
Opracowanie pytań EGZAMIN Inżynierski Technologia śywności 2009 r.
Węglowodany i zboża
XIII. Z ZAKRESU TECHNOLOGII
WĘGLOWODANÓW
1. Charakterystyka żywieniowa ziemniaka.
Ziemniaki należą do podstawowych produktów węglowodanowych. Znaczącą
część ich składu, oprócz wody, stanowi skrobia (15-22%), natomiast białko i tłuszcz
występują w niewielkich ilościach, a zawartość błonnika pokarmowego kształtuje się
na poziomie od 0,5 do około 2%. Ziemniaki należą do produktów niskokalorycznych,
o wartości energetycznej nie przekraczającej 90 kcal/100 g (377 kJ/100 g).
Wysokokaloryczne są natomiast chipsy i frytki (około 450 kcal; 1886 kJ) produkowane
ze znacznym udziałem tłuszczu.
Ziemniaki, w zależności od odmiany, mogą zawierać w 100 gramach od 3 do 30
mg witaminy C, z tym że ilość tej witaminy w ziemniakach znacznie spada podczas
ich przechowywania i gotowania w wodzie. W ziemniakach obecne są ponadto
witaminy z grupy B oraz witamina K. Zawartość składników mineralnych w
ziemniakach wynosi 1,0-1,5%, z czego najwięcej zawierają one potasu, dzięki
któremu wykazują działanie alkalizujące organizm. Względnie dużo jest też w
ziemniakach fosforu (głównie w związkach fitynowych), siarki i magnezu, oraz takich
mikroelementów, jak: miedź, cynk, mangan i molibden.
Do specyficznych substancji o działaniu leczniczym występujących w ziemniaku
należą: potas – korzystnie działający w schorzeniach nerek i serca; tomatyna – przy
egzemach i grzybicach skóry; tomatyna w połączeniu z solaniną, leptyną i
demissyną – w schorzeniach układu nerwowego, a witamina C w połączeniu z
rutyną – działa wzmacniająco na naczynia krwionośne. Sok z surowych ziemniaków
jest pomocny w leczeniu wrzodów żołądka i osteo-artretyzmu.
W określonych przypadkach spożywanie ziemniaków może być również
szkodliwe, a nawet trujące. Dotyczy to bulw:
• o zawartości solaniny w ilościach powyżej 12 mg/100 g świeżej masy, co może
mieć miejsce w zzieleniałych lub i skiełkowanych ziemniakach (bulwy wystawiane na
ś
wiatło i niewłaściwie przechowane), zwłaszcza na wiosnę;
• o dużej zawartości azotanów i azotynów powyżej 100 mg/kg świeżej masy,
podobnie jak w warzywach;
• o zawartości ołowiu, kadmu i rtęci (m.in. na terenach ekologicznie zagrożonych)
2. Podaj i opisz różnice w procesie produkcji granulatu ziemniaczanego i płatków
ziemniaczanych.
Podaj i opisz różnice w procesie produkcji granulatu ziemniaczanego i płatków
ziemniaczanych.
PROCES PRODUKCJI – OPIS.
Granulat ziemniaczany
Płatki ziemniaczane
1. hydrotransport.
2. płukanie wstępne (płuczka bębnowo
prętowa ze spryskiwaniem ziemniaków
wodą pod ciśnieniem).
Transport taśmowy →
3. kontrola – selekcja bulw chorych i
uszkodzonych.
4. ważenie na wadze taśmowej
automatycznej.
5. parowanie w parowniku obieraczki
parowej
(zmiękczenie skórki) do 3mm.
6. obłupiarka wstępna – usuniecie
warstwy
zewnętrznej ziemniaka.
7. doczyszczanie szczotkarką.
8. płukanie wodą.
9. ręczne doczyszczanie z części
zielonych i
oczek na stole oczkowniczym.
10. krajalnica krażkowa talarki o grubości
12mm
oraz płukanie w celu usunięcia
uwodnionej
skrobi – na sicie wibracyjnym przez
dodatek
wody.
11. blanszowanie krajanki 80-85°
C/1020min.
12. schładzanie wodą z dodatkiem SO2
15-20°C/
15min.
13. parowanie krajanki w trzystopniowym
parowniku taśmowym o działaniu
ciągłym (para pod ciśnieniem
0,2MPa/3545min.
14. kierowanie na ryżownik zmiażdżenie
1. mycie.
2. hydrotransport.
3. odwadniacz prętowy – oddzielanie
kamieni i
zanieczyszczeń ciężkich.
4. mycie w płuczce wstępnej.
5. ważenie na taśmie automatycznej.
6. podawanie przez dozownik do
obieraczki
parowej – rozmiękczenie warstwy
zewnętrznej
do 3mm.
7. obłupiarka sucha – usunięcie ok 80%
warstwy
zewnętrznej.
8. obłupiarka wodna – silny natrysk wody
o
ciśnieniu 6MPa.
9. taśma kontrolna – oczkowanie,
odcinanie
części zielonych, ponowne ważenie
automatyczne.
10. krajalnica krążkowa – talarki o
grubości
12mm oraz płukanie w celu usunięcia
uwodnionej skrobi – na sicie wibracyjnym
przez
dodatek wody.
11. blanszowanie krajanki w wodzie o
temp. 80-90° C/1529min z dodatkiem
SO2.
12. schładzanie w zbiorniku z wodą.
13. odwadnianie na sicie wibracyjnym.
14.parownik ślimakowy o działaniu
ciągłym –
ugotowanie krajanki w czasie 15-30min/
0,15MPa.
Na jednolitą masę oraz dodanie
roztworu
mieszaniny siarczynu i pirosiarczynu sodu
–
przeciwutleniacze, oraz emulsji
monoglicerydu
– emulgator.
15. mieszalnika korytowego → mieszanie
mieszanki z zawrotem (suchy granulat) w
proporcji 1:2 (więcej granulatu!!). Sucha
masa
mieszanki 65-79%.
16. schładzalnik korytowy z płaszczem
wodnym (schładzanie do temp.35°C).
17. mieszanie wtórne (remixer),
kondycjonowanie/sezonowanie
(ochłodzenie
produktu w czasie którego zachodzi
retrogradacja skrobi, nadająca sypkość
granulatowi) – 30min., wilgotność 30%.
18. suszenie:
-1 stopień – suszarnia pneumatyczna 16-
18%
-2 stopień – zazwyczaj fluidyzacyjne do 9-
10%
wilgotności.
-schładzanie zimnym powietrzem do
temp.
30°C o do wilgotności 8%.
18. frakcjonowanie:
>4mm – na paszę,
4-0,25mm– zawrót do mieszania,
<0,25mm – pakowany jako produkt
gotowy
lub do przerobu na aglomerat.
15. ryżownik – zmiażdżenie na jednolitą
masę
oraz dodanie roztworu mieszaniny
siarczynu i
pirosiarczynu sodu – przeciwutleniacze,
oraz
emulsji monoglicerydu emulgator.
16. suszarka walcowa – miazga jest
równomiernie rozprowadzana na walcu.
Ciśnienie pary wodnej ogrzewającej
walec 0,6-0,7 mPa. Wysuszone płatki
mają wilgotność 79%, co jest
regulowane szybkością obrotów
bębna. Oddzielanie za pomocą
skrobaka – w
postaci folii spadają do przenośnika
ś
limakowego.
17. w ślimaku następuje rozdrabnianie na
drobne płatki.
18. transport pneumatyczny na
odsiewacz
wahadłowy – frakcjonowanie:
- frakcja gruba rozdrabniana na młynku i
zawracana na odsiewacz,
- frakcja średnia o prawidłowej
granulacji
odprowadzana do zbiornika produktu
gotowego, przez wagi automatyczne do
pakowarek,
- frakcja drobna wykorzystywana jako
grysik do
celów spożywczych.
19. zawartość wody produktu gotowego
1012%,
zaw. sub. min. dopuszczalnie 0,1%,
zawartość
SO2 poniżej 125mg/kg.
Różnica w produkcji polega na tym, iż w produkcji granulatu wykorzystuje się frakcję
najdrobniejszą w sposób wtórny – poprzez mieszanie z miazgą. W produkcji płatków
ten etap nie
występuje z racji innego sposobu suszenia. Wykorzystanie suszarki bębnowej pozwala
na bardziej
ekonomiczne wykorzystanie surowca i zmniejszenie powstawanie frakcji drobnej.
Oba procesy produkcyjne nie wykazują różnic w myciu, aż do momentu ryżownika.
Dalsze etapy
produkcji są inne.
3. Opisz wymagania surowcowe dla ziemniaków przeznaczonych do przemysłu
spożywczego.
Ze względu na znaczne różnice w składzie chemicznym bulw o różnej wielkości,
należy kłęby segregować i przeznaczać je odpowiednio do przerobu
przemysłowego, albo do celów spożywczych, paszowych lub do reprodukcji.
Bulwy małe najbardziej są odpowiednie na pasze, ponieważ zawierają więcej
białka, bulwy duże i średnie odstawia się do krochmalni i gorzelni. Ziemniaki
przemysłowe powinny odznaczać się regularnymi kształtami, kruchością miąższu i
płytko osadzonymi oczkami, co ułatwia oczyszczanie i rozdrabnianie. Partie
ziemniaków przeznaczone do przerobu nie powinny być zanieczyszczone, ani
porażone zgnilizną, ani nadmarznięte.
Przydatność do przerobu uszlachetnionego uwarunkowana jest wieloma
czynnikami, takimi jak odmiana ziemniaków, kształt i wielkość bulw, warunki uprawy,
zbioru i przechowywania. Podstawowymi kryteriami gotowych przetworów czy
półproduktów ziemniaczanych, na które decydujący wpływ mają właściwości i
cechy technologiczne surowca są:
- skłonność do ciemnienia po rozdrobnieniu bulw, ugotowaniu czy obróbce
technologicznej,
- odpowiedni smak i zapach oraz tekstura.
Skład
chemiczny
bulw
ziemniaka
przeznaczonych
do
przerobu
uszlachetniającego powinien być następujący:
•
Cukry proste do
0,25%
•
Skrobia
12-20%
•
Zw. Mineralne
1,2-1,3%
•
Połączenia azotowe 0,25-0,35%
•
Solanina nie więcej niż
20 mg/100g
Konsystencja, czyli tekstura ziemniaków jest szczególnie ważnym czynnikiem w
ocenie jakości surowca przeznaczonego do produkcji przetworów uszlachetnionych
lub gotowanych. Na teksturę ziemniaków po ugotowaniu ma wpływ gęstość bulw, a
najlepszą wykazuje surowiec mający poniżej 1,075 g/cm3. Istotna też jest zawartość
skrobi, związków pektynowych, soli mineralnych, fityny, a zwłaszcza struktura i skład
ś
cian komórkowych. Tekstura przetworów ziemniaczanych uzależniona jest
(podobnie jak ugotowanych bulw) od budowy tkanki i struktury komórkowej bulwy, a
głównie od wielkości ziaren skrobi.
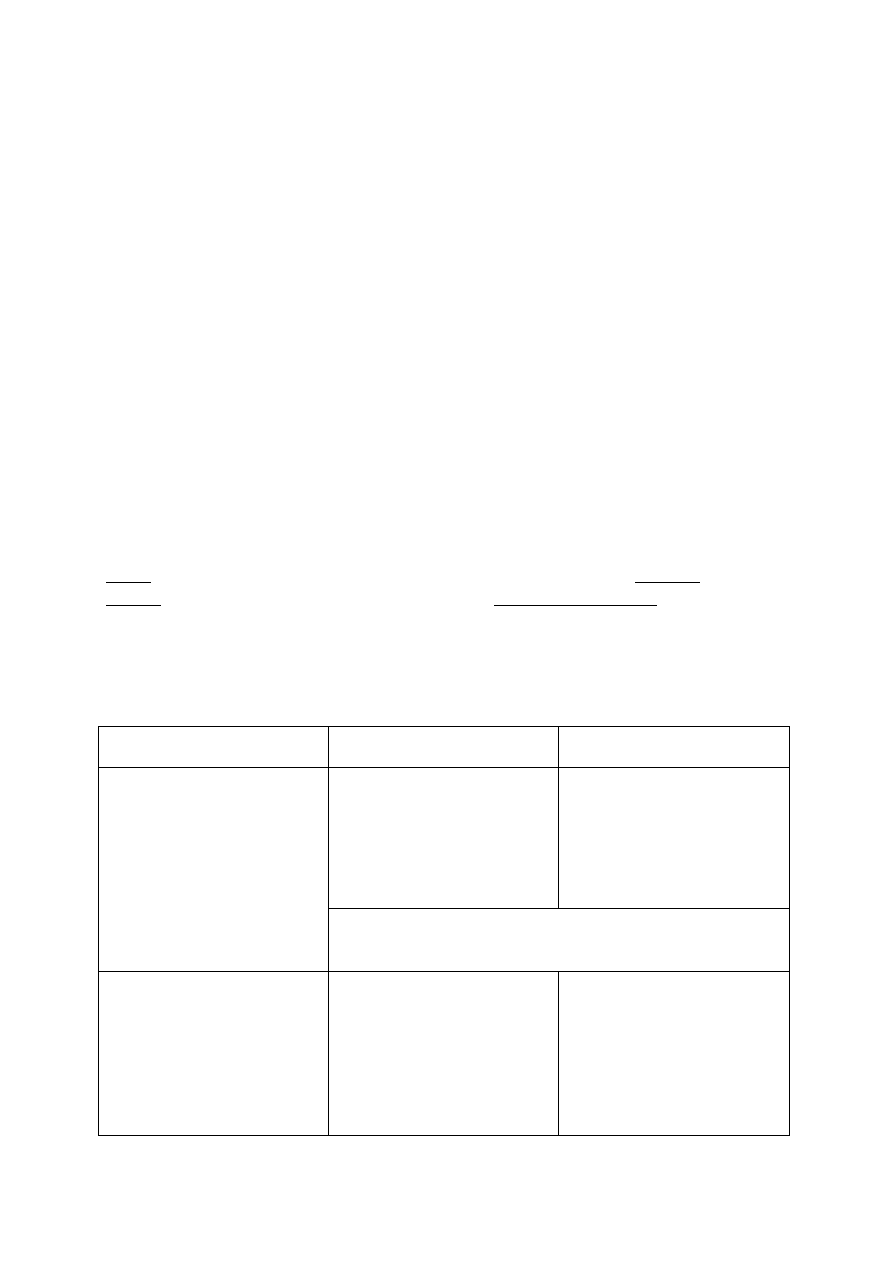
Tab. Właściwości technologiczne surowca do produkcji spożywczych przetworów
ziemniaczanych.
CECHA
PRODUKTY
SUSZONE
FRYTKI
CHIPSY
PRODUKTY
STERYLIZOWANE
SUCHA MASA
%
21-25
20-22
21-24
18-20
SKROBIA
15-19
14-17
16-20
12-14
CUKRY
REDUKUJĄCE
%
0,5
0,5
0,25
0,5
CIEMNIENIE:
-PO
UGOTOWANIU
NIEZNACZNE
NIEZNACZNE
Ś
REDNIE
Ś
REDNIE
-MIAZGI
NIEZNACZNE
Ś
REDNIE
Ś
REDNIE
NIEZNACZNE
SMAKOWITOŚĆ
DOBRA
B.DOBRA
DOBRA
B.DOBRA
4. Wyjaśnij różnice pomiędzy rekondycjonowaniem a kondycjonowaniem
ziemniaków.
REKONDYCJONOWANIE
Rekondycjonowanie ziemniaków polega na przejściu cukrów prostych
wytworzonych podczas składowania ziemniaków w skrobię pod wpływem zmiany
temperatury na wyższą.
Ziemniaki przeznaczone do przerobu uszlachetniającego tj. na produkty suszone
(płatki, granulat), smażone (chipsy, frytki) i konserwy ziemniaczane zazwyczaj
poddawane są rekondycjonowaniu w podwyższonej temperaturze. Ziemniaki
przechowywane w temperaturze poniżej 10°C należy przenieść do temperatury w
zakresie 16-22°C i utrzymywać, aż test na smażenie wykaże, że chipsy czy frytki mają
odpowiednio jasny kolor, lub test na zawartość cukrów redukujących potwierdzi
wymagany poziom (poniżej 0,25 lub 0,5%). Wilgotność względna powietrza podczas
rekondycjonowania powinna być utrzymana na poziomie 75-90%. Zalecana jest
również dobra wentylacja i wymiana powietrza w pomieszczeniu, gdzie
przeprowadza się rekondycjonowanie ziemniaków przeznaczonych do przerobu.
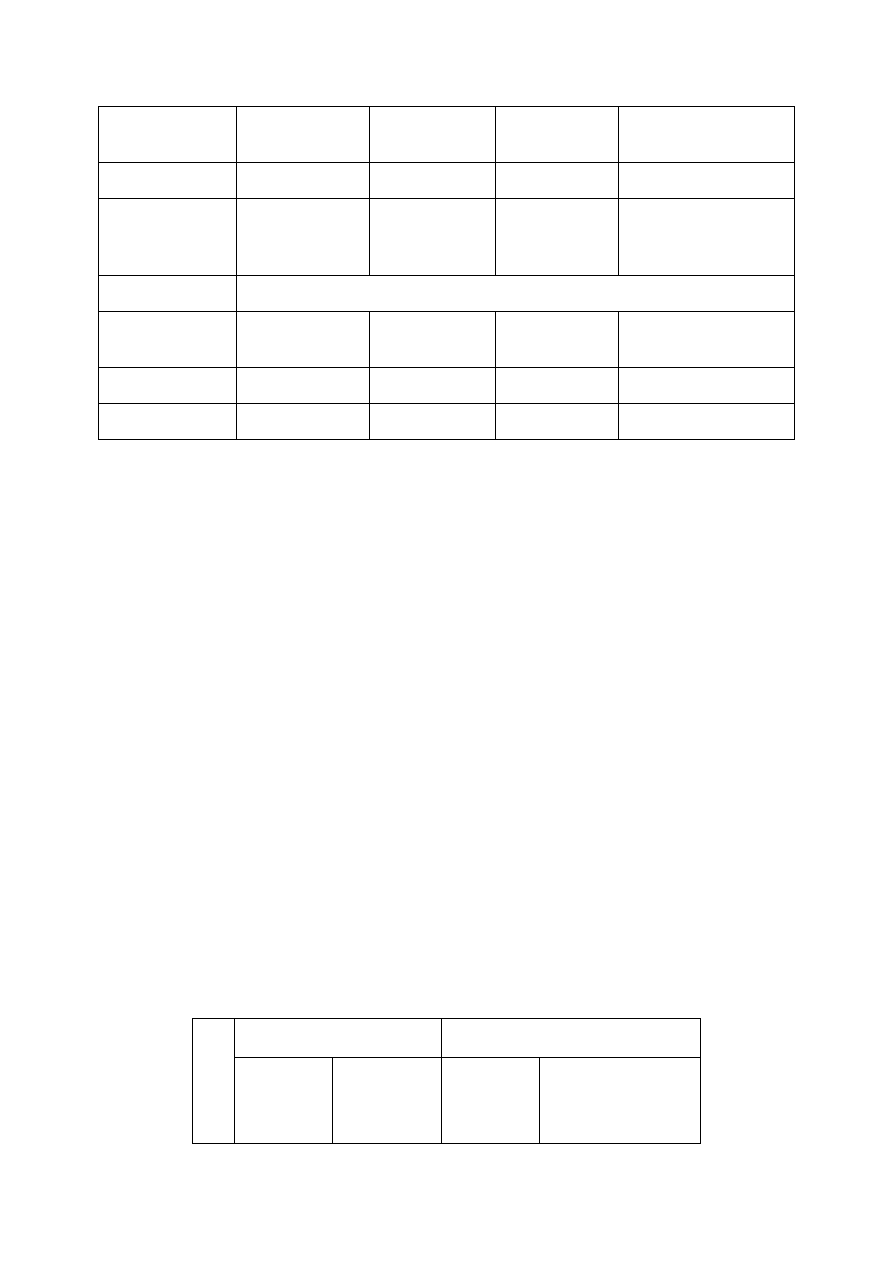
Przebieg procesu rekondycjonowania ziemniaków w temperaturze 18°C przez 28 dni
podano w tabeli:
Próba I
Próba II
Dni zawartość
cukru w %
kolor
chipsów
w
zawartość
cukru w %
kolor chipsów
w stopniach*
stopniach*
0
0,92-0,75
8-7
0,65-0,50
7-6
14
0,60-0,55
7-6
0,45-0,40
7-4
21
0,40-0,35
5-4
0,35-0,30
5-4
28
0,25-0,24
4-3
0,20
3-2
*1=bardzo jasne 10=krańcowo ciemne
KONDYCJONOWANIE
Kondycjonowanie polega na ochłodzeniu produktu, podczas którego zachodzi
retrogradacja skrobi, nadająca sypkość granulatom (aglomeratom) i płatkom
ziemniaczanym.
Rozmawiając z dr Gumul i prof. Gambuś dowiedziałam się, że tu należy oprzeć się
o technologię produkcji płatków i granulatu, zatem:
Płatki ziemniaczane
Technologię produkcji płatków ziemniaczanych można podzielić na następujące
etapy:
_ obróbka wstępna,
_ krojenie,
_ blanszowanie,
_ gotowanie,
_ miażdżenie,
_ suszenie.
Umyte i obrane ziemniaki kieruje się do krajalnic, które rozdrabniają je na talarki
o jednakowej wielkości. Otrzymana krajanka jest przepłukiwana wodą w celu
usunięcia nadmiaru skrobi.
Kolejnym etapem jest blanszowanie, które przeprowadza się, aby zapobiec
ciemnieniu surowca. Krajanka przebywa w blanszowniku przez około 15 – 30 minut, w
wodzie (80 – 90°C) z dodatkiem wodorosiarczanu sodowego. Następnie jest
schładzana i osuszana
z nadmiaru wody.
Gotowanie krajanki przeprowadza się w parnikach. W urządzeniach tych
następuje rozparzanie krajanki przy ciśnieniu 0,05 – 0,15 MPa w ciągu 15 – 40 minut.
Z parownika ugotowana krajanka przechodzi do tzw. ryżowników, gdzie następuje
jej zmiażdżenie na jednolitą miazgę, kierowaną następnie na suszarkę walcową.
Ryżowanie to inaczej rozdrobnienie uparowanej masy ziemniaczanej na możliwie
pojedyncze komórki, tak aby ich nie uszkodzić. Do miazgi ziemniaczanej na
ryżowniku dozowany jest roztwór mieszaniny siarczynu i pirosiarczyn sodu (jako
przeciwutleniacze) oraz emulsja monoglicerydu (emulgatora).
Suszarka walcowa jest od wewnątrz ogrzewana parą wodną o ciśnieniu około 0,6
MPa. Zetknięcie się masy uparzonych ziemniaków z gorącą powierzchnią walca (170
– 180°C) powoduje bardzo szybkie (5 – 20sekund) odparowanie wody. Wysuszona
warstwa masy ziemniaczanej jest zeskrobywana z walców za pomocą podłużnych
noży, a następnie kierowania na przenośnik taśmowy.
W trakcie transportu przenośnikiem następuje rozdrobnienie wstęg wysuszonej
masy na płatki. Natomiast na odsiewaczu wahadłowym zatrzymane zostają
większe zlepy, a susz ulega ochłodzeniu.
Granulat ziemniaczany to produkt otrzymywany na drodze fluidyzacyjnego lub
pneumatycznego suszenia. Po wymieszaniu z wodą tworzy purěe ziemniaczane,
które może być wykorzystywane na przykład do produkcji klusek, pyz, krokietów.
Granulat jest suszony do wilgotności 6 – 8% .
Początkowe procesy produkcji granulatu czyli: mycie, obieranie, krojenie
przebiegają dokładnie tak samo jak w przypadku otrzymywania płatków
ziemniaczanych. Kolejnym etapem jest blanszowanie, które przeprowadza się w
temperaturze 85°C w czasie około 15 minut. Później następuje schładzanie krajanki w
zimnej wodzie (15 – 20°C) z dodatkiem dwutlenku siarki. Etap ten trwa kolejne 15
minut.
Zblanszowana krajanka jest transportowana do parownika ślimakowego
pracującego
w sposób ciągły. W urządzeniu tym następuje uparowanie ziemniaków w
temperaturze 102°C w czasie około 40 minut i pod ciśnieniem 0,15 MPa.
Rozparzona krajanka zostaje wymieszana z suchym, wcześniej pozyskany
granulatem
w stosunku 1:2. Proces ten przeprowadza się w mieszalnikach korytowych. Uzyskana
mieszanka ma zawartość 65 – 79% suchej substancji. Po opuszczeniu mieszalnika
wilgotny, gruboziarnisty granulat jest kierowany do schładzalnika korytowego z
płaszczem wodnym
i ochładzany do temperatury 35°C. Następnie jest przekazywany do mieszalnika
wtórnego (remixer), gdzie jest mieszany, kondycjonowany przez 30min. Wilgotność
ustala się na poziomie 30%.
Otrzymany półprodukt suszy się dwustopniowo. Pierwszym etapem odwadniania
jest suszenie pneumatyczne w gorącym powietrzu, które na początku transportu ma
temperaturę 170°C, a na wylocie 80°C. Po tym procesie proszek ma wilgotność 16 –
17%. Drugim etapem jest dwustopniowo suszenie fluidyzacyjne. Na początku proszek
jest poddawany działaniu gorącego powietrza o temperaturze 120°C, w wyniku
czego następuje jego znaczne odwodnienie (wilgotność proszku 9 – 10%). Następnie
jest schładzany zimnym powietrzem o temperaturze 30°C. Podczas tego etapu
następuje dosuszenie granulatu do wilgotności końcowej 6 – 8%. Zastosowanie
kilkukrotnego ogrzewania i schładzania masy ziemniaczanej oraz suszenia
fluidyzacyjnego w celu otrzymania granulatu ziemniaczanego jest rozwiązaniem
ekonomicznym, wydajnym i zapewnia bardzo dobrą jakość produktu końcowego.
Uzyskany granulat jest dzielony na trzy frakcje za pomocą przesiewaczy:
_ frakcja ≥ 4 mm jest wykorzystywana jako składnik na paszę
_ frakcja od 0,25 mm do 4 mm jest zawracana do mieszania z uparowanymi
ziemniakami (tworzenie mieszanki do otrzymywania granulatu)
_ frakcja ≤ 0,25 mm jest pakowana jako produkt gotowy lub jest surowcem do
produkcji aglomeratu ziemniaczanego
Zatem w skrócie:
Nie ma różnic pomiędzy kodycjonowaniem, a rekondycjonowaniem ziemniaków,
gdyż oba te pojęcia dotyczą zupełnie czego innego.
PS. Tego dowiedziałam się od mojej promotor☺
Uzupełnienie:
Retrogradacja skrobi - jest to zjawisko polegające na przemianie formy spiralnej
skrobi w liniową i porządkowaniu się wyprostowanych łańcuchów amylozy w zwarte
micele, których struktura jest stabilizowana przez wiązania wodorowe.
5. Porównaj proces produkcji chipsów i frytek ziemniaczanych.
CHIPSY
FRYTKI
+
Bębny obrotowe, pasy
siatkowe
przedmuchiwane
wentylatorami z ogrzanym
powietrzem
+
Suszarka owiewowa
podająca ciepłe
powietrze
1.
OSUSZANIE
Cel: skraca czas smażenia, ogranicza absorpcję oleju
przez chipsy\frytki
2.
SMAśENIE
+
Smażalniki napełnione
podgrzewanym olejem.
Temp: 180
0
C na początku
linii
165
0
C na końcu linii
Czas ok. 1,5-3min (zależy
+
Smażalnik wibracyjny,
przez zbiornik gorącego
oleju przeprowadzane są
transportem siatkowym.
Temp: 160-180
0
C
Czas: ok. 5 min dla
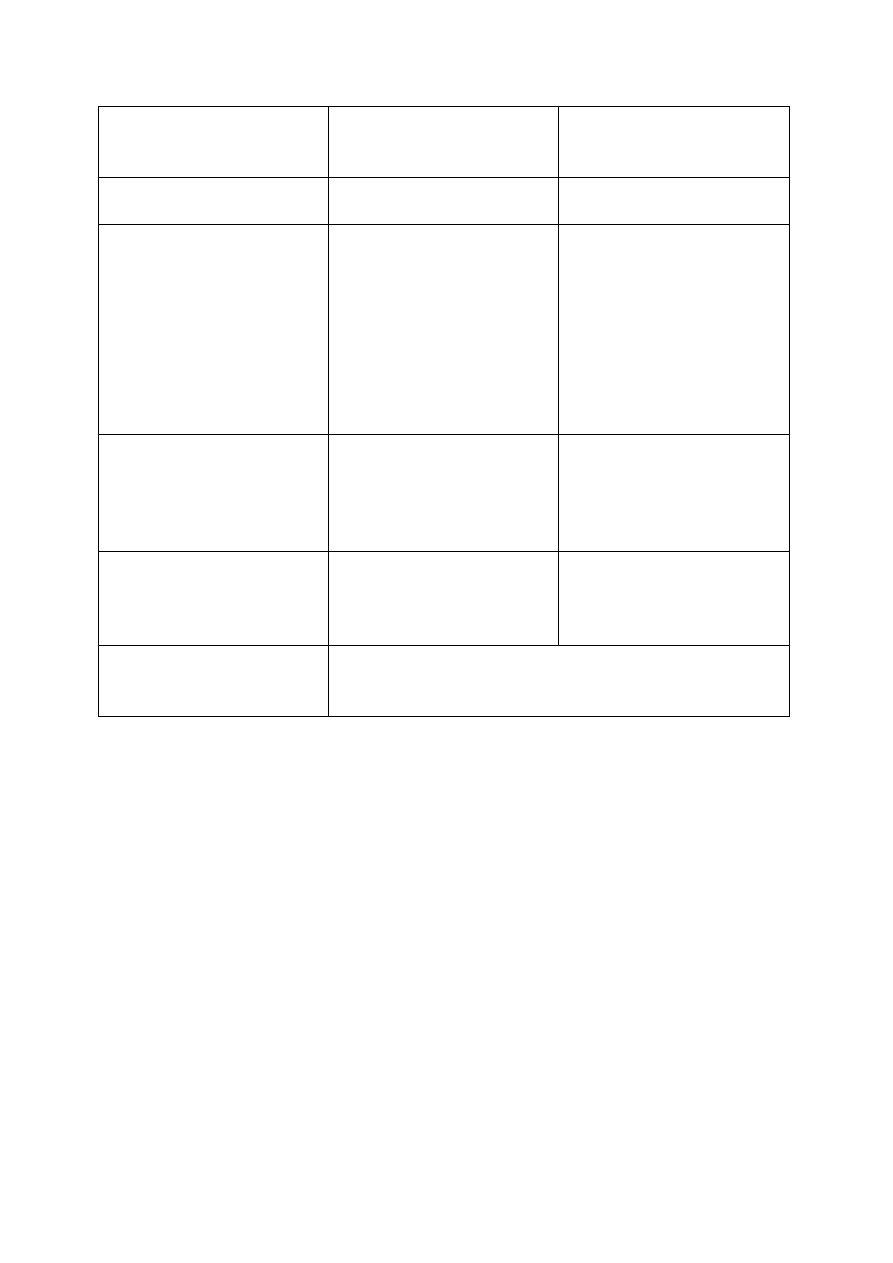
od surowca)
gotowych do spożycia
Ok.3 min dla wstępnie
podsmażonych
3.
ODSĄCZANIE
NADMIARU OLEJU
+
+
4.
SOLENIE I DODATEK
SUBBSTACJI
SMAKOWYCH
+
Po usunięciu namiaru oleju
przez osączania. Chipsy
soli się na taśmociągu solą
drobnokrystaliczną, często
mieszaną z
antyoksydantami.
Dodatki: pieprz, papryka,
ser, suszona cebula
+
Solenie frytek
schłodzonych
Wstępnie solone frytki nie
są solone.
5.
KONTROLA
GOTOWEGO
PRODUKTU
+
Ręczne odsortowywanie
wadliwych, przypalonych,
nidosmażoonych plstrów.
Ochładzanie
+
6.
MROśENIE
-
+
Mrożenie fluidyzacyjne.
Temp.-20
0
C
Czas:7-12min
7.
PAKOWANIE
Torebki z tworzywa sztucznego, odpornego na
działanie tłuszczu, zamykane na zgrzewarce,
pakowane w pudełka zbiorcze
6. Burak cukrowy jako surowiec przemysłowy.
Burak cukrowy w Polsce jest głównym surowcem w przemyśle cukrowniczym. Jest
rośliną dwuletnią. Jego zgrubiały korzeń, dzięki dużej zawartości sacharozy
(zawartość w buraku waha się w granicach
14-20%, a czasami nawet więcej) jest
surowcem do produkcji cukru.
W przemyśle cukrowniczym surowcem dominującym jest
trzcina cukrowa (75%
ś
wiatowej produkcji cukru),
burak cukrowy stanowi 25%
Uprawiane w Polsce buraki cukrowe należą do trzech typów:
•
Typ cukrowy, o największej zawartości cukru (ponad 18%)
•
Typ normalny, o średniej zawartości cukru (ok. 17%)
•
Typ plenny, o wysokim plonie korzeni, ale o niskiej zawartości cukru.
Sprzęt buraków następuje , gdy osiągają one
dojrzałość technologiczną, gdyż w tym
stanie korzenie buraka dają maksymalny plon cukru z hektara i osiągają optymalne
właściwości technologiczne, takie jak:
•
Wysoka zawartość cukru,
•
Niska zawartość niecukrów szkodliwych, do których można zaliczyć:
•
Rozpuszczalny popiół (głównie sole K i Na)
•
Azot szkodliwy (aminowy),
•
Cukier inwertowany (inwert),ok. 0,1%
•
Pektyny rozpuszczalne
Najwcześniej osiągają dojrzałość technologiczną buraki typu cukrowego.
Odznaczają się one wysoką wartością
współczynnika czystości soku:
Gdzie:
Cz- współczynnik czystości soku,
Ck- zawartość cukru(%),
ss- zawartość suchej substancji(%).
Dojrzałość technologiczna buraka przypada na okres tuż przed żółknięciem i
usychaniem liści, gdy ulega zahamowaniu proces asymilacji, a wzmagają się
procesy dysymilacyjne.
Najlepszym surowcem do przerobu są buraki o dojrzałości technologicznej, świeże,
nie zwiędnięte, nie uszkodzone, a więc zebrane prosto z pola, natychmiast po
wykopaniu i ogłowieniu (ogłowienie- usunięcie główki z liśćmi oraz ogonka i korzeni
bocznych)
W praktyce zwykle muszą być przechowywane.
Podczas przechowywania w korzeniach zachodzą normalne procesy życiowe:
oddychanie, transpiracja oraz szkodliwe procesy rozkładu sacharozy (inwersja) i
innych substancji (hemiceluloz i pektyn). Intensywność tych procesów zależy przede
wszystkim od temperatury i wilgotności przechowywania. Do przechowywania
nadają się buraki dojrzałe, zdrowe, nieuszkodzone i nie zamarznięte.
Pryzmuje się je
na wysokość do 3-5 m i regulując przewietrzanie utrzymuję się temperaturę na
poziomie
2˚C. Buraki nie nadające się do przechowywania muszą być natychmiast
przerabiane.
Skład chemiczny korzenia buraka cukrowego zależy od typu i odmiany buraków,
warunków ich wzrostu, zbioru i przechowywania.
W cukrownictwie wszystkie składniki suchej substancji dzieli się na
cukier (którym jest
sacharoza) i
niecukrów do których można zaliczyć: (cukier inwertowany, czyli
glukozę, fruktozę) oraz rafinozę. Niecukry albo usuwane są wraz z odpadami w
procesie technologicznym w cukrowni (
wysłodki, błoto filtracyjne, melas),albo
pozostają w sokach. Niecukry usunięte to
niecukry nieszkodliwe, bo nie
przeszkadzają w krystalizacji sacharozy, te nieusunięte, znajdujące się w sokach, to
niecukry szkodliwe (inaczej niecukry melasotwórcze)- utrudniają krystalizację
sacharozy. Zalicza się tutaj również produkty hydrolizy protopektyny ( występuje w
burakach niedojrzałych, długo przechowywanych, uszkodzonych mrozem)- ich
obecność w soku zwiększa jego lepkość, co powoduje utrudnienie filtracji, zwłaszcza
po nawapnianiu i węglanowaniu.
Sacharoza - (β-D-fruktofuranozylo-α-D-glukopiranozyd). Rozmieszczenie jest
nierównomierne, najwięcej w środku korzenia, najmniej w okolicach główki.
W produkcji cukru ważne są następujące fizyczna właściwości sacharozy:
•
Rozpuszczalność w wodzie,
•
Zdolność do krystalizacji,
•
Higroskopijność kryształów, lepkość roztworów,
•
Optyczna czynność,
•
Zdolność załamywania światła.
Najważniejsze właściwości chemiczne sacharozy to:
•
Inwersja, (zdolność ulegania hydrolizie pod wpływem kwasów i enzymów)
•
Rozkład w środowisku alalicznym do kwasów organicznych, furfuralu i
substancji barwnych,
•
Karmelizacja zachodząca podczas ogrzewania stężonych roztworów cukru,
•
Tworzenie cukrzanów z tlenkami i wodorotlenkami.
Sok buraczny zawiera ok. 75% wody, lepki, łatwo się pieni, przy dostępie powietrza
szybko ciemnieje(ciemnienie enzymatyczne).
W skład suchej masy soku oprócz
sacharozy (ok. 17,5%) wchodzą niecukry nieorganiczne (ok. (0,5%) i organiczne( ok.
2,0%).
Niecukry organiczne – podzielono na niecukry azotowe(1,1%) i niecukry bezazotowe
(0,09%)
Wszystkie
azotowe niecukry szkodliwe (produkty hydrolizy białek jak peptydy i
aminokwasy) oraz (amidy, zasady azotowe,) określa się w cukrownictwie jako
azot
szkodliwy.
Niecukry bezazotowe – (glukoza, fruktoza- cukier inwertowany- może tworzyć
podczas przechowywania
kwas mlekowy i furfural), (rafinoza)też pozostają w
melasie-
niecukry szkodliwe.
W skoku występują też
substancje śluzowe i pektyny, które stanowią niecukry
szkodliwe, choć nie występują w melasie, ale utrudniają filtrację.
Niecukry nieorganiczne - Sole potasu i sodu- przechodzą do melasy – stanowią
niecukry szkodliwe.
Niecukry nieorganiczne – Fe, Al, P, Si, Ca, Mg – odpad – niecukry nieszkodliwe
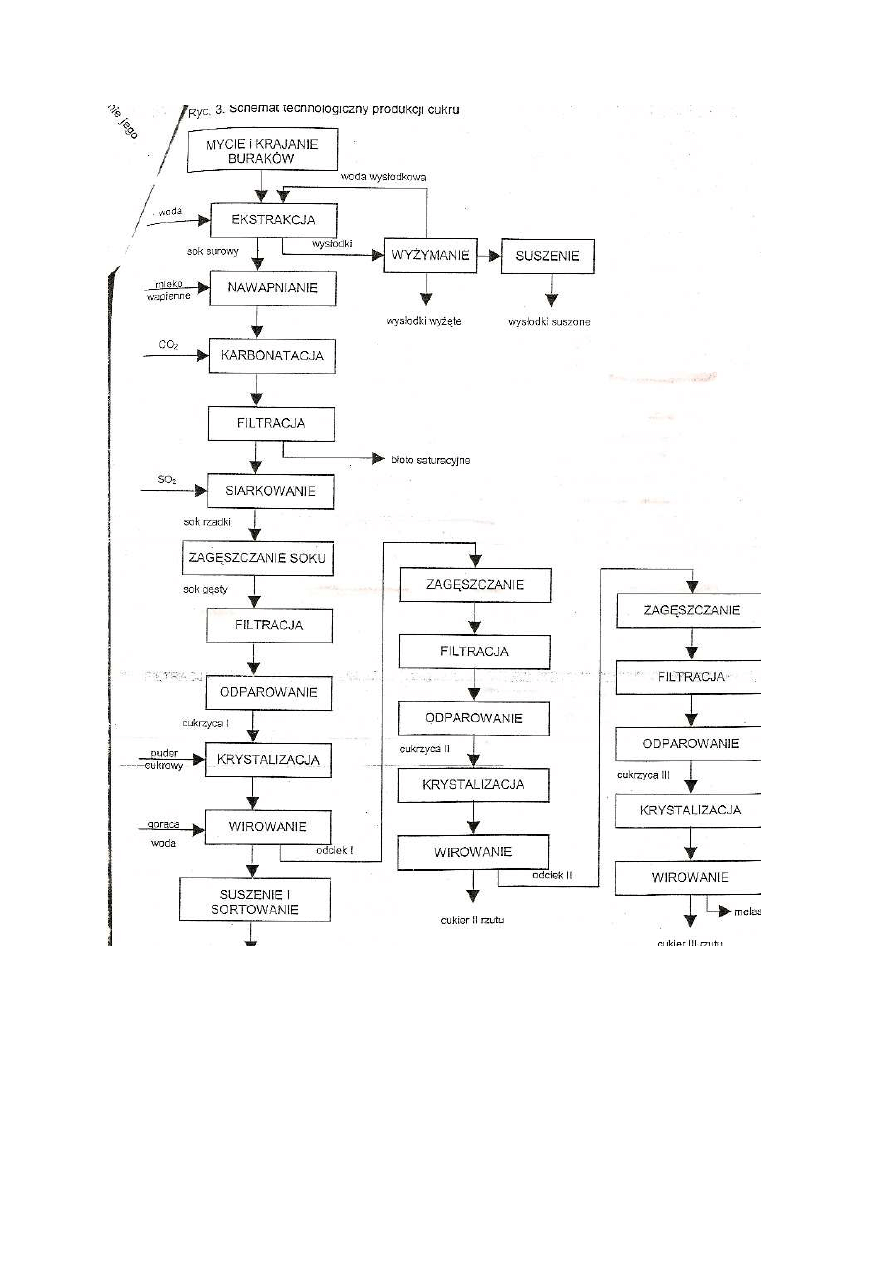
7. Technologia produkcji cukru – operacje jednostkowe i ich znaczenie.
Poszczególne etapy
MYCIE- ma na celu oddzielenie od buraków kamieni i innych zanieczyszczeń.
Maszyny, które wykonują te czynności to tzw. „łapacze”. Wyróżnia sie dwa rodzaje:
ciężkie, które zbierają kamienie i piasek oraz lekkie do wychwytywania liści i
chwastów. Po usunięcie tych zanieczyszczeń buraki są jeszcze raz dokładnie myte
wodą.
KRAJANIE-warunkiem dalszej części procesu technologicznego produkcji cukru jest
skrojenie buraków na tzw. krajankę. Krajanka ma w przekroju kształt daszkowaty,
który jest optymalny dla najlepszego przebiegu następnego procesu – ekstrakcji.
EKSTRAKCJA- ekstrakcja przeciwprądowa polega na przepuszczeniu przez krajankę
odpowiednio przygotowanej wody ekstrakcyjnej, do której przenikają składniki soku
komórkowego, w tym głównie cukier. W procesie ekstrakcji otrzymuje się tzw. sok
surowy, który zawiera 13-15% cukru (przy 14,5-16,5% suchej substancji).
NAWAPNIANIE- Proces ten polega na nawapnianiu surowego soku z buraków
poprzez dodanie do niego rozdrobnionego wapna lub mleka wapiennego, w celu
wytrącenia z roztworu zanieczyszczeń zamienionych do postaci nierozpuszczalnych
w wodzie soli wapnia. W procesie tym chodzi przede wszystkim o wytrącenie z
roztworu kwasów fosforowych pochodzenia naturalnego.
KARBONATACJA (saturacja)- w technologii cukrowniczej proces nasycania
(uprzednio nawapnionego) soku buraczanego tlenkiem węgla(IV), w celu
wytracenia osadu węglanu wapnia, absorbującego z soku koloidowe
zanieczyszczenia, tzw. niecukry. Powstający w procesie karbonatacji osad jest
oddzielany na filtrach. Saturacja wiąże się z obniżeniem odczynu pH do wartości
około 10,8-11,2.
FILTRACJA-Wytworzoną zawiesinę (osad) węglanu wapniowego wraz z
zaadsorbowanymi niecukrami poddaje się filtracji. Odbywa sie to na prasach
filtracyjnych lub filtrach próżniowych. Tak oczyszczony sok nazywa się sokiem
rzadkim. Zawiera on ok. 14,5-16% suchej substancji (w tym 13,5-15% cukru).
ZAGĘSZCZANIE SOKU-
Sok rzadki poddaje się zagęszczaniu w wyparkach.
Wyparkę opuszcza tzw. sok gęsty, który ma ok. 73-76% suchej substancji, w tym ok.
68-71% cukru.
KRYSTALIZACJA-Kryształy cukru uzyskuje się przez prowadzenie krystalizacji przez
dalsza zagęszczanie syropu czyli soku gęstego i odparowywanie wody w warunkach
stanu przesycenia. Przesycenie roztworu jest warunkiem krystalizacji, czyli wytrącania
cukru w postaci kryształów.
WIROWANIE-Wirowanie stosuje się w cukrownictwie do oddzielenia kryształów cukru
od syropu między-kryształowego z cukrzyc. W procesie wirowania ciągłego stosuje
się bębny. Cukrzyca jest podawana na dół bębna i dzięki sile odśrodkowej przesuwa
się ku jego górze. Syrop międzykryszta-łowy (tzw. odciek) przechodzi przez sito w
bębnie i ponownie poddawany jest zagęszczaniu, natomiast kryształy cukru
odsypuje się w dolnej części bębna.
SUSZENIE I SORTOWANIE-Cukier biały, który opuszcza wirówki, poddany jest suszeniu
gorącym powietrzem w suszarkach. Następnie schłodzany do temp. ok. 20-25°C i
segregowany według wielkości kryształów
CUKIER BIAŁY
8. Technologia wytwarzania hydrolizatów skrobiowych. Porównanie procesu
hydrolizy
kwasowej i enzymatycznej.
Hydrolizę mogą katalizować enzymy amylolityczne (hydroliza enzymatyczna) albo
podwyższone stężenie jonów wodorowych (hydroliza kwasowa). Zależnie od
zastosowanych enzymów otrzymuje się różne produkty hydrolizy.

- α – amylaza upłynnia skrobię, czyli hydrolizuje do stosunkowo dużych fragmentów
cząsteczki skrobiowej,
- β – amylaza scukrza skrobię, hydrolizując ją do maltozy,
- glukoamylaza (amyloglukozydaza) wytwarza wyłącznie skrobię,
- pullulanaza odszczepia boczne łańcuchy w miejscu rozgałęzienia w amylopektynie
Podczas hydrolizy kwasowej zachodzi stopniowy rozkład cząsteczki skrobi aż do D –
glukozy. Hydrolizie kwasowej skrobi towarzyszą jednakże takie niekorzystne reakcje,
obniżające wydajność produktu końcowego jak:
- rozkład glukozy do 5 – hydroksymetylofurfuralu, a następnie do kwasu
lewulinowego i mrówkowego
- rewersja, czyli kondensacja glukozy do oligosacharydów o innych wiązaniach niż w
skrobi
- reakcja Maillarda, polegająca na kondensacji cukrów z aminokwasami, w wyniku
dalszych przemian powstają ciemno zabarwione związki – melanoidy (ciemnienie
nieenzymatyczne).
Hydrolizaty skrobiowe są to produkty otrzymane ze skrobi przez jej kwasową lub
enzymatyczną, względnie mieszaną kwasowo- enzymatyczną hydrolizę. Przy
metodzie kwasowej upłynnianie mleczka skrobiowego oraz jego scukrzanie
przeprowadza się wyłącznie na drodze hydrolizy kwasowej. Natomiast metoda
enzymatyczna (enzym-enzym) polega na upłynnieniu mleczka (α-amylazą) i
scukrzeniu (glukoamylazą + pullulanazą) wyłącznie enzymatycznie. Metodą kwas
enzym upłynnianie mleczka skrobiowego dokonuje się hydrolizą kwasową, natomiast
scukrzanie – enzymatycznie.
W zależności od stopnia scukrzenia (hydrolizy) produkuje się przede wszystkim syropy
skrobiowe i glukozę. Surowcem do ich otrzymywania jest tzw. krochmal zielony, czyli
wilgotna skrobia (nie poddana suszeniu).
Syropy skrobiowe produkuje się zazwyczaj metodą kwasową prowadząc konwersję
(hydrolizę) do wymaganego równoważnika glukozowego (DE
1
) hydrolizatu. Po
zobojętnieniu hydrolizatu przeprowadza się jego rafinację (oczyszczanie), a
następnie zagęszczanie (osmoaktywne zabezpieczanie przed zepsuciem). W ten
sposób otrzymany syrop jest produktem handlowym.
Glukozę produkuje się zazwyczaj metodą enzym-enzym. Mleczko skrobiowe poddaje
się najpierw upłynnieniu α-amylazą, a następnie scukrzeniu preparatem
zawierającym glukoamylazę i pullulanazę. Otrzymany w ten sposób hydrolizat
poddaje się rafinacji (niekiedy hydrolizat jest tak czysty, że rafinacja jest zbyteczna) i
zagęszczaniu. Otrzymana w ten sposób cukrzycę wiruje się celem oddzielenia
kryształów glukozy od syropu międzykryształowego (odciek). Natomiast glukozę
zestaloną stanowi nieodwirowana cukrzyca (glukoza wraz z syropem między
kryształowym) zestalona w blokach.
Produkcja syropów skrobiowych
Mleczko skrobiowe poddaje się zakwaszeniu do pH ok. 2, celem przeprowadzenia
konwersji. Podczas konwersji, w warunkach silnie zakwaszonego środowiska,
podwyższonej temperatury- pow. 120°C i ciśnienia zachodzi kleikowanie, a następnie
hydroliza skrobi. Po osiągnięciu wymaganej wartości DE hydrolizatu przeprowadza się
przerwanie konwersji poprzez zobojętnienie do pH ok. 4,8. Zobojętniony hydrolizat
1
DE (dextrose equivalent)-równoważnik glukozowy, jest to zdolność redukcyjna hydrolizatu wyrażona jako D-
glukoza (w przeliczeniu na suchą substancję).
zadaje
się
węglem
aktywnym
celem
zaadsorbowania
rozpuszczalnych
zanieczyszczeń, a następnie poddaje filtracji. Sok rzadki po oczyszczeniu na filtrach
poddaje się zagęszczaniu na wyparce. Tam ulega zagęszczeniu do ok. 65°Bx, a
następnie po ponownym przesączeniu zagęszczany jest na warniku do 83-84°Bx. Po
ochłodzeniu do temp. 60°C napełnia się beczki.
Mleczko skrobiowe Zakwaszenie
HCl
Konwersja
(pH 2, 120°C)
Zobojętnienie
pH 4,8
Rafinacja
(węgiel aktywny)
Filtracja
(sok rzadki 45°Bx)
Zagęszczanie
(wyparka 65°Bx, warnik 84°Bx)
Chłodzenie
(60°C)
Rozlew do beczek
Produkcja glukozy krystalicznej
Glukozę krystaliczną można produkować metodą kwasową, kwas-enzym lub enzym-
enzym. Produkując glukozę metodą kwasową konwersję przeprowadza się podobnie
jak przy produkcji syropu skrobiowego z tym że przy większej kwasowości (pH ok. 1,4).
Konwersję prowadzi się aż do uzyskania maksymalnego dla tej metody DE 92.
Hydrolizat zobojętnia się do pH ok. 4,5 i po zadaniu węglem aktywnym
przeprowadza rafinację. Osady oddziela się przez filtrację i następnie sok rzadki
zagęszcza się na wyparce do ok. 73°Bx. Następnie przeprowadza się krystalizację
glukozy, a po jej zakończeniu cukrzycę poddaje się wirowaniu celem oddzielenia
kryształów jednowodnej D-glukozy od syropu międzykryształowego. Odwirowane
kryształy przemywa się wodą, suszy, przesiewa i pakuje.
W metodzie kwas-enzym początkowy etap przebiega podobnie jak przy metodzie
kwasowej. Po zakwaszeniu w temp 140°C uzyskuje się równoważnik glukozowy (DE)
10-20. Po zobojętnieniu do pH optymalnego dla działania glukoamylazy (pH ok. 4,0) i
oziębieniu do temp. 60°C, hydrolizat poddaje się filtracji celem oddzielenia
wytrąconego podczas konwersji osadu i następnie dokonuje się scukrzenia metodą
enzymatyczną (glukoamylazą).
Otrzymanie glukozy metodą enzym-enzym polega na przeprowadzeniu zarówno
upłynniania mleczka skrobiowego jak i scukrzania przy pomocy preparatów
enzymatycznych. Upłynnianie mleczka dokonuje się α-amylzą. W mleczku
skrobiowym ustala się pH na wartość optymalną dla zastosowanego preparatu α-
amylzy (ok.6), a następnie ogrzewa mleczko do temp. optymalnej dla działania
enzymu (85-105°C). Skrobię upłynnia się do DE ok. 10. Następnie przeprowadza się
scukrzanie preparatem glukoamylazy w temp. 60°C i pH 3,8-4,5. Scukrzanie
przeprowadza się aż do uzyskania DE 98. Można również przeprowadzić scukrzanie
przy użyciu glukoamylazy i pullulanazy ( pH wynosi 4,5-6,3). Dzięki temu można
uzyskać wyższy stopień scukrzenia skrobi -DE 99. Po skończonym scukrzeniu nastawia
się pH hydrolizatu na 4,8-5,0 celem wytrącenia zanieczyszczeń białkowo –
tłuszczowych, które oddziela się na wirówce. Oczyszczony hydrolizat rafinuje się, a
następnie poddaje zagęszczeniu.
Produkcja syropów izomeryzowanych
Stosując preparat enzymatyczny izomerazy glukozowej w ciągu 20 h otrzymuje się
syrop, w którym ok. 42% glukozy przekształciło się we fruktozę. Po rafinacji i
zagęszczeniu do 70-72% otrzymuje się gotowy produkt.
Syrop glukozowy
(40-45% ss)
Ogrzewanie
Izomeryzacja
Izomeraza glukozowa
(60°C, pH 6,6-7,0)
Rafinacja:
-jonity
-węgiel aktywny
Zagęszczanie
(70-72% ss)
Syrop izomeryzowany
Produkcja maltodekstryn
Do otrzymywania maltodekstryn wykorzystuje się α- amylazy. Produkowane są 3
podstawowe rodzaje maltodekstryn: niskoscukrzone o DE 6-11, średnioscukrzone o DE
12-19 i wysokoscukrzone o DE 20-30. Przebieg produkcji przedstawia schemat.
Mleczko skrobiowe
Upłynnianie
α-amylaza
(temp. 103-107°C, czas 5-10 min, pH 6,0-6,5)
Dekstrynizacja
(temp. 90-95°C, czas 90-120 min, pH 6,0-6,5)
Rafinacja węglem aktywnym
(temp. 60-85°C, pH 4,5-5,0)
Suszenie rozpyłowe
Pakowanie
9. Przydatność technologiczna skrobi. Właściwości fizykochemiczne o znaczeniu
przemysłowym.
Skrobia jest węglowodanem roślinnym. Występuje w postaci
nierozpuszczalnych i pół krystalicznych ziarenek przechowywanych w tkankach roślin
(np. bulwach, korzeniach). Skrobia złożona jest z dwóch polimerów:
amylozy i
amylopektyny.
Stosunkowo najwięcej skrobi znajduje się jej w zbożach oraz ziemniakach. W
przemyśle największy udział stanowi skrobia ziemniaczana, a także skrobia
kukurydziana. Skrobia jest bardzo cennym surowcem m.in. ze względu na możliwość
jej modyfikacji, dzięki czemu zyskuje szereg korzystnych i pożądanych właściwości,
tym samym znajduje zastosowanie w wielu gałęziach przemysłu.
Przemysł papierniczy jest znaczącym odbiorcą skrobi i produktów
skrobiowych. Stanowi ona ok. 10% masy papieru. Wykorzystywana jest w celu
zwiększenia gładkości powierzchni papieru, zadrukowalności, bieli, wytrzymałości
mechanicznej papieru, a także zmniejszenia uciążliwości ścieków poprodukcyjnych.

Przemysł włókienniczy wykorzystuje głównie skrobie utlenione, skrobie
hydrolizowane, estry i etery skrobiowe, dekstryny, a także kompozycje wyżej
wymienionych modyfikatów. Skrobia nadaje przędzy odporność na strzępienie
I odpowiednią wytrzymałość mechaniczną.
W
przemyśle hutniczym i odlewnictwie skrobia zyskała „popularność” dzięki
właściwościom wiążącym. W przemyśle materiałów budowlanych skrobię
wykorzystuje się do aglomeracji pyłów, brykietowania węgla oraz wytwarzania płyt
gipsowych z surowców wtórnych.
W wiertnictwie naftowym i geologicznym środki skrobiowe są stosowane w
technologii płuczkowej jako składniki płuczek wiertniczych w celu obniżenia ich
filtracji i zachowania stabilności płuczki. Zapewnia to utrzymanie ścian otworu
wiertniczego i związanym z tym komplikacjom technicznym. Skrobie modyfikowane
produkowane dla odlewnictwa spełniają rolę spoiwa mas formierskich.
Największym odbiorcą skrobi ziemniaczanej jest
przemysł spożywczy.
Skrobia (zwłaszcza) modyfikowana, ale i natywna stosowana jest w celu
poprawienia konsystencji, tekstury, wyglądu i przedłużenia trwałości produktu.
Skrobię modyfikowaną spotkać można w większości koncentratów spożywczych jak
np. budyniach, kisielach, lodach, kremach, puddingach, twarożkach, kawach
cappuccino, „gorących kubkach” i produktach typu „instant”. Ponadto, jako
zagęstnik w sosach, dresingach, ketchupach, majonezach, deserach mlecznych, a
także w przemyśle mięsnym, jako zagęstniki i środki wiążące wyciek cieplny podczas
parzenia wędlin.
Właściwości fizykochemiczne o znaczeniu przemysłowym.
KLEIKOWANIE – skrobie naturalne nie pęcznieją w zimnej wodzie i nie tworza
roztworów koloidowych. Gdy jednak ogrzewa się je w wodzie do temperatury
klepkowania, to ziarenka ich pęcznieją mniej lub więcej i pozostają w zasadzie
całymi nawet po dłuższym gotowaniu. Stan spęcznienia może być mniej lub więcej
stabilny w zalwzności od pochodzenia skrobi naturalnej czy też rodzaju modyfikacji.
Wpływ na zachwanie się gałeczek skrobiowych wywierają różnego rodzaju
chemikalia dodane do wody, a temperatura klepkowania w zakresie pH od 5 do 7
nie wykazuje zależności od wartości pH.
AKTYWNOŚĆ JONOWA – w większości skrobie naturalne nie są aktywne jonowo i tylko
niektóre z nich jak np. skrobia ziemniaczana, dzieki zawartości w sobie grup
fosforanowych, wykazują właściwości jonowymienne. Dzieki temu m. in. można
rozdzielić amylozę i amylopektynę poprzez elektroforezę. Skrobie modyfikowane
natomiast w bardzo wielu przypadkach wykazują działanie zarówno kationo- jak tez
aniono-czynne.
ZABARWIENIE Z JODEM – gałeczki skrobi naturalnej a także pasty kleiki skrobiowe
zadane roztworem zawierającym jod np. wodnym roztworem jodu w jodku potasu,
barwią się na kolor niebieski. Intensywność tego zabarwienia, wywołanego

powstaniem barwnego kompleksu jod-amyloza, zależy od stężenia jodu w roztworze i
od rodzaju skrobi. Amyloza odznacza się wysoką zdolnością wiązania jody dając
niebieskie zabarwienie. Amylopektyna wiąże ok. 1% jodu, dając zabarwienie
czerwono-fioletowe.
Pod wpływem wody i ciepła następuje spęcznienie ziarenek skrobiowych i przy
mniejszych stężeniach powstają kleiki a przy większych pasty.
Właściwości past i kleików skrobiowych:
HYDROFILNOŚĆ SKROBI - hydrofilność zależne są w dużym stopniu od składnika
amylopektynowego skrobi. Jest on bowiem bardzie hydrofilowy i lepiej emulgujący.
Składnik amylozowy prowadzi do past wykazując działanie zagęszczające z
wydzieleniem wody.
ZDOLNOŚĆ śELOWANIA – zdolność skrobi do tworzenia mniej lub wiecej sztywnych
ż
eli jest zależna od frakcji amylozowej. śel skrobiowy wykazuje tendencję do
zestalenia się
(sztywnienia) i wydzielania zamkniętej w sobie wody.
RETROGRADACJA – zjawisko to jest właściwością wszystkich żelów. Polega na tym, że
skrobia w stanie roztworu koloidalnego czy też uwodniona w postaci żelu przechodzi
w formę nierozpuszczalną. Kleiki skrobiowe oraz pasty bardziej nierozpuszczalne,
mętnieją, z kleików rzadkich wytrącają się osady, a pasty zagęszczają się, stają się
coraz sztywniejszymi żelami, a w końcu wydzielają część wchłoniętej wody.
10. Produkty uboczne przemysłu cukrowniczego i krochmalniczego.
Charakterystyka,
właściwości, zastosowanie.
•
Sok ziemniaczany – płynny produkt odpadowy oddzielony od miazgi
ziemniaka na wirówce miazgowej. Zawiera on około 5% suchej masy, w tym
około 2% cennego białka, o wysokiej wartości odżywczej (białko
pełnowartościowe) oraz cenne składniki mineralne, witaminy i inne. W
nowoczesnych krochmalniach stosuje się oddzielenie soku od miazgi, w celu
wykorzystania jego cennych składników. Z 1000t ziemniaków można otrzymać
około 600kg białka skoagulowanego. Białko z soku można wydzielić przy
zastosowaniu ultrafiltracji.
•
Wycierka – jest produktem ubocznym otrzymywanym po wymyciu wodą
skrobi z miazgi. Zawiera ona wszystkie substancje niekrochmalowe
nierozpuszczalne (fragmenty ścian komórkowych) oraz skrobię związaną
(znajdującą się wewnątrz nieotwartych komórek miazgi), nie dającą się
oddzielić mechanicznie od rozdrobnionych fragmentów tkanki ziemniaka. W
ś
wieżej wycierce znajduje się około 86% wody, 0,7% białka, 0,1% tłuszczu, 11%
substancji bezazotowych wyciągowych, 1,8% błonnika oraz 0,4% substancji
mineralnych. Ze 100kg ziemniaków otrzymuje się około 50kg wycierki świeżej.
W suchej masie wycierka zawiera ponad 30% skrobi, której nie opłaca się

wydobywać. Wycierkę można wykorzystać jako dodatek do pasz jednak ze
względu na wysoką zawartość wody jest ona kłopotliwa w transporcie i szybko
się psuje. Aby zmniejszyć zawartość wody w wycierce można ją poddawać
prasowaniu lub suszeniu.
•
Woda sokowa – jest płynnym odpadem otrzymywanym podczas rafinacji
mleczka skrobiowego. Jest to 10-krotnie rozcieńczony sok ziemniaczany. Ze
względu na swój skład stanowi on ściek, który nie może być odprowadzany
do wód otwartych. Woda sokowa zawiera białko, cukry, tłuszcz, skrobię,
potas, fosfor, wapń, krzemionkę, siarkę i in. Można ją stosować do
nawadniania łąk lub innych upraw rolniczych (zalew użyźniający) lub też
unieszkodliwić ją przez zastosowanie zalewu unieszkodliwiającego.
•
Wody brudne – powstają podczas transportu ziemniaków i ich mycia.
Kierowane są one do osadników, gdzie pozostawiają około 96% wszystkich
zanieczyszczeń. Otrzymane osady można wykorzystywać w rolnictwie, a
sklarowaną wodę zwraca się do transportu ziemniaków.
Wyszukiwarka
Podobne podstrony:
opracowanie pytan id 338374 Nieznany
Nhip opracowanie pytan id 31802 Nieznany
Zestaw 88 Kasia Goszczyńska, materiały farmacja, Materiały 3 rok, Od Ani, biochemia, biochemia, opra
Opracowanie pytań egzaminacyjnych z etyki lekarskiej
Opracowanie pytan 3 id 338376 Nieznany
Zestaw 54 Hanka Cywińska, materiały farmacja, Materiały 3 rok, Od Ani, biochemia, biochemia, opracow
ZESTAW 5 Ania Piecuch, materiały farmacja, Materiały 3 rok, Od Ani, biochemia, biochemia, opracowani
Opracowanie pytan egzaminacyjnych z fizjologii dla wydzialu lekarskiego (2011)
Zestaw 51 Hanka Cywińska, materiały farmacja, Materiały 3 rok, Od Ani, biochemia, biochemia, opracow
Opracowanie pytań egzaminacyjnych III odkrywka i otworowe
Opracowanie Pytan Bazy danych M Nieznany
Geologia Opracowanie pytan egzaminacyjnych
Opracowanie pytan 5 id 338378 Nieznany
zestaw 97 Przemek Pepliński, materiały farmacja, Materiały 3 rok, Od Ani, biochemia, biochemia, opra
zestaw 1 Ania Piecuch, materiały farmacja, Materiały 3 rok, Od Ani, biochemia, biochemia, opracowani
zestaw 96 Przemek Pepliński, materiały farmacja, Materiały 3 rok, Od Ani, biochemia, biochemia, opra
Regulacja glikogenozlizy w mieśniach, materiały farmacja, Materiały 3 rok, Od Ani, biochemia, bioche
Zestaw 94 Przemek Pepliński, materiały farmacja, Materiały 3 rok, Od Ani, biochemia, biochemia, opra
więcej podobnych podstron