·!O$o)j8f
l:l5'5ewfM
9!S9J>/8Z
,"1\
O?np-~
8"?-OW}je-Up.t;r~lG O~
WU.l">i8J8-S
LP~!ueJ5
N~
l?!7pazJrw 056MO~Ua!UJoJd ep!q Op OJ !zpeMoJd
1~?aZ~ 4~,"",,!nosJdl?dSM
e!ll"uo~AM
o5aUIeapi
OW!W znl ezsMez
efndelSM'i
8.1U5Jf\osed
n[ezpOJ W~ AzJd 'du 8M!/MnS 6!UeMOSed
-4tH e~I"M ! e!zpazmu
a!u"Mosed
wAMoZJaiujO~
alUBMOOOW WAUfk:>ApeJI
M -
(OJpM.j) !zp6ZJeu
alueMOOOW aUz:.lAleISOJPAH( I :(elue(eJqzaZJd
Sezl)
~t1fSGO 8!uatlJA.\eJdsn
! !iiQ9JQo
9~)oj€{
..\MeJdod
nla::>
M e!UeZ8:!MZOJ
ed8fndaJseu
eueh\OSOlS
es tp'\UUOJJs
V
lPeJiJB5nJIS
lpAuSaz:.l19dsM aM 'ulw/JqO
SAlol
efew
5rUiaM lpeiueze!MZOJ
lpAZSMOU M UJw/JqO
·sAl9
e-ZSOUAM
uopeZJh\ SM01OJqo p=?o)fp&Jd
aUja!oaZJd lpAuuUJJs
v
'5IUIS 4~Ausaz:.ll?dsM
aM 'djl auethown50
'eM0Jels 'du
nje!Jajew
05auelqeJqo
po ail!+"IBz
lfo~rujsU():i
(auZ9J 0 !~IOJa!s alnsolS flluoaqo
'M9So~s
&:>q9Jqo AZJd 'du wal"~
pod aUOIMoIsn zalUMOJ
;>AqMoo
aw95
!'iloH ·;>~o~os,{.. eu !f~~1115~1
apJi3!MH?OWn
Oleo
Hi.
euepJe:)
eh~oqn5aZJd
!)jI"F:i\\
zaZJd euezpadeu
\is el
"110<1
'~aIOJ nwalsAr,
Z fap~azofelJ
a!s Bpet~S AMOMflsod pe"t>ln
( 5!u!aM)
0°'£
eiqaJqo
M !SO e!u8?oJOd
a!saJ)jez M a>jQ9JQo
a[nUO){M\
olouopeZJM
'eUI8SJaM!Un
OUOp8Z1M
8!ulelso
8ueMZ
>tel lsa[ 408'!UezB!MZOJ
4:JAzSMou[eu
M ·uopaZJM nlseun~I!>{
op ?Aq a=?ow
a')Je5nJjs
[eueMOpnqzOJ
M
(a",ouold
l 'aWOizod
l) UopeZJM
v
z als epBI~s pej~n AZS1SOldfeu
:4~AUUOJIS
V
~aJe5IuIS Ap"I~n elhOMB1Spod
-
__ ._._
....'_ ..__
. J..•.
?lue~OJq!II?~)
lp8)jJe!JHZS
eu
eU8Nv\UO).j/;'\
es
e~
a!:JeJGao-~UOCr:B>tLfUT~-
MZj'du 05alll
BUff.aJp z !ulpZJa'Mod
401~OJ"ZS
'5I1JjS AqaZJjod ~Bupal BW aiu aoAj~BJd
NI
'(xaH)[aOa!M
j w,
·~o 511JjS 'aJZS 0 aUuoJ\S
-po
!>l.IBBru~s?6!UM9J 8!S
e~,~~odS 'lUUJOO£
-000
;>~o~oJaZS eu e~efe!qeJqo
a!~SeM jlj.JeBrulS
'MZj (%06)a~Al~eJd
M 'a~ez"'j
+a!UM9J
ale alpe!qru5
I
a~eIUM9Jf.M
O~IAI a!u afndalsez
:Ja~
B '9!UBMOmOJd
7?a!l1M9J
a[nuo}{fl.M
8l euAzsew
·JSZS! ?~oqru5
eu
B!ue5n-llS
z:.l9JdO '(aueIMopnq
I~JelolS Apel~ez 'dN
dl! t}AZJ)jS
'MQ>le;we:J
'UlE.! ·UZj
y:JAMO}jB!UBJ8
·walB tefZpn hnp
~saf
9!zp5 4oepet>iBz
M 'SO\S AUAzsew -jspod 0\ es -euuo.llS-v
(lsndM-oJ9,d
elllpAOezOel
'wala)'dll
HJ13Zeoq
'B9rPOd
·waje
f.>jQ9JQO op eUlepAzJd
a!U195aZOZs
es
·lpAMouo!d
4~R!SOi)
9!}fSJBZeJJ
8:l!MO
f
B
aUBh\OlUOWBZ
as
nfQlS
8!UOJIS
[aulA:!
HU
'~e!qnJB
ap:eq ell aUP.JV,opnq
es ~auUOJ)s.f.ZJl
·aukzsew
z8ZJd ni'.)sUiZJd
UlAUP9fM PpelQQJ6
!
!>lJE!UMt;l.lM~!~~PBZ
e[nZ!leaJ
8UUOJlSOla!M
!~e[)111+S
·aoJI?!uM9Jf..M
BU !eueuo>/{..M
fi.zeq 6M -JHZS qn{ ??oqrur:
ell B5nJis e~~!qru5·6nJ1S
·e>jQ9JQo
15'{ZsI\ZJd
pod azeq arnUO~M\ e~JeIUt"'}.lAM e~~85IulS
mm~~~
Sterowanle
maszyny
tzn. jej pra"'\,
sterow3nie
funkcjarni,
jak no. usta\j"ieniei
mocowanie
obrabianych
przedmiot6w,
dosuwanie
i
odsuwHnie narzQdzi, ruc." posuwowy
j
inne
J11og'l.byC:
-rQcz.ne- diwignie,
r'!kojescl,
gelki
_ automatycz.ne-
jest to sterowanio
programowo
bazujqce
na infOJmacjaeh
dot. Obrabianego
przedmiotll
i obrabiarki
STEROWANIE
NlJMERYCZNE
(NC-
nurn<>rclal
cOl1trol)-
jest ukl,w ktorym
uzyskana
danej. Sq podewane
i wprowadzana
do ll!<ladu sterowania
w postaCi zakodowanyeh
Informacji
literowo-cyfrowych
(a~anurnerycznych
)
Sterowania
numeryczne-
jest mdzajem
sterawania
elektronicznego,
kt6ry oznacza
w
uproszczer.iu
przeniesienie
wyrniar6w
jksztaltu
obrabianego
elementu
n funkcje
zespot6w
roboczyeh
obrabiarki
za pomocq
liczo i liter
wprowadzonych
na okreslonym
nosniku
informacji
( tasrna perforowana,
magnetyczna.
twardy
dysk, dyskietka,
CD)
Tasmy
perforowane-
przemysl
maszynowy
od
1954, przem,
Drzewny
od 1974
POtACZENIE
8EZPOSREDNIE
(onlln9)-
DNC-
Direct Numerical
Control-
bezposrednie
polqczenie
kablowe
maszyny
z kompUlerem
w
biurz<>- obeenie
rzadko
stosowany,
bo maszyny
majq wbudowany
PC.Obecnie
dominuje
sterowanie
numeryczne
CNC
Z9
zintegrowanego
z niq kompUlera,
najczQseiej
PC z systemem
Windows.SYSTEMY
WSPOt.PRACY
PROJEKTOWANIA
NA
MASZVNIE
SCM- WtOCHY:
CZERWONY-stos.
Wfirmach
gdzie rysunki
wykonuje
si~ w CAD.Kompletny
rysunek
wkiadany
jest na dyskietca
do komp. Maszyny,
gdzie jest przetwarzany
na jej j~zyk- tworzenle
programu
elementu
do obr.
tOLTY-dane
sq ujmowane
z nie
Z'N)'miarowanego
rysunku
lub z elementu
W7._orCQ~.Q_..L~Je-<~nJ~ig~~§·
__
NIEBiESKI-w
biurze
opracowuje
si~ program
w
oparou
0
komplemy
ris.
konlr.
I przekazuje
si~
do archiwum
maszyny. Program
jest juz
utworzony
'II
jej j\,zyku.Jest
to jakby
programowanie
bezposradnie
ma~zyny.
,
UKLAD
MASZVN-
ukl. Frezarki
gornowrzec.
Jest stworzony
do sterowania
programowanego(numerycznego)-chodzi
0
wyrame
oddzlelenle
strefy obrobki
od strefy
posuwu,Kszlatt
1wymiary
elementu
pochodz~
od kierunk6w
POSUWLi
X,Y,Z. Sterowanie
dotyczy
przemleszczenla
narzQdzia wzgl~dem
obrabianego
elementu(wzgl.
Odwrotnie-
ruch
wzgl\,dny)
po okreSlonej
drodze.
REGULA
PRAWEJ
otONI·
Hub.dl.
Hub.
x.Y,Z
Mimo
te
3 osie opisuja. eel'!. przestrzer\
to w
okreSlonych
sytuacjach
jest to za malo.Dotyczy
to element6w
Przestrzennych
0
skomplikowanych
ksztaltaeh-
np, EI.
Scllod6w.wtedy
dochodt
obroty wok61 danych
osi (A,B,C),NajczP.,.sclej
wyst'1Puie
tu obrabiarka
plqdoosiowa-opr6cz
obrotOw wo~6t X, Y,Z m~
jeszcze
obroty
suportow
narz~zlowych
wok61
osiZ(os
C)
i
Y (os B).Niekiedy
mozna
spo/kat
obrabiark'1
6 osiow'\, Na jej podstawie
budowane
sq centra obr6bkowe
CNC.
W masznach
iych ideal uzyskania
maksyma!nej
dokladnosd
mozliwle
wszyslklch
operaei
przy
if~dnym zamocowaniu
obr. Elementu
kosztem
~"IydajnoSci, ale ten problem
jest juz
fOzwlEtzywany- coraz szybsze posu'N)',
POOSTAWOWE
UKtAOY:
\'I'pi"gnikowy;
X, Y -stOi, Z- suport na
wysi"gniku
WY51p,gnikowy: X·wysi~gnik,
Y,Z-Sllport
na
wys;wnil<u
portalov,y:
X- portal, Y,z., suport na portalu
po1talow)';
X-stD!, Y,Z-supo1t
na po1telu
pRZYKI:ADY:
-prili.'ia 3 osiowa
frezarka-
HubJr. CNC
-centnJm
obr6bkowe
sredniej
wjelkosci~
Hub.C.abr.Sr
-Centr.
Obr.pi~Ctoosiowe-Hub.C.obr.5Js
Centro Obl".nieiy~owe
(hejan - Japonia)-
sUPOl'tj'rE:wolwerowe-Hub.C.obr.rew.
twtm'1r«~
K!8syflkacja
'I Co kl6d 200
tardey
a. Poprzeczne b. wz.dtuzne
3do
ptyt
4unJwersaine
stol.ar3kie
Odmiany
A)Wahadlowa-historia
B)przegllbowa
z poziomym
ukladem
dtwigni
rzadk,o
spotykana
GJprzegubowa
z pionowym
uk!. Diw.
Obeen!e spolykana
z pos. R\,cznym
Iub
zmed,an
D)i E}
ramieniowe
wsp6fcz.esnie
'1tyst.
a) ramieniowa
z przeslIwnym
3uportem
D)ram!eniowa
z przesuwnym
ramieniem
Rzadkose
Wszystl"ie
\'1iw admiany
IN
swaim klasycznym
przeznaczeniu
SfUZq do wst~pnego
ch:~cia
poprzecznego
tarcicy tzw, Manipulaejl
Dlatego
majq 3 wspolne
eechy
~Wszystkie
set
gamo wrzecionowe
Ruch posuwowy
wykonuje
suport narzfidziowy
(zilspOl roboczy)
gdyz jest on duzo mniejszy
Izejszy od obrabianego
materialu
-bezposredni
napQd pily
Parametry
G6RNOWRZECiONO\'VYCH
D PitY
400-500mm,
obroty
1500-
2000(starsza),
3000 nowsze
moe 3,5kw
j ,.
Suoort wraz z pitEt tarczowa
Wysuwa
Sj~ do
q6ry
w
celt! wykonania
Ci~cia
?
Przenosnlk
podawczy
przenosny
,3. P. t. OtJbiorczy
4, dociskacz stero'.vany pneumatycZ'nie element
unieruchamia
cbrabiany
maleriat
7 podczas
ci~cia
5. dysza zdmuchui,qC3
zdmuchuje
spr~zonYn1
powiE!trzem
kaw:s1xi
Odp3dowe
do specjalnegD
7200bnika
6. Pokrywa
7. Obfabiany
material
P'aramctr/
Max (~ drewna
do 6m
M,n Li~50
mm--"
D piIY~QQ.::§CX,h:I!Jn
Pi".
Oix
p~~y
3()OQ:.:!Q1~Q.
_Prpq_t:~>lJ.:~l!
m~l
do
&Qt.JJ:::!!.r.Illn
Wsp6kzesne
tarc2\)'.vki
dolnowfzecionowa
S8_
przewaznie
programowane
tzn. cpr6~z
wycinania
zaznaczanydl
wad (kred, skaner,
laser) wykonujq
cicacia optyma!izdcyjne
c.:Lyli
dcbieraja~ optymalne
dlugosci
d!a danej
prcdukcji.
Mogq bye zaprc~J~-amowane stale
dlugos:.i
wg
tzw Iisty ei~c
PILARKI
T,~RCZOWE
WZGtUlNE
a. obrLynanie
t.3rcicy
wtartakach
(obrzynanie
podw6jne)
b.erka '1ilelopitowa stosowana w me-blarstwie
Cl,
~i
~mj=tJ
I
1
JfrTr
Kcmstrukcja
jednych
i drugictJ jest pcdobna.
M8szyny te
sh~z:q.
co mzpiloY1yw(;inia
\,/zdiu2.0ego
t3fC:CY n:el tisw'f
lety, kr?w7dzi8ki
~
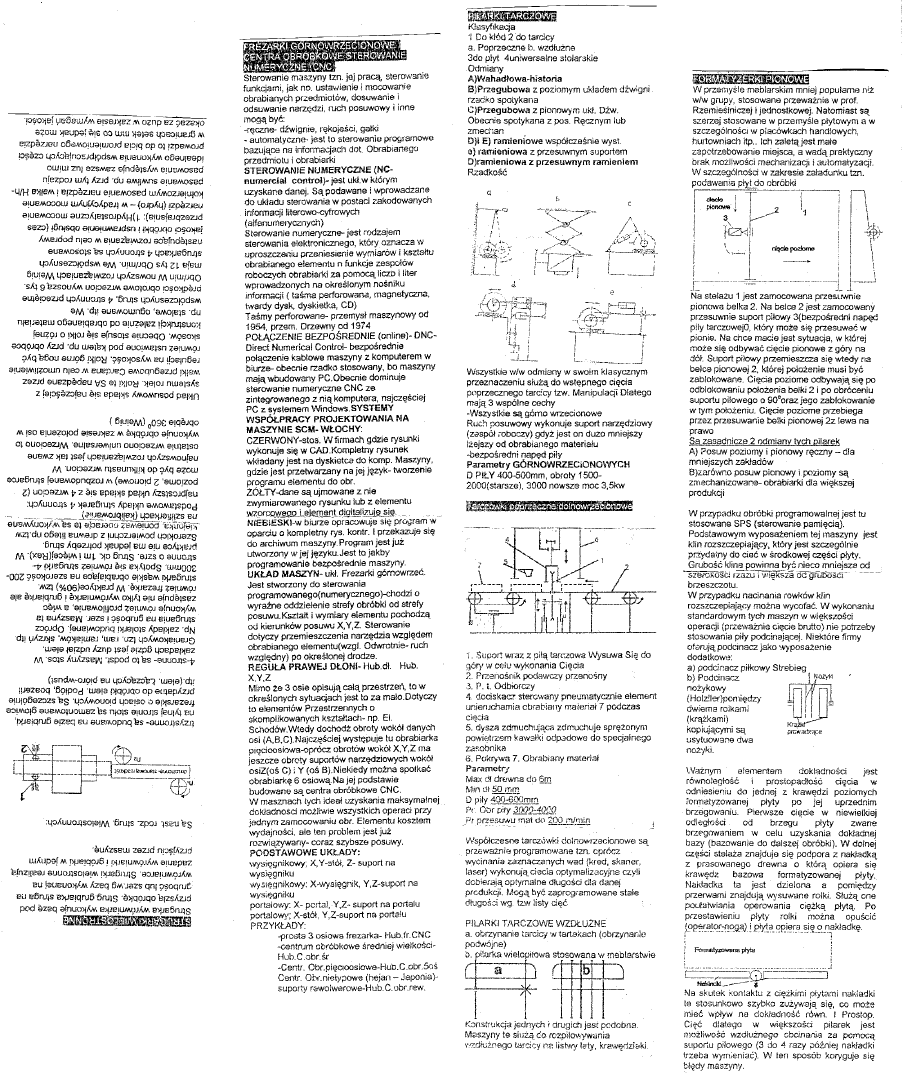
VI) przemysle
meblarskim
mniej populame
nii:
w/w
grupy, stosowane
przew8i:nle
w
prof.
Rzemiesrniczej i
jednostkowej.
Natomiast
s~
szerzej
stosowane
w
przemysle
ptytowym
a
w
szczego,nosci
w
placowl<ach
tJandlowych,
hurtowniacll
itp .. Ich zaietqjest
male
zapotrzebowanie
miejsca, a wadq praktyC7JlY
brak rno-Lliwosci mechanizacji i 3utomatyzacji.
W szczeg61nosci
W 7...8kresie
zaladunku tzn.
podawania
plyLdo obrobkJ
r-~~--~--"""--;
fi
i
plo""""l
1 ~
11
'I \
I
3
i----
I
I
}::.-
)1
H··
cc-r'i
~~-.
I
r
I
. I
\
.L
.....
J~___
--~_1--_J
Na stelatu
1 jest zamocowana
przes.uwnie
pionowa
belka 2. Na belce 2 jest zamocowany
przesllwnie
suport pilowy 3{bezpoSredni
naNd
pily tarezowBjO, kt6ry moze si'1 przesuwac
'II
pionis,
Na chce made jest sytuacja,
W
kt6rej
maze si~ odbywac
ci~cle pionowe
z gory na
dof. Suport
piiowy przemieszcza
sill wtedy ria
belee pionowej
2, ktOrej polozenie
musi bye
zablokowane,
Ci\,cla poziome
odbywaj'!.
si~ po
odblokowaniu
polozenia
belki 2 i po obr6eenlu
suportu
pHowego 0 90
0
0raz jego zablokowanie
w
tym potozeniu.
Cif2'oe
poziome
przebiega
przez przesuwanie
belki pionowej
2z lewa na
prawo
Sa zasadnicze
2 odmianv
tvch pilarek
A) Posuw poziomy
i pionowy
r~czny - dla
mniejszych
zakiedow
B)zar6wno posuw pionowy i.poziomy SCl.
zmechanizGwane-
obrabiarki
dla wi~kszej
produkeji
W przypadku
obrObki programowalnej
jest tu
stosowane
SPS (sterowanie
pamiQd9J.
Podslawowym
wyposazeniem
tej maszyny
jest
klin rozszczepiaictcy, kt6ry jest szczeg61nie
priyda(ny
do clee w srodkowej
cz~sci
plyty.
Grubosc
klin8 pmvinna
bye niece mniejsza
ad
SZef!"--,kOSQ
(Z8ZU
j
wll:~k.,za
OcgfllOO§c~-
brzeszczotu.
W przypadku
naclnania
rowk6w
klin
roz52czepiaja.cy
mozna wycofac.
W
wykonaniu
stancardowyrn
tych maszyn
w
wi~kszoSci
operacji
(przewaznie
ciQcle brutto) nle potrzeby
stosowania
pily podcinajqcej.
Niekt6re
finny
of$rujct podcinacz
jako ....
YYPosazenie
dodatkowe:
a) podcinacz
pilkowy
Strebieg
b) Podcinacz
I
NOl'j+i
no!:ykowy
rinffi11IIDJ
(,HOIZ!ler)POmi~dZY
kl~
y
=
OWlema rolkaml
,
I
lk"lzkami).
",
.'
I
KOpluJqcyml Sq
Dn:.~la[v."itce
usytuowar:e
dwa
nozyki.
\,Vaznym
e!ementem
dokt8dnosci
j8st
r6wno~egtosc
i
prostopadloSc
ci~cia
w
odniesieniu do jednej z kraw~dzi poziomych
iormatyzowanej plyty
po
jej
uprzednim
brzegowaniu.
Piefwsze
cif?cle
w
niewielkiej
odleglosci
od
brzegu
plyty
zwane
brLegowaniem
w
celu
uzyskania
doktadnej
bazy (bazowanie
do dalszej
obr6bki).
W dolnej
('..z~sci stalaza
znajduje
sifE podpora
z nalJadkq
z. prasowanego
drewna
0
kt6rq
ooiera
si~
kraw'1dz
bazowa
formatyzowanej
plyty.
Nakfadka
ta
jest
dzielona
a
pomi~dzy
przerwami
znajduj"t
W"ljsuwane
rolkL Sluzq
one
poutatwiania
operowania
cifiZkq
~ytq.
Po
przestawieniu
pfyty
rolki
mozna
0puScic
,lop",c,,!or~og_9J
iplt!.a_ ~p'i.era_si~.<J._n~kladk\,
c":'-':';:=-''-'"-''-'=::Gic:'':'''=-===J'
NdoJndkI_-----
.•
Na skLltek
~:ontaktu ,2: cif2i:kimi ptytami
nal';1adki
te stosunkowo
szybko
ZUZyv.'8jq sj~, co mo:!e
miec
Wp1yvi n,.I dokladl1oS¢
rown.
I Pros top.
Cj,;c
dlatego
w
wi~kszosd
pHarek
je-c;t
rnozliwosc
wzd-tuznego
cbdnania
28
pomocq
supor:.u pHowego
(3 do 4 razy ))oiniej
nakladki
'fzeba
wyrn;eniac).
W ten spos6b koryguJe si~
bl~dy maszyny,
Wyszukiwarka
Podobne podstrony:
cnc w 3 budowa obrabiarek cnc
obrabiarki, Studia, Mechanika, mechanika
Badanie dokładności geometrycznej obrabiarki CNC FV 580A z zastosowaniem testu QC10
obrabiarki do metali
67 NW 03 Uniwersalna obrabiarka 2
kompensacja błędów obrabiarek
Obrabiarki
operator obrabiarek skrawajacych 722[02] z1 03 n
operator obrabiarek skrawajacych 722[02] o1 06 n
INSTRUKCJA do ćwiczenia pomiar temperatury obrabiarek v3 ver robocza
operator obrabiarek skrawajacych 722[02] z3 04 u
Obrabiarki, Pomoce naukowe
Zasady BHP podczas obsługi i użytkowania obrabiarek skrawających do metali, BHP
2 - Stale Konstrukcyjne Obrabiane Cieplnie, ZiIP, Semestr 2, Nauka o Materiałach z Elementami Chemii
obrabiarki biz pl Obrabiarki Janus BOSS 6
operator obrabiarek skrawajacych 722[02] z1 01 n
więcej podobnych podstron