„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Aleksandra Kleśta
Produkowanie wędzonek 741[03].Z4.01
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr Bogusława Gajdamowicz
mgr inż. Witold Pułkownik
Opracowanie redakcyjne:
mgr inż. Jadwiga Morawiec
Konsultacja:
mgr inż. Barbara Kapruziak
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 741[03].Z4.01
Produkowanie wędzonek, zawartego w modułowym programie nauczania dla zawodu rzeźnik
– wędliniarz
.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
[
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
8
4.1. Etapy produkcji wędzonek
8
4.1.1. Materiał nauczania
8
4.1.2. Pytania sprawdzające
20
4.1.3. Ćwiczenia
21
4.1.4. Sprawdzian postępów
22
4.2. Maszyny i urządzenia stosowane do produkcji wędzonek
23
4.2.1. Materiał nauczania
23
4.2.2. Pytania sprawdzające
29
4.2.3. Ćwiczenia
29
4.2.4. Sprawdzian postępów
30
4.3. Ocena jakości i przechowywanie wędzonek
31
4.3.1. Materiał nauczania
31
4.3.2. Pytania sprawdzające
33
4.3.3. Ćwiczenia
34
4.3.4. Sprawdzian postępów
36
5. Sprawdzian osiągnięć
37
6. Literatura
41

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w kształtowaniu umiejętności przy produkowaniu
wędzonek.
Poradnik ten zawiera:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiadomości, które
powinieneś mieć opanowane, aby przystąpić do realizacji tej jednostki modułowej.
2. Cele kształcenia jednostki modułowej.
3. Materiał nauczania, który umożliwia samodzielne przygotowanie się do wykonania
ć
wiczeń i udzielenia prawidłowych odpowiedzi na pytania testowe. Materiał jest
podzielony na dwa bloki, a w obrębie każdego z nich znajdują się również pytania
sprawdzające przygotowujące do wykonania ćwiczenia oraz opis sposobu wykonania
ć
wiczenia wraz z wykazem materiałów, narzędzi i sprzętu potrzebnego do jego realizacji.
4. Na podsumowanie każdego bloku materiału znajduje się także sprawdzian postępów,
który ma Ci uświadomić, czy opanowałeś materiał. Powinieneś poszerzać swoją wiedzę
i w tym celu korzystaj z różnych źródeł informacji, również ze wskazanej w ostatnim
rozdziale literatury.
Jeżeli będziesz miał trudności ze zrozumieniem tematu lub ćwiczenia, to poproś
nauczyciela lub instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz
daną czynność.
Jednostka modułowa: Produkowanie wędzonek jest jedną z jednostek modułowych
koniecznych do zapoznania się z modułem: Przetwórstwo mięsa.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów bhp oraz
instrukcji przeciwpożarowych, wynikających z rodzaju wykonywanych prac. Przepisy te
poznasz w trakcie trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
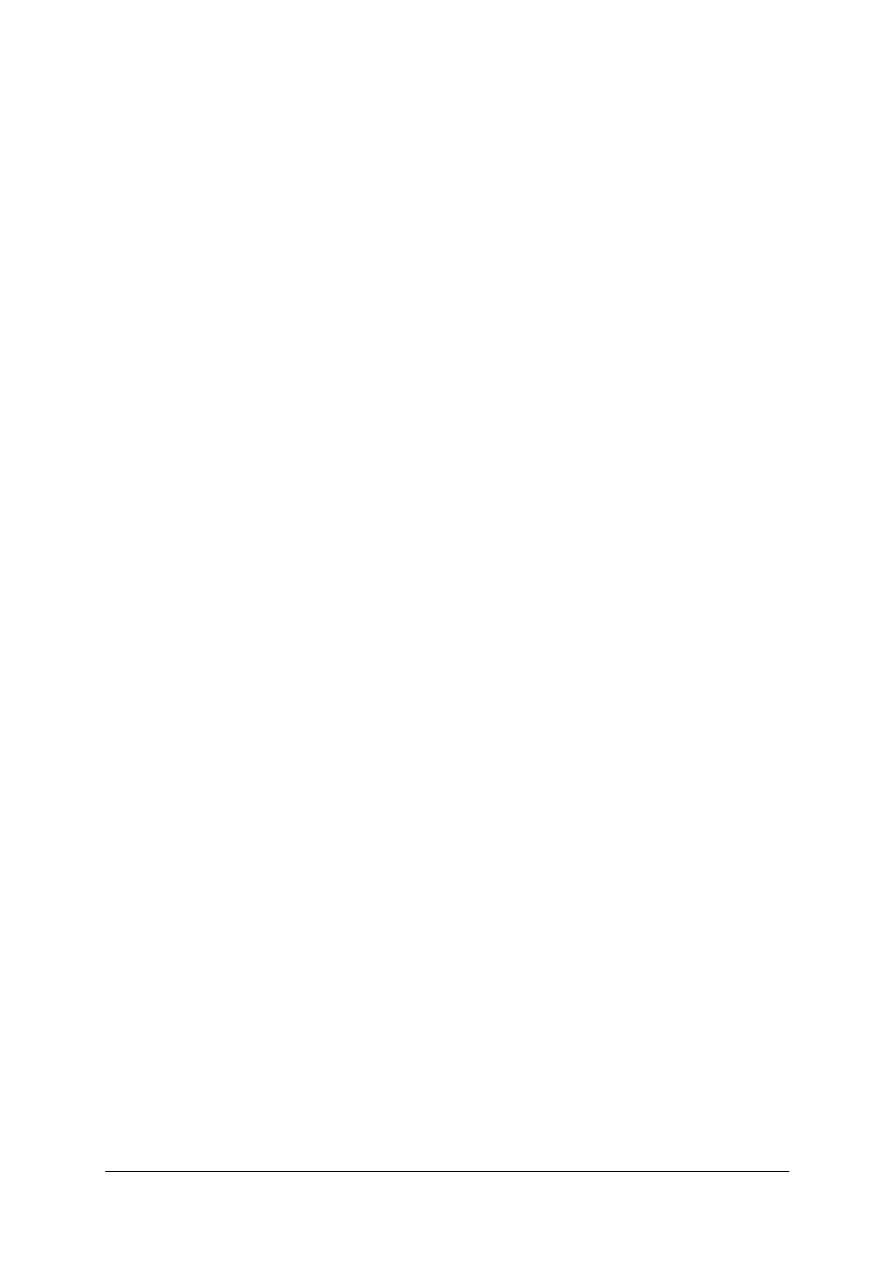
Schemat układu jednostek modułowych
741[03].Z4
Przetwórstwo mięsa
741[03].Z4.01
Produkowanie wędzonek
741[03].Z4.02
Produkowanie kiełbas
741[03].Z4.03
Produkowanie wędlin podrobowych
741[03].Z4.04
Produkowanie wyrobów blokowych
741[03].Z4.05
Produkowanie tłuszczów topionych
741[03].Z4.06
Produkowanie konserw

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
rozpoznawać elementy zasadnicze półtusz zwierząt rzeźnych,
−
klasyfikować rodzaje mięsa,
−
charakteryzować zasady eksploatacji maszyn,
−
charakteryzować systemy jakości GMP, GHP i HACCP,
−
organizować stanowisko pracy w zakładzie przetwórstwa spożywczego,
−
charakteryzować wymagania sanitarno-higieniczne dotyczące pomieszczeń produkcyjnych
i ich wyposażenia produkcyjnego,
−
stosować zasady bezpieczeństwa i higieny pracy obowiązujące w zakładzie przetwórstwa
mięsa,
−
korzystać z różnych źródeł informacji,
−
posługiwać się dokumentacją techniczno-technologiczną,
−
komunikować się i pracować w zespole,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
określić rodzaje wędlin,
−
dokonać klasyfikacji i charakterystyki wędzonek,
−
określić zasady i etapy produkcji wędzonek,
−
scharakteryzować wymagania jakościowe dla surowców, substancji dodatkowych
i materiałów pomocniczych,
−
zastosować normy technologiczne do produkcji wędzonek,
−
dobrać surowce podstawowe, dodatkowe i materiały pomocnicze oraz ocenić ich jakość,
−
określić cel i istotę peklowania mięsa,
−
dobrać metody peklowania mięsa na wędzonki,
−
scharakteryzować peklowanie mięsa na mokro,
−
określić rolę drobnoustrojów denitryfikujących,
−
określić skład solanek peklujących,
−
sporządzić solanki peklujące,
−
określić zmiany biochemiczne, fizykochemiczne i mikrobiologiczne zachodzące podczas
peklowania mięsa na mokro, masowania i leżakowania,
−
określić cel i istotę wędzenia,
−
wyjaśnić metody i techniki wędzenia,
−
scharakteryzować surowce dymotwórcze i ocenić ich przydatność,
−
określić zmiany biochemiczne, fizykochemiczne i mikrobiologiczne zachodzące w mięsie
podczas wędzenia,
−
określić wpływ metod utrwalania mięsa na jakość, trwałość, wartość odżywczą i cechy
smakowe wędzonek,
−
scharakteryzować budowę, zasadę działania i obsługę maszyn i urządzeń do produkcji
wędzonek,
−
posłużyć się instrukcjami obsługi i dokumentacją techniczno-ruchową maszyn i urządzeń
do produkcji wędzonek,
−
obsłużyć układy sterujące pracą maszyn i urządzeń,
−
określić zdolność i wydajność produkcyjną maszyn i urządzeń,
−
scharakteryzować rodzaje zabezpieczeń maszyn i urządzeń,
−
dobrać i obsłużyć maszyny i urządzenia stosowane podczas produkowania wędzonek
oraz dokonać ich konserwacji,
−
posłużyć się sprzętem i aparaturą kontrolno-pomiarową w procesach produkowania
wędzonek,
−
wykonać czynności związane z produkcją wędzonek, zgodnie z normami jakości
zdrowotnej produktów oraz bezpieczeństwa zdrowotnego żywności,
−
przeprowadzić procesy technologiczne z zachowaniem zasad dobrej praktyki
produkcyjnej GMP, dobrej praktyki higienicznej GHP, oraz HACCP,
−
ocenić jakość wyprodukowanych wędzonek,
−
przechować gotowe wyroby w odpowiednich warunkach,
−
określić zmiany biochemiczne, fizykochemiczne i mikrobiologiczne zachodzące podczas
przechowywania wędzonek,
−
zastosować metody pakowania i konfekcjonowania wędzonek,
−
sporządzić dokumentację produkcyjną oraz rozliczenia technologiczne w zakresie
zużycia surowców, dodatków i substancji pomocniczych,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
−
zorganizować stanowisko pracy zgodnie z przepisami bezpieczeństwa i higieny pracy oraz
wymaganiami ergonomii,
−
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej
i ochrony środowiska.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
4. MATERIAŁ NAUCZANIA
4.1. Etapy produkcji wędzonek
4.1.1. Materiał nauczania
Wiadomości ogólne o wędlinach
Wędliny są to przetwory mięsne wyprodukowane z mięsa, tłuszczu i podrobów zwierząt
rzeźnych, z surowcami uzupełniającymi lub bez nich, z dodatkiem przypraw. Pojęcie to
obejmuje: wędzonki, kiełbasy, wędliny podrobowe i produkty blokowe.
Do wędlin zalicza się także przetwory z mięsa drobiowego oraz przetwory mięsne
z dodatkiem mięsa końskiego i dziczyzny.
Podział wędlin na grupy technologiczne jest następujący:
−
wędzonki,
−
kiełbasy,
−
wędliny podrobowe,
−
produkty blokowe.
Wędzonki – są to przetwory mięsne bez osłonek lub w osłonkach o całkowicie lub
częściowo zachowanej strukturze tkankowej, wyprodukowane z jednego lub kilku kawałków
części anatomicznej tuszy, peklowane lub solone, wędzone lub niewędzone, suszone,
parzone, pieczone.
Kiełbasy – są to przetwory mięsne w osłonkach naturalnych lub sztucznych,
wyprodukowane z rozdrobnionego tłuszczu i mięsa peklowanego i niepeklowanego,
solonego, z dodatkiem lub bez surowców uzupełniających, przyprawione, wędzone lub
niewędzone, surowe, dojrzewające, parzone lub pieczone.
Kiełbasy dzieli się na rodzaje w zależności od stopnia rozdrobnienia oraz w zależności od
rodzaju użytego surowca.
Wędliny podrobowe – są to przetwory wyprodukowane z solonych lub peklowanych
podrobów, mięsa i tłuszczu, w osłonkach naturalnych, sztucznych lub w formach,
z dodatkiem lub bez krwi spożywczej, surowców uzupełniających, przyprawione, parzone lub
pieczone i ewentualnie wędzone.
Produkty blokowe – są to przetwory mięsne, wyprodukowane z mięsa o całkowicie lub
częściowo zachowanej strukturze tkankowej lub rozdrobnionego tłuszczu i podrobów,
peklowanych lub solonych, z ewentualnym dodatkiem surowców uzupełniających,
przyprawione, poddane lub niepoddane obróbce cieplnej, w formach lub osłonkach
utrzymujących ich kształt
.
Przemysł mięsny poza produkcją wędlin zajmuje się także produkcją wyrobów
garmażeryjnych w postaci półproduktów i przetworów gotowych z mięsa i podrobów.
Produkcja wędlin odbywa się w oddziale produkcji wędlin, nazywanym również
przetwórnią wędlin. W oddziale tym powinny znajdować się odpowiednio wyposażone
pomieszczenia, które przeznaczone są do:
−
magazynowania przypraw i opakowań (magazyn główny), a w pobliżu hali produkcyjnej
– magazyn pomocniczy,
−
rozdrabniania mrożonych bloków mięsa,
−
rozmrażania surowca,
−
peklowania mięsa (o temperaturze 4–6
°
C i wilgotności względnej powietrza 90–95%),
−
obróbki mechanicznej mięsa: rozdrabniania, kutrowania, mieszania, napełniania,
osadzania,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
−
obróbki termicznej: wędzenia, parzenia, pieczenia,
−
schładzania wędlin do temperatury ok.
+
10
°
C w komorach wychładzalniczych lub
tunelach natryskowych,
−
przygotowania osłonek: moczenia i przelewania wodą o temperaturze ok.
+
30
°
C,
−
podsuszania i suszenia wędlin: jest to tzw. suszarnia, w której panuje temperatura 10–18
°
C
i wilgotność względna powietrza ok. 80%,
−
magazynowania wędlin,
−
ekspedycji wędlin.
Fazy produkcji wędzonek
W procesie produkcji wędzonek można wyróżnić następujące fazy:
−
jakościowy dobór surowca,
−
peklowanie,
−
masowanie,
−
formowanie wędzonek,
−
osadzanie,
−
obróbka termiczna tj. wędzenie i parzenie,
−
studzenie,
−
chłodzenie,
−
pojemnikowanie,
−
magazynowanie,
−
ekspedycja.
Jakościowy dobór surowca
Surowcem do produkcji wędzonek są elementy uzyskane z rozbioru uzupełniającego
półtusz wieprzowych. Najczęściej są to szynki, łopatki, karkówki, schaby, boczki, podgardla.
Podczas rozbioru uzupełniającego z elementów tych zdejmowana jest skóra, usuwany jest
tłuszcz zewnętrzny i wykrawane są kości (niektóre wędzonki są produkowane z elementów
z kością, np. boczek z żeberkami). Elementy przeznaczone na wędzonki muszą być
uformowane i starannie obrobione, tzn. odpowiednio przycięte, z wyrównaną powierzchnią,
usuniętymi strzępkami mięśni, tłuszczu i kości.
W przypadku ćwierćtusz wołowych wykorzystuje się całe elementy w naturalnym
połączeniu anatomicznym i poszczególne mięśnie nie są wtedy dzielone (np. szynka bez
kości) lub też mogą być wykorzystywane wyselekcjonowane mięśnie, jak to ma miejsce
w przypadku produkcji wędzonek formowanych – blokowych.
Elementy po nadaniu im kształtu, rozwiesza się lub rozkłada na kratach w jednej
warstwie tak, aby nie stykały się ze sobą ani ze ścianami pomieszczenia. Jednocześnie
schładza się je do temperatury ok.
+
6
°
C.
Surowce do produkcji wędzonek muszą odpowiadać najwyższym wymaganiom
dotyczącym świeżości i jakości.
O cechach jakościowych wędzonek decyduje wartość pH użytego surowca. Dlatego też
zalecane jest rozsortowywanie elementów zasadniczych (szynek, łopatek, schabów
i karkówek) w fazie rozbioru według ich wartości pH. Wartość pH użytego surowca ma duży
wpływ na:
−
wiązanie wody, tzn. wydajność, dziury, otwory, pory, suchość, soczystość, wodnistość,
związanie, konsystencję, miękkość, trzcinowatość,
−
szybkość peklowania, tzn. wchłanianie soli i substancji peklujących, tworzenie barwy,
−
trwałość, tzn. namnażanie się w środowisku drobnoustrojów, głównie bakterii,
−
jakość konsumpcyjną, tzn. soczystość, kruchość, konsystencję, smakowitość.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Uwzględniając powyższe cechy jakościowe wskazane jest, aby do produkcji wędzonek
gotowanych wybierać elementy, szczególnie szynki i łopatki z półtusz o normalnych
zmianach poubojowych, a więc o pH w granicach 5,8–6,2. Mięso takie ma dobrą zdolność
wiązania wody, a gotowy produkt jest delikatniejszy, bardziej soczysty o lepszej wydajności.
Szynki o pH mniejszym niż 5,8 odznaczają się suchą konsystencją, brakiem spoistości,
większymi ubytkami masy. Szynki o wartości pH powyżej 6,2 są lepsze z punktu widzenia
wydajności, soczystości i kruchości gotowego produktu, ale wykazują mniejszą trwałość
produktu. Tak więc im wyższe pH gotowego produktu, tym większa podatność tego produktu
na zepsucie.
Oprócz surowca podstawowego, jakim jest mięso, do produkcji wędzonek stosuje się
przyprawy i materiały pomocnicze. Przyprawy dla każdego asortymentu są określone
w recepturze. Materiały pomocnicze dobiera się zależnie od tego, czy wędzonki produkuje się
w osłonkach czy bez osłonek, sznurowane szpagatem lub przędzą, czy też obciągane siateczką
z tworzywa. Stosuje się głównie siatki kurczliwe i niekurczliwe. Można także umieszczać
surowiec w folii kolagenowej lub celulozowej. Folia kolagenowa jest produkowana
z naturalnego kolagenu ze skór bydlęcych. Ma postać taśmy o szerokości 40–48 cm i grubości
0,02 mm. Stosowanie jej jako opakowania wędzonek znacznie zmniejsza ubytki podczas
wędzenia i parzenia oraz ułatwia zdejmowanie siatki. Charakteryzuje się ona
przepuszczalnością dymu wędzarniczego.
Peklowanie
Peklowanie mięsa jest bardzo złożonym procesem, którego głównym celem jest:
−
utrwalenie naturalnej barwy mięsa,
−
nadanie smaku i zapachu,
−
nadanie produktom pożądanej tekstury i związania,
−
wspomaganie utrwalania mięsa i jego przetworów.
Peklowanie elementów mięsnych do produkcji wędzonek może być dokonane trzema
metodami: tradycyjną, tradycyjną przyspieszoną i metodą szybką.
W metodzie tradycyjnej stosuje się peklowanie mokre nastrzykowo-zalewowe oraz
peklowanie kombinowane. W obu tych przypadkach sporządzana jest mieszanka peklująca
o składzie 100 kg soli warzonej i 3 kg azotanu (V) sodu (saletry).
Peklowanie mokre nastrzykowo-zalewowe polega na nastrzyknięciu elementów solanką,
ułożeniu ich w basenach w warstwach do 1 m, zabezpieczeniu kratą i zalaniu solanką.
Elementy nastrzykuje się ręcznie nastrzykiwarką jednogłową lub wielogłową. Przy
nastrzykiwaniu doarteryjnym (dotętniczym) solankę wprowadza się do szynek przez tętnicę
biodrową, a do łopatek przez tętnicę pachową. Przy tym nastrzyku łopatki i szynki powinny
być nieodkostnione, gdyż zapobiegnie się wtedy uszkodzeniu arterii. Ciśnienie solanki przy
nastrzykiwaniu dotętniczym nie może przekraczać 0,25 MPa – uniknie się wtedy rozerwania
naczyń krwionośnych.
Przy nastrzykiwaniu domięśniowym solanka wprowadzana jest bezpośrednio do mięsa za
pomocą systemu igieł. Ciśnienie wprowadzanej solanki zależy od zawartości tłuszczu
w danym elemencie i wynosi 0,1–0,2 MPa. Obowiązuje zasada, że im element jest tłustszy,
tym ciśnienie solanki podczas nastrzyku powinno być niższe. Nastrzykiwanie prowadzi się
w urządzeniach – nastrzykiwarkach.
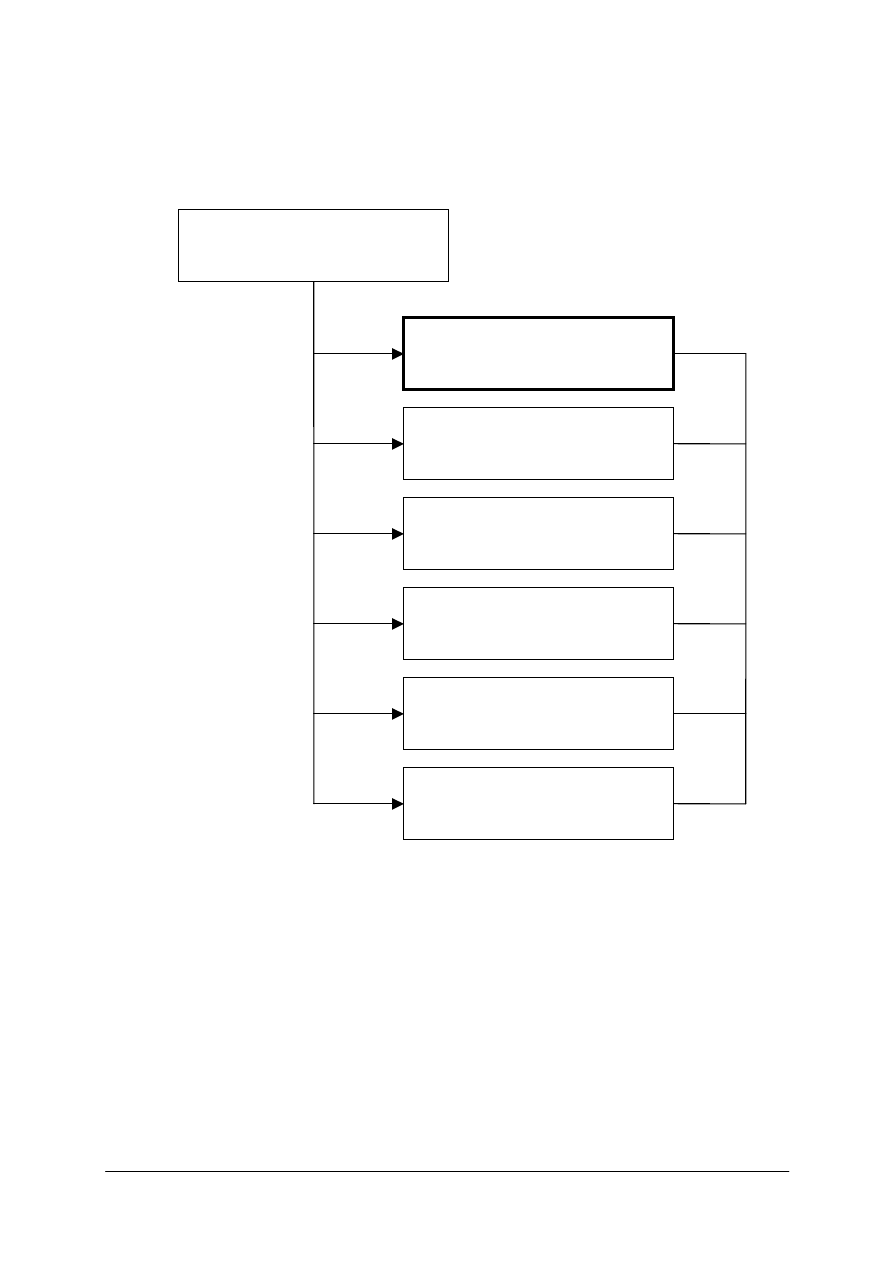
Liczbę nastrzyknięć i procent nastrzyku podany jest w tabeli 1.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
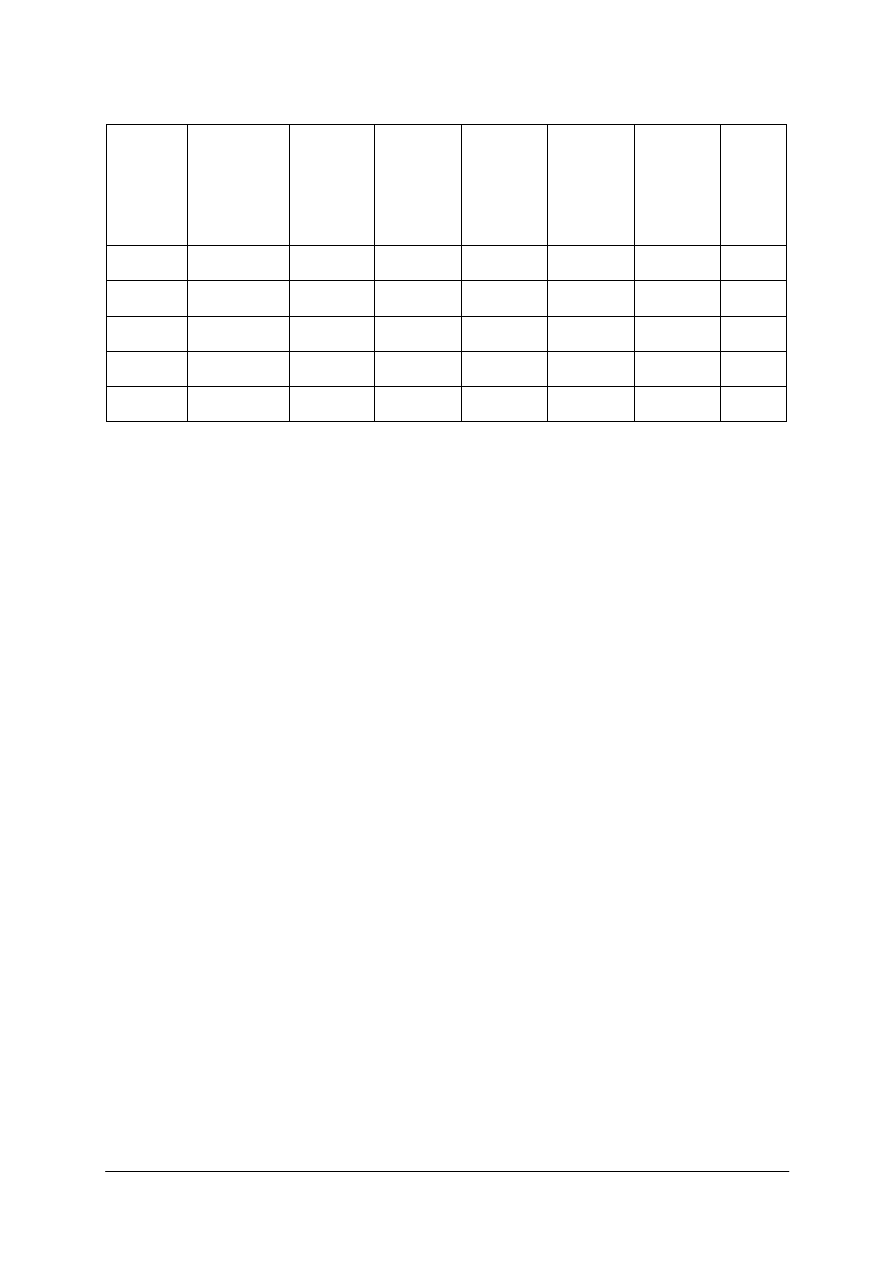
Tabela 1. Peklowanie mokre nastrzykowo-zalewowe [12, s. 207].
Rodzaj
produktu
Skład
mieszanki
peklującej do
sporządzania
solanki
Stężenie
solanki
nastrzykowo
-zalewowej
%
Ilość solanki
nastrzykowej
w stosunku
do masy
elementu, %
Liczba
nastrzyknięć
domięśnio-
wych
Ilość solanki
zalewowej
w litrach /
100kg
surowca
Czas
peklowania
dni
Szynka
wędzona
gotowana
sól; 100 kg
saletra: 3 kg
16,4–18,5
6–7
7–9
ok. 40
Dotętniczo
6–10
domięśniowo
8–12
Łopatka
wędzona
gotowana
sól; 100 kg
saletra: 3 kg
16,4–18,5
6–7
5–7
ok. 40
Dotętniczo
5–6
domięśniowo
6–10
Polędwica
i schab
wędzony
sól; 100 kg
saletra: 3 kg
14,3–16,4
2–3
2–3
ok. 40
5–7
Szynka
wołowa
wędzona
gotowana
sól; 100 kg
saletra: 3 kg
16,4–18,5
6–7
2–4
ok. 30
8–10
Baleron
wędzony
gotowany
sól; 100 kg
saletra: 3 kg
16,4–18,5
6–7
4–5
ok. 30
6–8
Boczek
wędzony
sól; 100 kg
saletra: 3 kg
16,4–18,5
5–6
4–5
ok. 30
4–6
Podgardle
wędzone
sól; 100 kg
saletra: 3 kg
16,4–18,5
2–3
4–5
ok. 30
4–6
Peklowanie kombinowane polega na natarciu elementów mięsa mieszanką peklującą
i zalaniu solanką. Mieszankę do nacierania i zalewania przygotowuje się w takiej samej
proporcji jak przy peklowaniu nastrzykowo-zalewowym tzn. 100 kg soli i 3 kg saletry.
Peklowanie kombinowane polega na natarciu elementów mięsa mieszanką peklującą,
a następnie ułożeniu ich w basenach w warstwach 0,8–1 m, Każdą warstwę przesypuje się
dodatkowo mieszanką i pekluje na sucho przez ok. 24 godziny. Po tym czasie warstwy zalewa
się solanką i zabezpiecza kratami. Czas peklowania jest różny dla różnych rodzajów
produktów. Parametry dla różnych rodzajów produktów przy peklowaniu kombinowanym
podaje tabela nr 2.
Po zakończoniu peklowania elementy układa się na kratach ze stali nierdzewnej lub tworzywa
sztucznego w celu ocieknięcia. Szynki, boczki, podgardla układa się na wysokość do 1 m,
karczki i polędwice do 0,5 m.
Przy peklowaniu kombinowanym uzyskuje się przyrosty masy: dla polędwicy wieprzowej –
2%, dla boczku i podgardla – 3%, dla szynki, łopatki, schabu i karczku – 4%.
Proces peklowania powinien przebiegać w pomieszczeniu o temperaturze 4–6
°
C i wilgotności
względnej powietrza 90–95%, natomiast ociekanie w pomieszczeniu o temperaturze 4–6
°
C.
Metoda tradycyjna przyspieszona peklowania szynek i łopatek na wędzonki, polega na
domięśniowym nastrzyknięciu solanką w ilości 8% w stosunku do masy elementu.
Nastrzyknięte elementy (mięśnie i zespoły mięśni) masuje się dwukrotnie. W pierwszym
masowaniu mięso posypuje się równomiernie solą warzoną w ilości 1,5 kg na 100 kg mięsa
i masuje się je w mieszarce lub bębnie próżniowym, przez co najmniej 3 min. Następnie
wkłada się je do pojemników ze stali nierdzewnej, gdzie leżakuje przez 48 godz.
W temperaturze nie wyższej niż
+
5
°
C. Po tym czasie mięso powtórnie się masuje
w mieszarkach próżniowych lub bębnach do masowania, przez czas ok. 3 min. Wymasowane
mięso po upływie 1godz. przekazuje się do produkcji.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
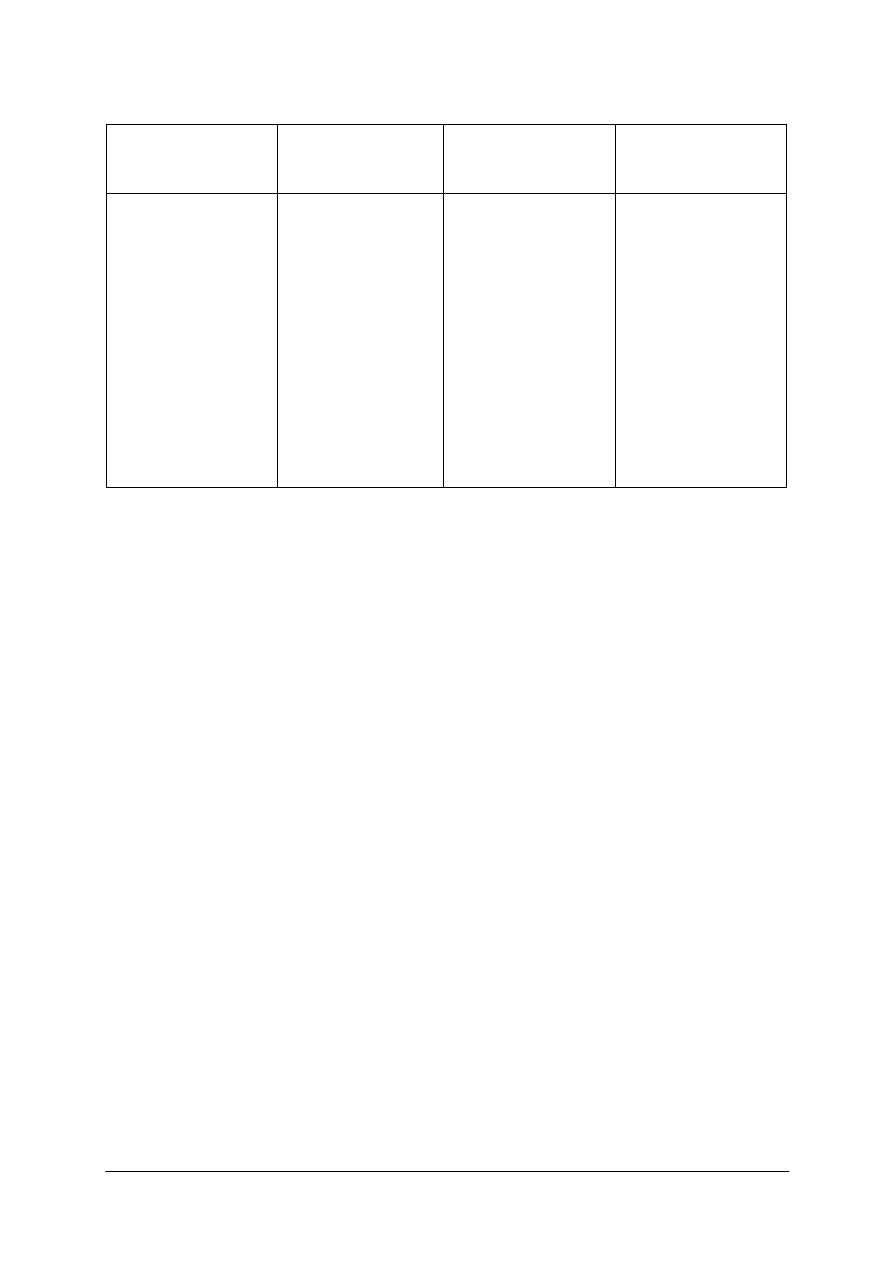
Tabela 2 Peklowanie kombinowane [12, s. 208].
Rodzaj
produktu
Skład
mieszanki
peklującej do
nacierania
i zalewania
Ilość
mieszanki
użytej do
peklowania
suchego na
100 kg
surowca
Czas
peklowania
suchego
godz.
Stężenie
solanki
zalewowej
%
Ilość
solanki
zalewowej
na 100kg
surowca
Czas
peklowania
w solance
dni
Czas
ocieka-
nia
Polędwica
wędzona
Sól: 100 kg
Saletra: 3 kg
2,0
24–36
12,2–14,3
30
5–8
ok. 24
godz
Baleron
wędzony
Sól: 100 kg
Saletra: 3 kg
2-6
24–36
12,2–14,3
30
6–10
ok. 24
godz
Baleron
gotowany
Sól: 100 kg
Saletra: 3 kg
2-6
24–36
12,2–14,3
30
6–10
ok. 24
godz
Boczek
wędzony
Sól: 100 kg
Saletra: 3 kg
3,0
24–36
14,3–16,4
40
7–10
1-2 dni
Podgardle
wędzone
Sól: 100 kg
Saletra: 3 kg
3,0
24–36
14,3–16,4
40
7–10
1-2 dni
Proces masowania można prowadzić w ośmiu lub więcej cyklach godzinowych z przerwą
w połowie liczby cyklów masowniczych, a łączny czas drugiego masowania i leżakowania
wynosi wówczas ok. 12–15godz.
Szybka metoda peklowania polega na stosowaniu solanki o specjalnym składzie (m.in.
z askorbinianem sodu), którą można stosować jedynie z zastosowaniem urządzeń i sprzętu ze
stali nierdzewnej oraz próżniowych bębnów do masowania. W tej metodzie elementy mięsa
nastrzykuje się domięśniowo solanką w ilości 15% w stosunku do masy elementu. Elementy
masuje się 2–3 krotnie przez 2–3 doby.
Do peklowania mięsa przeznaczonego na wędzonki stosuje się mieszanki peklujące oraz
solanki peklujące nastrzykowe i zalewowe o różnym składzie. Skład ten może być
opracowany przez technologów zakładowych lub też może być sporządzany przez firmy
specjalizujące się w tym zakresie.
W skład mieszanki peklującej wchodzą dwa zasadnicze związki chemiczne: sól kuchenna
i saletra sodowa lub potasowa (czyli azotan (V) sodu lub potasu). Stosunek obu składników
w mieszance przedstawia się w ten sposób, że na 100 kg soli kuchennej używa się 5 kg
saletry. Ilości te po dokładnym odważeniu są mieszane w mieszarce do równomiernego
rozprowadzenia, a następnie umieszczane w szczelnych, zamkniętych naczyniach.
Solanki peklujące są to wodne roztwory dwóch zasadniczych składników: soli kuchennej
i saletry sodowej. Stosunek ilościowy składników mieszanki peklującej wynosi: 100 kg soli
i 3 kg saletry. Aby obliczyć ilość mieszanki peklującej potrzebnej do uzyskania wymaganej
procentowej zawartości mieszanki w solance należy skorzystać ze wzoru:
X = (P
⋅
W)/100
Gdzie: X – ilość mieszanki peklującej, którą należy rozpuścić w W litrach wody
W – ilość wody,
P – ilość mieszanki w kg na 100 litrów wody, co odpowiada danemu stężeniu
S w procentach wg tabeli 3.
Przykład: Ile mieszanki peklującej należy użyć, aby otrzymać 2000 litrów solanki o stężeniu
17,5%?
Obliczenia: Korzystając z tabeli 3 należy odszukać ilość mieszanki na 100 litrów wody (P),
która odpowiada stężeniu solanki, jakie mamy otrzymać (S). Stężeniu 17,5% odpowiada
21,18 kg mieszanki na 100 litrów wody. Dane podstawiamy do wzoru:
X = P · W/100 = 21,18kg · 2000l /100 l = 423,6kg mieszanki
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Tabela 3. Stężenie solanek peklujących [12, s. 206].
Zawartość mieszanki
w solance peklującej wg
wskazań solomierza w %
S
Ilość mieszanki na 100l
wody w kg
P
Zawartość mieszanki
w solance peklującej wg
wskazań solomierza w %
S
Ilość mieszanki na 100l
wody w kg
P
10,00
10,10
11,00
11,10
12,00
12,20
13,00
13,20
14,00
14,30
15.00
15,40
16,00
16,40
17,00
17,50
18,00
11,11
11,20
12,38
12,54
13,67
13,89
14,99
15,28
16,35
16,70
17,73
18,16
19,15
19,65
20,61
21,18
22,10
18,50
19,00
19,60
20,00
20,60
2100
21,70
22,00
22,70
23,00
23,80
24,00
24,90
25,00
25,90
27,00
22,75
23,63
24,36
25,22
26,03
26,85
27,75
28,50
29,47
30,17
32,23
31,90
33,06
33,79
35,01
36,98
Oprócz soli i saletry do solanek dodawane są, ale w znacznie mniejszych ilościach, inne
składniki takie, jak: azotan (III) sodu (nitrytu), cukier, askorbinian sodu lub kwas
askorbinowy oraz wielofosforany. Niektóre receptury opracowywane albo przez zakład, albo
firmy specjalistyczne, wzbogacają solanki w przyprawy np. ziele angielskie, kolender,
gorczycę, liście laurowe oraz stosują dodatki funkcjonalne, np. izolat białka sojowego,
glutaminian sodu. Dodane dodatkowe składniki pełnią różną, ważną rolę, tj. poprawiają smak
produktu, zapewniają typową i stabilną barwę, powodują dobrą zdolność wiązania wody,
zapewniają soczystość i kruchość wyrobu gotowego, zmniejszają straty podczas obróbki
cieplnej, a także zwiększają wydajność gotowego produktu.
Solanki sporządza się na 24 godz. przed użyciem. Solanka powinna mieć temperaturę 0–4
°
C
i ściśle określone stężenie, które sprawdza się za pomocą solomierza. Jeżeli stężenie jest
wyższe od wymaganego normą dla danego rodzaju produktu, solankę należy rozcieńczyć
zimną wodą, natomiast przy stężeniu niższym od wymaganego, do solanki należy dodać
mieszanki peklującej i ponownie sprawdzić stężenie solomierzem.
Fizyko-chemiczna istota peklowania
Stabilność barwy mięsa określają trzy główne czynniki:
−
barwnik mięśniowy – mioglobina,
−
ś
rodki peklujące,
−
dodatki wspomagające.
Przeciętna zawartość mioglobiny w mięsie wołowym wynosi 250–350 mg/kg, w mięsie
wieprzowym 130–180 mg/kg, a w mięsie cielęcym 50–100 mg/kg i ma ona decydujący
wpływ na skalę barwy mięsa. Dlatego też mięso wołowe jest ciemniejsze od wieprzowego,
a wieprzowe ciemniejsze od cielęcego.
Mioglobina może występować w trzech formach, jako:
−
mioglobina o barwie purpurowoczerwonej, z dwuwartościowym atomem żelaza
centralnie położonym,
−
oksymioglobina o barwie jasnoczerwonej, z dwuwartościowym atomem żelaza centralnie
położonym,
−
metmioglobina o barwie szarej, brązowej, z trójwartościowym atomem żelaza centralnie
położonym.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Jeżeli do mioglobiny przyłączy się tlen, ulegnie ona utlenowaniu. Powstanie wtedy
oksymioglobina
o
barwie
jasnoczerwonej.
Proces
przechodzenia
mioglobiny
w metmioglobinę przebiega inaczej, gdyż zamiast reakcji utlenowania zachodzi reakcja
utlenienia. W wyniku tej reakcji dwuwartościowy atom żelaza mioglobiny utlenia się do
trójwartościowego występującego w metmioglobinie. To jest przyczyną zmiany barwy
z czerwonej na brązową.
Obecność mioglobiny i oksymioglobiny stwarza warunki do szybkiego, intensywnego
i stabilnego przereagowania barwników, czyli do zapeklowania mięsa. Natomiast, gdy
barwniki mięsa są w formie metmioglobiny, uzyskanie prawidłowej barwy mięsa
peklowanego jest o wiele trudniejsze. Metmioglobina jest mało reaktywna i bez dodatku
substancji wspomagających bardzo trudno się wybarwia.
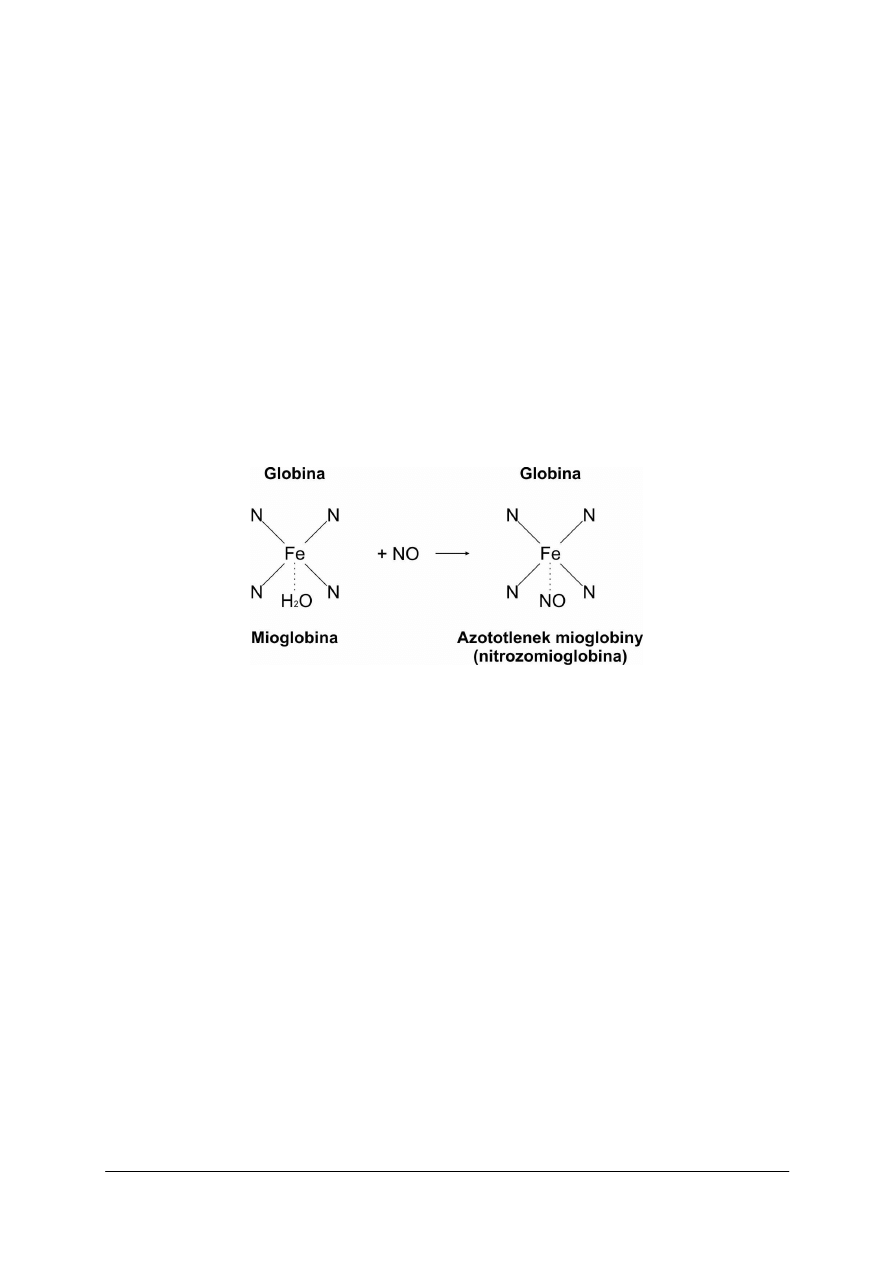
Podczas peklowania, oprócz reakcji czysto chemicznych, mamy do czynienia
z oddziaływaniem bakterii denitryfikujących (redukujących).Użyta do peklowania saletra pod
wpływem tych bakterii przekształcona zostaje w solance częściowo w azotan (III), następnie
w kwas azotowy i tlenek azotu. Podczas reakcji tlenek azotu zastępuje cząsteczkę wody
w mioglobinie. Podstawową reakcję zachodzącą w czasie peklowania, powodującą
wytworzenie właściwej barwy mięsa, można przedstawić następująco:
Na prawidłowy przebieg peklowania mają wpływ następujące czynniki:
−
odczyn środowiska, tzn. peklowanie przebiega aktywniej w środowisku o pH 5,2–6,0,
−
temperatura 4–6ºC, podwyższenie temperatury uaktywnia proces peklowania,
−
właściwa pielęgnacja solanek nie dopuszczająca do zanieczyszczeń lub rozwoju
niekorzystnej mikroflory,
−
odpowiednie warunki techniczne i sanitarno-higieniczne procesu peklowania,
−
metoda peklowania, tzn. peklowanie jest wolniejsze, gdy składniki peklowania są
stosowane zewnętrznie, wstrzyknięcie składników peklujących znacznie przyspiesza
proces peklowania,
−
rodzaj mięsa i zawartość w nim barwników,
−
obecność dodatków wspomagających peklowanie.
Wpływ dodatków wspomagających peklowanie jest następujący:
−
azotan(III) sodu; spełnia funkcję barwotwórczą, bakteriostatyczną, przeciwutleniającą
i nadaje mięsu specyficzny posmak,
−
kwas askorbinowy lub askorbinian sodu: prowadzi do bardziej intensywnej redukcji
azotanu(III), wspomaga wiązanie tlenku azotu z mioglobiną, dzięki czemu wpływa na
znaczne obniżenie zawartości resztkowego azotynu. Ponadto ogranicza tworzenie
szarobrązowej barwy pochodzącej od metmioglobiny i poprawia w ten sposób tworzenie
i stabilność barwy wędlin,
−
cukier: jest pożywką dla bakterii denitryfikujących, spełnia rolę przeciwutleniacza
chroniącego azotan(III) i mioglobinę przed utlenieniem,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
−
wielofosforany: wpływają na poprawienie barwy, która jest trwalsza niż w produktach
bez fosforanów,
−
kwasy spożywcze: głównie mlekowy i cytrynowy, które są używane w kombinacji
z kwasem askorbinowym, gdyż same obniżają pH, a to może zmniejszyć wiązanie wody
przez mięso,
−
izobat
sojowy,
kolagen:
dodawane
są
do
wędzonek
wysokowydajnych
i szynkopodobnych. Dodatek tych substancji w odpowiedniej ilości do solanki zapewnia
soczystość i kruchość wyrobu gotowego, zmniejsza straty podczas obróbki cieplnej,
poprawia spoistość mięśni i plastrów podczas krojenia oraz podwyższa poziom białka
i zwiększa wskaźnik wydajności gotowego produktu.
Przed przekazaniem elementów do dalszej fazy produkcji należy sprawdzić stopień
peklowania, tj. czy na całym przekroju jest jednolita żywoczerwona barwa oraz dostatecznie
słony smak.
Masowanie
Masowanie nazywane jest także uplastycznianiem mięsa. Plastyfikacja jest nowoczesnym
procesem technologicznym poprawiającym charakterystykę mięs peklowanych. Jest
zabiegiem zmieniającym sprężystoelastyczne właściwości mięsa na plastycznolepkie.
W wyniku tego zabiegu uzyskuje się poprawę wydajności i jakości odkostnionych surowców
mięsnych. Należy dodać, że masowanie zwiększa kruchość, związanie oraz wydajność
otrzymanych produktów z uplastycznionego mięsa. Mięso poddane zabiegowi masowania
szybciej absorbuje solankę peklującą wprowadzoną w trakcie nastrzykiwania. Umożliwia
lepsze wchłanianie wody przez mięso oraz szybszą dyfuzję poprzez zwiększenie migracji
składników solanki peklującej na skutek uszkodzenia struktury komórkowej i włókien
mięśniowych. Skutkiem zabiegu plastyfikacji jest wzrost rozpuszczalności białek i ich
reaktywność w tworzeniu nowych struktur oraz otwarcie tkanki mięśniowej dla środków
peklujących. Technologicznym efektem tego zabiegu jest wzrost wodochłonności mięsa
i poprawa związania otrzymanego produktu mięsnego.
Urządzeniami do masowania są masownice.
Masowanie można prowadzić dwoma sposobami:
−
jako proces intensywny i krótkotrwały (masowanie mięsa bez przerwy),
−
jako proces długotrwały z przerwami (masowanie interwałowe).
Czas plastyfikacji można skrócić lub poprawić skuteczność całego zabiegu, łącząc masowanie
z zabiegiem tenderyzacji. Tenderyzacja polega na poddawaniu mięsa ściskaniu lub
miażdżeniu z jednoczesnym nacinaniem jego powierzchni. Celem tenderyzacji jest – poza
rozluźnieniem struktury mięsa – rozerwanie komórek i uwolnienie białek do przestrzeni
międzykomórkowych oraz istotne rozwinięcie powierzchni mięśni i ich otwarcie na dostęp
składników solanki peklującej. Przyśpiesza to w istotny sposób proces dyfuzji soli
i składników peklujących oraz ułatwia powstawanie solankowych roztworów białek. Z tak
rozwiniętej powierzchni w trakcie masowania wyzwala się większa ilość białek mięśniowych,
które są podstawowym lepiszczem mięśni.
Zasadniczy czas masowania można skrócić stosując zabieg masowania wstępnego. Polega on
na oddziaływaniu ciśnienia na mięśnie, co prowadzi do zmian w tkance mięśniowej na
poziomie komórkowym Wskutek działania ciśnienia na komórki mięśniowe, pękają błony
komórkowe, co prowadzi do szybszej i efektywniejszej ekstrakcji białek. Wysokie ciśnienie
oddziałuje na białka poprzez zmianę ich ukształcania konfiguracji przestrzennych.
Czas trwania procesu uplastycznienia można skrócić także poprzez zastosowanie
masownic wyposażonych w przetwornik ultradźwiękowy. Przeprowadzone badania
wykazały, że masownice takie umożliwiają mimo wyraźnego skrócenia czasu obróbki, dobrą
jakość uplastycznionego surowca oraz znaczną inaktywację mikroflory bakteryjnej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Zastosowanie ultradźwięków w procesie masowania powoduje zwiększenie wodochłonności
mięsa oraz zmniejszenie ubytków cieplnych. Produkt otrzymany z surowca uplastycznionego
w takiej masownicy cechuje się wysokimi walorami sensorycznymi.
Podczas masowania temperatura mięs nie powinna przekraczać
+
5
°
C.
Formowanie wędzonek
Czynności formowania zależą od asortymentu wędzonek. W przypadku boczku, baleronu
lub polędwicy do kawałka surowca zaczepia się pętelkę ze szpagatu lub przędzy,
umożliwiającą zawieszenie wędzonki na kiju wędzarniczym, przy czym baleron i polędwica
może być w osłonce. Bardziej skomplikowane jest formowanie szynki. Formowanie ręczne
szynek stosowane jest w małych przetwórniach i to głównie ze względu na przyzwyczajenia
konsumentów. Powszechnie do formowania szynek wykorzystuje się specjalne urządzenia
nazywane stokinetkami.
Wędzenie
Wędzenie jest metodą utrwalenia mięsa. Przez wędzenie tradycyjne rozumie się
nasycanie dymem wędzarniczym mięsa. Proces ten jest prowadzony w celu:
−
nadaniu pożądanych cech organoleptycznych, głównie zapachu i barwy, a więc tych,
które na konsumenta oddziaływają najszybciej,
−
utrwalenia produktu, głównie jego powierzchni, przez zabicie lub zahamowanie wzrostu
drobnoustrojów, oraz na skutek przeciwutleniajacego działania niektórych składników
dymu.
W skład dymu wędzarniczego wchodzą produkty uzyskane w czasie niezupełnego
spalania się drewna i będą to: para wodna, drobne cząstki stałe i gazy, przy czym skład
chemiczny oraz ilość dymu zależą od rodzaju spalanego materiału i warunków spalania.
Z punktu widzenia fizyko-chemicznego dym wędzarniczy jest aerozolem składającym się
z dwóch faz:
−
fazy rozpraszającej złożonej ze związków o niskiej temperaturze wrzenia. Jest to faza
niewidoczna i stanowią ją powietrze i składniki gazowe,
−
fazy rozproszonej złożonej ze związków o wysokiej temperaturze wrzenia. Faza ta ma
postać malutkich kuleczek cieczy zawierających w sobie drobniutkie ciała stałe. Cząstki
te znajdują się w ruchu ciągłym pod wpływem sił dyfuzyjnych (ruchy Browna),
grawitacyjnych, termicznych, odśrodkowych, elektrostatycznych i akustycznych. Jest to
widoczna frakcja dymu wędzarniczego.
Im wyższa jest temperatura dymu, tym bogatsza jest faza rozpraszająca, a dym jest „mniej
widoczny”. Ponieważ faza rozpraszająca jest bardziej przenikliwa, tym tłumaczy się większą
szybkość wędzenia gorącego.
Spośród produktów termicznego rozkładu drewna zidentyfikowano do tej pory ok. 300
związków. W dymie wyróżnia się następujące grupy związków:
−
kwasy organiczne np. kwas mrówkowy, octowy,
−
związki karbonylowe np. aldehydy, ketony,
−
fenole ich pochodne,
−
związki obojętne, takie jak alkohole, estry, węglowodory, pospolite gazy jak CO i CO
2
,
para wodna,
−
związki rakotwórcze np. benzo(a)piren.
Do najważniejszych składników dymu wędzarniczego należy zaliczyć: krezol, fenol,
aldehyd mrówkowy i kwas octowy. Jedne składniki dymu działają bakteriobójczo, inne
(głównie kwasy) powodują zahamowanie rozwoju drobnoustrojów, czyli działają
bakteriostatycznie. Najbardziej wrażliwe na działanie dymu są formy wegetatywne bakterii,
natomiast dość oporne są przetrwalniki i pleśnie. Wyroby wędzone wykazują dużą oporność

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
na jełczenie. Właściwości przeciwutleniające dymu wynikają z działania składników fazy
rozproszonej, a szczególnie fenoli.
Działanie bakteriobójcze składników dymu nie ustaje z chwilą zakończenia procesu
wędzenia, ale utrzymuje się nadal w miarę wnikania jego składników w głąb produktu.
Bakteriobójczy efekt wędzenia potęguje także:
−
podwyższona temperatura, jaka jest przy wędzeniu gorącym,
−
wędzenie na zimno, kiedy zniszczeniu ulega 75–100% bakterii o optimum rozwoju
w temperaturze
+
20
°
C oraz 25–75% populacji o optimum rozwoju w temperaturze
+
37
°
C.
Powstawanie charakterystycznej i trwałej barwy wędzonego produktu jest wynikiem reakcji
związków karbonylowych dymu z wolnymi grupami aminowymi białek na jego powierzchni.
W kształtowaniu cech smakowych i zapachowych wędzonych produktów mają swój udział
związki grupy fenolowej i karbonylowej.
Proces wędzenia wywołuje w produktach mięsnych zmiany o charakterze chemicznym
i fizycznym. W ich wyniku kształtuje się specyficzny smak, zapach, barwa, a także wartość
ż
ywieniowa produktów.
Skład chemiczny dymu zależy od wielu czynników. Jednym z nich, i to w zasadzie
najważniejszym, jest rodzaj drewna oraz temperatura wytwarzania dymu i dostęp powietrza.
Do wytwarzania dymu najczęściej używa się liściastych gatunków drewna takich, jak: buk,
dąb, olcha, akacja, klon, jesion, lipa.
Do wędzenia nie można używać drewna drzew iglastych, ponieważ zawierają one dużo
substancji żywicznych. Produkty wędzone uzyskują pod ich wpływem nieprzyjemny zapach
i gorzkawy smak. Poza tym przy spalaniu drewna drzew iglastych powstaje dużo sadzy, która
brudzi produkty w czasie wędzenia.
Często w celu nadania specyficznego smaku i zapachu wędzonym produktom dodaje się
jałowca pod wszelkimi postaciami, np. jagód, chrustu, drewna.
Rodzaj użytego drewna do wędzenia wpływa w dużym stopniu na barwę produktu. Drewno
buka, klonu, jesionu i lipy nadaje zabarwienie złotozłociste, dębu i olchy – brązowe, akacji –
cytrynowożółte.
Oprócz rodzaju drewna istotną rolę odgrywa również jego jakość i wilgotność. Niepożądana
jest wilgotność czynników dymotwórczych ponad 25%, gdyż powoduje skraplanie się pary
wodnej na wędzonym produkcie, obniżając jego jakość. Aby zabezpieczyć drewno i trociny
przed nadmiernym zawilgoceniem powinno się je magazynować pod dachem, przerzucając,
co 10–15 dni, w celu przewietrzenia.
Temperatura wytwarzania dymu i dostęp powietrza są parametrami ściśle ze sobą
związanymi. Temperatura strefy żaru zależy od szybkości przepływu powietrza, natomiast
iloczyn temperatury i szybkości przepływu powietrza decyduje o szybkości zżarzania się
trocin lub zrębków. Sam proces wytwarzania dymu składa się z dwóch etapów, tj.
termicznego rozkładu drewna i utleniania lotnych produktów tego procesu. Silniejsze
napowietrzanie strefy żarzenia drewna powoduje powstawanie większej ilości kwasów
organicznych i fenoli, a tym samym lepszą jakość dymu. Termiczny rozkład (piroliza) drewna
przebiega w następującym zakresie temperatur:
−
do
+
170ºC: suszenie drewna,
−
200–260ºC: termiczny rozkład hemiceluloz, stanowiących 20–30% masy drewna (dym
jasnobrązowy),
−
260–310ºC: termiczny rozkład celuloz (dym czerwonobrązowy),
−
310–500ºC: termiczny rozkład lignin, stanowiących 20–30% masy drewna (dym
bezbarwny).
Najlepszy dym do wędzenia powstaje w temperaturze 340–400ºC, w fazie rozkładu
lignin, oraz w temperaturze
+
250ºC w fazie utleniania lotnych składników drewna.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Temperatura zbliżona lub przekraczająca
+
400ºC sprzyja tworzeniu się węglowodorów
rakotwórczych.
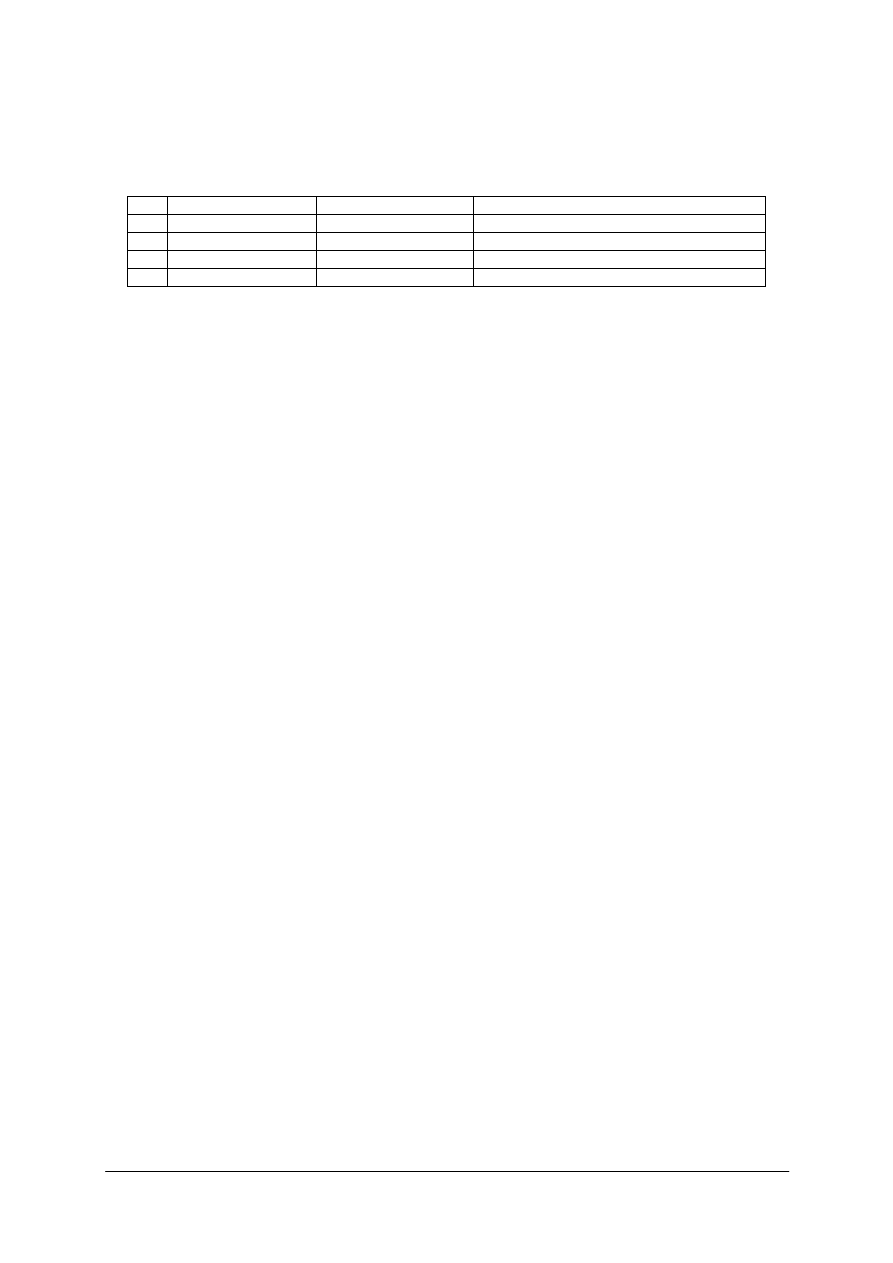
Ze względu na temperaturę dymu wędzarniczego rozróżnia się następujące techniki wędzenia:
Tabela 4. Rodzaje wędzenia ze względu na temperaturę wędzenia [12, s. 178].
lp
Rodzaj wędzenia
Temperatura w ºC
Przykłady produktów
1
zimne
16–22
szynka surowa, wędzonka surowa
2
ciepłe
22–45
baleron wędzony, baleron gotowany
3
gorące
45–80
szynka parzona
4
z pieczeniem
75–90
polędwica sopocka
Wędzenie dymem zimnym prowadzi się przy wilgotności względnej powietrza 90–95%
przez 1–14 dni zależnie od rodzaju produktu. Wędliny podczas wędzenia wysychają dość
równomiernie na całym przekroju, składniki dymu przenikają produkt całkowicie, warstwa
powierzchniowa zaś ulega tylko nieznacznemu stwardnieniu i obeschnięciu. Wędliny
uzyskują stopniowo barwę żółtą do ciemnobrązowej na powierzchni i ciemnoczerwoną
a głębi. W smaku produkt jest mało soczysty, słony, o ostrym zapachu i smaku wędzenia.
Wynikiem wędzenia zimnego jest duża trwałość przetworów, które są zaliczane do grupy
wędlin suszonych przeznaczonych do długiego magazynowania.
Wędliny suszone zimnym, rzadkim dymem nie pleśnieją i dobrze się przechowują,
utrzymując długo zapach i aromat wędzenia.
Wędzenie dymem ciepłym prowadzi się przy wilgotności względnej powietrza 70–90%
w czasie 4–48 godzin. Na powierzchni wędzonych przetworów wytwarza się warstwa dość
mocno podsuszona, podczas gdy wewnętrzne warstwy przetworu zachowują charakter
produktu wędzonego surowego. Jest to spowodowane nierównomiernym wysychaniem
produktu: powierzchniowe warstwy są mocniej wyschnięte i w większym stopniu nasycone
składnikami dymu, wewnętrzne zaś mniej. Obeschnięcie i stwardnienie tkanki
powierzchniowej wpływa dodatnio na trwałość produktu w czasie przechowywania oraz
hamująco na wymianę płynów podczas obróbki cieplnej produktu w wodzie.
Produkt wędzony dymem ciepłym ma na powierzchni barwę żółtą do brązowej z połyskiem.
Tłuszcz wytapia się w niewielkich ilościach, konsystencja mięsa staje się bardziej ścisła na
skutek działania ciepła.
Wędzenie dymem gorącym przebiega dwufazowo:
−
I faza to suszenie powierzchni przetworu przez 10–40 minut w temperaturze 45–55ºC,
−
II faza to wędzenie zasadnicze przez 30–100 minut (zależnie od asortymentu),
w temperaturze 45–60ºC.
Pierwszą fazę przeprowadza się bez dymu lub w dymie rzadkim. W każdym przypadku fazę
tę przeprowadza się przy pełnym dopływie powietrza i przy otwartych przewodach
kominowych, co polepsza warunki wędzenia przez usunięcie nadmiaru pary wodnej.
Jednocześnie z osuszaniem powierzchni produktu w wewnętrznych jego warstwach następuje
podwyższenie temperatury, co w konsekwencji powoduje intensywniejsze działanie saletry
i innych składników.
W drugiej fazie następuje przesycenie produktu składnikami dymu, produkt uzyskuje na
powierzchni barwę od jasno żółtej do ciemnobrązowej z odcieniem czerwonym.
Następuje ścięcie białka w powierzchniowych warstwach produktu, co prowadzi do
wytworzenia się otoczki o dość ścisłej konsystencji dookoła przetworu, która wskutek
wysychania ulega nieznacznemu pomarszczeniu oraz nabiera połysku.
Ponieważ po wędzeniu gorącym z reguły następuje parzenie wędlin, przypieczona warstewka
ś
ciętego białka wytworzona dookoła produktu utrudnia przenikanie soków mięsnych na
zewnątrz, dzięki czemu zmniejszają się ubytki podczas parzenia.
Wędzenie z równoczesnym pieczeniem dzieli się na trzy fazy:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
I faza to wędzenie produktu w dymie rzadkim w temperaturze ok.
+
40ºC przez 20–30 minut.
W tych warunkach uzyskuje się wyschnięcie produktu i osiągnięcie barwy żółtej,
II faza to wędzenie gorące w temperaturze
+
60ºC w ciągu 2–4 godzin, przy czym temperatura
wewnątrz produktu w tym czasie podnosi się do 40–45ºC,
III faza to stosowanie temperatury 80–90ºC w ciągu 3–7 godzin (zależnie od średnicy
przekroju produktu), tak, aby wewnątrz osiągnął produkt temperaturę 60–70ºC. Następuje
wtedy upieczenie wnętrza całego produktu.
Produkty pieczone są lepsze w smaku od produktów gotowanych, a poza tym są kruche i mają
przyjemny aromat. Stroną ujemną tej metody są duże ubytki wynoszące ok. 30% w stosunku
do ilości produktu przed wędzeniem, podczas gdy przy wędzeniu gorącym straty te wynoszą
5–12%, a przy wędzeniu zimnym 5–20%.
Zakończeniem wędzenia jest studzenie wędzonego produktu. W czasie studzenia część
wody zawartej w produktach wyparowuje, powodując ubytek w granicach 0,5–4,05 masy
produktu gorącego. Studzenie może być przeprowadzone pod natryskami zimnej wody lub
zimnym powietrzem w specjalnych klimatyzowanych pomieszczeniach.
Metody wędzenia
W czasie wędzenia produktów mięsnych są one nasycane składnikami dymu. Stopień
nasycenia składnikami dymu zależy od wilgotności powierzchni produktu, stężenia dymu,
temperatury, prędkości przepływu powietrza. Uwzględniając powyższe parametry wyróżnia
się trzy metody (sposoby) nasycania produktów mięsnych składnikami dymu:
−
wędzenie owiewowe,
−
wędzenie elektrostatyczne,
−
preparaty dymowe (wędzarnicze).
Wędzenie owiewowe to działanie na produkt dymu wędzarniczego znajdującego się
w stanie aerozolu. Prowadzone jest w specjalnych komorach wędzarniczo-parzelniczych.
Wędzenie elektrostatyczne to proces wykorzystania wysokiego napięcia, podczas którego
na produkt znajdujący się bezpośrednio w polu wyładowań elektrycznych działa tzw. „wiatr
elektryczny”, wywołujący ruch całego dymu w kierunku wędzonego produktu. Wędzenie
elektrostatyczne skraca proces osadzania się składników dymu na powierzchni produktu.
Wędzenie za pomocą preparatów dymowych (wędzarniczych) jest nowoczesną
i przyszłościową metodą wędzenia. Stosowane preparaty nie zawierają substancji
rakotwórczych i w porównaniu z wędzeniem tradycyjnym mają wiele zalet:
−
eliminowane są uciążliwe w eksploatacji dymogeneratory,
−
są mniejsze ubytki wędlin,
−
proces wędzenia skrócony jest o ok. 30–40%,
−
produkty gotowe wykazują większą trwałość,
−
eliminuje się ryzyko pożaru, oraz odpady i zapylenie zakładu,
−
nie ma emisji dymu do atmosfery,
−
są niższe koszty inwestycyjne i eksploatacyjne.
Spośród dopuszczonych przez Państwowy Zakład Higieny preparatów dymowych na uwagę
zasługuje polski preparat pod nazwą Bieszczadzkiego Rafinatu Dymu Wędzarniczego.
Obróbka termiczna
W produkcji wędzonek parzonych obróbka termiczna jest bardzo istotną fazą
produkcyjną mającą na celu:
−
uzyskanie pożądanego stopnia przydatności konsumpcyjnej,
−
wytworzenie i stabilizację trwałej barwy produktu z mięsa peklowanego,
−
wytworzenie pożądanych substancji aromatycznych,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
−
zapobieganie niepożądanym biologicznym procesom rozpadu bądź ich opóźnianiu przez
inaktywację enzymów i zniszczenie drobnoustrojów.
Obróbka cieplna może być prowadzona w wodzie, parze lub gorącym powietrzu
i w zależności od środowiska w różnym stopniu wpływa na produkt gotowy.
Wędzonki parzone w środowisku wodnym lub parowym mają jasną barwę i łagodny smak
gotowanego mięsa. Wędzonki, których obróbka termiczna odbywa się gorącym powietrzem
uzyskują intensywniejszą barwę mięsa peklowanego i intensywniejszy smak.
Temperatura wewnątrz produktu poddanego obróbce cieplnej wpływa także na jakość
wędzonek, a zwłaszcza wędzonek parzonych. Najwyższą jakość uzyskuje się, gdy
temperatura wewnątrz wędzonki utrzymuje się na poziomie 66–70ºC.
Parametrami wynikającymi z obróbki cieplnej, które decydująco wpływają na jakość
wędzonek są:
−
inaktywowanie drobnoustrojów, które w wyższej temperaturze jest intensywniejsze –
wędzonka jest wtedy trwalsza i dłużej zachowuje świeży smak,
−
wydajność – wyższa temperatura zwiększa ubytki masy,
−
barwa mięsa peklowanego – barwa wędzonki jest najbardziej stabilna dla wędzonek
parzonych w temperaturze 66–70ºC,
−
konsystencja wędzonki powinna być miękka i delikatna – zbyt wysoka temperatura
powoduje duże utraty wody, a tym samym wędzonka jest sucha i o zbyt ścisłej
konsystencji. Niskie temperatury mogą spowodować, że mięso nie jest jeszcze sparzone
a tym samym produkt może być twardy.
Schładzanie wędzonek
Schładzanie wędzonek parzonych (gotowanych) dokonuje się poprzez natrysk wody.
Chłodzenie wodą jest skuteczne w pierwszej fazie, ponieważ temperatura wody chłodzącej
wynosi do
+
10ºC. Temperatura wewnątrz produktu wyniesie wtedy ok.
+
30ºC. Konieczne jest
zatem dochładzanie zimnym powietrzem. Może ono odbywać się w komorach lub tunelach
schładzalniczych.
4.1.2 Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co nazywamy wędliną i jak one się dzielą?
2. Jakie pomieszczenia wchodzą w skład oddziału produkcji wędlin?
3. Jakie wymagania jakościowe muszą spełnić elementy zasadnicze półtusz przeznaczone
do produkcji wędzonek?
4. Jaki jest cel peklowania mięsa?
5. Jakie są metody peklowania mięsa?
6. Jakie zmiany zachodzą w mięsie podczas peklowania?
7. Jaki jest skład solanek?
8. Jaka jest rola mioglobiny w procesie peklowania?
9. Jaki jest cel masowania mięsa?
10. Jaki jest cel wędzenia mięsa?
11. Które z surowców dymotwórczych są stosowane do wytwarzania dymu, a które nie
i dlaczego?
12. Jakie są metody i techniki wędzenia?
13. Jakie zmiany zachodzą podczas wędzenia?
14. Jaki jest cel obróbki cieplnej wędzonek?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
4.1.3. Ćwiczenia
Ćwiczenie 1
Wykonaj schemat blokowy produkcji szynki wieprzowej gotowanej i dobierz urządzenia
do poszczególnych etapów produkcji.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem zawartym w pkt. 4.1.1.,
2) zanalizować receptury dotyczące produkcji szynki wieprzowej gotowanej,
3) wypisać surowce podstawowe, dodatki i materiały pomocnicze potrzebne przy produkcji
szynki wieprzowej gotowanej,
4) wypisać etapy produkcji szynki wieprzowej gotowanej,
5) narysować schemat blokowy produkcji szynki wieprzowej gotowanej,
6) dobrać urządzenia i maszyny do poszczególnych etapów produkcji szynki wieprzowej
gotowanej,
7) zaprezentować wykonane ćwiczenie,
8) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
materiały i przybory do pisania,
−
receptura produkcji szynki wieprzowej gotowanej,
−
film dydaktyczny przedstawiający proces produkcji szynki wieprzowej gotowanej,
−
obowiązujące ustawy, rozporządzenia, normy dotyczące produkcji wędlin,
−
literatura pkt. 6.
Ćwiczenie 2
Sporządź 10 litrów solanki peklującej o stężeniu 15%.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem zawartym w pkt. 4.1.1.,
2) odszukać w tabeli ilość mieszanki peklującej na sto litrów wody, która odpowiada 15%
stężeniu solanki,
3) napisać wzór do obliczenia ilości mieszaki peklującej,
4) obliczyć ilości mieszaki peklującej potrzebnej do sporządzenia 15% solanki,
5) odważyć obliczona ilość mieszanki peklującej,
6) odmierzyć potrzebną ilość wody do sporządzenia 15% solanki,
7) rozpuścić odważoną ilość mieszanki peklującej w przygotowanej wodzie,
8) sprawdzić solomierzem stężenie procentowe sporządzonej solanki,
9) zaprezentować wykonane ćwiczenie,
10) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
materiały i przybory do pisania,
−
kalkulator,
−
waga,
−
solomierz,
−
pojemnik z podziałką do odmierzania wody,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
−
pojemnik do sporządzenia solanki o pojemności około 15 l,
−
mieszadło,
−
tabela zwierająca stężenia solanek peklujących,
−
literatura pkt. 6.
Ćwiczenie 3
Wykonaj schemat blokowy produkcji boczku wędzonego surowego i dobierz urządzenia
do poszczególnych etapów produkcji.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem zawartym w pkt. 4.1.1.,
2) zanalizować receptury dotyczące produkcji boczku wędzonego surowego,
3) wypisać surowce podstawowe, dodatki i materiały pomocnicze potrzebne przy produkcji
boczku wędzonego surowego,
4) wypisać etapy produkcji boczku wędzonego surowego,
5) narysować schemat blokowy produkcji boczku wędzonego surowego,
6) dobrać urządzenia i maszyny do poszczególnych etapów produkcji boczku wędzonego
surowego,
7) zaprezentować wykonane ćwiczenie,
8) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
materiały i przybory do pisania,
−
receptura produkcji boczku wędzonego surowego,
−
film dydaktyczny przedstawiający proces produkcji boczku wędzonego surowego,
−
obowiązujące ustawy, rozporządzenia, normy dotyczące produkcji wędlin,
−
literatura pkt. 6.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
sklasyfikować rodzaje wędlin?
2)
scharakteryzować rodzaje wędzonek
3)
wymienić kolejno etapy produkowania wędzonek?
4)
dobrać surowce, substancje dodatkowe i materiały pomocnicze do
produkcji wędzonek?
5)
określić cel i istotę peklowania mięsa?
6)
dobrać metody peklowania mięsa na wędzonki?
7)
określić rolę drobnoustrojów denitryfikujących?
8)
sporządzić solanki peklujące?
9)
określić zmiany zachodzące podczas peklowania i masowania mięsa?
10) określić cel i istotę wędzenia?
11) wyjaśnić metody i techniki wędzenia?
12) scharakteryzować surowce dymotwórcze?
13) określić zmiany zachodzące w mięsie podczas wędzenia?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
4.2. Maszyny i urządzenia stosowane w produkcji wędzonek
4.2.1. Materiał nauczania
Urządzenia do mechanicznego nastrzykiwnia mięsa
Surowiec na wędzonki pekluje się wyłącznie metodą nastrzykową, co znacznie
przyśpiesza ten proces. Skład solanek peklujących jest bardzo różnorodny, dostosowany do
różnorodnego asortymentu. Zakłady przetwórcze wyposażone są w stacje przygotowania
solanek, które składają się ze zbiorników i sterylizatorów umożliwiających przygotowanie
solanek dla rożnych asortymentów, oraz transportu przewodowego przygotowanych solanek.
Solanka używana do peklowania powinna być świeżo sporządzona i schłodzona. Przed
użyciem solanki należy zmierzyć areometrem jej stężenie.
Nastrzykiwanie elementów mięsnych prowadzi się w nastrzykiwarkach, nazywanych
także aparatami nastrzykującymi. Urządzenia te można podzielić na ręczne i mechaniczne-
automatyczne ze sterowaniem mikroprocesorowym.
Nastrzykiwarki ręczne stosowane są w małych zakładach produkcyjnych. Są to elektryczne,
samozasysające urządzenia wyposażone w głowicę jedno- lub trzyigłową podającą solankę
pod ciśnieniem 2,0–2,4 bar.
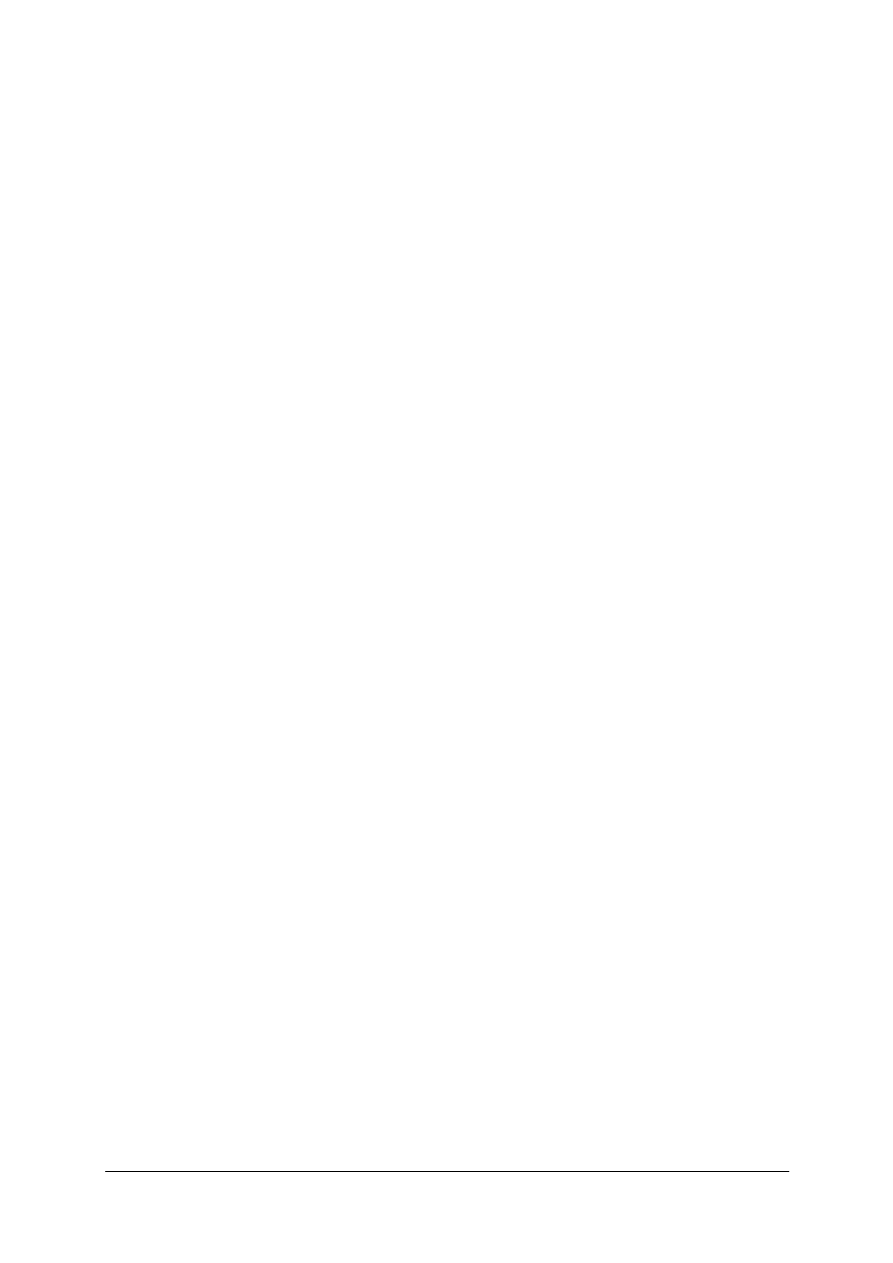
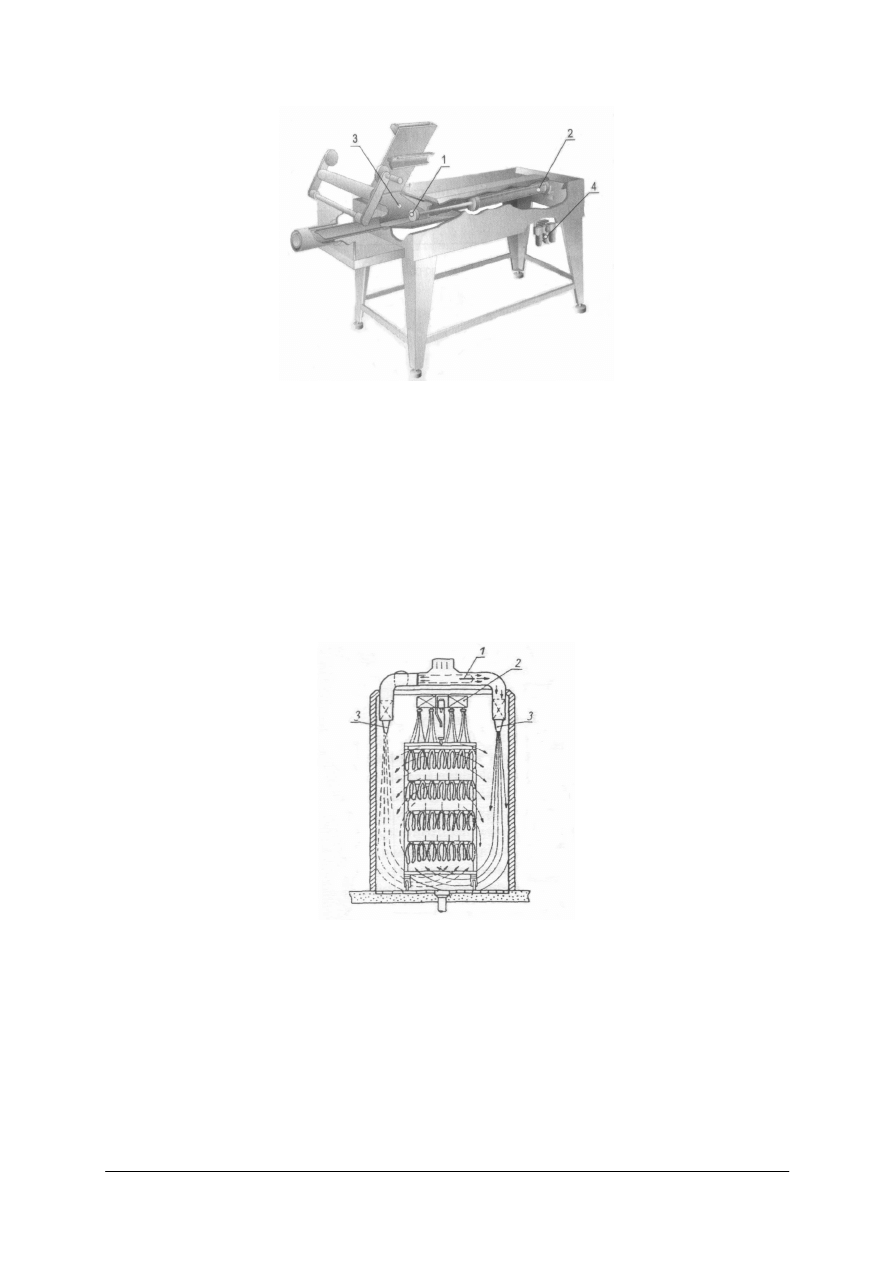
Nastrzykiwarka mechaniczna przedstawiona jest na rysunku 1.
Rys. 1. Nastrzykiwarka: 1) korpus wraz z napędem, 2) głowica robocza z igłami, 3) metalowy przenośnik
taśmowy o specjalnej konstrukcji, 4) układ pompująco-filtrujący, 5) układ regulujący ciśnienie solanki,
6) zbiornik solanki [8, s. 124].
Nastrzykiwarki mogą być produkowane w wersji standardowej, jak i z wyposażeniem
dodatkowym umożliwiającym:
−
ustawienie na sterowniku parametrów pracy nastrzykiwarki,
−
kontrolę procesu produkcyjnego,
−
odczyt poziomu solanki z możliwością sterowania i kontroli,
−
odczyt ciśnienia solanki z możliwością kontroli procesu,
−
odczyt temperatury solanki z alarmową sygnalizacją świetlną,
−
automatyczne smarowanie.
Nastrzykiwarka może być wyposażona w igły i bagnetowe nożyki nastrzykujące. Pełni
wówczas rolę tenderyzatora.
Większość aparatów pozwala na nastrzykiwanie surowca z kością. Możliwe jest to dzięki
teleskopowemu zawieszeniu igieł.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
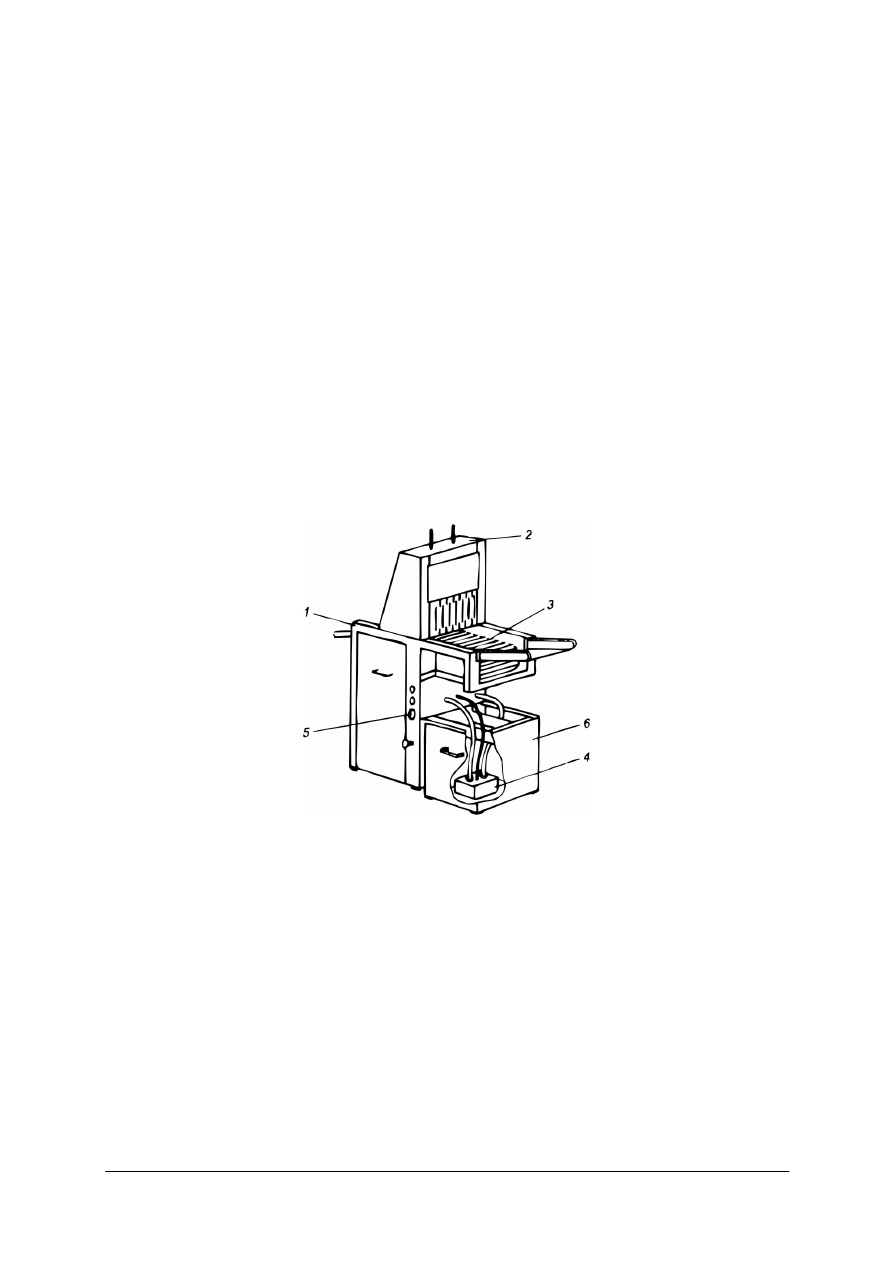
Nastrzykiwarka może być w wersji jednogłowicowej (64 igły) lub dwugłowicowej
(2 x 64 igły). Nastrzykiwarka firmy FOMACO przedstawiona na rysunku 2, jest
nastrzykiwarką z podwójną głowicą. Wyposażona jest w dwa rodzaje pomp do solanki. Przy
ciśnieniu 1 bar podaje 210 l/min solanki, a przy ciśnieniu 5 bar – 520 l/min. Poziom nastrzyku
ma zakres 5–90%. Maksymalna grubość nastrzykiwanych mięs nie może przekroczyć
200 mm.
Rys. 2. Nastrzykiwarka FOMACO do mięsa z podwójną głowicą – widok ogólny [18].
Nastrzykiwarka może być wyposażona w igły i bagnetowe nożyki nastrzykujące. Pełni
wówczas rolę tenderyzatora.
Większość aparatów pozwala na nastrzykiwanie surowca z kością. Możliwe jest to dzięki
teleskopowemu zawieszeniu igieł.
Urządzenia do masowania
Masownice przeznaczone są do uszlachetniania i uplastyczniania mięsa
przeznaczonego
do produkcji wędzonek. Podstawową częścią roboczą masownicy jest bęben, który może być
otwarty lub zamknięty (próżniowy). Wewnątrz bębna znajdują się łopaty powodujące
mieszanie i przemieszczanie obrabianej masy mięsnej. Rolę łopat może pełnić również
spiralna listwa umieszczona na wewnętrznej powierzchni bębna masownicy. Bęben jest
chłodzony (czynnikiem chłodniczym jest freon) oraz jest odizolowany od otoczenia przed
utratą chłodu. Nowoczesne masownice są chłodzone przez bezpośredni wtrysk do ich wnętrza
skroplonego azotu.
Masownice przystosowane są do pracy z wywrotnicą wózków przeznaczoną do załadunku
bębna masą mięsną. Przez zmianę kierunku obrotów bębna następuje opróżnianie masownicy
z surowca. Masownica wyposażona jest w programator, który pozwala na wprowadzanie
kilkudziesięciu programów masowania. Programy różnią się przede wszystkim długością
cyklu pracy i długością przerwy oraz ilością obrotów bębna.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
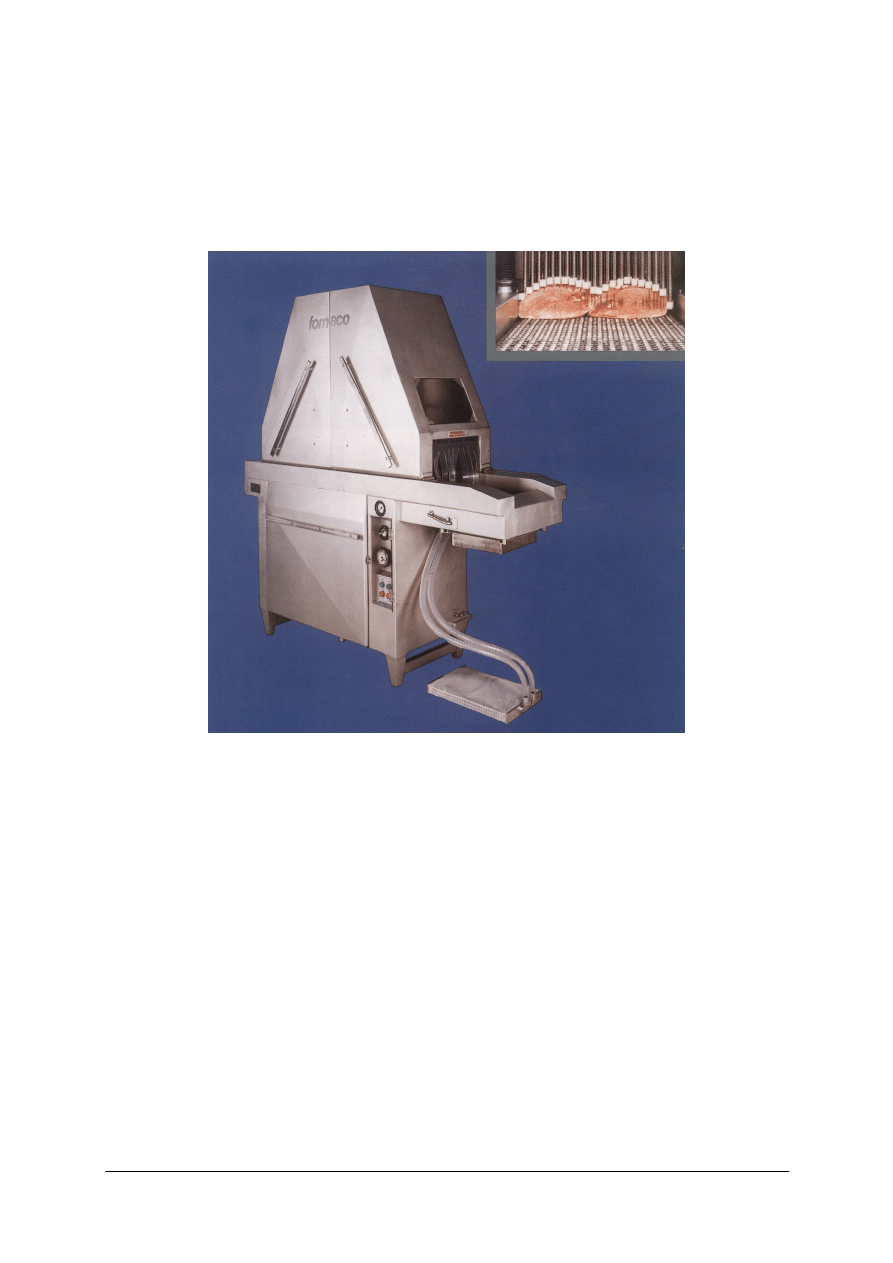
Na rysunku 3 i 4 przedstawiona jest budowa masownicy do mięsa firmy Metalbud NOWICKI
o pojemności 2000 kg ze schładzanym bębnem.
Rys. 3. Budowa masownicy do mięsa: 1) kierunek obrotu bębna, 2) panel sterujący, 3) łopaty masujące mięso,
4) próżnia pulsująca, 5) układ napędowy [12, s. 237].
Rys. 4. Masownica do mięsa – widok ogólny [12, s. 238].
Urządzenia do formowania wędzonek
Urządzenia do formowania wykorzystywane są głównie do szynek. Składają się one
z następujących części:
−
podstawy,
−
gniazda do formowania szynek,
−
tłoka poruszanego ręcznie lub mechanicznie,
−
pokrywy gniazda,
−
leja (tuby) do nakładania siatek.
Obsługa stokinetki polega na nałożeniu siatki oraz okresowym załadunku gniazda mięsem.
Zamknięcie gniazda w stokinetkach z napędem elektrycznym powoduje automatyczne
uruchomienie tłoka, który wypycha pojedyncze porcje surowca do siatki. Otwarcie gniazda
powoduje cofnięcie tłoka.
Przedstawione urządzenie ma wiele zalet: jest proste w budowie i obsłudze, wymaga
niewielkiego kosztu zainstalowania, zapewnia całkowite bezpieczeństwo pracy oraz wysoką
wydajność formowania.
Budowa urządzenia do formownia wędzonek w siatkach przedstawia rysunek 5.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Rys. 5. Nadziewarka do wędzonek w siatkach: 1) lej do nakładania siatek (folii), 2) tłok poruszany ręcznie lub
mechanicznie, 3) gniazdo formujące, 4) doprowadzenie sprężonego powietrza [12, s. 243].
Urządzenia do wędzenia i obróbki termicznej wędzonek
Proces wędzenia i obróbki termicznej prowadzony jest w komorach wędzarniczo-
parzelniczych. Budowa komory przedstawiona jest na rysunku 6. Jej podstawowymi
elementami są:
−
korpus, który zabezpiecza przed wydostawaniem się na zewnątrz pary i dymu. Jest on
odpowiednio izolowany i uszczelniony. W dachu komory znajduje się otwór kominowy
(połączony z przewodem kominowym), który służy do przewietrzania komory
i wpuszczania pary,
−
blok nawiewu, w postaci szeregu dysz, który umieszczony jest pod sufitem,
−
kanał wyciągowy (wylotowy).
Rys. 6. Komora wędzarniczo-parzelnicza: 1) przepustnica, 2) kanał wylotowy, 3) wtłaczanie gorącego,
wilgotnego powietrza [5, s. 188].
Dobra komora zapewnia powtarzalność cech produktów, co ma istotne znaczenie dla
konsumenta. Nowoczesne komory wędzarniczo-parzelnicze charakteryzują następujące
wspólne cechy:
−
są wielofunkcyjne,
−
umożliwiają w pełni zautomatyzowany przebieg procesów w nich dokonujących się, co
jest możliwe dzięki wyposażeniu w mikroprocesory służące do programowania,
−
dużą ilość programów pracy,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
−
idealnie utrzymywanymi parametrami klimatycznymi, jak: temperatura, wilgotność,
gęstość dymu, czas,
−
wymuszony obieg dymu,
−
sygnalizacja świetlna i dźwiękowa zakończenia procesu, samoczynne systemy mycia,
−
są ekologiczne dla środowiska.
Komory różnią się natomiast systemem wytwarzania dymu wędzarniczego, czyli zasadą
pracy dymogeneratora.
W komorach wędzarniczych generator dymu może być zainstalowany w obudowie drzwi
komory. Są dwa rozwiązania pracy tego generatora:
−
na zasadzie tarcia (cierny wytwarzasz dymu), w którym klocek drewna w kształcie
wydłużonego prostopadłościanu umieszczony w prowadnicy jest dociskany z regulowana
siłą do wirującej tarczy. Tarcie powoduje wzrost temperatury i w rezultacie powstanie
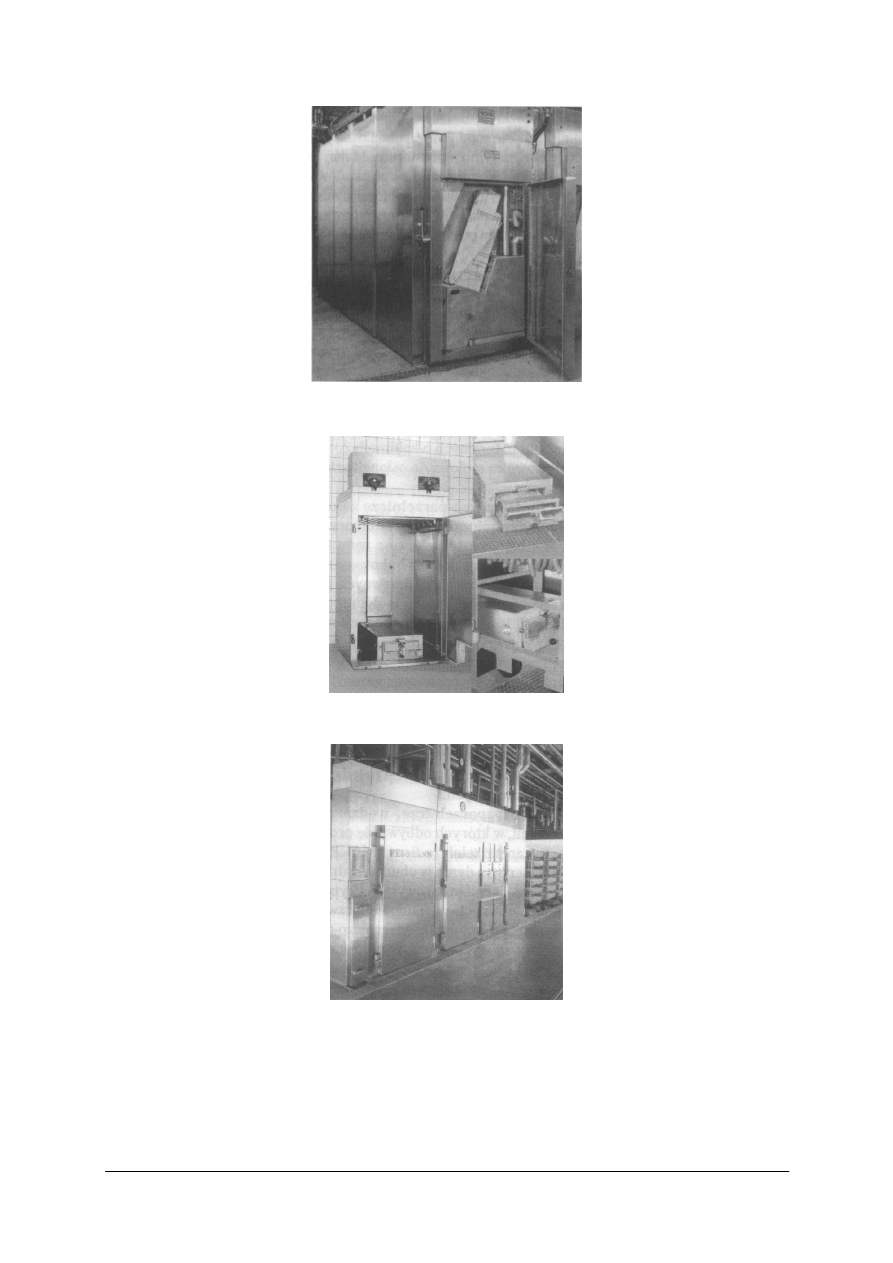
dymu. Na rysunku 7 przedstawiona jest komora z tym rozwiązaniem generatora dymu,
−
na zasadzie żarzenia, z urządzeniem żarowym do wywarzania dymu ze zrębków
drzewnych (wiórków, trocin). Na rysunku 8 przedstawiona jest komora z tym
rozwiązaniem generatora dymu.
Trzecią formą wytwarzania dymu, poza konstrukcją komory wędzarniczo-parzelniczej, jest
użycie dymogeneratorów. Działanie ich może być również na zasadzie tarcia lub na zasadzie
ż
arzenia.
Komory są wyposażone w mikroprocesorowy system sterowania obróbki termicznej. Mogą
być zasilane różnymi czynnikami energetycznymi: parą o niskim i wysokim ciśnieniu, gorącą
wodą, olejem, gazem i prądem elektrycznym.
Komory są różnej wielkości i o różnej liczbie wózków wędzarniczych. Komory zbudowane
są na zasadzie modułowej, umożliwiającej tworzenie tunelu dowolnej długości, z oddzielnym
dymogeneratorem. Maksymalna temperatura obróbki produktu wynosi
+
150ºC. Komora
może być zbudowana w wersji przelotowej. Aby zapewnić równomierny rozkład temperatur
i wilgotności w całej komorze, każda sekcja ma własną cyrkulację obrabianego powietrza.
Elementy grzejne znajdują się na górze komory pod wentylatorem.
W systemie wędzenia RATIO, dzięki stopniowo wzrastającej temperaturze do ok.
+
200ºC
zostają uwolnione łatwo utleniające się i czułe na temperaturę substancje, odpowiedzialne za
tworzenie aromatu. System ten generuje również czułe na temperaturę komponenty
kolorystyczne. Dym o dużej konsystencji, suchy i tylko nieznacznie regulowany w systemie
RATIO jest wprowadzany bezpośrednio do przetwarzanego produktu. Wartościowe
substancje dymu nie są wytrącane przez siłę odśrodkową działającej turbiny, ponieważ dym
na swojej drodze od dymogeneratora do produktu nie przechodzi przez turbinę. Zatem
RATIO jest systemem intensywnego dymu (100%). System RATIO TOP (rysunek 9)
umożliwia uzyskanie wielu odcieni zabarwienia produktu od bardzo jasnego (prawie
niedostrzegalnego) do bardzo ciemnego. Generatory dymu wyposażone w system RATIO
TOP wytwarzają bardzo skondensowany dym. Gęstość tego dymu może być: dym
intensywny (100%), średni (60%), jasny (45%). W komorach firmy FESSMANN w czasie
trwania jednego cyklu obróbki termicznej może wystąpić wiele procesów: ogrzewanie,
obsuszanie, suszenie, wędzenie dymem o różnej gęstości, gotowanie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Rys. 7. Komora wędzarniczo-parzelnicza firmy Maurer z wytwornicami dymu w obudowie drzwi (widoczne
klocki do wytwarzania dymu) [12, s. 247].
Rys. 8. Komora wędzarniczo-parzelnicza z systemem wytwarzania dymu FESSMANN – RATIO (z wytwornicą
dymu ze zrębków) [12, s. 248].
Rys. 9. Komory wędzarniczo-parzelnicze FESSMANN – RATIO TOP [12, s. 248].

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są elementy budowy urządzeń do nastrzykiwania mięsa?
2. Co wchodzi w skład dodatkowego wyposażenia nastrzykiwarek?
3. Jakie są elementy budowy masownicy?
4. Jak zbudowane jest urządzenie do formowania wędzonek?
5. Z jakich części składowych zbudowana jest komora wędzarniczo-parzelnicza?
6. Czym charakteryzują się nowoczesne komory wędzarniczo-parzelnicze?
7. Jakie są systemy wytwarzania dymu w komorach wędzarniczych?
4.2.3. Ćwiczenia
Ćwiczenie 1
Wykonaj czynności związane z przygotowaniem nastrzykiwarki do pracy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać materiał zawarty w pkt.4.2.1.,
2) zapoznać się z instrukcją obsługi nastrzykiwarki,
3) określić cel stosowania nastrzykiwarki w produkcji wędzonek,
4) sprawdzić prawidłowość podłączenia instalacji elektrycznej,
5) sprawdzić poziom solanki w zbiorniku,
6) ustawić zawór regulujący ilość wstrzykiwanej solanki,
7) sprawdzić w urządzeniu nastrzykowym filtr do czyszczenia solanki,
8) sprawdzić umocowanie igieł w urządzeniu nastrzykowym,
9) ustawić parametry pracy nastrzykiwarki na sterowniku komputerowym,
10) zastosować przepisy bhp przy obsłudze nastrzykiwarki,
11) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
film dydaktyczny przedstawiający pracę nastrzykiwarki przy produkcji wędzonek,
−
instrukcja obsługi nastrzykiwarki,
−
nastrzykiwarka wyłączona z ruchu przeznaczona do celów dydaktycznych,
−
schemat przedstawiający zasadę działania nastrzykiwarki,
−
literatura pkt. 6.
Ćwiczenie 2
Dokonaj formowania i napełniania szynek wieprzowych w siatkach.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać materiał zawarty w pkt. 4.2.1.,
2) zapoznać się z instrukcją obsługi urządzenia formującego do szynek,
3) obrobić mięśnie szynki, tzn. odpowiednio przyciąć, wyrównać powierzchnię, usunąć
strzępki mięśni, tłuszczu i kości,
4) nałożyć na lej urządzenia formującego siatkę termokurczliwą,
5) umieścić uformowane mięśnie szynki w gnieździe urządzenia formującego,
6) obsłużyć urządzenie formujące zgodnie z instrukcją obsługi,
7) przeprowadzić toaletę końcową uformowanej szynki w siatce,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
8) zastosować przepisy bhp przy obsłudze urządzenia formującego,
9) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
film dydaktyczny przedstawiający pracę urządzenia formującego przy produkcji szynek,
−
instrukcja obsługi urządzenia formującego,
−
urządzenie formujące wyłączone z ruchu i przeznaczone do celów dydaktycznych,
−
schemat przedstawiający zasadę działania urządzenia formującego,
−
literatura pkt. 6.
Ćwiczenie 3
Wykonaj czynności związane z przygotowaniem komory wędzarniczo-parzelniczej do
wędzenia i parzenia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać materiał zawarty w pkt. 4.2.1.,
2) zapoznać się z instrukcją obsługi komory wędzarniczo-parzelniczej,
3) określić cel wędzenia i parzenia wędzonek,
4) zaplanować rozmieszczenie wędzonek w komorze w zależności od ich wielkości,
5) przygotować komorę wędzarniczo-parzelniczą do pracy, zgodnie z instrukcją obsługi,
6) dobrać parametry procesu wędzenia i parzenia do danego asortymentu wędzonek,
7) ustawić parametry na sterowniku komputerowym komory,
8) zastosować przepisy bhp przy obsłudze komory wędzarniczo-parzelniczej,
9) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
film dydaktyczny przedstawiający pracę komory wędzarniczo-parzelniczej przy
produkcji wędzonek,
−
instrukcja obsługi komory wędzarniczo-parzelniczej,
−
komora wędzarniczo-parzelnicza wyłączona z ruchu przeznaczona do celów dydaktycznych,
−
schemat przedstawiający zasadę działania komory wędzarniczo-parzelniczej,
−
literatura pkt. 6.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować budowę i zasadę działania urządzeń do
nastrzykiwania?
2) scharakteryzować budowę i zasadę działania urządzeń do masowania?
3) scharakteryzować budowę i zasadę działania urządzeń do formowania?
4) scharakteryzować budowę i zasadę działania urządzeń do wędzenia?
5) dobrać urządzenia do operacji technologicznych podczas produkowania
wędzonek?
6) posłużyć się sprzętem i aparaturą kontrolno – pomiarową w procesach
produkowania wędzonek?
7) scharakteryzować rodzaje zabezpieczeń maszyn i urządzeń?
8) zastosować przepisy bezpieczeństwa i higieny pracy podczas obsługi
maszyn i urządzeń stosowanych przy produkcji wędzonek?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.3. Ocena jakości i przechowywanie wyprodukowanych
wędzonek
4.3.1. Materiał nauczania
Kontrola jakości przetworów mięsnych
Ocena jakościowa wędzonek obejmuje badanie każdej wyprodukowanej partii. Polega
ona na określeniu poszczególnych cech jakościowych produktu oraz stosunków między tymi
cechami, ujęte w postaci opisu lub liczbowo. Na jakość produktów składają się trzy
podstawowe grupy cech:
−
zdrowotność, czyli wartość odżywcza, energetyczna, dietetyczna oraz wykluczenie
wszelkich czynników stanowiących zagrożenie zdrowotne,
−
atrakcyjność sensoryczna, czyli wygląd zewnętrzny, zapach, smakowitość, struktura,
barwa,
−
dyspozycyjność, czyli trwałość, łatwość porcjowania, rozpoznawalność gatunku.
Aby zapewnić właściwą jakość wędzonkom dokonuje się kontroli jakości w następujących
fazach procesu produkcyjnego:
−
kontrolę jakości surowców,
−
kontrolę międzyoperacyjną w toku produkcji,
−
kontrolę gotowej wędzonki.
Kontrola jakości polega na porównywaniu jakości stwierdzonych cech z jakością tych cech
wymaganą w normach.
Kontrolę jakości gotowego produktu – wędzonki wykonuje się organoleptycznie.
Uzupełnieniem tej oceny jest badanie laboratoryjne dotyczące zgodności wędzonki z normą
pod względem wymagań chemicznych oraz badania mikrobiologiczne, prowadzone również
zgodnie z obowiązującymi wymaganiami określonymi w normach.
Program badań dla wędzonek obejmuje następujące rodzaje badań:
1. Badanie organoleptyczne:
−
określenie wyglądu ogólnego,
−
określenie struktury i konsystencji,
−
określenie barwy,
−
określenie smaku,
−
określenie zapachu.
2. Badanie fizykochemiczne:
−
oznaczenie zawartości białka,
−
oznaczenie zawartości wody,
−
oznaczenie zawartości tłuszczu,
−
oznaczenie zawartości soli kuchennej,
−
oznaczenie zawartości skrobi,
−
oznaczenie zawartości azotynów i azotanów,
−
oznaczenie zawartości fosforu,
−
oznaczenie zawartości substancji dodatkowych dozwolonych,
−
oznaczenie zawartości metali szkodliwych dla zdrowia (na żądanie organów
kontrolnych).
3. Badania mikrobiologiczne:
−
oznaczenie pałeczek z rodzaju Salmonella,
−
oznaczenie gronkowców chorobotwórczych koagulazododatnich,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
−
oznaczenie pałeczek z grupy E coli,
−
oznaczenie beztlenowych laseczek przetrwalnikujących.
Systemy jakości w zakładzie przetwórstwa mięsa
Jakość produkcji w zakładach przetwórstwa mięsa zapewniana jest przez wprowadzanie
w zakładzie systemów jakości. W zakładach przetwórstwa spożywczego obowiązuje system
HACCP, którego wprowadzenie poprzedzone powinno być wdrożeniem zasad systemów:
Dobra Praktyka Higieniczna (GHP) i Dobra Praktyka Produkcyjna (GMP). System HACCP,
dzięki
wprowadzeniu
analizy
specyficznych
zagrożeń
z
określeniem
ś
rodków
zapobiegawczych, umożliwia kontrolę newralgicznych, decydujących o jakości zdrowotnej,
punktów w cyklu technologicznym (CCP), co zapewnia wytworzenie bezpiecznego pod
względem zdrowotnym produktu spożywczego. Środki zapobiegawcze są opracowywane
i wprowadzane, natomiast przyjęte wartości krytyczne w Krytycznych Punktach Kontroli
(CCP) są monitorowane(rejestrowane), aby zapewnić panowanie nad danym procesem.
Wprowadzenie systemu HACCP przy produkcji przetworów mięsnych stwarza możliwość
oceny rzeczywistych i potencjalnych zagrożeń z jednoczesnym ustaleniem systemów ich
kontroli. Systemy kontroli koncentrują się przede wszystkim na stosowaniu czynności
i środków zapobiegawczych w trakcie produkcji, a nie na badaniu produktu finalnego.
Głównymi parametrami decydującymi o jakości wędzonek są: temperatura procesów
i czas jego trwania oraz wilgotność, temperatura i ruch powietrza w pomieszczeniach
produkcyjnych i magazynowych. Przy ustalaniu krytycznych punktów kontrolnych podczas
produkcji wędzonek należy wziąć pod uwagę następujące procesy: wędzenie, parzenie,
chłodzenie, studzenie i magazynowanie.
Zagrożenia, które mogą wystąpić przy produkcji wędzonek można podzielić na:
−
fizyczne,
−
chemiczne,
−
mikrobiologiczne.
Analiza powyższych zagrożeń powinna być szczegółowa i bardzo dokładna. W tym celu
konieczne jest sporządzenie listy zagrożeń i ich opisanie, podanie miejsca powstania
zagrożenia oraz określenie ryzyka związanego z jego wystąpieniem. Następnym etapem jest
sprecyzowanie środków kontroli i opracowanie działań korekcyjnych dla opisanych zagrożeń.
Zagrożenia fizyczne, zależnie od źródła pochodzenia, dzieli się na: ciała obce dostające
się z surowcami (np. piasek), ciała obce pochodzące z surowców (np. kości), ciała obce
dostające się do żywności w trakcie procesu przetwórczego, ciała obce powstające w wyniku
zaniedbań personelu oraz z nieprzestrzegania zasad GMP.
Podstawowym zagrożeniem chemicznym w produkcji wędzonek jest mieszanka
peklująca dodawana podczas peklowania surowców mięsnych. Ważne jest, aby ilość
dodawanej substancji peklującej była ściśle określona i aby czynności sporządzania mieszanki
peklującej przebiegały zgodnie z zaleceniami technologicznymi. Mieszanka peklująca
zawiera w swoim składzie azotyn sodu NaNO
2
(E250), który w większym stężeniu jest silną
trucizną. Stosowanie większej dawki niż dopuszczalna może, więc stanowić zagrożenie dla
zdrowia konsumenta. Jednak zbyt mały dodatek substancji peklującej jest również
niekorzystny, ponieważ NaNO
2
chroni przed zatruciem jadem kiełbasianym.
Z powyższych
względów peklowanie traktowane jest jako krytyczny punkt kontrolny. Oprócz zawartości
NaNO
2
czynnikami działającymi na produkt jest sól, azotany oraz pH. Czynniki te mogą
wzajemnie wzmagać swoje działanie.
Zagrożenia mikrobiologiczne występujące w procesie produkcji wędzonek można
podzielić na prowadzące do powstawania wad produktu oraz stwarzające ryzyko zdrowotne
dla konsumenta. Do głównych sprawców zatruć pokarmowych w tej grupie produktów
należą: Clostridium botulinum, Salmonella, Staphylococcus aureus, Listeria monocytogenes

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
i patogenna Escherichia coli. W odniesieniu do produktów mięsnych szczególną rolę
przywiązuje się do mikrobiologii i utrzymania właściwej higieny produkcji.
W mięsie jako surowcu występuje niewielka liczba drobnoustrojów. Liczba ta znacznie
wzrasta, jeżeli warunki higieny podczas produkcji nie są przestrzegane. Źródłem zakażenia
może być personel oraz używane narzędzia, sprzęt i maszyny. Wzrost drobnoustrojów oraz
zmiany w składzie mikroflory mogą być również spowodowane nie zachowaniem zadanych
wartości temperatury w poszczególnych operacjach technologicznych.
Funkcjonowanie systemu HACCP związane jest z prowadzeniem dokumentacji, której
podstawowym elementem są zapisy. Osoba odpowiedzialna za dany punkt musi wypełniać
i podpisywać obowiązujące w danym punkcie formularze. Jeżeli badane parametry odchylają
się od wstępnie zadanych wartości, to odpowiedzialny za to pracownik musi natychmiast
podjąć działania zgodnie z podaną metodą w sposób wykluczający dane zagrożenie. Jeżeli na
przykład podczas obróbki cieplnej zmierzona temperatura wewnątrz szynki wyniesie tylko
+
64ºC, to szynkę należy ogrzewać tak długo, aż temperatura w jej środku osiągnie wartość
założoną.
Magazynowanie wędzonek
W magazynach wędzonek powinny być utrzymywane określone warunki klimatyczne:
−
temperatura
+
6ºC,
−
wilgotność 85%.
Podczas
magazynowania
należy
kontrolować
warunki
klimatyczne
pomieszczeń
magazynowanych oraz jakość magazynowanych wędzonek. Czas przechowywania wędzonek
jest ściśle określony normami i dla większości wędzonek przechowywanie u producenta nie
powinno przekraczać 5 dni.
Magazyny powinny być suche, czyste, bez okien, pozbawione obcych zapachów
i wykorzystane tylko do składowania wędlin. Powinny posiadać sprawną wentylację.
Wyposażenie magazynów stanowią: regały do rozwieszania wędzonek, półki, palety lub
podkłady drewniane, pojemniki, wózki transportowe, wagi.
Niezbędnym wyposażeniem każdego magazynu jest sprzęt przeciwpożarowy oraz środki do
utrzymania czystości i higieny magazynowania.
Nowoczesne zakłady do rejestracji przepływu surowców, wyrobów gotowych stosują system
komputerowy. Pozwala on na szybkie uzyskanie interesujących danych, oszczędza czas,
minimalizuje błędy. Likwiduje konieczność kopiowania dokumentów i ich przechowywania.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1) Jakie cechy składają się na jakość produktu?
2) Jakie rodzaje badań obejmuje program badań wędzonek?
3) Jakie zadanie ma do spełnienia system jakości HACCP w zakładzie przetwórstwa mięsa?
4) Co to jest krytyczny punkt kontrolny?
5) Jakie zagrożenia występują podczas produkcji wędzonek?
6) Na czym polegają działania pracownika odpowiedzialnego za CCP w procesie produkcji?
7) Jakie warunki klimatyczne powinny być zapewnione w magazynie wędzonek?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
4.3.3. Ćwiczenia
Ćwiczenie 1
Dokonaj oceny organoleptycznej polędwicy sopockiej i oceń jej jakość.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać materiał zawarty w pkt. 4.3.1.,
2) zorganizować stanowisko pracy do przeprowadzenia oceny organoleptycznej,
3) zapoznać się z instrukcją dotyczącą oceny organoleptycznej polędwicy sopockiej,
4) zastosować się do poleceń zawartych w instrukcji,
5) zgromadzić na stanowisku pracy sprzęt do przeprowadzenia oceny organoleptycznej
polędwicy sopockiej,
6) zbadać wygląd zewnętrzny oraz wygląd na przekroju polędwicy sopockiej,
7) określić smak i zapach polędwicy sopockiej zgodnie z instrukcją,
8) porównać wyniki przeprowadzonej oceny z wymaganiami normy jakościowej,
9) wyciągnąć wnioski o jakości badanej polędwicy sopockiej,
10) uporządkować stanowisko pracy,
11) zaprezentować wykonane ćwiczenie,
12) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
materiały i przybory do pisania,
−
instrukcja do wykonania oceny organoleptycznej polędwicy sopockiej,
−
norma jakościowa dla wędzonek,
−
polędwica sopocka,
−
sprzęt: nóż, deska, środki myjące,
−
literatura pkt. 6.
Ćwiczenie 2
Sprawdź warunki przechowywania wędzonek w magazynie gotowego wyrobu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać materiał zawarty w pkt. 4.3.1.,
2) zapoznać się z przepisami bezpieczeństwa i higieny pracy w magazynie gotowego
wyrobu w zakładach mięsnych,
3) zapoznać się z zasadą działania i obsługą aparatury kontrolno-pomiarowej,
4) odczytać na termometrze znajdującym się w magazynie wyrobów gotowych temperaturę
powietrza,
5) odczytać na higrometrze znajdującym się w magazynie wyrobów gotowych wilgotność
względną powietrza,
6) porównać wyniki pomiarów z wymaganiami norm dotyczących warunków magazynowania
wyrobów gotowych w zakładach mięsnych,
7) wyciągnąć stosowne wnioski,
8) zaprezentować wykonane ćwiczenie,
9) dokonać oceny poprawności wykonanego ćwiczenia.
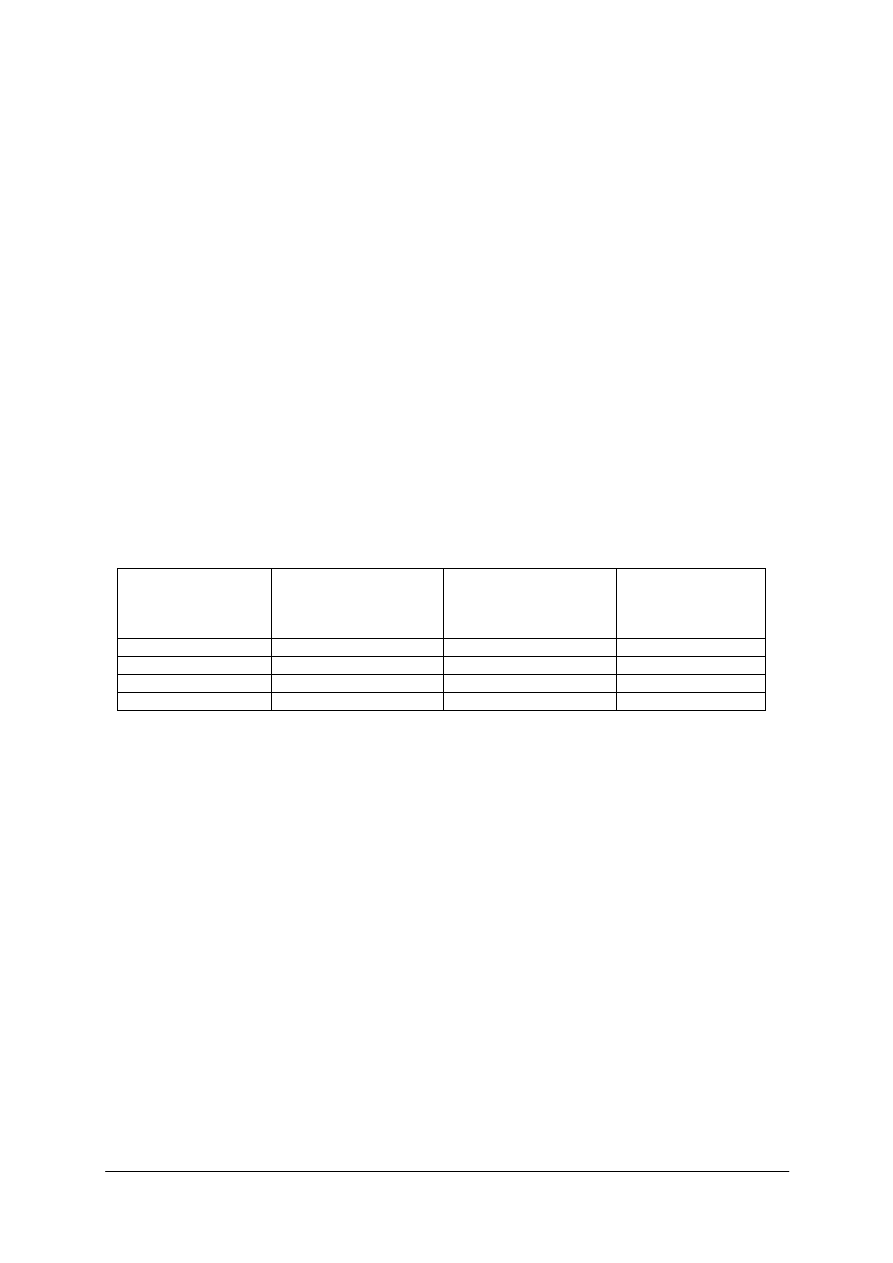
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Wyposażenie stanowiska pracy:
−
materiały i przybory do pisania,
−
film dydaktyczny przedstawiający czynności pracownika magazynu gotowego wyrobu
w zakładach mięsnych,
−
aparatura kontrolno-pomiarowa w magazynie,
−
normy dotyczące warunków magazynowania wyrobów gotowych w zakładach mięsnych,
−
literatura pkt. 6.
Ćwiczenie 3
Dokonaj analizy zagrożeń zdrowotnych w produkcji baleronu wędzonego gotowanego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać materiał zawarty w pkt. 4.3.1.,
2) zdefiniować zagrożenia zdrowotne występujące przy produkcji baleronu wędzonego
gotowanego,
3) przeanalizować kolejne etapy produkcji baleronu wędzonego gotowanego, pod kątem
możliwych zagrożeń fizycznych, chemicznych i biologicznych,
4) uzupełnić tabelę,
5) zaprezentować wykonane ćwiczenie,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Etapy technologiczne
produkcji baleronu
wędzonego
gotowanego
Zagrożenia fizyczne
Zagrożenia chemiczne
Zagrożenia
biologiczne
Wyposażenie stanowiska pracy:
−
materiały i przybory do pisania,
−
film dydaktyczny przedstawiający etapy produkcji baleronu wędzonego gotowanego,
−
instrukcje stanowiskowe HACCP dotyczące produkcji wędzonek,
−
schemat technologiczny produkcji baleronu wędzonego gotowanego,
−
literatura pkt. 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować zasady systemów jakości GMP, GHP i HACCP przy
produkcji wędzonek?
2) rozróżnić zagrożenia zdrowotne występujące podczas produkowania
wędzonek?
3) scharakteryzować zagrożenia fizyczne, chemiczne i mikrobiologiczne
występujące podczas produkowania wędzonek?
4) scharakteryzować rodzaje badań prowadzonych przy ocenie jakości
wędzonek?
5) ocenić jakość wyprodukowanych wędzonek metodą organoleptyczną
6) określić warunki przechowywania wędzonek w magazynach gotowego
wyrobu?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test zawiera 20 zadań dotyczących produkowania wędzonek.
5. Wszystkie zadania są wielokrotnego wyboru i tylko jedna odpowiedź jest prawidłowa.
6. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi.
7. W zadaniach wielokrotnego wyboru zaznacz prawidłową odpowiedź X (w przypadku
pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie ponownie zakreślić
odpowiedź prawidłową).
8. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
9. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego
rozwiązanie na później i wróć do niego, gdy zostanie Ci wolny czas.
10. Na rozwiązanie testu masz 40 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Jeżeli w komorze wędzarniczej utrzymywano temperaturę 16–22
°
C, to prowadzone było
wędzenie
a) dymem gorącym.
b) dymem ciepłym.
c) z jednoczesnym pieczeniem.
d) dymem zimnym.
2. Różową barwę mięsa uzyskuje się w wyniku utrwalenia metodą
a) gotowania.
b) suszenia.
c) wędzenia.
d) peklowania.
3. Solomierz wykorzystuje się do
a) mierzenia stężenia solanki.
b) odmierzania soli.
c) odważania solanki.
d) rozpuszczania solanki.
4. Przy tworzeniu linii produkcyjnej polędwicy sopockiej należy zastosować
a) kocioł otwarty.
b) komorę wędzarniczą.
c) kuter.
d) nadziewarkę.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
5. Do peklowania mięsa na wędzonki służą
a) nastrzykiwarki.
b) pakowarki.
c) formierki.
d) prasy.
6. Przetwory mięsne bez osłonek lub w osłonkach, wyprodukowane z jednego lub kilku
kawałków części anatomicznej tuszy to
a) kiełbasy.
b) wędliny podrobowe.
c) wędzonki.
d) produkty blokowe.
7. Przy produkcji wędzonek dymogenerator jest urządzeniem stosowanym do
a) wędzenia wędlin.
b) wytwarzania dymu i pary w komorach wędzarniczo-parzelniczych.
c) wytwarzania dymu w komorach wędzarniczych.
d) pochłaniania wilgoci w dojrzewalniach wędlin.
8. Operacje – dobór surowca, peklowanie, masowanie, formowanie i sznurowanie,
wędzenie, obróbka cieplna, stosowane są przy produkcji
a) polędwicy łososiowej.
b) szynki gotowanej.
c) szynki surowej.
d) boczku pieczonego.
9. Jako surowiec mięsny do produkcji baleronu wędzonego stosuje się
a) schab.
b) biodrówkę.
c) łopatkę.
d) karkówkę.
10. Na 100 l solanki odważa się 28,5 kg mieszanki. Aby sporządzić 200 l solanki o stężeniu
22% należy odważyć mieszankę peklującą w ilości
a) 22,0 kg.
b) 28,5 kg.
c) 50,5 kg.
d) 57,0 kg.
11. Powstanie jasnoczerwonej barwy mięsa w czasie peklowania zachodzi w wyniku reakcji
a) utlenowania mioglobiny w oksymioglobinę.
b) utlenienia hemoglobiny.
c) zredukowania metmioglobiny.
d) syntezy metmioglobiny z tlenem.
12. Wzrost wodochłonności mięsa i poprawa związania otrzymanego produktu mięsnego jest
celem procesu
a) formowania.
b) nastrzykiwania.
c) masowania.
d) wędzenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
13. Obecność w dymie wędzarniczym fenoli, kwasu mrówkowego, ketonów powoduje
a) zwiększenie masy produktu.
b) działanie bakteriobójcze.
c) zmniejszenie wycieku tłuszczu.
d) denaturację białek.
14. Celem wędzenia jest
a) rozluźnienie białek mięśniowych i zwiększenie wydajności.
b) uplastycznienie produktów oraz nadanie im smaku, barwy i zapachu.
c) utrwalenie produktu i nadanie mu określonych cech organoleptycznych.
d) utrwalenie barwy produktu i lepsze wiązanie wody.
15. Do wytwarzania dymu wędzarniczego przy produkcji wędzonek należy użyć drewna
a) bukowego o wilgotności 50%.
b) sosnowego o wilgotności 35%.
c) modrzewiowego o wilgotności 20%.
d) olchowego o wilgotności 15%.
16. Działanie bakterii denitryfikujących powoduje
a) wspomaganie procesu peklowania.
b) wzrost pleśni na powierzchni produktu.
c) skrócenie okresu przydatności do spożycia.
d) pogorszenie cech organoleptycznych produktu.
17. Wędzenie owiewowe mięsa polega na wykorzystaniu
a) zjonizowanych preparatów dymotwórczych.
b) dymu wędzarniczego w polu elektrycznym wysokiego napięcia.
c) płynnych rafinatów dymu wędzarniczego.
d) dymu wędzarniczego znajdującego się w stanie aerozolu.
18. Temperatura i wilgotność powietrza, które są właściwe dla magazynu wędzonek to
a)
+
18
°
C i 95%.
b)
+
12
°
C i 90%.
c)
+
6
°
C i 85%.
d) 0
°
C i 75%.
19. Chemiczne zagrożenia przy produkcji wędzonek, które uwzględniane są w systemie
HACCP występują w procesie
a) studzenia.
b) peklowania.
c) magazynowania.
d) parzenia.
20. Badanie jakości wędzonek metodą organoleptyczną obejmuje ocenę
a) barwy, smaku, struktury i konsystencji.
b) wyglądu ogólnego i ilości drobnoustrojów.
c) zapachu, smaku i zawartości soli kuchennej.
d) zawartości białek, tłuszczu oraz smakowitości.
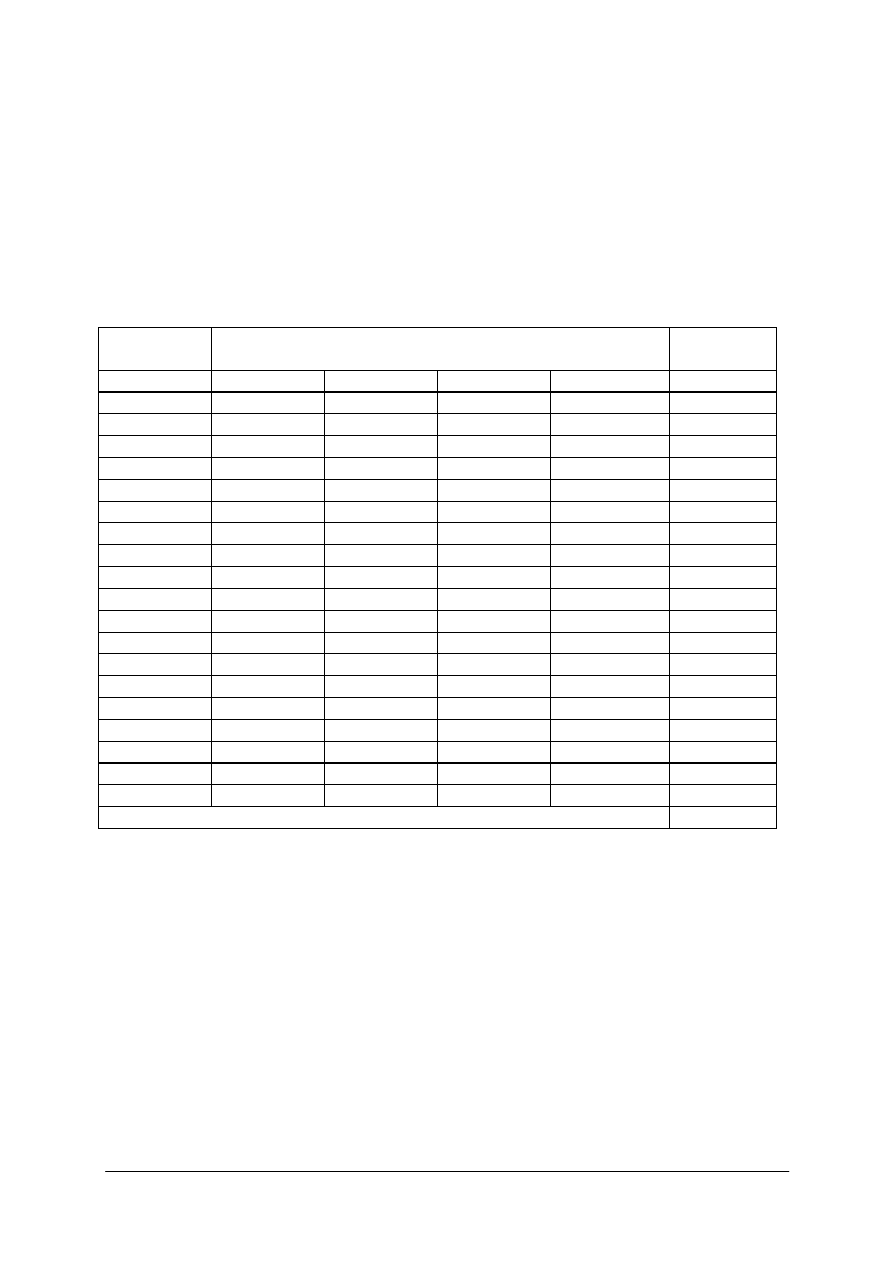
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Produkowanie wędzonek
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
6. LITERATURA
1. Brochowski L.: Technologia przetwórstwa mięsnego. WSiP, Warszawa 1995
2. Chuchowa J.: Materiały pomocnicze i dodatki do żywności. WSiP, Warszawa 1996
3. Dąbrowski A.: Podstawy techniki w przemyśle spożywczym. WSiP, Warszawa 1999
4. Dłużewski M. (red): Technologia żywności cz. 4. Praca zbiorowa. WSiP, Warszawa 2001
5. Kładź F.: Rzeźnictwo i wędliniarstwo. Śląski Cech Rzeźników i Wędliniarzy
w Katowicach, 1999
6. Kołożyn-Krajewska D.: Higiena produkcji żywności. Wydawnictwo SGGW, Warszawa 2001
7. Kołożyn-Krajewska D., Sikora T.: HACCP. Koncepcja i system zapewnienia jakości
bezpieczeństwa zdrowotnego żywności. SIT Spoż NOT, Warszawa 1999
8. Królak A.: Techniki przetwórstwa mięsa, Hortpress Sp. z o.o., Warszawa 2003
9. Lewicki P. (red.): Inżynieria procesowa i aparatura przemysłu spożywczego. WNT,
Warszawa 1999
10. Maciejewski W.: Surowce dla przetwórstwa mięsnego. WSiP, Warszawa 1993
11. Maciejewski W.: Aparatura i urządzenia techniczne w przetwórstwie mięsnym. WSiP,
Warszawa 1994
12. Olszewski A.: Technologia Przetwórstwa mięsa. WNT, Warszawa 2002
13. Pezacki W. (red.): Technologia mięsa. WNT, Warszawa 1981
14. Simpon A., Kubicki M.: Ochrona środowiska w przemyśle mięsnym. FAPA, Warszawa 1998
15. Wciślińska B.: Technologia produkcji wędlin. Polskie Wydawnictwo Fachowe,
Warszawa 1999
16. Zestawy norm dotyczących mięsa i jego przetworów
17. Ustawa o warunkach zdrowotnych żywności i żywienia z 11 maja 2001 r. (Dz. U. z 2005 r.
Nr 31, poz. 265 z poźn. zm.
18. Czasopisma specjalistyczne: Gospodarka Mięsna, Mięso i Wędliny, Przemysł Spożywczy
Wyszukiwarka
Podobne podstrony:
Produkowanie wędzonek
Wykład 12 Produkcja i kurs walutowy w krótkim okresie
002 12 Produkcja i koszty w okresie krótkim, SZKOLNY, ekonomika
ćw 7 produkcja wędzonek
ćw 7 produkcja wędzonek
12 Produkt w ujęciu marketingowym
inzynieria produkcji budowlanej, NAUKA, budownictwo materiały 16.12.2010, projekty, budownictwo - te
12 Elektroforeza agarozowa wyizolowanego DNA ?łkowitego oraz produktów PCR
03 12 Zamknięcie zlecenia produkcyjnego INSTR11
12 Oznakowanie produktu
Opis produktu twaróg 12
Czynniki produkcji i rynek pracy (12 stron)
Fizjologiczne podstawy produkcji ogrodniczej Wykłady 12
salceson czarny Szczepana, weterynaria, Higiena produktów pochodzenia zwierzęcego, Puszki różne, pus
Proces produkcyjny i wytwórczy (12)
higiena produkcji 12 id 201601 Nieznany
więcej podobnych podstron