
Podstawy Konstrukcji Urządzeń Precyzyjnych
„Materiały pomocnicze
do
ćwiczeń projektowych "
Materiały konstrukcyjne i powłoki ochronne
Opracował:
Dr inż. Wiesław Mościcki
Warszawa 2015
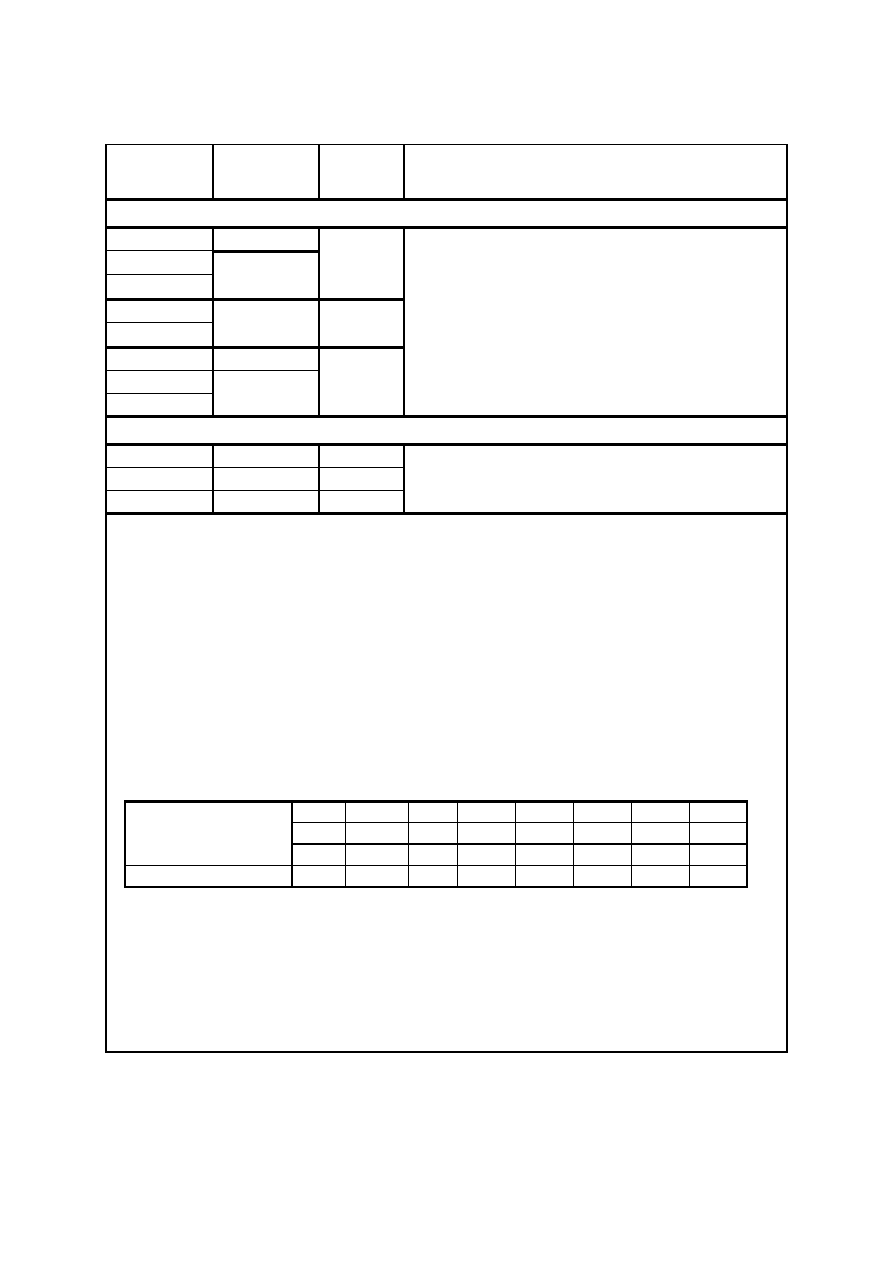
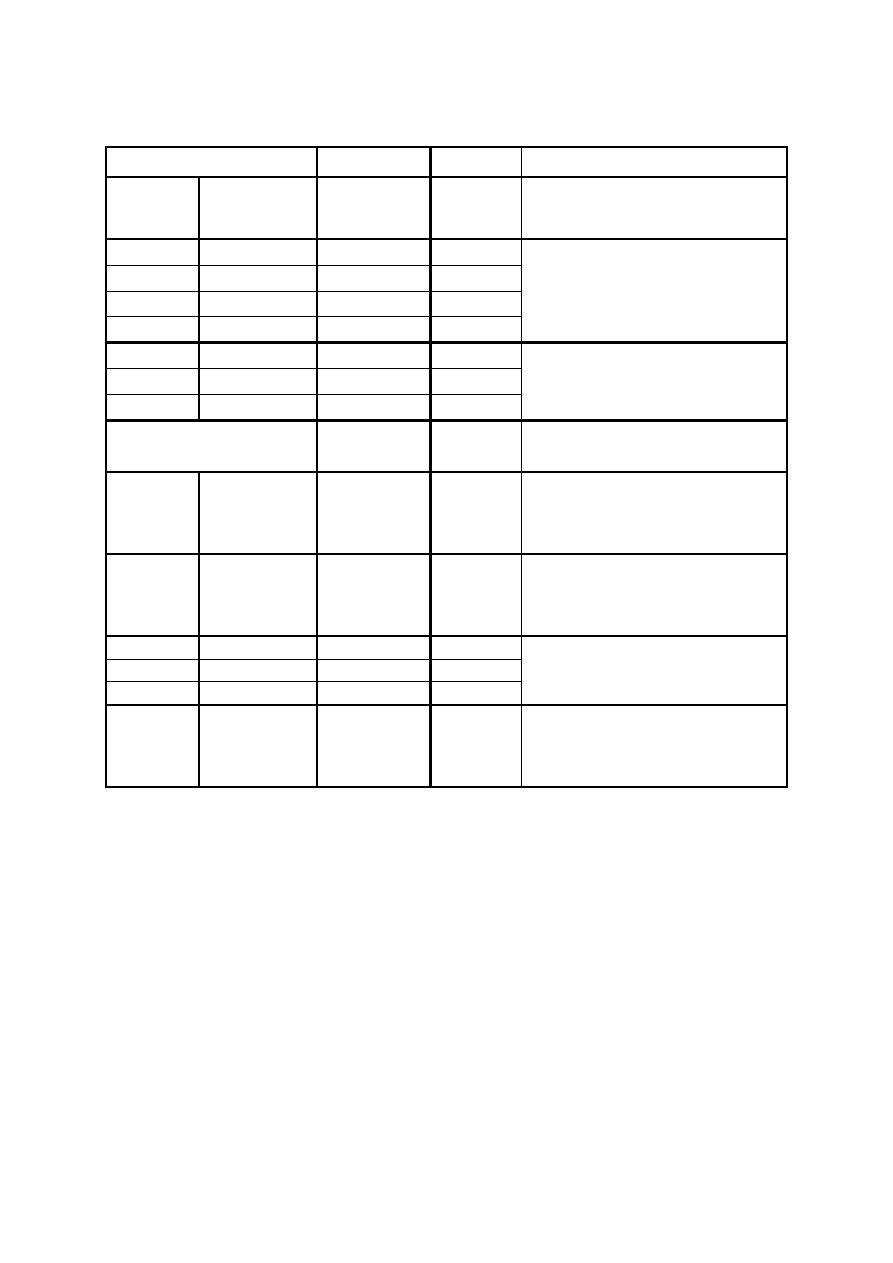
Stale konstrukcyjne niestopowe walc
owane na gorąco
PN-EN
10025:2002
PN-H-
84020:1988
R
m
MPa
Zastosowanie
Stale na konstrukcje stalowe
S235JR
St3S, St37
340-470
proste nieodpowiedzialne części konstrukcyjne;
podstawy, korpusy urządzeń, części mniej
odpowiedzialne, nieobrabiane na automatach
S235J2G3
St3W, St37
S235J0
S275J0
St4W, St44 410-560
S275J2G3
S355JR
St52, St6S
490-630
S355J0
St6W
S355J2G3
Stale stosowane w przemyśle maszynowym
E295
St5
470-610
proste elementy o większych wymiarach; wałki,
osie, tuleje, kołki nieobrabiane na automatach,
twarde bez obróbki cieplnej, części nietłoczone.
E335
St6
570-710
E360
St7
670-830
Oznaczenia:
wg PN-H-84020:1988: S – stal do spawania, W – stal walcowana na gorąco
wg PN-EN 10025:2002: G – staliwo, S – stale konstrukcyjne, P – stale pracujące pod
ciśnieniem, E – stale maszynowe, L – stale na rury przewodowe, H – wyroby płaskie
walcowane na zimno ze stali o podwyższonej wytrzymałości.
Liczba za nimi umieszczona jest minimalną granicą plastyczności w N/mm
2
dla
najmniejszego zakresu grubości wyrobu, np. P430, S275, E335, L360
Grupa 1 symboli dodatkowych
: J – udarność (praca łamania) stali w dżulach, M –
walcowane termomechanicznie, N – normalizowane lub walcowane normalizująco, Q –
ulepszane cieplnie, T – na rury, B – na butle gazowe, S – na proste zbiorniki ciśnieniowe, G
– inne cechy (w razie potrzeby), dalej oznaczane jedną lub dwoma cyframi. Przykład:
S275N, S420M, P460Q, P265B
Symbole dodatkowe przewidziane tylko dla stali konstrukcyjnych (S)
U
U
d
d
a
a
r
r
n
n
o
o
ś
ś
ć
ć
(
(
p
p
r
r
a
a
c
c
a
a
ł
ł
a
a
m
m
a
a
n
n
i
i
a
a
)
)
w
w
d
d
ż
ż
u
u
l
l
a
a
c
c
h
h
J
J
2
2
4
4
J
J
J
J
R
R
J
J
0
0
J
J
2
2
J
J
3
3
J
J
4
4
J
J
5
5
J
J
6
6
4
4
0
0
J
J
K
K
R
R
K
K
0
0
K
K
2
2
K
K
3
3
K
K
4
4
K
K
5
5
K
K
6
6
6
6
0
0
J
J
L
L
R
R
L
L
0
0
L
L
2
2
L
L
3
3
L
L
4
4
L
L
5
5
L
L
6
6
T
T
e
e
m
m
p
p
e
e
r
r
a
a
t
t
u
u
r
r
a
a
p
p
r
r
ó
ó
b
b
y
y
o
o
C
C
2
2
0
0
0
0
-
-
2
2
0
0
-
-
3
3
0
0
-
-
4
4
0
0
-
-
5
5
0
0
-
-
6
6
0
0
Przykład: S235JR, S275J0, S355J2G3
Grupa 2 symboli dodatkowych:
C – do formowania na zimno, F – do kucia, H – do
stosowania w wysokich temperaturach, L – do stosowania w niskich temperaturach, R –do
stosowania w temperaturze pokojowej, X – do pracy w wysokiej i niskiej temperaturze, O –
na platformy morskie, W – odpornych na korozję atmosferyczną, (Cu) – symbole
chemiczne wymaganych dodatków z cyfrą oznaczającą 10x średnią zawartość pierwiastka
Przykład: S420NL, S355K2C, S960QL, P355SH
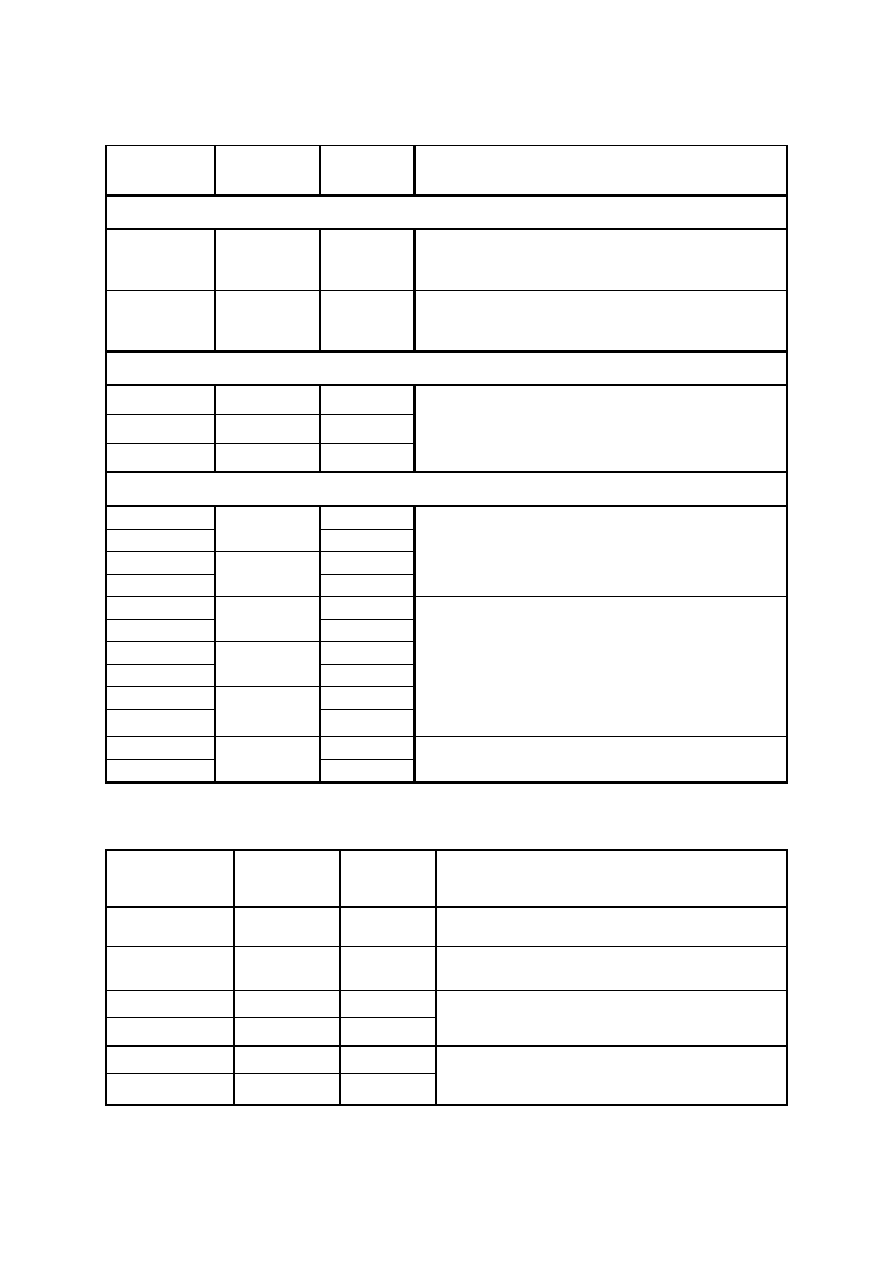
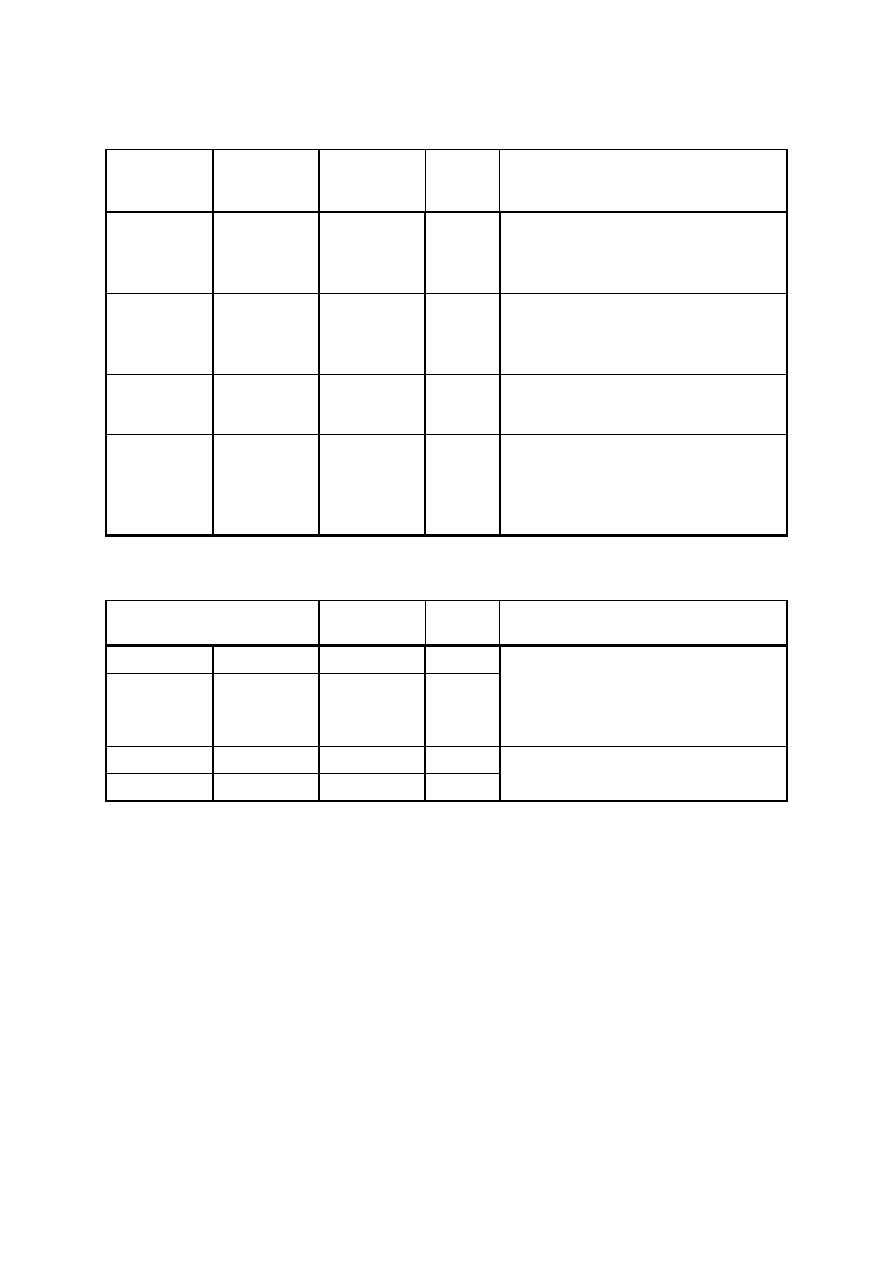
Stale konstrukcyjne niestopowe ogólnego stosowania
PN-EN
10277-2:2002
PN-H-
84019:1993 R
m
w MPa
Zastosowanie
stal ogólnego przeznaczenia
S235JRG2C
St3S
340-470
spawane, proste elementy, korpusy, podstawy,
mało odpowiedzialne części gięte, ciągnione,
obudowy
S355J2G3C
16G2
490-630
części spawane o zwiększonej wytrzymałości na
rozciąganie, części gięte, części wykonywane
skrawaniem
stal do nawęglania
C10E
10
490-640
części z gwintem nawalcowanym, roznitowywane
lub obrabiane plastycznie, części głęboko tłoczne,
gdy wymagane są właściwości wytrzymałościowe,
dźwignie, czopy, rolki, śruby, sworznie
C15E
15
590-780
C16E
15G
stal do ulepszania cieplnego
C22
20
410
części spawane, osie, wałki, koła zębate, nakrętki,
podkładki, części których nie wykonuje się z
S235J2G3 (St3) ze względu na wyższe
wymagania jakości, a zwłaszcza gładkości
C22E
470-620
C25
25
440
C25E
500-650
C35
35
520
małe części, nieznacznie obciążone, poddawane
ulepszaniu cieplnemu (stale z oznaczeniem E),
osie, wałki, tuleje, słupki, koła zębate, zderzaki,
dźwignie, ślimaki, gdy wymagana wyższa
wytrzymałość bez obróbki cieplnej (stale bez
oznaczenia E, normalizowane), dość trudno
obrabialne toczeniem
C35E
600-750
C45
45
580
C45E
650-800
C55
55
620
C55E
750-850
C60
60
670
elementy sprężynujące oraz bez wymaganej
obróbki skrawaniem
C60E
800-950
Stale automatowe
PN-EN
10277-3:2003
PN-H-
84026:1973
R
m
w MPa
Zastosowanie
11SMn30
A10X
380-570
n
ie nadaje sie do obróbki cieplnej; części małe
nieznacznie obciążone; dźwignie, wałki
10S20
A11
360-530
stal do nawęglania; części małe odporne na
ścieranie; wałki trzpienie, kołki
35S20
A35
520-680
n
ie poddawana obróbce cieplnej; większe
części silniej obciążone; wałki, koła zębate
46S20
A45
590-760
35SPb20
600-750
stal do ulepszania cieplnego; większe części
silniej obciążone; wałki, wrzeciona, koła
zębate
46SPb20
650-800
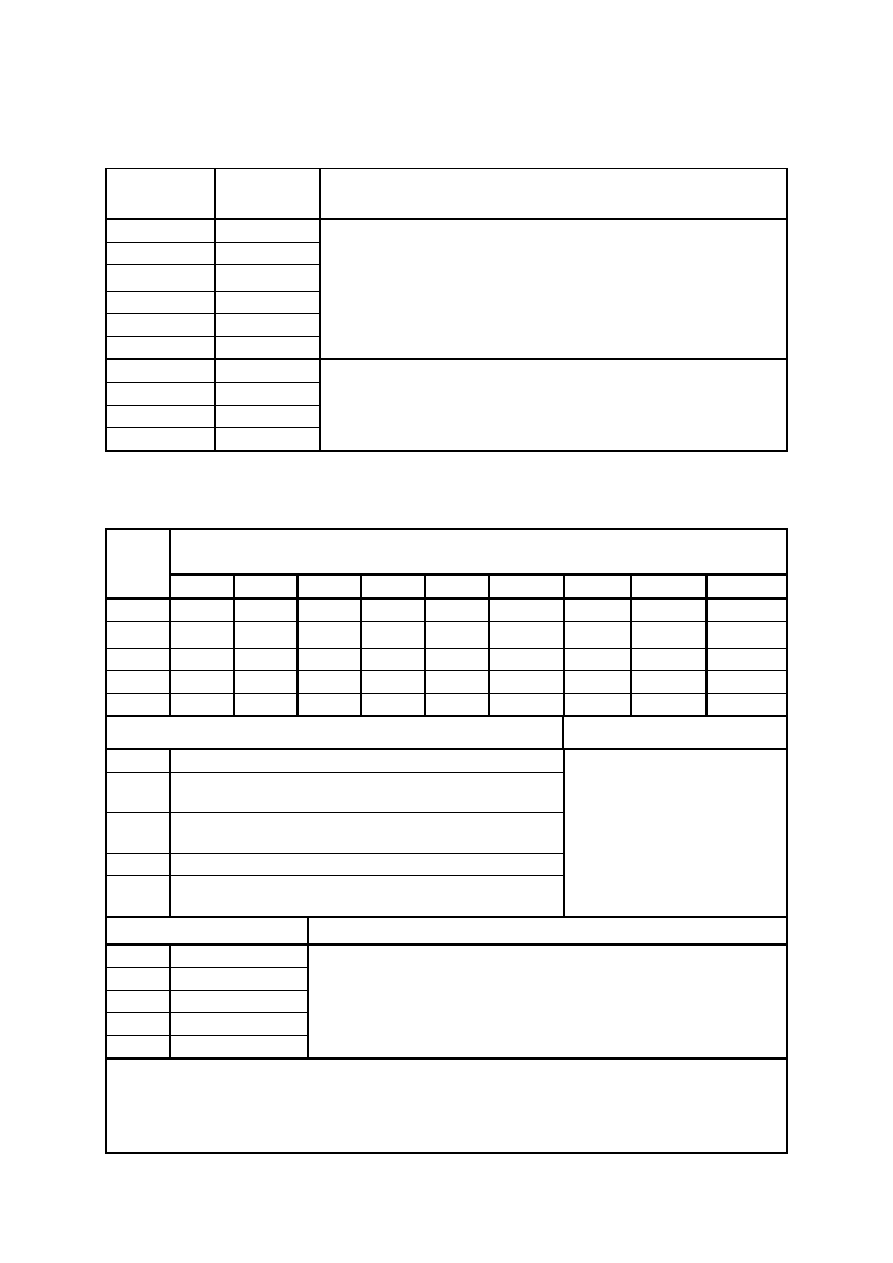
Stale niestopowe do ciągnienia i walcowania na zimno
(drut na
sprężyny i elementy sprężynujące)
PN-EN
10016-2:1999
PN-H-
84028:1991
Zastosowanie
C38D
D35
sprężyny zwykłej jakości, mało i średnio obciążone, szprychy,
parasole i inne elementy pracujące statycznie, wałki giętkie,
galanteria metalowa, przemysł zabawkarski
C48D
D45
C56D
D55
C66D
D65
C76D
D75
C86D
D85
C66D2
D65A
sprężyny wyższej jakości i inne elementy z drutu
„patentowanego” średnio i mocno obciążone, pracujące
dynamicznie, drut fortepianowy, struny instrumentów
muzycznych, sprężyny spiralne z drutu płaskiego
C76D2
D75A
C80D2
D80A
C86D2
D85A
Drut stalowy na sprężyny, ciągniony na zimno, patentowany
wg PN EN 10270-1:2004
Rodzaj
drutu
Minimalna wytrzymałość na rozciąganie R
m
w MPa w odniesieniu do średnic
nominalnych d w mm
0,5
0,8
1,0
1,5
2,0
2,5
3,0
3,5
4,0
SL
-
-
1720 1600 1510
1460
1410
1370
1320
SM
2200 2050 1980 1850 1740
1690
1630
1590
1530
SH
2480 2310 2330 2090 1970
1900
1840
1790
1740
DM
2200 2050 1980 1850 1740
1690
1630
1590
1530
DH
2480 2310 2230 2090 1970
1900
1840
1790
1740
Warunki stosowania,
Zastosowanie
SL
niewielkie obciążenie statyczne
sprężyny naciskowe,
naciągowe i skrętne w
przyrządach i maszynach,
gatunek DH także do sprężyn
kształtowych
SM
średnie obciążenie statyczne lub rzadko występujące
obciążenie dynamiczne
SH
wysokie obciążenie statyczne lub niewielkie
obciążenie dynamiczne
DM
średnie obciążenie dynamiczne
DH
wysokie obciążenie statyczne lub średnie obciążenie
dynamiczne
Powłoka ochronna
Wykonywanie sprężyn
Symbol
Powłoka
Sprężyny nawija się na zimno. Zwoje bierne lub zaczepy dogina
się potem gorąco. Po ukształtowaniu sprężynę należy:
Odpuszczać w temperaturze 210
10
0
C.
Sprężyn nie wolno hartować po nawinięciu, gdyż niszczy to
własności sprężyste drutu!!!.
ph fosforanowanie
cu
miedziowanie
Z
ocynkowanie
ZA z powłoką Zn/Al
Drut wysokiej wytrzymałości na obciążenia statyczne, o średnicy nominalnej 0,80
mm, z powłoką fosforanową:
Drut sprężynowy PN EN 10270-1 - SH - 0,80 ph
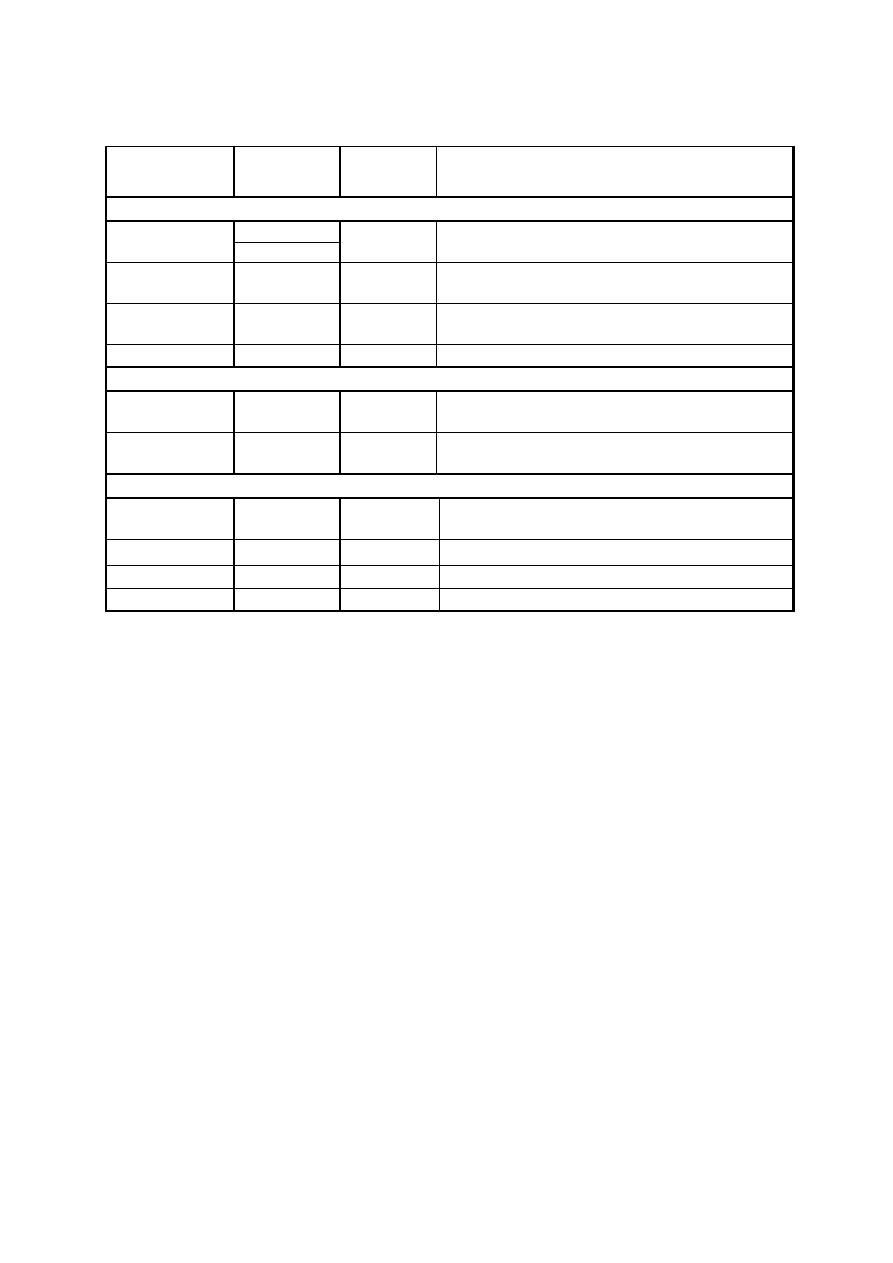
Stale nierdzewne
PN-EN
10088:2005
PN-H-
86020:1971 R
m
w MPa
Zastosowanie
Stale austenityczne
X6CrNiTi18-10
1H18N9T
520-720 przedmioty gospodarstwa domowego, części w
przemyśle fotograficznym
0H18N10T
X2CrNi18-10
00H18N10
550-750 urządzenia w mleczarniach i browarach,
naczynia ciśnieniowe
X5CrNi18-10
0H18N9
540-750 części głęboko tłoczone w przemyśle środków
spożywczych, dobrze się polerują
X4CrNi18-12
-
500-700 przemysł chemiczny, śruby, nakrętki
Stale ferrytyczne
X6Cr13
0H13
400-600 odporna na wodę i parę, okucia, urządzenia
gospodarstwa domowego
X6Cr17
H17
450-630 dobrze odkształcalna na zimno, dobra do
polerowania, sztućce, zderzaki
Stale martenzytyczne
X12Cr13
1H13
650-850
odporna na wodę i parę, przemysł środków
spożywczych
X20Cr13
2H13
750-950
osie, wałki, części pomp,
X30Cr13
3H13
850-1000 śruby, nakrętki, sprężyny
X46Cr13
4H13
700-800
stal hartowalna, noże stołowe i maszynowe
Mosiądze i brązy do przeróbki plastycznej
P
P
N
N
E
E
N
N
(
(
b
b
r
r
a
a
k
k
)
)
P
P
N
N
-
-
H
H
-
-
8
8
7
7
0
0
2
2
5
5
R
m
w MPa
Z
Z
a
a
s
s
t
t
o
o
s
s
o
o
w
w
a
a
n
n
i
i
e
e
C
C
W
W
4
4
1
1
0
0
J
J
C
C
u
u
N
N
i
i
1
1
8
8
Z
Z
n
n
2
2
7
7
M
M
Z
Z
N
N
1
1
8
8
g
g
ł
ł
ę
ę
b
b
o
o
k
k
o
o
t
t
ł
ł
o
o
c
c
z
z
n
n
y
y
,
,
d
d
u
u
ż
ż
a
a
o
o
p
p
o
o
r
r
n
n
o
o
ś
ś
ć
ć
w
w
ł
ł
a
a
ś
ś
c
c
i
i
w
w
a
a
,
,
o
o
k
k
u
u
c
c
i
i
a
a
,
,
p
p
r
r
z
z
e
e
m
m
y
y
s
s
ł
ł
e
e
l
l
e
e
k
k
t
t
r
r
o
o
t
t
e
e
c
c
h
h
n
n
i
i
c
c
z
z
n
n
y
y
C
C
W
W
5
5
0
0
6
6
L
L
C
C
u
u
Z
Z
n
n
3
3
3
3
M
M
6
6
7
7
p
p
o
o
d
d
a
a
t
t
n
n
e
e
d
d
o
o
o
o
b
b
r
r
ó
ó
b
b
k
k
i
i
p
p
l
l
a
a
s
s
t
t
y
y
c
c
z
z
n
n
e
e
j
j
n
n
a
a
z
z
i
i
m
m
n
n
o
o
i
i
g
g
o
o
r
r
ą
ą
c
c
o
o
,
,
s
s
k
k
r
r
a
a
w
w
a
a
l
l
n
n
e
e
,
,
ł
ł
a
a
t
t
w
w
e
e
d
d
o
o
p
p
o
o
l
l
e
e
r
r
o
o
w
w
a
a
n
n
i
i
a
a
;
;
ś
ś
r
r
u
u
b
b
y
y
,
,
n
n
i
i
t
t
y
y
z
z
e
e
s
s
p
p
ę
ę
c
c
z
z
a
a
n
n
y
y
m
m
i
i
ł
ł
b
b
a
a
m
m
i
i
,
,
r
r
u
u
r
r
k
k
i
i
c
c
h
h
ł
ł
o
o
d
d
n
n
i
i
c
c
,
,
w
w
y
y
r
r
o
o
b
b
y
y
a
a
r
r
t
t
y
y
s
s
t
t
y
y
c
c
z
z
n
n
e
e
C
C
W
W
5
5
0
0
7
7
L
L
C
C
u
u
Z
Z
n
n
3
3
6
6
M
M
6
6
4
4
C
C
W
W
5
5
0
0
8
8
L
L
C
C
u
u
Z
Z
n
n
3
3
7
7
M
M
6
6
3
3
3
3
1
1
0
0
-
-
4
4
4
4
0
0
C
C
W
W
5
5
0
0
9
9
L
L
C
C
u
u
Z
Z
n
n
4
4
0
0
M
M
6
6
0
0
3
3
4
4
0
0
C
C
W
W
6
6
1
1
4
4
N
N
C
C
u
u
Z
Z
u
u
3
3
9
9
P
P
b
b
3
3
M
M
0
0
5
5
8
8
A
A
3
3
6
6
0
0
-
-
5
5
5
5
0
0
b
b
a
a
r
r
d
d
z
z
o
o
d
d
o
o
b
b
r
r
z
z
e
e
s
s
k
k
r
r
a
a
w
w
a
a
l
l
n
n
e
e
,
,
c
c
z
z
ę
ę
ś
ś
c
c
i
i
t
t
o
o
c
c
z
z
o
o
n
n
e
e
n
n
a
a
a
a
u
u
t
t
o
o
m
m
a
a
t
t
a
a
c
c
h
h
;
;
k
k
o
o
ł
ł
a
a
z
z
ę
ę
b
b
a
a
t
t
e
e
,
,
p
p
ł
ł
y
y
t
t
y
y
ł
ł
o
o
ż
ż
y
y
s
s
k
k
o
o
w
w
e
e
,
,
C
C
W
W
6
6
1
1
2
2
N
N
C
C
u
u
Z
Z
n
n
3
3
9
9
P
P
b
b
2
2
M
M
0
0
5
5
9
9
3
3
6
6
0
0
-
-
5
5
5
5
0
0
C
C
W
W
6
6
1
1
7
7
N
N
C
C
u
u
Z
Z
n
n
4
4
0
0
P
P
b
b
2
2
M
M
0
0
5
5
8
8
3
3
6
6
0
0
-
-
5
5
5
5
0
0
P
P
N
N
E
E
N
N
(
(
b
b
r
r
a
a
k
k
)
)
P
P
N
N
-
-
H
H
-
-
9
9
7
7
0
0
5
5
0
0
:
:
1
1
9
9
9
9
2
2
Z
Z
a
a
s
s
t
t
o
o
s
s
o
o
w
w
a
a
n
n
i
i
e
e
CW116C CuSi3Mn1
BK31
d
d
u
u
ż
ż
a
a
w
w
y
y
t
t
r
r
z
z
y
y
m
m
a
a
ł
ł
o
o
ś
ś
ć
ć
,
,
o
o
d
d
p
p
o
o
r
r
n
n
o
o
ś
ś
ć
ć
n
n
a
a
k
k
o
o
r
r
o
o
z
z
j
j
ę
ę
,
,
s
s
p
p
a
a
w
w
a
a
l
l
n
n
y
y
,
,
ż
ż
a
a
r
r
o
o
o
o
d
d
p
p
o
o
r
r
n
n
y
y
;
;
s
s
p
p
r
r
ę
ę
ż
ż
y
y
n
n
y
y
,
,
m
m
e
e
m
m
b
b
r
r
a
a
n
n
y
y
,
,
c
c
z
z
ę
ę
ś
ś
c
c
i
i
a
a
p
p
a
a
r
r
a
a
t
t
u
u
r
r
y
y
c
c
h
h
e
e
m
m
i
i
c
c
z
z
n
n
e
e
j
j
CW101C CuBe2
BB2
d
d
u
u
ż
ż
a
a
w
w
y
y
t
t
r
r
z
z
y
y
m
m
a
a
ł
ł
o
o
ś
ś
ć
ć
,
,
s
s
p
p
r
r
ę
ę
ż
ż
y
y
s
s
t
t
o
o
ś
ś
ć
ć
,
,
o
o
d
d
p
p
o
o
r
r
n
n
y
y
n
n
a
a
ś
ś
c
c
i
i
e
e
r
r
a
a
n
n
i
i
e
e
,
,
n
n
i
i
e
e
i
i
s
s
k
k
r
r
z
z
y
y
,
,
b
b
.
.
m
m
a
a
ł
ł
a
a
h
h
i
i
s
s
t
t
e
e
r
r
e
e
z
z
a
a
s
s
p
p
r
r
ę
ę
ż
ż
y
y
s
s
t
t
a
a
;
;
s
s
p
p
r
r
ę
ę
ż
ż
y
y
n
n
y
y
,
,
m
m
e
e
m
m
b
b
r
r
a
a
n
n
y
y
CW450K CuSn4
B4
o
o
d
d
p
p
o
o
r
r
n
n
y
y
n
n
a
a
k
k
o
o
r
r
o
o
z
z
j
j
ę
ę
,
,
s
s
k
k
r
r
a
a
w
w
a
a
l
l
n
n
y
y
,
,
d
d
o
o
l
l
u
u
t
t
o
o
w
w
a
a
n
n
i
i
a
a
,
,
s
s
p
p
a
a
w
w
a
a
n
n
i
i
a
a
,
,
k
k
o
o
ł
ł
a
a
z
z
ę
ę
b
b
a
a
t
t
e
e
,
,
s
s
p
p
r
r
ę
ę
ż
ż
y
y
n
n
y
y
m
m
a
a
n
n
o
o
m
m
e
e
t
t
r
r
ó
ó
w
w
,
,
m
m
e
e
m
m
b
b
r
r
a
a
n
n
y
y
CW452K CuSn6
B6
3
3
4
4
0
0
-
-
5
5
5
5
0
0
CW453K CuSn8
B8
3
3
9
9
0
0
-
-
6
6
2
2
0
0
CW456K CuSn4PbZn3 B443
o
o
d
d
p
p
o
o
r
r
n
n
y
y
n
n
a
a
k
k
o
o
r
r
o
o
z
z
j
j
ę
ę
,
,
b
b
a
a
r
r
d
d
z
z
o
o
d
d
o
o
b
b
r
r
e
e
w
w
ł
ł
a
a
ś
ś
c
c
i
i
w
w
o
o
ś
ś
c
c
i
i
p
p
r
r
z
z
e
e
c
c
i
i
w
w
c
c
i
i
e
e
r
r
n
n
e
e
,
,
p
p
o
o
d
d
a
a
t
t
n
n
y
y
n
n
a
a
z
z
i
i
m
m
n
n
o
o
,
,
s
s
k
k
r
r
a
a
w
w
a
a
l
l
n
n
y
y
,
,
d
d
o
o
l
l
u
u
t
t
o
o
w
w
a
a
n
n
i
i
a
a
,
,
n
n
a
a
t
t
u
u
l
l
e
e
j
j
k
k
i
i
ł
ł
o
o
ż
ż
y
y
s
s
k
k
o
o
w
w
e
e
Stopy aluminium do obróbki plastycznej
PN-EN
573-1:2006
PN-EN
573-2:2006
PN-H-
88026:1979
R
m
w
MPa
Zastosowanie
EN AW 5251 Al Mg2Mn0,3
PA2
150-240
plastyczne, odporne na korozję, do
polerowania, anodowania, spawalne,
elementy dekoracyjne i ozdobne o
złożonych kształtach
EN AW 6082 Al Si1MgMn
PA4
150-300
jw. oraz duża wytrzymałość na zmę-
czenie, średnio obciążone elementy
konstrukcji lotniczych, odporne na
korozję wody morskiej
EN AW 2017
Al MgSi1
PA6
220-380
mało plastyczny, elementy konstruk-
cji lotniczych, średnia odporność na
korozję
EN AW 2024 Al Cu4Mg1
PA7
220-425
większa wytrzymałość niż 2017, za-
bezpieczany przed korozją za pomocą
platerowania, silnie obciążone ele-
menty konstrukcji lotniczych, maszyn,
urządzeń precyzyjnych
Odlewnicze stopy aluminium
PN-EN
1676:2002/Ap1
PN-H-
88027:1976
R
m
w
MPa
Zastosowanie
EN AC 42000
Al Si7Mg
AK7
160-200 odporne na działanie atmosferyczne,
cienkościenne części średnio
obciążone o skomplikowanym
kształcie; przemysł precyzyjny i
optyczny
EN AC 44100
EN AC 44200
EN AC 44300
Al Si12
AK11
160-280
EN AC 45300 Al Si5Cu1Mg
AK51
160-230 duże elementy bardzo obciążone
EN AC 45100 Al Si5Cu3Mg
AK52
160-240

Klasyfikacja powłok galwanicznych
w zależności od ich przeznaczenia
Powłoki galwaniczne, z punktu widzenia ich przeznaczenia, można podzielić na
następujące grupy:
p
p
o
o
w
w
ł
ł
o
o
k
k
i
i
o
o
c
c
h
h
r
r
o
o
n
n
n
n
e
e
- mające za zadanie wyłącznie ochronę metalu podłoża
przed korozją,
p
p
o
o
w
w
ł
ł
o
o
k
k
i
i
d
d
e
e
k
k
o
o
r
r
a
a
c
c
y
y
j
j
n
n
e
e
- nakładane dla poprawy wyglądu zewnętrznego
powierzchni (barwa, połysk, gładkość),
p
p
o
o
w
w
ł
ł
o
o
k
k
i
i
o
o
c
c
h
h
r
r
o
o
n
n
n
n
o
o
-
-
d
d
e
e
k
k
o
o
r
r
a
a
c
c
y
y
j
j
n
n
e
e
- stosowane jako ochrona przed korozją z
jednoczesnym nadaniem i zachowaniem własności dekoracyjnych powierzchni
metalu podłoża,
p
p
o
o
w
w
ł
ł
o
o
k
k
i
i
t
t
e
e
c
c
h
h
n
n
i
i
c
c
z
z
n
n
e
e
(
(
f
f
u
u
n
n
k
k
c
c
j
j
o
o
n
n
a
a
l
l
n
n
e
e
)
)
- stosowane w celu uzyskania
określonych własności fizycznych lub technologicznych powierzchni, np.
- zwiększenie odporności na ścieranie,
- zmiana współczynnika tarcia,
- poprawa własności elektrycznych powierzchni,
- poprawa zdolności łączenia przez lutowanie,
- zmiana wymiarów pokrywanych części,
- regeneracja zużytych powierzchni,
- uzyskanie zwiększonego stopnia odbicia i połysku powierzchni,
- zabezpieczenie określonych powierzchni w czasie wykonywania innych
procesów obróbki powierzchniowej,
- uzyskiwania grubych warstw w galwanoplastyce.
Klasyfikacja z punktu widzenia sposobów nakładania
lub wytworzenia powłok
powłoki elektrolityczne
a) jednowarstwowe,
b) wielowarstwowe,
powłoki osadzane metodą chemiczną (chemiczne),
powłoki konwersyjne
a) wytwarzane chemicznie,
b) wytwarzane elektrochemicznie.
Klasyfikacja z punktu widzenia stanu powierzchni
i struktury powłoki
powłoki matowe
powłoki błyszczące
powłoki półbłyszczące,
powłoki z połyskiem lustrzanym,
powłoki mikrospękane,
powłoki mikroporowate,
powłoki szczelne (bez porów i spękań).
Klasyfikacja z punktu widzenia dodatkowej obróbki powłok
po ich osadzeniu lub wytworzeniu
powłoki polerowane (mechanicznie, chemicznie lub
elektrochemicznie),
powłoki obtapiane (dotyczy wyłącznie powłok cynowych),
powłoki barwione,
powłoki uszczelniane,
powłoki impregnowane.
Klasyfikacja z punktu widzenia mechanizmu ochrony
metalu podłoża przez powłoki
p
p
o
o
w
w
ł
ł
o
o
k
k
i
i
a
a
n
n
o
o
d
d
o
o
w
w
e
e
- z metalu, który w określonym środowisku korozyjnym
wykazuje potencjał niższy od potencjału metalu podłoża i w związku z tym nie
tylko izoluje go od otaczającego środowiska, lecz również chroni
elektrochemicznie, ulegając sam korozji; w przypadku powstania ogniwa
elektrochemicznego korozji ulega metal powłoki (np. powłoki cynkowe i
kadmowe na stali),
powłoki katodowe
- z metalu, który w określonym środowisku korozyjnym
wykazuje potencjał elektrochemiczny wyższy od potencjału metalu podłoża i w
związku z tym chroni go przez odizolowanie jego powierzchni od otaczającego
środowiska; w przypadku powstania ogniwa elektrochemicznego korozji ulega
metal podłoża (np. powłoki niklowe na stali).
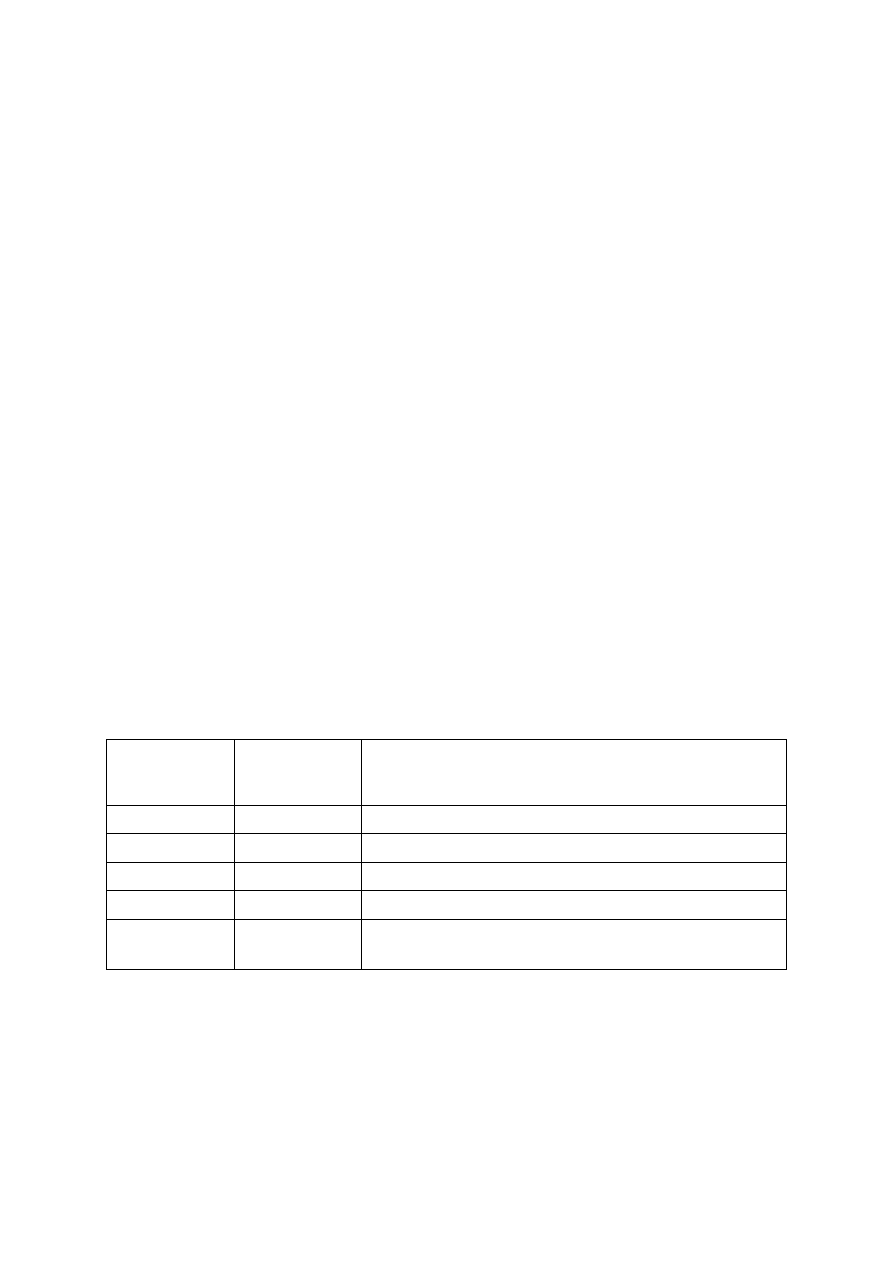
Klasyfikacja z punktu widzenia warunków użytkowania wyrobów
pokrywanych powłokami
Oznaczenie
warunków
użytkowania
Czas badania
we mgle
solnej
Warunki użytkowania
0
48h
do celów dekoracyjnych
1
72h
wewnątrz pomieszczeń, ciepła i sucha atmosfera
2
120h
w miejscach gdzie może pojawić się kondensacja
3
192h
na zewnątrz w warunkach umiarkowanych
4
360h
na zewnątrz w warunkach o silnym oddziaływaniu
korozyjnym, np. morskich lub przemysłowych
Podział i oznaczenia powłok galwanicznych i konwersyjnych
wg PN-EN ISO 27830:2013-12E
Oznaczenie powłoki podawane w dokumentacji powinno zawierać:
a) napis "powłoka elektrolityczna";
b) numer normy europejskiej (lub krajowej), której wymagana
powłoka powinna odpowiadać;
c) łącznik
d) kod metalu podłoża
e) ukośnik;
f) kod powłoki – symbol chemiczny
g) grubość powłoki w
m,
h) literowe oznaczenie typu powłoki,
i) dodatkowo stosowane kody, oddzielone za pomocą ukośników, dla
każdego etapu nakładania powłoki (w kolejności nakładania)
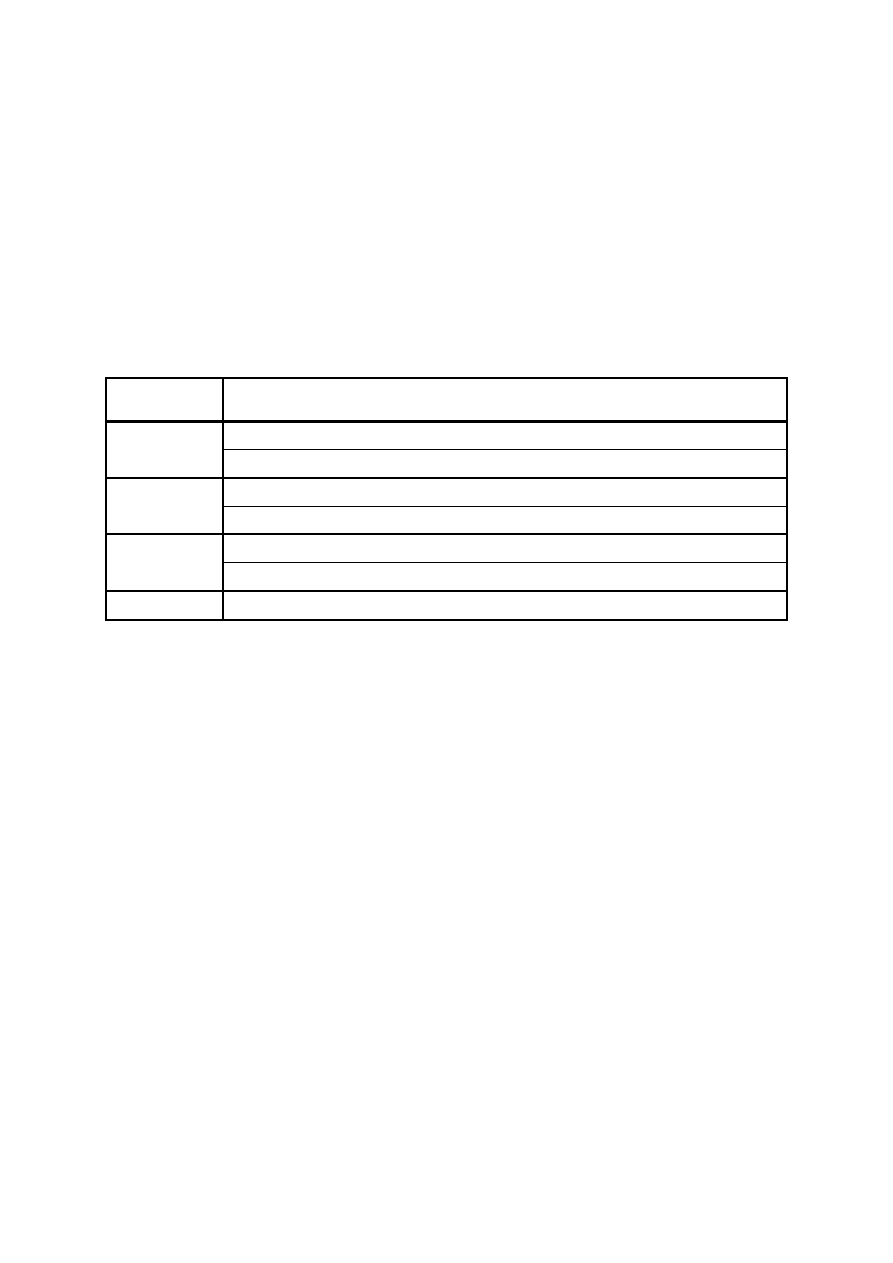
Przykłady kodów stosowanych w oznaczeniach
Kod metalu podłoża
Kod powłoki
elektrolitycznej
Kod chromianowania
konwersyjnego
F
F
e
e
żelazo lub stal
Zn
cynk
A
bezbarwne
Z
Z
n
n
cynk
Sn
cyna
B
rozjaśnione
C
C
u
u
miedź
Cd
kadm
C
opalizujące
A
A
l
l
aluminium
Pb
ołów
D
matowe
Ni
nikiel
F
czarne
Cu
miedź
Cr
chrom
Ag
srebro
Au
złoto
Kod oznaczania dodatkowej powłoki lub obróbki
Kod
obróbki
Opis powłoki lub obróbki
T1
stosowanie farb, lakierów bezbarwnych, lakierów proszkowych
T2
stosowanie organicznych i nieorganicznych uszczelniaczy
T3
stosowanie barwników organicznych
T4
stosowanie smaru, oleju lub innych materiałów smarnych
T5
stosowanie wosku
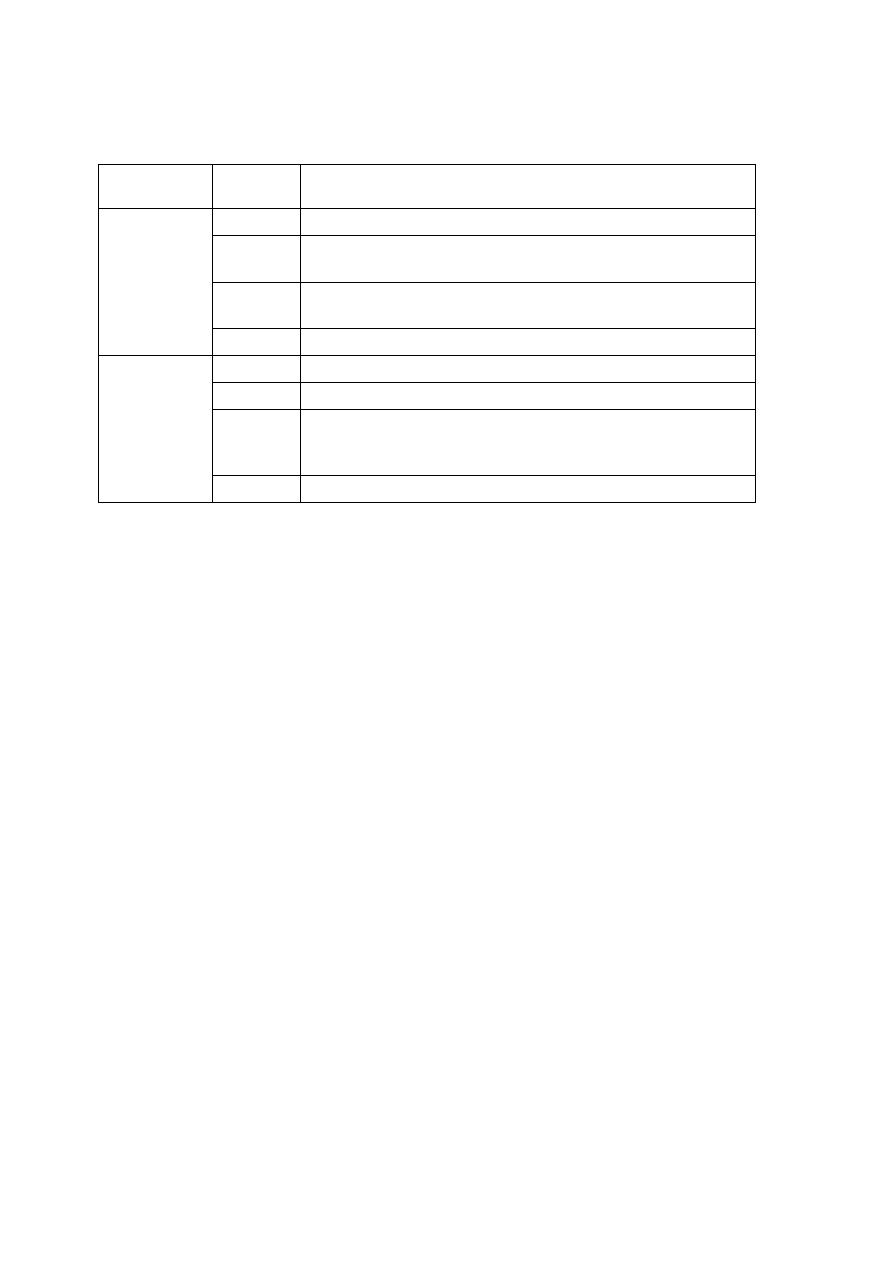
Rodzaje powłok niklowych i chromowych
Symbol
chemiczny
Symbol
powłoki
Właściwości powłoki
Ni
b
powłoka błyszcząca
p
matowa lub półbłyszcząca wymagająca mechanicznego
polerowania
s
matowa, satynowa lub półbłyszcząca, nie wymagająca
mechanicznego polerowania
d
podwójna i potrójna powłoka
Cr
r
zwykła powłoka Cr o grubości 0,3
m
b
powłoka czarnego chromu
mc
powłoka mikrospękanego chromu, która powinna mieć
więcej niż 250 pęknięć na cm w każdym kierunku i postać
zwartej siatki na całej powierzchni
mp
powłoka mikroporowata
Przykłady oznaczeń
Przykład 1
Oznaczenie powłoki elektrolitycznej o grubości 20 µm miedzi (Cu20) plus 20 µm
błyszczącego niklu (Ni20b) plus 0,3 µm mikrospękanego chromu (Crmc) na żelazie
lub stali (Fe). Powłoka odpowiada umiarkowanym warunkom użytkowania (3)
Powłoka elektrolityczna EN 12540 - Fe//Cu20/Ni20b/Crmc
Podwójne ukośniki wskazują pomijane etapy, np. że nie zastosowano obróbki
cieplnej.
Przykład 2
Oznaczenie powłoki elektrolitycznej o grubości 15 µm miedzi (Cu15) plus 20 µm
podwójnej warstwy niklu (Ni20d) plus 0,3 µm mikrospękanego chromu (Crmc) na
odlewach cynkowych (Zn).
Powłoka odpowiada umiarkowanym warunkom użytkowania (3)
Powłoka elektrolityczna EN 12540 - Zn/Cu15/Ni20d/Crmc
P
rzykład 3
Oznaczenie elektrolitycznej powłoki niklowej satynowej o grubości 12 μm (Ni12s)
osadzonej elektrolitycznie na
części ze stali (Fe), którą poddano obróbce cieplnej
przez 2 h w minimalnej temperaturze 190
o
C [HT(190)2],
na którą nałożono
dodatkowo powłokę zabezpieczającą przed śladami dotykania polegającą na
stosowaniu lakieru transparentnego (T1):
Powłoka elektrolityczna EN 12540 - Fe/HT(190)2/Ni12s//T1
Podwójny ukośnik następujący po grubości oznacza "pominięty etap", to jest
niezastosowanie obróbki cieplnej po osadzeniu powłoki.
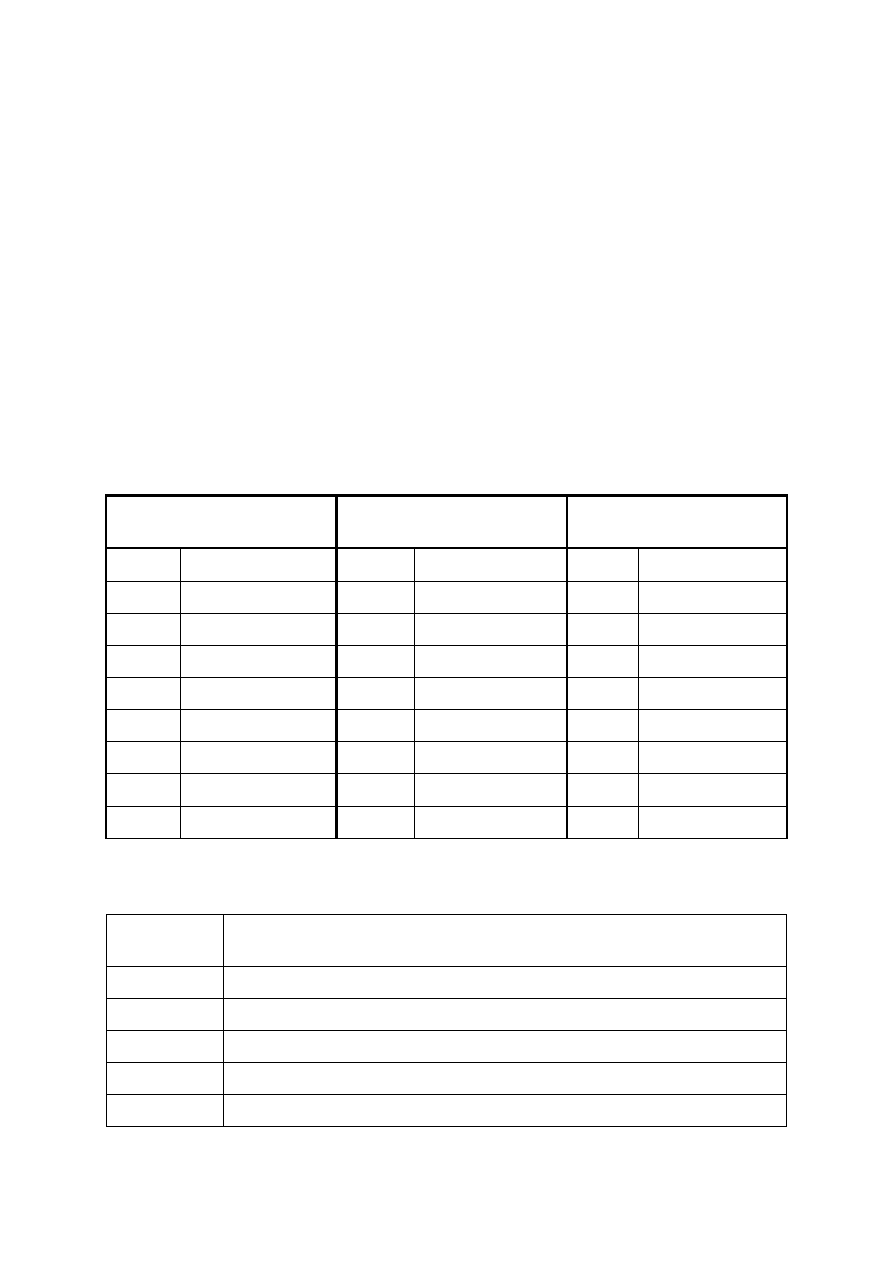
P
rzykład 4
Przykłady powłok niklowych, niklowo-chromowych i miedziowo-niklowo-chromowych
na stali dla różnych warunków eksploatacji:
Warunki
użytkowania
Oznaczenie powłoki
4
Fe//Ni40d/Crr; Fe//Ni30d/Crb; Fe//Ni30p/Crmc; Fe//Ni30p/Crmp;
Fe//Cu20/Ni30d/Crr; Fe//Cu20/Ni25d/Crmc; Fe//Cu20/Ni25p/Crmp;
3
Fe//Ni30s; Fe//Cu20/Ni25b; Fe//Ni30d/Crr; Fe//Ni25p/Crmc;
Fe//Cu20/Ni30s/Crr; Fe//Cu20/Ni20b/Crmc; Fe//Cu15/Ni25d/Crr;
2
Fe//Ni10d; Fe//Cu12/Ni12p; Fe//Ni20d/Crr; Fe//Ni15p/Crmc;
Fe//Cu20/Ni10s/Crr; Fe//Cu20/Ni10s/Crb; Fe//Cu20/Ni10b/Crmp;
1
Fe//Ni10p; Fe//Cu6/Ni6s; Fe//Ni10s/Crr; Fe//Ni10b/Crmc;
P
rzykład 5
Grubość elektrolitycznych powłok tlenkowych na aluminium i jego stopach dobiera
się w zależności od warunków eksploatacji:
B(0) - 5
m; L(1) - 10
m; U(2) - 15
m; C(3) - 25
m; W(4) - 25
m;
Odmiany powłok: u (uszczelniana), i (impregnowana), br (barwiona)
Oznaczenie powłoki o grubości 15
m, uszczelnionej i barwionej:
An 15 u br PN-H-97023:1980
Wyszukiwarka
Podobne podstrony:
Materiały konstrukcyjne
Dobór materiałów konstrukcyjnych – projekt oprawki do okularów
Dobieranie materiałów konstrukcyjnych u
Utwardzanie wydzieleniowe stopów aluminium, WAT, LOTNICTWO I KOSMONAUTYKA, WAT - 1 rok lotnictwo, co
7. zauwy-biuro-handlowe-Toszek, Studia, Projekt - materialy konstrukcyjne, 15. Zasuwy zaporowe
sprawko2, SIMR 1ROK, SIMR SEM2, LAB. MATERIAŁY KONSTRUKCYJNE
MC W Wyklad 08 Tlenkowe Materialy Konstrukcyjne
Pytania i Odpowiedzi materiały konstrukcyjne, SIMR 1ROK, SIMR SEM 1, MATERIAŁY KONSTRUKCYJNE, 1 kolo
10. zwrotne-klapowe-biuro-handlowe-Toszek, Studia, Projekt - materialy konstrukcyjne, 26. Zawory zwr
21-30Norbi, ZiIP Politechnika Poznańska, Wytrzymałość materiałów i konstrukcji - OSTWALD
WŁASCIWOŚCI MATERIAŁÓW, Konstrukcje drewniane i murowe
03 Stosowanie materiałów konstrukcyjnych
Materiały konstrukcyjne
mk sciaga2, WAT, LOTNICTWO I KOSMONAUTYKA, WAT - 1 rok lotnictwo, cos inne rozne, Materiały konstruk
sprawozdanie całość, ZUT-Energetyka-inżynier, I Semestr, Materiały konstrukcyjne, Metale, 2. Stale w
materiały kolos II, WAT, LOTNICTWO I KOSMONAUTYKA, WAT - 1 rok lotnictwo, cos inne rozne, Materiały
więcej podobnych podstron