1
1. Podstawowe surowce naturalne (ropa naftowa, węgiel, gaz ziemny)
a) Klasyfikacja rop naftowych ze względu na gęstość, zawartość siarki oraz zawartość
składników grupowych. Podstawowe właściwości fizykochemiczne rop naftowych
Ze względu na gęstość
Ropa ciężka – > 0,884 g/cm3duża gęstość – ilość w. aromatycznych rośnie ze wzrostem temp
wrzenia
Ropa lekka – < 0,878 g/cm3 mała gęstość – ilość w. aromatycznych maleje ze wzrostem temp
wrzenia
Ropa pośrednia – 0,878 < < 0,884 średnia gęstość – nie obserwuje się istotnych zmian
Ze względu na zawartość siarki
Ropa nisko siarkowa <0,5%
Ropa średnio siarkowa 0,5-1,0%
Ropa siarkowa 1-3%
Ropa wysoko siarkowa >3%
Ze względu na zawartość składników grupowych
parafin:
nisko parafinowe <5%
średnio parafinowe 5-10%
wysoko parafinowe >10%
żywic:
nisko żywiczne <5%
średnio żywiczne 5-10%
wysoko żywiczne >10%
asfalteny:
nisko asfaltenowe <1%
średnio asfaltenowe 1-3%
wysoko asfaltenowe >3%
ze względu na skład chemiczny ropy:
parafinowa
naftenowa
parafinowo-naftenowa
aromatyczna
parafinowo-naftenowo-aromatyczna
parafinowo-aromatyczna
Podstawowe wł. fizykochemiczne ropy naftowej
…..
2
b) Systematyka technologiczna węgli (typy węgli, składniki węgli, asortyment węgli).
Podstawowe właściwości fizykochemiczne węgli.
Wyróżnia się 11 typów węgli:
1. płomienny 31
2. gazowo- płomienny: 32 - węgle energetyczne
3.
gazo
wy: 33
4. gazowo-koksowy: 34
5. ortokoksowy: 35 - węgle do produkcji koksu
6. metakoksowy: 36,
7. semikoksowy: 37
8. chudy: 38
9. antracytowy: 41
10. antracyt: 42
11. metaantracyt: 43
Składniki węgli
W substancji organicznej węgli brunatnych wyróżniamy następujące składniki
grupowe: kwasy huminowe 13-85%, huminy 7-81%, bituminy 3-37% (80%), ligninę 0-1%
(70%), celulozę 0-1% (40%) oraz resztkowe substancje roślinne 2-8%, fuzyt 2-80%.
W substancji organicznej węgli kamiennych obecne są jedynie dwa składniki grupowe:
huminy 97-100% i bituminy 0-3%.
+ wilgoć + substancja mineralna
Asortyment węgli:
Węgiel energetyczny, Węgiel brykietowy, Węgiel wytlewny, Węgiel ekstrakcyjny
Podstawowe właściwości fizykochemiczne węgli:
…..
3
c) Klasyfikacja gazów ziemnych ze względu na skład, składniki węglowodorowe i nie
węglowodorowe gazów ziemnych. Podstawowe właściwości fizykochemiczne gazów
ziemnych. Liczba Wobbego, definicja i sens fizyczny
Liczba Wobbego
W = (MJ/m³) lub (MJ/mol) lub (MJ/kg)
odniesioną do ciepła spalania gazu wylicza się jako iloraz ciepła spalania gazu przez
pierwiastek kwadratowy z gęstości względnej gazu
𝑤 =
𝑐
𝑠𝑝
𝑑
𝑤𝑧
odniesioną do wartości opałowej gazu wylicza się jako iloraz wartości opałowej gazu przez
pierwiastek kwadratowy z gęstości względnej gazu
𝑤 =
𝐻
𝑜
𝑑
𝑤𝑧
Wartość liczby Wobbego jest podstawą do podziału paliw gazowych na podgrupy.
Ze względu na skład wyróżnia się dwa podstawowe rodzaje gazu ziemnego.
gaz suchy - Zawierający łącznie 95% metanu i etanu tzw.
gaz mokry - w którym obok metanu i etanu występują także cięższe węglowodory w
ilościach dochodzących do 30%.
Gaz ziemny towarzyszący ropie naftowej jest gazem mokrym.
Oprócz węglowodorów gaz ziemny może zawierać także azot, dwutlenek węgla i
siarkowodór (niekiedy do 30% N
2
, do 40% CO
2
i do 50% H
2
S) oraz niewielkie ilości helu
Ze względu na zawartość azotu:
gazy bez azotowe (zawartość azotu poniżej 1-3%)
gazy nisko azotowe (zawartość azotu w granicach 3-10%)
gazy zaazotowane (zawartość azotu powyżej 10%)
Ze względu na zawartość siarkowodoru (siarki):
gazy mało siarkowe (zawartość siarkowodoru poniżej 0,3%)
gazy siarkowe (zawartość siarkowodoru w granicach 0,3-3%)
gazy wysoko siarkowe (zawartość siarkowodoru powyżej 10%)
Podstawowe właściwości fizykochemiczne gazów ziemnych
…..
4
2. Przerób ropy naftowej; destylacja, procesy pogłębionej przeróbki ropy naftowej
Pierwszym krokiem w obróbce ropy naftowej jest destylacja. Jest to proces polegający na
rozdzieleniu mieszaniny dzięki różnicom temperatury wrzenia składników. Aby ropę poddać
destylacji należy najpierw ją oczyścić.
Następnym etapem jest już właściwa destylacja atmosferyczna. Przeprowadza się ją aby
rozdzielić ropę naftową na frakcje o rosnącym zakresie temperatur wrzenia.
Procesy pogłębionej przeróbki ropy naftowej:
1.kraking termiczny:
visbreaking i koksowanie
2.kraking katalityczny
3.Hydrokraking:
hydrorafinacja i hydroodsiarczanie
4. piroliza:
olefinowa, acetylenowa
Destylacja
Nazwa frakcji
Zakres temperatury wrzenia
[ºC]
Destylacja atmosferyczna
Gaz płynny
Benzyna lekka
Benzyna średnia
Benzyna ciężka
Nafta
Lekki olej napędowy
Średni olej napędowy
30 – 80
80 – 150
150 – 180
180 – 280
180 – 300
190 – 350
Destylacja próżniowa
Ciężki olej napędowy
Lekki olej próżniowy
Ciężki olej próżniowy
Pozostałość próżniowa
310 – 380
280 – 370
280 – 550
Powyżej 550
5
3. Procesy przemysłu rafineryjnego dla pozyskiwania paliw: hydrorafinacja, reforming,
hydrokraking, kraking katalityczny
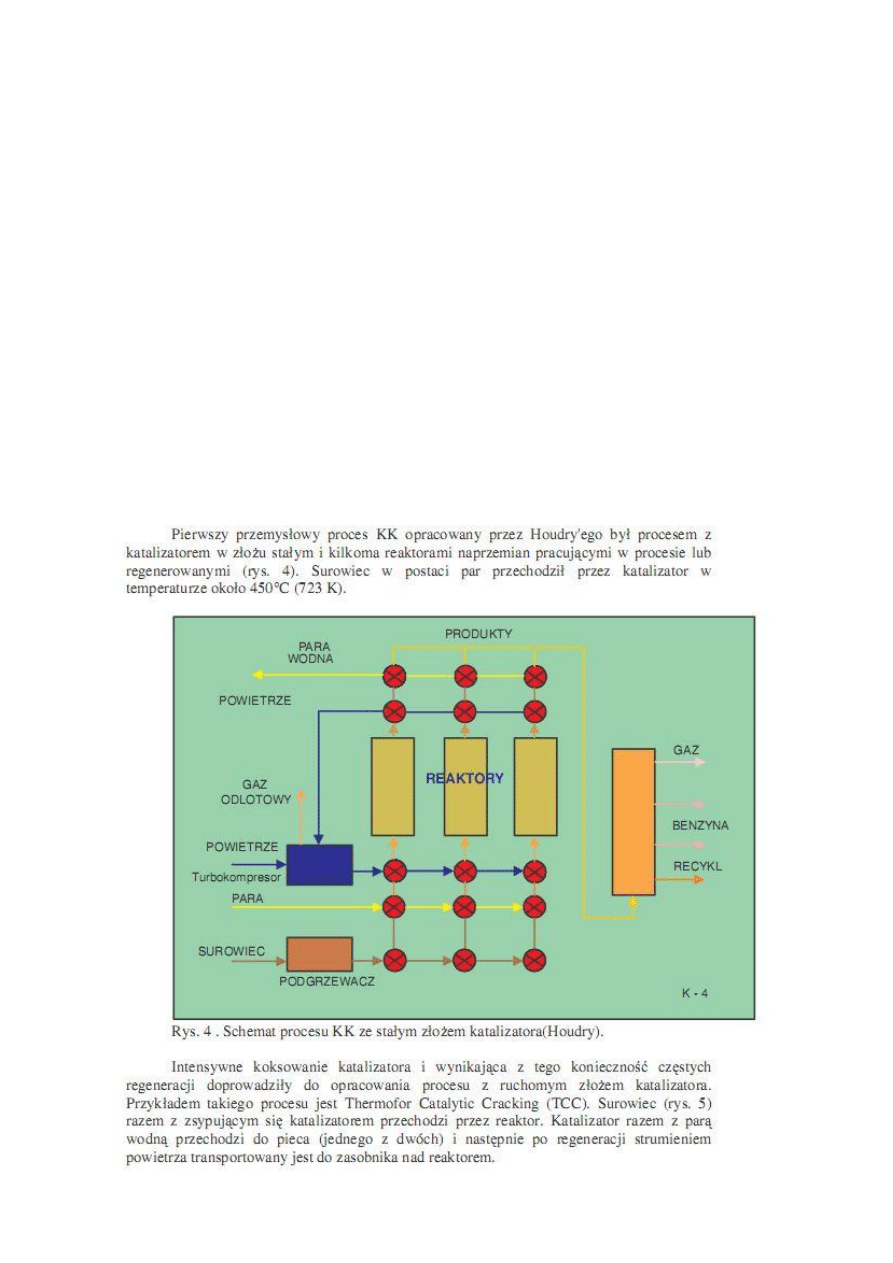
Kraking katalityczny
a) kraking katalityczny i terminczy : typowe surowce, parametry procesu, produkty
W KK podobnie jak w krakingu termicznym zasadniczą reakcją jest rozerwanie
wiązania węgiel-węgiel z utworzeniem związków o mniejszej masie cząsteczkowej.
Surowcami mogą być różne frakcje ropy od ciężkiej benzyny do pozostałości
atmosferycznych. Zwykle jednak są to destylaty próżniowe
. Głównym produktem są benzyny,
obok nich otrzymuje się znaczne ilości gazów oraz destylaty olejowe lekkie (dodawane
do olejów napędowych) i ciężkie. Frakcja benzynowa zawiera duże ilości olefin,
charakteryzuje się wysoką liczbą oktanową i jest cennym komponentem benzyn.
Parametry procesowe, surowiec, produkt
Typ procesu
Surowiec
Temperatura
Ciśnienie
Produkt
KT
wysokociśnienieniowy
Pozostałość
atmosferyczna,
destylaty
próżniowe
550
2,5
Benzyna ON, lekki
olej opałowy
Visbreaking
Pozostałość
próżniowa i z
innych procesów
430-460
Do 1,5
Ciężki olej opałowy
Koksowanie
Niskociśnieniowe
Pozostałości
wysokowrzące
frakcje olejowe z
duża w. aromat
520 - 565
Do 0,5
Koks, gaz
KT niskociś
Lekki olej
próżniowy,
destylaty
próżniowe
>500
>500
<0,7
2,8-7
Benzyna, ON, O.
opałowy, gazy
C2,C3,C4
KK
Lekki olej
próżniowy,
destylaty
próżniowe
470 - 525
0,7 -1,4
Benzyna, ON, O.
opałowy, gazy C2,
C3,C4
b) Mechanizm reakcji krakingu termicznego i krakingu katalitycznego, porównać skład
produktów
koks – zawartość węgla ok. 95%
Generalnie celem krakingu termicznego jest uzyskanie produktów o niskich masach
cząsteczkowych jak węglowodory gazowe, frakcje benzynowe, naftowe oraz olejowe.
Reakcje krakingu alkanów są reakcjami rodnikowymi
C
3
H
5
+ + C
12
H
26
= C
3
H
6
+ C
12
H
25
+
C
12
H
25
+ = C
3
H
6
+ C
9
H
19
+
C
5
H
11
CH
2
CH
2
CH
2
CH
2
+ = C
5
H
11
CH
2
CH
2
+CHCH
3
= C
5
H
11
CH
2
+ + C
3
H
6
6
Reakcje w krakingu
kraking
w.parafinowe C
10
H
22
= C
3
H
6
+ C
7
H
16
W.OLEFINOWE C
8
H
16
= C
5
H
10
+ C3H6
W.CYKLICZNE cyklo C
10
H
20
= C
6
H
12
+ C
4
H
8
Izomeryzacja
w. olefinowe do izoolefin 1-C
4
H
8
= trans -2- C
4
H
8
w. parafinowe do izoparafin n-C
4
H
10
= Izo-C
4
H
10
Przeniesienie wodoru
pierścień aromatyczny C
6
H
12
+ 3C
5
H
10
= C
6
H
6
+ 3C
3
H
12
W. olefinowe do parafinowych i aromatycznych 4C
6
H
12
= 3C
6
H
14
+ C
6
H
6
Cyklizacja
w.olefinowe do naftenowych C
7
H
11
= CH
3
- cyklo - C
6
H
8
odwodornienie nC
8
H
18
= C
8
H
16
+ H
2
Dealkilacja
Kondensacja AR-CH=CH
2
+ R
1
CH=CHR
2
= Ar-AR + H
2
c) Konwersja składników grupowych frakcji ropy naftowej w procesie krakingu
d) Przebieg procesu przemysłowego. Wpływ rozwiązań aparaturowych reaktora na
wydajność produktów procesu krakingu katalitycznego
7
8
Rozwiązanie aparaturowe reaktorów:
- zainstalowane promieniście rozłożone dysze
gaz suchy mniej 10-40%
LPG mniej 0 – 10%
Benzyna więcej 1,5 – 8%
koks mniej 0,05-0,15%
- Atomax 2TM atonizacja surowca jest osiągana na skutek wprowadzenia pary przez otwory
prostopadłe do kierunku przemieszczania się surowca
konwersja+1,35%
benzyna+1,58
LPG +0,48%
Suchy gaz – 0,33%
kos +0,04% wag
- podwójne szczeliny w dyszach
konwersja zwiększa się np. z 78-82,7%
benzyna większa wydajność
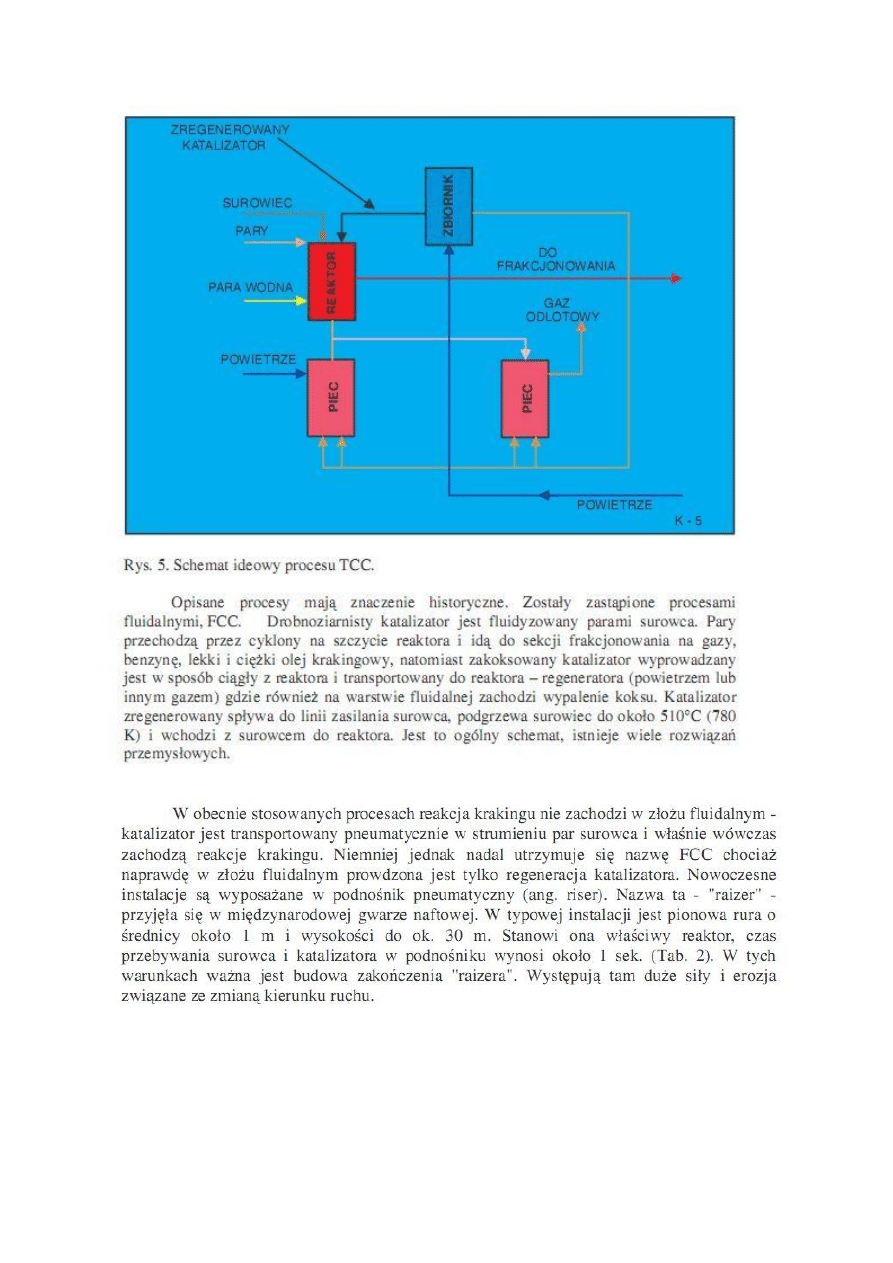
-reaktor typu rajzer
Przed wejściem do "raizera", surowiec poprzez specjalny system wstrzykujący jest
kontaktowany z katalizatorem transportowanym strumieniem pary wodnej. Górne
zakończenie "raizera" stanowi sprzężone cyklony oddzielające katalizator od produktu,
są dwa stopnie oddzielania pyłu. Katalizator opada poprzez zasuwę dławiącą do
regeneratora. Po drodze jest przeparowywany aby usunąć zaadsorbowane węglowodory i
mieć zmniejszyć ilość koksu w katalizatorze. Para wodna odcina przestrzeń z palnymi
parami węglowodorów od części gdzie jest podawane powietrze do regeneracji. Na
wypadek niebezpieczeństwa są mechaniczne zawory odcinające. Regenerator stanowi
jedno naczynie z urządzeniami zapewniającymi ciągłość długotrwałego ruchu. Można
prowadzić wypalanie całkowite lub częściowe.
Zwiększona wydajność
+ ok. 2,5% benzyny i destylatów
- ok. 1% gazu suchego
Hydrokraking
a) Surowiec i przebieg procesu
W procesie HK zachodzi rozerwanie wiązania C-C i uwodornienie powstających
(lżejszych) cząsteczek. Nasycony charakter produktów HK zapobiega wtórnym reakcjom
polimeryzacji i kondensacji a tym samym powstawaniu koksu. Jednak realizacja takiego
procesu wymaga stosowania wysokich ciśnienia wodoru (rozkład kosztów – więc powstaje
pewna ilość koksu)
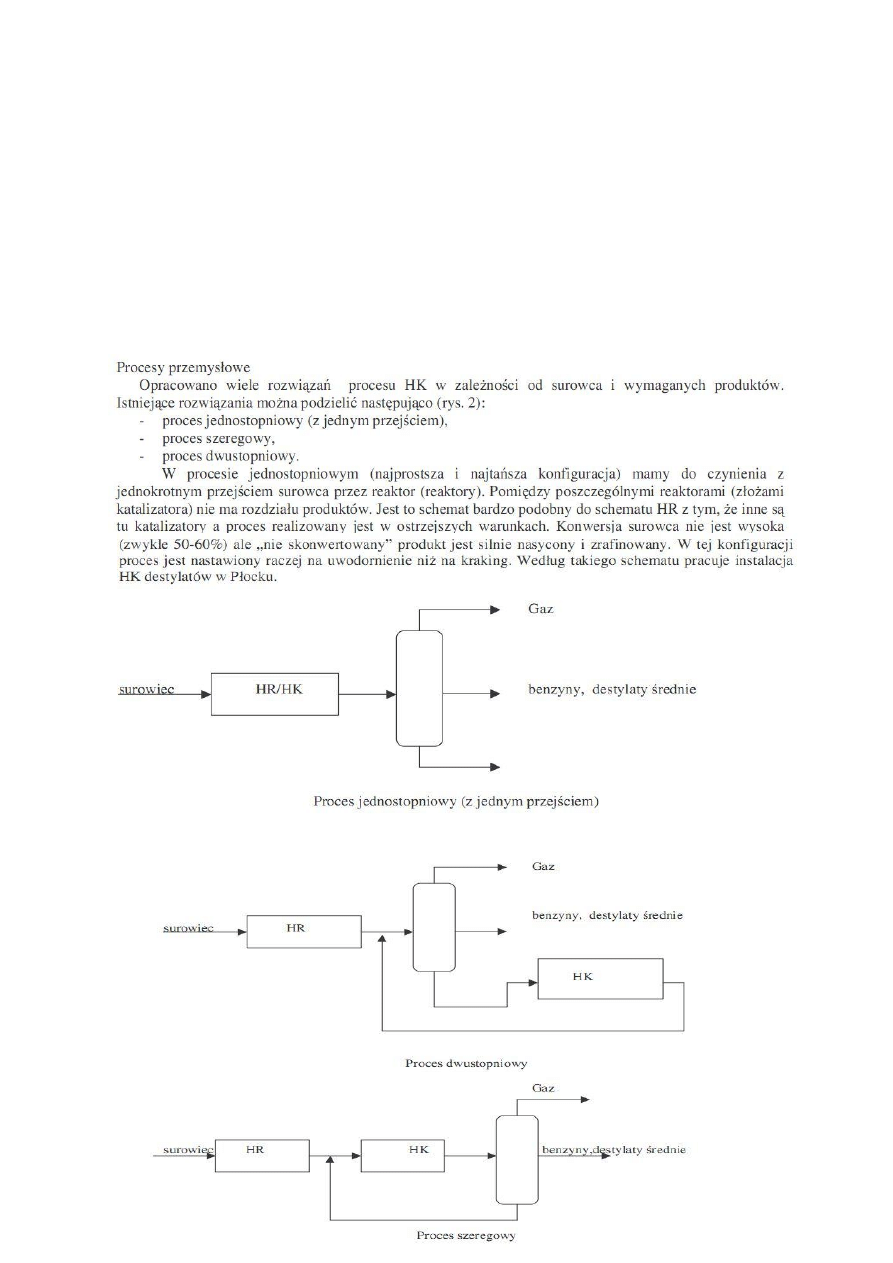
9
Hydrokraking jest to proces wykorzystujący destylat próżniowy, który krakuje się w układzie
reakcyjnym ze stacjonarnym złożem katalizatora w obecności wodoru. Proces prowadzi się w
temperaturze 350-430oC pod ciśnieniem wodoru 60-150atm. Typowymi surowcami są
frakcje próżniowe z destylacji ropy naftowej oraz z procesów visbreakingu, koksowania, FCC
i innych. Na slajdzie widać uproszczony schemat instalacji. W procesie hydrokrakingu można
wyróżnić dwa zasadnicze typy reakcji: reakcje hydrorafinacji w tym hydroodsiarczania
(HDS) oraz hydrokrakingu. Reakcje uwodornienia, odwodornienia oraz usuwanie
heteroatomów wymagają katalizatora uwodorniającego, natomiast dla zajścia reakcji
krakingu niezbędny jest katalizator posiadający właściwości kwasowe. Dlatego w procesie
HK stosuje się katalizatory dwufunkcyjne. Hydrokraking można prowadzić w jednym z
trzech wariantów: maksymalizacji wydajności frakcji benzynowej, destylatów średnich,
destylatów olejowych.
10
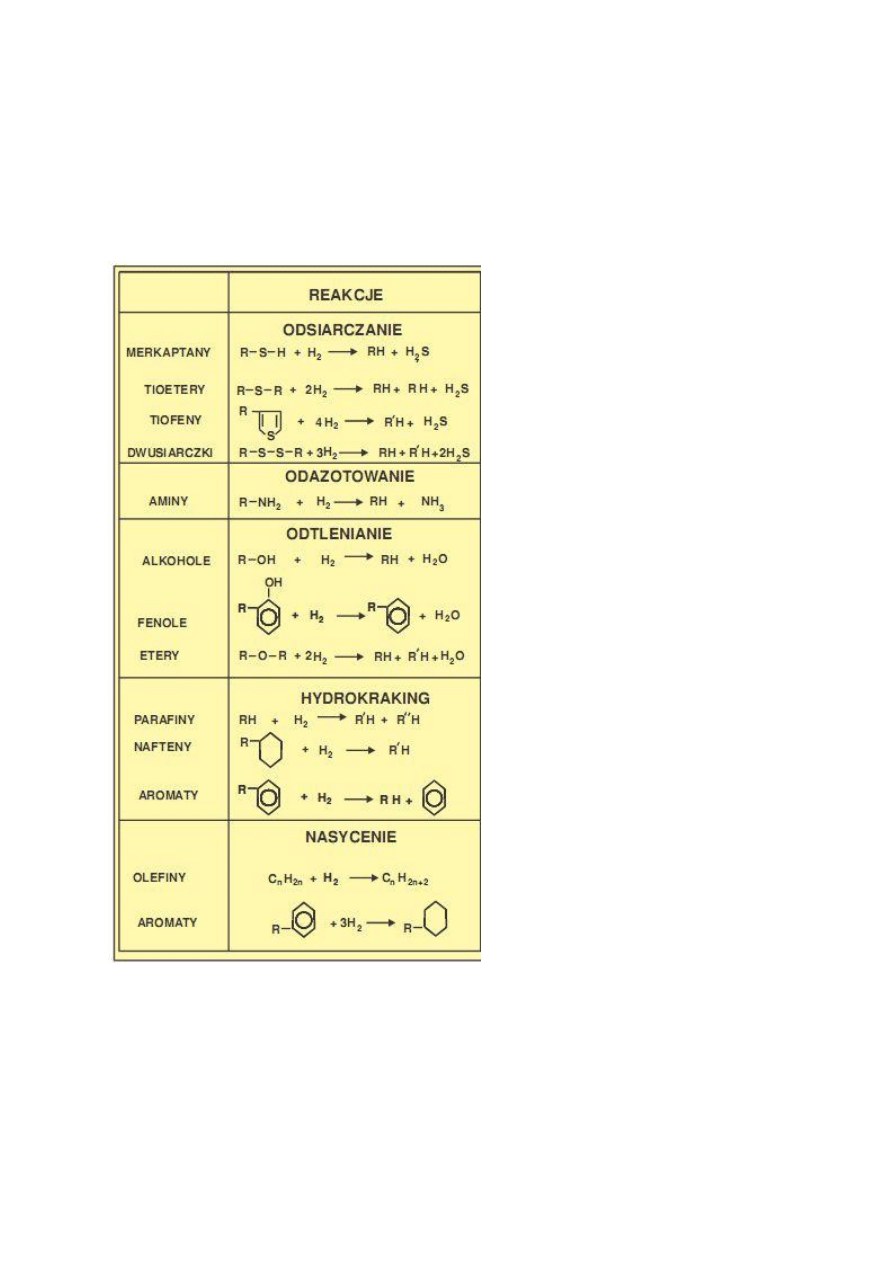
Hydrorafinacja,
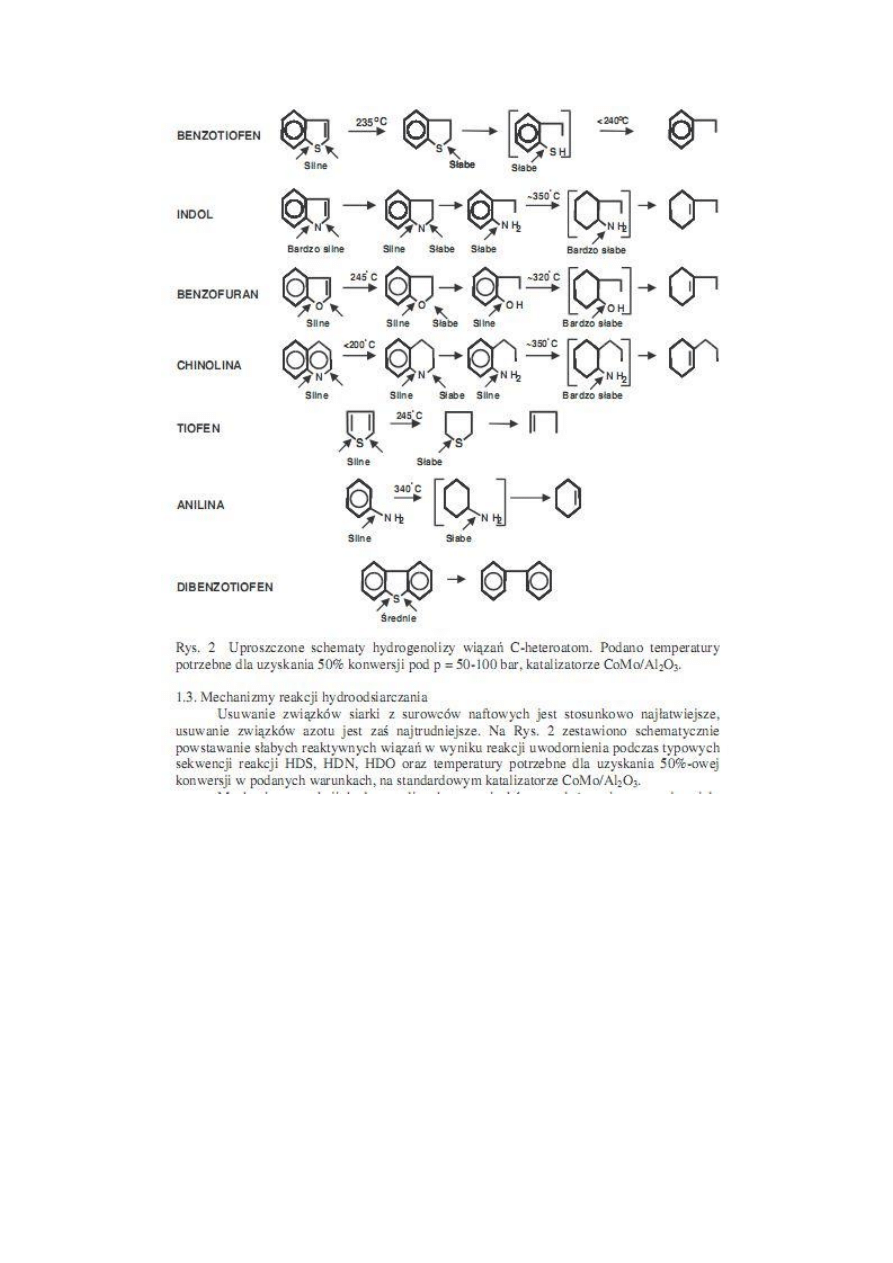
a) Podstawowe reakcje zachodzące w tym procesie (konwersja heterozwiązków,
konwersja węglowodorów aromatycznych)
Termin hydrorafinacja (HR) stosuje się do grupy procesów uwodornienia (HYD),
hydroodsiarczania (HDS), hydroodazotowania (HDN) i hydrodemetalizacji (HDM), którym w
rafinerii poddaje się różne strumienie naftowe.
11
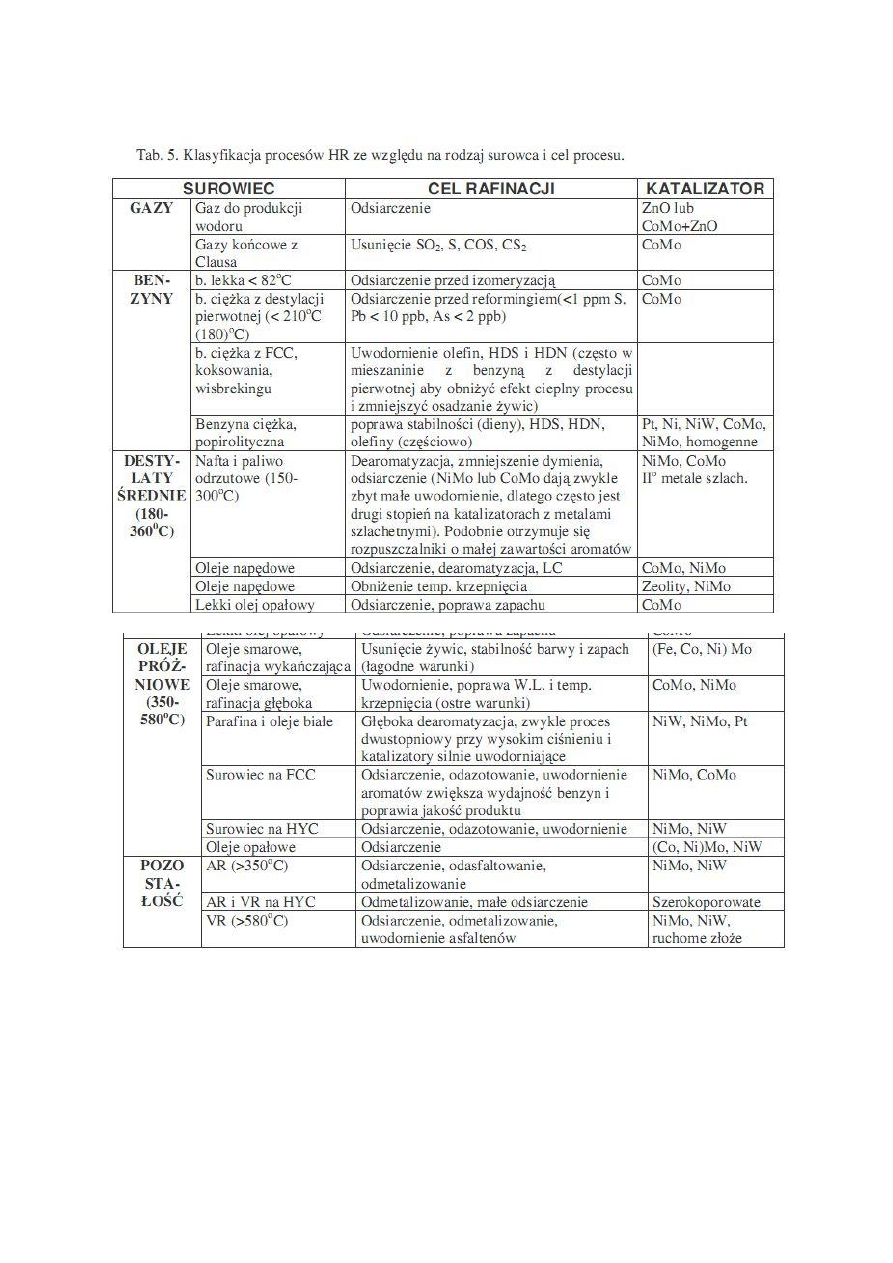
b) Wpływ temperaturowego zakresu wrzenia frakcji na parametry procesu hydrorafinacji
12
13
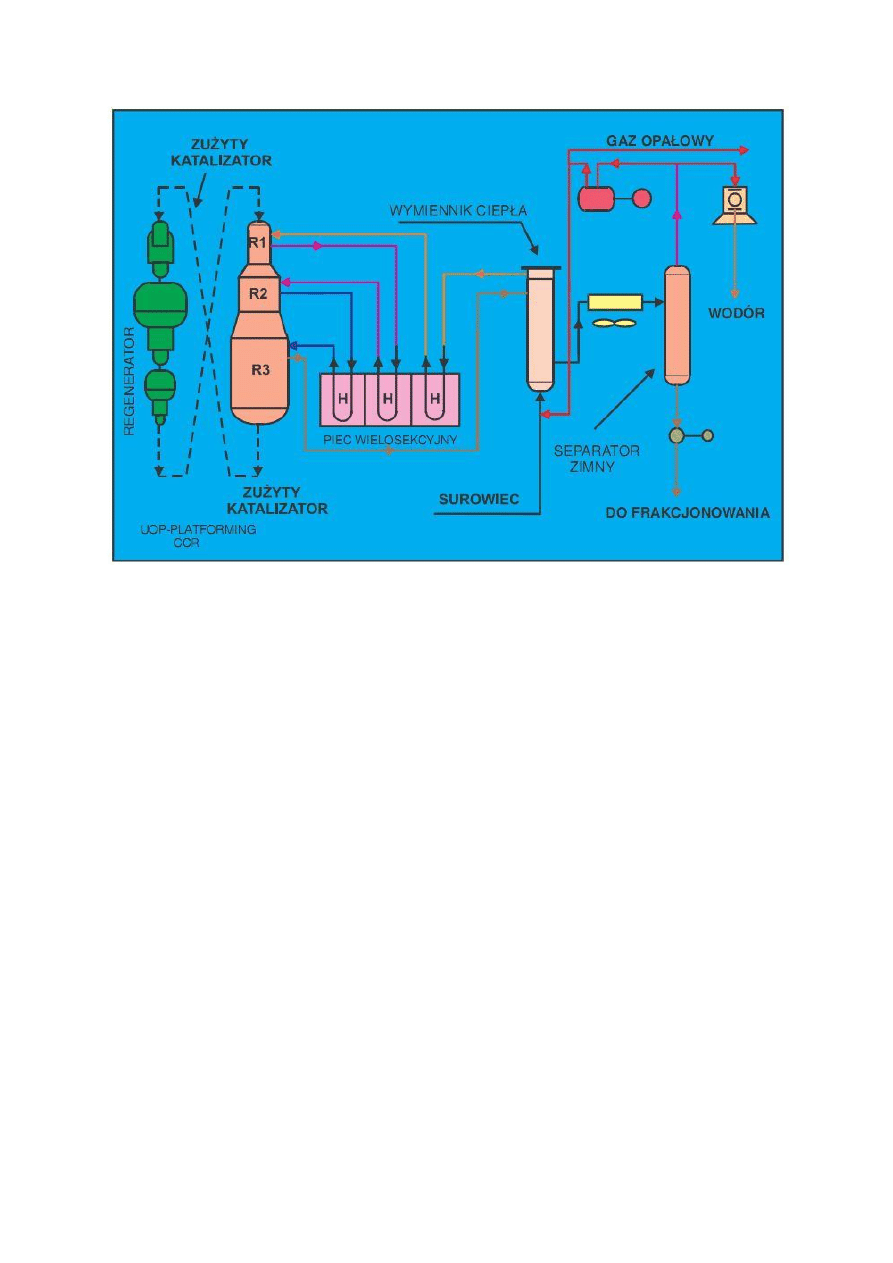
Reforming
a) Surowiec i jego przygotowanie do reformingu
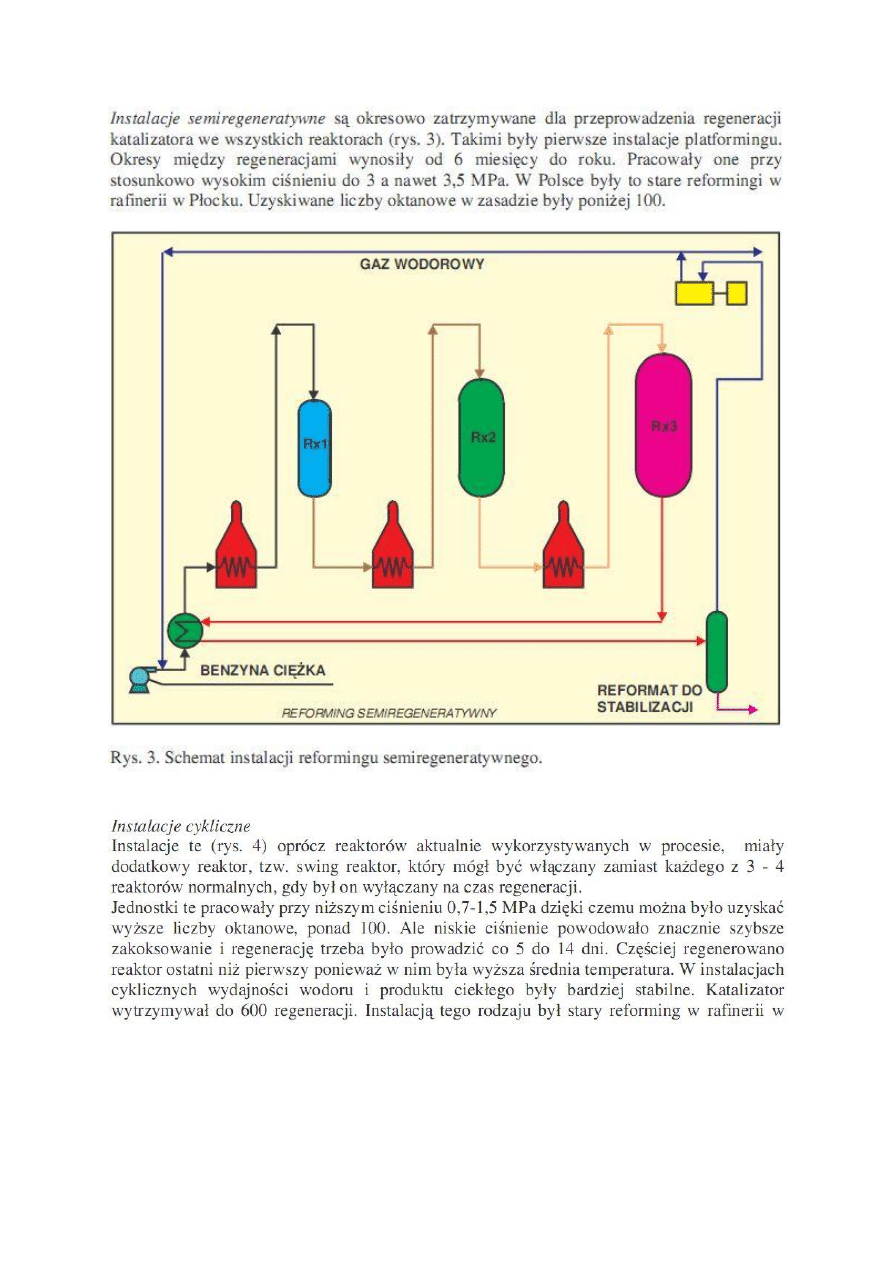
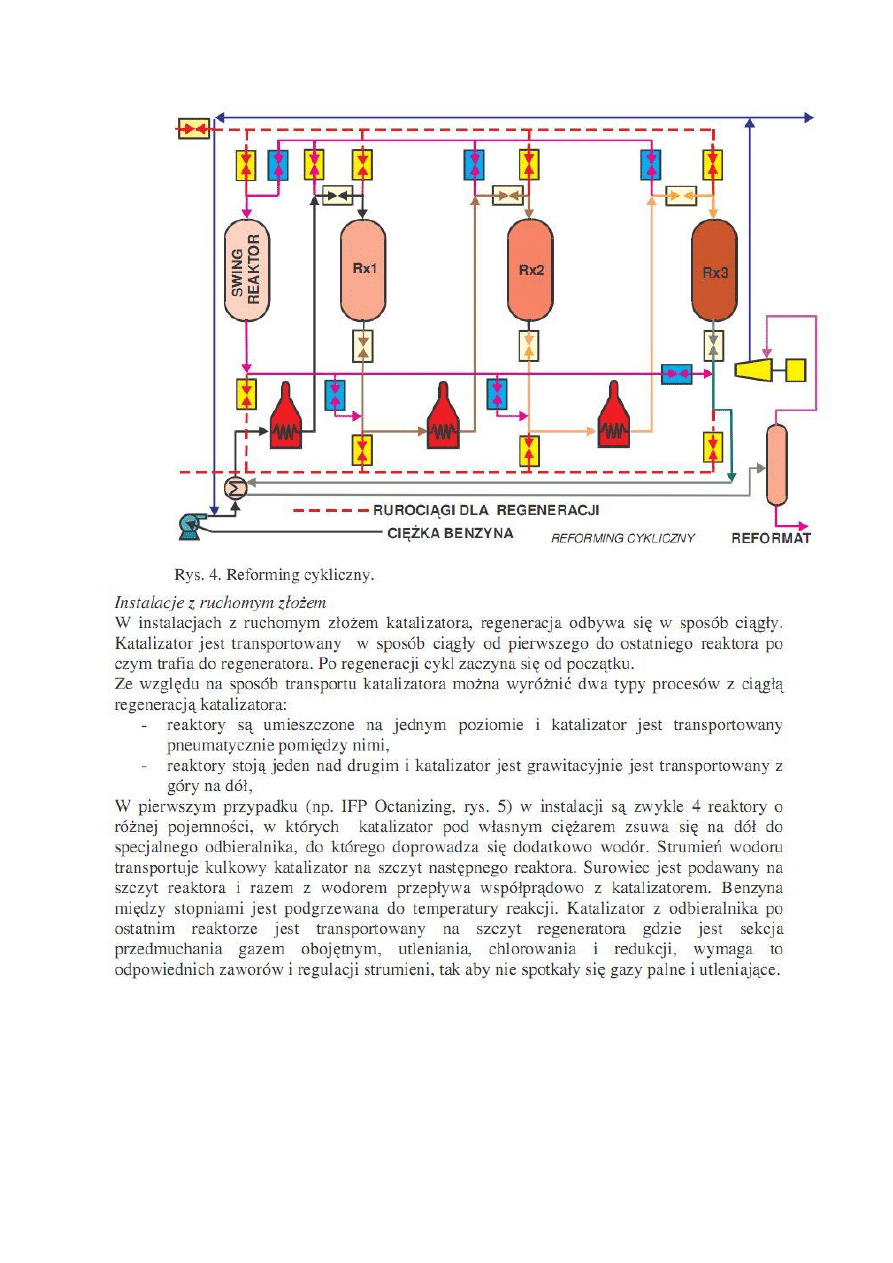
b) Przebieg procesu przemysłowego. Instalacje z ciągłą cyrkulacją i regeneracją
katalizatora, instalacje z cykliczną regeneracją katalizatora
Procesy przemysłowe
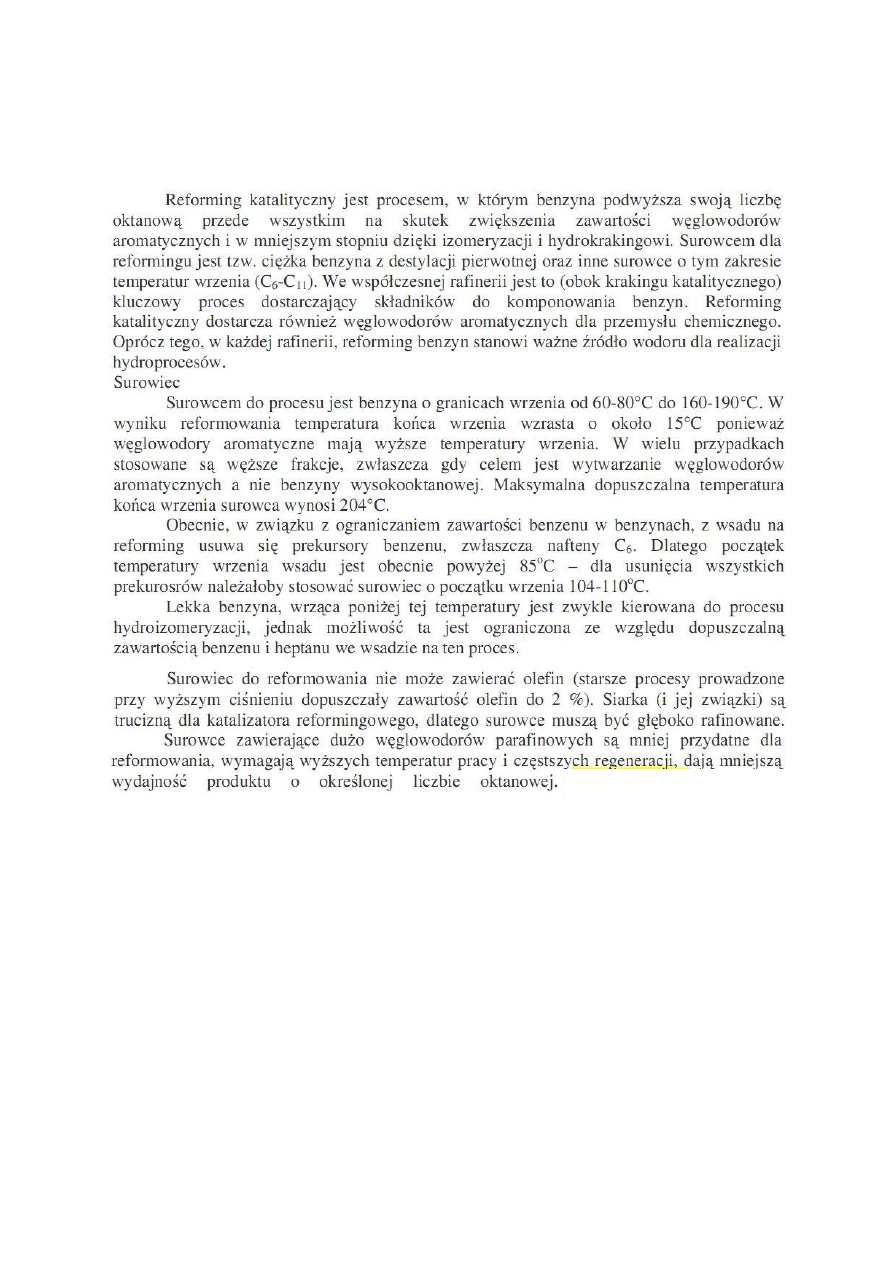
Ogólnie biorąc, ze względu na sposób przeprowadzania regeneracji można wyróżnić
trzy rodzaje procesów:
1. semiregeneratywne
2. cykliczne
3. z ruchomym złożem
14
15
16
17
c) Rozwiązania technologiczne dla produkcji komponenta benzyn o małej zawartości
benzenu
…
kolumna frakcjonujaca lekki ref – uwodornienie izomeryzacja reformat o mniej.
ilości benzenu
ekstrakcja aromatów i rozfrakcjonowanie
ekstrakcja wydzielenie benzenalkilacjakuman, etylobenzen, butylobenzen
18
7. Procesy alkilowania
Ogólnie procesem alkilowania nazywamy wprowadzenie rodnika alkilowego do cząsteczki
związku organicznego. Może to nastąpić zarówno jako przyłączenie do atomu węgla jak i
atomu tlenu, azotu, siarki lub atomów innych pierwiastków (jak np. krzem albo glin). W
procesach alkilowania jako czynniki alkilujące stosowane są olefiny, acetylen, związki
chloroorganiczne oraz alkohole i estry. W przypadku alkilowania węglowodorami
nienasyconymi reakcja przebiega z rozerwaniem wiązań pi w cząsteczkach tych
węglowodorów.
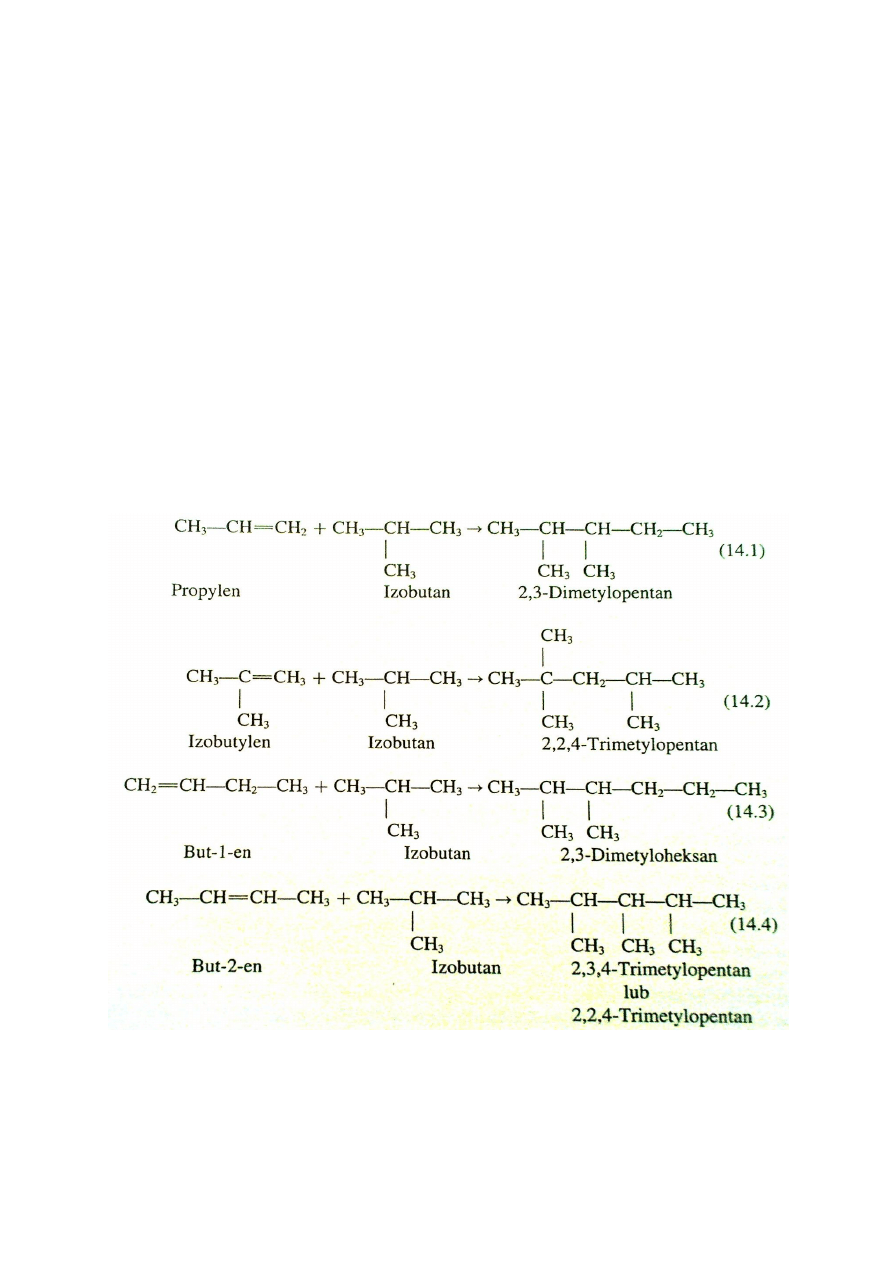
Proces alkilowania izobutanu olefinami C3, C4.
Alkilowanie w przemyśle naftowym to łączenie olefin (węglowodorów z wiązaniem
podwójnym) z izoparafinami, w wyniku czego powstają wyżej wrzące węglowodory
izoparafinowe o większej masie cząsteczkowej a także wysokiej liczbie oktanowej. W
reakcjach tych można m.in. uzyskać izooktan poprzez alkilowanie izobutanu izo lub n-
butenem.
W reakcji alkilowania 1 mol izobutanu reaguje z 1 molem węglowodoru olefinowego, dając
węglowodór izoparafinowy o większej masie cząsteczkowej. Dla najczęściej stosowanych
olefin reakcje przybierają następującą postać:
Alkilowanie izobutanu olefinami można prowadzić bez udziału katalizatorów w temperaturze
ok. 500 *C i pod ciśnieniem 20-40 MPa (200-400 at). Zazwyczaj jednak proces prowadzi się
wobec kwasu siarkowego lub fluorowodoru. W obecności kwasowych katalizatorów reakcja
przebiega w temperaturze poniżej 50*C i pod ciśnieniem 3MPa.

19
Powód stosowanie jako komponowania benzyn
- produkt o wysokiej liczbie oktanowej
- komponent, który zastąpił tetraetyloołów
Alkilaty spełniają wszystkie wymagania stawiane komponentom benzyny reformułowanej,
gdyż zawierają prawie wyłącznie izoparafiny ze śladowymi ilościami węglowodorów
olefinowych i aromatycznych
Wyszukiwarka
Podobne podstrony:
Psychologia zaburzeń – ćwiczenia 5, nowe, opracowania(2)
TABELA NORM nowe opracowanie
Chemia Materiałów nowe opracowanie
ROZDZIAŁ X.1 WYBRANE OBIEKTY POŁUDNIOWEGO SKUPISKA O NIEUSTALONEJ CHRONOLOGII, MAGAZYN DO 2015, Nowe
Nowe Grocholice3, MAGAZYN DO 2015, Nowe Grocholice - wersje maj 2014, opracowanie ng1, NG1 - ANALIZA
ROZDZIAŁ X.2 WYBRANE OBIEKTY O NIEUSTALONEJ CHRONOLOGII, MAGAZYN DO 2015, Nowe Grocholice - wersje m
NOWE GROCHOLICE 1 PLAN DO OPRACOWANIA
Nowe koncepcje nauki czytania i pisania, Opracowania
Klasy przestrzeni nowe, Lotnictwo, ppl, Andrzej Niemojewski PPL, od szefowej, Prezentacje i opracowa
ROZDZIAŁ IX.5 ANALIZA NOWOŻYTNYCH PRZEDMIOTÓW METALOWYCH, MAGAZYN DO 2015, Nowe Grocholice - wersje
ROZDZIAŁ IX.1.1 ROWY GRANICZNE, MAGAZYN DO 2015, Nowe Grocholice - wersje maj 2014, opracowanie ng1,
Nowe prawo budowlane - opracowanie, Nowe prawo budowlane<<<<<<
PL2 poziomy przes. niekontrolowana nowe, Lotnictwo, ppl, Andrzej Niemojewski PPL, od szefowej, Preze
ROZDZIAŁ VIII - KULTURA PRZEWORSKA, MAGAZYN DO 2015, Nowe Grocholice - wersje maj 2014, opracowanie
ROZDZIAŁ IX.1.2 KAMIENIE GRANICZNE, MAGAZYN DO 2015, Nowe Grocholice - wersje maj 2014, opracowanie
opracowanie bunt mas, NOWE !!!
Nowe?rdzo potrzebne opracowanie zrodlowe Smolensk Medialna dzungla luster Ksiega klamstw na temat ka
więcej podobnych podstron