Katedra Technologii Polimerów
Materiały Proekologiczne
Polimery otrzymywane z surowców odnawialnych.
Biopol w porównaniu do poliolefin
(Chemia C, pok. 105)
Z godnie z wymaganiami ochrony środowiska odpady opakowaniowe (opakowania
poużytkowe) powinny być przydatne do odzysku energii lub recyklingu materiałowego,
chemicznego lub organicznego (kompostowanie lub obróbka beztlenowa). Problemy
techniczne i ekonomiczne, związane z recyklingiem materiałowym i chemicznym odpadów
opakowaniowych z tworzyw sztucznych, skłoniły naukowców do poszukiwań nowych
materiałów, które można poddać recyklingowi organicznemu. Poszukiwania te miały na celu
uzyskanie nowych polimerów ulegających biodegradacji, które mogłyby zastąpić tradycyjne
tworzywa sztuczne. Prace w tym zakresie trwały przez wiele lat i koncentrowały się głównie
na opracowaniu technologii wytwarzania polimerów biodegradowalnych, przydatnych
do kompostowania, a szczególnie polimerów bazujących na surowcach naturalnych
odnawialnych (np. skrobia, celuloza, białka). W ostatnich latach dokonał się znaczący postęp
w dziedzinie produkcji biodegradowalnych materiałów nowej generacji i szybko wzrasta
rynek surowców do ich wytwarzania, głównie skrobi i kwasu polimlekowego. W państwach
Unii Europejskiej, Japonii, a także w USA wytwarzane są już polimery biodegradowalne
nowej generacji, które wykorzystuje się do produkcji opakowań. Materiały te są atrakcyjne
z ekologicznego punktu widzenia, a w przyszłości również ze względów ekonomicznych,
gdyż rozszerzenie skali produkcji umożliwi obniżenie kosztów wytwarzania. Rozwój
produkcji materiałów i opakowań biodegradowalnych, przydatnych do kompostowania, jest
ściśle związany z wprowadzanymi w wielu państwach regulacjami prawnymi w zakresie
gospodarki odpadami opakowaniowymi oraz obowiązkowymi poziomami odzysku
i recyklingu takich odpadów [1].
W krajach wysoko rozwiniętych takich jak USA, Japonia czy państwa Europy
Zachodniej polimery biodegradowalne wytwarzane są już na skalę przemysłową i znalazły
zastosowanie głównie w
medycynie, przemyśle kosmetycznym, agrochemii, a
przede
wszystkim w przemyśle opakowaniowym.

Polimery biodegradowalne są to związki wielkocząsteczkowe, które ulegają degradacji
i są poddawane destrukcyjnemu metabolizmowi do dwutlenku węgla i
wody przez
mikroorganizmy (bakterie, grzyby itp.) w warunkach naturalnych. Polimery te dzielą się
na trzy główne grupy:
1. polisacharydy naturalne (skrobia, celuloza) i inne biopolimery;
2. poliestry produkowane przez mikroorganizmy;
3. syntetyczne polimery, w szczególności alifatyczne poliestry.
Biodegradowalne polimery bazujące na naturalnych polisacharydach, szczególnie skrobi,
mogą być produkowane na dużą skalę przy małych kosztach. Ze względu na brak
plastyczności są one użyteczne dopiero po chemicznej modyfikacji lub w postaci blend
(mieszanin) z
biodegradowalnymi polimerami syntetycznymi. Możliwości kombinacji
naturalnych i syntetycznych polimerów są raczej ograniczone, dlatego też syntetyczne
biopolimery, których właściwości mogą być w szerokim zakresie zaprogramowane mają nad
nimi przewagę.
Przegląd opakowaniowych polimerów biodegradowalnych
Do polimerów, z których produkowane są biodegradowalne materiały opakowaniowe a także
uzyskały one certyfikaty przydatności do kompostowania, zgodnie z normą DIN 54900,
należą: Ecoflex (BASF), BAK (BAYER AG), Bioplast (BIOTEC), Eco PLA (Cargill Dow
Polymers LLC), LACEA (Mitsui Chemicals Europe GmbH), Biopol (Monsanto Europe S.A.),
Mater-Bi (Novamont S.p.A.). Oto charakterystyka niektórych z nich:
- Kompozycja polimerowo-skrobiowa o nazwie handlowej Mater-Bi i symbolach ZF03U/A,
ZI01U, NF01U (Novamont) produkowana w formie granulatu. Mater-Bi stosowany jest jako
materiał opakowaniowy do produkcji folii (również do pakowania suchych produktów
spożywczych), termoformowanych tacek i pojemników, do spienionych wyprasek
i spienionego materiału wypełniającego wolne przestrzenie w opakowaniach transportowych.
Znaczne ilości tego tworzywa zużywa się w Niemczech, Włoszech, Norwegii, Austrii
i Szwajcarii na produkcję worków na odpady biodegradowalne, przeznaczone
do kompostowania.
- Kompozycja polimerowo-skrobiowa BIOPLAST o symbolach GF 102/11, GF 102/13, GF
102/14, GF 103/51 (BIOTEC), produkowana w formie granulatu. Jest to tworzywo składające
się ze skrobi i polikaprolaktonu. Charakteryzuje się wytrzymałością mechaniczną podobną
do polietylenu, ale te parametry mogą ulegać zmianie w skrajnych warunkach wilgotności
powietrza. Folie z tego materiału o nazwie handlowej BIOFLEX, produkowane metodą
rozdmuchu, są stosowane do formowania toreb handlowych, worków na odpady itp. Folie
można drukować techniką flekso i offsetową bez konieczności aktywowania powierzchni tak,

jak w przypadku polietylenu. BIOPLAST może być zastosowany również do wytwarzania
siatek, np. do pakowania owoców i warzyw, etykiet oraz opakowań formowanych wtryskowo.
- Biopolimer o nazwie handlowej BIOPOL (Monsanto), odmiany D311GW, D311GN,
D411GN, D400GN/D401GN. Kopolimer blokowy poli(kwasu 3-hydroksymasłowego)
z poli(kwasem 3-hydroksywalerianowym) PHBV o strukturze poliestrowej, wprowadzony
na rynek przez koncern ICI nosi nazwę handlową BIOPOL. Jest jednym z pierwszych
polimerów nowej generacji, produkowanym z surowców naturalnych. Charakteryzuje się
dużą stabilnością i wytrzymałością, a także odpornością na dużą wilgotność otoczenia
w czasie użytkowania i magazynowania. Jest także materiałem barierowym dla aromatów.
Biopol jest wytwarzany przez bakterie Alcaligenes eutrophus w procesie fermentacji glukozy
i gromadzony w ich komórkach jako materiał zapasowy. Wyodrębniony z bakterii
i oczyszczony polimer poddawany jest granulacji i w takiej formie może być stosowany
w klasycznych technologiach przetwórstwa tworzyw sztucznych: wtrysk, wytłaczanie,
wytłaczanie z rozdmuchem, powlekanie, termoformowanie itp..
- Statystyczny kopoliester o nazwie handlowej ECOFLEX (BASF). Właściwości tego
materiału są porównywalne z PE-LD. ECOFLEX może być przetwarzany na folie przez
rozdmuch (cienkie folie o grubości 10 µm) i wytłaczanie oraz drukowany przy użyciu technik
stosowanych dla PE-LD. Przed przetwórstwem nie wymaga suszenia, tak jak większość
poliestrów. Główne zastosowanie – wytwarzanie folii opakowaniowych, higienicznych
i rolniczych, powlekanie papieru, opakowania jednorazowe w barach szybkiej obsługi.
- Poliester amidowy o nazwie handlowej BAK 1095 i LP BAK 403-004 (BAYER). BAYER
rozwija technologię produkcji termoplastycznego poliestru amidowego całkowicie
biodegradowalnego. Pierwsza wersja tego poliestru nosi nazwę BAK 1095, a nowsza LP
BAK 403-004. BAK 1095 jest polimerem półkrystalicznym o dużej przezroczystości, dobrej
wytrzymałości mechanicznej przy obciążeniach dynamicznych i statycznym rozciąganiu.
Może być przetwarzany na tradycyjnych urządzeniach do przetwórstwa tworzyw
termoplastycznych techniką rozdmuchu, wytłaczania, wtrysku. Temperatura przetwarzania
zawiera się w granicach 130-250°C. BAK jest przydatny do termoformowania, może być
barwiony, drukowany i zgrzewany, powinien być przetwarzany stosunkowo szybko
po wytworzeniu, a przed przetwórstwem suszony przez 2 godziny w temperaturze 90°C.
Folie uzyskane metodą rozdmuchu charakteryzują się wysokim oporem przedarcia i dobrymi
cechami wytrzymałościowymi, porównywalnymi z foliami PE-LD [2].
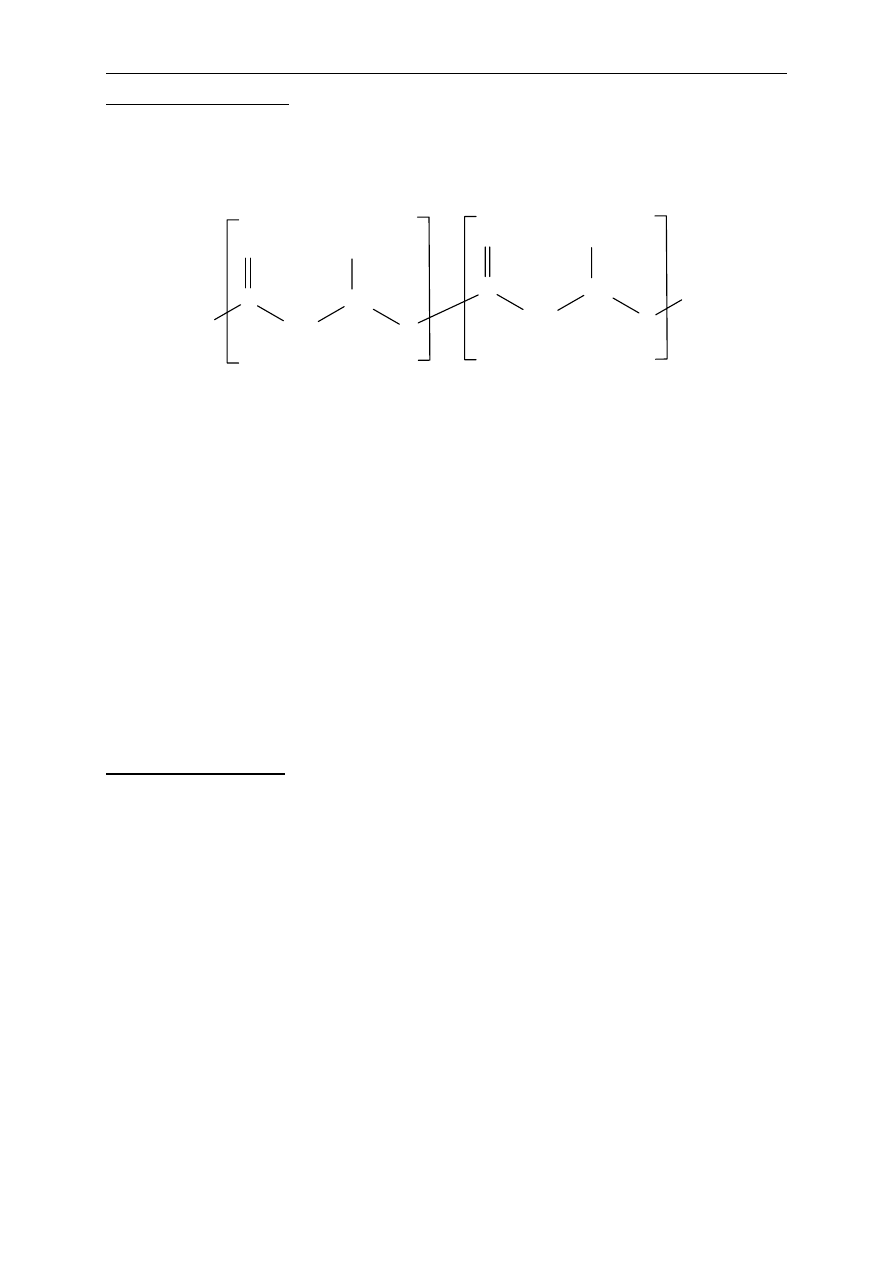
Kopolimer merów kwasu hydroksymasłowego [HB] i hydroksywalerianowego [HV],
handlowa nazwa Biopol
Kopolimer kwasu hydroksymasłowego[HB] i kwasu hydroksywalerianowego [HV], którego
struktura przedstawiona jest na rys.1, jest produkowany przez firmę MONSANTO pod
handlową nazwą Biopol:
C
O
CH
2
CH
CH
3
O
C
O
CH
2
CH
O
C
2
H
5
X
Y
HB HV
Rys.1. Struktura kopolimeru kwasu hydroksymasłowego
i kwasu hydroksywalerianowego.
Jest to termoplastyczny poliester, w którym mery obu składników kopolimeru
są przypadkowo rozłożone w liniowym łańcuchu. Materiał jest regularny stereochemicznie.
Wszystkie centra chiralne mają konfigurację R-stereochemiczną, co powoduje, że polimer
jest izotaktyczny.
Pierwsza wzmianka dotycząca homopolimeru PHB pochodzi z 1901 roku, a dokładne studia
nad tym materiałem rozpoczął Maurice Lemoigne w Instytucie Pastera w 1925 roku. PHB jest
produkowany na skalę przemysłową od przełomu 50 i 60-tych lat. Firma ICI od początków
lat 70-tych wykorzystuje do produkcji PHB bakterie Alcaligenes eutrophus.
Otrzymywanie Biopolu
Biopol powstaje w środowisku naturalnym w procesie fermentacji cukru z buraka
cukrowego przy udziale takich bakterii jak: Rhizobium melitali, Pseudomonas cepacia,
Pseudomonas sp., Pseudomonas extroquens, Methylobakterium sp. oraz Alcaligenes
eutrophus. Bakterie te przetwarzają nadmiar glukozy na homopolimer kwasu
hydroksymasłowego [PHB], a obecność merów kwasu hydroksywalerianowego [HV] może
być różna i zależy od ilości kwasu propionowego.
Kopoliester jest magazynowany w cytoplazmie w postaci granulek otoczonych błoną
lipidowo-białkową, jako zapasowe źródło energii bakterii. Każda komórka zawiera od 8
do 12 granulek, które mają średnicę od 0.2 do 0.7
μm.
Do produkcji przemysłowej kopoliestru firma Monsanto wykorzystuje bakterie
Alcaligenes eutrophus, które magazynują do 80% kopolimeru w suchej masie bakterii.
Pierwszym etapem produkcji jest namnażenie kultury bakterii Alkaligenes eutrophus
na pożywce z dodatkiem glukozy. Mikroorganizmy przetwarzają nadmiar glukozy
na homopolimer kwasu hydroksymasłowego [PHB], a dodanie odpowiedniej ilości kwasu
propionowego w stosunku do glukozy prowadzi do wytworzenia kopolimeru o różnej
zawartości kwasu hydroksywalerianowego [HV]. Kopolimer, podobnie jak w warunkach
naturalnych, magazynuje się w postaci granulek a zawartość jego sięga 80% w stosunku do
suchej masy. Ekstrakcję polimeru z komórek bakterii, prowadzoną wcześniej takimi
rozpuszczalnikami jak chloroform i chlorek metylenu, zastąpiono ostatnio wodną ekstrakcją
ciągłą. Pozwoliło to na wyeliminowanie dużej objętości rozpuszczalnika i dużych kosztów
związanych z jego odzyskiwaniem. Po ekstrakcji, wysuszeniu i oczyszczeniu Biopolu
otrzymuje się biały proszek, który poddaje się granulacji a uzyskany granulat jest końcowym
produktem procesu.
Właściwości fizyczne i mechaniczne Biopolu
Właściwości kopolimeru kwasów hydroksymasłowego i hydroksywalerianowego
są zbliżone do właściwości tradycyjnych tworzyw sztucznych z grupy poliolefin:
** temperatura topnienia kopoliestru maleje ze wzrostem zawartości HV, od wartości
zbliżonej do temperatury topnienia polipropylenu[170
0
C] do wartości zbliżonej
do temperatury topnienia
polietylenu[120
0
C];
** temperatura zeszklenia rośnie ze wzrostem zawartości HV, a jej wartość jest
zbliżona do wartości temperatury zeszklenia polipropylenu;
** udarność wzrasta ze wzrostem zawartości HV od wartości nieco większej
od udarności polipropylenu do wartości zblizonej do udarności polietylenu;
** wytrzymałość na rozciąganie jest rzędu do wytrzymałości na rozciąganie
polipropylenu i polietylenu.
** stopień krystaliczności maleje ze wzrostem HV od 80% dla homogenicznego PHB
do 60% dla Biopolu zawierającego 12% HV
Homopolimer PHB wykazuje właściwości zbliżone
do
polipropylenu,
ma podobnątemperaturę topnienia , stopień krystaliczności, temperaturę zeszklenia, ale PHB
jest materiałem bardziej twardym i kruchym niż polietylen . Możliwości zastosowania tego
materiału ogranicza wąski zakres temperatur, w którym można ten materiał przetwarzać
i mała udarność. Elastyczność PHB poprawia wprowadzenie określonej ilości merów HV.
Zmianę właściwości Biopolu w zależności od procentowej zawartości HV przedstawia tab.1.
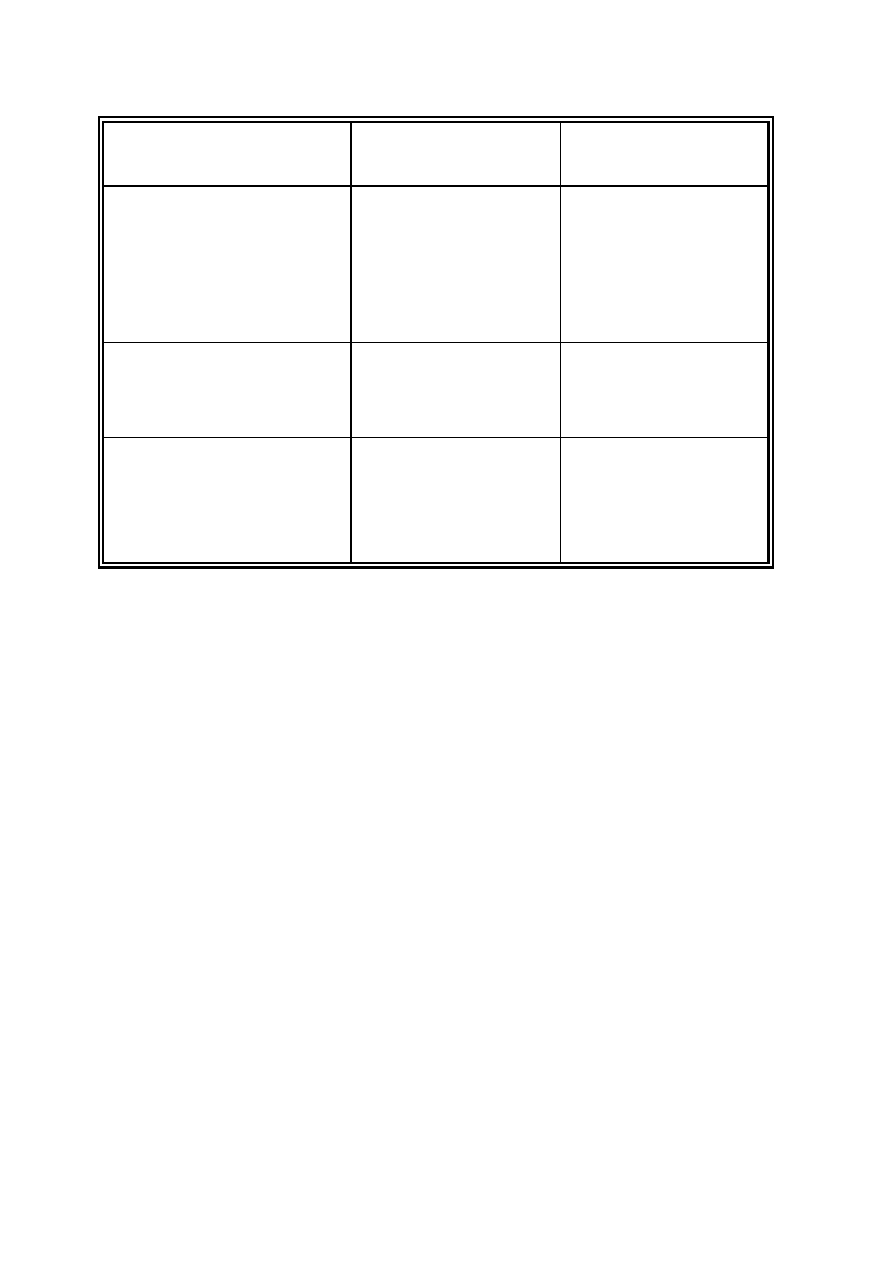
Tab. 1. Właściwości Biopolu i możliwości jego zastosowania w zależności od procentowej
zawartości merów kwasu hydroksywalerianowego (HV).
Rodzaj Biopolu
Ogólne właściwości
Biopolu
Możliwości zastosowania
Biopolu
Niska zawartość V - ok.4%
(D300G i D310G)
materiał twardy, mało
rozciągliwy, kruchy
z dodatkiem
plastyfikatorów (D310G)
do materiałów
formowanych
na wtryskarce
Średnia zawartość HV - ok.8%
(D400G i D410G)
materiał bardziej
rozciągliwy, bardziej
plastyczny, mniej twardy
odpowiedni do formowania
wtryskowego, a także
wytłaczania z rozdmuchem
Wysoka zawartość HV - ok.12%
(D600G i D610G)
materiał najbardziej
plastyczny, odznaczający
się dużą odpornością
na uderzenie
do procesów wytłaczania
Biopol jest ciekawym materiałem o szerokim zakresie właściwości. Z jednej strony jest
to tworzywo twarde, kruche i mało elastyczne jeśli ma małą zawartość merów HV, a z drugiej
elastyczny materiał o dużej odporności na uderzenia jeśli ma wysoką zawartość merów HV
w kopoliestrze. Zróżnicowane właściwości fizyczne oraz biokompatybilność
i biorozkładalność spowodowały, ze kopoliester znalazł już szeroki zakres zastosowań.
Wykorzystywany jest w medycynie jako faza nośna do kontrolowanego uwalniania leku,
jako materiał chirurgiczny ( np.nici) oraz jako materiał do rekonstrukcji kości. W rolnictwie,
ogrodnictwie i sadownictwie z Biopolu można produkować opakowania do nawozów
sztucznych, folie i pojemniki na sadzonki, które można umieścić w ziemi bez konieczności
kłopotliwego przesadzania oraz chociażby folie do pakowania odpadów kompostowych .
Możliwości zastosowania Biopolu na jeszcze większą skalę ogranicza wąski zakres
temperatur w którym można przetwarzać ten materiał, bezpośrednio związana z tym niska
stabilność termiczna (rozkład do monomeru, dimeru, trimeru, tetrameru oraz kwasu
krotonowego), której wynikiem jest znaczny spadek masy cząsteczkowej tuż powyżej
temperatury topnienia i kruchość materiału. Uciążliwa jest również cena, która ze względu na
duży koszt produkcji jest wyższa od cen tradycyjnych polimerów syntetycznych.
Dlatego jednym ze sposobów rozwiązania tych problemów jest wytwarzanie mieszanin
Biopolu z tradycyjnymi tworzywami sztucznym, głównie w celu poprawienia charakterystyki

termicznej i właściwości mechanicznych uzyskanego materiału, ale również w celu obniżenia
ceny, ale nie kosztem pogorszenia właściwości końcowego materiału.
Biorozkład Biopolu
Najważniejszą zaletą Biopolu jest to, że jest to materiał stabilny, trwały i odporny na wilgoć
w warunkach użytkowania i magazynowania, a po użyciu można go poddać biorozkładowi.
Kopoliester jest magazynowany przez grzyby i bakterie jako źródło węgla i energii. Istnieją
mikroorganizmy, które wytwarzają ten kopoliester jako rezerwę odżywczą, ale są też takie,
które wykorzystują go jako źródło pożywienia. Dostęp do zmagazynowanego kopoliestru
umożliwia depolimeraza PHB, enzym który rozbija polimer na krótsze łańcuchy(mono-
i oligomery), łatwo przyswajalne przez ścianę komórkową, które na drodze metabolizmu
przetwarzane są do CO
2
i H
2
O. Depolimeraza PHB jest aktywna tylko w pobliżu chiralnych
centrów związanych z R-stereochemiczną konfiguracją kopolimeru.
Kopolimer PHBV ulega biodegradacji zarówno w warunkach aerobowych jak
i anaerobowych. W pierwszym wypadku, czyli w warunkach aerobowych, łańcuch
polimerowy rozkłada się do CO
2
i H
2
O a w drugim do CO
2
i CH
4
.
Prowadzono badania dotyczące stopnia biodegradacji Biopolu w kompoście, w aktywnym
szlamie ściekowym, w wodzie i w ziemi. Stopień biodegradacji był oznaczony przez pomiar
wydzielającego się gazu lub na podstawie ubytku masy. We wszystkich przypadkach
uzyskano pozytywne wyniki.
Biopol ma idealne właściwości umożliwiające pełną degradację w środowisku naturalnym
i jest realną alternatywą materiału na opakowania szczególnie tam, gdzie recykling
konwencjonalnych materiałów jest trudny do przeprowadzenia zarówno ekonomicznie jak
i energetycznie [3].
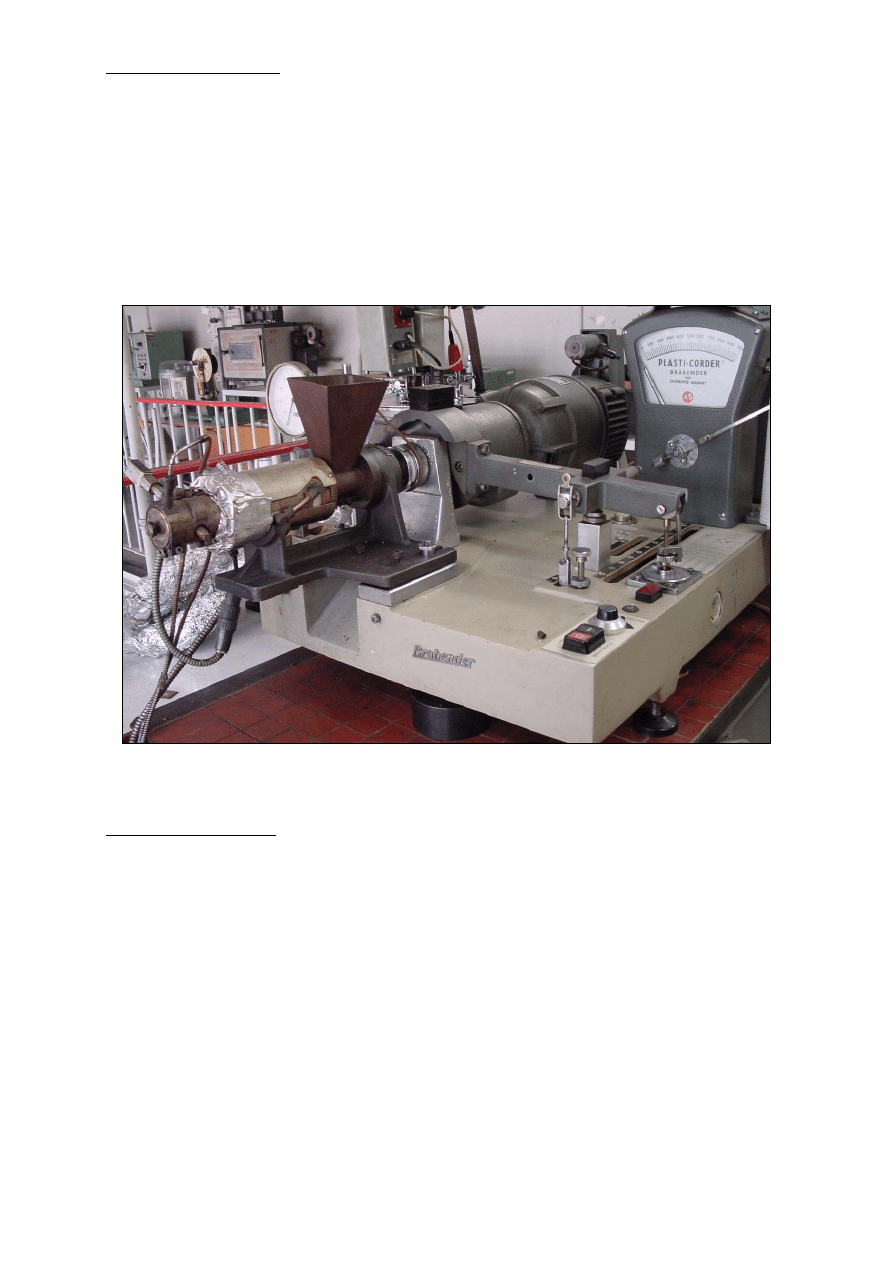
Przygotowanie próbek
Przy użyciu mieszalnika typu Brabender (rys.2) należy wytłoczyć polipropylenu (PP) oraz
Biopol.
Wytłaczanie polega na ciągłym uplastycznianiu tworzywa w układzie uplastyczniającym
i przepychaniu go przez kanały dyszy wytłaczarskiej. Proces ten przeprowadza się
w wytłaczarkach, a narzędziem jest głowica wytłaczarska z dyszą. Otrzymany wytwór nosi
nazwę wytłoczyny.
Rys.2. Mieszalnik typu Brabender z przystawką wytłaczającą.
Parametry wytłaczania:
- temperatura wytłaczania – 200-210
°C;
- szybkość wytłaczania – 30 obr/min.
Otrzymane polimery należy uformować przy użyciu prasy hydraulicznej. Następnie
należy wyciąć odpowiednie kształtki, które będzie można badać.
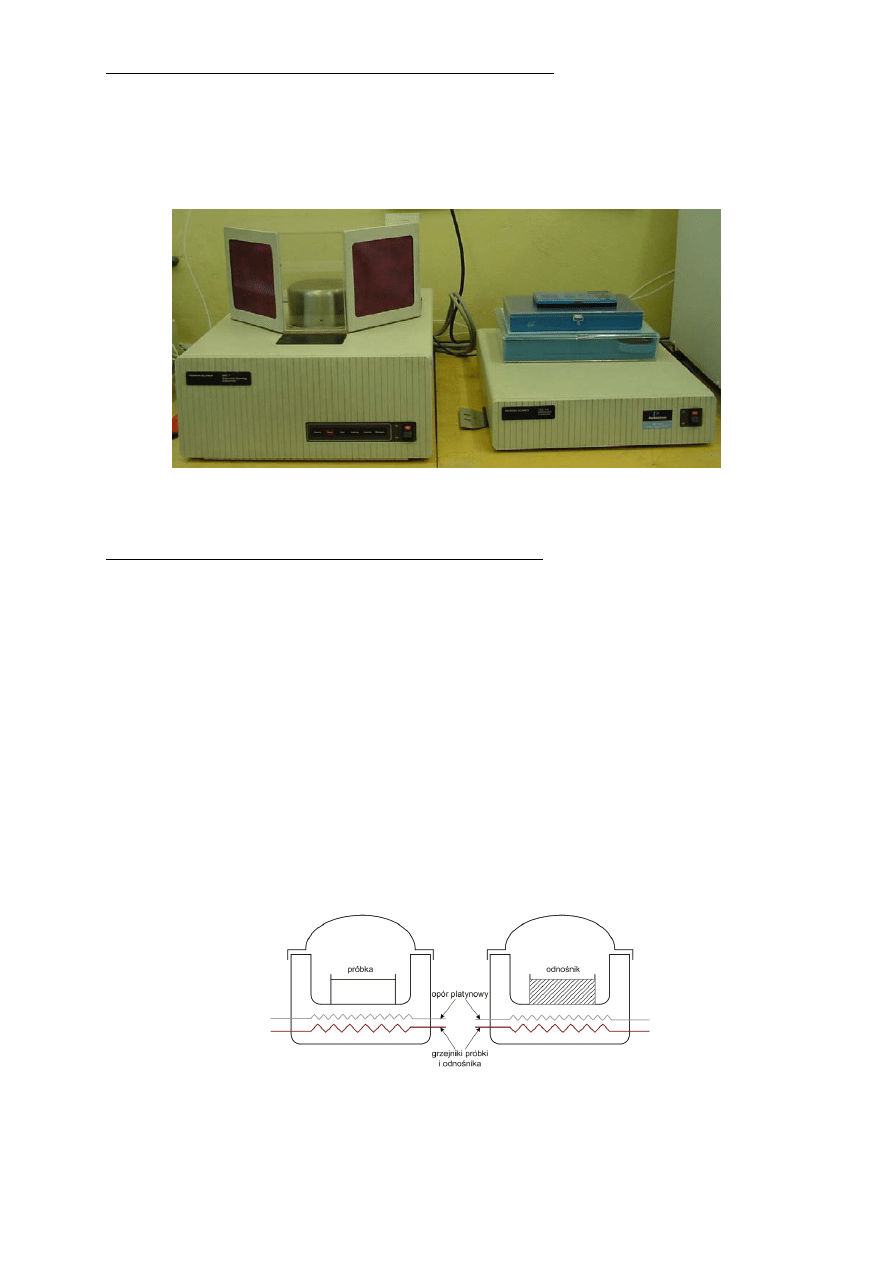
Analizy przy użyciu różnicowej kalorymetrii skaningowej.
Różnicowa Kalorymetria Skaningowa jest metodą analizy termicznej, której przedmiotem
pomiaru są różnice efektów cieplnych substancji badanej i wzorcowej.
Różnicę mierzy się w funkcji temperatury lub czasu.
Rys. 3. Różnicowy kalorymetr skaningowy
Zasada działania Różnicowego Kalorymetru Skaningowego:
• Pojemnik zawierający próbkę i termicznie obojętny odnośnik (często pusty pojemnik)
wyposażony jest w dodatkowe elementy grzewcze (szybkość ogrzewania głowicy
z pojemnikiem jest liniowa w czasie).
• Obydwa naczyńka (z badaną próbką i z wzorcem) utrzymane są w takiej samej
temperaturze, tak aby różnica temperatur między nimi
ΔT była stale równa zero.
• Zachodząca przemiana zakłóca równowagę układu między próbką a odnośnikiem
powstaje różnica temperatur. Sygnał o zakłóceniu przesyłany jest do układu
sterującego elementami grzewczymi.
• Elementy grzewcze doprowadzają do jednego z pojemników odpowiednią ilość
energii konieczną do kompensacji efektów cieplnych zachodzącej przemiany.
Rys. 4. Naczynko kalorymetryczne do DSC
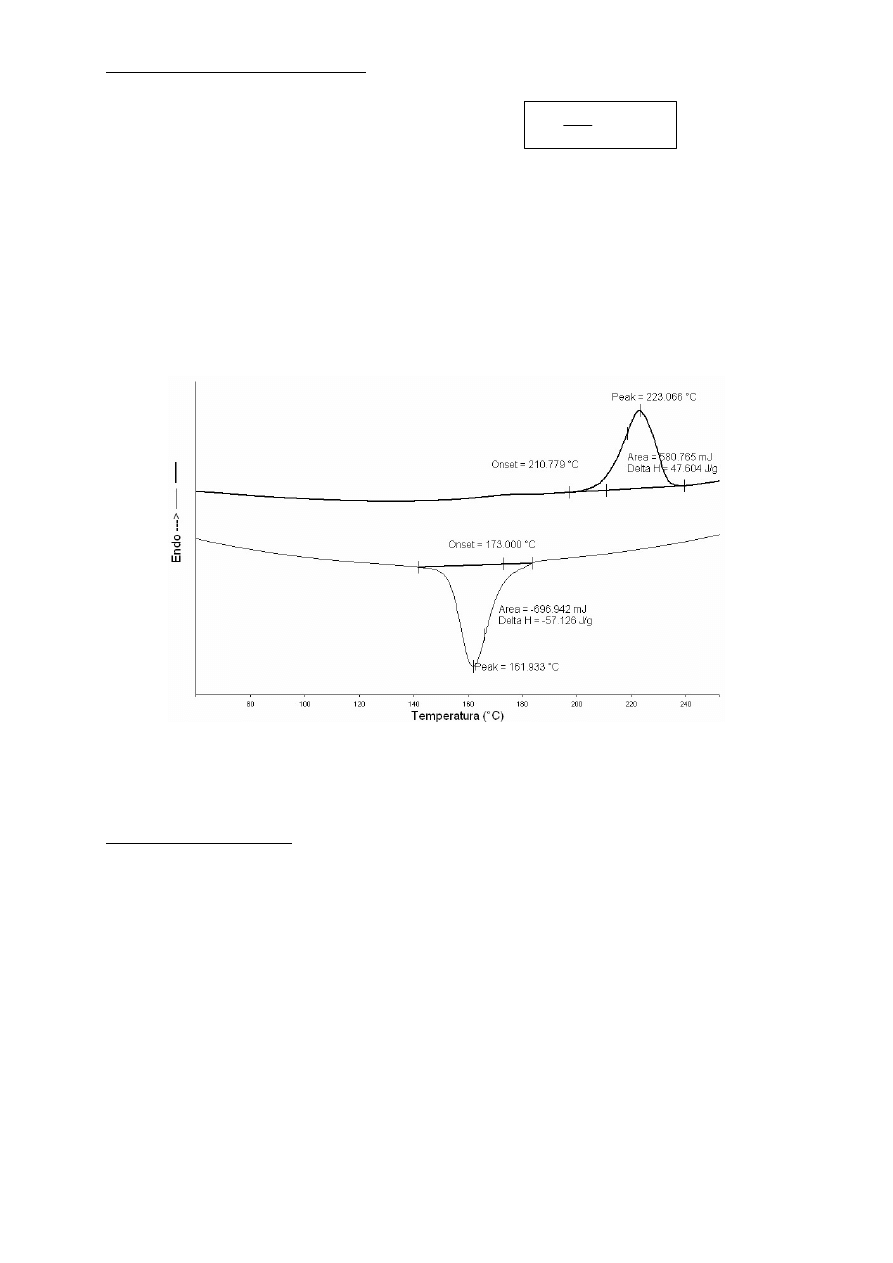
Wyznaczanie temperatury topnienia
Topnienie substancji jest przemianą fazową I rzędu.
.
;
const
p
S
H
T
m
=
Δ
Δ
=
Gdzie:
ΔH – zmiana entalpii; DS. – zmiana entropii.
• Na termogramach DSC za temperaturę topnienia Tm przyjmuje się zwykle
temperaturę odpowiadającą maksimum endotermy Tmax.
• W rzeczywistości jest to temperatura, w której kryształy polimeru topią się
z największą szybkością.
• Wyznaczona w ten sposób temperatura topnienia jest funkcją szybkości ogrzewania.
Rys. 5. Przykładowy przebieg topnienia i krystalizacji dla poliamidu 6.
Pomiar przy uzyciu DSC:
- Naważyć około 20 mg PP oraz Biopolu korzystając z wagi torsyjnej;
- Pomiar prowadzić od temperatury 25
o
C do 250
o
C z szybkością 20
o
C/min;
- Przeprowadzić analizę otrzymanych wyników.
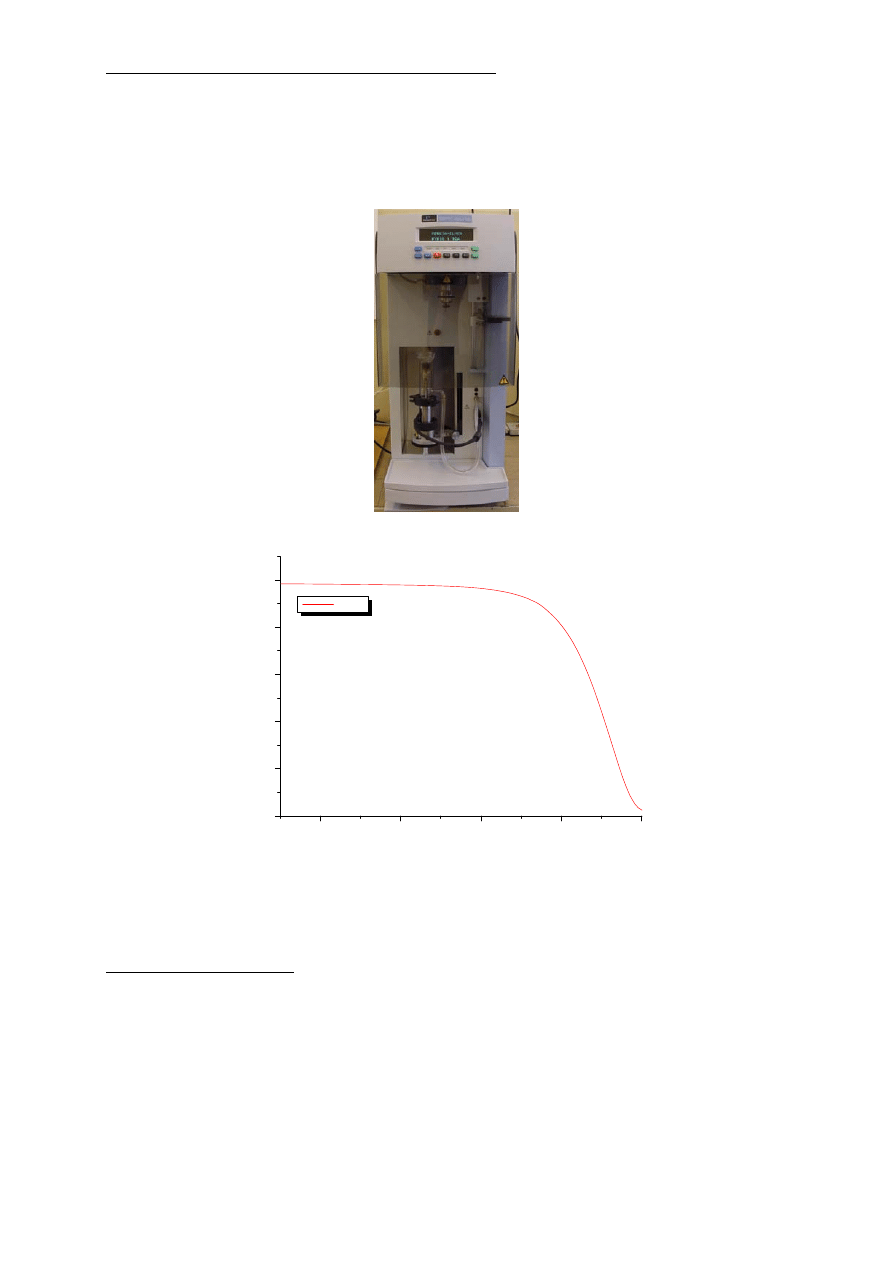
Badania za pomocą analizy termograwimetrycznej
Metoda polegająca na badaniu zmian masy substancji w trakcie ogrzewania.
Przy użyciu tej metody można badać procesy rozkładu ciał stałych (m. in. kinetyki),
wyznaczać entalpię reakcji a także przemiany fazowe.
Rys. 6. Analizator termograwimetryczny.
275
300
325
350
375
400
425
450
475
500
0
20
40
60
80
100
%
z
a
cho
w
a
nia
m
a
sy
Temperatura [
o
C]
PA 6
Rys. 7. Przykładowa zależność % ubytku masy od temperatury dla poliamidu 6.
Pomiar przy uzyciu TGA:
- Przygotować około 10 mg PP oraz Biopolu;
- Pomiar prowadzić od temperatury 30
o
C do 600
o
C z szybkością 20
o
C/min;
- Przeprowadzić analizę otrzymanych wyników.

Literatura:
[1]
http://www.rynektworzyw.com.pl/Artyk/02-2003/materialy.htm
[2]
http://www.rynektworzyw.com.pl/Artyk/03-2004/polimery.htm
[3] Tercjak A.: Praca doktorska, Właściwości otrzymanych w stopie mieszanin polimerowych
poliamidu 6 lub poliamidu 11 z kopolimerem kwasów hydroksylmasłowego
i hydroksywalerianowego, Gdańsk, 2000.
Wyszukiwarka
Podobne podstrony:
Abolicja podatkowa id 50334 Nieznany (2)
4 LIDER MENEDZER id 37733 Nieznany (2)
katechezy MB id 233498 Nieznany
metro sciaga id 296943 Nieznany
perf id 354744 Nieznany
interbase id 92028 Nieznany
Mbaku id 289860 Nieznany
Probiotyki antybiotyki id 66316 Nieznany
miedziowanie cz 2 id 113259 Nieznany
LTC1729 id 273494 Nieznany
D11B7AOver0400 id 130434 Nieznany
analiza ryzyka bio id 61320 Nieznany
pedagogika ogolna id 353595 Nieznany
Misc3 id 302777 Nieznany
cw med 5 id 122239 Nieznany
D20031152Lj id 130579 Nieznany
mechanika 3 id 290735 Nieznany
więcej podobnych podstron