
Materiałoznawstwo
W – 9
Metale jako materiały
Metale jako materiały
inżynierskie
inżynierskie
Materiałoznawstwo
W – 9
Metale jako materiały
Metale jako materiały
inżynierskie
inżynierskie
Materiałoznawstwo: W
- 9
Obróbka stopów żelaza i
Obróbka stopów żelaza i
węgla
węgla
Odmiany alotropowe żelaza:
żelazo
żelazo
zelazo
C
C
C
C
0
0
0
0
1400
1400
898
910
Mikrostruktura stali
Stal ma budowę krystaliczna i jej ziarna
(krystality) składać się mogą z następujących
składników:
- Ferryt – prawie czyste żelazo o twardości
HB50 –HB70
- Cementyt (Fe
3
C)
o twardości pomiędzy
korundem i
diamentem (9,5 w skali Mohsa)
Żelazo do 768
0
C
jest ferromagnetykiem,
powyżej natomiast paramagnetykiem. W tej
odmianie rozpuszczalność węgla jest
minimalna.
Materiałoznawstwo: W
- 9
Obróbka stopów żelaza i
Obróbka stopów żelaza i
węgla
węgla
Składniki strukturalne układu żelazo -
cementyt:
Składnik
struktura
lny
Objaśnienie
Roztwór
ciekły
Roztwór ciekły węgla w żelazie
Ferryt
Roztwór stały węgla w żelazie
(poniżej temp. 912
0
C i
1394-1538
0
C)
Austenit
Roztwór stały węgla w żelazie
Cementyt
pierwotny
wtórny
trzeciorzędowy
Węglik złożony Fe
3
C
- wydzielający się z roztworu ciekłego zgodnie ze zmienną rozpuszczalnością
węgla w cieczy wzdłuż linii C-D
- wydzielający się w stanie stałym z austenitu w wyniku malejącej
rozpuszczalności węgla w roztworze stałym
wzdłuż linii E-S
- wydzielający się w stanie stałym z ferrytu w wyniku malejącej rozpuszczalności
węgla w roztworze stałym
wzdłuż linii P-Q
Perlit
Mieszanina etektoidalna ferrytu i cementytu zawierająca 0,77% C
występująca poniżej temperatury 727
0
C
Ledeburyt
Mieszanina etektyczna austenitu i cementytu zawierająca 4,30% C trwała w
temperaturze od 727
0
C do 1148
0
C
Ledeburyt
przemienion
y
Mieszanina perlitu i cementytu, utworzona w wyniku przemiany austenitu z
ledeburytu w perlit trwała poniżej temperatury 727
0
C
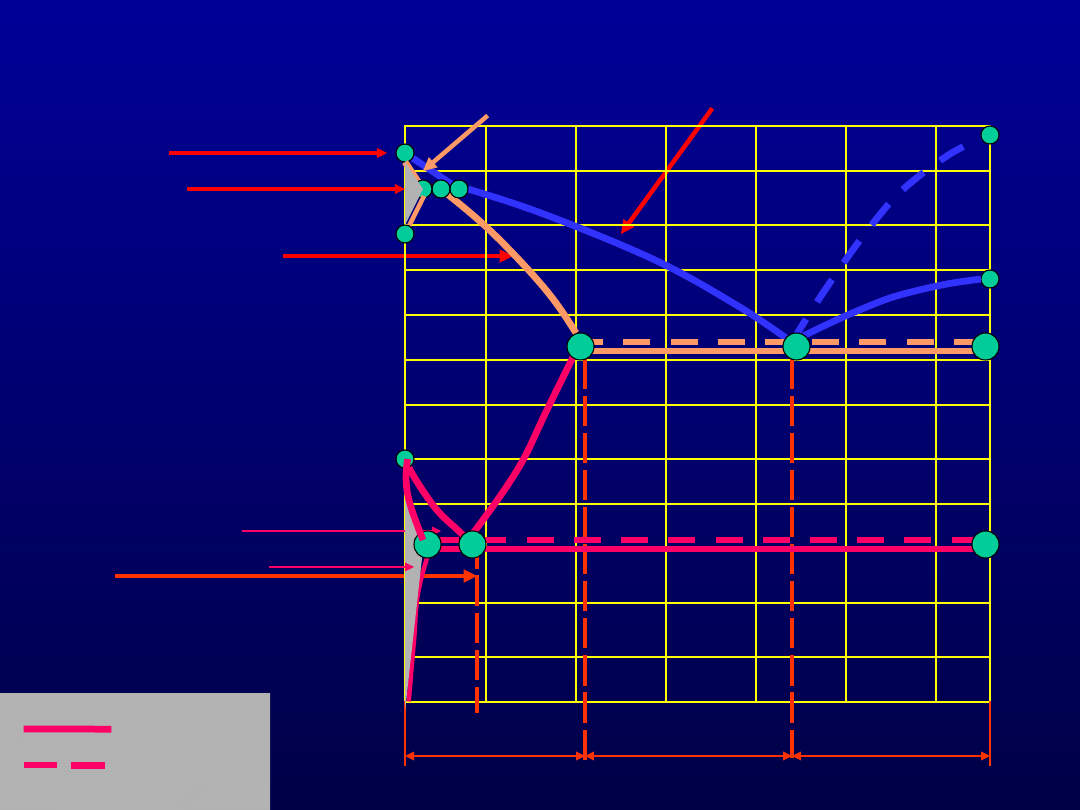
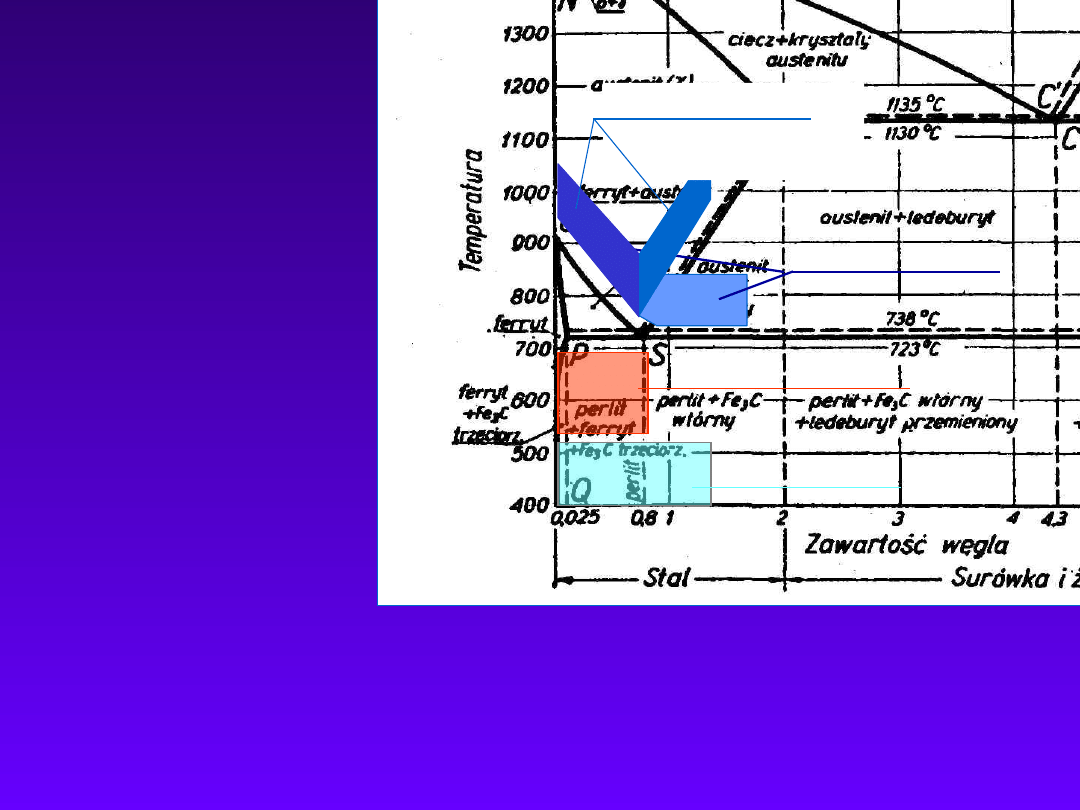
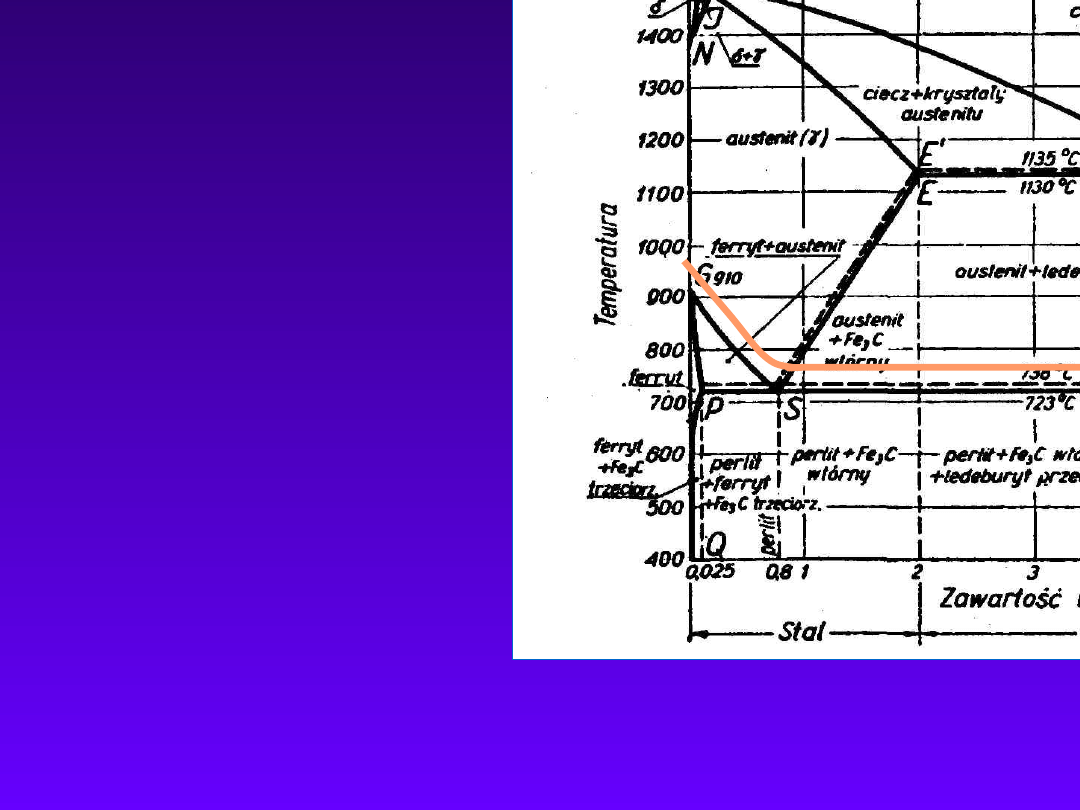
Wykres równowagi żelazo
- węgiel
Wykres równowagi żelazo
- węgiel
Stal eutektoidalna
Temp. topnienia =
temp. krzepnięcia
= 723
0
C
ABCD - Linia likwidusu (Liquidus)
AHJECF
–
linia solidusu
(Solidus)
1538
1538
0
0
C
C
temp. topnienia
czystego żelaza
Stal
Surówka
Żeliwo
150
0
140
0
130
0
120
0
110
0
100
0
900
800
700
600
500
400
T
E
M
P
E
R
A
T
U
R
A
T
E
M
P
E
R
A
T
U
R
A
o
o
C
C
A
A
(1538
(1538
0
0
,
,
0%)
0%)
B
B
E
E
(1148
(1148
0
0
, 2,08
, 2,08
%)
%)
H
H
(0,09
(0,09
%)
%)
I
I
ciecz
III
III
Ciecz + kryształy
austenitu
C
C
’
’
F
F
(1148
(1148
0
0
,
,
6,67 %)
6,67 %)
IV
IV
Ciecz + kryształy
Fe
3
C pierwotnego
VII
Austenit (
)
Austenit +
ledeburyt
+ cem. wtórny
738
o
723
o
G
G
(912
(912
0
0
,
,
0%)
0%)
S
S
(727
(727
0
0
,
,
0,77%)
0,77%)
P
P
Perlit
+ ferryt
Perlit
+ Fe
3
C
wtórny
Perlit + Fe
3
C
wtórny
+ ledeburyt
przem.
Fe
3
C
pierwotny
+ ledeburyt
przemieniony
Q
Q
(20
(20
0
0
, 0,08%)
, 0,08%)
Austenit
+ Fe
3
C
wtórny
D
D
(
(1227
o
,
6,67%)
0,0 0,81
1,0
2,0
3,0 4,0
4,3
5,0
6,0
6,7
Stężenie masowe C,
(%)
E’
E’
(1154
(1154
0
0
,
,
2,08%)
2,08%)
C
C
(1148, 4,30
(1148, 4,30
%
%
)
)
D’
D’
J
J
(0,17
(0,17
%)
%)
II ciecz + ferryt
Fe-Fe
3
C
Fe-C
(1495
o
,
0,53 %)
VIII a
VIII b
VIII c
Ledeburyt +
cementyt
pierweotny
P
e
rl
it
IX Ferryt
+austenit
X Ferryt
K
K
(727
(727
0
0
, 6,67%)
, 6,67%)
N
N
(1394
o
,0
%)
V ferryt
V ferryt
Wykres równowagi żelazo – węgiel – podstawowe
pojęcia
Stal eutektoidalna
– stal o zawartości 0,8 % C
( składa się z ziaren zbudowanych z płytek
cementytu i ferrytu) Struktura takiej stali nazywa
się perlityczną.
Stale o innej zawartości węgla: podeutektoidalne
(<0,8 % C) lub nadeutektoidalne (>0,8 % C).
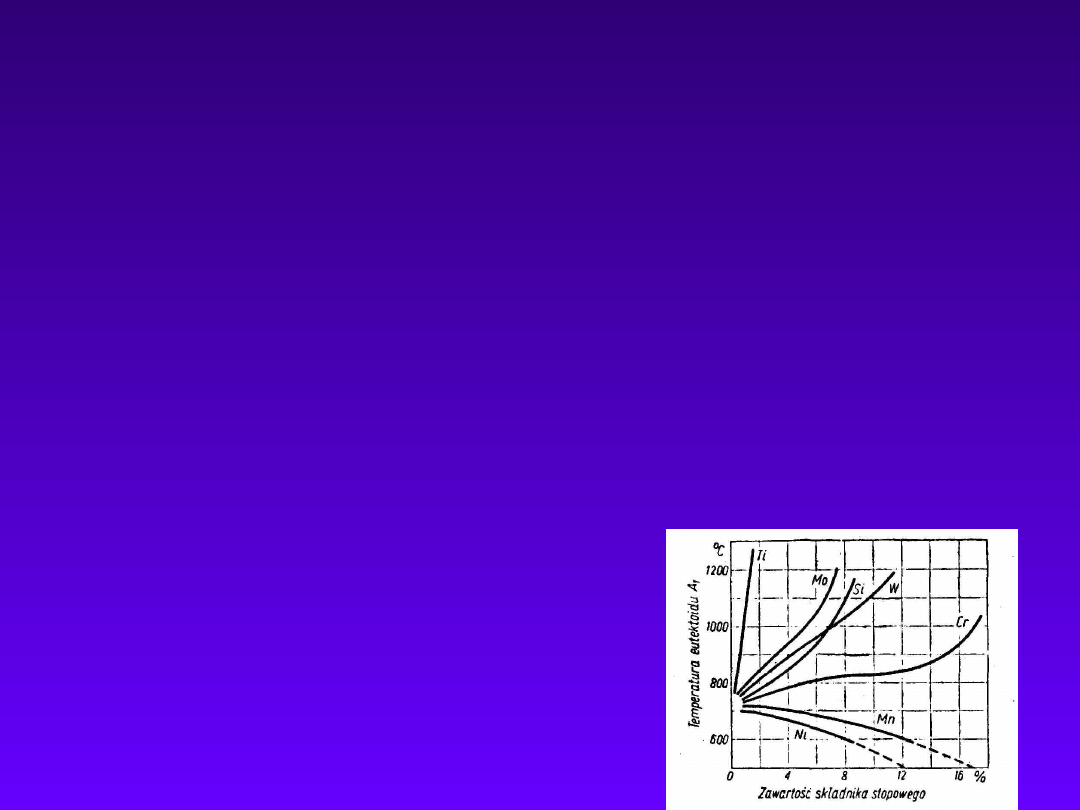
Austenit
– stal o strukturze roztworu stałego węgla
w żelazie. Powstaje przy nagrzewaniu powyżej 723
0
C (powyżej linii PSK) w wyniku przemiany
alotropowej żelaza
w żelazo
( następuje
rozpuszczanie węgla).
Temperaturę początku
przemiany
oznacza
się litera A
1
. (temperatura
etuektoidu) Bardzo silny
wpływ na ten parametr ma
składnik stopowy stali.

Obróbkę cieplno-chemiczną przeprowadza się w
środowisku bogatym w składnik dyfundujący do
stali. W większości przypadków stosuje się
środowisko gazowe i wówczas w czasie obróbki
zachodzą trzy podstawowe procesy:
a)
dysocjacja — polegająca na rozkładzie
cząsteczek gazu i utworzeniu aktywnych atomów
pierwiastka dyfundującego, np.
2CO CO
2
+ C,
NH
3
3H + N;
b) adsorpcja — polegająca na wchłanianiu
(rozpuszczaniu) wolnych atomów przez
powierzchnię metalu (zachodzi tylko wtedy, gdy
pierwiastek wprowadzany rozpuszcza się w
obrabianym metalu),
c) dyfuzja — polegająca na przemieszczaniu się
obcych atomów w sieci przestrzennej obrabianego
metalu.
Podstawy obróbki cieplno-chemicznej
metali

Obróbka cieplna stopów żelaza
Obróbka cieplna stopów żelaza jest to zabieg lub
połączenie zabiegów cieplnych, pod wpływem
których zmienia się w STANIE STAŁYM struktura
stopów a tym samym ich właściwości chemiczne,
fizyczne i mechaniczne w celu dostosowania ich do
wymaganych warunków.
Należą do nich :
•Wyżarzanie
•Hartowanie,
•Odpuszczanie
•Ulepszanie cieplne
•Stabilizowanie
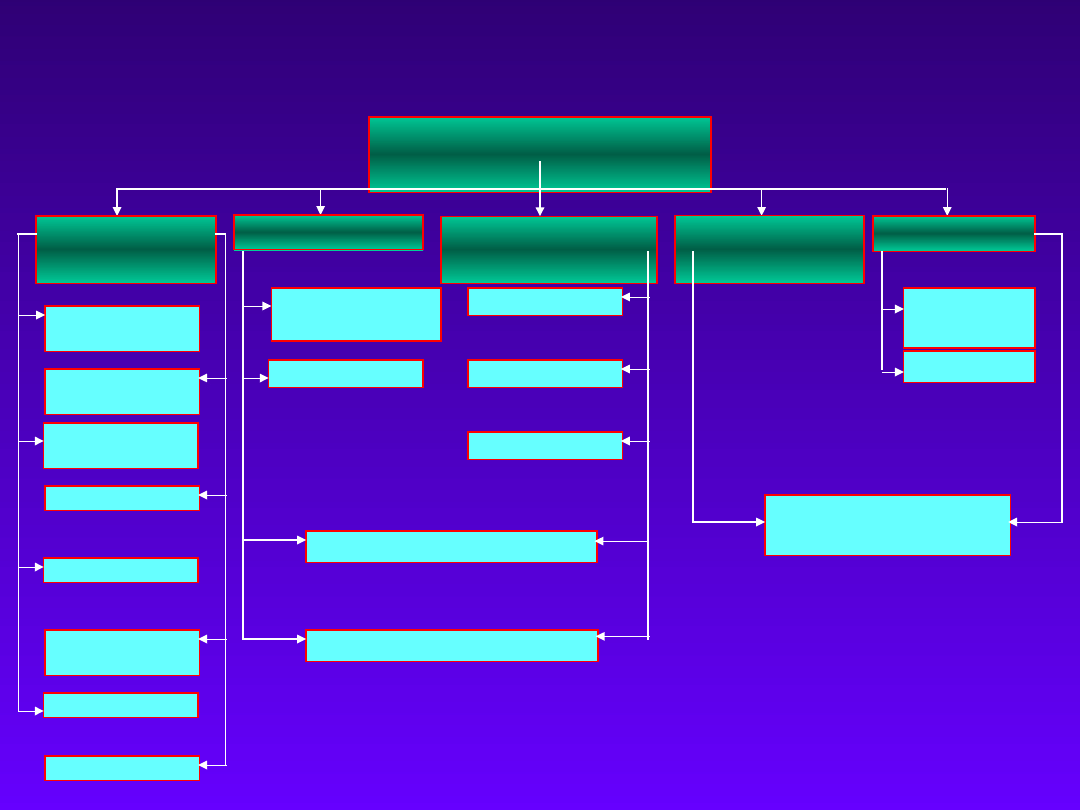
Podstawowe procesy obróbki cieplnej
metali
Obróbka cieplna
Obróbka cieplna
zwykła
zwykła
Wyżarzani
Wyżarzani
e
e
Hartowanie
Hartowanie
Odpuszczani
Odpuszczani
e
e
Przesycani
Przesycani
e
e
starzenie
starzenie
ujednorodniaj
ujednorodniaj
ące
ące
normalizując
normalizując
e
e
zupełne
zupełne
niezupełne
niezupełne
rekrystalizują
rekrystalizują
ce
ce
zmiękczające
zmiękczające
sferoidyzując
sferoidyzując
e
e
odprężająjące
odprężająjące
martenzytycz
martenzytycz
ne
ne
bainityczna
bainityczna
niskie
niskie
średnie
średnie
wysokie
wysokie
utwardzanie cieplne
utwardzanie cieplne
ulepszanie cieplne
ulepszanie cieplne
naturaln
naturaln
e
e
sztuczne
sztuczne
utwardzanie
utwardzanie
wydzieleniowe
wydzieleniowe
Obróbka cieplna stopów żelaza
Wyżarzani
e
Odprężają
ce
Rekrystalizując
e
hartowani
e
Wyżarzanie
zupełne i
normalizujące
Stosuje się np. w celu
usunięcia naprężeń
odlewniczych, spawalniczych i innych cieplnych.
Operacje wyżarzania poprawia wiele
właściwości jak plastyczność, zmniejsza
twardość,
Jeden z procesów
zwykłej obróbki
cieplnej
polegającej na
nagrzaniu stali do
określonej
(zależnie od
rodzaju
wyżarzania)
temperatury,
wygrzaniu w niej i
powolnym
studzeniu w celu
uzyskania
jednolitej
struktury zbliżonej
do stanu
równowagi.
Obróbka cieplna stopów żelaza
Hartowani
e
Jeden z rodzajów obróbki cieplnej, polegający
na nagrzewaniu materiału do odpowiedniej
temperatury
(astenityzowania),
wygrzaniu w tej
temperaturze
(przemiany do postaci austenitu),
a następnie szybkim chłodzeniu w celu
uzyskania zwiększonej twardości w wyniku
zmiany
struktury
(budowy
wewnętrznej)
materiału. Hartowaniu poddaje się głównie
wyroby ze stali, ale również z innych stopów,
np. brązów aluminiowych (stop miedzi i
aluminium), oraz materiały niemetalowe, jak
szkło.

Obróbka cieplna stopów żelaza
Hartowani
e
Efekt hartowania stali zależy od sposobu nagrzewania oraz
sposobu i prędkości chłodzenia.
Chłodzenie może być przeprowadzone:
• w wodzie
(bardzo szybkie, stosowane przy małym stężeniu
C),
• w oleju,
• w sprężonym azocie,
Przewaga chłodzenia w sprężonym azocie w porównaniu
do oleju polega na znacznym ograniczeniu odkształceń i
wyeliminowaniem pęknięć hartowniczych. Stosując
mniejsze prędkości chłodzenia lub przystanek izotermiczny
w celu wyrównania temperatur powierzchni i rdzenia
narzędzi o bardzo skomplikowanych kształtach lub dużych
wymiarach i grubościach ścian uzyskuje się znacznie
lepsze wyniki w jednorodności struktury i rozkładzie
naprężeń.

Obróbka cieplna stopów żelaza
Odmiany hartowania:
1.
Zwykłe
polega na nagrzaniu i szybkim chłodzeniu.aż do
temperatury otoczenia.
Wady: Przemiana
austenitu w
martenzyt powoduje 1,5
procentowy wzrost objętości kryształów, co jest
przyczyną naprężeń hartowniczych.
2. Stopniowe
polega na nagrzaniu szybkim ochłodzeniu
do temperatury przemiany martenzytycznej i
przetrzymaniu w tej temperaturze (300-350
0
C) przez
krótki czas w celu wyrównania temperatur (kąpiele w
stopionej saletrze). Proces ten pozwala na
zmniejszenie naprężeń hartowniczych.
3. Hartowanie z przemianą izotermiczną
polega na
nagrzaniu i chłodzeniu w kąpieli saletrzanej (300- 500
0
C). Przemiana austenitu przebiega w stałej
temperaturze. Otrzymuje się stal jak po hartowaniu i
odpuszczaniu.
Głębokość hartowania stali węglowych wynosi 3- 10 mm.
Większą głębokość uzyskuje się dla stali stopowych.
Hartowanie powierzchniowe polega na nagrzewaniu tylko
powierzchni elementu. Można je uzyskać przez
nagrzewanie płomieniowe (nagrzewanie palnikiem tylko
miejsca hartowania), indukcyjne (prądami wirowymi) lub
kąpielowe (krótkie zanurzanie w kąpieli ołowiowej o temp.
znacznie wyższej od austenitycznej).

Obróbka cieplna stopów żelaza
Hartowanie próżniowe
Proces hartowania stali narzędziowych w
piecach próżniowych z chłodzeniem w
sprężonym azocie (maksymalne ciśnienie 10
bar) polega na wielostopniowym nagrzewaniu
wsadu z kontrolą temperatury termoparami
giętkimi umieszczonymi we wsadzie.
Następnie przeprowadza się hartowanie
sprężonym azotem z możliwością sterowania
dynamiką chłodzenia. Proces chłodzenia
umożliwia przeprowadzenie martemperingu
lub hartowania izotermicznego

Obróbka cieplna stopów żelaza
Hartowanie próżniowe
Wymiary użytkowe
pieców:
1100 x 750 x 700
700 x 700 x 500
900 x 600 x 400
Maksymalna masa
wsadu:
1000 kg
Maksymalne ciśnienie
chłodzenia:
10 bar abs.

Obróbka cieplna stopów żelaza
Odpuszczani
e
Stosuje się do stali hartowanych i ma na celu usunięcie
Stosuje się do stali hartowanych i ma na celu usunięcie
naprężeń hartowniczych.
naprężeń hartowniczych.
Polega na nagrzaniu do temperatury 180 – 650
stopni, przetrzymaniu i ochłodzeniu.
Martenzyt rozpada się przez wydzielenie
najdrobniejszych ziarenek cementytu.
Rozróżnia się odpuszczanie:
a) Niskie – ( w temp. 150 – 250
0
C) Likwiduje
naprężenia ale zachowuje wysoką twardość i
odporność na ścieranie (narzędzia, sprężyny
śrubowye drut patentowy) .
b) Średnie – ( w temp. 250 - 500
0
C) – pozwala
na zachowanie dużej wytrzymałości i
sprężystości ale zmniejsza twardość.n
(sprężyny, resory młotki itp.)
c) Wysokie – ( w temp. powyżej 500
0
C). Stal ma
wysoką wytrzymałość przy niewiele
obniżonych cechach plastycznych. Jej
twardość sięga 250 – 350 HB i daje się
obrabiać przez skrawanie.

Obróbka cieplno – chemiczna
stopów żelaza
Obróbką cieplno-chemiczną stopów
żelaza nazywa się obróbkę, w czasie której
zmiany strukturalne uzyskuje się poprzez
połączone działanie zabiegów cieplnych oraz
działaniem chemicznym ośrodka, w którym
przedmiot się nagrzewa.
Należą do nich :
•
nawęglanie,
• azotowanie
• węgloazotowanie, azotonawęglanie
(cyjanowanie)

Materiałoznawstwo: W
- 9
Obróbka stopów żelaza i
Obróbka stopów żelaza i
węgla
węgla
NAWĘGLANIE
Nawęglanie jest procesem wysycenia warstwy wierzchniej stali
węglem. Polega na na nagrzaniu stali niskowęglowej (0,3-0,4%
C) w odpowiednim ośrodku do temperatury powyżej A
3
,
wygrzaniu przez pewien czas.
Proces nawęglania prowadzić można między innymi w
karboryzatorach stałych gdzie ośrodkiem nawęglającym jest
węgiel (drzewny) i sole zawierające węgiel (węglany: BaCO
3
,
Na
2
CO
3
).
Nawęglanie zachodzi w obecności fazy gazowej zawierającej
tlen, który reaguje z węglem dając dwutlenek węgla:
Dalej dwutlenek węgla reaguje z węglem:
CO
2
+C 2CO
Tlenek węgla reaguje z żelazem:
3Fe + 2 CO Fe
3
C + CO
2

Materiałoznawstwo: W
- 9
Obróbka stopów żelaza i
Obróbka stopów żelaza i
węgla
węgla
Cementyt rozpuszcza się w żelazie tworząc
roztwór stały – austenit.
Wg innej hipotezy tlenek węgla stykając się z
żelazem (katalizatorem) ulega rozkładowi:
2CO
CO
2
+C
3Fe + C Fe
3
C
Cementyt rozpuszcza się w żelazie jak
poprzednio tworząc roztwór stały – austenit.
Obecność wilgoci w procesie nawęglania prowadzi
do powstania metanu, który tak, jak tlenek węgla
może być środkiem nawęglającym.
H
2
O +C
H
2
+ CO
2H
2
O +C
2H
2
+ CO
2
C + H
2
CH
4

Materiałoznawstwo: W
- 9
Obróbka stopów żelaza i
Obróbka stopów żelaza i
węgla
węgla
NAWĘGLANIE PRÓŻNIOWE
Nawęglanie próżniowe
(podciśnieniowe) jest
procesem łączącym w sobie
zalety warstw nawęglanych z
technologią obróbki cieplnej w
próżni. Otrzymywane metodą
nawęglania próżniowego
warstwy mają znacznie
ograniczoną w stosunku do
nawęglania konwencjonalnego
(gazowo) możliwość
występowania siatki węglików
oraz korozji
międzykrystalicznej.
W zależności od sposobu hartowania sprężonym gazem lub w oleju
uzyskuje się również znaczne zmniejszenie odkształceń hartowniczych
przy bardzo dobrej jakości powierzchni.
Proces przeprowadzony jest w piecach próżniowych jednokomorowych
(samo nawęglanie) z hartowaniem w oleju w klasycznym piecu z
atmosferą ochronną lub w piecach próżniowych wielokomorowych z
chłodzeniem sprężonym azotem przy ciśnieniu max 18 bar.
Materiałoznawstwo: W
- 9
Obróbka stopów żelaza i
Obróbka stopów żelaza i
węgla
węgla
Nawęglanie i węgloazotowanie
gazowe
Nawęglanie
i
węgloazotowanie
gazowe wraz z hartowaniem w oleju
stali stopowych niskowęglowych jest
procesem, który zapewnia uzyskanie
wysokiej twardości na powierzchni
(58-62 HRC) i miękkiego rdzenia
obrabianych detali. Dzięki temu
uzyskujemy wysoką odporność na
ścieranie i jednocześnie elastyczność
obrabianych cieplnie elementów.
Proces prowadzony jest w piecach poziomych, atmosferowych, komorowych
wyposażonych w przedsionek z wanną hartowniczą. Dzięki temu proces
nawęglania i chłodzenia w oleju odbywa się bez dostępu powietrza i detale
nie podlegają odwęgleniu i utlenianiu.
Kontrola potencjału węglowego w piecach jest prowadzona za pomocą
sondy tlenowej, która pozwala na uzyskanie dużej dokładności i
powtarzalności nawęglonej warstwy jak i optymalnego rozkładu twardości
w tej warstwie.
Obróbka
cieplno-chemiczna
nawęglania
gazowego
ma
szerokie
zastosowanie w przemyśle samochodowym i maszynowym ( np. na koła
zębate, wały, sworznie, tuleje itp.).

Materiałoznawstwo: W
- 9
Obróbka stopów żelaza i
Obróbka stopów żelaza i
węgla
węgla
Azotowanie
Azotowanie
Azotowanie przeprowadza się za pomocą amoniaku,
który w temp. 400
0
C dysocjuje
wg równania:
2NH
3
2 N + 3H
2
dostarczając do stali bardzo aktywny azot, który
reagując z żelazem daje azotki żelaza:
2m Fe + 2 N
2Fe
m
N
Do azotowania używa się przeważnie stali stopowych
zawierających glin, chrom, tytan i wanad. Azotki tych
związków są bardzo twarde
HV = 9000÷12000 MPa, co przewyższa znacznie
twardość stali nawęglanej i hartowanej.
Stale azotowane mają powierzchnię bardzo twardą ale
jednocześnie bardzo kruchą.
Materiałoznawstwo: W
- 9
Obróbka stopów żelaza i
Obróbka stopów żelaza i
węgla
węgla
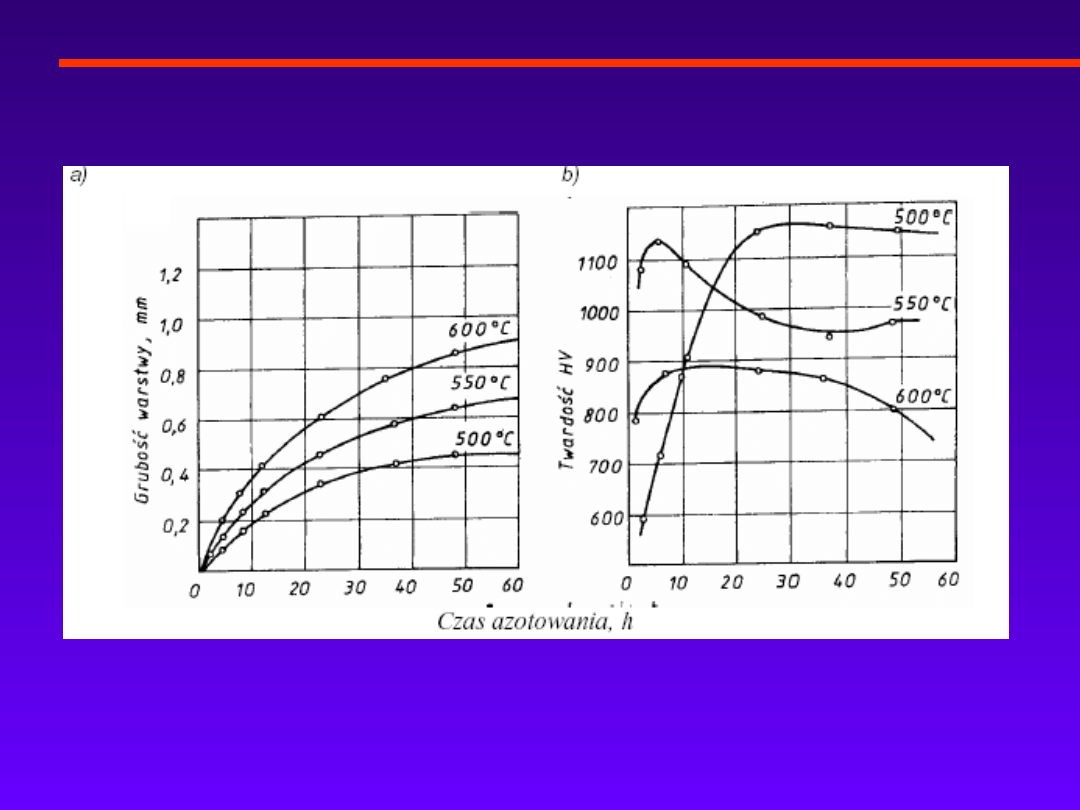
Azotowanie
Azotowanie
Wpływ czasu i temperatury azotowania stali 38HMJ na: a)
głębokość warstwy
naazotowanej, b) twardość warstwy
naazotowanej
Materiałoznawstwo: W
- 9
Obróbka stopów żelaza i
Obróbka stopów żelaza i
węgla
węgla
Wymiary użytkowe
pieców:
1000 x 1500
800 x 2000
1200 x 2500
Maksymalna masa
wsadu:
4000 kg
Azotowanie
Azotowanie
Azotowanie NITREG
®
jest procesem azotowania gazowego z pełną kontrolą
potencjału azotowego. Daje to w efekcie możliwość uzyskiwania warstw o
kontrolowanym składzie. Proces NITREG
®
w odróżnieniu do procesów
standardowych azotowania gazowego umożliwia sterowanie parametrami
twardości, grubości strefy dyfuzyjnej czy strefy wydzieleń.
Proces NITREG
®
jest przeprowadzany w wysoko zaawansowanych technologicznie
piecach produkcji NITREX METAL Co. (Kanada)

Materiałoznawstwo: W
- 9
Obróbka stopów żelaza i
Obróbka stopów żelaza i
węgla
węgla
Azotonawęglanie i węgloazotowanie
(cyjanowanie)
Obróbka cieplno-chemiczna polegająca na
jednoczesnym dyfuzyjnym nasycaniu węglem i
azotem przypowierzchniowych stref przedmiotu
dzieli się na:
• azotonawęglanie przeprowadzane zwykle w
zakresie temperatury 800-880
0
C, w którym
dominuje dyfuzja węgla,
• węgloazotowanie przeprowadzane zwykle w
zakresie temperatury 500-600
0
C, w którym
dominuje dyfuzja azotu.
Najczęściej stosowanymi w praktyce procesami są
azotonawęglanie i węgloazotowanie kąpielowe w
roztopionych solach, zawierających zwykle
cyjanek sodu
NaCN
, cyjanek potasu
KCN
, chlorek
sodu
NaCl
, chlorek baru
BaCl
2
i węglan sodu
Na
2
CO
3
.

Materiałoznawstwo: W
- 9
Obróbka stopów żelaza i
Obróbka stopów żelaza i
węgla
węgla
Dziękuję
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
Wyszukiwarka
Podobne podstrony:
wyklad 9b obrobka stali
wykład+nr+7+ +Obróbka+cieplna+stali
wykład+nr+8+ +Obróbki+powierzchniowe
stres wyklad 9b
Wykład 9b
wykład+nr+8+ +Obróbki+powierzchniowe
Metodologia z elelmentami statystyki dr Grzegorz Sędek wykład 9b Rozkład normalny
obróbka stali, dziwne stale, aluminium
Otrzymywanie Stali, Automatyka i Robotyka, Semestr 3, Obróbka cieplna i powierzchniowa, wykłady
Obróbka plastyczna, Politechnika Poznańska (PP), Obróbka Plastyczna, Wykłady, exam OP, exam
Sciaga ze stali-semV-wyklad4, BUDOWNICTWO, KONSTRUKCJE METALOWE 2
Obróbka cieplna i odpuszczanie stali
Obróbka cieplna stali tabela
Obróbka ubytkowa zaliczenie wykładów Politechnika Lubelska
poruszane zagadnienia na wykładzie, Automatyka i Robotyka, Semestr 3, Obróbka cieplna i powierzchnio
Obróbka powierzchniowa i cieplna ściąga, Automatyka i Robotyka, Semestr 3, Obróbka cieplna i powierz
obróbka cieplna stali węglowych
OBRÓBKA CIEPLNA STALI
więcej podobnych podstron