
I STAL KONSTRUKCYJNA
W budowie maszyn wyróżnia się następujące grupy stali konstrukcyjnych:
•
niskostopowe o podwyższonej wytrzymałości i mikroskopowe
•
do ulepszania cieplnego
•
do utwardzania powierzchniowego
•
łożyskowe
•
sprężynowe
•
do pracy w obniżonych temperaturach
•
do pracy w podwyższonych temperaturach
Stale niskostopowe o podwyższonej wytrzymałości i mikroskopowe
• C, Mn,
• Cu zwiększa odporność na korozję atmosferyczną
• mikrododatki (ok. 0,1%): V, Ti, Nb, N
• poddawane regulowanemu walcowaniu
• Re i Rm: 960-980 MPa
• dobra odporność na pełzanie dzięki mikrododatkom
• poddawane normalizowaniu
• stosowane dla budownictwa, przemysł motoryzacyjny
• dobra spawalność
•
18G2, 15GA
Stale do ulepszania cieplnego:
●
Zbliżoną twardość mają stale krzemowo-manganowe, zarówno stale manganowe, krze-
mowomanganowe jak i chromowe mogą być stosowane na większe części maszyn i
urządzeń w stanie normalizowany lub po hartowaniu, gdy nie wymagamy zastosowania
na wskroś,
●
Stale chromowo-molibdenowe podobna średnica krytyczna do ok 100mm, dodatek wa-
nadu zwiększa średnicę krytyczną do ok 200mm z możliwością podwyższenia temp. Od-
puszczania do ok. 550-600°C co zwiększa odporność stali.
●
Stale chromowo-niklowo-molibdenowe to stale przeznaczone do wytwarzania części
maszyn w których równomierne właściwości możemy uzyskać nawet na przekrojach
powyżej 300mm
●
Odrębną grupę stanowią stale z borem, temp. Hartowania to ok. 800-900°C średnica
krytyczna w granicach 40-50mm po hartowaniu w wodzie oraz 30-40mm po hartowa-
niu w oleju,
●
Stale do wytwarzania części przez wyciskanie, spęczanie, przewężenie rzędu 60%
Przykład: C40E, C40R
Stale do utwardzania powierzchniowego:
Metody utwardzania powierzchniowego:
●
obróbka cieplno-chemiczna: nawęglanie, azotowanie
●
hartowanie powierzchniowe
1/27
a) stale do nawęglania:
●
niestopowe 0,1 – 0,15%C
●
węglowe 0,15 – 0,2 %C
Zwiększenie hartowności, twardości, odporności na ścieranie. Dzięki podwyższonej hartowno-
ści można poddawać hartowaniu elementy o większych przekrojach,
●
chrom 1,5 – 2% główny pierwiastek stopowy do nawęglania, obniża stopień dyfuzji
węgla, zapewnia wysoką twardość, jest węglikotworczy
●
mangan, nikiel – większa twardość, ciągliwość rdzenia, ilość austenitu szczątkowego,
niższa temp. Przemiany martenzytycznej
●
molibden, tytan lub wanad – likwidują niekorzystny wpływ chromu, a przede wszystkim
manganu, który prowadzi do rozrostu ziarn, zwiększają drobnoziarnistości stali
Przykład: C10E, 17Cr3
b) Stale do azotowania:
Azotowanie – zwiększa twardość, odporność na ścieranie, odporność na korozję (antykorozyj-
nemu azotowaniu można poddać każdy rodzaj stali)
•
hartowanie 870-970°C
•
odpuszczanie – często łączy się z procesem azotowania. Najlepsze efekty po azotowa-
niu uzyskuje się dla stali z dodatkiem aluminium.
Przykład: 31CrMo12, 31CrMoV9
c) Stale do hartowania powierzchniowego
• Stosuje się stale węglowe i stopowe do ulepszania o średnich zawartościach C (0,3-
0,5%)
•
35SG, 40HM, 50H,
• Elementy o większych przekrojach poddaje się ulepszaniu na wskroś
• twarda powierzchnia
• rdzeń o dużej wytrzymałości i ciągliwości
Stale sprężynowe:
●
pierwiastki stopowe: krzem, chrom, mangan, pierwiastki które podwyższają granicę
sprężystości przede wszystkim w stanie znormalizowanym. Rolą pierwiastków stopo-
wych jest zwiększenie hartowności – wytwarzanie takich elementów to ukształtowanie
a następnie obróbka cieplna
●
hartowanie 860-890°C w oleju
●
odpuszczanie 400-500°C
●
krzemowe 38-58%Si – stosowane głownie do transportu szynowego
●
chromowe, chromowo-molibdenowe – w pojazdach samochodowych
●
z wanadem – na bardzo obciążone sprężyny
●
wytrzymałość rzędu 1500MPa
●
granica plastyczności >1000MPa
Wszystkie elementy sprężyste pracują zmęczeniowo, przy takich obciążeniach ważna jest ja-
kość powierzchni (pęknięcia).
Właściwości eksploatacyjne sprężyn można polepszyć przez obróbkę:
●
cieplno-mechaniczną
●
plastyczną na zimno
Korzystne jest również wprowadzenie do warstwy wierzchniej naprężeń ściskających
2/27
Półprodukty: walcowane długie pręty, druty przygotowane wyłącznie do produkcji sprężyn.
Przykład: 38Si7, 60Cr3
Stale łożyskowe:
Łożyska – elementy które uniemożliwiają przemieszczanie się względem siebie elementów ru-
chowych. Wymagania dla materiałów na łożyska: wysoka twardość i odporność na ścieranie.
Stale na elementy łożysk tocznych:
●
Nadeutektoidalne 100Cr6, 100CrMo7
●
Do nawęglania 20Cr3, 20Cr4
●
Do hartowania powierzchniowego C56E2, 56Mn4, 70Mn4
●
Odporne na korozję, wysokochromowe X47Cr14, X65Cr14
●
Żarowytrzymałe 13MoCrNi42-16-14, 80MoCrV42-16
Materiały stosowane na:
●
Łożyska małe i średnie:
stale nadeutektoidalne
nie dopuszcza się obecności zanieczyszczeń
1%C – duża twardość i odporność na ścieranie
1,5%Cr, Si, Mn – hartowność
0,5%Mo
obróbka: kucie (duża twardość)
jednorodność struktury
duża wytrzymałość zmęczeniowa i statyczna
odpowiednia ciągliwość
obróbka cieplna:
Wyżarzanie steroidyzujące (do uzyskania bardzo drobnego równomiernie rozłożone-
go cementytu kulkowego na tle ferrytu stopowego)
Hartowanie 820-840°C w oleju
Niskie odpuszczanie 180°C / 1-2h
twardość: 58-65HRC (po obróbce cieplnej)
mają strukturę niskoodpuszczonego martenzytu drobnolistwowego z równomiernie roz-
mieszczonymi drobnymi ziarnami cementytu stopowego
(po obróbce cieplnej)
●
Elementy dużych łożysk
stale do nawęglania, w których utwardzamy przez nawęglanie tylko warstwę
wierzchnią,
●
Elementy łożysk tocznych w warunkach szczególnych
stale odporne na działanie środowiska
zachowują swoje własności w podwyższonej temperaturze
Muszą spełniać bardzo ostre wymagania dotyczące ograniczonego stężenia szkodliwych do-
mieszek (P, S, O). Uzyskuje się to stosując specjalne procesy metalurgiczne, np.
wytapianie
próżniowe oraz przetapianie próżniowe lub elektrożużlowe
. Elementy łożysk tocznych również
tych małych i średnich wytwarza się także ze stali specjalnych jakimi są stale szybkotnące.
Przykład: 100Cr6, 20Cr3
3/27
Stale do pracy w obniżonych temperaturach:
• niskowęglowe
• drobnoziarniste
• Mn, C, Ni
• struktura sorbityczna i austenityczna
• Ni zwiększa ciągliwość w obniżonych temperaturach
• zachowują wysoką udarność nawet do -100
o
C
• Na zbiorniki na ciekłe gazy
• dobra spawalność
• można też stosować stale Cr-Ni lub Cr-Mn-Ni.
Stale do pracy w podwyższonych temperaturach:
• niskowęglowe, Cr i Mo
• spawalne
• odporność na odkształcenie plastyczne (pełzanie) do 600
o
C
• w urządzeniach energetycznych, aparaturze chemicznej, rury kotłowe
•
20HM, 15HM, K18, 16M
• w temperaturze powyżej 600
o
C należy stosować stale o wyższych zawartościach węgla
II STAL NARZĘDZIOWA
Stale narzędziowe to grupa stopów żelaza przeznaczonych do wytwarzania narzędzi. Narzę-
dzia przeznaczone do rozdzielania i kształtowania różnorodnych materiałów, na narzędzia po-
miarowe, odlewnicze. Zakres stosowania wymusza szerokie i zmienne właściwości tych stali.
Wymagane do stali narzędziowych są:
•
stałość kształtu
•
przenoszenie obciążeń statycznych, dynamicznych, cieplnych
•
duża trwałość i twardość
•
odporność na ścieranie
•
odpowiednia hartowność
•
odporność na odpuszczające działanie podwyższonych temperatur, (zdolność do za-
chowania wysokiej twardości i odporności na ścieranie).
Dzielimy je na trzy grupy:
•
niestopowe stale narzędziowe,
•
stopowe stale narzędziowe do pracy na zimno/na gorąco,
•
stale specjalne (szybkotnące)
1. Narzędziowe stale węglowe (niestopowe):
●
swoje właściwości zawdzięczają głownie zawartości węgla i obróbce cieplnej z czego
wynika ich twardość C70, C90, C120.
●
zastosowanie:
Narzędzia do obróbki ręcznej
Narzędzia do obróbki materiałów niemetalowych
Narzędzia do obróbki skrawaniem stopów metali nieżelaznych
Drobne narzędzia do obróbki stali
4/27
●
obróbka cieplna:
Hartowanie 740-840°C (w zależności od zawartości węgla) chłodzenie w wodzie
Odpuszczanie 150-180°C
Trwałość martenzytu jest bardzo mała, nagrzanie powyżej tej temp. Powoduje gwałtowny
spadek twardości,
●
twardość 58-66HRC
Przykład: C45U, C70U
2. Stopowe stale narzędziowe:
●
Do pracy na zimno:
podział ze względu na zawartość:
Węgla:
➔
średniowęglowe 0,35 – 0,6%
➔
wysokowęglowe 0,95 – 1,05%
Chromu:
➔
niskochromowe
➔
wysokochromowe >5%
Kombinacja tych pierwiastków pozwala uzyskać różnorodne własności tych stali.
Wysoka zawartość węgla i chromu – większa twardość odporność na ścieranie za-
stosowanie na narzędzia do obróbki skrawaniem, piły, gwintowniki, drobne noże to-
karskie. Większość tych stali to stale ledeburytyczne.
Obróbka cieplna to hartowanie i odpuszczanie.
Hartowanie:
➔
niskochromowe 800°C
➔
wysokochromowe 950°C
W zależności od wielkości, kształtu hartowanie w rożnych ośrodkach.
Odpuszczanie: 180-250°C (dobór w zależności od przeznaczenia). Stale wysoko-
chromowe wykazują zjawisko twardości wtórnej możemy je odpuszczać w wyż-
szej temp. 400-450°C, są stosowane na duże kowadła, matryce itd.
Przykład: 21MnCr5, 105V, 102Cr6
●
Do pracy na gorąco:
mogą się nagrzewać do 500-600°C
zastosowanie: narzędzia do przeróbki plastycznej na gorąco np. formy odlewnicze
dla materiałów niemetalowych, osprzęt odlewniczy, matryce do przeróbki plastycz-
nej
mniejsza zawartość węgla -> mniejsza hartowność tych stali,
ze złożonością składu chemicznego rośnie trudność przetwarzania i obróbki cieplnej,
problemy z nagrzaniem
hartowanie w sposób przerywany lub izotermicznie
obróbka cieplna:
Hartowanie 1000-1100°C (bezpośrednio po hartowaniu izotermicznym odpusz-
czamy)
Odpuszczanie
większość tych stali wykazuje zjawisko twardości wtórnej
twardość 50HRC
zwiększona odporność na ścieranie
5/27
trwałość zależy od właściwego przygotowanie do pracy, eksploatacji w czasie pracy i
zakończenia po pracy.
Przykład: 55NiCrMoV7
3. Specjalne stale narzędziowe (szybkotnące):
●
stosowane na elementy łożysk tocznych, ciągadeł, urządzeń pomiarowych, płytki wzor-
cowe,
●
skład chemiczny – ok 1%C, 4,2%Cr, (W, Mo, V, Co – zróżnicowana ilość)
●
oznaczenie HS-0-4-1, HS-10-4-3-10 liczby oznaczają odpowiednio zawartość W, Mo, V,
Co (jeżeli nie zawiera wanadu tylko 3 cyfry),
obróbka cieplna:
hartowanie 1100-1300°C – krotki czas przetrzymania, wszystkie te stale są lede-
burytyczne, zbyt długie wytrzymanie mogłoby powodować nadtopienia, chłodze-
nie w oleju, na powietrzu, izotermiczne (w kąpielach solnych 550°C)
odpuszczanie 550-560°C – bezpośrednio po hartowaniu, pozwala pozbyć się na-
prężeń austenitu szczątkowego (jego ilość po hartowaniu może dochodzić do
25%)
●
twardość 60-65HRC
●
mogą nagrzewać się do temp. 650-700°C nie tracąc swoich właściwości
wyróżniamy stale szybkotnące:
bezkobaltowe
kobaltowe
bezkobaltowe o zwiększonym stężeniu węgla
kobaltowe o zwiększonym stężeniu węgla
dzielą się na:
wysokowydajne
średnio-wydajne
nisko-wydajne
Przykład: HSO-4-1, HS1-4-2
III STALE I STOPY ŻELAZA O SZCZEGÓLNYCH WŁAŚCIWOŚCIACH
Obejmują stale, staliwa, żeliwa często o znacznej zawartości pierwiastków dochodzącej do
55% oraz stopy metali nieżelaznych.
Można podzielić je na 3 grupy:
●
o szczególnych właściwościach chemicznych (odporne na korozję)
●
o szczególnych właściwościach chemicznych i mechanicznych (żaroodporne, żarowy-
trzymałe, zaworowe)
●
o szczególnych właściwościach fizycznych (odporne na ścieranie, o szczególnych wła-
ściwościach elektrycznych i magnetycznych, o określonym współczynniku rozszerzalno-
ści)
6/27
1) Stale o szczególnych właściwościach:
a) Chemicznych
●
Chromowe, ferrytyczne stale nierdzewne
odporne na korozję w atmosferze powietrza, pary wodnej, ropy i produktów ropopo-
dobnych, alkoholi rozcieńczonych kwasów i soli,
odporność na korozję wynika ze zmiany potencjału elektrochemicznego stopu żelaza
z chromem przy zawartości ok. 12,5-12,6%Cr, co powoduje utworzenie na po-
wierzchni cienkiej, trwałej odpornej na korozję warstwy tlenku, który zabezpiecza
stal przed korozją (pasywacja stali). Dlatego w stalach odpornych na korozję pod-
stawowym pierwiastkiem jest chrom.
stale chromowe wykorzystywane praktycznie zawierają Cr w trzech przedziałach 13-
14% oraz 17-18%, i ok. 25%, dwa ostatnie przedziały posiadają stabilna strukturę
ferrytyczną.
Stale zawierające 13-14%Cr dzielą się na:
Ferrytyczne poniżej 0,1%C
Ferrytyczno-austenityczne powyżej 0,1%C w temp > 900°C
Austenityczne powyżej 0,3%C
Lub drugi podział:
Czysto ferrytyczne
Połmartenzytyczne (ferrytyczno-martenzytyczne)
Martenzytyczne
dodatkami w stalach ferrytycznych są: Mo, Ni, Ti, Nb, Zr które stabilizują strukturę
ferrytyczną
obróbka cieplna:
Wyżarzanie 700-900°C
wytrzymałość 500-600MPa
plastyczne, rozciągliwe, spawalne
●
Chromowo-niklowe stale
dodatek niklu do niskowęglowych (C<0,1%) stali wysokochromowych pozwala uzy-
skać w całym zakresie temp. stabilną strukturę austenityczną która charakteryzuje
się wyższą wytrzymałością, twardością, plastycznością
bardziej odporne na korozje,
spawalne, zgrzewalne
występuje zjawisko korozji międzykrystalicznej (powyżej 400-450°C na granicach
ziarn wydziela się wysokochromowy węglik chromu – lokalnie w tych obszarach za-
wartość chromu spada, co powoduje brak łączności miedzy ziarnami) – pod wpły-
wem tego zjawiska stal przestaje być odporna na korozję. Zapobiegać temu zjawi-
sku można przez:
▪
Obniżenie zawartości węgla do ok 0,04 – 0,05%C
▪
Dodanie pierwiastków o większym powinowactwie z węglem niż chrom
▪
Przesycanie stali 1000-1100°C
●
Staliwa
chromowe
austenityczne 0,15 – 0,2%C co umożliwia spawanie
●
Żeliwa
niklowe – mają strukturę austenityczną, manganowe, krzemowe
7/27

b) Chemicznych i Mechanicznych
●
przede wszystkim stopy żaroodporne i żarowytrzymałe
żaroodporność – odporność na działanie czynników chemicznych w temp. Powyżej
600°C, wynika z możliwości utworzenia na powierzchni warstwy tlenków,
żarowytrzymałość – odporność na odkształcenia w temperaturze powyżej 500-
600°C
●
stosowane w energetyce cieplnej
●
stale żaroodporne i żarowytrzymałe dzielą się na:
chromowe o strukturze ferrytycznej – mała zdolność przenoszenia obciążeń
chromowo-niklowe o strukturze austenitycznej – wysoka wytrzymałość czasowa
(odporność na pełzanie)
●
staliwa żaroodporne i żarowytrzymałe są odpowiednikami stali pod względem składu
chemicznego
●
żeliwa żaroodporne i żarowytrzymałe to żeliwa:
chromowe
aluminiowe
krzemowe
chromowo-niklowe
●
stale zaworowe – przeznaczone na elementy zaworów silników spalinowych są to stale
martenzytyczne po obróbce cieplnej (chromowe z dodatkiem Si, Mo, hartowane 1000-
1100°C w oleju i odpuszczane 700-800°C)
●
stale austenityczne chromowo-niklowe – zwiększona odporność na pełzanie, zwiększo-
na żarowytrzymałość
c) Fizycznych:
●
odporne na ścieranie
●
między innymi stale manganowe (stal Hadfielda)
●
stopy o zawartości 1,1 -1,3%C mają stabilną strukturę austenityczną dopiero powyżej
900-1000°C, ochładzane powoli tworzą strukturę złożoną z ferrytu, ochładzane szybko
zachowują strukturę austenityczną. W stanie austenitycznym stal Hadfielda cechuje się
dużą skłonnością do umocnienia, ponieważ pod wpływem zgniotu tworzą się mikrobliź-
niaki.
IV STOPY ALUMINIUM
Odlewnicze stopy aluminium obejmują 4 przypadki:
●
Al – Si
●
Al – Mg
●
Al – Cu
●
Al – Zn
1) Al – Si (Siluminy)
●
Ich struktura wynika z układu równowagi Al- Si
●
Są najczęściej stosowane
●
Stosowane są stopy od ok. 3-33% Si,
●
Dzielą się na:
Nadeutektyczne
Eutektyczne
8/27
Podeutektyczne
Przykład: AlSi11
Stopy podeutektyczne i eutektyczne: poddaje się modyfikacji sodem lub jego solami w
celu polepszenia ich własności. Efekt modyfikacji wynika z tego że sód nie rozpuszcza się w
aluminium, pokrywa wydzielenia krzemu cienką warstwą, co powoduje rozdrobnienie struktu-
ry (przede wszystkim rozdrobnienie wydzieleni Si) równocześnie następuje przechłodzenie eu-
tektyki – dodatkowe rozdrobnienie struktury. Efekt modyfikacji sodem jest nietrwały, na sku-
tek wypalania się sodu zanika:
●
dobra lejność
●
odnawialność kształtu (odlewanie złożonych korpusów)
●
dodatki:
Mg – możliwość zastępcza obróbki cieplnej
Cu – zwiększenie wytrzymałości, umożliwia pracę w podwyższonych temperaturach
polepsza obrabialność, obniża odporność na korozje
Mn – obniża niekorzystny rozkład wydzieleni fazy żelazowej (iglastej) która obniża
wytrzymałość, powoduje utworzenie ziarnistej struktury
●
Obróbka cieplna:
Wyżarzanie odprężające 230-250°C
Utwardzanie dyspersyjne: przesycanie 480-500°C, starzenie 150-180°C
Stopy nadeutektyczne:
●
podczas ich krystalizacji wydzielają się znacznej wielkości wydzielenia krzemu
●
modyfikacja ma za zadanie rozdrobnić te wydzielenia, prowadzi się ją dodając fosfor ->
fosforek aluminium – ośrodek krystalizacji wydzieleni krzemu
●
stosowane głownie w motoryzacji
●
duża odporność na ścieranie
●
odporność do pracy w podwyższonych temperaturach
●
mały współczynnik rozszerzalności
●
trudno obrabialne
2) Al – Cu
●
wyższa wytrzymałość
●
gorsze własności odlewnicze
●
porowatość
●
skłonność do pęknięć
●
obróbka cieplna:
Wyżarzanie odprężające
Utwardzanie dyspersyjne
Przykład:AlCu10
3) Al – Mg:
●
stosowane stopy odlewnicze zawierają 8-10% Mg
●
do przeróbki plastycznej stosuje się niższą zawartość Mg.
●
dodatki: Si, Fe, Mn, Cu, Ti, Zn, Ni
●
trudne w zastosowaniu w procesie odlewniczym (mikropęknięcia)
●
najwyższa wśród stopów odlewniczych odporność na korozję (zaw. Cu do ok. 4%)
●
obróbka cieplna:
9/27
Wyżarzanie ujednorodniające
Wyżarzanie odprężające
Utwardzanie dyspersyjne: przesycanie 500-515°C, starzenie 150°C
●
stosowane w środowiskach korozyjnych
Przykład: AlMg10
4) Al – Zn
●
zawierają ok. 4-5% Zn
●
wytrzymałość ok. 300MPa
Przykład:
5) Al – Mn
●
najwyższa wytrzymałość i odporność na korozję
●
po odlaniu mają strukturę gruboziarnistą
●
dodatki V, Zr – działają modyfikująco
●
obróbka cieplna:
Wyżarzanie ujednorodniające 500-520°C
Wyżarzanie rekrystalizujące 350-400°C
●
spawalne, zgrzewalne
Przykład:
6) Hydronalium
●
stopy Al-Mg do przeróbki plastycznej
●
odporne działanie wody
●
spawalne
●
podatne do głębokiego tłoczenia
●
dodatki: Si – zwiększenie wytrzymałości
Przykład:
7) Wieloskładnikowe stopy Al – Cu – Mg
●
handlowa nazwa duraluminium
●
mała lub całkowity brak odporności na korozję
●
złożony skład chemiczny powoduje dużą ilość faz tworzących się w procesie rekrystali-
zacji
●
zróżnicowana temperatura topnienia
●
obróbka cieplna:
Wyżarzanie ujednorodniające w procesie dwustopniowym lub trzystopniowym
Utwardzanie dyspersyjne: przesycanie 500-510°C, starzeniu 120-150°C (proporcje
składu chemicznego mają wpływ na efekt starzenia)
●
dodatki:
Zn – podwyższa wytrzymałość do ok. 400MPa
●
Na bazie durali produkuje się również żarowytrzymałe stopy aluminium,
Przykład:
8) Stopy SAP
●
stopy tlenku aluminium otrzymywane przez spiekanie i poddawanie przeróbce plastycz-
nej,
10/27

●
mogą długotrwale pracować w temp. 300-500°C, krótkotrwale nawet w temp. 1000°C
Przykład:
9) Stopy SAS
●
stopy aluminium z krzemem, niklem lub żelazem (nawet do 20-30%)
●
znikomy współczynnik rozszerzalności liniowej
Przykład:
10) Stopy do przeróbki plastycznej
●
Al – Mn
●
Al – Mg
●
Al – Fe
●
Al – Cu – Mg
V STOPY MIEDZI
Stosowane stopy miedzi dzielą się na 3 grupy:
●
miedzio-nikle
●
mosiądze
●
brązy
1) Miedzio-nikle:
●
duża odporność na korozję
●
znacznie wyższa od czystej miedzi wytrzymałość
●
stosowane jako stopy odlewnicze i przerabiane plastycznie
●
znajdują zastosowanie na np. blachy, elementy klimatyzacji, w przemyśle zbrojeniowym
●
20%Ni – nikielina
●
40%Ni – konstantan
Przykład: CuNi25
2) Mosiądze:
●
ich budowa oparta jest na układzie Cu-Zn
●
do ok. 38% Zn
ma strukturę roztworu stałego α – miękki, plastyczny
●
dzielą się na:
Dwuskładnikowe
Wieloskładnikowe
●
do ok. 10% Zn niewiele odbiegają właściwościami od Cu – odporne na korozję, stoso-
wane na łuski pocisków małokalibrowych, jako wymienniki ciepła,
●
ze wzrostem zawartości Zn zmienia się barwa mosiądzu z czerwonego na złoty 10-12-
20% Zn – stosowane szeroko w zdobnictwie, w przemyśle chemicznym (odp. Na koro-
zję)
●
30-32% Zn – największa plastyczność – elementy wytwarzane metodą tłoczenia stoso-
wane na łuski pocisków wielkokalibrowych, urządzenia chemiczne
●
35-36% Zn – optymalne własności, wytrzymałość w stanie wyżarzanym ok. 350-
400MPa
●
powyżej 20% Zn ulegają redukowaniu – na powierzchni tworzy się gąbczasta warstwa
11/27
●
dodatki:
Pb 2-3% - zwiększenie odporności na ścieranie
Al, Sn rzędu setnych części – zwiększenie odporności na korozję
Fe, Ni rzędu setnych części – zwiększenie wytrzymałości
●
Stopy o strukturze jednofazowego roztworu – nie można zastosować zasadniczej ob-
róbki cieplnej, wyżarzanie ujednorodniające, wyżarzanie rekrystalizujące przeróbka pla-
styczna na zimno to jedyne metody zmiany ich właściwości
●
powyżej 38% Zn
w strukturze mosiądzu pojawia się twarda krucha faza β’
●
39-40% Zn utrudnia przeróbkę plastyczną na zimno, przerabia się je na gorąco
●
przy jeszcze większej zawartości Zn stopy przeznaczone głownie do odlewania
Przykład: CuZn15, CuZn30
3) Brązy (7):
●
podstawową grupą brązów są stopy Cu-Sn, ale nazwa obejmuje również stopy miedzi z
innymi pierwiastkami,
●
budowa brązów cynowych wynika z układu równowagi Cu-Sn
●
do ok 9% Sn – struktura jednofazowego roztworu stałego α
●
15-18% Sn – struktura α+β
●
do przeróbki plastycznej wykorzystywane są głownie dwuskładnikowe brązy cynowe
●
brązy cynowe:
Duża odporność na korozję
Odporność na ścieranie
Odporność na obciążenia dynamiczne
Silnie umacniają się przez zgniot
Są dostarczane w stanie wyżarzonym, twardym, sprężystym
Stosowane na panewki łożysk ślizgowych, elementy sprężyste w urządzeniach po-
miarowych
Przykład: CuSn4, CuSn8
●
brązy wieloskładnikowe:
Zawierają do 5% Sn oraz dodatki Zn, Pb (przeznaczone do odlewania 7-12% Sn,
Zn, Pb do ok 7-8%)
Zwiększona wytrzymałość
Właściwości ślizgowe
Przykład: CuSn4Pb4Zn3
●
brązy aluminiowe:
Do ok. 8% Al.
Jednofazowa struktura α
Dobra plastyczność
Właściwości ślizgowe
Odporność na korozję (w tym wodę morską)
, wynika to z pasywacji tlenków na po-
wierzchni
Utwardzane przez zgniot
Zastosowanie:
śruby okrętowe, sprężyny
Powyżej 8%Al pojawia się faza elektronowa β, która rozpada się w wyniku przemia-
12/27
ny o charakterze eutektoidalnym na α+γ –> utwardzenie eutektoidu – umożliwia
obróbkę cieplną: hartowanie 900°C (martenzyt miedziowy), odpuszczanie 550°-
600°C
Wytrzymałość 1000MPa
Przykład: CuAl15As
●
brązy krzemowe:
do przeróbki plastycznej ale mogą być też na odlewy
odporne na
korozję chemiczną i erozje
stosowane na panewki łożysk ślizgowych, sprężyny
Przykład: CuSi3Mn1
●
brązy manganowe:
zawierają do ok. 10-12% Mn (specjalne >20%)
bardzo mała lub bardzo duża
rezystywność
(oporniki)
wysoka
żaroodporność
do ok 400°C (łopatki turbin)
Przykład:
●
brązy berylowe:
zawierają do ok. 2% Be
stopy niemetaliczne
umacniają się przez zgniot
utwardza się je dyspersyjnie
,
przesycanie
800°C,
starzeniu
300°C po takiej obróbce
wytrzymałość to 1300MPa
nie iskrzą podczas tarcia oraz uderzeń
stosowane w górnictwie
Przykład: CuBe2Ni
●
wysokoołowiowe:
zawartość do 40% Pb (otrzymywane przez szybkie chłodzenie roztworu ciekłego)
dwuskładnikowe (dwufazowa struktura miedzi i ołowiu)
dobre odporność na ścieranie, wysoka wytrzymałość zmęczeniowa, bardzo dobra
przewodność cieplna
stosowane na panewki łożysk ślizgowych
Przykład:
VI STOPY INNYCH METALI
1) Stopy magnezu (Mg)
●
mają zastosowanie w budowie samolotów
●
mała odporność na korozję
●
czysty magnez znajduje zastosowanie w metalurgii jako odtleniacz (wysokie powino-
wactwo z tlenem), modyfikator, sferoidyzator żeliwa, dodatek stopowy w stopowy w
stopach Al i Cu.
●
magnez jako metal na strukturę A3, jest kruchy, dodatek Al. do ok 6% zwiększa pla-
styczność i wytrzymałość, powyżej 6% umożliwia utwardzanie dyspersyjne, dodatek Zn
poprawia wytrzymałość dodatkowo w obecności Al i Mn zwiększa plastyczność, dodatek
Si poprawia własności odlewnicze, metale ziem rzadkich podwyższają możliwą tempe-
13/27
raturę pracy.
●
stopy odlewnicze – możliwość odlewania bardzo cienkościennych wyrobów,
●
można je przerabiać plastycznie
●
obróbka cieplna:
Wyżarzanie ujednorodniające 350-400°C (przed przeróbka plastyczną)
Wyżarzanie rekrystalizujące (po przeróbce plastycznej)
Utwardzanie dyspersyjne: przesycanie 350-400°C, starzenie 150-200°C (nie zawsze
opłacalne przez niewielki wzrost właściwości)
Przykład: MgAl8Zn1, MgAl5Mn, MgAl4Si
2) Stopy Cynku (Zn)
●
stosowane na odlewy korpusów sprzętu gospodarczego, panewki łożysk ślizgowych
●
dodatki:
Al do ok. 30% - polepsza wytrzymałość, właściwości odlewnicze,
Cu – w mniejszej ilości – zwiększa wytrzymałość, twardość co za tym idzie odpor-
ność na ścieranie, zwiększa też odporność na korozję
●
obróbka cieplna:
Wyżarzanie ujednorodniające 350-400°C
Wyżarzanie odprężające 200-220°C
Utwardzanie dyspersyjne: przesycanie 360°C, starzenie 100°C (bardzo rzadko stoso-
wane)
Przykład: ZP3, ZP5, ZL1110
3) Stopy cyny i ołowiu (Sn i Pb)
●
znaczna odporność na korozję
●
jako materiał konstrukcyjny stosuje się głownie stopy cyny – stopy łożyskowe
●
wyróżnia się stopy cynowe w których nie ma Pb i ołowiowe nie zawierające Sn
●
dodatki: antymon, miedź, rzadziej arsen, kadm i nikiel
●
niewielka twardość 20HB,
●
bardzo dobre własności ślizgowe,
●
odporne na ścieranie
●
bardzo dobrze przewodzą ciepło
●
mają zróżnicowana strukturę
●
są miękkie, plastyczne
●
stosowane na panewki łożysk ślizgowych (stopy B – stopy ołowiu z niewielkimi dodat-
kami Na, Li, Cd, Ca)
●
mają zróżnicowaną mikrostrukturę, osnowę stanowią roztwory stałe i eutektyka pod-
stawowych pierwiastków, baza nośna, twarda jest faza SnSb, gęstość tej fazy prawie
dwukrotnie przekracza gęstość osnowy
●
podczas krystalizacji silnie segreguje grawitacyjnie aby temu zapobiec dodaje się Cu.
Przykład: PbSn20Tl10
14/27
V WPŁYW RZECZYWISTEJ I IDEALNEJ STRUKTURY
NA WŁASNOŚCI METALI I ICH STOPÓW
1. Idealna budowa krystaliczna
Struktura krystaliczna - uporządkowana budowa jaką charakteryzują się ciała krystaliczne,
polegająca na okresowym powtarzaniu się w przestrzeni elementów fizycznych (atomy,
cząsteczki) położonych w równych odstępach w co najmniej trzech nierównoległych
kierunkach. Elementy te tworzą
przestrzenną sieć krystaliczną
.
Sieć przestrzenna – jest to model rozmieszczenia punktów (węzłów) w przestrzeni,
okresowo powtarzających się, charakterystyczny dla każdego kryształu. Węzły w przestrzeni
mają identyczne otoczenie.
Komórka elementarna – to fragment sieci przestrzennej wyodrębniony przez 6 płaszczyzn
parami równoległymi, który poddany translacji w 3 nierównoległych kierunkach odtwarza całą
sieć przestrzenną. Kształt i wymiary równoległościanu, będącego komórką elementarną sieci
można opisać za pomocą 3 parametrów kątowych (alfa, beta, gamma) i 3 parametrów
liniowych (a, b, c).
Liczba koordynacyjna - liczba najbliższych i równoodległych węzłów od dowolnego węzła
sieci. Wybór węzła nie ma znaczenia.
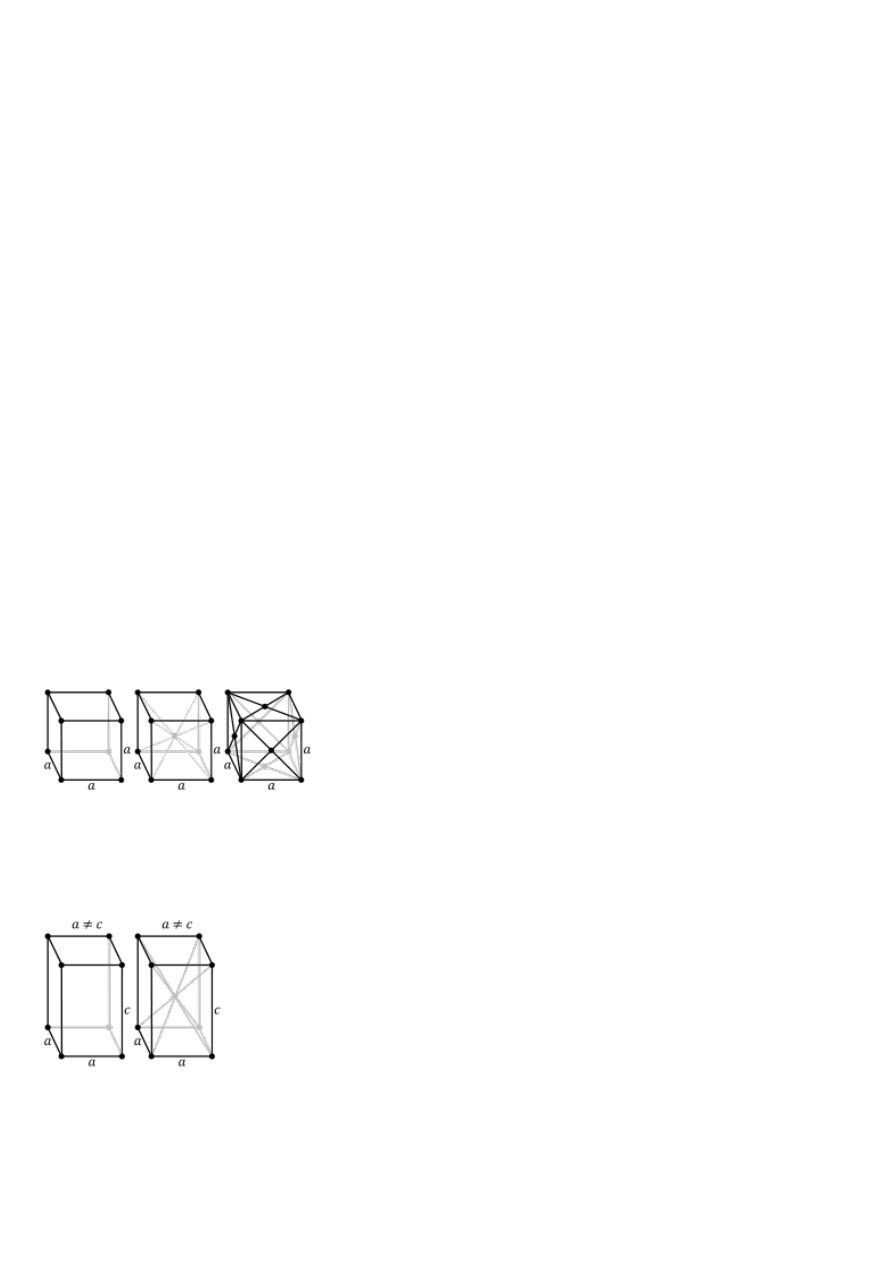
Układy krystalograficzne i typy sieci Bravais’go (7):
a) regularny:
α = β = γ = 90°; a = b = c
P I F
P- prymitywny, I - przestrzennie centrowany, F - ściennie centrowany,
b) tetragonalny:
α = β = γ = 90°
P I
P - prymitywny, I - przestrzennie centrowany,
15/27
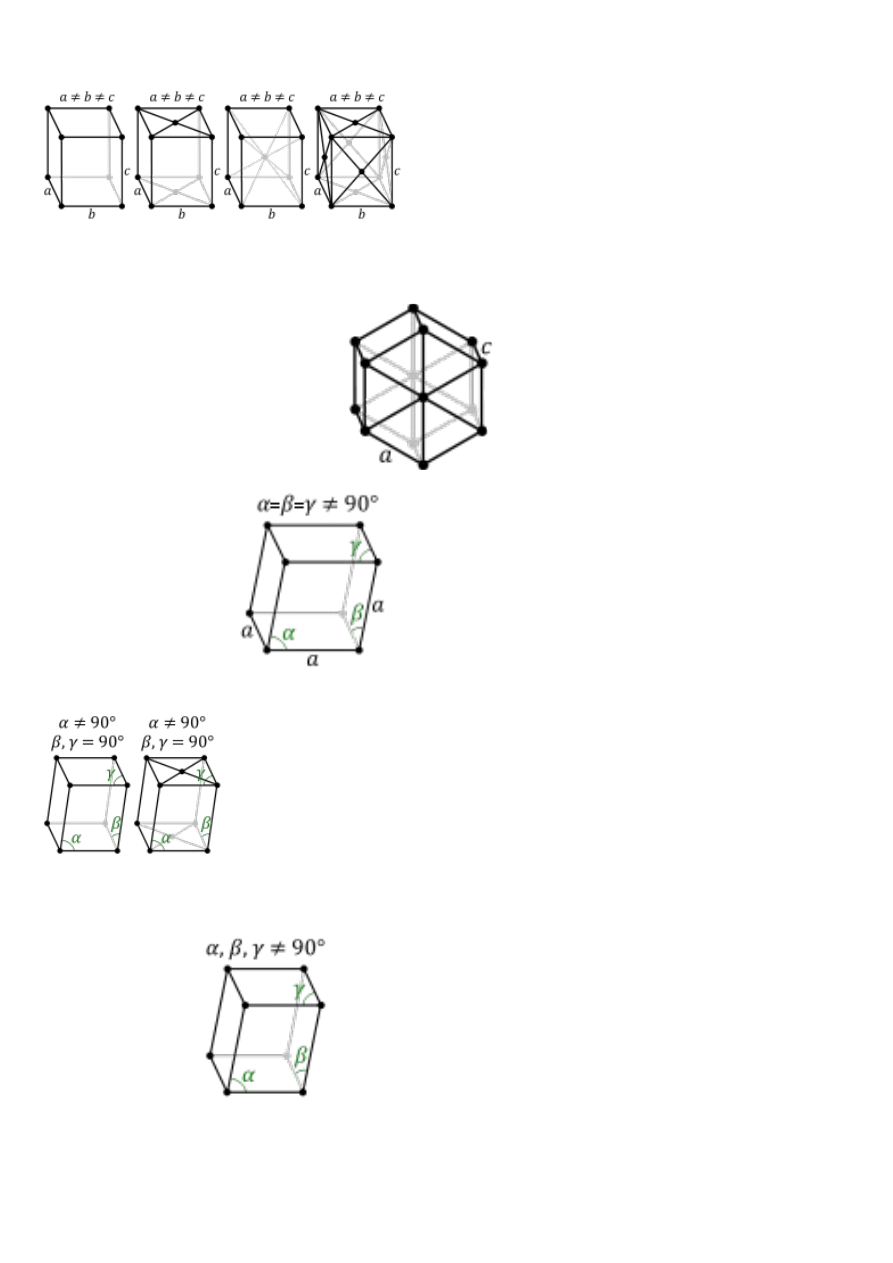
c) rombowy:
α = β = γ = 90°
P C I F
P - prymitywny, C - centrowany na podstawie, I – przestrzennie centrowany, F - ściennie
centrowany,
d) heksagonalny:
α = β = 90°, γ = 120°; a = b ≠ c
P – prymitywny,
e) romboedryczny:
a = b = c
P - prymitywny
f) jednoskośny:
a ≠ b ≠ c
P C
P - prymitywny, C - centrowany na podstawie,
f) trójskośny:
a ≠ b ≠ c
P - prymitywny.
16/27
2. Rzeczywista struktura
Występujące w rzeczywistości kryształy w przeciwieństwie do modelu idealnej struktury mają
szereg wad, które nazywamy defektami. Te wady odgrywają znaczną rolę w kształtowaniu
tworzyw krystalicznych. Mają znaczny wpływ na właściwości kryształów oraz materiałów kry-
stalograficznych. Z termodynamicznego punktu widzenia wady możemy podzielić na termody-
namiczne trwałe i nietrwałe, z uwagi na geometrię i zasięg wad dzielimy je na:
●
punktowe,
●
liniowe,
●
przestrzenne,
●
powierzchniowe,
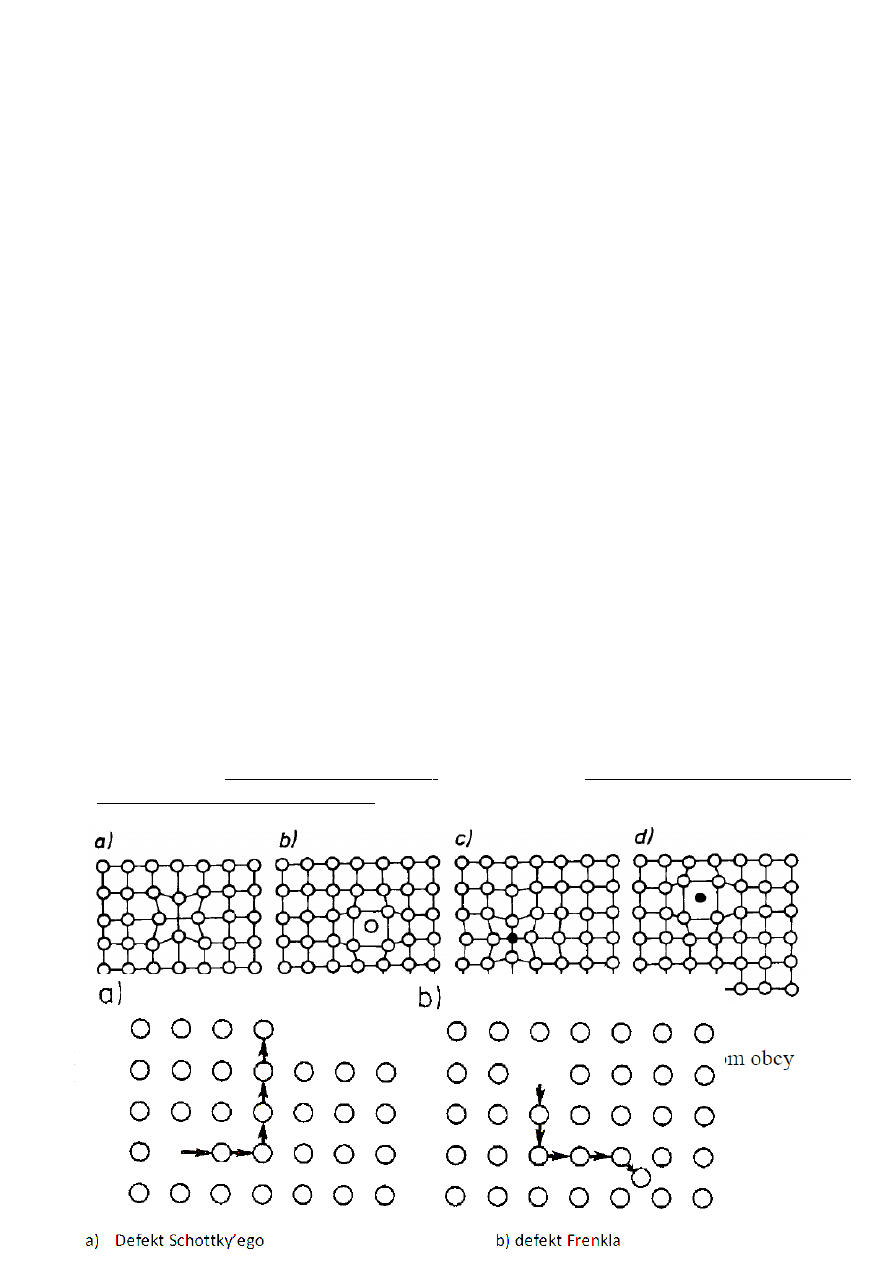
1) Defekty punktowe:
●
wymiary porównywalne do wielkości atomów
●
należą do nich:
Wakanse
Atomy międzywęzłowe
Obce atomy w strukturze
●
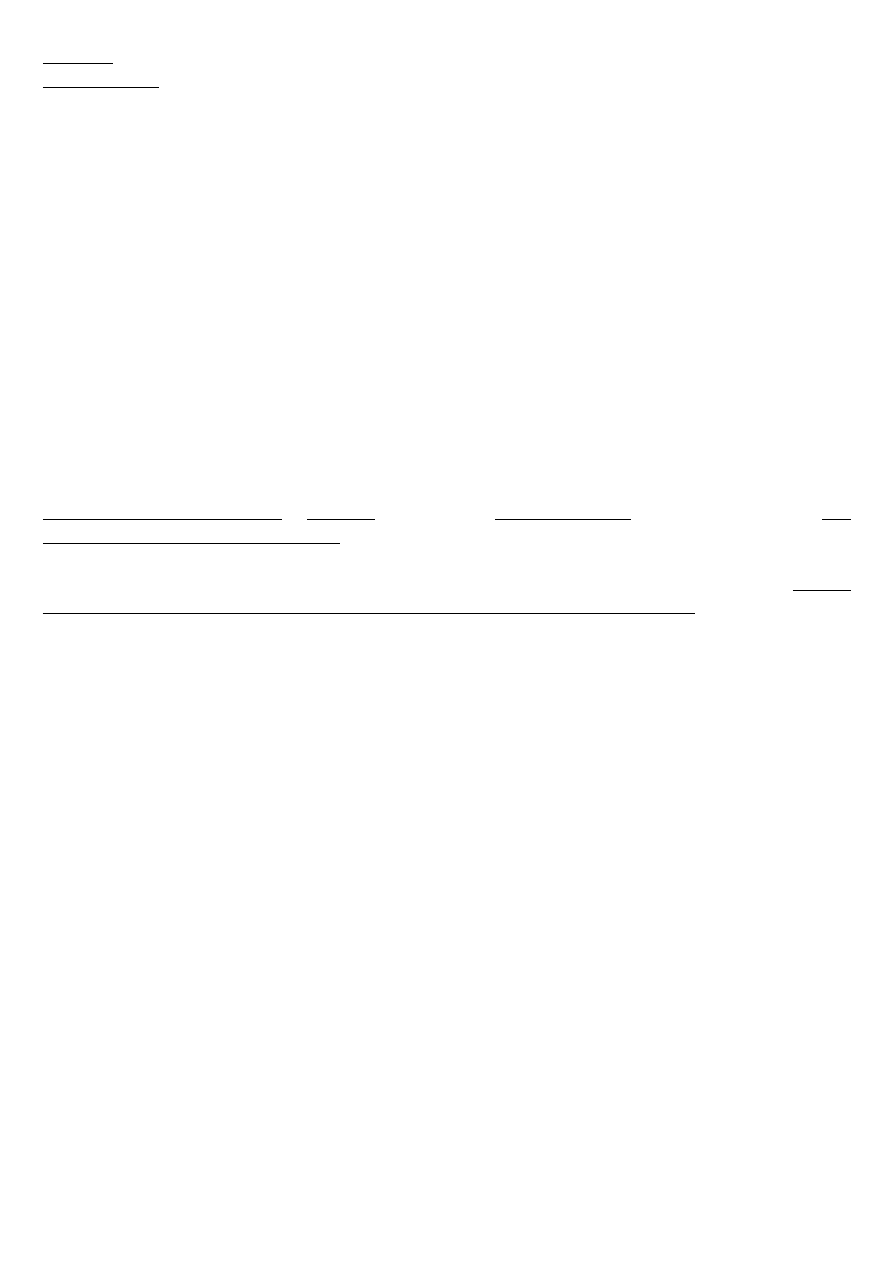
wtórnymi wadami punktowymi są:
Defekty Schottky’ego
Defekty Frenkla
●
Wakans – wolne nieobsadzone miejsce w strukturze kryształu,
●
atom międzywęzłowy – atom znajdujący się między geometrycznymi węzłami struktury,
●
zarówno wakanse jak i atomy międzywęzłowe są wadami aktywowanymi cieplnie co
oznacza że ich ilość zależy od temperatury,
●
wtórnymi wadami punktowymi obrazującymi powstawanie wakansu czy atomów mię-
dzywęzłowych są defekty Schottky’ego i Frenkla opisujące wędrówkę atomów w struk-
turze kryształu,
●
Defekty punktowe wywołują naruszenie równowagi odległości między atomami są przy-
czyną zniekształcenia struktury, podwyższają energię układu co prowadzi do umocnie-
nia kryształu i
podwyższenia twardości
, co za tym idzie
zwiększają wytrzymałość obni-
żając jednocześnie plastyczność.
17/27
Dyfuzja – przemieszczanie się obcych atomów,
Samodyfuzja – przemieszczanie się rodzimych atomów
●
ilość defektów punktowych rośnie wraz ze wzrostem temperatury,
●
obce atomy w strukturze kryształu:
Umiejscowione w węzłach (rys. 2.16 c)
Umiejscowione w międzywęźlu (rys. 2.16 d)
2) Defekty liniowe:
●
nazywane dyslokacjami
●
w zależności od zasięgu dzielą się na:
Całkowite
Częściowe
Kątowe
●
ze względu na kształt i geometrię:
Krawędziowe
Śrubowe
Mieszane
●
ułatwiają odkształcenie plastyczne kryształu
Umocnienie roztworowe –
dodanie
do struktury
obcych atomów
w sposób punktowy,
ha-
mujący przemieszczanie dyslokacji
co umacnia materiał. Wydzielenie cząstek fazy umacniają-
cej można wywołać w tych stopach które wykazują zmienną rozpuszczalność składników w
funkcji temp. Wykazują zmienną rozpuszczalność składników w funkcji temperatury.
Utwar-
dzenie wydzieleniowe
składa się z dwóch zabiegów: przesycania i starzenia.
Przesycanie pole-
ga na nagrzaniu stopu do temperatury maksymalnej rozpuszczalności drugiego składnika i
szybkim oziębieniu w wodzie. W ten sposób uzyskuje się przesycony roztwór stały. Dyfuzja
drugiego składnika prowadzi do jego wydzielenia ten proces zachodzi zazwyczaj w dłuższym
czasie i zwany jest starzeniem, prowadzi do maksymalnego umocnienia. Wyróżniamy starze-
nie: naturlane-samorzutne, lub przyśpieszone – nagrzanie do temperatury niższej od tempe-
ratury przesycania (im wyższa temperatura tym krótszy czas starzenia, jednak łączy się to ze
wzrostem wielkości wydzielanych cząstek i spadkiem ich ilości). Węgiel, azot – wykazują
zmienną rozpuszczalność w ferrycie.
3) Wady powierzchniowe:
●
błędy ułożenia – zaburzenia w sekwencji ułożenia płaszczyzn, podwyższają energię
układu np. prawidłowe ułożenie ABC ABC ABC ułożenie wywołane błędem ABABABC
●
granice ziarn – oddzielają części kryształu o tym samym składzie chemicznym, budowie
i właściwościach ale rożniących się orientacją krystalograficzną, w zależności od wielko-
ści dezorientacji krystalograficznej dzielą się na:
Wąskokątowe
Szerokokątowe (kąt przekracza 1 lub 2 minuty stopnia), dzielą się na niesprzężone i
sprzężone
Granica bliźniacza charakteryzuje się tym że wyrożnić w strukturze kryształu można
płaszczyznę względem ktorej dwie części kryształu tworzą lustrzane odbicie,
charakterystyczną cechą granic bliźniaczych jest to że zazwyczaj występuje kilka lub
18/27

kilkanaście takich granic
●
granice międzyfazowe – granice oddzielające od siebie rożne pod względem składu
chemicznego, budowy, właściwości elementy materiału, ktore nazywamy fazami
Dzielą się na:
koherentne
niekoherentne
półkoherentne
Koherencja – dopasowanie do osnowy
VI OBRÓBKA PLASTYCZNA JAKO METODA KSZTAŁTOWANIA STRUKTURY METALI
Plastyczność – jedna z najważniejszych własności metali i stopów polegająca na zdolności do
trwałego odkształcenia się bez naruszenia spójności. Przy wzrastającym obciążeniu metal po-
czątkowo odkształca się sprężyście, a po przekroczeniu pewnej wartości (granicy sprężysto-
ści) już trwale.
Dzięki plastyczności możliwa jest obróbka polegająca na:
●
walcowaniu
●
kuciu
●
prasowaniu
●
ciągnieniu
Celem obróbki plastycznej jest uzyskanie produktów i półproduktów hutniczych jak: pręty,
kształtowniki, rury, druty, blachy, odkuwki. W zależności od wymaganych własności produk-
tów hutniczych oraz rodzaju obrabianego metalu lub
stopu obróbka plastyczna może odbywać się:
●
na zimno (w temperaturze niższej od temp. rekrystalizacji)
●
na gorąco (powyżej temp. rekrystalizacji)
1) Obróbka plastyczna na zimno.
●
silnie zmienia strukturę i właściwości metali i stopów,
●
podwyższa twardość, wytrzymałość,
●
obniża plastyczność,
●
prowadzi się ją w celu:
Uzyskania gotowych półwyrobów i wyrobów,
Uzyskania gładkiej i czystej powierzchni,
Podwyższenia dokładności kształtowo-wymiarowej,
Podwyższenia wytrzymałości w szczególności zmęczeniowej,
Wytworzenia specyficznej struktury, tekstury gniotu, w celu uzyskania konkretnych
właściwości,
●
jest jedynym sposobem zmiany, podwyższenia własności mechanicznych czystych me-
tali, stopów o strukturze jednofazowej nieulegających przemianom w stanie stałym
●
zgniot – określa stan umocnienia, całokształt zmian mikrostruktury, naprężeń i wła-
sności (mechanicznych, fizycznych),
●
gniot – miara odkształcenia plastycznego
z=
Δ
F
F
0
∗
100
%
(procentowa zmiana przekroju)
●
do mechanizmów odkształcenia plastycznego należą:
19/27
Poślizg – nie uzyskujemy jednoliniowego odkształcenia w całej objętości, tworzą
się pewne odkształcone obszary zwane
pasmami poślizgu
, w trakcie takiego od-
kształcenia nie zmienia się orientacja krystaliczna poszczególnych części
Bliźniakowanie – polega na jednorodnym
ścinaniu (skręcaniu) struktury wzdłuż
określonych płaszczyzn
, zmienia kierunkowość struktury, powstają równolegle do
siebie odkształcone pasma,
Pełzanie (dyslokacyjne, dyfuzyjne)
Poślizg na granicach ziarn
2) Obróbka plastyczna na gorąco:
●
umożliwia obróbkę bardziej twardych, niekiedy wielofazowych stopów (ze wzrostem
temp. Obniża się granica plastyczności),
●
powoduje co najwyżej nieznaczną zmianę struktury i właściwości ponieważ
nie wywo-
łuje umocnienia,
●
umożliwia znaczny stopień przeróbki plastycznej
●
ze względu na sposób oddziaływania siłami na metal realizuje się je sposobami:
Dynamicznymi
– na młotach, kowadłach (głownie na gorąco)
Statycznymi
– prasowanie i walcowanie (głownie na gorąco)
Wyciskanie
(głownie na gorąco)
Przeciąganie
(głownie na zimno)
●
mechanizm odkształcenia:
Pełzanie dyslokacyjne – w ślad za odkształceniem plastycznym na gorąco prze-
biegają dynamiczne procesy aktywowane cieplnie usuwające częściowo lub całkowi-
cie skutki
umocnienia zgniotowego: zdrowienie dynamiczne, rekrystalizacja dyna-
miczna,
Poślizg dyslokacji – początkowy proces odkształcenia,
Wspinanie dyslokacji
Poślizg poprzeczny – polega na zmianie płaszczyzn poślizgu przez dyslokacje śru-
bowe pod działaniem przestrzennie dużych naprężeń.
●
Poślizg poprzeczny i wspinanie dyslokacji stanowią
zdrowienie dynamiczne
w odróżnie-
niu od wspinania dyslokacji poślizg poprzeczny nie ulega ograniczeniu w temperaturze
niższej od temp. rekrystalizacji, dlatego podczas odkształcenia plastycznego na zimno
proces zdrowienia dynamicznego również może przebiegać jednak w ograniczonym
stopniu
●
W przypadku odkształcenia na gorąco zwłaszcza w metalach o małej energii błędu uło-
żenia przebiega
rekrystalizacja dynamiczna
. Rekrystalizacja ta zachodzi w czasie same-
go odkształcenia plastycznego. Nowe ziarna utworzone w wyniku przejścia frontu re-
krystalizacji dynamicznej nasycają się ponownie dyslokacjami w następnym etapie od-
kształcenia. Proces ten nie powoduje więc wystąpienia struktury stabilnej.
Zdrowienie dynamiczna: uzyskuje się strukturę poligonalną o wyższych parametrach wy-
trzymałościowych, ale o niższej plastyczności.
Zdrowienie + odkształcenie = zdrowienie dyna-
miczne.
Rekrystalizacja dynamiczna: w wyniku tworzenia nowych ziarn prowadzi do zwiększenia
plastyczności, kosztem zmniejszenia wytrzymałości.
Rekrystalizacja + odkształcenie = rekry-
stalizacja dynamiczna
(przeróbka plastyczna na gorąco).
20/27
VII PROCESY AKTYWOWANE CIEPLNIE ZACHODZĄCE PODCZAS WYŻARZANIA ME-
TALI UPRZEDNIO ODKSZTAŁCANYCH PLASTYCZNIE NA ZIMNO
Zdrowienie obejmuje wszystkie przemiany i procesy bez przemieszczania się szerokokątnych
granic ziarn, głownie obniżają się naprężenia, następuje porządkowanie wewnątrz zniekształ-
conych ziarn ale nie mamy do czynienia z ruchem. Dla niskotopliwych metali i stopów proces
zdrowienia lub jego część może zachodzić równocześnie z odkształceniem – zdrowienie dyna-
miczne.
Zdrowienie statyczne:
Odkształcenie plastyczne na zimno powoduje
zatrzymanie energii zmagazynowanej
podczas
odkształcenia plastycznego nie zamienianej na ciepło, stanowiącej do ok. 10% energii od-
kształcenia. Energia ta powoduje
wzrost energii metalu
odkształconego plastycznie na zimno,
w wyniku tworzenia defektów sieciowych
.
Energia
zmagazynowana charakterystyczna dla sta-
nu metastabilnego
wyzwala się podczas wygrzewania metalu
uprzednio odkształconego pla-
stycznie na zimno, powodując
przejście metalu ze stanu metastabilnego do stanu równowagi
.
Zdrowienie statyczne jest procesem aktywowanym cieplnie, zachodzącym podczas wyżarzania
poniżej temp. rekrystalizacji. Proces ten jest związany ze zmniejszeniem stężenia defektów
punktowych, gęstości dyslokacji oraz zmianami w ich przestrzennym rozmieszczeniu. Podczas
zdrowienia następuje dyfuzja oraz anihilacja (likwidowanie) defektów punktowych, poślizg i
wspinanie dyslokacji, anihilacja dyslokacji różnoimiennych, kurczenie się i zanik pętli dysloka-
cji.
Metastabilność
– własność delikatnej równowagi stanów, które są stabilne dla małych odchy-
leń od położenia równowagi, ale większe wychylenie powoduje zmianę stanu i przejście do
równowagi pełnej, lub ew. innego stanu metastabilnego.
Zdrowienie statyczne:
1. Zatrzymanie energii zmagazynowanej podczas odkształcenia plastycznego nie zamienionej
na ciepło, stanowiącej ok. 1-10% energii odkształcenia.
2. Wzrost energii metalu odkształconego plastycznie na zimno, w wyniku utworzenia defek-
tów sieciowych.
3. Energia zmagazynowana, wyzwala się podczas wygrzewania metalu.
4. Przejście metalu ze stanu metastabilnego do stanu równowagi.
•
proces aktywowany cieplnie, zachodzący podczas wyżarzania poniżej temperatury re-
krystalizacji w metalach uprzednio odkształconych plastycznie na zimno.
Następuje:
•
zmniejszenie stężenia defektów punktowych
•
zmniejszenie gęstości dyslokacji
•
dyfuzja
•
likwidacja defektów punktowych
•
poślizg i wspinanie dyslokacji
•
zdrowienie + odkształcenie = zdrowienie dynamiczne
Rekrystalizacja
obejmuje wszystkie procesy związane z ruchem szerokokątnym granic
21/27

ziarn.
Ten etap rekrystalizacji pierwotnej kończy się z chwilą powrotu mikrostruktury i właści-
wości sprzed odkształcenia. Całkowicie zanikają naprężenia, rośnie plastyczność, wzrasta
wielkość ziarn. Dalsze nagrzewanie prowadzi do dalszego wzrostu wielkości ziarn.
Jeżeli re-
krystalizacja dokonuje się równocześnie z odkształceniem nazywamy ją rekrystalizacją dyna-
miczną
– charakterystyczną dla przeróbki plastycznej na gorąco. Dalsze nagrzewanie prowa-
dzi już nie do równomiernego a do selektywnego rozrostu ziarn. W wyniku czego otrzymuje-
my zróżnicowaną pod względem wielkości mikrostrukturę.
●
W celu wywołania rekrystalizacji niezbędne jest wcześniejsze odkształcenie materiału
większe od pewnego minimum,
●
im mniejszy stopień odkształcenia tym wyższa musi być temp. rekrystalizacji,
●
z wydłużeniem czasu wyżarzania obniża się temp. rekrystalizacji
●
końcowy wymiar ziarn zależy od stopnia odkształcenia, w mniejszym stopniu od temp.
●
w celu uzyskania drobniejszego ziarna konieczne jest większe odkształcenie i niższa
temp. wyżarzania,
●
im większe jest ziarno wyjściowe tym większe musi być odkształcenie plastyczne aby
wywołać rekrystalizację
●
materiał rekrystalizuje tym łatwiej im mniej zawiera zanieczyszczeń,
●
największe ziarno uzyskuje się po gniocie rzędu 2-15% (gniot krytyczny, należy go uni-
kać ze względu na niskie właściwości materiałów gruboziarnistych).
Rekrystalizacja:
•
obejmuje wszystkie procesy związane z ruchem szerokokątnym granic ziarn
•
całkowicie zanikają naprężenia
•
rośnie plastyczność
•
wzrasta wielkość ziarn (z powodu nagrzewania)
•
rekrystalizacja + odkształcenie = rekrystalizacja dynamiczna (przeróbka plastyczna na
gorąco)
VIII WPŁYW PRZEMIAN FAZOWYCH NA STRUKTURĘ METALI.
RODZAJE PRZEMIAN FAZOWYCH
Dyfuzja:
●
zależy od:
Struktury
Wielkości atomów
Temperatury atomów
●
drogami dyfuzji (miejscami przemieszczania się atomów) są:
Powierzchnia metalu
Granice ziarn
Wnętrze ziarn
22/27
●
może dokonywać się następującymi mechanizmami:
Wakansowym
Międzywęzłowym
Reaktywnym
Rodzaj obróbki cieplnej stosowanej zależy od: przemian fazowych.
W zależności od tego jak daleko w ich trakcie przemieszczają się atomy, przemiany dzielimy
na:
●
dyfuzyjne – atomy przemieszczają się na znaczne odległości, zależą od czasu
●
bezdyfuzyjne – przemieszczenie jest co najwyżej rzędu długości atomu/ odległości mię-
dzy atomami.
1) Przemiana bezdyfuzyjna (chłodzenie):
●
martenzytyczna:
Bezdyfuzyjna
Przemiana austenitu
Przemiana alotropowa Feγ–>Feα
Nie wchodzi zmiana stężenia węgla
Warunki konieczne do wykonania przemiany:
Prędkość krytyczna,
Przechłodzenie stali poniżej pewnej charakterystycznej temperatury początku
przemiany martenzytycznej.
Polega na tym że w wyniku zmiany warunków termodynamicznych dokonuje się
przemiana alotropowa żelaza γ w żelazo α o nieco zmienionej strukturze w kierunku
tetragonalnym (martenzyt)
Przy szybkim chłodzeniu przekroczeniu temperatury Ms (martenzyt start) z prędko-
ścią zbliżoną do prędkości dźwięku zachodzi przemiana w której dyfuzja praktycznie
nie ma miejsca,
Warunkiem postępu tej przemiany jest ciągłe obniżanie temperatury aż do osiągnię-
cia Mf (martenzyt finish) końca przemiany martenzytycznej dalsze obniżanie tempe-
ratury nie daje już zmian struktury mimo że pozostaje pewna ilość nieprzemienione-
go austenitu, wynika to ze znacznego wzrostu naprężeń wywołanego tym że gę-
stość martenzytu jest mniejsza od gęstości austenitu – taki nieprzemieniony auste-
nit nazywany jest austenitem szczątkowym,
Austenit szczątkowy – podwyższa odporność na ścieranie, kruchość pękania, wy-
trzymałość zmęczeniową ale obniża twardość i ogólna wytrzymałość stali, przyczynia
się do niestabilności wymiarowej oraz pęknięć szlifierskich
Dla danego gatunku stali temp. początku i końca przemiany martenzytycznej
nie za-
leży od prędkości chłodzenia
Zakres temperatury początku i końca przemiany martenzytycznej
zależy od zawarto-
ści węgla i objętości innych pierwiastków
w składzie stali.
3) Dyfuzyjna przemiana podczas nagrzewania.
●
etapy przemiany:
tworzenie się austenitu niejednorodnego
ujednorodnienie austenitu
23/27
rozrost ziarn austenitu
●
po nagrzaniu do temp. powyżej A1 różnica energii swobodnych powoduje dokonanie
się przemiany perlitu w austenit
●
zarodkowanie dokonuje się heterogenicznie na granicach ferryt-cementyt w perlicie
utworzony austenit rozrasta się i nastaje ujednorodnienie węgla.
4) Dyfuzyjna przemiana austenitu / Przemiana perlityczna przy chłodzeniu
●
podczas chłodzenia stali
eutektoidalnej po przechłodzeniu
poniżej Ar
1
D
rozpoczyna się
przemiana austenitu w perlit
●
perlit składa się w 87.5% z ferrytu zawierającego ok 0.02%C i w 12.5% z cemen-
tytu zawierającego ok 6.67%C z tych zależności wynika grubość poszczególnych faz w
perlicie
●
zarodki perlitu tworzą się homogenicznie na nierozpuszczonych składnikach, cząstkach
cementytu i ferrytu na granicach ziarn austenitu,
●
utworzony perlit charakteryzuje się rożną odległością i grubością płytek a tym samym
zróżnicowanymi właściwościami
, przy małym przechłodzeniu grubość i odległość mię-
dzy płytkami jest większa a twardość perlitu mniejsza
●
ze wzrostem przechłodzenia nie rośnie dyspersja i twardość perlitu, także prawdopodo-
bieństwo zarodkowania (spadek dyspersji)
5) Dyfuzyjny rozpad produktów przemiany bezdyfuzyjnej (nagrzewanie)
●
w wyniku
nagrzania uprzednio zahartowanej
stali do temp. poniżej A1, wytrzymania w
tej temp. następuje rozkład martenzytu w mieszaninę faz złożoną z ferrytu i
węglików
●
zmiana stanu zahartowanej stali z metastabilnego na stabilny
●
oprócz rozkładu martenzytu dokonuje się
przemiana austenitu szczątkowego
, wydziele-
nie i przemiany węglików ich koagulacja oraz migracja ziarn ferrytu
●
wszystkie te procesy
zmieniają właściwości
uprzednio zahartowanej stali – odpuszcza-
nej
●
intensywność procesów dokonujących się w trakcie odpuszczenia zależy głownie
od
temperatury ale i od pierwiastków stopowych
●
procesy dokonujące się w trakcie odpuszczania wywołują zmiany energii , zmiany wła-
ściwości fizycznych, zmiany objętości, co wykorzystujemy w metodach badań procesu
odpuszczania.
Hartowanie jest to zabieg cieplny polegający na nagrzaniu przedmiotu do temperatury au-
stenityzowania, wygrzaniu w niej, z następnym szybkim chłodzeniem celem otrzymania struk-
tury martenzytycznej lub bainitycznej. Wygrzewanie stali w wysokiej temperaturze wpływa na
powstanie gruboziarnistego austenitu, co określa się również pojęciem przegrzania, a po ozię-
bieniu powstaje martenzyt gruboziarnisty zwany także gruboiglastym oraz austenit szczątko-
wy. Im wyższa temperatura przegrzania, tym ilość austenitu szczątkowego większa.
Odpuszczanie – proces polegający na zmianie właściwości zahartowanej stali. Zwiększa cią-
gliwość stali, celem jest wydzielenie węgla z roztworu przesyconego. W zależności od zakresu
temperatury odpuszczanie dzieli się na:
•
niskie (100 – 250 °C) – poddawane są głównie narzędzia, które powinny cechować wy-
soka twardość i odporność na ścieranie,
24/27
•
średnie (250 – 450 °C) – nadaje obrabianym elementom wysokiej granicy sprężystości
przy jednoczesnym polepszeniu ich właściwości plastycznych np. sprężyny i resory,
•
wysokie (450 – 600 °C) - własności wytrzymałościowe maleją, plastyczne wzrastają.
Połączenie zabiegu hartowania z wysokim lub średnim odpuszczaniem nazywamy ulepsza-
niem cieplnym stali.
IX ŻELIWA
●
stopy odlewnicze na osnowie żelaza
●
dzielą się na stopowe i niestopowe
●
2,5-4,5%C w postaci cementytu lub grafitu.
●
0,5-5%Si –
ma wpływ na proces modyfikowania grafitu i na proces grafityzacji.
●
Mn –
tworzy bardziej trwałe niż cementyt węgliki. W rezultacie zapobiega grafityzacji.
Łatwo wiąże się z siarką, usuwając jej niekorzystny wpływ w żeliwie.
●
0,2-1,8%P
●
Siarka
jest domieszką szkodliwą
.
●
szeroko stosowane w budowie maszyn
●
wytapianie w piecach zwanych żeliwiakami, wsadem jest: surówka wielkopiecowa, złom
żeliwny, koks, topniki
●
Ze względu na charakter osnowy wyróżniamy żeliwo szare:
ferrytyczne, perlityczne,
ferrytyczno-perlityczne.
Ze wzrostem ilości perlitu w osnowie wzrasta wytrzymałość i
twardość żeliwa a maleje wydłużenie.
●
dzielą się na:
Szare – nazwa od ciemnego przełomu spowodowanego obecnością grafitu
Zwykłe:
➔
węgiel występuje w postaci grafitu płatkowego
➔
przełom ma szary kolor
➔
dobra skrawalność
➔
dobra wytrzymałość
➔
mały skurcz odlewniczy
➔
niski koszt wytwarzania
➔
duża zdolność tłumienia drgań
➔
dobra odporność na ścieranie
➔
Łatwość odlewania skomplikowanych kształtów w formach piaskowych lub
metalowych
➔
wytwarza się z niego odlewy korpusów, obudów, bloków pomp, sprężarek i
silników
Sferoidalne:
➔
zmiana kształtu grafitu z płatkowego na kulisty przez wprowadzenie substan-
cji silnie redukujących np. Mg
➔
dobre własności wytrzymałościowe
➔
dobre własności ślizgowe
➔
może ulegać odkształceniu bez uszkodzeń
➔
odporne na ściskanie i zginanie
➔
odporne na wysokie ciśnienia
25/27

➔
Zastosowanie: wały korbowe, pierścienie tłoków, łożyska, koła zębate
➔
Przykład: PN-EN GJL-200
Białe – nazwa pochodzi od jasnego przełomu
bardzo twarde
bardzo kruche
nie obrabialne mechanicznie przez skrawanie
jedyna obróbka przez szlifowanie
półprodukt żeliwa ciągliwego
Ciągliwe:
otrzymane w wyniku długotrwałego wyżarzania żeliwa białego (wyżarzanie grafi-
tyzujące)
mają pewną ciągliwość
bardzo dobre własności wytrzymałościowe (porównywalne do żeliwa sferoidalne-
go i stali)
elementy po odlaniu muszą mieć strukturę żeliwa białego
wytwarzane dwoma metodami:
➔
Żeliwo ciągliwe czarne
(metoda amerykańska) – wyżarzanie odlewów w at-
mosferze obojętnej
➔
Żeliwo ciągliwe białe
(metoda europejska) – wyżarzanie odlewów w atmosfe-
rze utleniającej
Przykład: EN-GJMW-400-5
Żeliwo stopowe:
odporne na korozję
żaroodporne, żarowytrzymałe
o podwyższonych własnościach mechanicznych
produkowane poprzez wprowadzenie rożnych pierwiastków stopowych: Si, Al, Cr,
Mo, Ni
Przykład: ZlCr2,5; ZlSi5Cr, ZlCr32
X CHARAKTERYSTYKA WIĄZAŃ MIĘDZY ATOMAMI,
WŁAŚCIWOŚCI METALI, CERAMIK, POLIMERÓW.
Wiązanie jonowe – powstaje między dodatnim i ujemnym jonem, które tworzą się wskutek
przyłączenia jednego lub kilku elektronów walencyjnych jednego atomu przez drugi atom, tak
że każdy z nich uzyskuje w zewnętrznej powłoce elektronowej trwałą konfiguracje oktetowi
(8-elektronową), charakterystyczną dla gazów szlachetnych. Istotą tego wiązania są siły elek-
trostatycznego oddziaływania różnoimiennych jonów. Jest to wiązanie bezkierunkowe, silne.
Wiązania atomowe (kowalencyjne) – powstaje między atomami, które oddają po jednym,
lub więcej elektronów walencyjnych na wspólny użytek obu atomów, tak że każdy z nich uzy-
skuje chwilową konfiguracje oktetową. Wiązanie to ma charakter kierunkowy, silny.
26/27
Wiązania Van der Waalsa (międzycząsteczkowe) – powstaje pomiędzy cząsteczkami na
skutek występowania sił oddziaływania pomiędzy dipolami tworzącymi się na skutek chwilo-
wych zmian rozkładu ładunku elektrycznego w cząsteczce. Energia wiązania jest proporcjo-
nalna do wielkości cząsteczek. Wiązanie to występuje w polimerach i w skroplonych gazach,
np. H2O, NH3. Jest słabe.
Wiązanie metaliczne - powstaje wskutek oddziaływania jonów dodatnich (rdzeni atomo-
wych) z elektronami walencyjnymi, które nie stanowią własności poszczególnych atomów,
lecz tworzą tzw. gaz elektronowy (są własnością całej sieci krystalicznej). Wiązanie to ma
charakter bezkierunkowy, silny.
Wiązanie wodorowe – polega głównie na przyciąganiu elektrostatycznym między atomem
wodoru i innym atomem elektroujemnym zawierającym wolne pary elektronowe, np. H2O.
Jest to wiązanie stosunkowo słabe.
Pierwotnym źródłem wszelkich właściwości materiału, a zatem i potencjalnych funkcji pełnio-
nych przez materiał, są wiązania chemiczne, czyli konfiguracja elektronowa składników mate-
riałów.
Metale:
- wysoka przewodność cieplna i ciepło właściwe,
- wysoka przewodność elektryczna malejąca ze wzrostem temperatury,
- nieprzeźroczystość i połysk metaliczny,
- odporność na obciążenia udarowe,
- podatność na odkształcenia plastyczne,
- wysoka podatność do krystalizacji w czasie krzepnięcia (stan amorficzny przy bardzo dużej
szybkości chłodzenia).
Ceramika:
- wysoka twardość i zarazem kruchość,
- większa od metali odporność na działanie wysokiej temperatury i agresywność środowiska,
- mała przewodność i rozszerzalność cieplna,
- właściwości izolacyjne, ale także półprzewodniki i wysokotemperaturowe nadprzewodniki.
Polimery:
-mała wytrzymałość mechaniczna i cieplna,
- mała gęstość,
- odporność na czynniki atmosferyczne i chemiczne,
- właściwości izolacyjne - elektryczne i cieplne,
- słabo odbijają światło - mają tendencje do przeźroczystości.
27/27
Wyszukiwarka
Podobne podstrony:
Egzamin z Materiałów Konstrukcyjnych i podstaw obróbki cieplnej
Egzamin materialy id 153600 Nieznany
1 2 Materialy na konstrukcje b Nieznany (2)
Egzamin materialy WM MECHTRONIK Nieznany
Egzamin material id 152443 Nieznany
NA EGZAMIN, Studia, Materiały Konstrukcyjne - PNOM
Opracowanie pytań na egzamin z materiałoznawstwa, Energetyka Politechnika Krakowska Wydział Mechanic
5 Materialy konstrukcyjne 2008 Nieznany
mechanika, Egzamin statystyka, Założenie jednorodności mówi, że we wszystkich punktach materiały kon
Materiały konstrukcyjne
AUTOPREZENTACJA materialy szkol Nieznany
konta egzaminacyjne id 246765 Nieznany
polski egzamin probny podstawow Nieznany
Dobór materiałów konstrukcyjnych – projekt oprawki do okularów
Dobieranie materiałów konstrukcyjnych u
algetra EGZAMINY id 57432 Nieznany
Utwardzanie wydzieleniowe stopów aluminium, WAT, LOTNICTWO I KOSMONAUTYKA, WAT - 1 rok lotnictwo, co
więcej podobnych podstron