
Kształtowanie wyrobów ze stali kwasoodpornych i żaroodpornych
obróbką skrawaniem
1. Wstęp.
Problemy obróbkowe stali austenitycznych chromowo-niklowych (kwaso- i żaroodpornych) pojawiły
się z chwilą opracowania tych tworzyw i konieczności konstytuowania z nich wyrobów. Często w odniesieniu
do tych stali stwierdzano, że są to stale trudno obrabialne, ponieważ podczas ich obróbki następuje szybkie
zużycie ostrza, powstaje wysoka temperatura w obszarze skrawania (co w związku z ich bardzo złą
przewodnością cieplną powoduje. że znaczną część ciepła przyjmuje narzędzie), a niewielkie stępienie na
powierzchni przyłożenia ostrza powoduje gwałtowne pogorszenie chropowatości obrobionej powierzchni itp.
Czy jednak takie rozumienie pojęcia „trudno obrabialny” jest nadal aktualne i ścisłe? Czy możemy używać tego
terminu bez podania bliższych danych towarzyszących procesowi skrawania? Czy zastosowanie nowych
materiałów narzędziowych, które pozwalają uzyskiwać większą trwałość ostrza, lub stosowanie takich mate-
riałów narzędziowych. dla których występujące temperatury skrawania nie są groźne, lub wreszcie wspomaganie
samego procesu dodatkowymi czynnikami zewnętrznymi (zgniot, przepływ dodatkowego prądu w układzie OPN
itp.) nie nakazuje zweryfikować pojęcia „trudno obrabialny”?
W latach 1965 - 1974 w Katedrze Obróbki Skrawaniem (od 1970 roku przemianowanej na Zakład
Technologii Budowy Maszyn) podjęto badania mające na celu poprawę skrawalności stali austenitycznych
chromowo-niklowych. Prowadzono je pod kierunkiem prof. K. Wieczorowskiego, ówczesnego docenta w wyżej
wymienionej katedrze i zakładzie.
Podjęte wówczas badania są prowadzone z różną intensywnością oraz w różnych odmianach do chwili
obecnej.
2.
Przebieg badań.
Rozpoczęte w 1966 roku doświadczenia nad skrawalnością kwaso- i żaroodpornych stali
austenitycznych miały wytyczone dwa kierunki. Pierwszy dotyczył możliwości poprawy tejże skrawalności
przez obróbkę cieplną (przesycanie w różnych temperaturach), drugi natomiast miał charakter wyraźnie
użytkowy - chodziło o opracowanie na podstawie uzyskanych wyników normatywów technologicznych. Główny
zakres badań dotyczył toczenia, natomiast skromniejszy obszar - dotyczący budowy normatywów
technologicznych - opracowano na podstawie odrębnego zakresu doświadczeń dla pozostałych sposobów
obróbki. tj. wiercenia, powiercania, rozwiercania i frezowania.
Myślą przewodnią badań nad poprawą skrawalności stali austenitycznych za pomocą obróbki cieplnej
był jej wpływ na wielkość ziaren austenitu w funkcji temperatury przesycania, a w wyniku tego zmiana
właściwości wytrzymałościowych (rys. 1).
Na podstawie badań ustalono, że obróbka cieplna ma wpływ na skrawalność stali austenitycznych. Jest
on niejednakowy dla różnych wskaźników skrawalności, np. istotny w przypadku oporu skrawania, a znacznie
mniej istotny w przypadku trwałości ostrza.
Kontynuując badania i poszukując nowych możliwości popraw skrawalności stali austenitycznych
chromowo-niklowych, przeprowadzono serię doświadczeń nad wpływem zgniotu wstępnego oraz naprężeń
rozciągających na tę skrawalność. Wpływ ten istnieje, a w niektórych przypadkach jest wyraźny. Już badanie
właściwości wytrzymałościowych wskazuje na wyraźną zmianę ich wskaźników (szczególnie plastyczności)
jako funkcji zgniotu wywołanego osiowymi naprężeniami ściskającymi. Ogólny wniosek wynikający z tych
prób wskazuje na zgniot jako sposób poprawienia skrawalności stali austenitycznych, przede wszystkim
zmniejszenia chropowatości powierzchni (rys. 2, 3).
Stale austenityczne chromowo-niklowe są stalami miękkimi. bardzo podatnymi na zgniot. Otrzymane
wyniki potwierdziły wstępne przypuszczenie, że w stanie zgniecionym stale te będą lepiej obrabialne. Dotyczy
to przede wszystkim chropowatości powierzchni oraz w mniejszy stopniu trwałości ostrza.
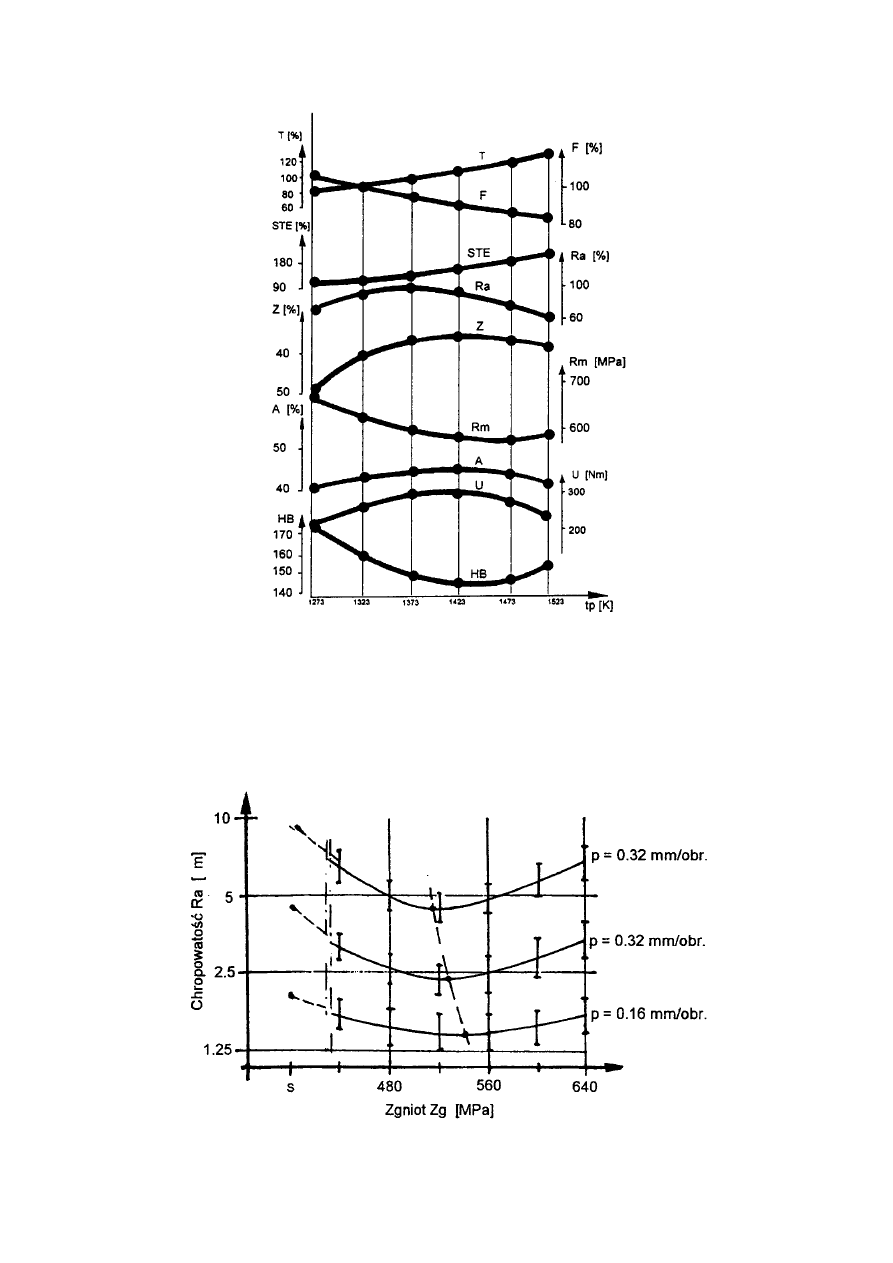
Rys. 1. Wpływ temperatury przesycania na wybrane wskaźniki skrawalności oraz
niektóre wskaźniki wytrzymałościowe stali 1H18N9
Istotne jest to, że należałoby wykorzystać dodatkowy zgniot obrabianego materiału do obróbki
wykańczającej otworów oraz szlifowania tych stali.
W roku 1986 odbywała się w Gdańsku Konferencja Naukowo - Techniczna z okazji 40-lecia
Politechniki Gdańskiej, na której wspólnie z prof. K. Wieczorowskim przedstawiono obszerny referat na
podstawie pracy, podsumowujący zakres prac zrealizowanych w okresie 1968-1985, a zarazem wytyczający
nowy kierunek badań nad stalami austenitycznymi chromowo-niklowymi.
Rys. 2. Wpływ wstępnego zgniotu stali austenitycznych chromowo-niklowych na chropowatość powierzchni toczonych ze stali IH18N9T
(dla trzech posuwów)
Równolegle z badaniami o charakterze naukowym, mającymi na celu wyjaśnienie i uzasadnienie
wstępujących zjawisk oraz zmian i relacji między czynnikami fizycznymi, prowadzono badania stanowiące
podstawę do opracowania normatywów technologicznych obróbki wiórowej stali austenitycznych chromowo-
niklowych. W normatywach ważne są zależności trwałości ostrza T, siły skrawania F czy też chropowatości
powierzchni R
a
, które występują w postaci konkretnych zależności liczbowych.
Obszerny zakres badań. którymi kierował prof. K. Wieczorowski. zaowocował opracowaniem zbioru
normatywów technologicznych obróbki kwaso- i żaroodpornych stali austenitycznych. Normatywy te stały się
podstawą normowania procesów technologicznych obróbki tych stali w przemyśle polskim. Poza tym badania te
zapoczątkowały całą serię innych prac, mających na celu opracowanie normatywów technologicznych obróbki
różnymi sposobami różnych materiałów. Można nawet stwierdzić. że badania o takim charakterze stały się
specjalnością Zakładu.
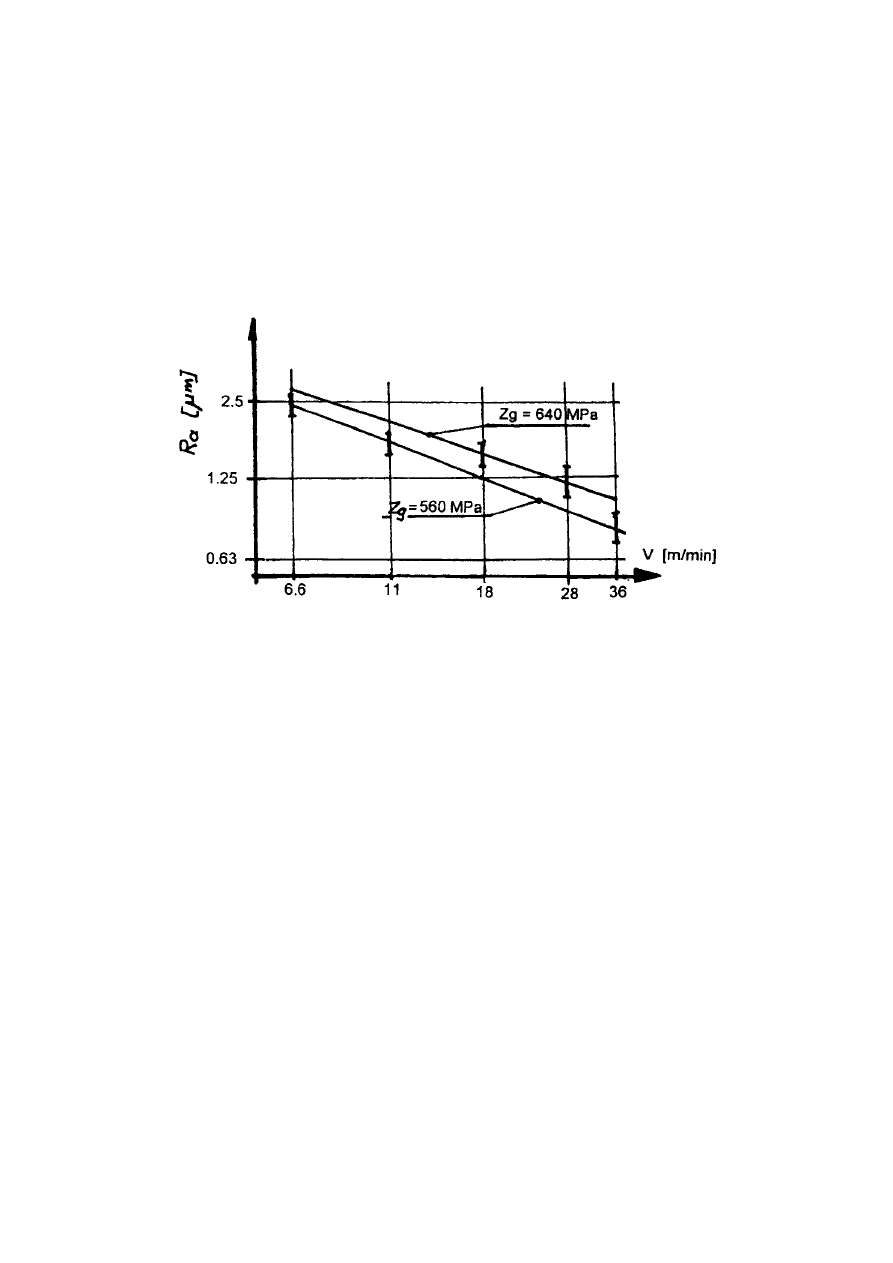
Rys. 3. Wpływ prędkości skrawania na chropowatość powierzchni toczonych ze stali
austenitycznej 1H18N9T poddanej wstępnemu zgniotowi
Wyszukiwarka
Podobne podstrony:
METALOZNAWCZE PODSTAWY KSZTALTOWANIA STRUKTURY I WLASCIWOSCI BLACH ZE STALI DP W PROCESIE CIAGLEGO W
Badanie wyplywu cieczy ze zbior Nieznany (2)
kolokwium nr 1 ze statsystyki o Nieznany (3)
Efekt wyprzedaży polskich zakładów Stadiony na Euro 2012 budowane ze stali z Luksemburga
4 Co to są linie poślizgu widoczne na powierzchni próbki ze stali GX11009/5717
Ocena zgodnoXci wyrobow id 3296 Nieznany
Sciaga ze stali-semV-wyklad4, BUDOWNICTWO, KONSTRUKCJE METALOWE 2
M Ponikwia Relacja ze spotkani Nieznany
Egzamin ze stali(2)
pytania na egzam ze stali, Łączniki: - rozbieralne (bez niszcz
więcej podobnych podstron