
Si 1,0
Mn 1,7
pokrycie Cu
Stopiwo - Ar+20%CO
2
C 0,1
Si 0,8
Mn 1,3
Ar+ 20%CO
2 -
MAG
Re
530 MPa
Rm
595 MPa
A5
26%
KV 70J/-30°C
Ar- TIG
Re
530 MPa
Rm
595 MPa
A5
26%
KV min.
47J/-40°C
0,6
0,8
0,9
1,0
1,2
1,4
1,6
1,6
2,0
2,4
3,2
5,0
OK Autrod 12.66
Gaz ochronny: CO
2
, Ar+CO
2
Zasilanie: DC+
Nowy gatunek spoiwa do stali
niestopowych i drobnoziarnistych,
specjalnie opracowany do spawania
obwodowego rur metodà opadowà,
wykonanych ze stali (API 5L)X52-X70
w konstrukcjach ruruciàgów
przesy∏owych, stacji spr´˝ania itp.
AWS A 5.18-93:
ER 70S-6
DIN: 8559: SG 3
EN 440:
G 42 2 C G4Si1
G 46 3 M G4Si1
C 0,1
Si 1,0
Mn 1,7
pokrycie Cu
Stopiwo - Ar+20%CO
2
C 0,07
Si 0,8
Mn 1,4
Ar+ 20%CO
2
Re
535 MPa
Rm
600 MPa
A5
26%
KV 100J/-20°C
KV 80J/-30°C
0,8
0,9
1,0
OK Autrod 12.67
Gaz ochronny: CO2, Ar+CO
2
Zasilanie: DC+
Drut elektrodowy o zwi´kszonej
zawartoÊci sk∏adników Si-Mn w porów-
naniu z OK 12.56, zapewniajàcy
odpornoÊç na zanieczyszczenia
powierzchni spawanych elementów.
DIN: 8559: SG 3
EN 440:
G 38 2 C G4Si1
G 42 3 M G4Si1
Dopuszczenia:
DB, TÜV, UDT, Ü
C 0,1
Si 1,0
Mn 1,75
pokrycie Cu
Stopiwo - Ar+20%CO
2
C 0,1
Si 0,8
Mn 1,3
Ar+ 20%CO
2
Re
510 MPa
Rm
580 MPa
A5
26%
KV 70J/-30°C
0,6
0,8
0,9
1,0
1,2
1,4
1,6
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
Sk∏ad chemiczny
spoiwa (%)
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Ârednica (mm)
drutu
pr´tów
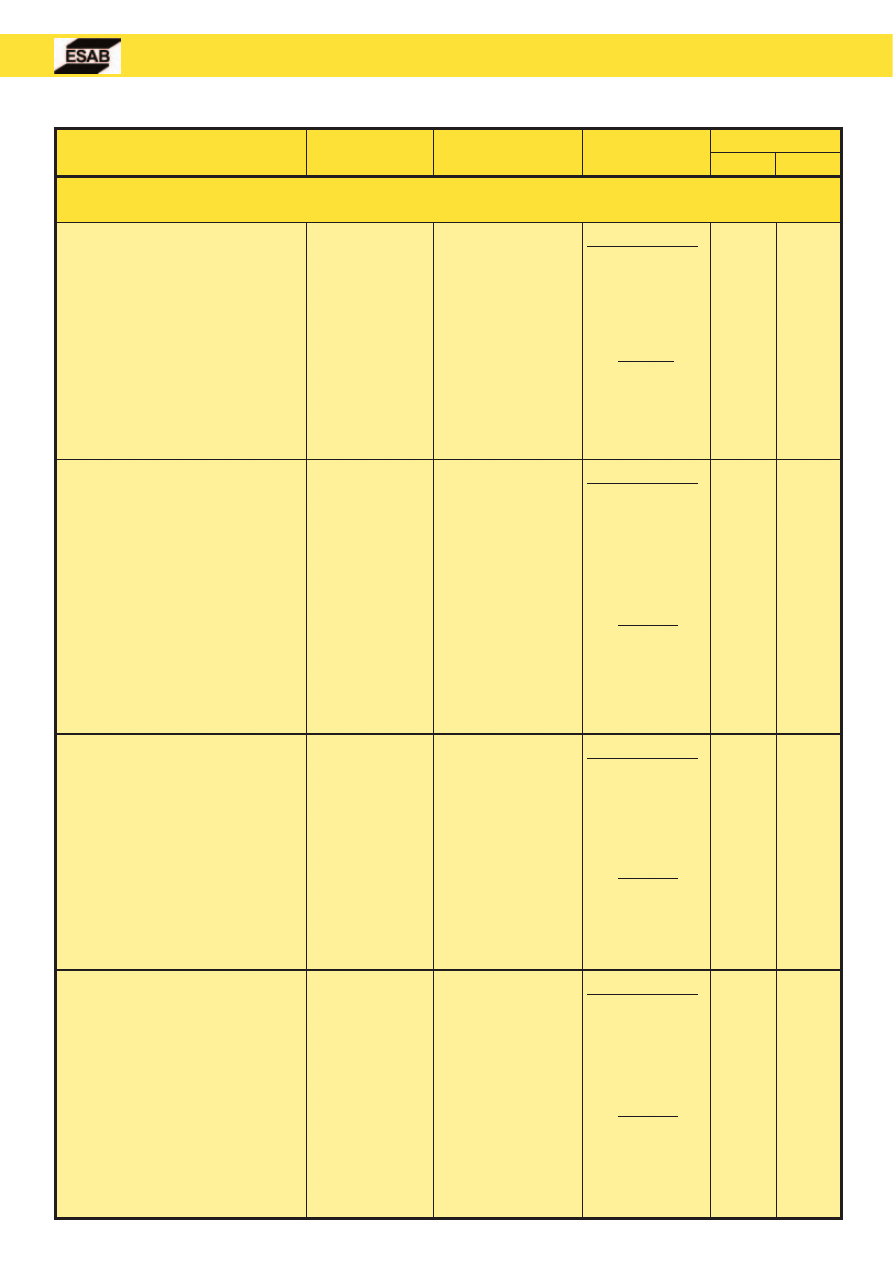
Druty elektrodowe i pr´ty do spawania w os∏onach gazów
41
ESAB Sp. z o.o.
OK Autrod 13.08
OK Tigrod 13.08
Gaz ochronny:
CO
2
, Ar+CO
2
(MIG), Ar (TIG)
Zasilanie: DC+, DC- (TIG)
Spoiwo niskostopowe do spawania
stali odpornych na pe∏zanie typu
0,5% Mo. Stosowane tak˝e do nisko-
stopowych stali o podwy˝szonej
wytrzyma∏oÊci.
AWS A 5.28-79:
ER 80S-D2
EN 440:
G 42 0 C G4Mo
G 46 2 M G4Mo
C 0,1
Si 0,7
Mn 1,8
Mo 0,5
pokrycie Cu
Autrod/Ar+ 20% CO
2
Rp0,2
590 MPa
Rm
685 MPa
A5
24%
KV 140J/+20°C
KV 80J/-29°C
Tigrod/Ar
Rp0,2
520 MPa
Rm
615 MPa
A4
28%
KV 200J/-46°C
0,8
0,9
1,0
1,2
1,6
1,6
2,0
2,4
3,2
5,0
OK Autrod 13.09
OK Tigrod 13.09
Gaz ochronny:
CO
2
, Ar+CO
2
(MIG), Ar (TIG)
Zasilanie: DC+, DC- (TIG)
Spoiwo niskostopowe do spawania
stali odpornych na pe∏zanie typu 0,5%
Mo, w konstrukcjach kot∏ów i ruro-
ciàgów w temperaturze ok. 500°C.
Mo˝e byç tak˝e stosowane do stali
o podwy˝szonej wytrzyma∏oÊci.
WaÊciwoÊci mechaniczne dotyczà
stanu po wy˝arzaniu odpr´˝ajàcym
620°C/1h.
AWS A 5.28-79:
ER 80S-G
EN 440:
G 38 0 C G2Mo
G 42 2 M G2Mo
EN 12070:
G Mo Si
Dopuszczenia:
DB, DNV, TÜV, UDT,
Ü
C 0,1
Si 0,7
Mn 1,1
Mo 0,5
pokrycie Cu
Autrod/Ar+ 20% CO
2
Rp0,2
430 MPa
Rm
545 MPa
A5
26%
KV 150J/+20°C
KV 95J/-20°C
KV 90J/-40°C
Tigrod/Ar
Rp0,2
424 MPa
Rm
560 MPa
A5
28%
KV 147J/+20°C
KV 127J/-20°C
0,8
1,0
1,2
1,6
1,6
2,0
2,4
3,2
OK Autrod 13.12
OK Tigrod 13.12
Gaz ochronny:
CO
2
, Ar+CO
2
(MIG), Ar (TIG)
Zasilanie: DC+, DC- (TIG)
Spoiwo chromowo-molibdenowe do
spawania stali odpornych na pe∏zanie
typu 1% Cr, 0,5% Mo oraz niskosto-
powych stali o podwy˝szonej wytrzy-
ma∏oÊci. W∏aÊciwoÊci mechaniczne
stopiwa- po wy˝arzaniu odpr´˝ajàcym
700°C/0,5h.
AWS A 5.28-79:
ER 80S-G
EN 12070:
G Cr Mo 1 Si
W Cr Mo 1 Si
Dopuszczenia:
TÜV, UDT
C 0,1
Si 0,7
Mn 1,0
Cr 1,1
Mo 0,5
pokrycie Cu
Autrod/Ar+ 20% CO
2
Rp0,2
450 MPa
Rm
580 MPa
A5
24%
KV 80J/+20°C
KV 30J/-20°C
Tigrod/Ar
Rp0,2
560 MPa
Rm
650 MPa
A5
26%
KV 180J/+20°C
0,8
1,0
1,2
1,6
1,6
2,0
2,4
3,2
OK Autrod 13.22
OK Tigrod 13.22
Gaz ochronny:
CO
2
, Ar+CO
2
(MIG), Ar (TIG)
Zasilanie: DC+, DC- (TIG)
Spoiwo chromowo-molibdenowe do
spawania stali odpornych na pe∏zanie
typu 2,5% Cr, 1% Mo oraz niskosto-
powych stali o podwy˝szonej wytrzy-
ma∏oÊci. W∏aÊciwoÊci mechaniczne
stopiwa- po wy˝arzaniu odpr´˝ajàcym
750°C/0,5h.
AWS A 5.28-79:
ER 90S-G
EN 12070:
G Cr Mo 2 Si
W Cr Mo 2 Si
Dopuszczenia:
TÜV, UDT
C 0,08
Si 0,6
Mn 1,0
Cr 2,6
Mo 1,1
pokrycie Cu
Autrod/Ar+ 20% CO
2
Rp0,2
480 MPa
Rm
590 MPa
A5
25%
KV 150J/+20°C
KV 85J/-40°C
Tigrod/Ar
Rp0,2
510 MPa
Rm
620 MPa
A5
24%
KV 200J/+20°C
1,0
1,2
1,6
1,6
2,0
2,4
3,2
Spoiwa do stali odpornych na pe∏zanie
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
Sk∏ad chemiczny
spoiwa (%)
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Ârednica (mm)
drutu
pr´tów
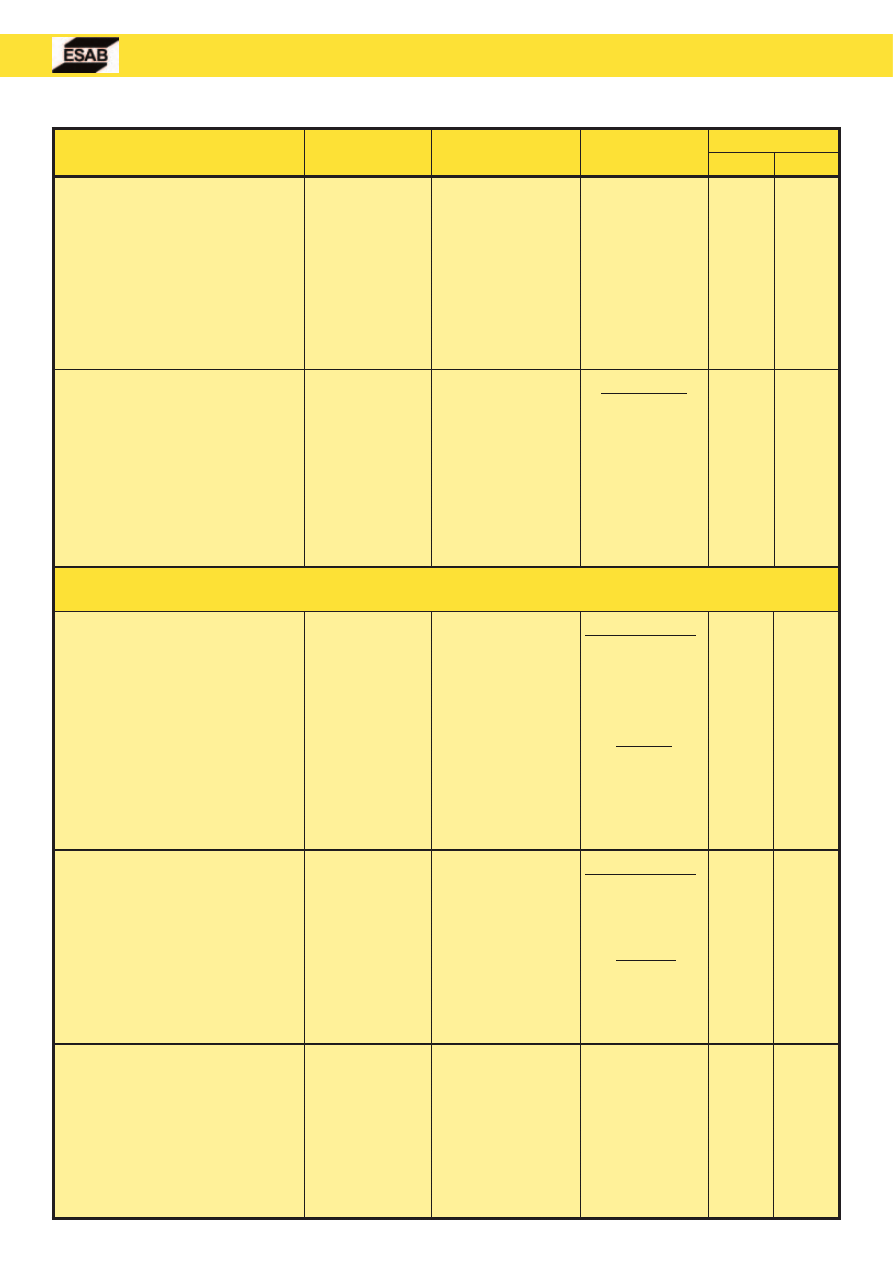
Druty elektrodowe i pr´ty do spawania w os∏onach gazów
42
ESAB Sp. z o.o.
OK Tigrod 13.32
Gaz ochronny: Ar
Zasilanie ∏uku: DC-
Spoiwo chromowo-molibdenowe do
spawania stali odpornych na pe∏zanie
typu 5% Cr, 0,5% Mo. W∏aÊciwoÊci
mechaniczne dotyczà stanu po spawa-
niu, lecz z∏àcza nale˝y poddawaç O.C.
AWS A 5.28:
EB 80 S-B6
EN 12070:
W Cr Mo 5
C 0,07
Si 0,4
Mn 0,5
Cr 5,7
Ni 0,2
Mo 0,6
pokrycie Cu
Rp0,2
730 MPa
Rm
900 MPa
A5
22%
KV 80J/-20°C
1,6
2,4
3,2
5,0
OK Tigrod 13.38
Gaz ochronny: Ar
Zasilanie ∏uku: DC-
Spoiwo chromowo-molibdenowe do
spawania stali odpornych na pe∏zanie
typu 9% Cr - modyfikowane, np. P91/
T91. Przeznaczone tak˝e do stali pra-
cujàcych w wysokich temperaturach
w instalacjach petrochemicznych.
AWS A 5.28:
EB 90 S-B9
EN 12070:
W Cr Mo 91
Dopuszczenia:
TÜV, UDT
C 0,1
Si 0,4
Mn 0,5
Cr 8,5
Ni 0,8
Mo 0,95
Cu 0,3
V 0,2
pokrycie Cu
O.C. 760°C/2h
Rp0,2
700 MPa
Rm
790 MPa
A5
19%
KV 150J/-20°C
1,6
2,0
2,4
3,2
OK Autrod 13.13
OK Tigrod 13.13
Gaz ochronny: Ar+CO
2
, Ar (TIG)
Zasilanie: DC+, DC-(TIG)
Spoiwo niskostopowe do stali
wysokowytrzyma∏ych. Zalecane w przy-
padku wymaganej bardzo dobrej
udarnoÊci w niskich temperaturach.
W stanie po O.C. 620°C/1h w∏aÊciwoÊci
mechaniczne stopiwa obni˝ajà si´
o ok. 30 MPa.
AWS A 5.28-79:
ER 100 S-G
EN 12534:
G 55 3 M G-
-Mn 3 Ni Cr Mo
W 55 4 Mn 3 Ni-
-Cr Mo
C 0,11
Si 0,7
Mn 1,4
Cr 0,6
Ni 0,6
Mo 0,2
pokrycie Cu
Autrod/Ar+ 20% CO
2
Rp0,2
660 MPa
Rm
750 MPa
A5
24%
KV 70J/-20°C
KV 40J/-50°C
Tigrod/Ar
Rp0,2
570 MPa
Rm
710 MPa
A5
24%
KV 85J/-40°C
KV 40J/-60°C
0,8
1,0
1,2
1,6
1,6
2,0
2,4
3,2
OK Autrod 13.29
OK Tigrod 13.29
Gaz ochronny: Ar+CO
2
, CO
2
, Ar (TIG)
Zasilanie: DC+, DC-(TIG)
Spoiwo niskostopowe do stali wysoko-
wytrzyma∏ych. Zalecane w przypadku
wymaganej dobrej udarnoÊci w niskich
temperaturach.
AWS A 5.28-79:
ER 100 S-G
EN 12534:
G 62 3 M G-
-Mn 3 Ni Cr Mo
W 62 4 Mn 3 Ni-
-Cr Mo
Dopuszczenia:
DB, TÜV, UDT, Ü
C 0,06
Si 0,6
Mn 1,6
Cr 0,3
Ni 1,4
Mo 0,25
V 0,07
pokrycie Cu
Autrod/Ar+ 20% CO
2
Rp0,2
750 MPa
Rm
820 MPa
A5
19%
KV 50J/-20°C
Tigrod/Ar
Rp0,2
630 MPa
Rm
720 MPa
A5
25%
KV 150J/-40°C
0,8
1,0
1,2
1,6
1,6
2,0
2,4
3,2
5,0
OK Autrod 13.31
Gaz ochronny: Ar+CO
2
Zasilanie: DC+
Drut elektrodowy niskostopowy do stali
wysokowytrzyma∏ych, drobnoziar-
nistych oraz przeznaczonych do O.C.
Wytwarza stopiwo o bardzo dobrych
w∏aÊciwoÊciach mechanicznych.
AWS A 5.28-79:
ER 110 S-G
EN 12534:
G 69 3 M G-
-Mn 4 Ni 2 Cr Mo
Dopuszczenia:
TÜV, UDT
C 0,11
Si 0,8
Mn 1,8
Cr 0,3
Ni 1,9
Mo 0,5
pokrycie Cu
Rp0,2
850 MPa
Rm
890 MPa
A5
17%
KV 60J/-20°C
0,8
1,0
1,2
1,6
Spoiwa do stali wysokowytrzyma∏ych
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
Sk∏ad chemiczny
spoiwa (%)
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Ârednica (mm)
drutu
pr´tów
Druty elektrodowe i pr´ty do spawania w os∏onach gazów
43
ESAB Sp. z o.o.
OK Autrod 13.23
OK Tigrod 13.23
Gaz ochronny: Ar+CO
2
, Ar (TIG)
Zasilanie: DC+, DC-(TIG)
Nowy gatunek spoiwa do stali drob-
noziarnistych, przeznaczonych do
pracy w obni˝onych temperaturach.
Stosowany do spawania rur, zbiorników
oraz w budownictwie przybrze˝nym.
AWS A 5.28-79:
ER 80 S-Ni 1
EN 440: (G3 Ni 1)
C 0,08
Si 0,7
Mn 1,0
Cr 0,1
Ni 0,9
Mo 0,1
pokrycie Cu
Autrod/Ar+ 20% CO
2
Rp0,2
480 MPa
Rm
560 MPa
A4
30%
KV 130J/0°C
KV 70J/-46°C
Tigrod/Ar
Rp0,2
500 MPa
Rm
600 MPa
A5
25%
KV 200J/-20°C
KV 90J/-60°C
0,8
1,0
1,2
1,6
1,6
2,0
2,4
3,2
OK Autrod 13.26
OK Tigrod 13.26
Gaz ochronny: Ar+CO
2
, CO
2
, Ar (TIG)
Zasilanie: DC+, DC-(TIG)
Spoiwo do spawania stali odpornych
na korozj´ atmosferycznà typu
CORTEN A, B i C. Odpowiednie tak˝e
do stali o podwy˝szonej wytrzyma∏oÊci,
pracujàcych w niskich temperaturach.
AWS A 5.28-79:
ER 80 S-G
EN 440:
G 46 4 M G 0
G 42 4 C G 0
Dopuszczenia:
DNV, DB, UDT, Ü
C 0,09
Si 0,8
Mn 1,4
Cr 0,2
Ni 0,8
Cu 0,5
pokrycie Cu
Autrod/Ar+ 20% CO
2
Rp0,2
480 MPa
Rm
560 MPa
A4
30%
KV 130J/0°C
KV 70J/-46°C
Tigrod/Ar
Rp0,2
480 MPa
Rm
580 MPa
A5
30%
KV 60J/-40°C
0,8
1,0
1,2
1,6
1,6
2,0
2,4
3,2
OK Autrod 13.28
OK Tigrod 13.28
Gaz ochronny: Ar+CO
2
, Ar (TIG)
Zasilanie: DC+, DC-(TIG)
Spoiwo niskostopowe do stali pracujà-
cych w obni˝onych temperaturach.
Zapewnia wysokà jakoÊç stopiwa.
Stosowane do spawania rur, zbiorników
oraz w budownictwie przybrze˝nym.
AWS A 5.28-79:
ER 80 S-Ni 2
EN 440:
G 46 5 M G2 Ni 2
W 46 6 W 2 Ni 2
Dopuszczenia:
TÜV, UDT
C 0,1
Si 0,6
Mn 1,1
Ni 2,4
Mo 0,1
pokrycie Cu
Autrod/Ar+ 20% CO
2
Rp0,2
540 MPa
Rm
630 MPa
A4
28%
KV 100J/-40°C
KV 60J/-60°C
Tigrod/Ar
Rp0,2
540 MPa
Rm
630 MPa
A4
30%
KV 180J/-40°C
KV 150J/-60°C
0,8
1,0
1,2
1,6
1,6
2,0
2,4
3,2
OK Autrod 13.89
Gaz ochronny: Ar+CO
2
, CO
2
Zasilanie: DC+
Drut elektrodowy do napawania szyn,
rozjazdów, kó∏, rolek, wa∏ków, z´bów
w czerpakach i ∏y˝kach maszyn
roboczych, narz´dzi - np. matryc.
Stopiwo odporne na zu˝ycie przez
Êcieranie i udar.
DIN: 8555:
MSG-2-GZ-C-350
C 0,7
Si 0,4
Mn 2,0
Cr 1,1
Ti
0,2
Stopiwo Ar+ 20% CO
2
C 0,6
Si 0,4
Mn 1,4
Cr 1,0
TwardoÊç napoiny:
HRC
3 warstwy
- w CO
2
38
- po O.C.
650°C/1h 30
3 warstwy
w Ar+ CO
2
40
0,8
1,0
1,2
1,6
Spoiwa do stali mrozoodpornych i odpornych na korozj´ atmosferycznà
Spoiwa do napawania twardego
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
Sk∏ad chemiczny
spoiwa (%)
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Ârednica (mm)
drutu
pr´tów
Druty elektrodowe i pr´ty do spawania w os∏onach gazów
44
ESAB Sp. z o.o.
OK Autrod 13.90
Gaz ochronny: Ar+CO
2
, CO
2
Zasilanie: DC+
Drut elektrodowy do napawania cz´Êci
maszyn: wa∏ków, Êrub pociàgowych,
rolek nap´dowych, narz´dzi tnàcych,
matryc i innych cz´Êci nara˝onych na
intensywne zu˝ycie przez Êcieranie.
DIN: 8555:
MSG-2-GZ-C-50G
C 1,1
Si 0,4
Mn 2,0
Cr 1,8
Ti
0,2
Stopiwo Ar+ 20% CO
2
C 0,9
Si 0,4
Mn 1,6
Cr 1,6
Ti
0,1
TwardoÊç napoiny:
HRC
3 warstwy
- w CO
2
58
- po O.C.
400°C/1h 49
550°C/1h 44
650°C/1h 39
3 warstwy
w Ar+ CO
2
56
0,8
1,0
1,2
1,6
OK Autrod 13.91
Gaz ochronny: Ar+CO
2
, CO
2
Zasilanie: DC+
Drut elektrodowy do napawania cz´Êci
maszyn roboczych, np. ∏adowarek,
mieszade∏, ró˝nych narz´dzi. Stopiwo
o du˝ej odpornoÊci na zu˝ycie przez
Êcieranie oraz zu˝ycie termiczne.
Z uwagi na du˝à zawartoÊç Cr - wyka-
zuje dobrà odpornoÊç na ogólnà
korozj´.
DIN: 8555:
MSG-6-GZ-C-60G
C 0,45
Si 3
Mn 0,4
Cr 9
Stopiwo CO
2
C 0,4
Si 2,7
Mn 0,3
Cr 8,8
TwardoÊç napoiny:
HRC
3 warstwy
- w CO
2
55
- po O.C.
550°C/1h 51
600°C/1h 40
650°C/1h 35
3 warstwy
w Ar+ CO
2
56
0,8
1,0
1,2
1,6
OK Autrod 16.10
OK Tigrod 16.10
Gaz ochronny:
Ar+2%O
2
(MIG), Ar (TIG)
Zasilanie: DC+ (MIG)
Spoiwo austenityczne o bardzo niskiej
zawartoÊci w´gla, do spawania stali od-
pornych na korozj´, zawierajàcych ok.
19% Cr i 10% Ni, np. AISI 301, 304, 304L.
AWS A 5.9-93:
ER 308L
EN 12072:
G 19 9 L
W 19 9 L
Dopuszczenia:
DNV, TÜV, UDT
C <0,030
Si 0,4
Mn 1,8
Cr 20
Ni 10
Ferryt 5-10%
Rp0,2
450 MPa
Rm
620 MPa
A5
36%
KV 110J/+20°C
KV 60J/-196°C
0,8
1,0
1,2
1,6
1,0
1,2
1,6
2,0
2,4
3,2
4,0
OK Autrod 16.11
OK Tigrod 16.11
Gaz ochronny:
Ar+2%O
2
, Ar+2%CO
2
(MIG), Ar (TIG)
Zasilanie: DC+ (MIG)
Drut spawalniczy stabilizowany Nb do
austenitycznych stali stabilizowanych Ti
lub Nb typu 19% Cr, 9% Ni, np. AISI
347, 321. Stopiwo odporne na korozj´
mi´dzykrystalicznà.
AWS A 5.9-93:
ER 347Si
EN 12072:
G 19 9 Nb Si
W 19 9 Nb Si
Dopuszczenia:
CO, TÜV, DB, UDT,
Ü
C <0,08
Si 0,8
Mn 1,8
Cr 20
Ni 10
Nb 0,7
Ferryt 5-10%
Rp0,2
440 MPa
Rm
640 MPa
A5
37%
KV 110J/+20°C
KV 80J/-60°C
0,8
1,0
1,2
1,6
1,0
1,2
1,6
2,0
2,4
3,2
4,0
OK Autrod 16.12
OK Tigrod 16.12
Gaz ochronny:
Ar+2%O
2
(MIG), Ar (TIG)
Zasilanie: DC+ (MIG)
Spoiwo austenityczne o bardzo niskiej
zawartoÊci w´gla, do spawania stali
odpornych na korozj´, zawierajàcych
ok. 19% Cr i 10% Ni, np. AISI 304,
304L.
AWS A 5.9-93:
ER 308LSi
EN 12072:
G 19 9 L Si
W 19 9 L Si
Dopuszczenia:
DNV, TÜV, UDT, Ü,
DB
C <0,030
Si 0,8
Mn 1,8
Cr 20
Ni 10
Ferryt 5-10%
Autrod
Rp0,2
370 MPa
Rm
620 MPa
A5
36%
KV 110J/+20°C
KV 90J/-60°C
KV 60J/-196°C
Tigrod
Rp0,2
510 MPa
Rm
555 MPa
A5
36%
KV 150J/-60°C
KV 100J/-196°C
0,6
0,8
1,0
1,2
1,6
1,0
1,2
1,6
2,0
2,4
3,2
4,0
Spoiwa do stali wysokostopowych
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
Sk∏ad chemiczny
spoiwa (%)
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Ârednica (mm)
drutu
pr´tów
Druty elektrodowe i pr´ty do spawania w os∏onach gazów
45
ESAB Sp. z o.o.
OK Autrod 16.30
OK Tigrod 16.30
Gaz ochronny: Ar+2% O
2
(MIG), Ar (TIG)
Zasilanie ∏uku: DC+ (MIG)
Spoiwo austenityczne o bardzo niskiej
zawartoÊci w´gla do spawania metodà
TIG stali odpornych na korozj´, typu
18% Cr i 12% Ni, 3% Mo oraz stali
o ni˝szej zawartoÊci sk∏adników
stopowych.
AWS A 5.9-93:
ER 316L
EN 12072:
G 19 12 3 L
W 19 12 3 L
Dopuszczenia: CO,
DNV, TÜV, UDT, Ü
C <0,030
Si 0,4
Mn 1,8
Cr 18,5
Ni 12
Mo 2,8
Ferryt 5-10%
Autrod
Rp0,2
440 MPa
Rm
620 MPa
A5
37%
KV 120J/+20°C
KV 55J/-196°C
Tigrod
Rp0,2
470 MPa
Rm
650 MPa
A5
32%
KV 175J/+20°C
KV 75J/-196°C
0,8
1,0
1,2
1,6
1,0
1,2
1,6
2,0
2,4
3,2
4,0
OK Autrod 16.31
OK Tigrod 16.31
Gaz ochronny:
Ar+2%O
2
(MIG), Ar (TIG)
Zasilanie: DC+ (MIG)
Drut i pr´ty stabilizowane niobem
do stali austenitycznych typu 18% Cr,
8% Ni, 3% Mo, które sà stabilizowane
Ti lub Nb.
AWS A 5.9-93:
ER 318Si
EN 12072:
G 19 12 3 Nb Si
W 19 12 3 Nb Si
Dopuszczenia:
CO, TÜV, UDT, Ü
C <0,08
Si 0,8
Mn 1,3
Cr 19
Ni 12
Mo 2,8
Nb 0,7
Ferryt 5-10%
Rp0,2
460 MPa
Rm
615 MPa
A5
35%
KV 100J/+20°C
KV 70J/-60°C
0,8
1,0
1,2
1,6
1,0
1,2
1,6
2,0
2,4
3,2
4,0
OK Autrod 16.32
OK Tigrod 16.32
Gaz ochronny:
Ar+2%O
2
(MIG), Ar (TIG)
Zasilanie: DC+ (MIG)
Spoiwo austenityczne o bardzo niskiej
zawartoÊci w´gla, do spawania stali
odpornych na korozj´ typu 18% Cr,
8% Ni, 3% Mo, np. AISI 316, 316L.
AWS A 5.9-93:
ER 316LSi
EN 12072:
G 19 12 3 L Si
W 19 12 3 L Si
Dopuszczenia:
DNV, TÜV, UDT,
DB, Ü
C <0,030
Si 0,8
Mn 1,8
Cr 18,5
Ni 12
Mo 2,8
Ferryt 5-10%
Autrod
Rp0,2
440 MPa
Rm
620 MPa
A5
37%
KV 120J/+20°C
KV 95J/-60°C
KV 55J/-196°C
Tigrod
Rp0,2
480 MPa
Rm
630 MPa
A5
33%
KV 110J/-196°C
0,6
0,8
1,0
1,2
1,6
1,0
1,2
1,6
2,0
2,4
3,2
4,0
OK Autrod 16.34
OK Tigrod 16.34
Gaz ochronny: Ar+2%O
2
(MIG)
,
Ar (TIG)
Zasilanie: DC+(MIG)
Drut i pr´ty do spawania stali austenity-
cznych kwasoodpornych typu 19% Cr,
13%Ni, 3,5%Mo. Zwi´kszona zawartoÊç
Mo podnosi odpornoÊç stopiwa na
korozj´ ogólnà i w˝erowà, a niska
zawartoÊç w´gla zapewnia wysokà
odpornoÊç na korozj´ mi´dzykrystalicznà.
AWS A 5.9-93:
ER 317L
EN 12072:
G 18 15 3 L
W 18 15 3 L
C <0,03
Si 0,5
Mn 1,8
Cr 19
Ni 14
Mo 3,5
Ferryt 5-10%
Rp0,2
390 MPa
Rm
600 MPa
A5
45%
KV 135J/+20°C
KV 55J/-196°C
0,6
0,8
1,0
1,2
1,6
1,2
1,6
2,0
2,4
3,2
OK Autrod 16.51
OK Tigrod 16.51
Gaz ochronny: Ar+2%O
2
(MIG), Ar (TIG)
Zasilanie: DC+ (MIG)
Drut i pr´ty do spawania austenitycznych
stali kwasoodpornych typu 23% Cr,
13%Ni oraz stali nierdzewnych ze stala-
mi niestopowymi. Zwi´kszona
zawartoÊç Si polepsza w∏aÊciwoÊci
spawalnicze, zw∏aszcza stabilnoÊç ∏uku.
AWS A 5.9-93:
ER 309LSi
EN 12072:
G 23 12 L Si
W 23 12 L Si
Dopuszczenia:
TÜV, UDT
C <0,03
Si 0,8
Mn 1,8
Cr 24
Ni 13
Ferryt 10-20%
Autrod
Rp0,2
440 MPa
Rm
600 MPa
A5
41%
KV 160J/+20°C
KV 130J/-60°C
KV 90J/-110°C
Tigrod
Rp0,2
475 MPa
Rm
635 MPa
A5
32%
KV 150J/-60°C
KV 130J/-110°C
0,6
0,8
1,0
1,2
1,6
1,6
2,0
2,4
3,2
4,0
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
Sk∏ad chemiczny
spoiwa (%)
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Ârednica (mm)
drutu
pr´tów
Druty elektrodowe i pr´ty do spawania w os∏onach gazów
46
ESAB Sp. z o.o.
OK Autrod 16.52
Gaz ochronny: Ar+2%O
2
, Ar+2%CO
2
Zasilanie: DC+
Drut elektrodowy o zwi´kszonej zawar-
toÊci sk∏adników stopowych do spawa-
nia stali austenitycznych o podobnym
sk∏adzie, trudnospawalnych chromo-
wych stali ferrytycznych i martenzy-
tycznych oraz stali nierdzewnych ze
stalami w´glowymi i niskostopowymi.
AWS A 5.9-93:
ER 309Si
EN 12072:
G Z 23 12 Si
C <0,08
Si 0,8
Mn 1,8
Cr 24
Ni 13
Ferryt 5-10%
Rp0,2
440 MPa
Rm
620 MPa
A5
36%
KV 100J/+20°C
KV 80J/-60°C
KV 60J/-110°C
0,8
1,0
1,2
1,6
OK Autrod 16.53
OK Tigrod 16.53
Gaz ochronny:
Ar+2%O
2
(MIG), Ar+2%CO
2
(TIG)
Zasilanie: DC+ (MIG)
Spoiwo o zwi´kszonej zawartoÊci sk∏ad-
ników stopowych oraz niskiej zawartoÊ-
ci w´gla przeznaczone do spawania
stali austenitycznych, w tym typu 18-8,
pracujàcych w warunkach wzmo˝onej
korozji, do spawania stali ró˝noimien-
nych oraz do platerowania.
AWS A 5.9-93:
ER 309L
EN 12072:
G 23 12 L
W 23 12 L
C <0,03
Si 0,4
Mn 1,8
Cr 24
Ni 13
Ferryt ok. 20%
Rp0,2
440 MPa
Rm
600 MPa
A5
41%
KV 160J/+20°C
KV 130J/-60°C
KV 90J/-110°C
0,8
1,0
1,2
1,6
1,2
1,6
2,0
2,4
3,2
4,0
OK Autrod 16.54
OK Tigrod 16.54
Gaz ochronny:
Ar+2%O
2
(MIG), Ar (TIG)
Zasilanie: DC+(MIG)
Spoiwo austenityczne do stali typu 23%
Cr, 13%Ni, 3%Mo oraz do ∏àczenia stali
kwasoodpornych ze stalami niestopo-
wymi lub niskostopowymi.
AWS A 5.9-93:
(ER 309MoL)
EN 12072:
G 23 12 2 L
W 23 12 2 L
Dopuszczenia:
TÜV, UDT
C <0,03
Si 0,4
Mn 1,5
Cr 22,0
Ni 14
Mo 2,7
Ferryt ok. 12%
Rp0,2
400 MPa
Rm
600 MPa
A5
40%
KV 120J/+20°C
0,8
1,0
1,2
1,6
1,2
1,6
2,4
3,2
OK Autrod 16.55
OK Tigrod 16.55
Gaz ochronny:
Ar+2%O
2
(MIG), Ar (TIG)
Zasilanie: DC+ (MIG)
Spoiwo austenityczne do stali typu
20% Cr, 25%Ni, 4,5%Mo, 1,5 Cu.
Wysoka zawartoÊç sk∏adników stopo-
wych zapewnia dobrà odpornoÊç na
korozj´ napr´˝eniowà i mi´dzykrysta-
licznà w Êrodowisku kwasów nieutlenia-
jàcych.
AWS A 5.9-93:
ER 385
EN 12072
G 20 25 5 Cu L
W 20 25 5 Cu L
Dopuszczenia:
TÜV, UDT
C <0,025
Si 0,4
Mn 1,8
Cr 20,0
Ni 25,0
Mo 4,5
Cu 1,5
Ferryt 0%
Rp0,2
340 MPa
Rm
540 MPa
A5
37%
KV 120J/+20°C
0,8
1,0
1,2
1,6
1,0
1,2
1,6
2,0
2,4
3,2
OK Autrod 16.70
OK Tigrod 16.70
Gaz ochronny:
Ar+2%O
2
(MIG), Ar (TIG)
Zasilanie: DC+ (MIG)
Spoiwo czysto austenityczne do ˝aro-
odpornych stali typu 25% Cr, 20%Ni,
wykazujàce dobrà odpornoÊç na utle-
nianie i korozj´ w wysokich temperatu-
rach. Stosowane do ∏àczenia stali trud-
nospawalnych i ró˝noimiennych.
AWS A 5.9-93:
ER 310
EN 12072:
G 25 20
W 25 20
C 0,1
Si 0,4
Mn 1,8
Cr 26,0
Ni 21,0
Ferryt 0%
Rp0,2
390 MPa
Rm
590 MPa
A5
43%
KV 175J/+20°C
KV 60J/-196°C
0,8
1,0
1,2
1,6
1,2
1,6
2,0
2,4
3,2
4,0
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
Sk∏ad chemiczny
spoiwa (%)
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Ârednica (mm)
drutu
pr´tów
Druty elektrodowe i pr´ty do spawania w os∏onach gazów
47
ESAB Sp. z o.o.
OK Autrod 16.86
OK Tigrod 16.86
Gaz ochronny:
Ar+2%O
2
(MIG), Ar (TIG)
Zasilanie: DC+ (MIG)
Spoiwo o bardzo niskiej zawartoÊci
w´gla, przeznaczone do spawania fer-
rytyczno-austenitycznych stali odpor-
nych na korozj´ typu „duplex”.
AWS A 5.9-93:
ER 2209
EN 12072:
G 22 9 3 NL
W 22 9 3 NL
Dopuszczenia:
TÜV, UDT, DNV,
GL, RINA
C <0,030
Si 0,5
Mn 1,7
Cr 22,5
Ni 8,5
Mo 3
N 0,15
Ferryt 40-50%
Rp0,2
600 MPa
Rm
765 MPa
A5
28%
KV 100J/+20°C
KV 60J/-60°C
0,8
1,0
1,2
1,6
1,2
1,6
2,0
2,4
3,2
OK Autrod 16.75
OK Tigrod 16.75
Gaz ochronny:
Ar+2%O
2
(MIG), Ar (TIG)
Zasilanie: DC+ (MIG)
Spoiwo austenityczno-ferrytyczne do
stali typu 29% Cr, 9% Ni oraz trudno-
spawalnych gatunków stali i po∏àczeƒ
ró˝noimiennych, np. cz´Êci maszyn,
narz´dzia, stal austenityczno-manga-
nowa. Stopiwo odporne na goràce
p´kni´cia.
AWS A 5.9-93:
ER 312
EN 12072:
G 29 9
W 29 9
C <0,15
Si 0,5
Mn 1,8
Cr 29,0
Ni 9,0
Ferryt 30-40%
Rp0,2
610 MPa
Rm
770 MPa
A5
20%
KV 50J/+20°C
0,8
1,0
1,2
1,6
1,0
1,2
1,6
2,0
2,4
3,2
OK Autrod 16.81
OK Tigrod 16.81
Gaz ochronny: Ar+2%O
2
(MIG), Ar (TIG)
Zasilanie: DC+(MIG)
Drut i pr´ty do spawania stali
ferrytycznych o zawartoÊci 13 - 18% Cr.
U˝ywany tak˝e do platerowania stali
niestopowych i niskostopowych.
AWS A 5.9-93:
(ER 430Ti)
EN 12072:
G Z 17 Ti
W Z 17 Ti
C 0,1
Si 1,0
Mn 0,4
Cr 18,0
Ti
0,5
O.C. 780°C/0,5h
Rp0,2
380 MPa
Rm
580 MPa
A5
28%
TwardoÊç napoiny:
200-220 HV
0,8
1,0
1,2
1,6
1,2
1,6
2,0
2,4
3,2
OK Autrod 16.84
OK Tigrod 16.84
Gaz ochronny:
Ar+2%O
2
(MIG), Ar (TIG)
Zasilanie: DC+ (MIG)
Spoiwo ferrytyczno-austenityczne do
spawania stali typu 25% Cr, 4% Ni, nie
zawierajàcych Mo oraz do stali ˝arood-
pornych. Stosowane tak˝e do napawa-
nia, przy wymaganej odpornoÊci na
∏uszczenie w powietrzu i utleniajàcych
gazach spalinowych do temp. 1150°C.
EN 12072:
G 25 4
W 25 4
C 0,1
Si 1,0
Mn 1,0
Cr 25,0
Ni 5,0
Rp0,2
500 MPa
Rm
700 MPa
A5
20%
TwardoÊç napoiny:
180 HB
0,8
1,0
1,2
1,6
1,6
2,0
2,4
3,2
OK Autrod 16.88
OK Tigrod 16.88
Gaz ochronny: Ar, Ar+He
Zasilanie: DC+ (MIG)
Spoiwo ferrytyczno-austenityczne
o bardzo niskiej zawartoÊci w´gla do
spawania stali typu „super duplex”,
np. Zeron 100, SAF 2507. Zapewnia
zwi´kszonà odpornoÊç na korozj´
w˝erowà. Zalecane spawanie ∏ukiem
pulsujàcym.
EN 12072:
G 25 9 4 NL
W 25 9 4 NL
Dopuszczenia:
TÜV, UDT
C <0,03
Si 0,4
Mn 1,2
Cr 25,0
Ni 9,0
Mo 3,5
N 0,25
W 0,5
Ferryt 30-40%
Rp0,2
670 MPa
Rm
850 MPa
A5
30%
KV 150J/+20°C
KV 115J/-40°C
0,8
1,0
1,2
1,6
1,2
1,6
2,0
2,4
3,2
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
Sk∏ad chemiczny
spoiwa (%)
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Ârednica (mm)
drutu
pr´tów
Druty elektrodowe i pr´ty do spawania w os∏onach gazów
48
ESAB Sp. z o.o.
OK Autrod 16.95
OK Tigrod 16.95
Gaz ochronny: Ar+2%O
2
(MIG), Ar (TIG)
Zasilanie: DC+ (MIG)
Spoiwo austenityczne ze zwi´kszonà
zawartoÊcià manganu. Przeznaczone
do spawania stali ró˝noimiennych oraz
trudnospawalnych, m.in. stali
˝arowytrzyma∏ych i p∏yt pancernych.
AWS A5.9-93:
(ER 307)
EN 12072:
G 18 8 Mn
W 18 8 Mn
Dopuszczenia:
DB, TÜV, UDT, Ü
C <0,20
Si 0,7
Mn 6,5
Cr 18,5
Ni 8,5
Ferryt 0%
Rp0,2
450 MPa
Rm
640 MPa
A5
41%
KV 130J/+20°C
0,6
0,8
1,0
1,2
1,6
1,2
1,6
2,0
2,4
3,2
OK Autrod 18.01
OK Tigrod 18.01
Gaz ochronny: Ar
Zasilanie: DC+, AC (TIG)
Spoiwo aluminiowe (99,5% Al) do
spawania metodà MIG i TIG (r´cznà lub
zmechanizowanà) czystego aluminium.
AWS A 5.10-88:
ER 1100
DIN 1732:
SG-Al99.5
W. nr: 3.0259
Al >99,5
Si <0,25
Fe
<0,4
Zn <0,07
Mn <0,05
Rp0,2
35 MPa
Rm
75 MPa
A5
33%
0,8
1,0
1,2
1,6
2,4
1,6
2,4
3,2
4,0
5,0
OK Autrod 18.04
OK Tigrod 18.04
Gaz ochronny: Ar
Zasilanie: DC+, AC (TIG)
Spoiwo aluminiowe o zawartoÊci 5%
krzemu do spawania metodà MIG i TIG
(r´cznà lub zmechanizowanà) stopów
Al-Si oraz Al-Mg-Si zawierajàcych do
7% krzemu.
AWS A 5.10-88:
ER 4043
DIN 1732:
SG-AlSi5
W. nr: 3.2245
Dopuszczenia:
DB, Ü
Si 5
Fe
<0,4
Zn <0,10
Mn <0,05
Al reszta
Rp0,2
55 MPa
Rm
165 MPa
A5
18%
0,8
1,0
1,2
1,6
2,4
1,6
2,4
3,2
5,0
OK Autrod 18.05
OK Tigrod 18.05
Gaz ochronny: Ar, Ar+He
Zasilanie: DC+ (MIG), AC (TIG)
Spoiwo aluminiowe o zawartoÊci 12%
krzemu do napraw odlewów ze stopu
typu Al-Mg-Si i Al-Si zawierajàcych
powy˝ej 7% Si.
AWS A 5.10-88:
ER 4047
DIN 1732:
SG-AlSi12
W. nr: 3.2585
Si 12,0
Mn 0,1
Fe
0,2
Zn 0,05
Al reszta
Rp0,2
80 MPa
Rm
170 MPa
A5
12%
HB 45
0,8
1,0
1,2
1,6
1,6
2,4
3,2
5,0
OK Autrod 18.11
OK Tigrod 18.11
Gaz ochronny: Ar
Zasilanie: DC+ (MIG), AC (TIG)
Spoiwo aluminiowe (99,9% Al) z nie-
wielkim dodatkiem tytanu, do spawania
metodà MIG i TIG czystego aluminium.
Zapewnia drobnoziarnistà struktur´
stopiwa, zmniejsza ryzyko p´kni´ç.
DIN 1732:
SG-Al99.5Ti
W. nr: 3.0805
Dopuszczenia:
TÜV, UDT
Al >99,5
Si <0,25
Fe
<0,4
Zn <0,07
Mn
<0,05
Ti
0,15
Rp0,2
40 MPa
Rm
90 MPa
A5
35%
0,8
1,0
1,2
1,6
2,4
1,6
2,4
3,2
5,0
OK Autrod 18.13
Gaz ochronny: Ar
Zasilanie: DC+
Drut elektrodowy aluminiowy o zawar-
toÊci 3% magnezu do spawania pó∏-
automatycznego i automatycznego sto-
pów typu Al-Mg o zawartoÊci do 3% Mg.
AWS A 5.10-92:
(ER 5554)
DIN 1732:
SG-AlMg3
W. nr: 3.3536
Dopuszczenia:
TÜV, UDT
Mg 3,0
Fe
<0,4
Zn 0,2
Si <0,25
Al reszta
Rp0,2
110 MPa
Rm
230 MPa
A5
23%
KV 30J/+20°C
0,8
1,0
1,2
1,6
2,4
Spoiwa do stopów aluminium
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
Sk∏ad chemiczny
spoiwa (%)
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Ârednica (mm)
drutu
pr´tów
Druty elektrodowe i pr´ty do spawania w os∏onach gazów
49
ESAB Sp. z o.o.
OK Autrod 18.15
OK Tigrod 18.15
Gaz ochronny: Ar
Zasilanie: DC+ (MIG), AC (TIG)
Spoiwo aluminiowe, zawierajàce 5%
magnezu przeznaczone do spawania
metodà MIG i TIG stopów Al-Mg od-
pornych na dzia∏anie wody morskiej.
Zapewnia wy˝szà odpornoÊç na p´ka-
nie ni˝ spoiwa o mniejszej zawartoÊci
Mg.
AWS A 5.10-92:
ER 5356
DIN 1732:
SG-AlMg5
W. nr: 3.3556
Dopuszczenia:
DNV, TÜV, UDT
ABS, BV, DB, Ü
Mg 5,0
Fe
<0,4
Si <0,25
Mn <0,20
Al reszta
Rp0,2
120 MPa
Rm
265 MPa
A5
26%
0,8
1,0
1,2
1,6
2,4
1,6
2,4
3,2
4,0
5,0
OK Autrod 18.16
OK Tigrod 18.16
Gaz ochronny: Ar
Zasilanie: DC+ (MIG), AC (TIG)
Spoiwo aluminiowe ze stopu typu Al-
-Mg 4,5 Mn do spawania metodà TIG
i MIG stopów Al o podobnym sk∏adzie.
Stopiwo ma lepsze w∏asnoÊci wytrzy-
ma∏oÊciowe ni˝ OK 18.15
AWS A 5.10-92:
ER 5183
DIN 1732:
SG-AlMg4
W. nr: 3.3548
Dopuszczenia:
DNV, TÜV, UDT,
DB, LR, Ü
Mg 4,8
Mn 0,6
Fe
<0,4
Si <0,25
Al reszta
Rp0,2
140 MPa
Rm
290 MPa
A5
25%
KV 30J/+20°C
0,8
1,0
1,2
1,6
2,4
1,6
2,4
3,2
4,0
5,0
OK Autrod 18.17
OK Tigrod 18.17
Gaz ochronny: Ar, Ar+He, He
Zasilanie: DC+ (MIG), AC (TIG)
Spoiwo do spawania stopów alumi-
nium, zawierajàcych do 5% Mg.
Stosowane w przypadkach wymaganej
wy˝szej wytrzyma∏oÊci ni˝ dla
OK 18.15. Dodatek Zr podwy˝sza
odpornoÊç stopiwa na goràce
p´kni´cia.
AWS A 5.10-88-92:
ER 5183
DIN 1732:
SG-AlMg4,5MnZr
W. nr: 3.3546
Dopuszczenia:
DB, DNV, TÜV,
UDT, Ü
Mg 4,8
Si 0,2
Fe
0,2
Mn 0,6
Zr 0,1
Al reszta
Rp0,2
130 MPa
Rm
280 MPa
A5
30%
KV 35J/+20°C
0,8
1,0
1,2
1,6
2,4
1,6
2,4
3,2
4,0
5,0
OK Autrod 18.20
OK Tigrod 18.20
Gaz ochronny: Ar, Ar+He, He
Zasilanie: DC+ (MIG), AC (TIG)
Spoiwo do spawania stopów aluminium
zawierajàcych do 5% Mg przy wyma-
ganej nieco wy˝szej wytrzyma∏oÊci ni˝
dla OK 18.16. Odpowiednie do stopów
Al odpornych na wod´ morskà.
AWS A 5.10-92:
ER 5556
Dopuszczenia:
TÜV, UDT
Mg 5,2
Si 0,2
Fe
0,2
Mn 0,7
Al reszta
Rp0,2
142 MPa
Rm
295 MPa
A5
25%
KV 24J/+20°C
0,8
1,0
1,2
1,6
2,4
1,6
2,4
3,2
4,0
5,0
OK Autrod 19.12
Gaz ochronny: Ar, Ar+He, He
Zasilanie: DC+
Drut elektrodowy do spawania metodà
MIG miedzi i jej nisko domieszkowa-
nych stopów nie zawierajàcych tlenu.
AWS A 5.7:
ER Cu
DIN 1733:
SG-CuSn
W. nr: 2.1006
Si 0,2
Mn 0,2
Sn 0,7
Cu reszta
Rp0,2
100 MPa
Rm
220 MPa
A5
23%
HV 70
KU
35J/+20°C
KU
40J/-20°C
0,8
1,0
1,2
1,6
Spoiwa ze stopów miedzi
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
Sk∏ad chemiczny
spoiwa (%)
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Ârednica (mm)
drutu
pr´tów
Druty elektrodowe i pr´ty do spawania w os∏onach gazów
50
ESAB Sp. z o.o.
OK Autrod 19.30
OK Tigrod 19.30
Gaz ochronny: Ar, Ar+He, He
Zasilanie: DC+ (MIG)
Spoiwo do spawania metodà MIG
miedzi krzemowej i podobnych stopów
miedzi. Mo˝e byç te˝ u˝ywane do
napawania stali ferrytyczno-perlity-
cznych oraz lutospawania cienkich
blach ocynkowanych.
AWS A 5.7:
ER CuSi-A
DIN 1733:
SG-CuSi3
W. nr: 2.1461
Dopuszczenia:
TÜV
Si 3,0
Mn 1,0
Cu reszta
Rp0,2
160 MPa
Rm
300 MPa
A5
23%
HV 99
KU
25J/+20°C
0,8
1,0
1,2
1,6
1,6
2,0
2,4
3,2
5,0
OK Autrod 19.40
OK Tigrod 19.40
Gaz ochronny: Ar, Ar+He, He
Zasilanie: DC+ (MIG)
Spoiwo do ∏àczenia bràzów aluminio-
wych typu Cu Al 8 oraz do napawania
stali ferrytyczno-perlitycznych. Pozwala
uzyskaç dobrà odpornoÊç na zu˝ycie,
przy jednoczesnej odpornoÊci na
korozj´, szczególnie w s∏onej wodzie.
AWS A 5.7:
ER CuAl-A1
DIN 1733:
SG-CuAl8
W. nr: 2.0921
Mn 0,2
Al 8,0
Ni 0,4
Cu reszta
Rp0,2
175 MPa
Rm
420 MPa
A5
23%
HV 126
KU
70J/+20°C
KU
70J/-20°C
0,8
1,0
1,2
1,6
1,6
2,0
2,4
3,2
5,0
OK Autrod 19.82
OK Tigrod 19.82
Gaz ochronny: Ar
Zasilanie: DC+ (MIG)
Drut spawalniczy niklowy do ∏àczenia
stopów ˝aro- i kwasoodpornych, stali
o zawartoÊci 9% Ni i podobnych, przy
zapewnionej wysokiej udarnoÊci w
ujemnych temperaturach. Stosowany
tak˝e do materia∏ów ró˝noimiennych.
AWS A 5.14-89:
ER NiCrMo-3
DIN 1736:
SG-NiCr21Mo9Nb
Dopuszczenia:
TÜV, UDT
C <0,03
Si <0,20
Mn <0,50
Cr 22
Ni >60
Mo 9
Fe
<2,0
Nb 3,6
Rp0,2
550 MPa
Rm
820 MPa
A5
35%
KV 110J/0°C
KV 90J/-196°C
0,8
1,0
1,2
1,6
1,6
2,0
2,4
3,2
OK Autrod 19.85
OK Tigrod 19.85
Gaz ochronny: Ar
Zasilanie: DC+ (MIG)
Drut spawalniczy niklowy do ∏àczenia
stopów ˝aro- i kwasoodpornych, stali
o zawartoÊci 9% Ni i podobnych, przy
wysokiej udarnoÊci w ujemnych tem-
peraturach. Stosowany do materia∏ów
ró˝noimiennych wymienionych typów.
AWS A 5.14-89:
ER NiCr-3
DIN 1736:
SG-NiCr20Nb
Dopuszczenia:
TÜV, UDT
C <0,05
Si <0,50
Mn 3,0
Cr 20
Ni >67
Mo <2,0
Fe
<1,0
Nb 2,5
Rp0,2
425 MPa
Rm
700 MPa
A5
44%
KV 120J/+20°C
KV 115J/-196°C
0,8
1,0
1,2
1,6
1,6
2,0
2,4
3,2
OK Autrod 19.92
OK Tigrod 19.92
Gaz ochronny: Ar, Ar+He, He
Zasilanie: DC+(MIG)
Spoiwo niklowe z dodatkiem Ti do spa-
wania czystego niklu (99,6%), zwyk∏ego
niklu przerabialnego plastycznie oraz
niklu z obni˝onà zawartoÊcià w´gla.
AWS A 5.14-89:
ER Ni-1
DIN 1736: SG-
NiTi4 W. nr: 2.4155
Dopuszczenia:
TÜV, UDT
C 0,03
Si 0,4
Mn 0,50
Cu 0,1
Al 0,5
Ti
3,0
Fe
0,4
Ni >93
Rp0,2
300 MPa
Rm
500 MPa
A5
27%
KV 210J/0°C
KV 230J/-20°C
0,8
1,0
1,2
1,6
1,6
2,0
2,4
Spoiwa ze stopów niklu
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
Sk∏ad chemiczny
spoiwa (%)
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Ârednica (mm)
drutu
pr´tów
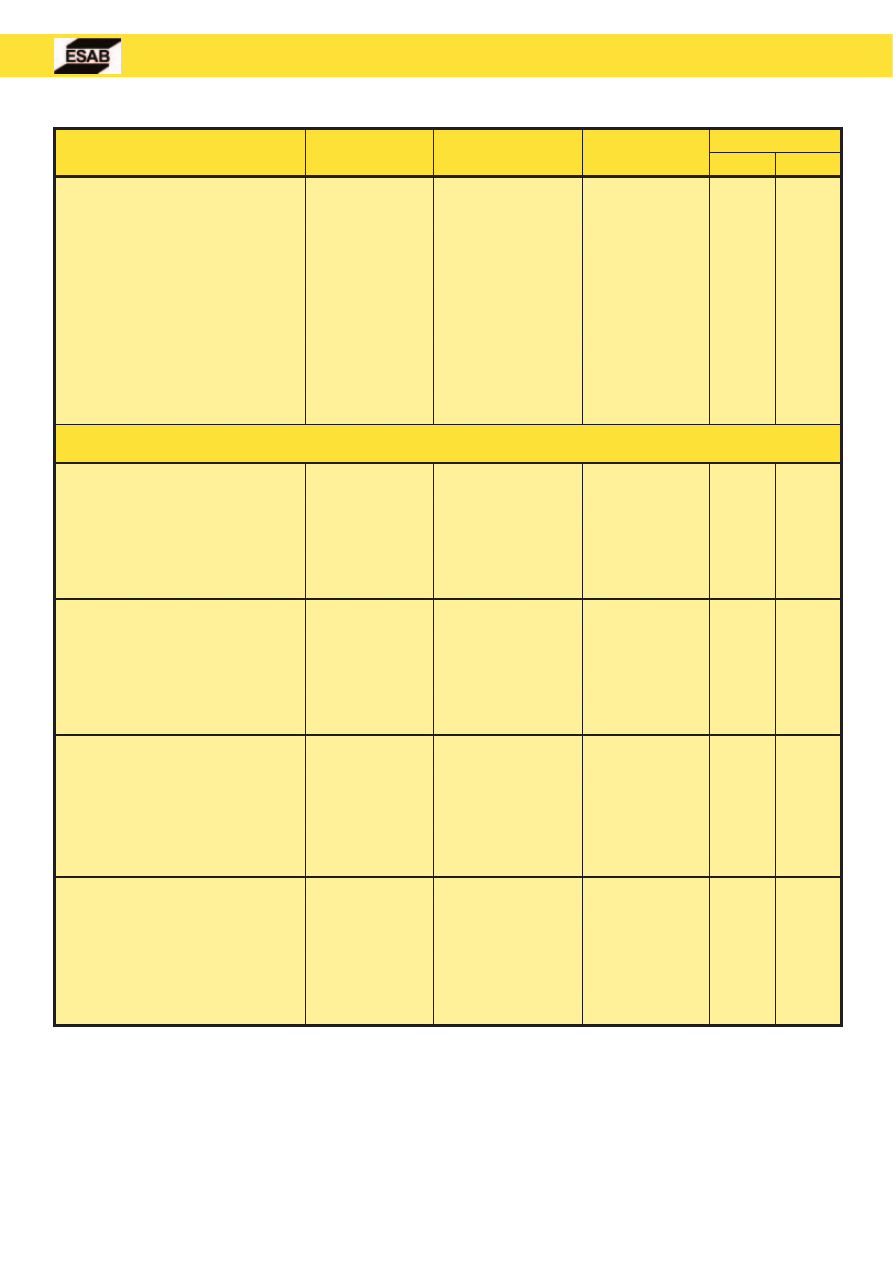
Druty elektrodowe i pr´ty do spawania w os∏onach gazów
51
ESAB Sp. z o.o.
OK Autrod 19.93
OK Tigrod 19.93
Gaz ochronny: Ar, Ar+He, He
Zasilanie: DC+(MIG)
Spoiwo ze stopu niklu zawierajàcego
ok. 30% Cu, do spawania materia∏ów
o podobnym sk∏adzie oraz ∏àczenia ich
ze stalà. Stopiwo odporne na korozj´
w agresywnych Êrodowiskach m.in.
kwasu fluorowodorowego, siarkowego,
alkalii, wody morskiej.
AWS A 5.14-89:
ER NiCu-7
DIN 1736:
SG-NiCu30MnTi
W. nr: 2.4377
Dopuszczenia:
TÜV, UDT
C 0,04
Si 0,4
Mn 3,0
Cu 30
Ti
2,0
Fe
2,0
Ni >62
Rp0,2
300 MPa
Rm
530 MPa
A5
45%
KV 140J/0°C
KV 150J/-20°C
0,8
1,0
1,2
1,6
1,6
2,0
2,4
Spoiwa do spawania gazowego
OK Gasrod 98.70
Spoiwo do spawania acetylenowo-tle-
nowego, przeznaczone do stali niesto-
powych. Typowo stosowane do insta-
lacji wodno-grzewczych i zbiorników.
AWS A5.2:
R60
EN 12536: OII
C 0,1
Si 0,15
Mn 0,9
Rp0,2
300 MPa
Rm
390 MPa
A5
20%
1,2
1,6
2,0
2,5
3,0
4,0
5,0
OK Gasrod 98.73
Spoiwo niskostopowe do spawania
acetylenowo-tlenowego, stosowane do
∏àczenia rur i blach przy niskich wyma-
ganiach w∏aÊciwoÊci mechanicznych.
AWS A5.2:
R45
EN 12536: OI
Dopuszczenia:
DB, Ü
C 0,1
Si 0,1
Mn 0,5
Re
280 MPa
Rm
380 MPa
A5
22%
KV
30J/+20°C
1,6
2,0
2,5
3,0
4,0
5,0
OK Gasrod 98.75
Spoiwo niskostopowe do spawania
acetylenowo-tlenowego, stosowane
w przypadku wymaganej udarnoÊci.
Do spawania nale˝y u˝ywaç neutral-
nego p∏omienia.
AWS A5.2:
R60
EN 12536: OIII
Dopuszczenia:
DB, TÜV, UDT, Ü
C 0,1
Si 0,15
Mn 0,9
Ni
0,5
Rp0,2
320 MPa
Rm
440 MPa
A5
29%
KV
70J/+20°C
2,0
2,5
3,0
4,0
5,0
OK Gasrod 98.76
Spoiwo niskostopowe do spawania
acetylenowo-tlenowego, przeznaczone
do stali ˝arowytrzyma∏ych, niestopo-
wych i niskostopowych. Typowo
stosowane do spawania rur, kot∏ów
i zbiorników.
AWS A5.2:
R60
EN 12536: OIV
Dopuszczenia:
TÜV, UDT
C 0,1
Si 0,15
Mn 1,1
Mo
0,5
Rp0,2
290 MPa
Rm
460 MPa
A5
22%
3,0
4,0
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
Sk∏ad chemiczny
spoiwa (%)
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Ârednica (mm)
drutu
pr´tów
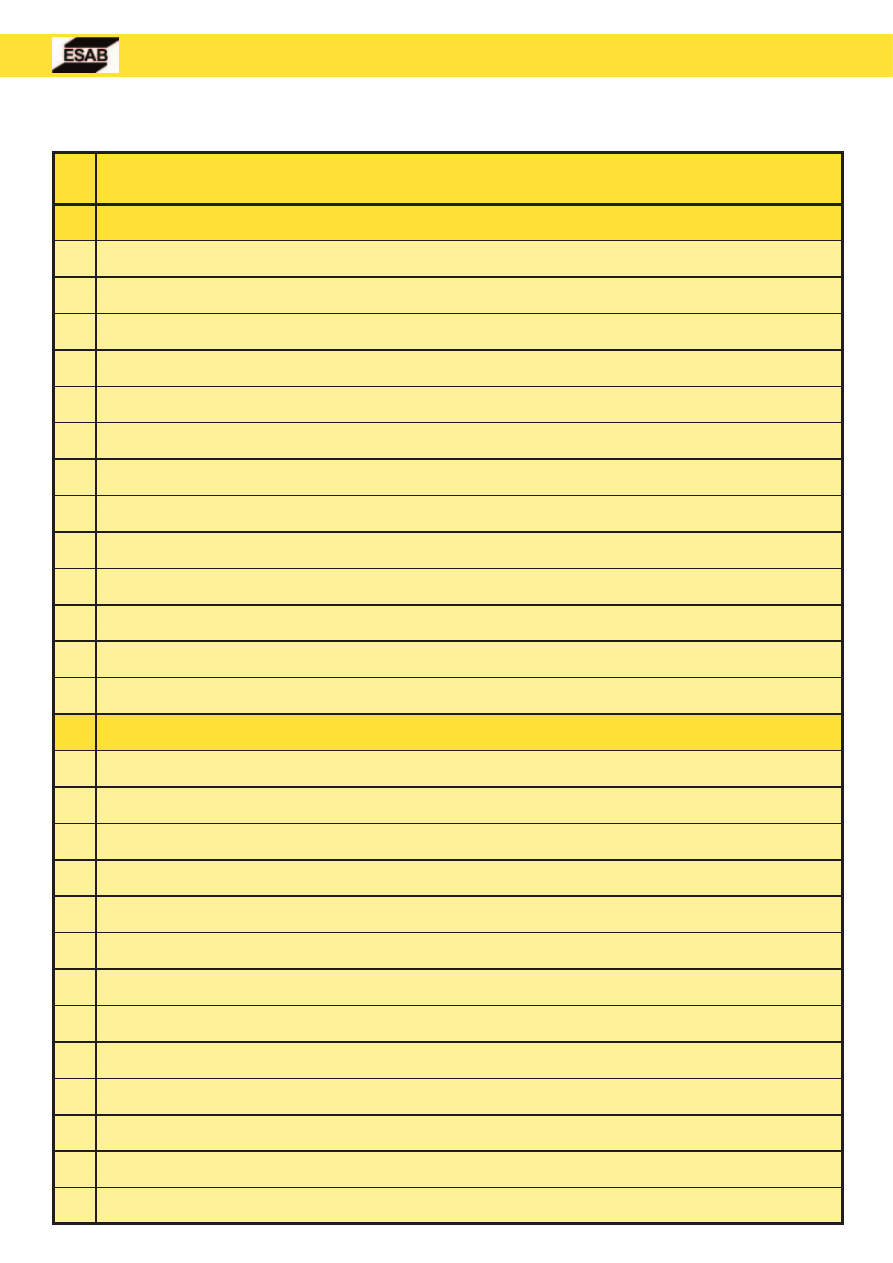
59
PZ 6112
0,5Cu
A 5.29: E 71T1-G H4
758: T 46 2 Z PM 1 H10
+
+
59
PZ 6113
C-Mn
A 5.20: E 71T-1 H4
758: T 46 2 PM 1 H10
+
+
ESAB Sp. z o.o.
52
DRUTY RDZENIOWE (PROSZKOWE)
Klasyfikacja drutów MIG/MAG wed∏ug norm AWS, DIN, EN
Str.
Typ ESAB OK
FILARC PZ
Rodzaj spoiwa %
AWS
EN
Druty z rdzeniem metalowym do stali niestopowych i drobnoziarnistych
*
14.00
C-Mn
A 5.18: E 70C-GM
758: T 42 2 MM 1 H10
56
14.01
0,5Cu
A 5.18: E 70C-GM
758: T 42 2 Z MM 2 H10
56
14.02
0,5Mo
A 5.28: E 80C-G
758: T 50 2 Z MM 2 H10
56
14.03
2Ni, 0,5Mo
A 5.28: E 110C-G
12535: T 69 4 2Ni Mo MM 2
56
14.04
2Ni
A 5.28: E 70C-G
758: T 42 6 2Ni MM 2 H10
*
14.05
1Ni
A 5.28: E 70C-G
758: T 42 4 Z MM 2 H10
*
14.06
1,5Ni, 0,3Mo
A 5.28: E 90C-G
56
14.12
C-Mn
A 5.18: E 70C-6M
758: T 42 2 MM 1 H10
*
14.13
C-Mn
A 5.18: E 70C-6M
758: T 42 2 MM 2 H5
+
+
Gaz os∏onowy
Ar+CO2 CO2
+
+
+
+
+
+
+
+
+
57
PZ 6102
C-Mn
A 5.18: E 70C-6M H4
758: T 46 4 MM 2 H5
57
PZ 6103
C-Mn
A 5.18: E 70C-GM H4
758: T 42 2 MM 2 H5
57
PZ 6103 HS
C-Mn
A 5.18: E 70C-GM H4
758: T 42 2 MM 3 H5
+
+
+
57
PZ 6105 R
C-Mn
A 5.18: E 70C-6M H4
758: T 42 4 MM 3 H5
+
Druty z rdzeniem rutylowym do stali niestopowych i drobnoziarnistych
57
15.10
C-Mn
A 5.20: E 70T-1
758: T 42 0 RC 3 H10
*
15.11
2,5Ni
A 5.29: E 81T1-Ni2
758: T 50 6 2Ni PM 2 H5
58
15.12
C-Mn
A 5.20: E 70T-1
758: T 42 0 RC 3 H10
58
15.14
C-Mn
A 5.20: E 71T-1
758: T 46 2 PM 1 H10
58
15.15
C-Mn
A 5.20: E 71T-1
758: T 46 2 PM 1 H5
+
+
+
+
+
+
+
+
+
+
+
+
+
+
59
PZ 6111
0,8Ni
A 5.20: (E 70T-1)
758: T 46 2 1Ni RM 3 H10
A 5.20: (E 70T-1)
758: T 46 2 1Ni RM 3 H10
+
+
59
PZ 6111 HS
0,8Ni
+
*
15.16
C-Mn
A 5.20: E 70T-1
758: T 42 0 RC 3 H10
58
15.17
1Ni
A 5.29: E 81T1-Ni1
758: T 46 4 1Ni PM 2 H5
58
15.18
C-Mn
A 5.20: E 70T-1
758: T 42 0 RM 3 H10
*
15.19
1Ni
A 5.29: E 81T1-Ni1
* Produkt spoza standardowego szeregu - dane dost´pne na ˝yczenie
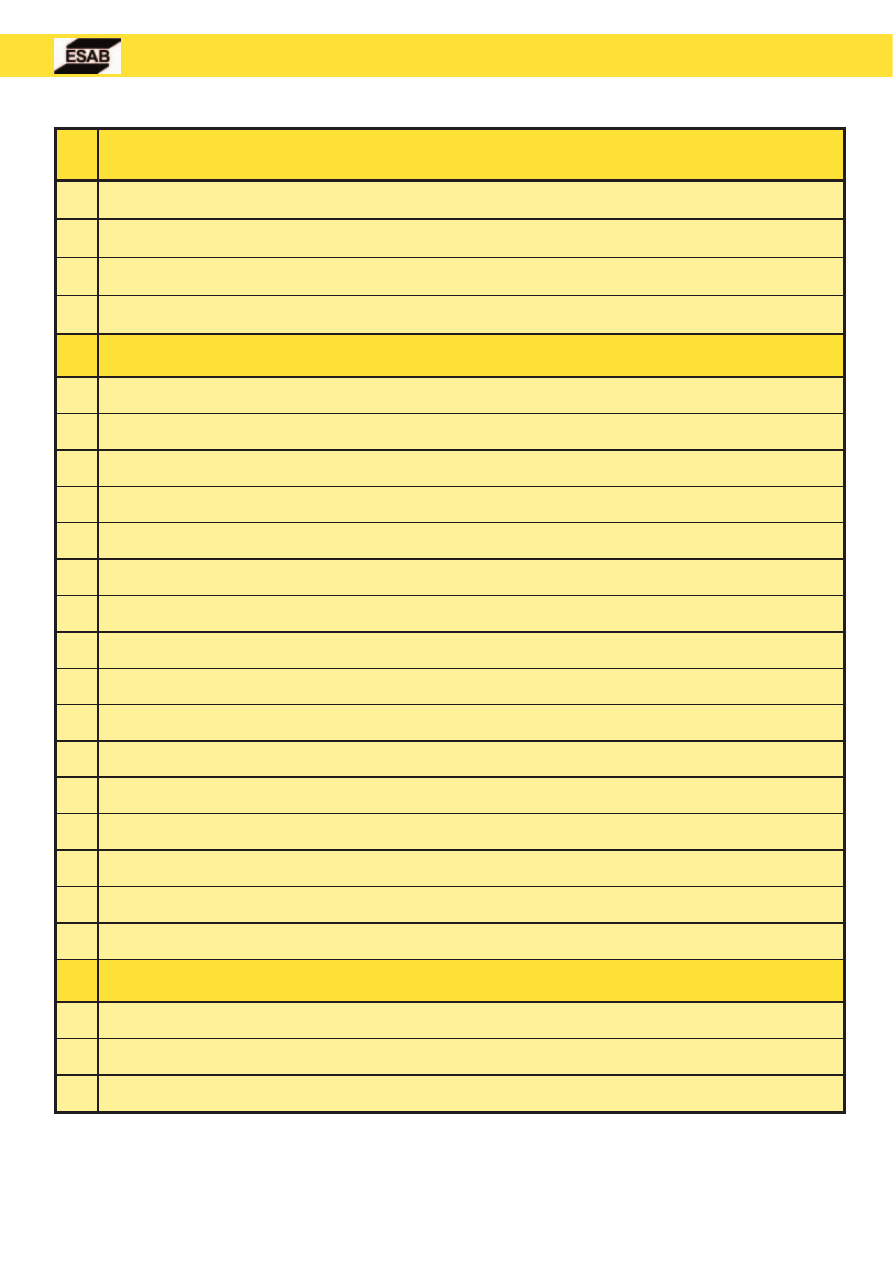
Druty rdzeniowe (proszkowe)
53
ESAB Sp. z o.o.
59
PZ 6113 S
C-Mn
A 5.20: E 71T-9 H4
758: T 46 3 PC 2 H5
60
PZ 6114
0,4Ni
A 5.20: E 71T-1 MJ H4
758: T 46 4 PM 1 H5
60
PZ 6114 S
0,4Ni
A 5.20: E 71T-1 J H4
758: T 46 4 PC 1 H5
+
+
+
60
PZ 6116 S
1,5Ni
A 5.29: E 81T1-K2J H4
758: T 46 6 1,5 Ni PC 1 H5
+
Druty z rdzeniem zasadowym do stali niestopowych i niskostopowych
60
15.00
C-Mn
A 5.20: E 71T-5
758: T 42 3 BM 2 H5
*
15.02
C-Mn
A 5.20: E 71T-5 M
758: T 42 3 BM 2 H5
*
15.20
1Cr, 0,5Mo
A 5.29: E 80T5-B2
*
15.22
2Cr, 1Mo
A 5.29: E 90T5-B3
60
15.24
0,8Ni
A 5.29: E 80T5-G
758: T 46 5 Z BM 2 H5
60
15.25
2,5Ni
A 5.29: E 70T5-G
758: T 42 6 2Ni BM 2 H5
+
+
+
+
+
+
+
+
+
*
15.26
1,5Mn, 1,5Ni
A 5.29: E 90T5-K2
+
*
15.27
1,5Mn, 2,5Ni
A 5.29: E 110T5-G
+
Druty samoos∏onowe do stali niestopowych
*
14.16
C-Mn
A 5.20: E 71T-GS
*
14.17
C-Mn
A 5.20: E 71T-7
758: T 38 ZWN2
*
14.18
C-Mn
A 5.20: E 70T-4
-
-
-
-
-
-
61
PZ 6125
0,8Ni
A 5.29: E 71T5-K6M H4
758: T 42 6 1Ni BM 1 H5
61
PZ 6130 HS
C-Mn
A 5.20: E 70T-5J H4
758: T 42 4 BM 3 H5
61
PZ 6137 EG
0,9Ni, 0,15Mo
A 5.26: EG 72T-Ni1
61
PZ 6201
1Cr, 0,5Mo
12071: T CrMo1 BM 2 H5
62
PZ 6202
0,5Mo
A 5.29: E 71T5-A1M
12071: T Mo BM 2 H5
62
PZ 6203
2Cr, 1Mo
A 5.29: E 91T5-B3M
12071: T CrMo2 BM 2 H5
PZ 6204
5Cr, 0,5Mo
A 5.29: E 81T5-B6M
12071: T CrMo5 BM 2 H5
+
+
+
+
+
+
+
+
+
62
PZ 6205
1Cr, 0,5Mo
A 5.29: E 81T5-B2M
12071: (T CrMo1 BM 2 H5)
+
62
Str.
Typ ESAB OK
FILARC PZ
Rodzaj spoiwa %
AWS
EN
Gaz os∏onowy
Ar+CO2 CO2
* Produkt spoza standardowego szeregu - dane dost´pne na ˝yczenie
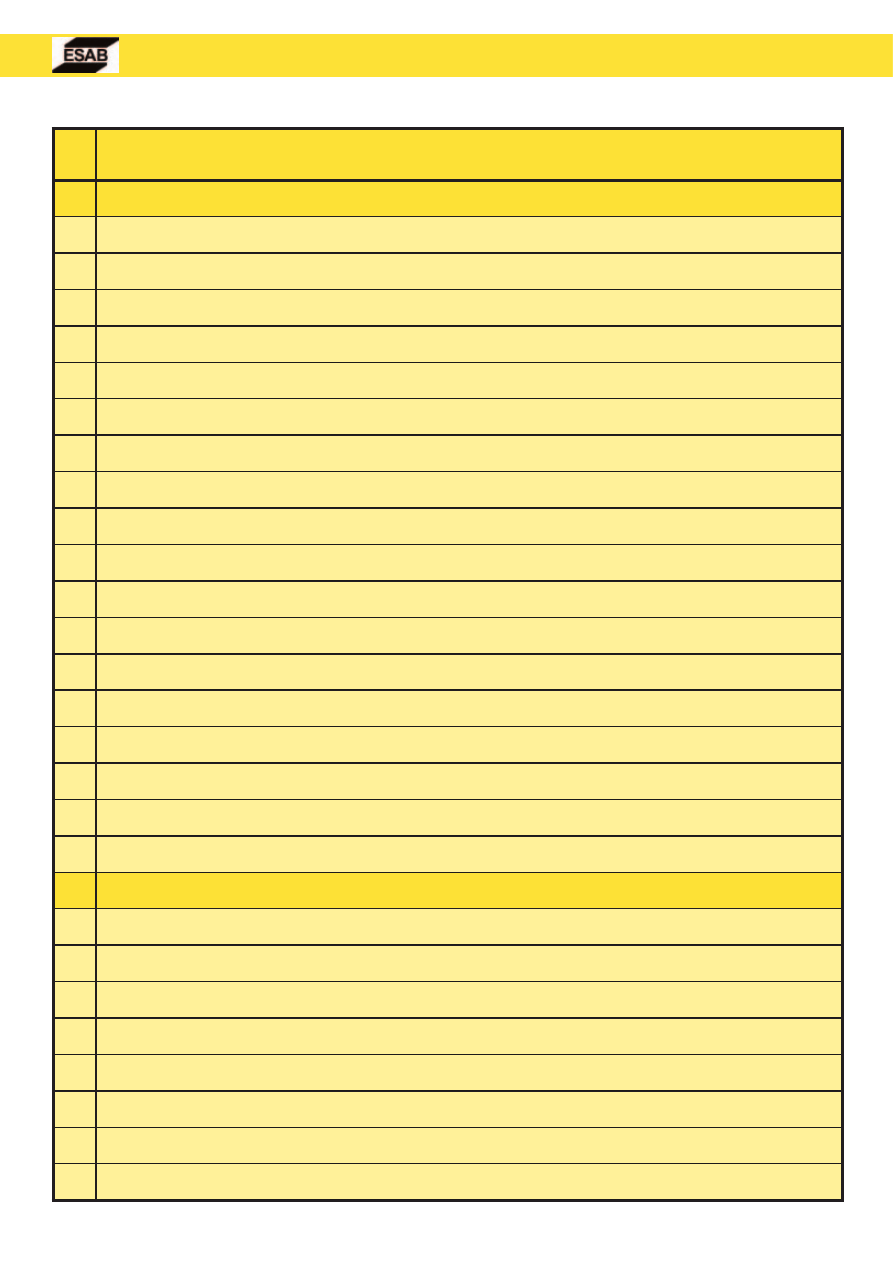
67
15.60
13Mn, 3Ni, 0,9C
DIN 8555: MF 7-250-KP
-
-
Druty rdzeniowe (proszkowe)
54
* Produkt spoza standardowego szeregu - dane dost´pne na ˝yczenie
ESAB Sp. z o.o.
*
15.36
12Cr, Ti
A 5.22: E 409T-2
Ar+O2
Druty rdzeniowe do stali wysokostopowych
EN 12073:
63
14.20
19Cr, 9Ni
A 5.22: E 308LT1-4
T 19 9 L PM 2
63
14.21
19Cr, 12Ni, 3 Mo
A 5.22: E 316LT1-4
T 19 12 3 L PM 2
63
14.22
23Cr, 12Ni
A 5.22: E 309LT1-4
T 23 12 3 L PM 2
+
+
+
+
63
14.25
19Cr, 12Ni, 3Mo
A 5.22: E 317LT1-4
+
63
14.27
22Cr, 9Ni, 3Mo
A 5.22: E 2209T1-4
T 22 9 3 NL PM 2
64
14.30
19Cr, 9Ni
A 5.22: E 308LT0-1
T 19 9 L RM 3
64
14.31
19Cr, 12Ni, 3Mo
A 5.22: E 316LT0-1
T 19 12 3 L RM 3
64
14.32
A 5.22: E 309LT0-1
T 23 12 L RM 3
64
14.33
23Cr, 13Ni, 2Mo
A 5.22: E 309MoLT0-1
T 23 12 2 L RM 3
*
14.34
19Cr, 9Ni, Nb
A 5.22: E 347T-1
T 19 9 Nb RM 3
*
14.35
19Cr, 12Ni, 3Mo
A 5.22: E 317LT0-1
*
14.36
19Cr, 9Ni, 3Mo
A 5.22: E 307T0-1
14.37
22Cr, 9Ni, 3Mo
A 5.22: E 2209T0-1
T 22 9 3 NL RM 3
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
64
23Cr, 12Ni
65
PZ 6403
19Cr, 12Ni, 3Mo
A 5.9: EC 316 L
T 19 12 3 L MM 2
Ar+O2
65
PZ 6410
19Cr, 9Ni
A 5.9: EC 308 L
T 19 9 L MM 2
Ar+O2
65
PZ 6414
23Cr, 12Ni
A 5.9: EC 309 L
T 23 12 3 L MM 2
Ar+O2
*
PZ 6470
18Cr, 8Ni, 6Mn
A 5.9: (EC 307)
T 18 8 Mn MM 2
Druty rdzeniowe do napawania
65
14.70
21Cr, 3,5Mo, 3,5C
DIN 8555: MF-10-55-GRZ
66
14.71
A 5.22: E 307T0-3
EN 12073: T 18 8 MnUN3
66
15.40
1,5Cr, 0,2C
DIN 8555: MF 1-350
66
15.41
3Cr, 0,12C
DIN 8555: MF 1-300
66
15.42
4,5Cr, 0,5Ni, 0,5Mo
DIN 8555: MF 1-400
66
15.43
1Cr, 2,2Ni, 0,5Mo
DIN 8555: MF 1-350
15.52
5Cr, 1,2Mo, 0,4C
DIN 8555: MF 6-55-GP
-
-
+
-
-
-
(+)
Ar+O2
-
-
-
-
-
-
67
19Cr, 9Ni, 5,5Mn
Str.
Typ ESAB OK
FILARC PZ
Rodzaj spoiwa %
AWS
EN/DIN
Gaz os∏onowy
Ar+CO2 CO2
69
PZ 6159
1,8Cr, 8W, 2Co
DIN 8555: MF3-50T
+
+
67
15.73
13Cr, 2,5Ni, 1,5Mo
A 5.9: ER420
DIN 8555: MF 5-45RTZ
+
+
68
15.80
7Cr, 5,5Ti, 1,5Mo
DIN 8555: MF-GF-10-60-GP
-
-
68
15.86
27Cr, 4W, Co
A 5.15: E CoCr-A
DIN 8555: MF 20-40CTZ
68
PZ 6152
2Cr, 1Mo, 0,2C
DIN 8555: MF1-300P
68
PZ 6352
DIN 8555: MF1-300P
69
PZ 6153
0,3Cr, 5,5Mn, 1,2Si, 0,2C
DIN 8555: MF1-45P
69
PZ 6353
0,3Cr, 5,5Mn, 1,2Si, 0,2C
DIN 8555: MF1-45P
69
PZ 6154
5,5Cr, 1Mo, 0,7C
DIN 8555: MF6-55GP
69
PZ 6354
5,5Cr, 1Mo, 0,7C
DIN 8555: MF6-55GP
PZ 6158
16Cr, 16Mn, 0,9Ni
DIN 8555: MF8-250KP
+
-
+
-
+
-
-
Ar
+
-
+
-
+
-
-
69
2Cr, 1Mo, 0,2C
67
15.65
14Cr, 13Mn, 1,5Ni
DIN 8555: MF 7-250-KPR
67
15.66
50 Ni-Fe
A 5.15: E NiFe-Cl
DIN 8573: MF Ni Fe-1
(+)
Ar+O2
70
PZ 6165
28Cr, 3,7Mo, 3,8C
DIN 8555: MF10-60G
+
70
PZ 6166
13Cr, 1,3Mn, 4,5Ni
A 5.9: (EC 410 Ni Mo)
EN 12073: (T13 4 MM 2)
Ar+O2
70
PZ 6168
17Cr, 5Nb, 4,8C
DIN 8555: MF10-65GRPZ
+
+
68
15.76
13Cr, 2,5Ni, 1,5Mo
+
+
70
PZ 6163
17Cr, 1Mo,
DIN 8555: MF5-400GC
+
Str.
Typ ESAB OK
FILARC PZ
Rodzaj spoiwa %
AWS
EN/DIN
Gaz os∏onowy
Ar+CO2 CO2
Druty rdzeniowe (proszkowe)
55
* Produkt spoza standardowego szeregu - dane dost´pne na ˝yczenie
ESAB Sp. z o.o.
Druty rdzeniowe (proszkowe)
56
ESAB Sp. z o.o.
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
Sk∏ad chem. stopiwa (%)
WydajnoÊç
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Ârednica
(mm)
Druty z rdzeniem metalowym do stali niestopowych i drobnoziarnistych
OK Tubrod 14.02
Gaz ochronny: Ar+CO2
Zasilanie: DC-
Drut proszkowy o rdzeniu metalowym
z dodatkiem molibdenu do spawania stali
o wysokiej wytrzyma∏oÊci, stali obrabianych
cieplnie. Przeznaczony do konstrukcji
okr´towych, ci´˝kich maszyn roboczych
i innych silnie obcià˝onych konstrukcji,
przy wymaganej dobrej plastycznoÊci.
AWS A 5.28-96:
E80C-G
EN 758:
T 50 2 Z MM2 H10
C 0,06
Si
0,5
Mn 1,5
Mo 1,2
SzybkoÊç stapiania (kg/h)
1,2mm: 6,2/290A
Re
580 MPa
Rm
640 MPa
A5
20%
KV 50J/-30°C
Uzysk: 90-95%
1,2
1,6
OK Tubrod 14.03
Gaz ochronny: Ar+CO2
Zasilanie: DC-
Drut proszkowy o rdzeniu metalowym z do-
datkiem stopowym niklu i molibdenu zapew-
niajàcym wysokà wytrzyma∏oÊç i udarnoÊç
w temp. do -40°C. Stosowany w konstruk-
cjach stalowych pracujàcych w niskich tem-
peraturach m. in. w urzàdzeniach dêwigo-
wych, w budownictwie morskim.
AWS A 5.28-96:
E110C-G
EN 12535:
T 69 4 2 Ni Mo MM 2
Dopuszczenia:
TÜV, UDT, DB, Ü
C 0,06
Si 0,4
Mn 1,4
Ni 2,0
Mo 0,5
SzybkoÊç stapiania (kg/h)
1,2mm:
5,8/280A
Rp0,2
710 MPa
Rm
780 MPa
A5
24%
KV 50J/-40°C
Uzysk: 90-95%
1,2
1,4
1,6
OK Tubrod 14.04
Gaz ochronny: Ar+CO2
Zasilanie: DC-
Drut proszkowy o rdzeniu metalowym zawie-
rajàcym nikiel, dla zapewnienia dobrych
w∏aÊciwoÊci w niskich temperaturach.
Przeznaczony do ogólnego zastosowania
w konstrukcjach stalowych, szczególnie tam,
gdzie wa˝ne sà wymagania udarnoÊciowe.
AWS 5.28-96:
E70C-G
EN 758:
T 42 6 2 Ni MM2 H10
Dopuszczenia:
ABS, BV, DNV, LR,
GL, RS, TÜV
C 0,05
Si 0,3
Mn 1,0
Ni 2,2
SzybkoÊç stapiania (kg/h)
1,2mm: 6,2/290A
Re
480 MPa
Rm
540 MPa
A5
24%
KV 70J/-60°C
Uzysk: 90-95%
1,2
1,4
1,6
OK Tubrod 14.12
Gaz ochronny: CO2, Ar+CO2
Zasilanie: DC+/-, DC-(CO2)
Drut proszkowy o rdzeniu metalowym do
spawania stali konstrukcyjnych niestopo-
wych i drobnoziarnistych. Szczególnie odpo-
wiedni do spoin pachwinowych w pozycji
nabocznej, w przemyÊle stoczniowym.
Wykazuje du˝à tolerancj´ na pow∏oki zabez-
pieczajàce blachy.
AWS A 5.18-93:
E70C-6M
E70C-6C
EN 758:
T 42 2 MM 1 H10
T 42 2 MC 1 H10
Dopuszczenia:
ABS, BV, DB, DNV,
LR, GL, TÜV, UDT, Ü
C 0,06
Si 0,6
Mn 1,2
SzybkoÊç stapiania (kg/h)
1,2mm: 6,2/290A
1,6mm: 5,3/350A
2,4mm: 8,5/500A
Re
460 MPa
Rm
560 MPa
A5
25%
KV 70J/-20°C
Uzysk: 90-95%
1,0
1,2
1,4
1,6
2,4
Re
470 MPa
Rm
550 MPa
A5
28%
KV 60J/-20°C
Uzysk: 90-95%
1,2
1,4
1,6
OK Tubrod 14.01
Gaz ochronny: Ar+CO2
Zasilanie: DC+/-
Drut proszkowy o rdzeniu metalowym do
spawania stali o normalnej i podwy˝szonej
wytrzyma∏oÊci. Pozwala na uzyskanie g∏´-
bokich przetopów i stopiwa o niskiej zawa-
rtoÊci wodoru. Stosowany w produkcji
dêwigów, zbiorników, wagonów, konstrukcji
stalowych itp.
AWS A 5.18-93:
E70C-GM
EN 758:
T 42 2 Z MM2 H10
C 0,07
Si 0,6
Mn 1,4
Cu
0,5
SzybkoÊç stapiania (kg/h)
1,2 mm:
6,2/290A
Druty rdzeniowe (proszkowe)
57
ESAB Sp. z o.o.
C 0,05
Si 0,9
Mn 1,4
SzybkoÊç stapiania (kg/h)
1,2mm: 4,8/250A
1,6mm: 6,6/350A
Rp0,2 min.420 MPa
Rm 510-600 MPa
A5
min.22%
KV min. 54J/-20°C
Uzysk: 90-95%
1,2
1,4
1,6
FILARC PZ 6103 HS
Gaz ochronny: Ar+CO2
Zasilanie: DC+
Drut proszkowy z rdzeniem metalowym,
o wysokim wspó∏czynniku nape∏nienia
(ok. 30%), zapewniajàcy wy˝szà o ok. 25%
wydajnoÊç spawania ni˝ standardowe druty
rdzeniowe. Umo˝liwia spawanie z du˝à
pr´dkoÊcià, stanowiàc prostà i tanià alter-
natyw´ dla innych wysokowydajnych metod
spawania. Polecany szczególnie do zmecha-
nizowanego i wielowarstwowego spawania
grubych blach.
AWS A 5.18-93:
E70C-GM H4
EN 758:
T 42 2 MM 3 H5
Dopuszczenia:
ABS, BV, DB, DNV,
GL, LR, PRS, TÜV,
UDT, RS
C 0,05
Si 0,9
Mn 1,4
SzybkoÊç stapiania (kg/h)
1,6mm: 7,6/350A
11,0/450A
Re
min.420 MPa
Rm 510-600 MPa
A5
min.22%
KV min. 47J/-20°C
Uzysk: 90-95%
1,6
Druty z rdzeniem rutylowym do stali niestopowych i drobnoziarnistych
OK Tubrod 15.10
Gaz ochronny: CO2
Zasilanie: DC+
Drut proszkowy o rdzeniu topnikowym ruty-
lowym, przeznaczony g∏ównie do spoin
pachwinowych wykonywanych w pozycji
nabocznej. Wytwarza cienkà warstw´ ˝u˝la
i wykazuje du˝à tolerancj´ na pow∏oki
zabezpieczajàce blachy. Zapewnia korzystny
kszta∏t spoiny z ca∏kowicie p∏askim licem.
AWS A 5.20-95:
E70T-1
EN 758:
T 42 0 RC 3 H10
Dopuszczenia:
ABS, BV, DNV,
LR, GL
C 0,05
Si 0,6
Mn 1,4
SzybkoÊç stapiania (kg/h)
1,2mm: 5,5/280A
1,6mm: 6,0/350A
Re
480 MPa
Rm
560 MPa
A5
28%
KV min.
54J/0°C
Uzysk: 85-90%
1,2
1,4
1,6
FILARC PZ 6105 R
Gaz ochronny: Ar+CO2
Zasilanie: DC+
Drut proszkowy o rdzeniu metalowym,
przeznaczony do spawania zmechani-
zowanego i robotów spawalniczych.
Odpowiedni do spawania cienkich blach.
Wytwarza ∏uk natryskowy przy niskim
napi´ciu ∏uku.
AWS A 5.18-93:
E70C-6M H4
EN 758:
T 42 4 MM 3 H5
Dopuszczenia:
ABS, BV, DB, DNV,
GL, LR, RINA, TÜV,
UDT, Ü
C 0,05
Si 0,8
Mn 1,6
SzybkoÊç stapiania (kg/h)
1,4mm: 4,2/250A
1,6mm: 5,8/350A
Rp0,2
420 MPa
Rm 510-600 MPa
A5
min. 22%
KV min. 47J/-40°C
Uzysk: 90-95%
1,4
1,6
FILARC PZ 6102
Gaz ochronny: Ar+CO2
Zasilanie: DC+
Drut proszkowy o rdzeniu metalowym,
zapewniajàcy bardzo dobrà spawalnoÊç
przy niskich nat´˝eniach pràdu. Nadaje si´
do wykonywania przetopów graniowych
∏ukiem zwarciowym oraz spawania ∏ukiem
pulsujàcym.
AWS A 5.18-93:
E70C-6M H4
EN 758:
T 46 4 MM 2 H5
Dopuszczenia:
ABS, BV, DB, DNV,
GL, LR, TÜV, UDT, Ü
C 0,07
Si 0,6
Mn 1,5
SzybkoÊç stapiania (kg/h)
1,2mm: 4,0/250A
1,6mm: 5,4/350A
Rp0,2 min.460 MPa
Rm 550-650 MPa
A5
min.24%
KV min. 54J/-40°C
Uzysk: 90-95%
1,0
1,2
1,4
1,6
FILARC PZ 6103
Gaz ochronny: Ar+CO2
Zasilanie: DC- (+)
Drut proszkowy o rdzeniu metalowym,
zapewniajàcy doskona∏à spawalnoÊç we
wszystkich pozycjach, przy bardzo korzyst-
nym kszta∏cie lica spoin pachwinowych.
Odpowiedni do spawania zmechanizowa-
nego i r´cznego, z wydajnoÊcià ok. 50%
wi´kszà ni˝ drutami pe∏nymi. Nadaje si´
do spawania ∏ukiem pulsujàcym.
AWS A 5.18-93:
E70C-GM H4
EN 758:
T 42 2 MM 2 H5
Dopuszczenia:
ABS, BV, DB, DNV,
LR, GL, TÜV, UDT,
PRS, RS, Ü
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
Sk∏ad chem. stopiwa (%)
WydajnoÊç
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Ârednica
(mm)
Druty rdzeniowe (proszkowe)
58
ESAB Sp. z o.o.
OK Tubrod 15.14
Gaz ochronny: Ar+CO2, CO2
Zasilanie: DC+
Drut proszkowy o rdzeniu topnikowym ruty-
lowym do spawania stali niestopowych
i drobnoziarnistych we wszystkich pozy-
cjach. Pracuje z ∏ukiem natryskowym,
zapewniajàc doskona∏e w∏aÊciwoÊci spawal-
nicze. Zalecany do konstrukcji okr´towych.
AWS A 5.20-95:
E71T-1, E71T-1M
EN 758:
T 46 2 PM 1 H10
T 46 2 PC 1 H10
Dopuszczenia:
ABS, BV, DNV, LR,
GL, TÜV, UDT, Ü
C 0,05
Si 0,5
Mn 1,4
SzybkoÊç stapiania (kg/h)
1,2mm: 5,5/260A
1,6mm: 7,0/370A
Re
530 MPa
Rm
580 MPa
A5
26%
KV 70J/-20°C
Uzysk: 85-90%
1,2
1,4
1,6
OK Tubrod 15.12
Gaz ochronny: CO2
Zasilanie: DC+
Drut proszkowy o rdzeniu topnikowym-ruty-
lowym do stali o normalnej i podwy˝szonej
wytrzyma∏oÊci przeznaczony do prac, gdzie
wymagana jest du˝a szybkoÊç topienia elek-
trody, w pozycji podolnej i nabocznej przy
du˝ej gruboÊci ∏àczonych elementów.
AWS 5.20-95:
E70T-1
EN 758:
T 42 0 RC 3 H10
Dopuszczenia:
ABS, BV, DNV, LR,
CO, GL, UDT, TÜV,
DB, Ü
C 0,06
Si 0,7
Mn 1,6
SzybkoÊç stapiania (kg/h)
1,2mm: 5,5/280A
1,6mm: 6,0/350A
Re
530 MPa
Rm
610 MPa
A5
23%
KV 60J/0°C
Uzysk: 85-90%
1,2
1,4
1,6
2,4
OK Tubrod 15.15
Gaz ochronny: CO2, Ar+CO2
Zasilanie: DC+
Drut proszkowy o rdzeniu topnikowym-ruty-
lowym do stali o normalnej i podwy˝szonej
wytrzyma∏oÊci, przystosowany do spawania
we wszystkich pozycjach. Szczególnie przy-
datny do spawania du˝ych konstrukcji na
miejscu budowy.
AWS 5.20-95:
E71T-1, E71T-1M
EN 758:
T46 2 PM 2 H5
T46 2 PC 2 H5
Dopuszczenia:
ABS, BV, DNV, DB,
LR, CO, GL, UDT,
TÜV, Ü
C 0,06
Si 0,4
Mn 1,4
SzybkoÊç stapiania (kg/h)
1,2mm: 3,8/220A
1,6mm: 4,6/300A
Re
540 MPa
Rm
570 MPa
A5
26%
KV 70J/-20°C
Uzysk: 85-90%
1,2
1,4
1,6
OK Tubrod 15.17
Gaz ochronny: CO2, Ar+CO2
Zasilanie: DC+
Drut proszkowy rutylowy do stali konstruk-
cyjnych niskow´glowych i niskostopowych,
umo˝liwiajàcy spawanie we wszystkich
pozycjach, przy zachowaniu du˝ej szybkoÊci
topienia. Dobrze spe∏nia wymagania
udarnoÊciowe do -40°C.
AWS 5.29-98:
E81T1-Ni1
EN 758:
T46 4 1Ni PM 2 H5
T46 4 1Ni PC 2 H5
Dopuszczenia:
ABS, BV, DNV, LR,
RS, TÜV, UDT, Ü
C 0,05
Si 0,3
Mn 1,1
Ni 1,0
SzybkoÊç stapiania (kg/h)
1,2mm: 5,2/280A
1,6mm: 6,2/360A
Re
560 MPa
Rm
600 MPa
A5
25%
KV 100J/-40°C
Uzysk: 85-90%
1,2
1,4
1,6
OK Tubrod 15.18
Gaz ochronny: CO2, Ar+CO2
Zasilanie: DC+
Drut proszkowy o rdzeniu topnikowym-ruty-
lowym przeznaczony do wydajnego spawa-
nia w pozycji podolnej i nabocznej stali
zwyk∏ych i o podwy˝szonej wytrzyma∏oÊci.
Stosowany do jedno- i wielowarstwowego
spawania spoin czo∏owych i pachwinowych.
AWS 5.20-95:
E70-T1, E70T-1M
EN 758:
T42 2 RM 3 H10
T42 2 RC 3 H10
Dopuszczenia:
ABS, BV, DNV, LR,
UDT, DB, TÜV, Ü
C 0,06
Si 0,5
Mn 1,1
SzybkoÊç stapiania (kg/h)
1,2mm: 5,5/260A
1,6mm: 6,5/370A
Re
500 MPa
Rm
560 MPa
A5
25%
KV 70J/0°C
Uzysk: 85-90%
1,2
1,4
1,6
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
Sk∏ad chem. stopiwa (%)
WydajnoÊç
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Ârednica
(mm)
Druty rdzeniowe (proszkowe)
59
ESAB Sp. z o.o.
C 0,05
Si 0,4
Mn 0,9
Ni 0,8
SzybkoÊç stapiania (kg/h)
1,6mm: 7,5/350A
Uzysk: 85-90%
CO2
Rp0,2 min.420 MPa
Rm 510-580 MPa
A5
min.22%
KV min.47J/-20°C
Ar+CO2
Rp0,2 min.460 MPa
Rm 545-630 MPa
A5
min.22%
KV min.47J/-20°C
1,6
FILARC PZ 6112
Gaz ochronny: CO2, Ar+CO2
Zasilanie: DC+
Rutylowy drut rdzeniowy do stali odpornych
na korozj´ atmosferycznà typu Corten,
Patinax. Umo˝liwia spawanie we wszystkich
pozycjach bez zmian nastaw parametrów,
w zakresie ∏uku natryskowego. Bardzo dob-
rze nadaje si´ do przetopów na podk∏adkach
ceramicznych.
AWS A 5.29-98:
E71T1-G H4
E71T1-GM H8
EN 758:
T 42 2 Z PC 1 H5
T 46 2 Z PC 1 H10
Dopuszczenia:
TÜV, UDT, DB, Ü
C 0,05
Si 0,5
Mn 1,0
Ni 0,6
Cu 0,5
SzybkoÊç stapiania (kg/h)
1,2mm: 4,2/250A
1,6mm: 5,4/350A
Uzysk: 85-90%
Rp0,2 min.440 MPa
Rm 520-620 MPa
A5
min.22%
KV min.54J/-20°C
1,2
1,6
FILARC PZ 6113
Gaz ochronny: CO2, Ar+CO2
Zasilanie: DC+
Rutylowy drut rdzeniowy do spawania we
wszystkich pozycjach stali niskow´glowych
i podwy˝szonej wytrzyma∏oÊci. Zapewnia
wysokà wydajnoÊç w pozycjach przymuso-
wych, przy bardzo dobrej spawalnoÊci.
Umo˝liwia efektywne wykonywanie przeto-
pów graniowych na podk∏adkach ceramicz-
nych. Stosowany cz´sto w przemyÊle
stoczniowym.
AWS A 5.20-95:
E71T-1, E71T-1M
EN 758:
T 42 2 PC 1 H5
T 46 2 PM 1 H10
Dopuszczenia:
ABS, BV, DB, DNV,
GL, LR, PRS, TÜV,
UDT, RINA, Ü
C 0,06
Si 0,5
Mn 1,2
SzybkoÊç stapiania (kg/h)
1,2mm: 4,2/250A
1,6mm: 5,4/350A
Uzysk: 85-90%
CO2
Rp0,2 min.420 MPa
Rm 510-590 MPa
A5
min.22%
KV min.54J/-20°C
Ar+CO2
Re
min.460 MPa
Rm 550-640 MPa
A5
min.22%
KV min.54J/-20°C
1,2
1,4
1,6
FILARC PZ 6111
Gaz ochronny: CO2, Ar+CO2
Zasilanie: DC+
Rutylowy drut rdzeniowy, przeznaczony
g∏ównie do spoin pachwinowych wykony-
wanych w pozycji nabocznej lub korytkowej.
Zapewnia doskona∏y kszta∏t spoiny, przy
∏atwo usuwalnym ˝u˝∏u. Nadaje si´ do prze-
topów graniowych, uk∏adanych na podk∏ad-
kach ceramicznych.
AWS A 5.20-95:
(E70T-1, E70T-1M)
EN 758:
T 42 2 1Ni RC 3 H10
T 46 2 1 Ni RM 3 H10
Dopuszczenia:
ABS, BV, DB, DNV,
GL, LR, PRS, TÜV,
UDT, Ü
C 0,05
Si 0,4
Mn 0,9
Ni 0,8
SzybkoÊç stapiania (kg/h)
1,2mm: 4,2/250A
1,6mm: 5,4/350A
Uzysk: 85-90%
CO2
Rp0,2 min.420 MPa
Rm 510-580 MPa
A5
min.26%
KV min.54J/-20°C
Ar+CO2
Re
min.460 MPa
Rm 545-630 MPa
A5
min.26%
KV min.54J/-20°C
1,2
1,4
1,6
FILARC PZ 6111 HS
Gaz ochronny: CO2, Ar+CO2
Zasilanie: DC+
Rutylowy drut rdzeniowy o wysokim wspó∏-
czynniku wype∏nienia, zapewniajàcy wy˝szà
o ok. 30% wydajnoÊç spawania ni˝ standar-
dowe druty rdzeniowe. Umo˝liwia spawanie
z du˝à pr´dkoÊcià (ok. 1,2 m/min), stano-
wiàc prostà i tanià alternatyw´ dla innych
wysokowydajnych metod spawania. Prze-
znaczony g∏ównie do spoin pachwinowych
w ci´˝kich konstrukcjach stalowych.
AWS A 5.20-95:
(E70T-1, E70T-1M)
EN 758:
T 46 2 1Ni RM 3
H10
T 42 2 1Ni RC 3
H10
Dopuszczenia:
ABS, BV, DB, DNV,
GL, LR, PRS, TÜV,
UDT
FILARC PZ 6113 S
Gaz ochronny: CO2
Zasilanie: DC+
Rutylowy drut rdzeniowy, stanowiàcy mody-
fikacj´ PZ 6113, specjalnie dostosowany do
os∏ony CO2. U∏atwia spawanie w pozycjach
przymusowych ∏ukiem natryskowym. Spoiny
cechuje dobra udanoÊç, nawet przy wpro-
wadzaniu du˝ych iloÊci ciep∏a. Zalecany do
konstrukcji okr´towych.
AWS A 5.20-95:
E71T-9 H4
EN 758:
T 46 3 PC 2 H5
Dopuszczenia:
ABS, BV, DNV, GL,
LR, PRS, TÜV, UDT,
RINA, RS
C 0,07
Si 0,5
Mn 1,2
SzybkoÊç stapiania (kg/h)
1,2mm: 4,2/250A
1,6mm: 5,4/350A
Uzysk: 85-90%
Rp0,2 min.460 MPa
Rm 550-650 MPa
A5
min.22%
KV min.65J/-20°C
KV min.54J/-30°C
ISO-V
1,2
1,6
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
Sk∏ad chem. stopiwa (%)
WydajnoÊç
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Ârednica
(mm)
Druty rdzeniowe (proszkowe)
60
ESAB Sp. z o.o.
FILARC PZ 6114,
PZ 6114 S
Gaz ochronny: Ar+CO2 (PZ 6114), CO2
(PZ 6114 S)
Zasilanie: DC+
Rutylowy drut rdzeniowy do wydajnego spa-
wania we wszystkich pozycjach stali niesto-
powych i drobnoziarnistych, w konstrukcjach
wymagajàcych dobrej udarnoÊci w temp.
-40°C. Mo˝e byç u˝ywany do przetopów
graniowych na podk∏adkach ceramicznych.
Typowe zastosowania to konstrukcje
okr´towe, mosty i zbiorniki.
AWS A 5.20-95:
E71T-1J, E71T-1MJ
EN 758:
T 46 4 PM 1 H5
T 46 4 PC 1 H5
Dopuszczenia:
ABS, BV, DB, DNV,
GL, LR, PRS, TÜV,
UDT, Ü
C 0,06
Si 0,4
Mn 1,3
Ni 0,4
SzybkoÊç stapiania (kg/h)
1,2mm: 4,2/250A
1,6mm: 7,5/350A
Uzysk: 85-90%
PZ 6114/Ar+CO2
Rp0,2 min.460 MPa
Rm 540-640 MPa
A5
min.22%
KV min.47J/-40°C
PZ 6114 S/CO2
Rp0,2 min.420 MPa
Rm 540-640 MPa
A5
min.22%
KV min.70J/-20°C
KV min.47J/-40°C
1,2
1,4
Druty z rdzeniem zasadowym do stali niestopowych i drobnoziarnistych
C 0,06
Si 0,4
Mn 0,7
Ni 2,2
SzybkoÊç stapiania (kg/h)
1,2mm: 4,2/250A
1,6mm: 8,0/400A
Uzysk: 85-90%
Re
460 MPa
Rm
550 MPa
A5
25%
KV 140J/-20°C
KV 100J/-60°C
O.C. 620°C/1h
Re
350 MPa
Rm
475 MPa
A5
34%
KV 50J/-60°C
1,2
1,6
OK Tubrod 15.24
Gaz ochronny: Ar+CO2, CO2
Zasilanie: DC-
Zasadowy drut rdzeniowy do stali niestopo-
wych i drobnoziarnistych, przeznaczony do
spawania w pozycji podolnej i nabocznej
(1,2 mm tak˝e pionowej). ¸àczy wysokà
wytrzyma∏oÊç stopiwa z bardzo dobrà
udarnoÊcià, w tym równie˝ wg testu CTOD.
AWS A 5.29-80:
E80T5-G
EN 758:
T46 5 Z BM 2 H5
C 0,06
Si 0,6
Mn 1,5
Ni 0,8
SzybkoÊç stapiania (kg/h)
1,2mm: 4,2/250A
1,6mm: 8,0/400A
Uzysk: 85-90%
Re
540 MPa
Rm
600 MPa
A5
28%
KV 120J/-40°C
KV min. 47J/-50°C
1,0
1,2
1,4
1,6
OK Tubrod 15.25
Gaz ochronny: Ar+CO2, CO2
Zasilanie: DC-
Zasadowy drut rdzeniowy do stali niestopo-
wych i drobnoziarnistych, do spawania we
wszystkich pozycjach (1,2 mm). Zapewnia
doskona∏à udarnoÊç do -60°C (CTOD -10°C).
Przeznaczony g∏ównie do ∏àczenia grubych
elementów w konstrukcjach mostów, zbiorni-
ków ciÊnieniowych i platform przybrze˝nych.
AWS A 5.29-80:
E70T5-G
EN 758:
T 42 6 2Ni BM 2 H5
Dopuszczenia:
DNV, CO, LR,
TÜV, UDT
OK Tubrod 15.00
Gaz ochronny: CO2, Ar+CO2
Zasilanie: DC-
Drut proszkowy o rdzeniu topnikowym-zasa-
dowym, wytwarzajàcy niskowodorowe stopi-
wo, odporne na p´kanie. Dodatek sproszko-
wanego metalu w rdzeniu zwi´ksza uzysk
i wydajnoÊç spawania. Drut 1,2 mm umo˝-
liwia spawanie w pozycjach przymusowych.
Stosowany do spawania wielowarstwowych
konstrukcji mostów, zbiorników ciÊnienio-
wych itp.
AWS 5.20-95:
E71T-5, E71T-5M
EN 758:
T 42 3 BM 2 H5
T 42 3 BC 2 H5
Dopuszczenia:
ABS, BV, DNV, LR,
GL, RS, TÜV, CO,
UDT, DB, Ü
C 0,06
Si 0,6
Mn 1,2
SzybkoÊç stapiania (kg/h)
1,2mm: 4,2/250A
1,6mm: 7,0/350A
Uzysk: 85-90%
Re
470 MPa
Rm
540 MPa
A5
25%
KV 95J/-20°C
KV 80J/-30°C
1,0
1,2
1,4
1,6
2,0
2,4
FILARC PZ 6116 S
Gaz ochronny: CO2
Zasilanie: DC+
Rutylowy drut rdzeniowy do spawania
we wszystkich pozycjach, ∏àcznie z pionowà
w dó∏, konstrukcji wymagajàcych dobrej
udarnoÊci w temp. -60°C (stal NV 2-4
i NV 4-4). Umo˝liwia jednostronne
spawanie na podk∏adach ceramicznych.
AWS A 5.29-98:
E81T1-K2 J H4
EN 758:
T 46 6 1,5Ni PC H5
Dopuszczenia:
ABS, BV, DNV, GL,
LR, PRS, RS, RINA
C 0,06
Si 0,4
Mn 1,3
Ni 1,5
SzybkoÊç stapiania (kg/h)
1,2mm: 4,2/250A
1,6mm: 5,4/350A
Uzysk: 85-90%
Rp0,2 min. 470 MPa
Rm 550-650 MPa
A5
25%
KV min. 47J/-60°C
1,2
1,6
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
Sk∏ad chem. stopiwa (%)
WydajnoÊç
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Ârednica
(mm)
Druty rdzeniowe (proszkowe)
61
ESAB Sp. z o.o.
FILARC PZ 6125
Gaz ochronny: Ar+CO2
Zasilanie: DC-, (+)
Drut z rdzeniem zasadowym do spawania
we wszystkich pozycjach stali niestopowych
i drobnoziarnistych w konstrukcjach mors-
kich i innych, gdzie wyst´pujà grube blachy.
Charakteryzuje si´ bardzo dobrymi w∏aÊci-
woÊciami mechanicznymi, ∏àcznie z testem
CTOD, ∏atwym usuwaniem ˝u˝la. Nadaje si´
do przetopów graniowych oraz jednostron-
nego spawania na podk∏adach ceramicznych.
AWS A 5.29-98:
E71T5-K6M H4
EN 758:
T 42 6 1Ni BM 1
H5
Dopuszczenia:
ABS, BV, DNV, GL,
LR, PRS, TÜV, UDT,
DB, RINA, RS, Ü
C 0,07
Si 0,5
Mn 1,2
Ni 0,8
SzybkoÊç stapiania (kg/h)
1,2mm: 4,7/250A
1,6mm: 5,9/350A
Uzysk: 85-90%
Rp0,2 min.420 MPa
Rm 510-600 MPa
A5
min.26%
KV min.100J/-40°C
KV min.54J/-60°C
1,0
1,2
1,6
FILARC PZ 6130 HS
Gaz ochronny: Ar+CO2, CO2
Zasilanie: DC-, (+)
Zasadowy drut rdzeniowy do wydajnego
spawania, g∏ównie w pozycji podolnej i na-
bocznej. Charakteryzuje si´ bardzo dobrymi
w∏aÊciwoÊciami mechanicznymi, ∏àcznie
z testem CTOD. Szeroko stosowany w prze-
myÊle stoczniowym. Dopuszczony do wyko-
nywania przetopów graniowych na podk∏ad-
kach ceramicznych. Drut 2,4 mm s∏u˝y do
zmechanizowanego spawania elektrogazo-
wego.
AWS A 5.20-95:
E70T-5J, E70T-5MJ
EN 758:
T 42 4 BC 5 H5
T 42 4 BM 3 H5
Dopuszczenia:
ABS, BV, DNV,
GL, LR, PRS, TÜV,
UDT, Ü
C 0,07
Si 0,5
Mn 1,3
SzybkoÊç stapiania (kg/h)
1,6mm: 7,8/350A
2,4mm: 9/450A
Uzysk: 85-90%
CO2
Re
min.420 MPa
Rm 510-580 MPa
A5
min.24%
KV min.85J/-20°C
KV min.54J/-40°C
Ar+CO2
Re
min.420 MPa
Rm 545-630 MPa
A5
min.24%
KV min.54J/-40°C
1,4
1,6
2,4
FILARC PZ 6137 EG
Gaz ochronny: CO2, Ar+CO2
Zasilanie: DC+/-
Zasadowy drut rdzeniowy do wydajnego
spawania elektrogazowego w pozycji pio-
nowej „w gór´”. Zapewnia du˝à stabilnoÊç
∏uku i umo˝liwia spawanie blach od 10 do
70 mm, przy pr´dkoÊci 10 m/godz.
Wprowadza mniej ciep∏a do z∏àcza ni˝ trady-
cyjne druty, przez co uzyskane spoiny
cechuje dobra udarnoÊç.
AWS A 5.26:
EG72T-Ni1
Dopuszczenia:
ABS, BV, DnV, GL,
LR, PRS, UDT, DB,
TÜV, RINA, RS
C 0,07
Si 0,4
Mn 1,3
Mo 0,15
Ni 0,9
H2 max 3ml/100g
SzybkoÊç stapiania (kg/h)
1,6mm: 8,5/350A
2,4mm: 13,2/550A
Uzysk: 95%
Rp0,2
min.420
MPa Rm 540-650
MPa A5 min.22%
KV min.45J/-20°C
KV min.27J/-29°C
1,6
2,4
FILARC PZ 6201
Gaz ochronny: Ar+CO2
Zasilanie: DC-
Zasadowy drut rdzeniowy do spawania stali
odpornych na pe∏zanie typu 0,5%Cr - 0,5%
Mo lub 0,9% Cr - 0,5% Mo. Przy ∏àczeniu
grubych blach niezb´dne jest podgrzewanie
wst´pne 200-350°C oraz wy˝arzanie odpr´-
˝ajàce 660-700°C, w czasie t(min.) =2,5 x
gruboÊç materia∏u (mm), nie krótszym ni˝ 30
min. Umo˝liwia wykonywanie przetopów
graniowych, tak˝e z podk∏adkà ceramicznà.
EN 12071-99:
T CrMo 1 BM 2 H5
C 0,08
Si 0,4
Mn 1,0
Cr 1,0
Mo 0,6
H2 max 3ml/100g
SzybkoÊç stapiania (kg/h)
1,2mm: 4,7/250A
1,6mm: 5,9/350A
Uzysk: 85-90%
O.C. 680°C/1h
Rp 0,2 min. 400MPa
Rm 525
MPa
A5
min.20%
KV min.120J/+20°C
KV min.60J/-20°C
1,0
1,2
1,6
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
Sk∏ad chem. stopiwa (%)
WydajnoÊç
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Ârednica
(mm)
Druty rdzeniowe (proszkowe)
62
ESAB Sp. z o.o.
C 0,08
Si 0,4
Mn 1,0
Cr 2,2
Mo 1,0
H2 max 3ml/100g
SzybkoÊç stapiania (kg/h)
1,2mm: 4,7/250A
1,6mm: 5,9/350A
Uzysk: 85-90%
O.C. 690°C/1h
Rp0,2 min.500 MPa
Rm 600-700 MPa
A4
min.20%
KV 120J/+20°C
KV 80J/-20°C
1,0
1,2
1,6
FILARC PZ 6204
Gaz ochronny: Ar+CO2
Zasilanie: DC-
Zasadowy drut rdzeniowy do stali odpor-
nych na pe∏zanie typu 5%Cr, 0,5%Mo lub
stali niskostopowych z 2-3%Cr. Wymagane
jest podgrzewanie wst´pne 150°C-260°C
oraz wy˝arzanie odpr´˝ajàce ok. 850°C,
w czasie t(min.) =5 x gruboÊç materia∏u
(mm), nie krótszym ni˝ 2 godz. Nadaje si´
do przetopów graniowych, tak˝e na pod-
k∏adce ceramicznej.
AWS A 5.29-98:
E81T5-B6M H4
EN 12071-99:
T Cr Mo 5 BM 2 H5
Dopuszczenia:
CO
C 0,08
Si 0,4
Mn 0,8
Cr 5,0
Mo 0,5
H2 max 3ml/100g
SzybkoÊç stapiania (kg/h)
1,2mm: 4,7/250A
1,6mm: 5,9/350A
Uzysk: 85-90%
O.C. 750°C/2h
Rp0,2 min.400 MPa
Rm min. 590 MPa
A4
min.22%
KV min.120J/+20°C
KV min. 80J/-20°C
1,0
1,2
1,6
FILARC PZ 6205
Gaz ochronny: Ar+CO2
Zasilanie: DC-
Zasadowy drut rdzeniowy do stali odpor-
nych na pe∏zanie typu 1,25%Cr - 0,5%Mo
lub niskostopowych z 1,2%Cr. Zwykle wyma-
gane jest podgrzewanie wst´pne ok. 175°C
i wy˝arzanie odpr´˝ajàce ok. 690°C, w cza-
sie t(min.) =2,5 x gruboÊç materia∏u (mm),
nie krótszym ni˝ 1 godz. Umo˝liwia wyko-
nywanie przetopów graniowych, tak˝e na
podk∏adce ceramicznej.
AWS A 5.29-98:
E81T5-B2M H4
EN 12071-99:
(T CrMo1 BM 2 H5)
Dopuszczenia:
TÜV, UDT, CO
C 0,08
Si 0,4
Mn 1,0
Cr 1,2
Mo 0,5
H2 max 3ml/100g
SzybkoÊç stapiania (kg/h)
1,2mm: 4,7/250A
1,6mm: 5,9/350A
Uzysk: 85-90%
O.C. 690°C/1h
Rp0,2 min.470 MPa
Rm
560 MPa
A4
min.21%
KV 120J/+20°C
KV 60J/-20°C
1,0
1,2
1,6
FILARC PZ 6202
Gaz ochronny: Ar+CO2
Zasilanie: DC-
Zasadowy drut rdzeniowy do spawania stali
odpornych na pe∏zanie typu 0,5%Mo. Przy
∏àczeniu grubych blach niezb´dne jest pod-
grzewanie wst´pne ok.150°C oraz wy˝a-
rzanie odpr´˝ajàce ok. 620°C, w czasie
t(min.) =2,5 x gruboÊç materia∏u (mm),
nie krótszym ni˝ 1 godz. Umo˝liwia wykony-
wanie przetopów graniowych, tak˝e z pod-
k∏adkà ceramicznà.
AWS A 5.29-98:
E71T5-A1 M H4
EN 12071-99:
T Mo BM 2 H5
Dopuszczenia:
CO, TÜV, UDT, DB,
Ü, CO
C 0,08
Si 0,4
Mn 1,0
Mo 0,5
H2 max 3ml/100g
SzybkoÊç stapiania (kg/h)
1,2mm: 4,7/250A
1,6mm: 5,9/350A
Uzysk: 85-90%
O.C. 620°C/1h
Rp0,2 min.400 MPa
Rm 510-620 MPa
A4
min.24%
KV 120J/+20°C
KV 80J/-20°C
KV min.27J/-30°C
1,0
1,2
1,6
AWS A 5.29-98:
E91T5-B3M H4
EN 12071-99:
T Cr Mo 2 BM 2 H5
Dopuszczenia:
CO, TÜV, UDT,
DB, Ü
FILARC PZ 6203
Gaz ochronny: Ar+CO2
Zasilanie: DC-
Zasadowy drut rdzeniowy do spawania stali
odpornych na pe∏zanie typu 2,25%Cr -
1%Mo do stali 0,5%Cr/0,5%Mo/0,25%V.
Wymagane jest podgrzewanie wst´pne
ok.175°C oraz wy˝arzanie odpr´˝ajàce ok.
690°C, w czasie t(min.) =5 x gruboÊç mate-
ria∏u (mm). Nadaje si´ do przetopów granio-
wych, tak˝e na podk∏adce ceramicznej.
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
Sk∏ad chem. stopiwa (%)
WydajnoÊç
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Ârednica
(mm)
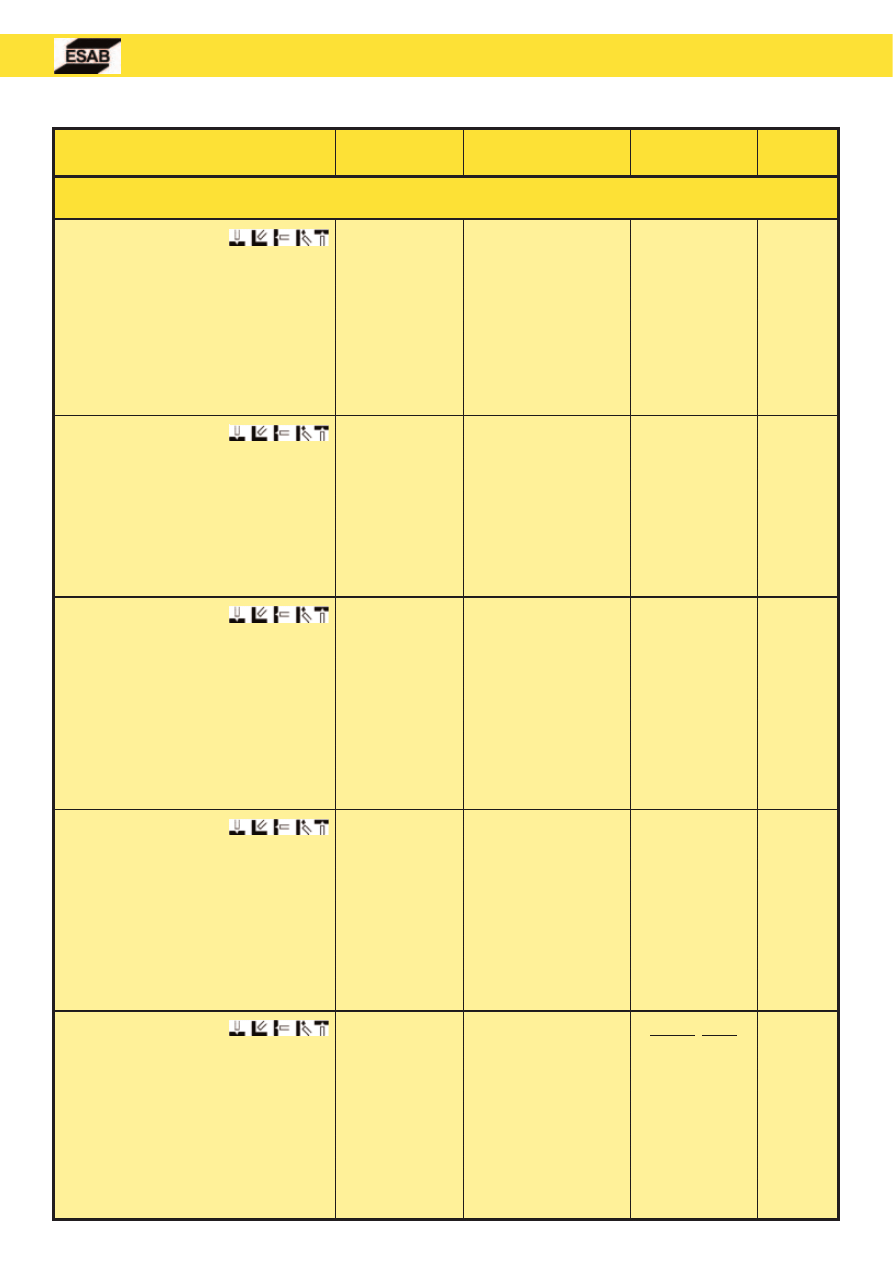
Druty rdzeniowe (proszkowe)
63
ESAB Sp. z o.o.
Druty rdzeniowe do stali wysokostopowych
C 0,03
Si 0,9
Mn 1,3
Cr 22,5
Ni 12,5
Ferryt ok. 20%
SzybkoÊç stapiania (kg/h)
1,2mm: 3,7/190A
Rp0,2
460 MPa
Rm
590 MPa
A5
37%
KV min.47J/+20°C
KV min.32J/-60°C
Uzysk: ok. 83%
1,2
OK Tubrod 14.25
Gaz ochronny: Ar+CO2, CO2
Zasilanie: DC+
Rutylowy drut rdzeniowy do spawania stali
austenitycznych typu 18%Cr - 8%Ni - 3%Mo.
Charakteryzuje si´ ∏atwo usuwalnym ˝u˝lem
i p∏askim licem spoin. Zwi´kszona zawartoÊç
Mo podnosi odpornoÊç stopiwa na korozj´
w˝erowà. Stosowany w przemyÊle papier-
niczym oraz instalacjach kwasu siarkowego.
AWS A 5.22-95:
E317LT1
C 0,03
Si 0,9
Mn 1,3
Cr 18,5
Ni 12,5
Mo 3,5
Ferryt 10-15%
SzybkoÊç stapiania (kg/h)
1,2mm: 3,7/190A
Rp0,2
475 MPa
Rm
630 MPa
A5
35%
KV min.40J/+20°C
Uzysk: ok. 83%
1,2
OK Tubrod 14.27
Gaz ochronny: Ar+CO2
Zasilanie: DC+
Rutylowy drut rdzeniowy do spawania stali
ferrytyczno-austenitycznych typu „duplex”.
Charakteryzuje si´ stabilnym jarzeniem ∏u∏u
oraz ∏atwo usuwalnym ˝u˝lem. Stopiwo wy-
kazuje du˝à odpornoÊç na korozj´ mi´dzy-
krystalicznà i napr´˝eniowà, nawet w bardzo
agresywnych Êrodowiskach.
AWS A5.22-95:
E2209T1-1
E2209T1-4
EN12073-99:
T 22 9 3 N L PC 2
T 22 9 3 N L PM 2
Dopuszczenia:
ABS, DNV, GL, CO,
RINA, TÜV, UDT
C 0,03
Si 0,9
Mn 0,9
Cr 22
Ni 9,0
Mo 3,0
N 0,15
Ferryt 30-40%
SzybkoÊç stapiania (kg/h)
1,2mm: 6,3/250A
Ar+CO2(M21)
Rp0,2 min.500 MPa
Rm min. 690 MPa
A5
min. 20%
KV min. 47J/-20°C
Uzysk: ok. 83%
1,2
OK Tubrod 14.20
Gaz ochronny: Ar+CO2
Zasilanie: DC+
Rutylowy drut rdzeniowy do spawania stali
austenitycznych typu 18%Cr - 8%Ni,
w tym tak˝e odmian ze stabilizatorami.
Charakteryzuje si´ ∏atwo usuwalnym
˝u˝lem i p∏askim licem spoin.
AWS A 5.22-95:
E308LT1-4
EN 12073-99:
T 19 9 L PM 2
Dopuszczenia:
TÜV, UDT
C 0,03
Si 0,8
Mn 1,2
Cr 19,5
Ni 10,0
Ferryt ok. 10%
SzybkoÊç stapiania (kg/h)
1,2mm: 3,7/190A
Rp0,2
400 MPa
Rm
590 MPa
A5
45%
KV 32J/-120°C
Uzysk: ok. 83%
1,2
OK Tubrod 14.21
Gaz ochronny: Ar+CO2
Zasilanie: DC+
Rutylowy drut rdzeniowy do spawania stali
austenitycznych typu 18%Cr - 8%Ni - 3%Mo,
w tym tak˝e stabilizowanych Nb lub Ti.
Przeznaczony do spawania we wszystkich
pozycjach. Charakteryzuje si´ ∏atwo usuwal-
nym ˝u˝lem i p∏askim licem spoin.
AWS A 5.22-95:
E316LT1-4
EN 12073-99:
T 19 12 3 L PM 2
Dopuszczenia:
ABS, TÜV, UDT,
GL, LR, CO
C 0,03
Si 0,9
Mn 1,3
Cr 18,5
Ni 12,0
Mo 2,5
Ferryt 10-15%
SzybkoÊç stapiania (kg/h)
1,2mm:
3,7/190A
Rp0,2
475 MPa
Rm
615 MPa
A5
36%
KV min. 40J/-20°C
KV min. 34J/-196°C
Uzysk: ok. 83%
1,2
OK Tubrod 14.22
Gaz ochronny: Ar+CO2, CO2
Zasilanie: DC+
Rutylowy drut rdzeniowy do spawania stali
austenitycznych typu 24%Cr - 13%Ni oraz
do ∏àczenia materia∏ów ró˝noimiennych -
stali niestopowych z niskostopowymi.
Mo˝e byç u˝ywany do spawania stali ferryty-
cznych i martenzytycznych 13%Cr i 17%Cr.
Stosowany do platerowania.
AWS A 5.22-95:
E309LT1-4
EN 12073-99:
T 23 12 L PC 2
T 23 12 L PM 2
Dopuszczenia:
ABS, TÜV, UDT,
GL, DNV, LR, CO
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
Sk∏ad chem. stopiwa (%)
WydajnoÊç
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Ârednica
(mm)
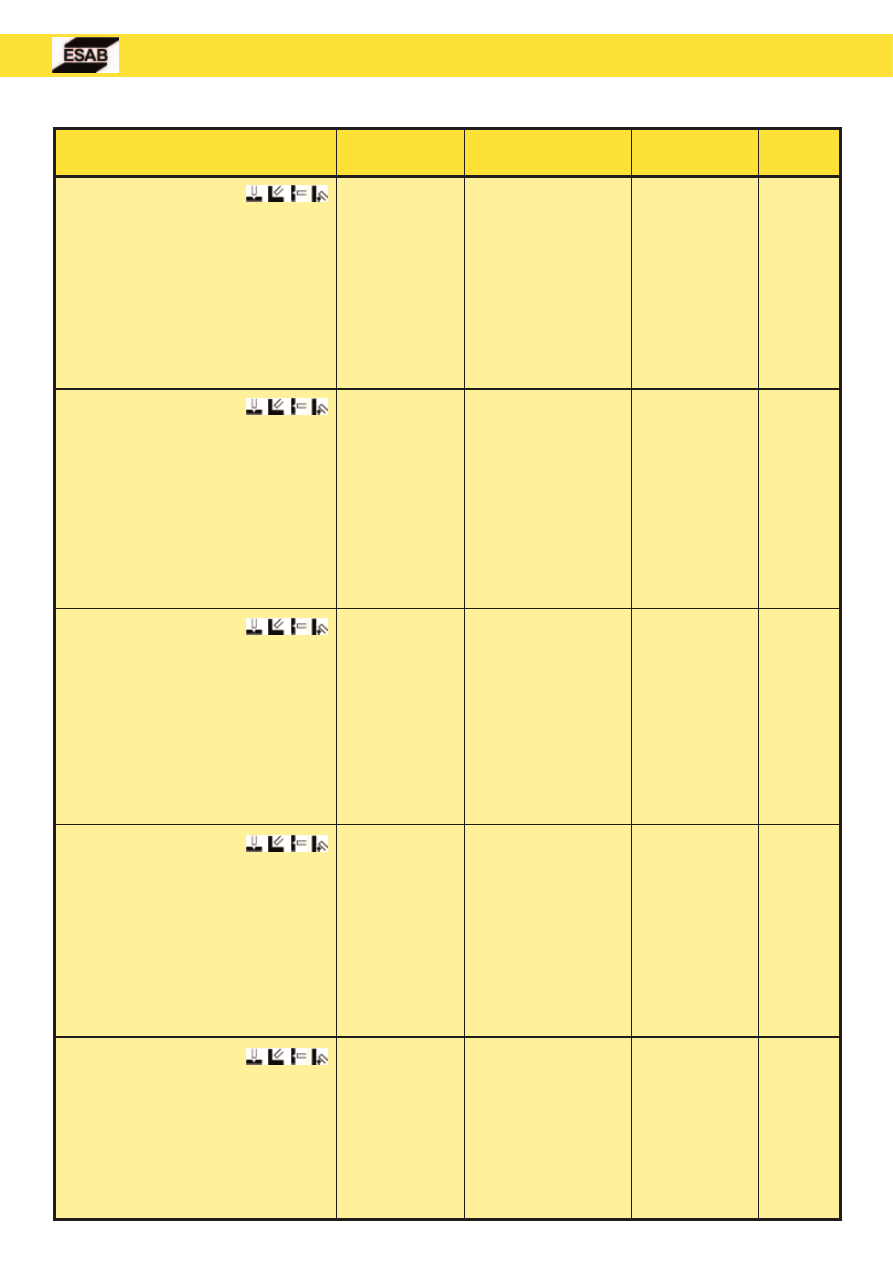
Druty rdzeniowe (proszkowe)
64
ESAB Sp. z o.o.
C 0,03
Si 0,6
Mn 1,6
Cr 22,4
Ni 12,3
Mo 2,3
Ferryt ok. 20%
SzybkoÊç stapiania (kg/h)
1,2mm: 5,0/250A
1,6mm: 6,0/300A
Rp0,2
525 MPa
Rm
670 MPa
A5
34%
KV 44J/+20°C
KV 30J/-60°C
Uzysk: 85-90%
1,2
1,6
OK Tubrod 14.30
Gaz ochronny: Ar+CO2, CO2
Zasilanie: DC+
Rutylowy drut rdzeniowy do spawania stali
austenitycznych typu 18%Cr - 8%Ni, w tym
tak˝e stabilizowanych Nb lub Ti.
Przeznaczony do spawania g∏ównie w po-
zycji podolnej i nabocznej. Niska zawartoÊç
w´gla zapewnia dobrà odpornoÊç na
korozj´ mi´dzykrystalicznà.
AWS A 5.22-95:
E308LT0-1
E308LT0-4
EN 12073-2000:
T 19 9 L RM 3
Dopuszczenia:
DB, LR, TÜV,
UDT, Ü
C 0,03
Si 0,6
Mn 1,6
Cr 19,5
Ni 10,0
Ferryt ok. 10%
SzybkoÊç stapiania (kg/h)
1,2mm: 5,0/250A
1,6mm: 6,0/300A
Rp0,2
390 MPa
Rm
565 MPa
A5
39%
KV 44J/+20°C
KV 21J/-196°C
Uzysk: 85-90%
1,2
1,6
OK Tubrod 14.31
Gaz ochronny: Ar+CO2, CO2
Zasilanie: DC+
Rutylowy drut rdzeniowy do spawania stali
austenitycznych typu 18%Cr - 8%Ni - 3%Mo,
w tym tak˝e stabilizowanych Nb lub Ti.
Przeznaczony do spawania g∏ównie w pozy-
cji podolnej i nabocznej. Spoiwo odporne
jest na korozj´ mi´dzykrystalicznà i w˝erowà
oraz wi´kszoÊç rodzajów korozji w roztwo-
rach redukujàcych i neutralnych.
AWS A 5.22-95:
E316LT0-1
E316LT0-4
EN 12073-2000:
T 19 12 3 L RM 3
Dopuszczenia:
DB, LR, TÜV, UDT, Ü
C 0,03
Si 0,6
Mn 1,5
Cr 19
Ni 12,0
Mo 2,5
Ferryt 10-15%
SzybkoÊç stapiania (kg/h)
1,2mm: 5,0/250A
1,6mm: 6,0/300A
Rp0,2
410 MPa
Rm
570 MPa
A5
33%
KV 40J/+20°C
KV 30J/-60°C
Uzysk: 85-90%
1,2
1,6
OK Tubrod 14.32
Gaz ochronny: Ar+CO2, CO2
Zasilanie: DC+
Rutylowy drut rdzeniowy do spawania stali
austenitycznych typu 24%Cr - 13%Ni oraz
do ∏àczenia materia∏ów ró˝noimiennych -
stali niestopowych i niskostopowych z wyso-
kostopowymi. Mo˝e byç u˝ywany do spawa-
nia stali ferrytycznych i martenzytycznych
13%Cr i 17%Cr. Przeznaczony do pracy
g∏ównie w pozycji podolnej i nabocznej.
AWS A 5.22-95:
E309LT0-1
E309LT0-4
EN 12073-2000:
T 23 12 L RM 3
Dopuszczenia:
DB, LR, TÜV,
UDT, Ü
C 0,03
Si 0,6
Mn 1,5
Cr 24,0
Ni 13,0
Ferryt ok. 20%
SzybkoÊç stapiania (kg/h)
1,2mm: 5,0/250A
1,6mm: 6,0/300A
Rp0,2
450 MPa
Rm
595 MPa
A5
32%
KV 42J/+20°C
Uzysk: 85-90%
1,2
1,6
AWS A 5.22-95:
E309MoLT0-1
E309MoLT0-4
EN 12073-2000:
T 23 12 2 L RM 3
Dopuszczenia:
LR, TÜV, UDT,
RINA
OK Tubrod 14.37
Gaz ochronny: Ar+CO2, CO2
Zasilanie: DC+
Rutylowy drut rdzeniowy do spawania stali
ferrytyczno-austenicznych typu „duplex”
oraz ∏àczenia tych stali ze stalami
niestopowymi i niskostopowymi.
AWS A 5.22-95:
E2209T0-1
E2209T0-4
EN 12073-2000:
T 22 9 3 N L RM 3
Dopuszczenia:
UDT, TÜV, GL, DNV
C 0,03
Si 0,9
Mn 0,9
Cr 22,0
Ni 9,0
Mo 3,0
N 0,13
Ferryt: ok. 40%
SzybkoÊç stapiania (kg/h)
1,2mm: 5,0/250A
Rp0,2 min.490 MPa
Rm min. 640 MPa
A5
41%
KV min.
40J/0°C
KV min. 32J/-40°C
Uzysk: 85-90%
1,2
1,6
OK Tubrod 14.33
Gaz ochronny: Ar+CO2, CO2
Zasilanie: DC+
Rutylowy drut rdzeniowy do stali austenity-
cznych typu 18%Cr - 8%Ni - 3%Mo oraz do
∏àczenia stali niskow´glowych ze stalami
wysokostopowymi. Zalecany do warstw
poÊrednich, uk∏adanych przy platerowaniu.
Przeznaczony do spawania g∏ównie w pozy-
cji podolnej i nabocznej.
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
Sk∏ad chem. stopiwa (%)
WydajnoÊç
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Ârednica
(mm)
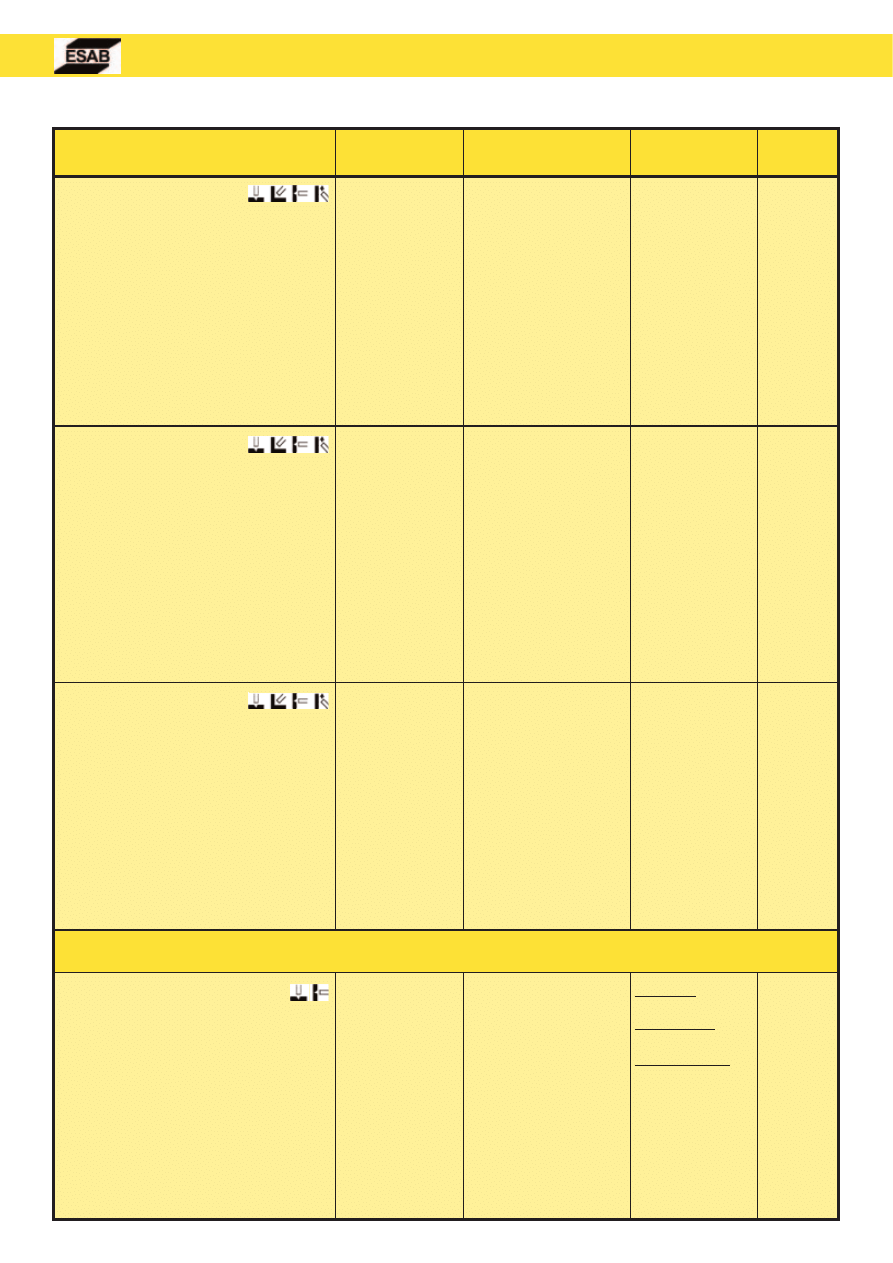
Druty rdzeniowe (proszkowe)
65
ESAB Sp. z o.o.
OK Tubrodur 14.70
Gaz ochronny: - (drut samoos∏onowy),
ew. CO2
Zasilanie: DC- 1,6mm, DC+ 2,4mm
Zasadowy drut rdzeniowy wytwarzajàcy sto-
piwo o du˝ej zawartoÊci w´glików chromu,
niezwykle odporne na zu˝ycie przez Êcie-
ranie drobnoziarnistymi materia∏ami, takimi
jak piasek, glina, ruda itp. Zachowuje w∏aÊ-
ciwoÊci do temp. ok. 500°C. Stosowany do
napawania czerpaków, ∏y˝ek koparek,
Êwidrów ziemnych, lemieszy zgarniarek itp.
DIN 8555:
MF10-55 GRZ
C 3,5
Si 0,4
Mn 0,8
Cr 21
Mo 3,5
V 0,4
SzybkoÊç stapiania (kg/h)
1,6mm: 3,8/290A
2,4mm: 4,8/350A
TwardoÊç:
50-60 HRC
ObrabialnoÊç:
szlifowanie
OdpornoÊç na:
Êcieranie
- doskona∏a
zu˝ycie w podw.
temp.
- b. dobra
korozj´ -
dobra
udar
- umiarkowana
1,6
2,4
Druty rdzeniowe do napawania
C 0,03
Si 0,6
Mn 1,2
Cr 24,0
Ni 13,0
Ferryt: 10-15%
SzybkoÊç stapiania (kg/h)
1,6mm: 7,0/350A
Rp0,2 min. 300 MPa
Rm
515 MPa
A5
32%
KV min. 60J/+20°C
Uzysk: ok. 95%
1,2
1,6
FILARC PZ 6403
Gaz ochronny: Ar+2%O2, Ar+20%CO2
Zasilanie: DC+
Drut proszkowy o rdzeniu metalowym do
stali austenitycznych typu 18%Cr - 8%Ni -
3%Mo, w tym tak˝e odmian stabilizowanych
Nb lub Ti. Spoiwo odporne na korozj´ w˝e-
rowà oraz wi´kszoÊç rodzajów korozji w roz-
tworach redukujàcych i neutralnych.
Przeznaczony do spawania g∏ównie w pozy-
cji podolnej i nabocznej. Do cienkich blach
mo˝e byç u˝ywany ∏uk pulsujàcy MIG.
AWS A 5.9-93:
(EC316L)
EN 12073-99:
T 19 12 3 L MM 2
Dopuszczenia:
DNV, DB, TÜV,
UDT, Ü
C 0,03
Si 0,7
Mn 1,2
Cr 18,0
Ni 12,0
Mo 2,7
Ferryt ok. 10%
SzybkoÊç stapiania (kg/h)
1,2mm: 4,6/250A
1,6mm: 7,0/300A
Rp0,2 min.320 MPa
Rm min. 515 MPa
A4
min. 35%
KV min. 32J/-196°C
Uzysk: ok. 95%
1,2
1,6
FILARC PZ 6410
Gaz ochronny: Ar+2%O2
Zasilanie: DC+
Metalowy drut rdzeniowy do spawania stali
austenitycznych typu 18%Cr - 8%Ni, w tym
tak˝e stabilizowanych Nb lub Ti. Niska za-
wartoÊç w´gla zapewnia dobrà odpornoÊç
stopiwa na korozj´ mi´dzykrystalicznà.
Przeznaczony do spawania g∏ównie w pozy-
cji podolnej i nabocznej. Do cienkich blach
mo˝e byç u˝ywany ∏uk pulsujàcy. Drut sto-
sowany jest te˝ do wydajnego platerowania.
AWS A 5.9-93:
(EC308L)
EN 12073-99:
T 19 9 L MM 2
Dopuszczenia:
DB, TÜV, UDT, Ü
C 0,03
Si 0,7
Mn 1,2
Cr 19,0
Ni 10,0
Ferryt ok. 10%
SzybkoÊç stapiania (kg/h)
1,2mm: 4,6/250A
1,6mm: 7,0/300A
Rp0,2 min.320 MPa
Rm min. 515 MPa
A4
min. 37%
KV min. 32J/-196°C
Uzysk: ok. 95%
1,2
1,6
FILARC PZ 6414
Gaz ochronny: Ar+2%O2
Zasilanie: DC+
Metalowy drut rdzeniowy do stali austeni-
tycznych 24%Cr - 13%Ni oraz do ∏àczenia
materia∏ów ró˝noimiennych - stali niestopo-
wych i niskostopowych z wysokostopowymi.
Mo˝e byç u˝ywany do spawania stali
martenzytycznych i ferrytycznych 13%Cr
i 17%Cr. Przeznaczony do pracy g∏ównie
w pozycji podolnej i nabocznej. Do cienkich
blach lub w pozycjach przymusowych mo˝e
byç u˝ywany ∏uk pulsujàcy.
AWS A 5.9-93:
EC309L
EN 12073-99:
T 23 12 L MM 2
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
Sk∏ad chem. stopiwa (%)
WydajnoÊç
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Ârednica
(mm)
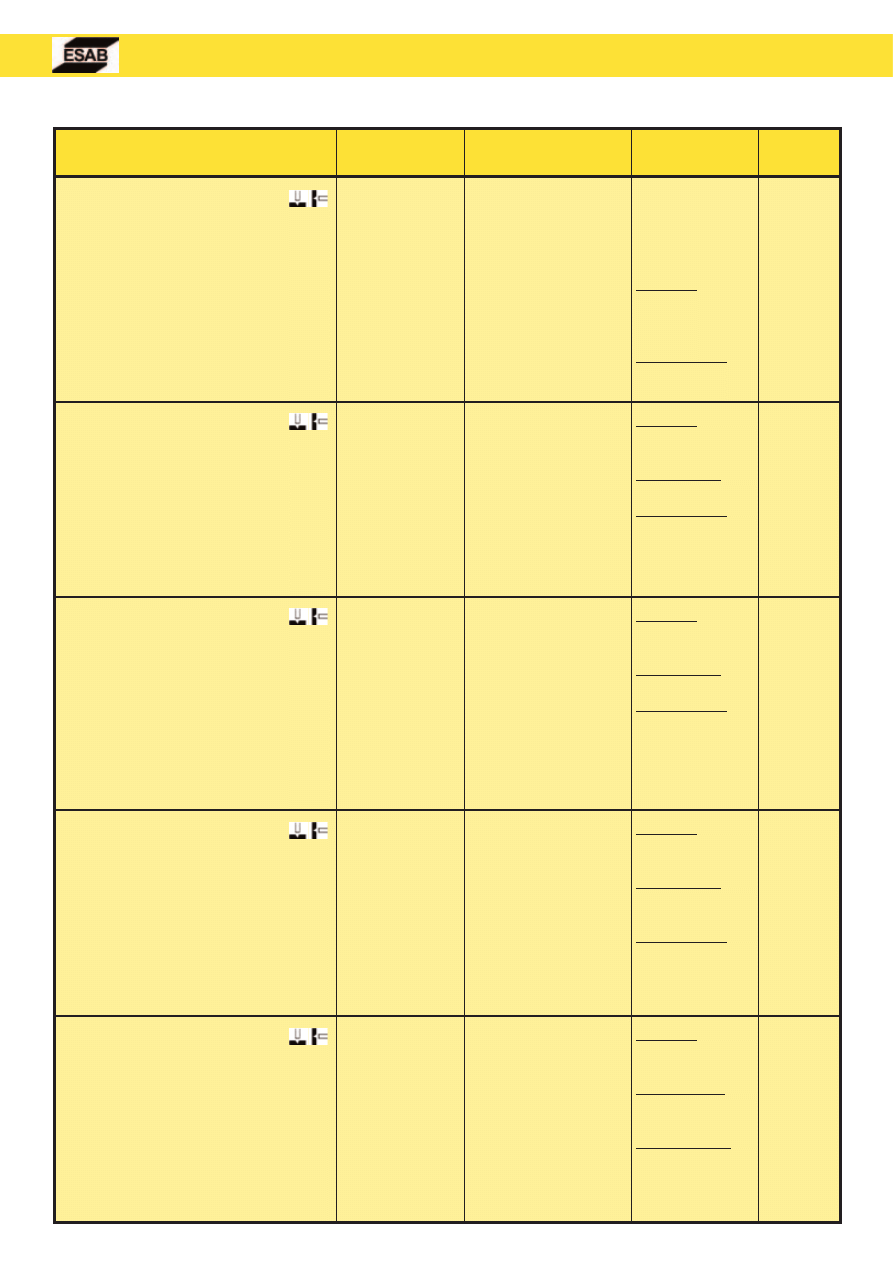
Druty rdzeniowe (proszkowe)
66
ESAB Sp. z o.o.
C 0,15
Si 0,5
Mn 1,5
Cr 4,5
Ni 0,5
Mo 0,5
SzybkoÊç stapiania (kg/h)
1,6mm: 3,8/280A
2,0mm: 4,3/350A
2,4mm: 4,8/380A
TwardoÊç:
35-45 HRC
ObrabialnoÊç:
dostateczna
OdpornoÊç na:
udar -
dobra
Êcieranie metal-
metal
- b. dobra
1,6
2,0
2,4
OK Tubrodur 15.43
Gaz ochronny: -
Zasilanie: DC+
Zasadowy drut samoos∏onowy wytwarzajàcy
stopiwo o strukturze martenzytyczno-bainity-
cznej. Opracowany specjalnie do regene-
racji szyn i elementów torów kolejowych
oraz tramwajowych w warunkach polowych.
Przeznaczony do stali w´glowych - manga-
nowych.
DIN 8555:
MF 1-350
C 0,15
Si 0,5
Mn 1,1
Cr 1,0
Ni 2,3
Mo 0,5
SzybkoÊç stapiania (kg/h)
1,6mm: 3,8/290A
TwardoÊç:
30-40 HRC
ObrabialnoÊç:
dobra
OdpornoÊç na:
udar -
dobra
Êcieranie metal-
metal
- b. dobra
1,6
OK Tubrodur 14.71
Gaz ochronny: - (drut samoos∏onowy),
ew. CO2
Zasilanie: DC+
Rutylowy drut rdzeniowy wytwarzajàcy auste-
nityczne stopiwo, odporne na udar i b. du˝e
naciski. Przeznaczony do napawania i ∏àcze-
nia stali 13%Mn (Hadfielda) oraz innych,
trudnospawalnych stopów. Mo˝e byç te˝ sto-
sowany do platerowania stali w´glowych lub
niskostopowych oraz do uk∏adania warstw
poÊrednich przed napawaniem twardym.
DIN 8555:
MF 8-200-CKNPZ
AWS A5.22:
E307T0-3
EN 12073-99:
T 18 8 Mn UN 3
C 0,07
Si 0,5
Mn 5,6
Cr 19
Ni 8,5
SzybkoÊç stapiania (kg/h)
1,6mm: 3,8/290A
2,4mm: 4,8/350A
Rp0,2 ok. 400 MPa
Rm
ok. 650 MPa
A5
ok. 30%
KV 40J/-120°C
KV 30J/-196°C
TwardoÊç:
ok. 20 HRC, po
utwardzeniu zgnio-
tem: ok. 41HRC
OdpornoÊç na:
udar -
doskona∏a
korozj´ - b. dobra
1,6
2,4
OK Tubrodur 15.40
Gaz ochronny: CO2
Zasilanie: DC+/-
Rutylowy drut rdzeniowy wytwarzajàcy stopi-
wo martenzytyczne Cr-Mn. Przeznaczony do
napawania kó∏ tocznych, ogniw gàsiennic,
rolek przenoÊników taÊmowych, walców, wa∏-
ków itp. Na ogó∏ nie wymaga podgrzewania
wst´pnego. Zalecane jest wy˝arzanie odpr´-
˝ajàce wa∏ków w temperaturze 500-600°C.
DIN 8555:
MF 1-350
C 0,2
Si 1,0
Mn 1,4
Cr 1,4
SzybkoÊç stapiania (kg/h)
1,6mm: 3,8/290A
2,0mm: 4,3/325A
2,4mm: 4,8/350A
TwardoÊç:
32-40 HRC
ObrabialnoÊç:
dobra
OdpornoÊç na:
udar -
dobra
Êcieranie metal-
metal
- b. dobra
1,6
2,0
2,4
OK Tubrodur 15.41
Gaz ochronny: - (drut samoos∏onowy)
Zasilanie: DC+
Zasadowy drut rdzeniowy wytwarzajàcy
stopiwo martenzytyczne Cr-Mn. Przezna-
czony do regeneracji w warunkach polo-
wych wa∏ków, kó∏, elementów torów wyko-
nanych ze stali C-Mn. Mo˝e byç stosowany
do uk∏adania warstw poÊrednich przed
napawaniem twardszym materia∏em.
DIN 8555:
MF 1-300
Dopuszczenia:
DB
C 0,15
Si 0,5
Mn 1,5
Cr 3,5
SzybkoÊç stapiania (kg/h)
1,2mm: 3,3/250A
1,6mm: 3,8/320A
2,4mm: 4,8/360A
TwardoÊç:
28-36 HRC
ObrabialnoÊç:
dobra
OdpornoÊç na:
udar -
dobra
Êcieranie metal-
metal
- b. dobra
1,2
1,6
2,4
DIN 8555:
MF 1-400
OK Tubrodur 15.42
Gaz ochronny: -, ew. CO2
Zasilanie: DC+
Zasadowy drut samoos∏onowy wytwarzajàcy
stopiwo martenzytyczne. Przeznaczony do
napawania kó∏ tocznych, ogniw gàsiennic,
walców do k´sów, rolek przenoÊników
taÊmowych, wa∏ków itp. Przy pojedynczych
warstwach nie jest konieczne podgrzewanie
wst´pne.
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
Sk∏ad chem. stopiwa (%)
WydajnoÊç
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Ârednica
(mm)
Druty rdzeniowe (proszkowe)
67
ESAB Sp. z o.o.
OK Tubrodur 15.66
Gaz ochronny: Ar+2%O2
Zasilanie: DC+
Zasadowy drut rdzeniowy wytwarzajàcy
stopiwo ˝elazo-niklowe. Przeznaczony do
spawania ˝eliwa szarego, ciàgliwego i sfero-
idalnego. Umo˝liwia ∏àczenie ˝eliw ze stala-
mi i innymi materia∏ami. Stosowany tak˝e do
napawania i napraw wad w odlewach.
AWS A 5.15:
E NiFe-Cl
DIN 8573:
MF NiFe-1
C 0,1
Si 0,75
Mn 0,4
Ni 50
Cu 2,5
Fe ok.42
TwardoÊç:
200 HV
Re
250 MPa
Rm
450 MPa
A5
12%
1,2
C 0,3
Si 0,5
Mn 13,5
Cr 14,0
Ni 1,5
Mo 0,8
V 0,4
SzybkoÊç stapiania (kg/h)
1,6mm: 3,8/280A
2mm: 4,8/380A
TwardoÊç:
200-250 HV,
po utwardzeniu
zgniotem:
400-500 HV
ObrabialnoÊç:
szlifowanie
OdpornoÊç na:
udar -
doskona∏a
Êcieranie -
dobra
1,6
2,0
OK Tubrodur 15.60
Gaz ochronny: -, ew. CO2
Zasilanie: DC+
Rutylowy drut rdzeniowy wytwarzajàcy
austenityczne stopiwo manganowe.
Przeznaczony do regeneracji kruszarek,
m∏otów, elementów maszyn górniczych, do
prac ziemnych itp. oraz innych zastosowaƒ
wymagajàcych stopiwa odpornego na
p´kanie pod wp∏ywem silnego udaru.
DIN 8555:
MF7-250-KP
AWS A5.13:
(ER FeMn-A)
C 0,9
Si 0,4
Mn 13
Ni 3,0
SzybkoÊç stapiania (kg/h)
1,6mm: 3,2/260A
2,4mm: 4,8/350A
TwardoÊç:
200-250 HV,
po utwardzeniu
zgniotem:
400-500 HV
ObrabialnoÊç:
tylko szlifowanie
OdpornoÊç na:
udar -
doskona∏a
1,6
2,4
OK Tubrodur 15.65
Gaz ochronny: -, ew. CO2
Zasilanie: DC+
Rutylowy drut rdzeniowy wytwarzajàcy mar-
tenzytyczno-austenityczne stopiwo, utwar-
dzalne zgniotem. Stosowane do napawania
stali w´glowej, niskostopowej oraz stali o
zaw. 13% Mn. Przeznaczony do regeneracji
kruszarek, m∏otów, krzy˝ownic w torach
kolejowych, elementów maszyn do prac
ziemnych itp.
DIN 8555:
MF7-250-KPR
Dopuszczenia:
DB
OK Tubrodur 15.52
Gaz ochronny: -, ew. CO2
Zasilanie: DC+
Rutylowy drut rdzeniowy wytwarzajàcy stopi-
wo martenzytyczne. Przeznaczony do napa-
wania Êrub pociàgowych, mieszade∏, ∏y˝ek
koparek, rowków pierÊcieni t∏okowych w sil-
nikach Diesla oraz innych zastosowaƒ,
wymagajàcych wysokiej odpornoÊci na
Êcieranie.
DIN 8555:
MF6-55-GP
C 0,4
Si 0,3
Mn 1,3
Cr 5,0
Mo 1,2
SzybkoÊç stapiania (kg/h)
1,6mm: 3,8/300A
2,4mm: 4,8/400A
TwardoÊç:
55-60 HRC
ObrabialnoÊç:
tylko szlifowanie
OdpornoÊç na:
udar - dostateczna
Êcieranie - b. dobra
1,6
2,4
OK Tubrodur 15.73
Gaz ochronny: Ar+CO2, CO2
Zasilanie: DC+
Metalowy drut rdzeniowy wytwarzajàcy nie-
rdzewne stopiwo martenzytyczne. Przezna-
czony do napawania wa∏ków, gniazd zawo-
rów, walców hutniczych i papierniczych oraz
podobnych zastosowaƒ, gdzie wyst´puje
Êcieranie przy umiarkowanych udarach,
cz´sto w podwy˝szonej temperaturze lub
agresywnym Êrodowisku.
AWS A 5.9-93:
ER 420
DIN 8555:
MF5-45-RTZ
C 0,18
Si 0,3
Mn 1,2
Cr 13,0
Ni 2,5
Mo 1,5
V 0,25
Nb 0,25
TwardoÊç:
45-51 HRC
ObrabialnoÊç:
narz´dziami z w´-
glików spiekanych
OdpornoÊç na:
Êcieranie -
dobra
zu˝ycie w podw.
temp.
- b. dobra
korozj´ - b. dobra
1,6
2,0
2,4
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
Sk∏ad chem. stopiwa (%)
WydajnoÊç
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Ârednica
(mm)
Druty rdzeniowe (proszkowe)
68
ESAB Sp. z o.o.
FILARC PZ 6152
FILARC PZ 6352
Gaz ochronny:
Ar+CO2, CO2 (PZ 6152) - (PZ 6352)
Zasilanie: DC+
Metalowy drut rdzeniowy (PZ 6152) oraz
jego odmiana samoos∏onowa (PZ 6352) wy-
twarza stopiwo Cr-Mn odporne na ci´˝kie
udary i Êcieranie „metal- metal”. Stosowany
do regeneracji elementów koparek, m∏otów,
kó∏ pojazdów szynowych, trzpieni obroto-
wych, wa∏ków itp.
DIN 8555:
MF1-300P
C 0,15-0,25
Si 0,30-0,50
Mn 0,7-1,2
Cr 1,8-2,2
SzybkoÊç stapiania (kg/h)
1,6mm: 6,3/350A
Uzysk: 85-90%
TwardoÊç:
27-36 HRC,
po hartowaniu
od temp. 900°C:
42 HRC
ObrabialnoÊç:
dobra
OdpornoÊç na:
Êcieranie metal-
metal -
dobra
udar
- b. dobra
1,6
2,4
C 1,0
Si 1,1
Mn 0,8
Cr 28,0
Ni 2,5
W 4,0
Fe
3,5
Co ok.
5,6
TwardoÊç:
40-43 HRC,
w temp. 650°C:
20-24 HRC
ObrabialnoÊç:
dostateczna
OdpornoÊç na:
udar - dostateczna
Êcieranie
- doskona∏a
Êcieranie metal-
metal
- dobra
zu˝ycie w podw.
temp.
- dobra
korozj´ - doskona∏a
1,2
1,6
OK Tubrodur 15.76
Gaz ochronny: Ar+CO2, CO2
Zasilanie: DC+
Rutylowy drut rdzeniowy wytwarzajàcy nie-
rdzewne stopiwo martenzytyczne. Przezna-
czony do napawania wa∏ków, rowków
pierÊcieni t∏okowych, a przede wszystkim
walców w liniach ciàg∏ego odlewania stali.
Stosowany w przypadku wymaganej odpor-
noÊci na zu˝ycie w podwy˝szonej tempera-
turze lub agresywnym Êrodowisku.
C 0,18
Si 0,3
Mn 1,2
Cr 13,0
Ni 2,5
Mo 1,5
SzybkoÊç stapiania (kg/h)
1,6mm: 6,5/350A
2,4mm: 7,0/400A
TwardoÊç:
41-48 HRC
ObrabialnoÊç:
narz´dziami z w´-
glików spiekanych
OdpornoÊç na:
Êcieranie -
dobra
zu˝ycie w podw.
temp.
- b. dobra
korozj´ - b. dobra
1,6
2,4
OK Tubrodur 15.80
Gaz ochronny: -
Zasilanie: DC+
Zasadowy drut samoos∏onowy wytwarzajàcy
stopiwo martenzytyczne, zawierajàce du˝à
iloÊç w´glików tytanu. Drut opracowany dla
osiàgni´cia maksymalnej odpornoÊci na
Êcieranie przy umiarkowanych udarach.
Stopiwo jest wolne od p´kni´ç i odporne
na odpuszczanie.
DIN 8555:
MF GF-10-60-GP
C 1,6
Si 0,5
Mn 1,5
Cr 6,5
Mo 1,5
Ti
5,0
TwardoÊç:
50-60 HRC
ObrabialnoÊç:
szlifowanie
OdpornoÊç na:
udar
- dobra
Êcieranie - b. dobra
1,6
OK Tubrodur 15.86
Gaz ochronny: Ar
Zasilanie: DC+
Metalowy drut rdzeniowy wytwarzajàcy sto-
piwo stellitowe. Stosowany do zaworów wy-
dechowych, aparatury chemicznej, matryc
kuêniczych, no˝y no˝yc hutniczych itp.
Znajduje zastosowanie w energetyce, prze-
twórstwie papieru, tworzyw sztucznych i gu-
my. Zachowuje w∏aÊciwoÊci u˝ytkowe do
temp. ok. 800°C.
AWS A 5.13:
E CoCr-A
DIN 8555:
MF 20-40-CTZ
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
Sk∏ad chem. stopiwa (%)
WydajnoÊç
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Ârednica
(mm)
Druty rdzeniowe (proszkowe)
69
ESAB Sp. z o.o.
FILARC PZ 6153
FILARC PZ 6353
Gaz ochronny:
Ar+CO2, CO2 (PZ 6153), - (PZ 6353)
Zasilanie: DC+
Metalowy drut rdzeniowy (PZ 6153) oraz
rutylowy drut samoos∏onowy (PZ 6353) wy-
twarzajàcy stopiwo manganowe, odporne na
Êcieranie i udar. Przeznaczony do napawa-
nia gàsiennic, lemieszy spycharek,
kowade∏, obr´czy kó∏, wa∏ów korbowych,
rolek do transportu wlewków, itp.
DIN 8555:
MF1-45P
C 0,15-0,25
Si 1,1-1,4
Mn 5,0-6,0
Cr 0,2-0,4
SzybkoÊç stapiania (kg/h)
1,6mm: 6,3/350A
Uzysk: 90-95%
TwardoÊç:
43-52 HRC
ObrabialnoÊç:
tylko szlifowanie
OdpornoÊç na:
udar
- dobra
Êcieranie
- dobra
zu˝ycie w podw.
temp.
- b. dobra
1,6
FILARC PZ 6154
FILARC PZ 6354
Gaz ochronny:
Ar+CO2, CO2 (PZ 6154), - (PZ 6354)
Zasilanie: DC+
Metalowy drut rdzeniowy (PZ 6154) oraz
rutylowy drut samoos∏onowy (PZ 6354)
wytwarzajàcy stopiwo o du˝ej zawartoÊci
w´glików chromu w osnowie martenzy-
tycznej. Przeznaczone sà do napawania
cz´Êci pracujàcych w bardzo ci´˝kich
warunkach udaru i jednoczesnego Êcierania.
Przy du˝ych ubytkach zalecane jest
napawanie pierwszych warstw materia∏ami
o ni˝szej twardoÊci.
DIN 8555:
MF6-55GP
C 0,5-0,8
Si 0,6-1,0
Mn 0,6-1,0
Cr 4,5-6,5
Mo 0,8-1,2
SzybkoÊç stapiania (kg/h)
1,2mm: 4,0/250A
1,6mm: 6,3/350A
2,4mm: 9,0/450A
Uzysk: 90-95%
TwardoÊç:
55-60 HRC
ObrabialnoÊç:
tylko szlifowanie
OdpornoÊç na:
udar
- dobra
Êcieranie - b. dobra
1,6
2,4
FILARC PZ 6358
Gaz ochronny:-
Zasilanie: DC+
Rutylowy drut samoos∏onowy wytwarzajàcy
stopiwo austenityczne manganowe, nie-
zwykle wytrzyma∏e, ulegajàce utwardzeniu
pod wp∏ywem zgniotu. Przeznaczony tak˝e
do ∏àczenia stali manganowych i w´glowych
lub niskostopowych. Stosowany do regene-
racji kruszarek, m∏otów, krzy˝ownic w torach
kolejowych, maszyn do prac ziemnych itp.
DIN 8555:
MF8-250KP
C 0,2-0,3
Si 0,6-0,8
Mn 15,0-17,0
Cr 15,0-17,0
Ni 0,8-1,0
Mo 0,4-0,6
SzybkoÊç stapiania (kg/h)
1,6mm: 6,3/350A
2,4mm: 9,0/450A
Uzysk: 90-95%
TwardoÊç:
22 HRC,
po utwardzeniu
zgniotem 58 HRC
ObrabialnoÊç:
tylko szlifowanie
OdpornoÊç na:
udar
- doskona∏a
Êcieranie
- dobra
korozj´
- dobra
1,6
2,4
FILARC PZ 6159
Gaz ochronny: CO2, Ar+CO2
Zasilanie: DC+
Metalowy drut rdzeniowy wytwarzajàcy sto-
piwo o du˝ej zawartoÊci w´glików wolframu
w osnowie o strukturze martenzytycznej.
Stopiwo zachowuje wysokà twardoÊç do
temp. ok. 500°C i jest odporne na odpusz-
czanie. Stosowany do napawania np. ele-
mentów urzàdzeƒ hutniczych.
DIN 8555:
MF3-50T
C 0,30-0,45
Si 0,90-1,30
Mn 0,90-1,30
Cr 1,6-2,0
Mo 0,3-0,5
V 0,3-0,5
Co 1,8-2,2
W 7,5-8,5
SzybkoÊç stapiania (kg/h)
1,6mm: 6,3/350A
Uzysk: 90-95%
TwardoÊç:
49-55 HRC
ObrabialnoÊç:
tylko szlifowanie
OdpornoÊç na:
zu˝ycie w podw.
temp.
-b. dobra
1,6
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
Sk∏ad chem. stopiwa (%)
WydajnoÊç
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Ârednica
(mm)
Druty rdzeniowe (proszkowe)
70
ESAB Sp. z o.o.
FILARC PZ 6168
Gaz ochronny: CO2, Ar+CO2
Zasilanie: DC+
Metalowy drut rdzeniowy wytwarzajàcy sto-
piwo odporne na intensywne Êcieranie po∏à-
czone z lekkim udarem, do pracy w podwy˝-
szonej temperaturze. Stosowany do napa-
wania sto˝ków zsypowych wielkich pieców
oraz elementów wyposa˝enia cegielni.
DIN 8555:
MF10-65GRPZ
C 4,3-5,3
Si 0,3-0,7
Mn 0,5-0,9
Cr 16,0-19,0
Mo 0,7-1,1
Nb 4,6-5,4
V 0,8-1,2
W 0,8-1,2
SzybkoÊç stapiania (kg/h)
1,6mm: 6,3/350A
TwardoÊç:
62-64 HRC
ObrabialnoÊç:
tylko szlifowanie
OdpornoÊç na:
zu˝ycie w podw.
temp.
-b. dobra
1,6
C 0,15-0,20
Si 0,5-0,9
Mn 0,4-0,7
Cr 16,0-18,0
Mo 0,9-1,2
SzybkoÊç stapiania (kg/h)
1,6mm: 6,3/350A
Uzysk: 90-95%
TwardoÊç:
36-45 HRC
ObrabialnoÊç:
dostateczna
OdpornoÊç na:
udar
- dobra
Êcieranie- b. dobra
zu˝ycie w podw.
temp.
-b. dobra
1,6
FILARC PZ 6165
Gaz ochronny: CO2
Zasilanie: DC+
Metalowy drut rdzeniowy wytwarzajàcy sto-
piwo o du˝ej zawartoÊci w´glików chromu
w osnowie ledeburtycznej. Wykazuje dosko-
na∏à odpornoÊç na Êcieranie przy ma∏ych
naciskach oraz zu˝ycie typu „metal- metal”.
Stosowany do napawania lemieszy p∏ugów,
przenoÊników Êlimakowych, rynien zsypo-
wych, m∏ynów py∏owych itp.
DIN 8555:
MF10-60C
C 3,5-4,0
Si 1,2-1,5
Mn 1,3-1,7
Cr 26,0-30,0
Mo 3,5-4,0
V 0,08-0,12
SzybkoÊç stapiania (kg/h)
2,4mm: 9,0/450A
Uzysk: 85-90%
TwardoÊç:
58-62 HRC
ObrabialnoÊç:
tylko szlifowanie
OdpornoÊç na:
Êcieranie metal-
metal - doskona∏a
2,4
FILARC PZ 6166
Gaz ochronny: Ar+2%O2
Zasilanie: DC+
Metalowy drut rdzeniowy do ∏àczenia i napa-
wania stali martenzytycznych typu 13%Cr-
4%Ni. Opracowany specjalnie do monta˝u
i napraw turbin wodnych Peltona i Francisa.
Stopiwo jest wysoce odporne na korozj´
napr´˝eniowà i kawitacj´. Drut wykazuje
b. dobre w∏aÊciwoÊci spawalnicze.
AWS A 5.9-93:
(EC 410 NiMo)
EN 12073-99:
(T 13 4 MM 2)
C max.
0,03
Si 0,5-0,9
Mn 1,0-1,5
Cr 12-13,5
Ni 4,0-5,0
Mo 0,3-0,6
SzybkoÊç stapiania (kg/h)
1,2mm: 4,6/250A
O.C. 600°C/8h
TwardoÊç:
280 HV
Rp0,2 ok. 570 MPa
Rm
ok. 760 MPa
A5
min. 15%
KV min.40J/-20°C
1,2
DIN 8555:
MF5-400GC
FILARC PZ 6163
Gaz ochronny: Ar+CO2
Zasilanie: DC+
Metalowy drut rdzeniowy wytwarzajàcy sto-
piwo typu 17%Cr-1%Mo, odporne na utlenia-
nie i odpuszczanie, o bardzo dobrych w∏aÊ-
ciwoÊciach mechanicznych. Opracowany
specjalnie do napawania ∏ukiem plazmowym
- MIG oraz zwyk∏à metodà automatycznà lub
pó∏automatycznà. Stosowany do napawania
rolek w liniach do ciàg∏ego odlewania stali.
Opis i zastosowanie
Klasyfikacja
Dopuszczenia
Sk∏ad chem. stopiwa (%)
WydajnoÊç
(typowy)
W∏aÊciwoÊci
mech. stopiwa
(typowe)
Ârednica
(mm)
MATERIA¸Y DODATKOWE DO SPAWANIA I NAPAWANIA POD TOPNIKIEM
71
* Produkt spoza standardowego szeregu - dane dost´pne na ˝yczenie
ESAB Sp. z o.o.
MATERIA¸Y DODATKOWE DO SPAWANIA I NAPAWANIA POD TOPNIKIEM
Klasyfikacja drutów elektrodowych i taÊm wed∏ug norm AWS, DIN, EN
Str.
Typ ESAB
OK Autrod
Rodzaj stopu %
EN/DIN
AWS
77
12.10
0,5 Mn
EN 756: S1
A 5.17: EL12
77
12.20
1 Mn
EN 756: S2
A 5.17: EM12
78
12.22
1 Mn - Si
EN 756: S2 Si
A 5.17: EM12K
78
12.24
1 Mn - 0,5 Mo
EN 756: S2 Mo
A 5.23: EA2
82
12.30
1,5 Mn
EN 756: S3
A 5.17: (EH12K)
79
12.32
1,5 Mn - Si
EN 756: S3 Si
A 5.17: EH12K
80
12.34
1,5 Mn - 0,5 Mo
EN 756: S3 Mo
A 5.23: EA4
80
12.40
2 Mn
EN 756: S4
A 5.17: EH14
*
12.44
2 Mn - 0,5 Mo
EN 756: S4 Mo
A 5.23: EA3
*
13.10 SC
1 Cr - 0,5 Mo
EN 12070: S CrMo1
A 5.23: EB2
19 Cr - 12 Ni - 2,5 Mo
EN 12072: S 19 12 3 L
A 5.9: ER316L
81
13.20 SC
2 Cr - 1 Mo
EN 12070: S CrMo2
A 5.23: EB3R
*
13.21
1 Mn - 1 Ni
EN 756: (S2Ni)
A 5.23: ENi1
*
13.24
1,5 Mn - 1 Ni
EN 756: S0
-
80
13.27
1 Mn - 2 Ni
EN 756: S2Ni2
A 5.23: ENi2
*
13.39
1 Mn - 1 Ni - 0,5 Mo
EN 756: S2 Ni1Mo
A 5.23: (EF1)
83
13.36
1 Mn - 0,7 Ni -Cr
DIN 8557: (S2 NiCu1)
A 5.23: EG
*
13.40
1 Ni - 0,5 Mo
EN 756: S3 Ni1Mo
A 5.23: (EF3)
*
13.41
3 Ni - Mo
DIN 8557: S2 NiMo3
-
*
13.42
2,5 Ni - 0,7 Cr- 0,5 Mo
DIN 8557: S1 NiCrMo2,5
-
80
13.43
2,5 Ni - 0,7 Cr- 0,5 Mo
DIN 8557: S3 NiCrMo2,5
A 5.23: EG
*
13.44
1,5 Ni - 0,5 Mo
DIN 8557: S3 NiCrMo1,5
A 5.23: (EM2)
85
16.10
20 Cr - 10 Ni
EN 12072: S 19 9 L
A 5.9: ER308L
*
16.11
20 Cr - 10 Ni - Nb
EN 12072: S 19 9 Nb
A 5.9: ER347
*
16.15
20 Cr - 10 Ni
DIN 8556: UPX5 CrNi 19 9
A 5.9: ER308
85
16.30
Materia∏y dodatkowe do spawania i napawania pod topnikiem
72
* Produkt spoza standardowego szeregu - dane dost´pne na ˝yczenie
ESAB Sp. z o.o.
EN 12072: S 20 16 3 MnL
-
86
16.53
24 Cr - 13 Ni
EN 12072: S 23 12 L
A 5.9: ER309L
*
16.54
22 Cr - 14 Ni - 2,5 Mo
-
-
*
16.55
20 Cr - 25 Ni - 4,5 Mo
EN 12072: S 20 25 5 Cu L
A 5.9: (ER385)
*
16.70
25 Cr - 20 Ni
DIN 8556: (UPX12 CrNi 25 20)
A 5.9: ER310
*
16.75
30 Cr - 9 Ni
DIN 8556: UPX10 CrNi 30 9
A 5.9: ER312
86
16.86
23 Cr - 9 Ni - 3 Mo
EN 12072: S 22 9 3 NL
A 5.9: ER2209
*
16.87
4 Mn - 25 Cr - 22 Ni
-
-
87
16.88
25 Cr - 10 Ni - 4 Mo
EN 12072: S 25 9 4 NL
-
*
16.95
6,5 Mn - 18 Cr - 8 Ni
EN 12072: S 18 8 Mn
A 5.9: (ER307)
*
19.81
23 Cr - 60 Ni - 16 Mo
DIN 1736: UP - NiCr23Mo16
A 5.14: ERNiCrMo-13
*
19.82
21 Cr - 60 Ni - 9 Mo
DIN 1736: UP - NiCr21Mo9Nb
A 5.14: ERNiCrMo-3
*
11.61
20 Cr - 10 Ni
DIN 8556: UPX2 CrNi 19 9
A 5.9: EQ308L
85
11.62
20 Cr - 10 Ni - Nb
DIN 8556: UPX5 CrNiNb 19 9
A 5.9: EQ347
85
11.63
19 Cr - 12 Ni - 2,5 Mo
DIN 8556: UPX2 CrNiMo 19 12
A 5.9: EQ316L
85
11.65
24 Cr - 13 Ni
DIN 8556: UPX2 CrNi 24 12
A 5.9: EQ309L
*
11.66
24 Cr - 13 Ni - Nb
DIN 8556: UPX2 CrNiNb 24 12
-
*
11.71
22 Cr - 11 Ni
-
A 5.9: (EQ309L)
*
11.72
21 Cr - 11 Ni
-
A 5.9: (EQ309LNb)
*
11.73
-
A 5.9: (EQ309LMo)
*
11.82
17 Cr
-
A 5.9: EQ430
*
19.85
20 Cr - 70 Ni - Nb
DIN 1736: UP - NiCr20Nb
A 5.14: ERNiCr-3
OK Band
*
16.34
19 Cr - 14 Ni - 3,5 Mo
-
A 5.9: ER317L
*
16.35
19 Cr - 11 Ni - 2,5 Mo
DIN 8556: UPX5 CrNiMo 19 11
A 5.9: ER316
*
16.38
20 Cr - 17 Ni - 3 Mo
21 Cr - 13 Ni - 3 Mo
19 Cr - 17 Ni - 4,5 Mo
EN 12072: S 18 16 5 NL
A 5.9: (ER317L)
*
16.36
Str.
Typ ESAB
OK Autrod
Rodzaj stopu %
EN/DIN
AWS
Materia∏y dodatkowe do spawania i napawania pod topnikiem
73
* Produkt spoza standardowego szeregu - dane dost´pne na ˝yczenie
ESAB Sp. z o.o.
Druty rdzeniowe do napawania pod topnikiem
Str.
Typ ESAB
Rodzaj stopu %
TwardoÊç
OK Flux
OK Tubrodur
89
15.40S
3,5 Cr
32-40 HRC
10.71
89
15.42S
4,5 Cr - 0,5 Ni - 0,5 Mo
35-44 HRC
10.71
440-600 HV30
10.61
*
15.46S
1,4 Cr - 0,5 Mo
315-345 HV30
10.61
*
15.65S
14,5 Cr - 0,8 Mo- 1,5 Ni - 0,6 V
200-250 HV30
10.62
89
15.52S
0,4 C - 5 Cr - 1,2 Mo
55-60 HRC
10.71
89
15.70S
13 Cr
300-400 HV30
10.91
89
15.73S
13 Cr - 2,5 Ni - 1,5 Mo
45-51 HRC
10.61
*
15.74S
13 Cr - 2,5 Ni - 1,5 Mo - V - Nb
460-650 HV30
10.61
*
15.76S
13 Cr - 2,5 Ni - 1,5 Mo
41-48 HRC
10.61, 10.71
*
15.44S
5 Cr - 1 Mo - 3,5 Nb
*
15.72S
12 Cr - 4 Ni - 1 Mo - 0,1V
480-585 HV30
10.61
*
15.91S
24 Cr - 4,5 Ni - 1,5 Mo
10.92
-
A 5.23: F7A2-EC-A4
*
14.07S
1,2 Cr - 0,5 Mo
-
A 5.23: F9AZ-ECB2-B2
*
14.08S
2,2 Cr - 1 Mo
-
-
*
14.53S
2,2 Ni - 0,3 Mo
-
A 5.23: F9A2-EC-G
*
15.23S
9 Cr - 0,5 Ni
-
-
88
15.00S
C - Mn
-
A 5.17: F7A4-EC1
*
15.24S
0,8 Ni
-
A 5.23: F8A6-EC-G
88
15.25S
2,2 Ni
-
A 5.23: F7A8-EC-Ni2
OK Tubrod
88
14.00S
C - Mn
-
A 5.17: F7A2-EC1
88
14.02S
0,5 Mo
Str.
Typ ESAB OK
Autrod/Tigrod
Rodzaj stopu %
EN/DIN
AWS
ESAB Sp. z o.o.
74
* Produkt/kombinacja spoza standardowego szeregu - dane dost´pne na ˝yczenie
MATERIA¸Y DODATKOWE DO SPAWANIA I NAPAWANIA POD TOPNIKIEM
Klasyfikacja topników i kombinacji „drut-topnik” wed∏ug norm AWS, DIN, EN
Str.
Typ ESAB
AWS A5.17, A5.23
EN 760, 765
DIN 8557, 32522
-
12.10
12.20
12.30
-
12.10
12.22
-
Materia∏y do stali niestopowych, drobnoziarnistych i niskostopowych
77
10.40
-
SF MS 1 88 AC
FMS 1 88 AC 8M 2-16
77
10.40
F6A0-EL12, F6P0-EL12
S35 2 MS S1
UPY 35-32-S1 FMS 1-89
77
10.40
F7A0-EM12, F6P0-EM12
S38 2 MS S2
UPY 38-32-S2 FMS 1-88
-
10.40
-
S 38 0 MS S3
UPY 38-21-S3 FMS 1-87
77
10.45
-
SF MS 1 55 AC
FMS 1 55 AC 8SK 1-10
77
10.45
F6A2-EL12, F6P2-EL12
S 35 2 MS S1
-
78
10.45
F7A0-EM12K, F6P2-EM12K
S 38 0 MS S2 Si
-
-
10.50
do spawania elektro˝u˝lowego
-
F FB 1 55 AC
-
10.50
-
-
-
F8P2-EB3-B3
-
12.10
12.22
12.24
12.32
-
12.20
12.22
12.24
12.32
12.34
12.40
12.44
13.10 SC
13.20 SC
OK Flux
OK Autrod
13.21
13.24
*
10.62
F7A6-ENi1-Ni1, F7P8-ENi1-Ni1
S 42 5 FB S2 Ni
-
*
10.62
F8A10-EG-G, F8P8-EG-G
S 50 6 FB S0
-
-
-
12.20
78
10.61
-
SA FB 1 65 DC
32522: BFB 165 DC 7 M 2-16
78
10.61
-
(S 29 2 FB S1)
UPY 31-43-S1 BFB 1-55
78
10.61
F7A8-EM12K, F7P8-EM12K
S 38 3 FB S2 Si
UPY 42-55-S2 Si BFB 1-65
78
10.61
F8A4-EA2-A2, F7P2-EA2-A2
S 42 2 FB S2 Mo
UPY 50-54-S2 Mo BFB 1-65
79
10.61
-
S 42 3 FB S3 Si
UPY 42-55-S3 Si BFB 1-65
79
10.62
-
SA FB 1 55 AC H5
BFB 1 55 AC 8 M HP5 2-16
79
10.62
F6A4-EM12, F6P5-EM12
S 35 3 FB S2
UPY 35-54-S2 BFB 1-55
79
10.62
F7A8-EM12K, F6P8-EM12K
S 38 4 FB S2 Si
UPY 38-55-S2 Si BFB 1-55
79
10.62
F8A6-EA2-A2, F7P6-EA2-A2
S 42 4 FB S2 Mo
UPY 50-54-S2 Mo BFB 1-55
80
10.62
F7A8-EH12K, F7P8-EH12K
S 46 6 FB S3 Si
UPY 46-55-S3 BFB 1-55
80
10.62
F8A4-EA4-A4, F8P4-EA4-A4
S 50 4 FB S3 Mo
UPY 55-55-S3 Mo BFB 1-55
80
10.62
F7A6-EH14, F7P5-EH14
S 50 3 FB S4
UPY 50-54-S4 BFB 1-54
*
10.62
F9A8-EA3-A3, F9P8-EA3-A3
S 50 5 FB S4 Mo
-
*
10.62
F9P2-EB2-B2
-
-
*
10.62
Materia∏y dodatkowe do spawania i napawania pod topnikiem
75
* Produkt/kombinacja spoza standardowego szeregu - dane dost´pne na ˝yczenie
ESAB Sp. z o.o.
SA AB 1 54 DC H5
BFB 1 54 DC 8M HP5 2-16
*
10.75
F7A4-EA4-A4, F7P2-EA4-A4
S 46 3 FB S2 Mo
-
12.24
12.32
*
10.75
F7A8-EH12K, F7P8-EH12K
S 42 4 FB S3 Si
-
13.36
-
-
13.27
13.30
13.40
13.41
13.42
13.43
-
80
10.62
F8A10-ENi2-Ni2, F8P10-ENi2-Ni2
S 46 8 FB S2 Ni2
-
*
10.62
F8A8-EG-G, F7P10-EG-G
S 46 4 FB S3 Ni1,5
-
*
10.62
F10A8-EG-G, F4P4-EG-G
S 55 6 FB S3 Ni1 Mo
-
*
10.62
-
-
-
*
10.62
-
-
-
80
10.62
F11A8-EG-G, F11P4-EG-G
-
-
81
10.63
-
SA FB 1 55 AC H5
32522: BFB 155 AC 8M HP5 2-16
F8A4-ENi2-Ni2, F7P5-ENi2-Ni2
-
-
12.10
12.20
12.30
-
12.10
12.20
12.22
12.24
12.30
12.32
12.34
13.24
13.27
S 46 3 AB S2 Ni2
-
10.69
topnik do podk∏adki
-
DIN 32522: (BCS D-16)
81
10.70
-
SA AB 1 79 AC
BAB 1 79 AC 8 SM 2-16
81
10.70
F7A4-EL12, F7P4-EL12
S 38 2 AB S1
UPY 38-53-S1 BAB 1-79
81
10.70
F7A2-EM12, F7P2-EM12
S 42 2 AB S2
UPY 42-42-S2 BAB 1-79
82
10.70
-
S 46 3 AB S3
UPY 46-32-S3 BAB 1-78
82
10.71
-
SA AB 1 67 AC H5
BAB 1-67 AC 8 HP 5 2-16
82
10.71
F6A4-EL12, F6P5-EL12
S 35 3 AB S1
UPY 35-54-S1 BAB 1-66
82
10.71
F7A4-EM12, F6P4-EM12
S 38 4 AB S2
UPY 38-54-S2 BAB 1-66
82
10.71
F7A5-EM12K, F6P5-EM12K
S 38 4 AB S2 Si
UPY 42-55-S2 Si BAB 1-66
83
10.71
F8A4-EA2-A2, F7P2-EA2-A2
S 46 2 AB S2 Mo
UPY 46-43-S2 Mo BAB 1-66
*
10.71
-
S 46 4 AB S3
UPY 46-55-S3 BAB 1-65
83
10.71
F7A5-EH12K, F7P6-EH12K
S 46 4 AB S3 Si
UPY 46-55-S3 BAB 1-65
83
10.71
F8A4-EA4-A4, F8P2-EA4-A4
S 50 3 AB S3 Mo
UPY 50-54-S3 Mo BAB 1-65
*
10.71
F8A2-EG-G, F8P2-EG-G
S 50 2 AB S0
-
83
10.71
*
10.71
F8A0-EG-G
S 42 2 AB S0
-
*
10.73
-
SA AB 1 66 AC H5
-
*
10.75
-
*
81
10.63
F8P8-EB3-B3
-
-
13.20SC
Str.
Typ ESAB
AWS A5.17, A5.23
EN 760, 765
DIN 8557, 32522
OK Flux
OK Autrod
Materia∏y dodatkowe do spawania i napawania pod topnikiem
76
* Produkt/kombinacja spoza standardowego szeregu - dane dost´pne na ˝yczenie
ESAB Sp. z o.o.
12.34
13.27
13.30
-
12.10
12.20
*
10.75
F8A4-EA4-A4, F8P4-EA4-A4
S 50 3 FB S3 Mo
-
*
10.75
F7A8-ENi2-Ni2, F7P10-ENi2-Ni2
S 42 6 FB S2 Ni2
-
*
10.75
F8A8-EG-G, F7P8-EG-G
S 46 5 FB S3 Ni1,5
-
84
10.80
-
SA CS 1 89 AC
BCS 1 89 AC 8 M 2-16
84
10.80
F7A2-EL12, F6P0-EL12
S 38 0 CS S1
UPY 38-32-S1 BCS 1-89
84
10.80
F7A2-EM12, F6P0-EM12
S 42 0 CS S2
UPY 42-32-S2 BCS 1-89
*
10.80
-
S 46 0 CS S3
UPY 46-21-S3 BCS 1-88
84
10.81
-
SA AR 1 97 AC
BAR 1 97 AC 8 SMK 2-16
84
10.81
F7AZ-EL12, F7PZ-EL12
S 38 0 AR S1
UPY 42-41-S1 BAR 1-98
12.30
-
12.10
12.20
85
10.81
F7A0-EM12, F7PZ-EM12
S 46 0 AR S2
UPY 42-32-S2 BCS 1-89
85
10.81
F7A0-EM12K
S 46 A AR S2 Si
-
12.22
12.22
*
10.83
F7AZ-EM12K, F7PZ-EM12K
S 42 Z AR S2Si
-
12.51
*
10.83
F7AZ-EH11K, F7PZ-EH11K
S 46 Z AR S0
-
12.30
-
*
10.81
-
S 46 0 AR S3
UPY 50-21-S3 BAR 1-96
*
10.83
-
SA AR 1 85 AC
-
85
10.05
SA Z 2 DC
BAB 6 63255 DC8 B2-20
do platerowania taÊmami austenitycznymi
*
10.07
SA CS 2NiMo DC
-
do platerowania z OK Band 11.82
Topniki do stali wysokostopowych i stopów niklu
do platerowania taÊmami wysokostopowymi
*
10.00
SA CS 2Cr DC
-
do platerowania taÊmami 13% Cr i 17%Cr
*
10.03
SA CS 2Cr DC
BCS 5 71645 DC8 MB 2-16
*
10.96
SA CS 3 Cr DC
-
do napawania twardego elektrodà ze stali
niestopowej, stopiwo ok. 35 HRC
do spawania stali wysokostopowych
typu „duplex”
87
10.93
SA AF 2 DC
BFB 6 63353 DC7 M 1-16
do spawania stali wysokostopowych
typu „super-duplex”
*
10.94
86
10.92
SA CS 2Cr DC
BCS 5 71645 DC8 MB 2-16
do spawania stali nierdzewnych, kwaso-
odpornych oraz do platerowania taÊmà
*
10.10
-
BFB 6 63356 DC17 B1-12
do platerowania ESW taÊmami austenitycznymi
do taÊm 17% Cr,
wytwarza stopiwo 15%Cr, 4% Ni
*
10.08
SA CS 2Ni DC
-
Cr-Ni, do taÊm typu 309L, stopiwo 308L
*
10.09
SA CS 2CrNi DC
-
do platerowania taÊmami ze stopów niklu
*
10.16
SA AF 2 DC
BFB 6 63723 DC8 B1-16
SA AF 2 Cr DC
BFB 5 63754 DC7 M 1-16
Str.
Typ ESAB
AWS A5.17, A5.23
EN 760, 765
DIN 8557, 32522
OK Flux
OK Autrod
77
ESAB Sp. z o.o.
Opis i zastosowanie
Klasyfikacja
topnika/stopiwa
Sk∏ad chemiczny
(typowy - %)
W∏aÊciwoÊci
topnika/stopiwa
(typowe)
Dopuszczenia
Parametry
topnika
OK Flux 10.40
Topnik typu topionego, kwaÊny, man-
ganowo-krzemowy, ogólnego zastoso-
wania do spawania stali niskow´glo-
wych. Zapewnia doskona∏y wyglàd lica
spoiny, niskà wra˝liwoÊç na rdz´ i inne
zanieczyszczenia, zmniejsza ryzyko
wystàpienia porowatoÊci. Do spoin
jedno- i wielowarstwowych.
DIN 32 522:
FMS 1 88 AC 8 M
2-16
EN 760:
SF MS 1 88 AC
SiO2+TiO2
45
Al2O3+MnO 40
CaO+MgO 10
CaF2
5
Wskaênik zasado-
woÊci: 0,75
G´stoÊç nasypowa:
ok. 1,5 kg/dm3
I max. 1500A (1 drut)
U= 26-40 V
zu˝ycie topnika:
1kg/1kg drutu
przy ø 4,0 mm, DC+,
580A, 30V, 33 m/h
OK Flux 10.40
OK Autrod 12.10
Zasilanie: AC, DC+/-
Kombinacja topnika z drutem elektro-
dowym, pomiedziowanym, przezna-
czonym do spawania stali niestopowych
zwyk∏ej jakoÊci.
ø 2,0-6,0 mm
AWS A 5.17:
F6P0-EL12
F6A0-EL12
DIN 8557:
UPY 35-32-S1
FMS 1-89
EN 756:
S 35 0 MS S1
drut
C 0,08
Si 0,02
Mn 0,5
stopiwo
C 0,05
Si 0,6
Mn 1,2
Re
370 MPa
Rm
460 MPa
A5
25%
KV 60J/-20°C
ABS
2TM
LR 2TM
DNV IITM
BV
A2TM
GL 2TM
RS 2TM
UDT
PRS 2TM
DB
TÜV
Ü
OK Flux 10.40
OK Autrod 12.20
Zasilanie: AC, DC+/-
Kombinacja topnika z drutem elektro-
dowym, pomiedziowanym, przezna-
czonym do spawania stali o Êredniej
i podwy˝szonej wytrzyma∏oÊci.
ø 2,0-6,0 mm
AWS A 5.17:
F7A0-EM12
F6P0-EM12
DIN 8557:
UPY 38-32-S2
FMS 1-88
EN 756:
S 38 0 MS S2
drut
C 0,10
Si 0,1
Mn 1,0
stopiwo
C 0,05
Si 0,6
Mn 1,5
Re
410 MPa
Rm
510 MPa
A5
25%
KV 60J/-20°C
ABS
2T, 3M, 3YM
LR
2T, 3M, 3YM
DNV
IIT, IITM
BV
A2T, A3YM
GL
2T, 3YM
UDT
DB
TÜV
Ü
OK Flux 10.45
Topnik typu topionego, kwaÊny, lekko
domieszkujàcy Mn, do stali niestopo-
wych. Specjalnie opracowany do
spawania z du˝à pràdkoÊcià
(do 3 m/min - przy cienkich blachach).
DIN 32 522:
FMS 1 55 AC 8 SK
1-10
EN 760:
SF MS 1 55 AC
Al2O3+MnO 45
SiO2+TiO2
40
CaO+MgO 5
CaF2
5
Wskaênik zasado-
woÊci: 0,85
G´stoÊç nasypowa:
1,75 kg/dm3
I max. 1200A
U= 26-36 V
zu˝ycie topnika:
1,8 kg/1kg drutu
przy ø 4,0 mm, DC+,
580A, 30V, 33 m/h
OK Flux 10.45
OK Autrod 12.10
Zasilanie: AC, DC+
Kombinacja topnika z drutem elektro-
dowym, pomiedziowanym, przezna-
czonym do spawania stali niestopowych
zwyk∏ej jakoÊci.
ø 2,0-6,0 mm
AWS A 5.17:
F6A2-EL12
F6P2-EL12
EN 756:
S 35 2 MS S1
stopiwo
C 0,07
Si
0,2
Mn 1,0
Re
410 MPa
Rm
480 MPa
A5
25%
KV 60J/-29°C
-
Materia∏y do stali niestopowych, drobnoziarnistych i niskostopowych
Materia∏y dodatkowe do spawania i napawania pod topnikiem
Materia∏y dodatkowe do spawania i napawania pod topnikiem
78
ESAB Sp. z o.o.
drut
C 0,10
Si 0,01
Mn 1,0
stopiwo
C 0,08
Si 0,25
Mn 1,0
Mo 0,45
Re
520 MPa
Rm
640 MPa
A5
26%
KV 50J/-40°C
ABS 3TM,
3YTM,
LR 3TM,
3YTM,
DNV
IIITYM
BV
A3, A3YTM
GL 3YTM
RS 3YTM
CO 3YTM
DB
TÜV
UDT
OK Flux 10.61
OK Autrod 12.22
Zasilanie: DC+
Kombinacja topnika z drutem elektro-
dowym, pomiedziowanym, przeznaczo-
nym do spawania stali o Êredniej
i podwy˝szonej wytrzyma∏oÊci.
ø 2,0-5,0 mm
AWS A 5.17:
F7A8-EM12K
F7P8-EM12K
DIN 8557:
UPY 42-55-S2Si BFB
1-65
EN 756:
S 38 3 FB S2Si
stopiwo
C 0,08
Si 0,35
Mn 1,0
Re
450 MPa
Rm
520 MPa
A5
30%
KV 90J/-40°C
OK Flux 10.61
OK Autrod 12.24
Zasilanie: DC+
Kombinacja topnika z drutem elektro-
dowym, pomiedziowanym, z dodatkiem
stopowym Mo, do stali niestopowych
i niskostopowych podwy˝szonej wytrzy-
ma∏oÊci.
ø 2,0-6,0 mm
AWS A 5.23:
F8A4-EA2-A2
F7P2-EA2-A2
DIN 8557:
UPY 50-54-S2Mo
BFB 1-65
EN 756:
S 42 2 FB S2Mo
OK Flux 10.45
OK Autrod 12.22
Zasilanie: AC, DC+
Kombinacja topnika z drutem elektro-
dowym, pomiedziowanym, przeznaczo-
nym do spawania stali o Êredniej
i podwy˝szonej wytrzyma∏oÊci.
ø 2,0-5,0 mm
AWS A 5.17:
F7A0-EM12K
F6P2-EM12K
EN 756:
S 38 0 MS S2Si
drut
C 0,10
Si
0,2
Mn 1,0
stopiwo
C 0,06
Si
0,25
Mn
1,1
Re
450 MPa
Rm
520 MPa
A5
32%
KV 50J/-18°C
OK Flux 10.61
Topnik aglomerowany, wysokozasado-
wy, nie wprowadzajàcy sk∏adników
stopowych, do stali niskow´glowych
zwyk∏ych i podwy˝szonej wytrzyma∏oÊci.
Zapewnia dobrà udarnoÊç w obni˝onej
temperaturze. Przeznaczony do spoin
czo∏owych, wielowarstwowych, wykony-
wanych pojedynczym drutem.
DIN 32 522:
BFB 1 65 DC 7 M
2-16
EN 760:
SA FB 1 65 DC
CaO+MgO 40
Al2O3+MnO 15
SiO2+TiO2
15
CaF2
25
Wskaênik zasado-
woÊci: 2,8
G´stoÊç nasypowa:
1,1 kg/dm3
I max. 900A
(pojedynczy drut)
U= 26-34 V
zu˝ycie topnika:
0,9 kg/1kg drutu
przy ø 4,0 mm, DC+,
580A, 30V, 33 m/h
OK Flux 10.61
OK Autrod 12.10
Zasilanie: DC+
Kombinacja topnika z drutem elektro-
dowym, pomiedziowanym, przeznaczo-
nym do spawania stali niestopowych
zwyk∏ej jakoÊci.
ø 2,0-6,0 mm
DIN 8557:
UPY 31-43-S1 BFB
1-55
EN760:
(S 29 2 FB S1)
stopiwo
C 0,07
Si 0,15
Mn 0,5
Re
350 MPa
Rm
470 MPa
A5
26%
KV 120J/-20°C
CO: 2T3M
DB
TÜV
UDT
Ü
Opis i zastosowanie
Klasyfikacja
topnika/stopiwa
Sk∏ad chemiczny
(typowy - %)
W∏aÊciwoÊci
topnika/stopiwa
(typowe)
Dopuszczenia
Parametry
topnika
Materia∏y dodatkowe do spawania i napawania pod topnikiem
79
ESAB Sp. z o.o.
OK Flux 10.61
OK Autrod 12.32
Zasilanie: DC+
Kombinacja topnika z drutem elektro-
dowym, pomiedziowanym, ze zwi´k-
szonym dodatkiem stopowym Mn,
do stali niestopowych Êredniej
i podwy˝szonej wytrzyma∏oÊci.
ø 2,0-5,0 mm
DIN 8557:
UPY 42-55-S3Si BFB
1-65
EN 756:
S 42 3 FB S3Si
drut
C 0,1
Si 0,2
Mn 1,5
stopiwo
C 0,07
Si 0,4
Mn 1,45
Re
440 MPa
Rm
550 MPa
A5
26%
KV 90J/-40°C
DB
TÜV
UDT
OK Flux 10.62
OK Autrod 12.24
Zasilanie: AC, DC+
Kombinacja topnika z drutem elektro-
dowym, pomiedziowanym, z dodatkiem
stopowym Mo, do stali niestopowych
i niskostopowych podwy˝szonej wytrzy-
ma∏oÊci.
AWS A 5.23:
F8A6-EA2-A2
F7P6-EA2-A2
DIN 8557:
UPY 50-54-S2Mo
BFB 1-55
EN 756:
S 42 4 FB S2Mo
stopiwo
C 0,07
Si 0,22
Mn 1,0
Mo 0,5
Re
510 MPa
Rm
585 MPa
A5
25%
KV 60J/-40°C
ABS 3M,
3YM,
BV
A3, 3YM
DB
DNV IIITM
(IIIYM)
GL 3YM
LR 3YM
OK Flux 10.62
OK Autrod 12.22
Zasilanie: AC, DC+
Kombinacja topnika z drutem elektro-
dowym, pomiedziowanym, przeznaczo-
nym do spawania stali o Êredniej i pod-
wy˝szonej wytrzyma∏oÊci.
ø 2,0-5,0 mm
AWS A 5.17:
F7A8-EM12K
F6P8-EM12K
DIN 8557:
UPY 38-55-S2Si BFB
1-55
EN 756:
S 38 4 FB S2Si
stopiwo
C 0,07
Si 0,3
Mn 1,0
Re
410 MPa
Rm
500 MPa
A5
33%
KV 100J/-40°C
KV 50J/-60°C
ABS 3M,
3YM,
LR 3M,
3YM
DNV IIIYM
BV
A3, 3YM
GL 3YM
RS 3YM
CO 3YM
DB
TÜV
UDT
Ü
OK Flux 10.62
Topnik typu aglomerowanego, wysoko-
zasadowy, nie wprowadzajàcy dodatków
stopowych, przeznaczony do spawania
stali niskow´glowych o podwy˝szonej
i wysokiej wytrzyma∏oÊci oraz stali
niskostopowych. Odpowiedni do spawa-
nia jedno- i wielowarstwowego, jak
równie˝ do metody wieloelektrodowej.
Z∏àcza spe∏niajà wymagania
udarnoÊciowe do -40/-60°C. Pozwala na
stosowanie wysokich nat´˝eƒ pràdu,
zarówno AC i DC. Topnik zalecany do
spawania wàskoszczelinowego, z uwagi
na ∏atwo usuwalny ˝u˝el.
DIN 32522:
BFB 1 55 AC 8 M
HP5 2-16
EN 760:
SA FB 1 55 AC H5
CaO+MgO 35
Al2O3+MnO 20
SiO2+TiO2
15
CaF2
25
Wskaênik zasado-
woÊci: 3,4
G´stoÊç nasypowa:
ok. 1,1 kg/dm3
I max. 1000A
(pojedynczy drut)
U= 26-32 V
zu˝ycie topnika:
0,9 kg/1kg drutu
przy ø 4,0 mm, DC+,
580A, 30V, 33 m/h
OK Flux 10.62
OK Autrod 12.20
Zasilanie: AC, DC+
Kombinacja topnika z drutem elektro-
dowym, pomiedziowanym, przeznaczo-
nym do spawania stali o Êredniej
i podwy˝szonej wytrzyma∏oÊci.
ø 2,0-6,0 mm
AWS A 5.17:
F6A4-EM12
F6P5-EM12
DIN 8557:
UPY 35-54-S2 BFB
1-55
EN 756:
S 35 3 FB S2
stopiwo
C 0,1
Si 0,11
Mn 0,95
Re
375 MPa
Rm
470 MPa
A5
30%
KV 60J/-40°C
DB
Opis i zastosowanie
Klasyfikacja
topnika/stopiwa
Sk∏ad chemiczny
(typowy - %)
W∏aÊciwoÊci
topnika/stopiwa
(typowe)
Dopuszczenia
Parametry
topnika
Materia∏y dodatkowe do spawania i napawania pod topnikiem
80
ESAB Sp. z o.o.
drut
C 0,08
Si 0,2
Mn 1,0
Ni 2,3
stopiwo
C 0,06
Si 0,25
Mn 1,0
Ni 2,1
Re
490 MPa
Rm
570 MPa
A5
27%
KV 130J/-40°C
KV 90J/-60°C
DB
DNV IIIYM,
NV 4-4(M)
RS 3YM
TÜV
UDT
OK Flux 10.62
OK Autrod 13.43
Zasilanie: AC, DC+
Kombinacja topnika z drutem elektro-
dowym, niskostopowym, do spawania
stali o bardzo du˝ej wytrzyma∏oÊci.
ø 3,0-4,0 mm
AWS A 5.23:
F11A8-EG-G,
F11P4-EG-G
drut
C 0,11
Si
0,2
Mn
1,4
Cr 0,7
Ni 2,4
Mo
0,5
stopiwo
C 0,08
Si 0,25
Mn 1,35
Cr 0,6
Ni 2,2
Mo 0,5
Re
700 MPa
Rm
800 MPa
A5
21%
KV 75J/-40°C
KV 55J/-60°C
RS Q-T
steel
(-60 C/M)
OK Flux 10.62
OK Autrod 12.32
Zasilanie: AC, DC+
Kombinacja topnika z drutem elektrodo-
wym, pomiedziowanym, ze zwi´kszo-
nym dodatkiem stopowym Mn, do stali
niestopowych Êredniej i podwy˝szonej
wytrzyma∏oÊci.
ø 2,0-5,0 mm
AWS A 5.17:
F7A8-EH12K
F7P8-EH12K
DIN 8557:
UPY 46-55-S3 BFB
1-55
EN 756:
S 46 6 FB S3Si
stopiwo
C 0,10
Si 0,35
Mn 1,6
Re
475 MPa
Rm
580 MPa
A5
28%
KV 130J/-40°C
KV 90J/-60°C
ABS 3M,
3YM
LR 3M,
3YM
DNV IIIYM
NV 4-4(M)
BV
A3, 3YM
GL 3YM
RS 3YM
UDT
DB
TÜV
Ü
OK Flux 10.62
OK Autrod 12.34
Zasilanie: AC, DC+
Kombinacja topnika z drutem elektrodo-
wym, pomiedziowanym, przeznaczonym
do spawania stali wysokowytrzyma∏ych
oraz stali mrozoodpornych.
ø 2,0-5,0 mm
AWS A 5.23:
F8A4-EA4-A4
F8P4-EA4-A4
DIN 8557:
UPY 55-55-S3Mo
BFB 1-55
EN 756:
S 50 4 FB S3Mo
drut
C 0,12
Si 0,2
Mn 1,5
Mo 0,5
stopiwo
C 0,10
Si 0,2
Mn 1,45
Mo 0,5
Re
575 MPa
Rm
650 MPa
A5
24%
KV 115J/-40°C
KV 65J/-60°C
ABS 3M,
3YM
LR 3M,
3YM
DNV IIIYM
BV
A3, 3YM
GL 3YM
RS 3YM
OK Flux 10.62
OK Autrod 12.40
Zasilanie: AC, DC+
Kombinacja topnika z drutem elektro-
dowym, pomiedziowanym, ze zwi´k-
szonym dodatkiem stopowym Mn.
ø 3,0-5,0 mm
AWS A 5.17:
F7A6-EH14
F7P5-EH14
DIN 8557:
UPY 50-54-S4 BFB
1-54
EN 756:
S 50 3 FB S4
drut
C 0,12
Si 0,1
Mn 2,0
stopiwo
C 0,08
Si 0,2
Mn 1,9
Re
540 MPa
Rm
630 MPa
A5
26%
KV 80J/-20°C
KV 50J/-40°C
AWS A 5.23:
F8A10-ENi2-Ni2
F8P10-ENi2-NI2
EN 756:
S 46 8 FB S2Ni2
OK Flux 10.62
OK Autrod 13.27
Zasilanie: AC, DC+
Kombinacja topnika z drutem elektro-
dowym, pomiedziowanym, z dodatkiem
2% Ni, przeznaczonym do spawania
stali niskostopowych i mrozoodpornych.
ø 3,0-4,0 mm
Opis i zastosowanie
Klasyfikacja
topnika/stopiwa
Sk∏ad chemiczny
(typowy - %)
W∏aÊciwoÊci
topnika/stopiwa
(typowe)
Dopuszczenia
Parametry
topnika
Materia∏y dodatkowe do spawania i napawania pod topnikiem
81
ESAB Sp. z o.o.
OK Flux 10.63
OK Autrod 13.20 SC
Zasilanie: AC, DC+
Kombinacja topnika z drutem elektro-
dowym, pomiedziowanym, niskosto-
powym Cr-Mo, przeznaczonym do
spawania stali odpornych na pe∏zanie.
ø 3,0-4,0 mm
AWS A 5.23:
F8P8-EB3-B3
drut
C 0,1
Si 0,15
Mn 0,6
Cr 2,3
Mo 1,0
stopiwo
C 0,1
Si 0,3
Mn 0,7
Cr 2,3
Mo 0,9
O.C. 690°C/1h
Rp0,2
530 MPa
Rm
630 MPa
A5
25%
KV 110J/-40°C
KV 90J/-62°C
OK Flux 10.63
Topnik typu aglomerowanego,
wysokozasadowy, nie wprowadzajàcy
sk∏adników stopowych, przeznaczony
do spawania stali niskostopowych
odpornych na pe∏zanie. Zapewnia
wysokà czystoÊç stopiwa i bardzo dobrà
udarnoÊç.
DIN 32522:
BFB 1-55 AC 8M
HP5 2-16
EN 760:
SA FB 1 55 AC H5
CaO+MgO 35
Al2O3+MnO 20
SiO2+TiO2
15
CaF2
25
Wskaênik zasado-
woÊci: 3,2
G´stoÊç nasypowa:
1,1 kg/dm3
I max. 1000A
U= 26-32 V
zu˝ycie topnika:
0,9 kg/1kg drutu
przy ø 4,0 mm, DC+,
580A, 30V, 33 m/h
OK Flux 10.70
OK Autrod 12.10
Zasilanie: AC, DC+
Kombinacja topnika z drutem elektrodo-
wym, pomiedziowanym, przeznaczonym
do spawania stali niestopowych zwyk∏ej
jakoÊci.
ø 2,0-6,0 mm
AWS A 5.17:
F7A4-EL12,
F7P4-EL12
DIN 8557:
UPY 38-53-S1 BAB
1-79
EN 756:
S 38 2 AB S1
stopiwo
C 0,06
Si 0,5
Mn 1,7
Re
430 MPa
Rm
520 MPa
A5
30%
KV 70J/-20°C
KV 40J/-40°C
ABS 3TM,
3YTM
LR 3TM,
3YTM
DNV IIITYM
BV A3, 3YTM
GL 3YTM
RS 3YTM
DB
TÜV
PRS 3YTM
UDT
Ü
OK Flux 10.70
Topnik typu aglomerowanego,
wysokozasadowy, wprowadzajàcy Si
i Mn do stopiwa. Przeznaczony do
jedno- i wieloelektrodowego spawania
stali niestopowych o zwyk∏ej i podwy˝-
szonej wytrzyma∏oÊci, przy dobrej
udarnoÊci do -20°C. Odpowiedni
do spoin czo∏owych i pachwinowych
wykonywanych ma∏à liczbà Êciegów.
DIN 32522:
BAB 1-79 AC 8 SM
2-16
EN 760:
SA AB 1 79 AC
Al2O3+MnO 35
CaO+MgO 25
SiO2+TiO2
20
CaF2
15
Wskaênik zasado-
woÊci: 1,7
G´stoÊç nasypowa:
1,1 kg/dm3
I max. 1300A
U= 28-36 V
zu˝ycie topnika:
0,9 kg/1kg drutu
przy ø 4,0 mm, DC+,
580A, 30V, 33 m/h
OK Flux 10.70
OK Autrod 12.20
Zasilanie: AC, DC+
Kombinacja topnika z drutem elektrodo-
wym, pomiedziowanym, przeznaczonym
do spawania stali o Êredniej i podwy˝-
szonej wytrzyma∏oÊci.
ø 2,0-6,0 mm
AWS A 5.17:
F7A2-EM12
F7P2-EM12
DIN 8557:
UPY 42-42-S2 BAB
1-79
EN 756:
S 42 2 AB S2
stopiwo
C 0,07
Si 0,6
Mn 1,9
Re
470 MPa
Rm
580 MPa
A5
29%
KV 60J/-20°C
ABS 2T3M,
3YM,
DB
DNV IIT,
(IIIYM)
GL 2T,
3YM
BV
A3M2T, 3YM
RS 3YTM
TÜV
UDT
Ü
Opis i zastosowanie
Klasyfikacja
topnika/stopiwa
Sk∏ad chemiczny
(typowy - %)
W∏aÊciwoÊci
topnika/stopiwa
(typowe)
Dopuszczenia
Parametry
topnika
Materia∏y dodatkowe do spawania i napawania pod topnikiem
82
ESAB Sp. z o.o.
OK Flux 10.70
OK Autrod 12.30
Zasilanie: AC, DC+
Kombinacja topnika z drutem elektro-
dowym, pomiedziowanym, ze zwi´kszo-
nym dodatkiem stopowym Mn, do stali
niestopowych Êredniej i podwy˝szonej
wytrzyma∏oÊci.
ø 2,0-5,0 mm
DIN 8557:
UPY 46-32-S3 BAB
1-78
EN 756:
S 46 3 AB S3
drut
C 0,10
Si 0,2
Mn 1,6
stopiwo
C 0,08
Si 0,7
Mn 2,0
Re
530 MPa
Rm
640 MPa
A5
26%
KV 65J/-20°C
KV 50J/-40°C
DB
TÜV
stopiwo
C 0,07
Si 0,5
Mn 1,3
Re
430 MPa
Rm
530 MPa
A5
29%
KV 100J/-20°C
KV 60J/-40°C
ABS 3M,
3YM
LR 3M,
3YM
DNV IIIYM
BV
A3, 3YM
GL 3YM
CO 3/3YM
Ü
OK Flux 10.71
Topnik typu aglomerowanego, zasado-
wy, wprowadzajàcy niewielki dodatek Si
i Mn. Przeznaczony do jedno- i wielo-
elektrodowego spawania stali o zwyk∏ej
i podwy˝szonej wytrzyma∏oÊci, przy
dobrej udarnoÊci do -40°C. Stosowany
jest z drutami niestopowymi i nisko-
stopowymi. Odpowiedni do spoin
czo∏owych i pachwinowych oraz do
spawania wàskoszczelinowego.
DIN 32522:
BAB 1 67 AC 8M
HP5 2-16
EN 760:
SA AB 1 67 AC H5
Al2O3+MnO 35
CaO+MgO 25
SiO2+TiO2
20
CaF2
15
Wskaênik zasado-
woÊci: 1,6
G´stoÊç nasypowa:
1,2 kg/dm3
I max. 1000A
U= 26-36 V
zu˝ycie topnika:
0,85 kg/1kg drutu
przy ø 4,0 mm, DC+,
580A, 30V, 33 m/h
OK Flux 10.71
OK Autrod 12.10
Zasilanie: AC, DC+
Kombinacja topnika z drutem elektrodo-
wym, pomiedziowanym, przeznaczonym
do spawania stali niestopowych zwyk∏ej
jakoÊci.
ø 2,0-6,0 mm
AWS A 5.17:
F6A4-EL12
F6P5-EL12
DIN 8557:
UPY 35-54-S1 BAB
1-66
EN 756:
S 35 3 AB S1
stopiwo
C 0,08
Si 0,2
Mn 1,0
Re
360 MPa
Rm
465 MPa
A5
30%
KV 60J/-20°C
ABS 3M
LR 3M
DNV IIIM
BV
A3M
GL 3M
RS 3M
UDT
PRS 3M
TÜV
DB, Ü
OK Flux 10.71
OK Autrod 12.20
Zasilanie: AC, DC+
Kombinacja topnika z drutem elektrodo-
wym, pomiedziowanym, przeznaczonym
do spawania stali o Êredniej i podwy˝-
szonej wytrzyma∏oÊci.
ø 2,0-6,0 mm
AWS A 5.17:
F7A4-EM12
F6P4-EM12
DIN 8557:
UPY 38-54-S2 BAB
1-66
EN 756:
S 38 4 AB S2
stopiwo
C 0,08
Si 0,3
Mn 1,35
Re
420 MPa
Rm
520 MPa
A5
29%
KV 80J/-20°C
ABS 3M,
3YM
BV
A3, 3YM
CO 3YM
DB
DNV IIIYM
GL 3YM
PRS 3YM
LR 3M,
3YM
TÜV
UDT
Ü
AWS A 5.17:
F7A5-EM12K
F6P5-EM12K
DIN 8557:
UPY 42-55-S2Si BAB
1-66
EN 756:
S 38 4 AB S2Si
OK Flux 10.71
OK Autrod 12.22
Zasilanie: AC, DC+
Kombinacja topnika z drutem elektrodo-
wym, pomiedziowanym, przeznaczonym
do spawania stali o Êredniej i podwy˝-
szonej wytrzyma∏oÊci.
ø 2,0-5,0 mm
Opis i zastosowanie
Klasyfikacja
topnika/stopiwa
Sk∏ad chemiczny
(typowy - %)
W∏aÊciwoÊci
topnika/stopiwa
(typowe)
Dopuszczenia
Parametry
topnika
Materia∏y dodatkowe do spawania i napawania pod topnikiem
83
ESAB Sp. z o.o.
OK Flux 10.71
OK Autrod 13.36
Zasilanie: AC, DC+
Kombinacja topnika z drutem elektrodo-
wym, pomiedziowanym, niskostopo-
wym, przeznaczonym do spawania stali
odpornych na korozj´ atmosferycznà
typu Corten A, B i C.
ø 3,0-4,0 mm
AWS A 5.23:
F8A0-EG-G
EN 756:
S 42 3 AB S0
drut
C 0,10
Si
0,3
Mn
1,0
Cr 0,3
Ni 0,8
Cu
0,5
stopiwo
C 0,08
Si
0,5
Mn 1,3
Cr 0,3
Ni 0,7
Cu 0,5
Re
480 MPa
Rm
580 MPa
A5
27%
KV 70J/-20°C
DB
Ü
OK Flux 10.71
OK Autrod 13.27
Zasilanie: AC, DC+
Kombinacja topnika z drutem elektro-
dowym, pomiedziowanym, z dodatkiem
2% Ni, przeznaczonym do spawania
stali niskostopowych i mrozoodpornych.
ø 3,0-4,0 mm
AWS A 5.23:
F8A4-ENi2-Ni2,
F7P5-ENi2-Ni2
EN 756:
S 46 4 AB S2Ni2
stopiwo
C 0,05
Si 0,4
Mn 1,4
Ni 2,2
Re
500 MPa
Rm
600 MPa
A5
28%
KV 50J/-40°C
OK Flux 10.71
OK Autrod 12.24
Zasilanie: AC, DC+
Kombinacja topnika z drutem elektrodo-
wym, pomiedziowanym, z dodatkiem
stopowym Mo, do stali niestopowych
i niskostopowych podwy˝szonej wytrzy-
ma∏oÊci.
ø 2,0-6,0 mm
AWS A 5.23:
F8A4-EA2-A2,
F7P2-EA2-A2
DIN 8557:
UPY 46-43-S2Mo
BAB 1-66
EN 756:
S 46 2 AB S2Mo
stopiwo
C 0,08
Si 0,4
Mn 1,35
Mo 0,4
Re
520 MPa
Rm
590 MPa
A5
24%
KV 60J/-20°C
ABS 3TM,
3YTM,
LR 3TM,
3YTM,
DNV IIIYTM
BV A3, 3YTM
GL 3YTM
RS 3YTM
UDT
DB
TÜV
Ü
OK Flux 10.71
OK Autrod 12.32
Zasilanie: AC, DC+
Kombinacja topnika z drutem elektrodo-
wym, pomiedziowanym, ze zwi´kszo-
nym dodatkiem stopowym Mn, do stali
niestopowych Êredniej i podwy˝szonej
wytrzyma∏oÊci.
ø 2,0-5,0 mm
AWS A 5.27:
F7A5-EH12K
F7P6-EH12K
DIN 8557:
UPY 46-55-S3 BAB
1-65
EN 756:
S 46 4 AB S3Si
stopiwo
C 0,09
Si 0,5
Mn 1,65
Re
480 MPa
Rm
580 MPa
A5
29%
KV 105J/-20°C
KV 60J/-50°C
CO
HRS, 3YM
OK Flux 10.71
OK Autrod 12.34
Zasilanie: AC, DC+
Kombinacja topnika z drutem elektro-
dowym, pomiedziowanym, przeznaczo-
nym do spawania stali wysokowytrzy-
ma∏ych oraz stali mrozoodpornych.
ø 2,0-5,0 mm
AWS A 5.23:
F8A4-EA4-A4,
F8P2-EA4-A4
DIN 8557:
UPY 50-54-S3Mo
BAB 1-65
EN 756:
S 50 3 AB S3Mo
stopiwo
C 0,09
Si 0,4
Mn 1,5
Mo 0,4
Re
550 MPa
Rm
640 MPa
A5
27%
KV 70J/-20°C
KV 45J/-40°C
ABS 3TM,
3YM
(M - 40°C)
LR 3TM,
3YM,
CMnLt40
DNV IIIYTM
(M - 40°C)
BV
UP(M - 40°C)
RS K6TM
(M - 40°C)
UDT
Opis i zastosowanie
Klasyfikacja
topnika/stopiwa
Sk∏ad chemiczny
(typowy - %)
W∏aÊciwoÊci
topnika/stopiwa
(typowe)
Dopuszczenia
Parametry
topnika
Materia∏y dodatkowe do spawania i napawania pod topnikiem
84
ESAB Sp. z o.o.
OK Flux 10.80
OK Autrod 12.10
Zasilanie: AC, DC+
Kombinacja topnika z drutem elektro-
dowym, pomiedziowanym, przeznaczo-
nym do spawania stali niestopowych
zwyk∏ej jakoÊci.
ø 2,0-6,0 mm
AWS A 5.17:
F7A2-EL12,
F6P0-EL12
DIN 8557:
UPY 38-32-S1
BCS 1-89
EN 756:
S 38 0 CS S1
stopiwo
C 0,08
Si 0,6
Mn 1,35
Re
430 MPa
Rm
520 MPa
A5
28%
KV 60J/-20°C
ABS 2TM,
2YTM,
LR 2TM,
2YTM,
DNV IITM
BV A2, 2YTM
GL 2YTM
RS K5TM
UDT
DB
TÜV
Ü
OK Flux 10.80
OK Autrod 12.20
Zasilanie: AC, DC+
Kombinacja topnika z drutem elektro-
dowym, pomiedziowanym, przeznaczo-
nym do spawania stali o Êredniej i pod-
wy˝szonej wytrzyma∏oÊci.
ø 2,0-6,0 mm
AWS A 5.17:
F7A2-EM12,
F6P0-EM12
DIN 8557:
UPY 42-32-S2 BCS
1-89
EN 756:
S 42 0 CS S2
stopiwo
C 0,09
Si 0,6
Mn 1,7
Re
460 MPa
Rm
560 MPa
A5
29%
KV 50J/-20°C
ABS 1T2M
LR 1T2M,
1YT2YM
DB
DNV IYT,
(IIYM)
BV
A1T, 2M
GL 1T2M
TÜV
UDT
Ü
OK Flux 10.81
Topnik typu aglomerowanego, kwaÊny,
wprowadzajàcy Si i Mn do spoiny.
Przeznaczony do spawania stali
niestopowych, przy udarnoÊci do temp.
0°C. Nadaje si´ do spoin pachwinowych
i czo∏owych w konstrukcjach z blach
cienkich lub Êredniej gruboÊci, przy
ma∏ej liczbie Êciegów. Zapewnia b.
dobry kszta∏t spoin, powierzchni lica
oraz ∏atwo usuwalny ˝u˝el.
DIN 32522:
BAR 1 97 AC 8
SMK 2-16
EN 760:
SA AR 1 97 AC
Al2O3+MnO 55
SiO2+TiO2
30
CaO+MgO 5
CaF2
5
Wskaênik zasado-
woÊci: 0,6
G´stoÊç nasypowa:
1,25 kg/dm3
I max. 1000A
U= 26-36 V
zu˝ycie topnika:
0,8 kg/1kg drutu
przy ø 4,0 mm, DC+,
580A, 30V, 33 m/h
AWS A 5.17:
F7AZ-EL12,
F7PZ-EL12
DIN 8557:
UPY 42-21-S1
BAR 1-98
EN 756:
S 38 0 AR S1
OK Flux 10.81
OK Autrod 12.10
Zasilanie: AC, DC+
Kombinacja topnika z drutem elektrodo-
wym, pomiedziowanym, przeznaczonym
do spawania stali niestopowych zwyk∏ej
jakoÊci.
ø 2,0-6,0 mm
OK Flux 10.80
Topnik typu aglomerowanego, oboj´tny,
wprowadzajàcy Si i Mn do spoiny.
Przeznaczony do jedno- i wieloelektro-
dowego spawania stali niestopowych,
przy dobrej udarnoÊci do -20°C.
Odpowiedni do spoin czo∏owych
o grub. max. 30 mm, np. w konstruk-
cjach okr´towych.
DIN 32522:
BCS 1 89 AC 8M
2-16
EN 760:
SA CS 1 89 AC
SiO2+TiO2
35
CaO+MgO 30
Al2O3+MnO 20
CaF2
10
Wskaênik zasado-
woÊci: 1,1
G´stoÊç nasypowa:
1,1 kg/dm3
I max. 1500A
U= 26-36 V
zu˝ycie topnika:
0,7 kg/1kg drutu
przy ø 4,0 mm, DC+,
580A, 30V, 33 m/h
stopiwo
C 0,06
Si 0,6
Mn 1,2
Re
460 MPa
Rm
570 MPa
A5
25%
KV 50J/-0°C
ABS 1T2M,
1YT2YM
BV
A1YT, 2YM
DB
DNV IYT,
IIYM
GL 1YT,
2YM
LR 1T2M,
1YT2YM
RS K4T,
5M
TÜV
UDT
Ü
Opis i zastosowanie
Klasyfikacja
topnika/stopiwa
Sk∏ad chemiczny
(typowy - %)
W∏aÊciwoÊci
topnika/stopiwa
(typowe)
Dopuszczenia
Parametry
topnika
Materia∏y dodatkowe do spawania i napawania pod topnikiem
85
ESAB Sp. z o.o.
OK Flux 10.81
OK Autrod 12.22
Zasilanie: AC, DC+
Kombinacja topnika z drutem elektrodo-
wym, pomiedziowanym, przeznaczonym
do spawania stali o Êredniej i podwy˝-
szonej wytrzyma∏oÊci.
ø 2,0-5,0 mm
AWS A 5.17:
F7A0-EM12K
EN 756:
S 46 A AR S2Si
stopiwo
C 0,05
Si 0,9
Mn 1,5
Rp0,2
530 MPa
Rm
610 MPa
A5
24%
KV 60J/+20°C
KV 30J/-18°C
ABS 1T2M,
1YT2YM
BV A2, 2YTM
DB
DNV IIYTM
GL 2YTM
LR 2TM,
2YTM
TÜV
UDT
Ü
OK Flux 10.81
OK Autrod 12.20
Zasilanie: AC, DC+
Kombinacja topnika z drutem elektrodo-
wym, pomiedziowanym, przeznaczonym
do spawania stali o Êredniej i podwy˝-
szonej wytrzyma∏oÊci.
ø 2,0-6,0 mm
AWS A 5.17:
F7A0-EM12,
F7PZ-EM12
DIN 8557:
UPY 42-32-S2 BCS
1-89
EN 756:
S 46 0 AR S2
stopiwo
C 0,07
Si 0,6
Mn 1,45
Re
490 MPa
Rm
580 MPa
A5
25%
KV
80J/-0°C
KV
40J/-20°C
Materia∏y do stali wysokostopowych i platerowania
OK Flux 10.05
Topnik typu aglomerowanego do
platerowania taÊmami Cr-Ni stali
niestopowych i niskostopowych.
EN 760:
SA Z 2 DC
SiO2 + TiO2 25
CaO + MgO 15
Al2O3 + MnO 35
CaF2
25
Wskaênik zasado-
woÊci: 1,1
G´stoÊç nasypowa:
0,7 kg/dm3
I max. 1000A
U= 26-29 V
zu˝ycie topnika:
0,5 kg/1kg taÊmy
60 x 0,5 mm, DC+,
750A, 28V, 7 m/h
OK Flux 10.05
OK Band 11.62
Zasilanie: DC+
Elektroda taÊmowa do platerowania
stopiwem austenicznym na wczeÊniej
u∏o˝onej warstwie poÊredniej.
AWS A 5.9:
EQ347
EN 12072:
S 19 9 Nb
stopiwo
C
0,02
Si
0,7
Mn
1,1
Cr 19,5
Ni 10,5
Nb 0,4
Ferryt 5-10%
OK Flux 10.05
OK Band 11.63
Zasilanie: DC+
Elektroda taÊmowa do platerowania
stopiwem austenicznym na wczeÊniej
u∏o˝onej warstwie poÊredniej.
AWS A 5.9:
EQ316L
EN 12072:
S 19 12 3 L
stopiwo
C
0,02
Si
0,7
Mn
1,1
Cr 18
Ni 13
Mo 2,8
Ferryt 5-10%
OK Flux 10.05
OK Band 11.65
Zasilanie: DC+
Elektroda taÊmowa do platerowania
oraz uk∏adania warstw poÊrednich na
stalach niestopowych i niskostopowych.
AWS A 5.9:
EQ309L
EN 12072:
S 23 12 L
taÊma
C
0,02
Si
0,3
Mn
1,7
Cr 24
Ni 13
Ferryt 5-10%
Opis i zastosowanie
Klasyfikacja
topnika/stopiwa
Sk∏ad chemiczny
(typowy - %)
W∏aÊciwoÊci
topnika/stopiwa
(typowe)
Dopuszczenia
Parametry
topnika
Materia∏y dodatkowe do spawania i napawania pod topnikiem
86
ESAB Sp. z o.o.
OK Flux 10.92
Topnik typu aglomerowanego, oboj´tny,
kompensujàcy ubytek Cr w czasie
spawania. Przeznaczony do spoin pach-
winowych i czo∏owych na stalach
nierdzewnych i kwasoodpornych oraz
do platerowania taÊmà wysokostopowà.
DIN 32522:
BCS 5 71645 DC 8
MB 2-16
EN 760:
SA CS 2 Cr DC
SiO2 + TiO2 35
CaO + MgO 30
Al2O3 + MnO 20
CaF2
10
Wskaênik zasado-
woÊci: 1,0
G´stoÊç nasypowa:
1,0 kg/dm3
I max. 800A (drut)
1200A (taÊma)
U= 26-28 V
zu˝ycie topnika:
0,55 kg/1kg drutu
przy ø 4,0 mm, DC+,
580A, 30V, 33 m/h
OK Flux 10.92
OK Autrod 16.10
Zasilanie: DC+
Kombinacja topnika z drutem elektro-
dowym austenitycznym o bardzo niskiej
zawartoÊci w´gla, do stali typu 19% Cr -
10% Ni.
ø 2,4-4,0 mm
EN 760:
SA CS 2 Cr DC
EN 12072:
S 19 9 L
stopiwo
C
<0,03
Si
<0,95
Mn 1,0
Cr 20,0
Ni 10,0
Ferryt ok.
10%
Rp0,2
365 MPa
Rm
580 MPa
A5
38%
KV 60J/-60°C
KV 50J/-196°C
CO
TÜV
UDT
OK Flux 10.92
OK Autrod 16.30
Zasilanie: DC+
Kombinacja topnika z drutem elektro-
dowym austenitycznym o bardzo niskiej
zawartoÊci w´gla, do stali typu 18% Cr,
12% Ni, 3% Mo.
ø 2,4-4,0 mm
EN 760:
SA CS 2 Cr DC
EN 12072:
S 19 12 3 L
stopiwo
C <0,025
Si
0,8
Mn 1,0
Cr 19,1
Ni 11,9
Mo
2,7
Ferryt ok.
10%
Rp0,2
385 MPa
Rm
590 MPa
A5
36%
KV 55J/-70°C
CO
DNV 316L
TM
LR 316LN
TÜV
UDT
OK Flux 10.92
OK Autrod 16.53
Zasilanie: DC+
Kombinacja topnika z drutem elektro-
dowym austenitycznym o zwi´kszonej
zawartoÊci Cr i Ni, przeznaczonym do
∏àczenia stali wysokostopowych ze sta-
lami niestopowymi oraz do uk∏adania
warstw poÊrednich i platerowania.
ø 2,4-4,0 mm
EN 760:
SA CS 2 Cr DC
EN 12072:
S 23 12 L
drut
C<0,025
Si 0,4
Mn
1,5
Cr 24,0
Ni 13,0
stopiwo
C
0,2
Si
0,8
Mn
1,1
Cr 24,1
Ni 12,9
FN
min. 13
Rp0,1
410 MPa
Rm
575 MPa
A5
30%
KV 50J/-20°C
LR SS/CMn
OK Flux 10.92
OK Autrod 16.86
Zasilanie: DC+
Kombinacja topnika z drutem elektro-
dowym wysokostopowym o bardzo
niskiej zawartoÊci w´gla, przeznaczo-
nym do spawania stali ferrytyczno-
austenitycznych typu „duplex”.
ø 2,4-4,0 mm
EN 760:
SA CS 2 Cr DC
EN 12072:
S 22 9 3 NL
drut
C 0,02
Si 0,4
Mn 1,5
Cr 23,0
Ni 9,0
Mo 3,0
N 0,15
Rp0,2
600 MPa
Rm
740 MPa
A5
20%
KV 32J/+20°C
stopiwo
C 0,02
Si 0,8
Mn 0,9
Cr 22,2
Ni
8,5
Mo 3,0
N 0,08
FN 30-45
Opis i zastosowanie
Klasyfikacja
topnika/stopiwa
Sk∏ad chemiczny
(typowy - %)
W∏aÊciwoÊci
topnika/stopiwa
(typowe)
Dopuszczenia
Parametry
topnika
Materia∏y dodatkowe do spawania i napawania pod topnikiem
87
ESAB Sp. z o.o.
OK Flux 10.93
OK Autrod 16.88
Zasilanie: DC+
Kombinacja topnika z drutem elektro-
dowym wysokostopowym o bardzo
niskiej zawartoÊci w´gla, przeznaczo-
nym do spawania stali ferrytyczno-
austenitycznych typu „super-duplex”.
ø 2,5-4,0 mm
EN 760:
SA AF 2 DC
EN 12072:
S 25 9 4 NL
drut
C 0,02
Si
0,4
Mn
0,4
Cr 25,0
Ni 10,0
Mo
4,0
N 0,25
Rp0,2
640 MPa
Rm
840 MPa
A5
28%
KV 60J/-40°C
stopiwo
C
0,02
Si
0,5
Mn
0,5
Cr 24,5
Ni 9,5
Mo
3,8
N 0,15
FN
ok. 40
TÜV
OK Flux 10.93
Topnik typu aglomerowanego, zasado-
wy, nie wprowadzajàcy sk∏adników
stopowych. Przeznaczony do spawania
stali nierdzewnych, kwasoodpornych,
w tym równie˝ typu „duplex”.
Odpowiedni do po∏àczeƒ doczo∏owych.
DIN 32522:
BFB 6 63353 DC 7M
1-16
EN 760:
SA AF 2 DC
CaF2
50
Al2O3+MnO 40
SiO2+TiO2
10
Wskaênik zasado-
woÊci: 1,7
G´stoÊç nasypowa:
1,0 kg/dm3
I max. 800A
U= 26-34 V
zu˝ycie topnika:
0,6 kg/1kg drutu
przy ø 4,0 mm, DC+,
580A, 30V, 33 m/h
OK Flux 10.93
OK Autrod 16.10
Zasilanie: DC+
Kombinacja topnika z drutem elektro-
dowym austenitycznym o bardzo niskiej
zawartoÊci w´gla, do stali typu 19% Cr -
10% Ni.
ø 2,4-4,0 mm
EN 760:
SA AF 2 DC
EN 12072:
S 19 9 L
stopiwo
C 0,02
Si
0,5
Mn
1,4
Cr 19,5
Ni 10,0
Ferryt ok.
10%
Rp0,2
400 MPa
Rm
560 MPa
A5
38%
KV 75J/-40°C
KV 40J/-196°C
TÜV
UDT
OK Flux 10.93
OK Autrod 16.30
Zasilanie: DC+
Kombinacja topnika z drutem elektro-
dowym austenitycznym o bardzo niskiej
zawartoÊci w´gla, do stali typu 18% Cr,
12% Ni, 3% Mo.
ø 2,4-4,0 mm
EN 760:
SA AF 2 DC
EN 12072:
S 19 12 3 L
stopiwo
C 0,02
Si
0,6
Mn
1,4
Cr 18,5
Ni 11,5
Mo
2,7
Ferryt
ok. 10%
Rp0,2
390 MPa
Rm
565 MPa
A5
42%
KV 95J/-40°C
KV 40J/-196°C
TÜV
UDT
OK Flux 10.93
OK Autrod 16.86
Zasilanie: DC+
Kombinacja topnika z drutem elektro-
dowym wysokostopowym o bardzo
niskiej zawartoÊci w´gla, przeznaczo-
nym do spawania stali ferrytyczno-
austenitycznych typu „duplex”.
ø 2,4-4,0 mm
EN 760:
SA AF 2 DC
EN 12072:
S 22 9 3 NL
stopiwo
C 0,025
Si
0,4
Mn
1,0
Cr 22,0
Ni 9,0
Mo
2,8
N 0,15
FN ok.
45
Rp0,2
630 MPa
Rm
780 MPa
A5
30%
KV 125J/-20°C
KV 80J/-60°C
TÜV
UDT
Opis i zastosowanie
Klasyfikacja
topnika/stopiwa
Sk∏ad chemiczny
(typowy - %)
W∏aÊciwoÊci
topnika/stopiwa
(typowe)
Dopuszczenia
Parametry
topnika
Materia∏y dodatkowe do spawania i napawania pod topnikiem
88
ESAB Sp. z o.o.
Druty rdzeniowe do spawania pod topnikiem
OK Tubrod 14.02S
Zasilanie: DC+
Drut rdzeniowy metalowy do spawania
pod topnikiem typu OK Flux 10.71.
Przeznaczony do drobnoziarnistych stali
podwy˝szonej wytrzyma∏oÊci, zarówno
do spoin pachwinowych, jak i wielo-
warstwowych spoin czo∏owych.
Zapewnia wysokà wydajnoÊç i b. dobre
w∏aÊciwoÊci mechaniczne. Stosowany
zamiast S2 Mo w kot∏ach ciÊnieniowych,
wymiennikach ciep∏a i instalacjach
pracujàcych do 500°C.
AWS A 5.23:
F7AZ-EC-A4
ø 2,4-4,0 mm
stopiwo
C
0,08
Si
0,5
Mn
1,2
Mo
0,5
Rp 0,2
510 MPa
Rm
620 MPa
A5
22%
KV >40J/-30°C
OK Tubrod 15.00S
Zasilanie: DC+
Zasadowy drut rdzeniowy do spawania
pod topnikiem typu OK Flux 10.71.
Przeznaczony do drobnoziarnistych stali
zwyk∏ej i Êredniej wytrzyma∏oÊci.
W porównaniu z drutami pe∏nymi typu
S2 i S3 zapewnia do 40% wi´kszà
wydajnoÊç, przy du˝ej tolerancji na stan
powierzchni blach, ∏àcznie z zagrunto-
waniem. Do szerokiego zakresu zasto-
sowaƒ w konstrukcjach stalowych i bu-
downictwie okr´towym.
AWS A5.17:
F7A4-EC1
ø 2,4-4,0 mm
stopiwo
C
0,06
Si
0,4
Mn
1,5
Re
530 MPa
Rm
520 MPa
A5
26%
KV 120J/-20°C
ABS 3M,
3YM
LR 3M,
3YM
DNV IIIYMS
BV
A3YM
GL 3YM
DB
TÜV
Ü
OK Tubrod 15.25S
Zasilanie: DC+
Zasadowy drut rdzeniowy do spawania
pod topnikiem typu OK Flux 10.71 lub
10,62, spe∏niajàcy wymaganie udarnoÊci
w temp. -50°C. Przeznaczony do spoin
pachwinowych i jednostronnych spoin
czo∏owych. Dopuszcza wykonanie
z∏àczy przy minimalnej iloÊci Êciegów
i wysokiej energii liniowej. Stosowany
w konstrukcjach przybrze˝nych i okr´-
towych (np. gazowce LNG).
AWS A5.23:
F7A8-EC-Ni2
ø 2,4-4,0 mm
stopiwo
C
0,06
Si
0,4
Mn
1,2
Ni
2,2
Re
520 MPa
Rm
610 MPa
A5
26%
KV 75J/-50°C
(z OK 10.71)
KV 150J/-50°C
(z OK 10.62)
CTOD
-10°C
TÜV
OK Tubrod 14.00S
Zasilanie: AC/DC+
Drut rdzeniowy metalowy do spawania
pod topnikiem typu OK Flux 10.71.
Przeznaczony do stali zwyk∏ej i Êredniej
wytrzyma∏oÊci, zarówno do spoin pach-
winowych, jak i wielowarstwowych spoin
czo∏owych. Pozwala uzyskaç do 30%
wi´kszà wydajnoÊç procesu ni˝
odpowiednie druty pe∏ne.
AWS A5.17:
F7A2-EC1
ø 2,4-4,0 mm
stopiwo
C
0,05
Si
0,4
Mn
1,5
Re
430 MPa
Rm
530 MPa
A5
26%
KV 100J/-20°C
ABS 3M,
3YM
LR 3M,
3YM
DNV IIIYTS
BV
A3YM
GL 3YM
DB
TÜV
Ü
Opis i zastosowanie
Klasyfikacja
Sk∏ad chemiczny
(typowy - %)
W∏aÊciwoÊci
topnika/stopiwa
(typowe)
Dopuszczenia
Parametry
topnika
Materia∏y dodatkowe do spawania i napawania pod topnikiem
89
ESAB Sp. z o.o.
Druty rdzeniowe do napawania twardego pod topnikiem
OK Tubrod 15.40 S
Zasilanie: DC+/-
Drut rutylowy, wytwarzajàcy stopiwo
Mn-Cr odporne na Êcieranie. Stosowany
do napawania pod topnikiem OK Flux
10.71 kó∏ tocznych, ogniw gàsienic,
rolek przenoÊników taÊmowych, wal-
ców, wa∏ków itp.
DIN 8555:
UP1-GF-BAB 167-350
ø 3,0-4,0 mm
stopiwo
C
0,12
Si
1,0
Mn
1,5
Cr
3,5
TwardoÊç stopiwa:
32-40 HRC
ObrabialnoÊç:
dobra
OdpornoÊç na:
udar - dobra
Êcieranie „metal-
metal“ - b. dobra
OK Tubrod 15.42 S
Zasilanie: DC+/-
Drut rdzeniowy, wytwarzajàcy stopiwo
Mn-Cr-Mo odporne na Êcieranie.
Stosowany do napawania pod top-
nikiem OK Flux 10.71 kó∏ tocznych,
ogniw gàsienic, rolek przenoÊników
taÊmowych, wa∏ków itp.
DIN 8555:
UP1-GF-BAB 167-400
ø 3,0-4,0 mm
stopiwo
C
0,15
Si
1,0
Mn
1,5
Cr
4,0
Mo
0,7
TwardoÊç stopiwa:
35-45 HRC
ObrabialnoÊç:
umiarkowana
OdpornoÊç na:
udar - dobra
Êcieranie - dobra
OK Tubrod 15.52 S
Zasilanie: DC+/-
Drut rdzeniowy, wytwarzajàcy stopiwo
Mn-Cr-Mo odporne na Êcieranie. Stoso-
wany do napawania pod topnikiem OK
Flux 10.71 Êrub pociàgowych, miesza-
de∏ i mieszalników, rowków pierÊcieni
t∏okowych w silnikach Diesla itp.
DIN 8555:
UP6-GF-BAB 167-60-GP
ø 3,0-4,0 mm
stopiwo
C
0,45
Si
0,65
Mn
1,5
Cr
5,0
Mo
1,2
TwardoÊç stopiwa:
55-65 HRC
ObrabialnoÊç:
tylko szlifowanie
OdpornoÊç na:
Êcieranie - b. dobra
OK Tubrod 15.70 S
Zasilanie: DC+/-
Metalowy drut rdzeniowy, wytwarzajàcy
stopiwo ferrytyczne 13% Cr, odporne na
zu˝ycie w podwy˝szonej temperaturze.
Stosowany do napawania pod top-
nikiem OK Flux 10.91 lub 10.92 cz´Êci
maszyn pracujàcych w agresywnym
Êrodowisku, np. t∏oków silników Diesla.
AWS A5.9:
ER 410
DIN 8555:
UP5-GF-BCS
571645-350-CTZ
ø 3,0-4,0 mm
stopiwo
C
0,05
Si
0,8
Mn
0,5
Cr
13
TwardoÊç stopiwa:
30-40 HRC
ObrabialnoÊç:
dobra
OdpornoÊç na:
zu˝ycie w podw.
temp. - b. dobra
korozj´ - b. dobra
OK Tubrod 15.73 S
Zasilanie: DC+/-
Metalowy drut rdzeniowy, wytwarzajàcy
stopiwo martenzytyczne 13% Cr.
Przeznaczony do napawania pod top-
nikiem OK Flux 10.61 cz´Êci nara˝onych
na zu˝ycie i korozj´ w podwy˝szonych
temperaturach, np. gniazd zaworów,
walców do ciàg∏ego odlewania stali,
walców papierniczych.
AWS A5.9:
ER 420
DIN 8555:
UP5-GF-BFB
165-45-RTZ
ø 3,0-4,0 mm
stopiwo
C
0,17
Si
0,3
Mn
1,2
Cr
13
Ni
2,5
Mo
1,5
V
0,25
TwardoÊç stopiwa:
45-51 HRC
ObrabialnoÊç:
narz´dziami z w´gli-
ków spiekanych
OdpornoÊç na:
Êcieranie - dobra
zu˝ycie w podw.
temp. - b. dobra
korozj´ - b. dobra
Opis i zastosowanie
Klasyfikacja
Sk∏ad chemiczny
(typowy - %)
W∏aÊciwoÊci
topnika/stopiwa
Dopuszczenia
Parametry
topnika
Podk∏adki ceramiczne
90
ESAB Sp. z o.o.
Schemat podk∏adki
Opis
i zastosowanie
Podk∏adki ceramiczne
do spawania elektro-
dami otulonymi,
rutylowymi drutami
rdzeniowymi oraz
∏ukiem krytym pod
topnikiem.
Podk∏adki ceramiczne
do spawania drutami
elektrodowymi pe∏nymi
oraz rdzeniowymi -
zasadowymi i metalo-
wymi.
Podk∏adki ceramiczne
do spawania elektro-
dami otulonymi, ruty-
lowymi drutami rdze-
niowymi oraz pod top-
nikiem. Do prostych
odcinków spoin i krzy-
wizn.
Typ
FILARC
Podk∏adki ceramiczne
do spawania drutami
elektrodowymi pe∏nymi
oraz rdzeniowymi -
zasadowymi i meta-
lowymi. Do prostych
odcinków spoin i krzy-
wizn.
30
25
PZ 1500/31
PZ 1500/32
PZ 1500/74
PZ 1500/87
PZ 1500/10
PZ 1500/41
PZ 1500/33
PZ 1500/79
PZ 1500/40
PZ 1500/44
PZ 1500/38
PZ 1500/88
PZ 1500/00
PZ 1500/78
PZ 1500/43
PZ 1500/42
PZ 1500/71
PZ 1500/81
PZ 1500/06
PZ 1500/60
PZ 1500/73
PZ 1500/95
PZ 1500/80
PZ 1500/72
szara
szara
7,0
7,0
7,0
6,5
Wymiary mm
11,5
13,2
11,5
5,6
16,0
16,0
16,0
11,5
11,5
19,0
19,0
13,2
13,2
13,2
13,2
13,3
11,5
13,0
13,2
12,5
12,5
12,5
16,0
9,5
1,1
1,3
1,0
0,9
0,9
0,9
0,9
1,1
1,1
1,4
1,4
0,8
0,8
1,3
1,3
0,9
1,1
1,5
0,8
1,5
1,0
1,0
1,5
1,5
25
25
25
28
35
35
35
25
25
35
35
25
25
25
25
30
25
30
30
30
25
25
9,0
9,0
9,0
7,0
7,0
9,0
9,0
7,0
7,0
7,0
7,0
7,0
7,0
7,0
7,0
7,0
7,0
7,0
7,0
7,0
150
150
500
500
100
1000
100
600
900
500
100
900
150
600
900
1000
500
500
500
500
500
500
500
500
Rodzaj
zamocowania
pojed. bloki
pojed. bloki
folia/ bl. 25 mm
folia/ bl. 25 mm
pojed. bloki
szyna/bl. 100mm
pojed. bloki
folia/ bl. 150 mm
szyna/bl. 150mm
szyna/bl. 100mm
pojed. bloki
szyna/bl. 150mm
pojed. bloki
folia/bl. 150mm
szyna/bl. 150mm
drut/ bl. 20 mm
folia/ bl. 100 mm
folia/ bl. 25 mm
folia/ bl. 20 mm
folia/ bl. 25 mm
folia/ bl. 25 mm
folia/ bl. 10 mm
folia/ bl. 25 mm
folia/ bl. 25 mm
Typ
ceramiki
szara
szara
szara
szara
PZ 1500/03
16,0
0,9
35
9,0
1000 szyna/bl. 100mm bràzowa
bràzowa
PZ 1500/76
16,0
0,9
35
9,0
500 folia
szara
szara
szara
szara
szara
bràzowa
bràzowa
bràzowa
bràzowa
szara
szara
bràzowa
szara
szara
PZ 1500/02
13,2
0,8
30
7,0
1000 drut/ bl. 20 mm
bràzowa
bràzowa
bràzowa
bràzowa
bràzowa
A
B
C
D
d∏ugoÊç
C
D
B
A
C
D
B
A
C
D
B
A
C
D
B
A
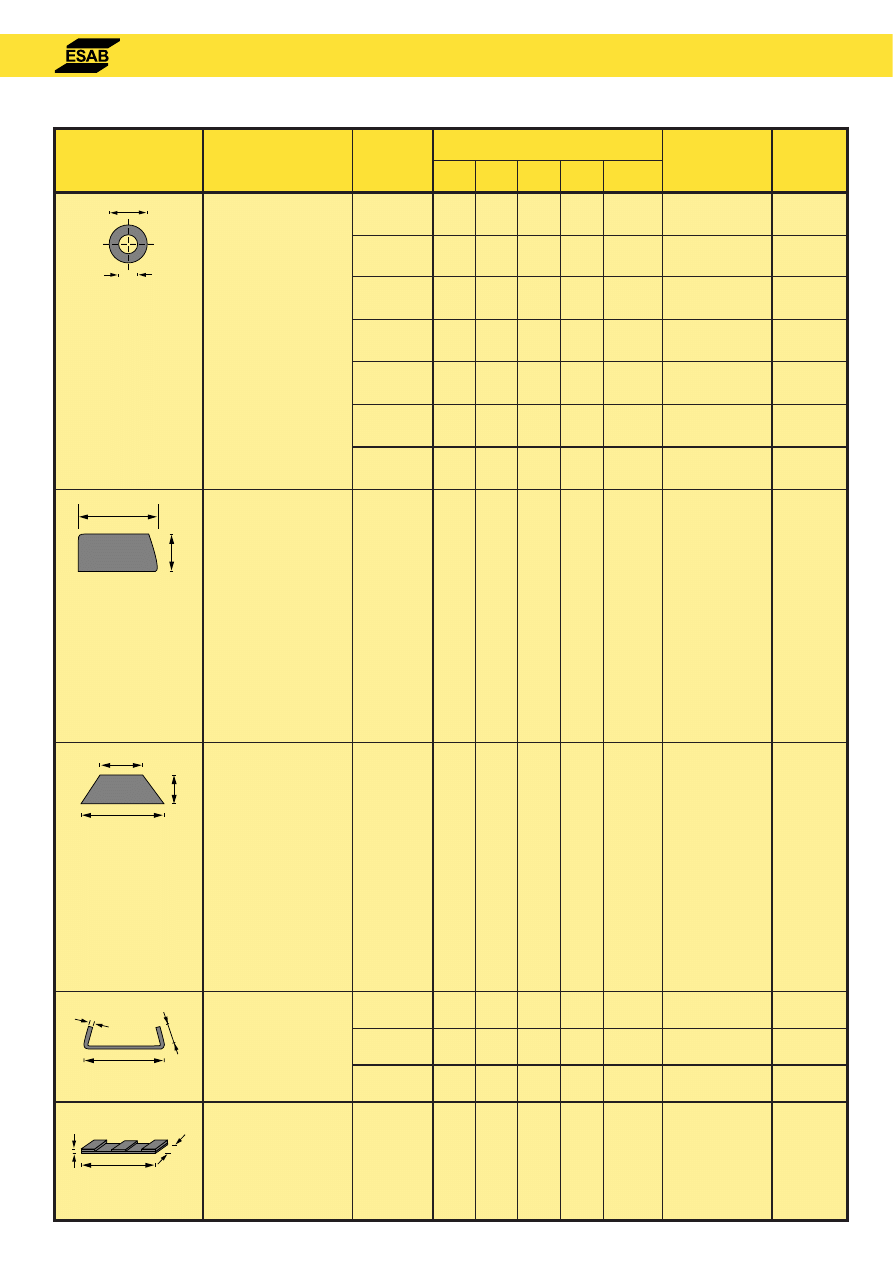
PZ 1501/27
6,0
-
-
25
880 -
-
folia/ bl. 20 mm
Podk∏adki ceramiczne
91
ESAB Sp. z o.o.
PZ 1500/89
PZ 1504/01
Szyna podtrzymujàca
bloki ceramiki o sze-
rokoÊci 25 lub 35 mm.
Klamra magnetyczna
do podtrzymywania
szyny lub podk∏adek
ceramicznych na dru-
tach.
Podk∏adki ceramiczne
do wszystkich rodza-
jów drutów rdzenio-
wych i pe∏nych oraz
elektrod otulonych.
Przeznaczone do z∏à-
czy T-owych i spoin z
przygotowaniem na X.
-
-
PZ 1500/52
PZ 1500/51
PZ 1500/50
PZ 1500/57
PZ 1500/56
-
Podk∏adka ceramiczna
do spawania elektro-
dami otulonymi, druta-
mi pe∏nymi oraz rdze-
niowymi wszystkich
typów. Przeznaczona
do prostych odcinków
spoin i krzywizn, do
z∏àczy T-owych, spoin
z przygotowaniem na
X i 1/2V, przy du˝ej
szczelinie.
-
-
-
PZ 1500/29
6,0
7,0
Podk∏adka ceramiczna
do spawania elektro-
dami otulonymi, druta-
mi pe∏nymi oraz rdze-
niowymi wszystkich
typów. Przeznaczona
do prostych odcinków
spoin i krzywizn, do
z∏àczy T-owych, spoin
z przygotowaniem na
X i 1/2V, przy du˝ej
szczelinie.
8,0
-
12,0
9,5
7,0
11,3
9,0
14,2
-
-
2,8
2,8
-
2,7
2,7
9,5
18,5
50
bràzowa
bràzowa
-
-
-
-
-
bràzowa
szara
szara
szara
-
500
250
500
500
500
500
500
500
folia/ bl. 25 mm
-
-
PZ 1500/55
6,5
-
szara
-
500 folia/ bl. 20 mm
-
PZ 1500/15
20,0
4,0
bràzowa
-
100 pojed. bloki
folia/ bl. 25 mm
folia/ bl. 25 mm
folia/ bl. 25 mm
folia/ bl. 25 mm
folia/ bl. 25 mm
25
PZ 1500/01
-
-
-
6,0
1000 -
35
PZ 1501/02
-
-
-
7,5
970 -
szara
-
Schemat podk∏adki
Opis
i zastosowanie
Typ
FILARC
Wymiary mm
Rodzaj
zamocowania
Typ
ceramiki
A
B
C
D
d∏ugoÊç
A
B
B
A
C
D
A
C
D
0.5
250.0
C
D
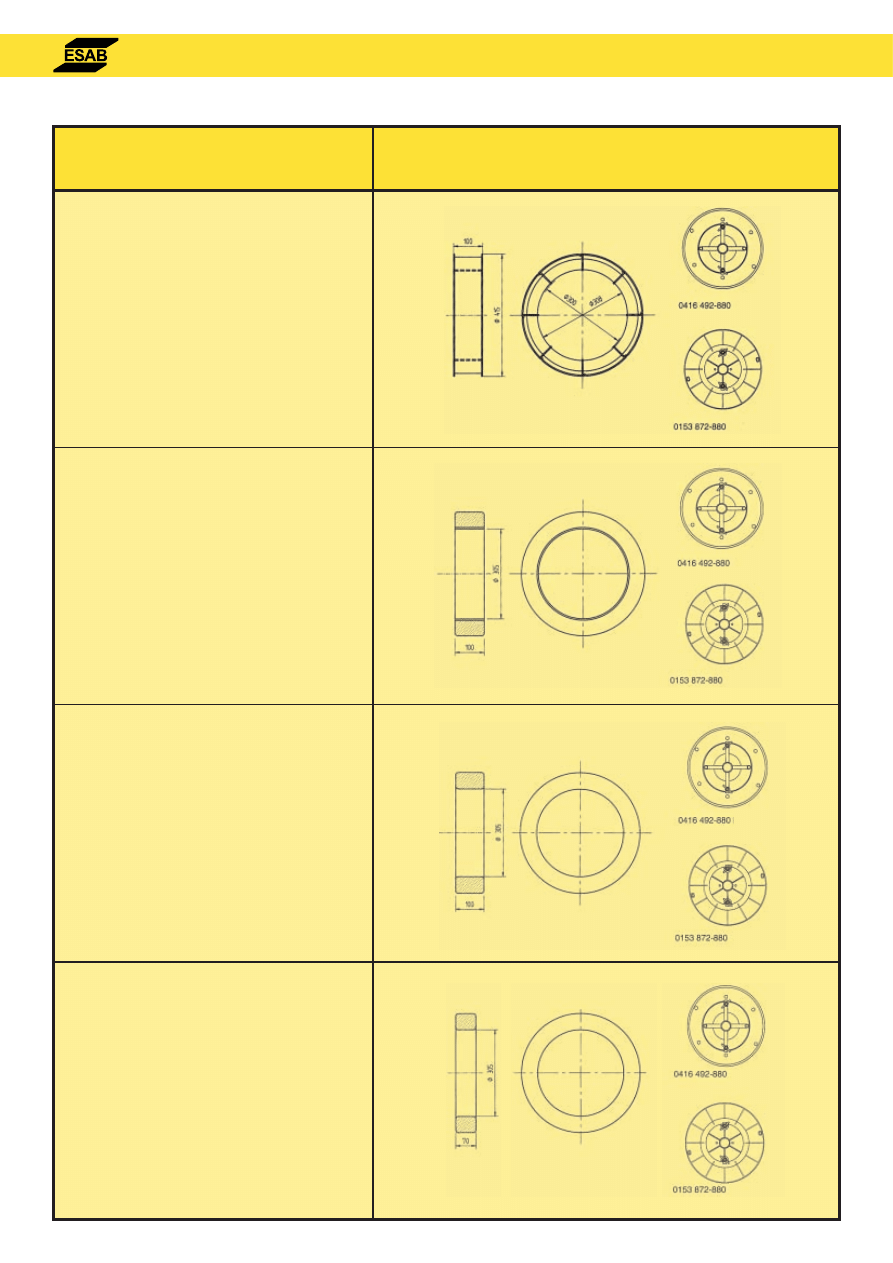
Szpule do drutów elektrodowych pe∏nych i rdzeniowych
92
ESAB Sp. z o.o.
Typ szpuli/Opis
Szkic szpuli/adaptora
03
EN 759: B 450
Koszyk wykonany z drutu, do zamocowania przy
u˝yciu adaptora stalowego - Nr kat. 0416 492-880
lub z tworzyw sztucznych - Nr kat. 0153 872-880,
a tak˝e adaptora krzy˝akowego.
03-0
25 kg
03-2
30 kg
07
EN 759: C 450
Szpula drutu z wewn´trznym pierÊcieniem stalo-
wym (1) do zamocowania przy u˝yciu adaptora
stalowego - Nr kat. 0416 492-880 lub z tworzyw
sztucznych - Nr kat. 0153 872-880, a tak˝e adap-
tora krzy˝akowego.
07-0
30 kg
07-3
25 kg
08
Szpula drutu bez wewn´trznego pierÊcienia
(z opaskami stalowymi - w stanie dostawy)
do zamocowania przy u˝yciu adaptora stalowego
- Nr kat. 0416 492-880 lub z tworzyw sztucznych
- Nr kat. 0153 872-880. Nie nadaje si´ do adaptora
krzy˝akowego.
08-0
30 kg
09
EN 759: C 435
Szpula drutu bez wewn´trznego pierÊcienia
(z opaskami stalowymi - w stanie dostawy)
do zamocowania przy u˝yciu adaptora stalowego
- Nr kat. 0416 492-880 lub z tworzyw sztucznych
- Nr kat. 0153 872-880. Nie nadaje si´ do adaptora
krzy˝akowego.
09-0
15 kg
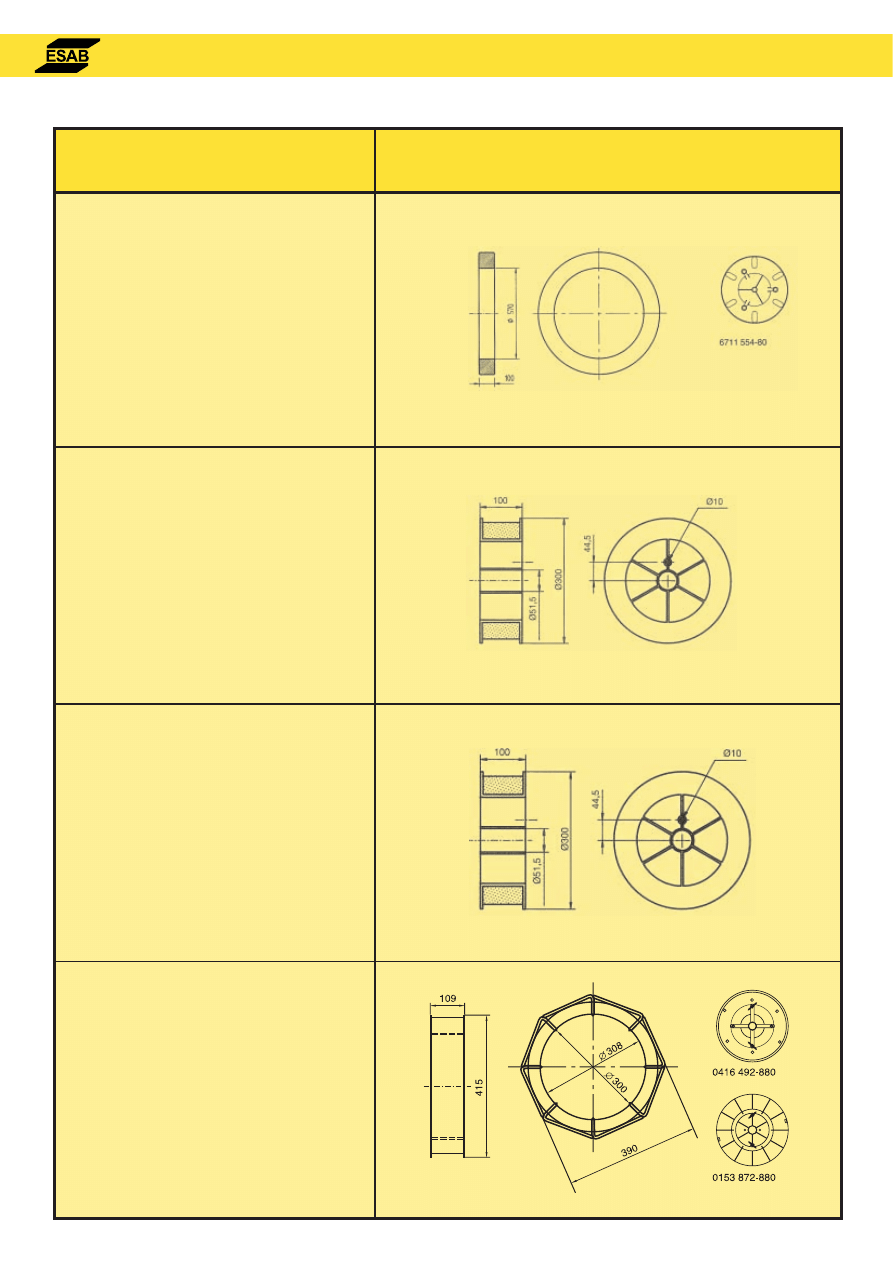
Szpule do drutów elektrodowych pe∏nych i rdzeniowych
93
ESAB Sp. z o.o.
16
EN 759: (C 800)
Szpula przeznaczona do zamocowania na adap-
torze Nr kat. 06711 554-80.
16-0
100 kg
24
EN 759: S 300
Szpula z tworzywa sztucznego, z precyzyjnie nawi-
ni´tym drutem, do spawania pó∏automatycznego
MIG/MAG.
24-0
5 kg
24-1
10 kg
24-3
12 kg
24-5
6 kg
24-8
12,5 kg
25
EN 759: S 300
Szpula z tworzywa sztucznego, ze standardowo
nawini´tym drutem, do spawania pó∏automaty-
cznego MIG/MAG.
25-0
15 kg
25-1
13 kg
25-2
10 kg
25-3
12 kg
25-4
11,3 kg
28 Eurospool
Koszyk wykonany z drutu, o kszta∏cie oktagonal-
nym, do zmocowania przy u˝yciu adaptora Nr kat.
0416 492-880 lub 0153 872-880, a tak˝e adaptora
krzy˝akowego. Nawój drutu - precyzyjny.
28-0
30 kg
28-1
25 kg
28-2
15 kg
Typ szpuli/Opis
Szkic szpuli/adaptora
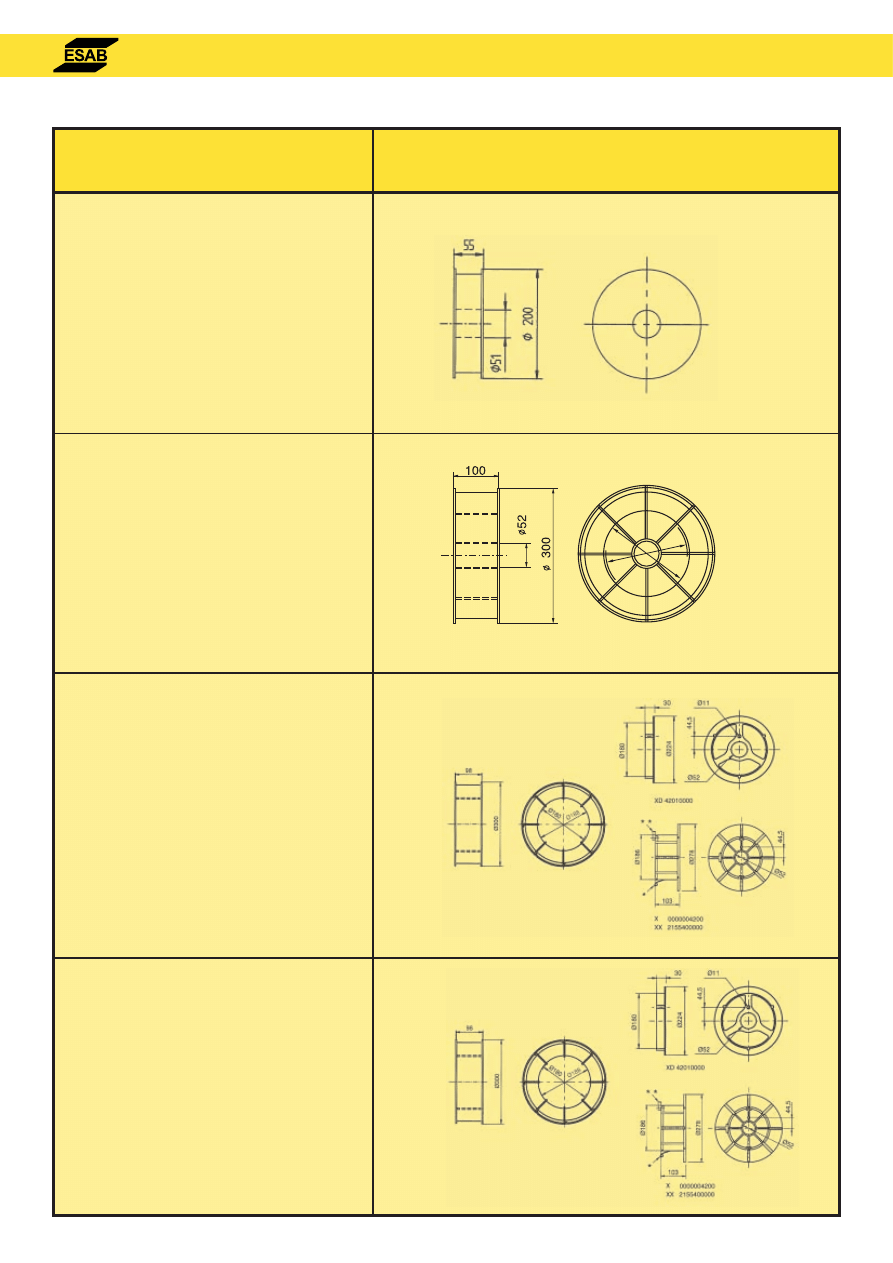
Szpule do drutów elektrodowych pe∏nych i rdzeniowych
94
ESAB Sp. z o.o.
46 / 56
EN 759: S 200
Szpula z tworzywa sztucznego, ze standardowo (46)
lub precyzyjnie (56) nawini´tym drutem.
46-0
5 kg
56-0
4 kg
46-2
2 kg
56-1
5 kg
46-3
4,5 kg
56-2
4,5 kg
46-4
4,7 kg
75
EN 759: B 300
Koszyk wykonany z drutu, pokryty farbà lub
tworzywem sztucznym, nawini´cie precyzyjne.
Do mocowania s∏u˝à nast´pujàce adaptory:
XD 42010000 (komplet 2 szt.), 0000004200
(z jednym zatrzaskiem), 2155400000 (z dodat-
kowym zamkiem).
75-0
18 kg
75-1
6 kg
75-2
12,5 kg
75-3
16 kg
75-4
7 kg
76 / 77
EN 759: B 300
Koszyk wykonany z drutu, nawini´cie standardo-
we (76) lub precyzyjne (77). Do mocowania
s∏u˝à nast´pujàce adaptory: XD 42010000
(komplet 2 szt.), 0000004200 (z jednym zatrzaskiem),
2155400000 (z dodatkowym zamkiem).
76-0
15 kg
77-0
15 kg
76-1
18 kg
77-1
18 kg
76-3
16 kg
77-3
16 kg
76-4
13 kg
77-4
12 kg
66 / 67
EN 759: BS 300
Koszyk wykonany z drutu, nawini´cie standardowe
(66) lub precyzyjne (67), do mocowania bez adap-
tora na trzpieniu ø = 51 mm.
66-0
15 kg
67-0
15 kg
66-1
18 kg
67-1
18 kg
66-2
10 kg
Typ szpuli/Opis
Szkic szpuli/adaptora
fl188.8
fl180.8
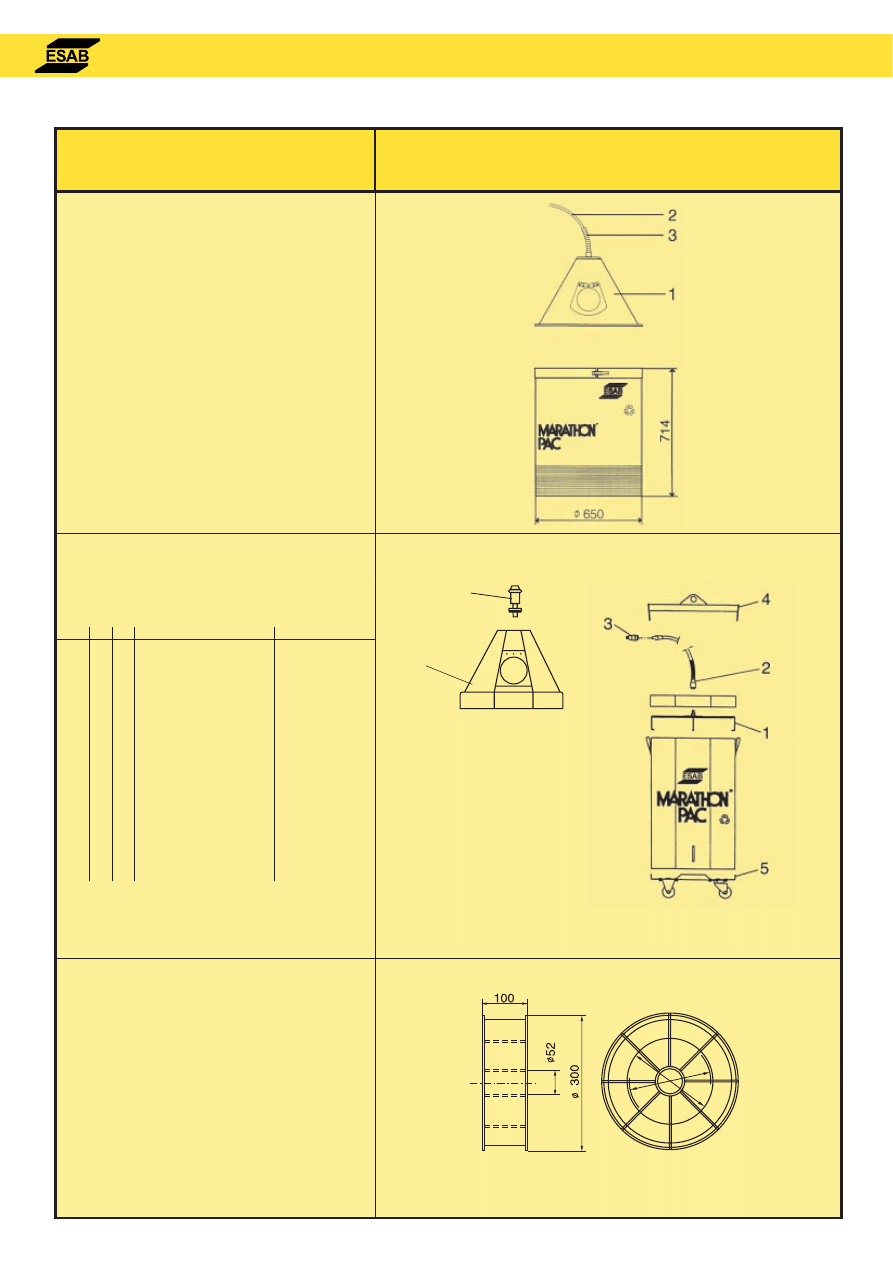
Typ szpuli/Opis
Szkic szpuli/adaptora
95
ESAB Sp. z o.o.
Szpule do drutów elektrodowych pe∏nych i rdzeniowych
98
EN 759: BS 300
Koszyk wykonany z drutu, pokryty tworzywem
sztucznym, nawini´cie precyzyjne, montowany bez
adaptora na trzpieniu ø = 51 mm
98-0
12 kg
98-1
16,5 kg pokrycie Cu
98-2
15,0 kg
98-6
6,0 kg
98-7
7,0 kg
fl188.8
fl180.8
92
Marathon Pac ®
Akcesoria:
1. Kaptur z tworzywa
0441 196-002
2. Prowadnik
(nale˝y okreÊliç d∏ugoÊç)
0442 827-002
3. Zamocowanie
0442 828-881
92-0
350 kg
92-x
masa nie
okreÊlona
93, 94
Marathon Pac ®
93-0
200 kg
93-2
250 kg
94-
do 475 kg
6
7
Akcesoria:
Rys. 93 94 Nazwa
Nr katalogowy
5
x
Wózek
F102365-880
5
x
Wózek
F103900-880
4
x
Uchwyt do podnoszenia F102607-880
4
x
Uchwyt do podnoszenia F102537-880
1
x
Mocowanie prowadnika
F102433-880
3
x
x
¸àcznik do podajnika
F102440-880
6
x
Plastikowa pokrywa
F103901-001
7
x
Szybkoz∏àczka
F102442-880
do plastikowej pokrywy
2
x
x
Prowadnik drutu L=0,6 m F102437-886
2
x
x
L=1,8 m F102437-881
2
x
x
L=3,0 m F102437-882
2
x
x
L=4,5 m F102437-883
2
x
x
L=8,0 m F102437-884
2
x
x
L=12 m F102437-885
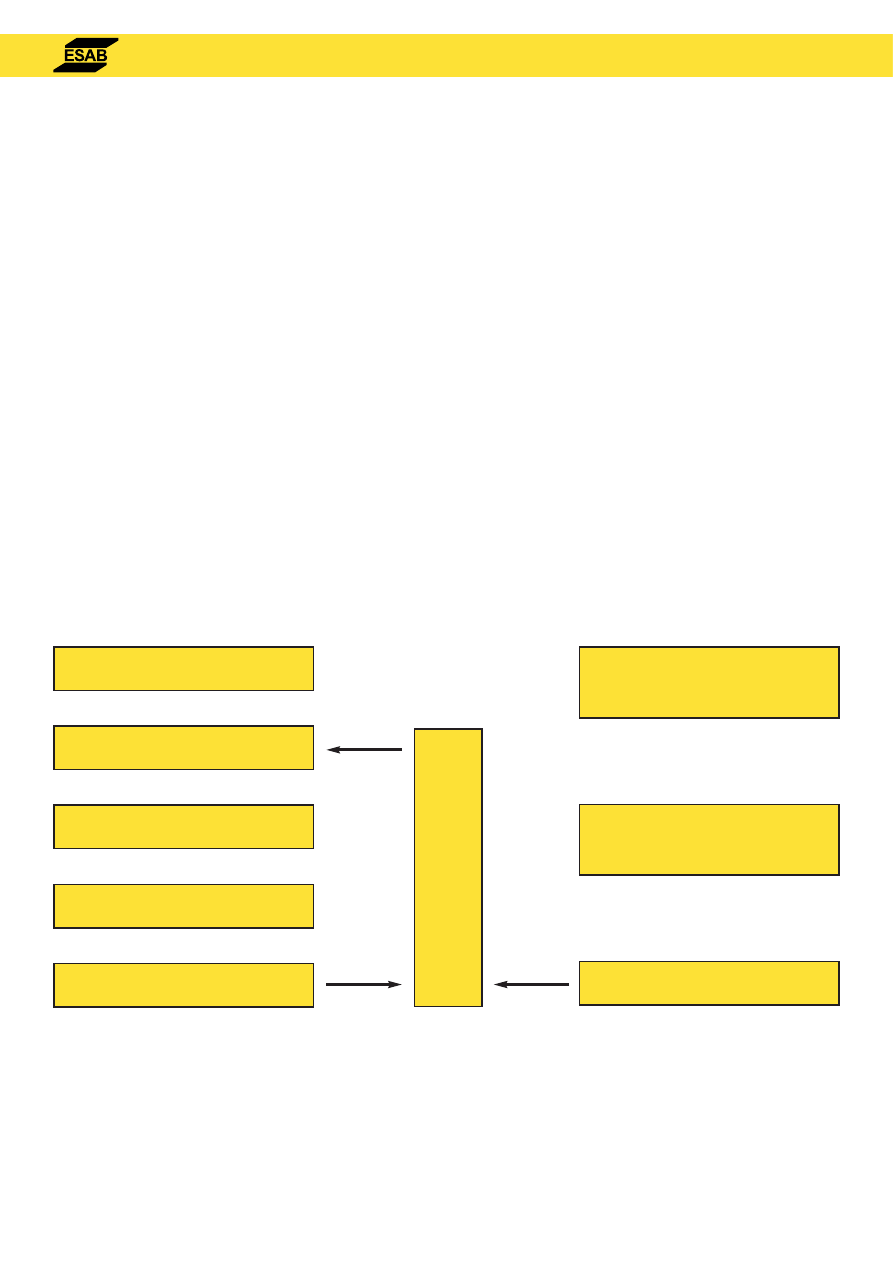
ESAB Sp. z o.o.
ZASADY PRZECHOWYWANIA I U˚YTKOWANIA MATERIA¸ÓW SPAWALNICZYCH
96
Zalecenia odnoÊnie przechowywania i obs∏ugi elektrod otulonych OK
Elektrody rutylowe i rutylowo-kwaÊne nale˝y przechowywaç w suchym miejscu, w temperaturze otoczenia powy˝ej
10°C. W normalnych warunkach nie jest wymagane ich suszenie. JeÊli jedanak oka˝e si´ potrzebne, trzeba je suszyç
przez 1 godz. w temperaturze 100°C. Elektrody niskowodorowe nale˝y przechowywaç w suchym miejscu, o temper-
aturze min. 20°C i wilgotnoÊci wzgl´dnej nie przekraczajàcej 50%. JeÊli okres przechowywania jest d∏u˝szy ni˝ jeden
rok, to konieczne mo˝e byç ich wygrzewanie. Przeprowadzenie tej operacji tu˝ przed u˝yciem elektrod zawsze
gwarantuje uzyskanie niskowodorowego stanu elektrod zasadowych. Instrukcje dotyczàce sposobu wygrzewania
(np. przez 2 godz. w temperaturze 350°C) sà podane na kartach katalogowych konkretnych elektrod. ¸àczny czas
wszystkich operacji wygrzewania nie powinien przekroczyç 10 godzin. Aby zapewniç odpowiednie warunki nale˝y
stosowaç piece (120-200°C) i komory grzewcze.
Elektrody niskowodorowe w opakowaniach VacPac sà zamykane pró˝niowo w pude∏kach z twardego tworzywa
sztucznego i powlekane hermetycznà folià. Folia ta zapobiega absorbowaniu wilgoci przez elektrody. JeÊli nie zostanie
uszkodzona, to nie ma ˝adnych ograniczeƒ czasu sk∏adowania elektrod. Po otwarciu pude∏ka mo˝na na nim
pozostawiç foli´ albo jà usunàç. Wewn´trzne plastikowe opakowanie gwarantuje niskowodorowy stan elektrod
do 8 godzin od chwili otwarcia pude∏ka pod warunkiem, ˝e pozostanà w nim niewykorzystane elektrody.
JeÊli w specjalnie zaznaczonym miejscu na folii wpisze si´ dat´ i godzin´ wydania elektrod z magazynu, to zostanie
ona automatycznie przeniesiona na plastikowe pude∏ko. Dzi´ki temu w ka˝dej chwili mo˝na sprawdziç ile czasu
up∏yn´∏o od wydania elektrod z magazynu.
Elektrody, których nie u˝yto w ciàgu 8 godz. od otwarcia opakowania , nale˝y wygrzewaç zgodnie z instrukcjami
podanymi na kartach katalogowych.
Elektrody dla stali nierdzewnych sà przechowywane w opakowaniach VacPac w celu u∏atwienia magazynowania
i obs∏ugi. Opakowania nie s∏u˝à tu zapobieganiu p´kni´ciom wodorowym, jak ma to miejsce w przypadku elektrod
niskowodorowych, a wi´c nie obowiàzuje 8-godzinny limit czasu.
Procedura przechowywania i obs∏ugi niskowodorowych elektrod w opakowaniach zwyk∏ych i opakowaniach VacPac.
Podsumowujàc, stosowanie opakowaƒ VacPac daje nast´pujàce korzyÊci:
- oszcz´dnoÊci na sk∏adowaniu, wygrzewaniu i obs∏udze elektrod
- oszcz´dnoÊci na wygrzewaniu bezpoÊrednio przed u˝yciem
- uproszczenie procedury administracyjnej
- stan niskowodorowy elektrod w ciàgu 8 godz. od od chwili otwarcia opakowania
- wygodne w u˝yciu opakowanie z racjonalnà liczbà elektrod
- ∏atwoÊç stwierdzenia w∏aÊciwego stanu opakowania.
MAGAZYN G¸ÓWNY
Opakowania zwyk∏e
➔
MAGAZYN G¸ÓWNY
maks. 50°C
Opakowania VacPac
➔
MAGAZYN podr´czny
maks. 50°C
➔
WYGRZEWANIE
➔
MAGAZYN PODR¢CZNY
➔
WYGRZEWANIE
➔
SPAWANIE
NIEWYK
ORZYST
ANE
ELEKTROD
Y
SPAWANIE

ESAB Sp. z o.o.
97
Zasady przechowywania i u˝ytkowania materia∏ów spawalniczych
Druty rdzeniowe OK Tubrod i Filarc PZ
Wymienione w tym katalogu druty rdzeniowe praktycznie nie absorbujà wilgoci. JeÊli sà przechowywane w oryginal-
nych opakowaniach w temperaturze 10-30°C przy wilgotnoÊci wzgl´dnej nie przekraczajàcej 65%, to czas ich maga-
zynowania jest nieograniczony. U˝ywane szpule nale˝y ponownie zapakowaç w ich oryginalne opakowania i prze-
chowywaç zgodnie z podanymi warunkami.
Topniki OK Flux SAW
Znamionowa zawartoÊç wilgoci w dostarczanych topnikach OK Flux wynosi max. 0,05% przy 1000°C. Aby utrzymaç
ten stan, topniki sà pakowane w plastikowe worki, umieszczane wewnàtrz odpornych na wilgoç worków papierowych.
Aby utrzymaç w∏aÊciwy stan topnika nale˝y przestrzegaç nast´pujàcych zasad:
- obchodziç si´ z workami ostro˝nie aby ich nie uszkodziç
- przechowywaç worki, których nie otwarto, w suchym miejscu w temp. 10-30°C przy wilgotnoÊci wzgl´dnej nie
przekraczaj´cej 70%.
- nigdy nie wystawiaç worków na deszcz lub Ênieg
- przechowywaç niewykorzystany topnik w suszarce w temp. 150°C+/- 25°C.
Je˝eli wygrzanie topnika oka˝e si´ konieczne, to nale˝y je przeprowadzaç przez 2 godz. w temp. 275-325°C. GruboÊç
warstwy topnika na pó∏kach pieca nie powinna przekraczaç 50 mm. Wygrzany topnik, który nie jest od razu wyko-
rzystywany, nale˝y przechowywaç w ogrzewanej suszarce.
Druty OK Autrod SAW
Nale˝y je przechowywaç w czystym i suchym miejscu, aby zapobiec powstawaniu zanieczyszczeƒ i rdzy.
Ceramiczne podk∏adki podtrzymujàce metal spoiny
Podk∏adki ceramiczne nale˝y przechowywaç w suchym miejscu. Trzeba si´ z nimi obchodziç ostro˝nie.
Uwaga!
Firma ESAB zastrzega sobie prawo do zmian w asortymencie produktów, bez wczeÊniejszego powiadamiania. Dane
zamieszczone w katalogach produktów majà charakter informacyjny i nie mogà stanowiç podstawy do jakichkolwiek
roszczeƒ. JednoczeÊnie firma ESAB dok∏ada wszelkich staraƒ, aby publikowane dane by∏y aktualne i dok∏adne.
ZawartoÊç niniejszego katalogu chroniona jest prawem autorskim.
© ESAB 2003. All rights reserved.
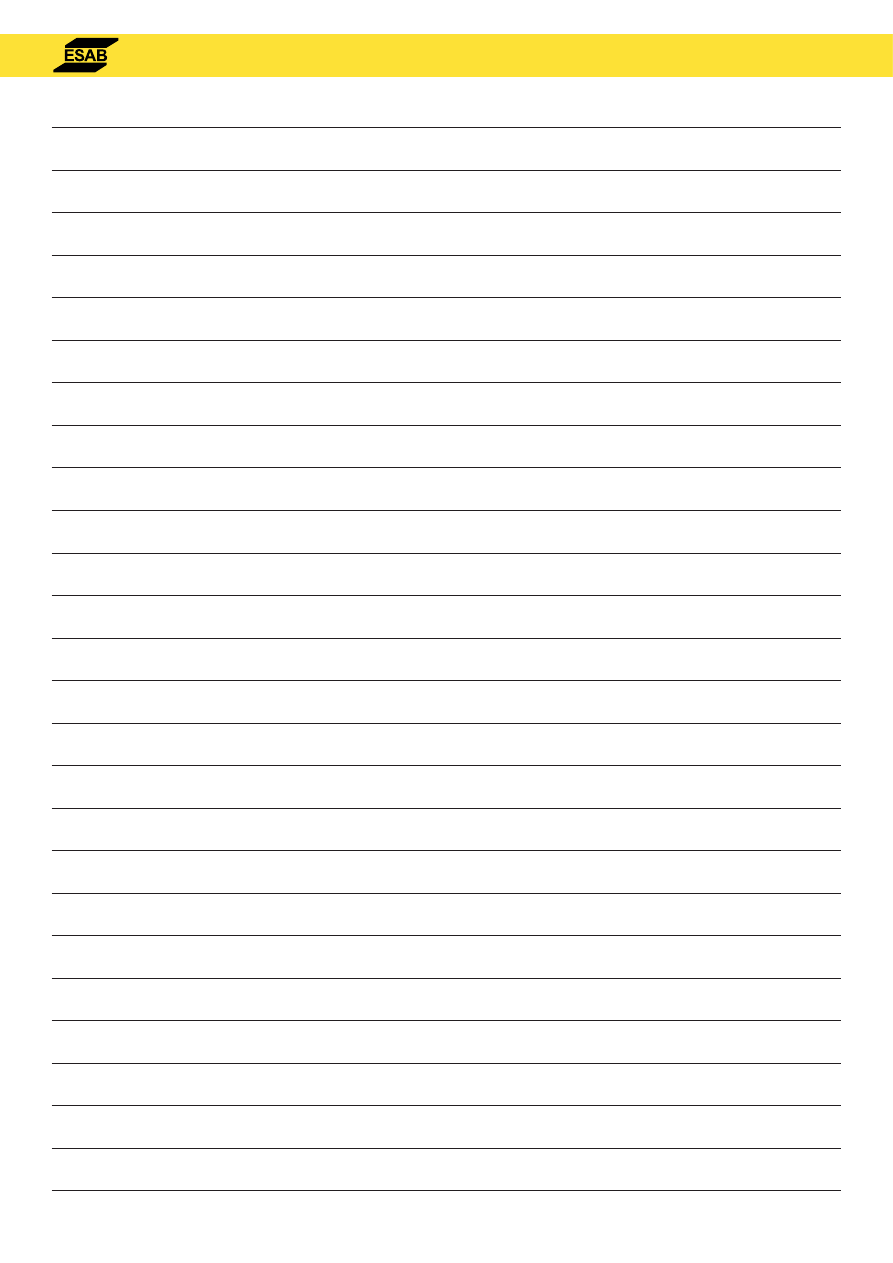
Notatki
98
ESAB Sp. z o.o.
ESAB Sp. z o.o.
Notatki
100
ESAB Sp. z o.o.
Notatki
Wyszukiwarka
Podobne podstrony:
Ankieta techniczna dotycząca szczotek, Katalogi materiałów eksploatacyjne silników elektrycznych
KATALOG TRANSFORMATORÓW TS, Elektronika
Opis Bibliograficzny dokumentów elektronicznych, Katalogowanie
Kat. stabilizatorow LM, elektronika, Katalogi
144 Pozycja katalogowa dokumentu elektronicznego o dostępi…
Przyłącze energetyczne, elektryczne, katalogi
Dobór bezpieczników do zabezpieczania przewodów i kabli, elektryczne, katalogi
Katalogowanie dokumentów elektronicznych
Transformator katalog 1, Elektronika, KATALOGI
143 Pozycja katalogowa dokumentu elektronicznego o dostępi…id 15739
Ankieta techniczna dotycząca szczotek, Katalogi materiałów eksploatacyjne silników elektrycznych
Bożena Fabiańska Katalogowanie dokumentów elektronicznych
elektroplast katalog pl
Napęd Elektryczny wykład
Podstawy elektroniki i miernictwa2
elektryczna implementacja systemu binarnego
więcej podobnych podstron