1
NARZĘDZIA I METODY
WYKORZYSTYWANE
W PROCESIE ZARZĄDZANIA
JAKOŚCIĄ
2
Narzędzia wspomagające
zarządzanie jakością
3
Co to są i do czego służą narzędzia
wspomagające zarządzania
jakością
• narzędzia wspomagające zarządzanie jakością służą do zbierania,
a następnie przetwarzania danych, związanych z różnymi
aspektami zarządzania jakością
• są instrumentami nadzorowania (monitorowania), diagnozowania
procesów projektowania, wytwarzania, kontroli, montażu oraz
wszelkich innych działań występujących w cyklu istnienia wyrobu
• ich znaczenie wynika z faktu, że bez dysponowania rzetelnymi
i pełnymi informacjami, trudno mówić o podejmowaniu
skutecznych działań w zakresie systematycznego doskonalenia
jakości
• wykorzystywane głównie w działaniach operacyjnych –
krótkotrwałych
• efekty ich stosowania widoczne są zazwyczaj natychmiast, ale
poziom skuteczności ich zastosowania zależy od właściwego
połączenia z metodami zarządzania jakością
4
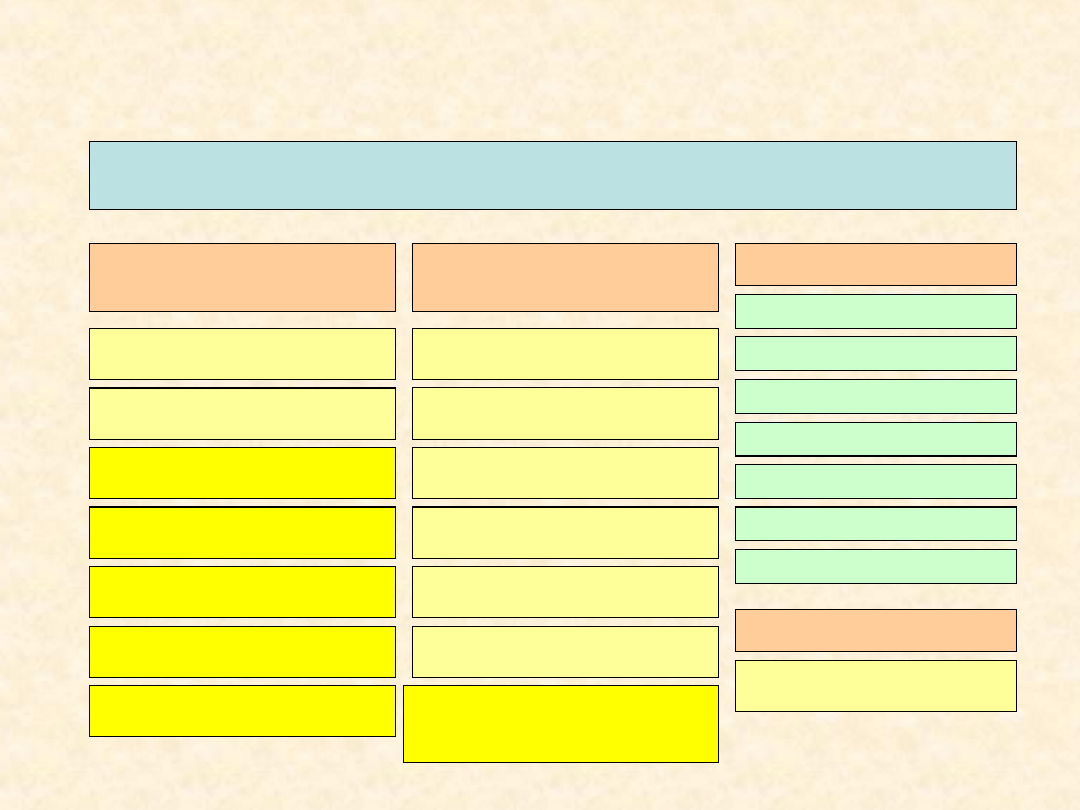
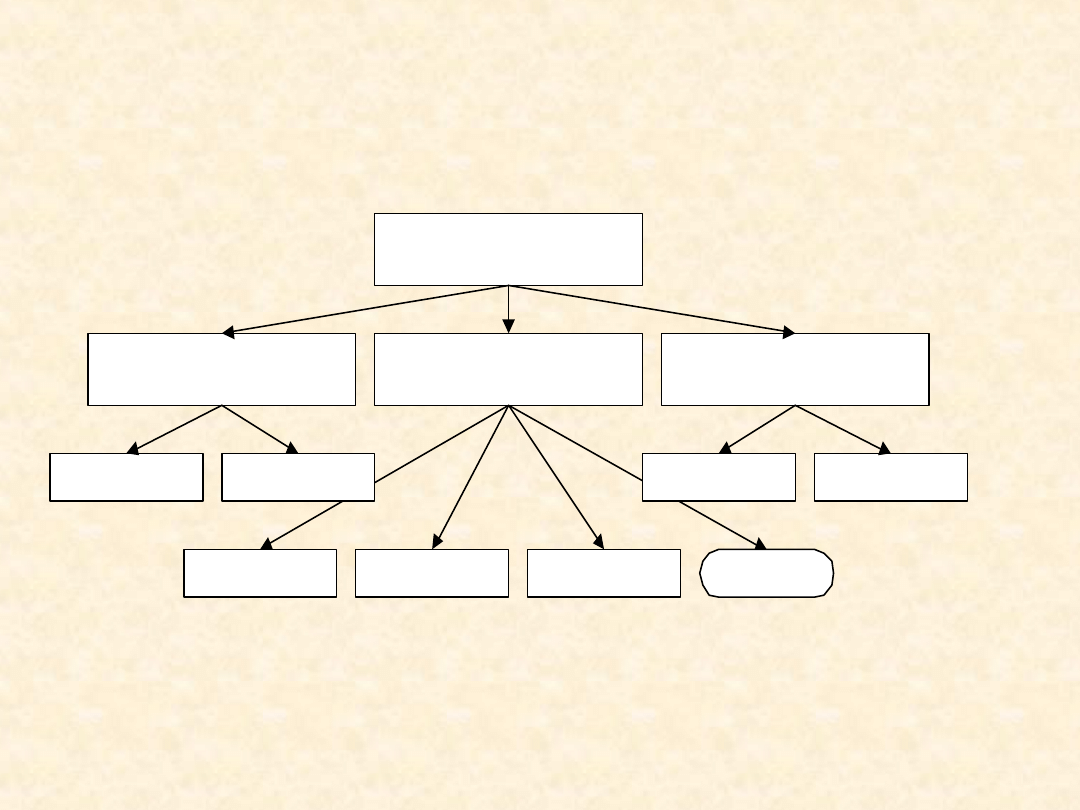
Klasyfikacja narzędzi
NARZĘDZIA WSPOMAGAJĄCE ZARZĄDZANIE JAKOŚCIĄ
Tradycyjne
Nowe
Statystyczne
Schemat blokowy
Diagram Ishikawy
Arkusz kontrolny
Histogram
Karta kontrolna
Diagram Pareto
Wykresy korelacji
Diagram pokrewieństwa
Diagram relacji
Diagram systematyki
Diagram macierzowy
Plan działania
Diagram strzałkowy
Macierzowa analiza
danych
Pobieranie próbek
Statystyki
Rozkłady
Podziały ufności
Hipotezy
Analiza wariancji
Analiza regresji i korelacji
Inne
Burza mózgów
5
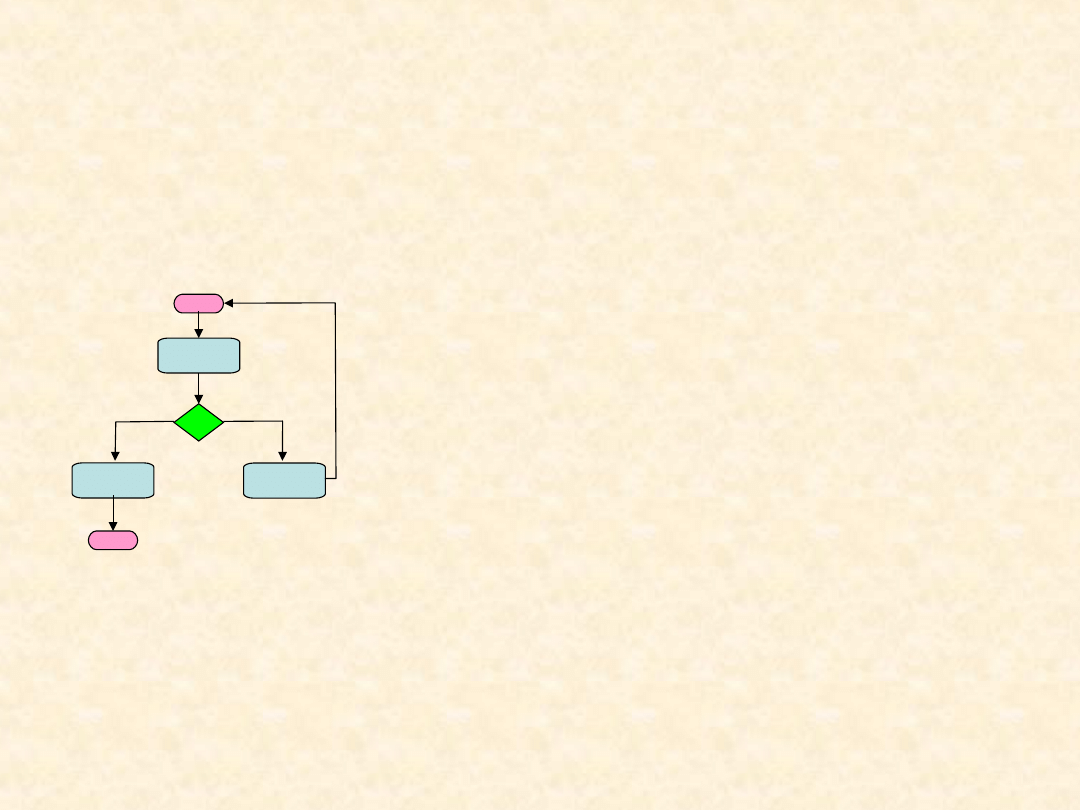
Schemat blokowy
(inaczej: diagram przebiegu procesu, mapa
procesu)
• służy do przedstawienia chronologii i logiki
działań (operacji, funkcji) realizowanych w
procesie,
• ukazuje strukturę procesu oraz zależności
między jego składowymi w przekształcaniu
wejść w określone wyniki (wyjścia)
• w podejściu diagnostycznym opisuje
istniejące procesy; w podejściu
prognostycznym staje się narzędziem ich
modelowania
• jego stosowanie ułatwia poznanie
procesów i ich weryfikowanie
• ilustruje przebieg procesów, wskazując (w
zależności od potrzeb) wykonawców
poszczególnych działań,
• pozwala uchwycić zależności pomiędzy
składowymi i wskazać słabe punkty w
procesie ze względu na przyjęte kryteria
oceny procesu.
6
Kroki sporządzania schematu
blokowego
• określenie początku i końca procesu - granic
procesu,
• określenie wejścia (wejść) oraz wyjść
(wyników) procesu,
• wyszczególnienie działań (operacji, funkcji)
oraz decyzji (tak, nie) wyznaczających
kolejne ścieżki przepływu (materiału,
informacji, itp.),
• powiązanie wyszczególnionych elementów
procesu zgodnie z chronologią ich
występowania za pomocą strzałek przepływu,
przy czym każda ze ścieżek procesu musi
ostatecznie prowadzić do punktu koniec
7
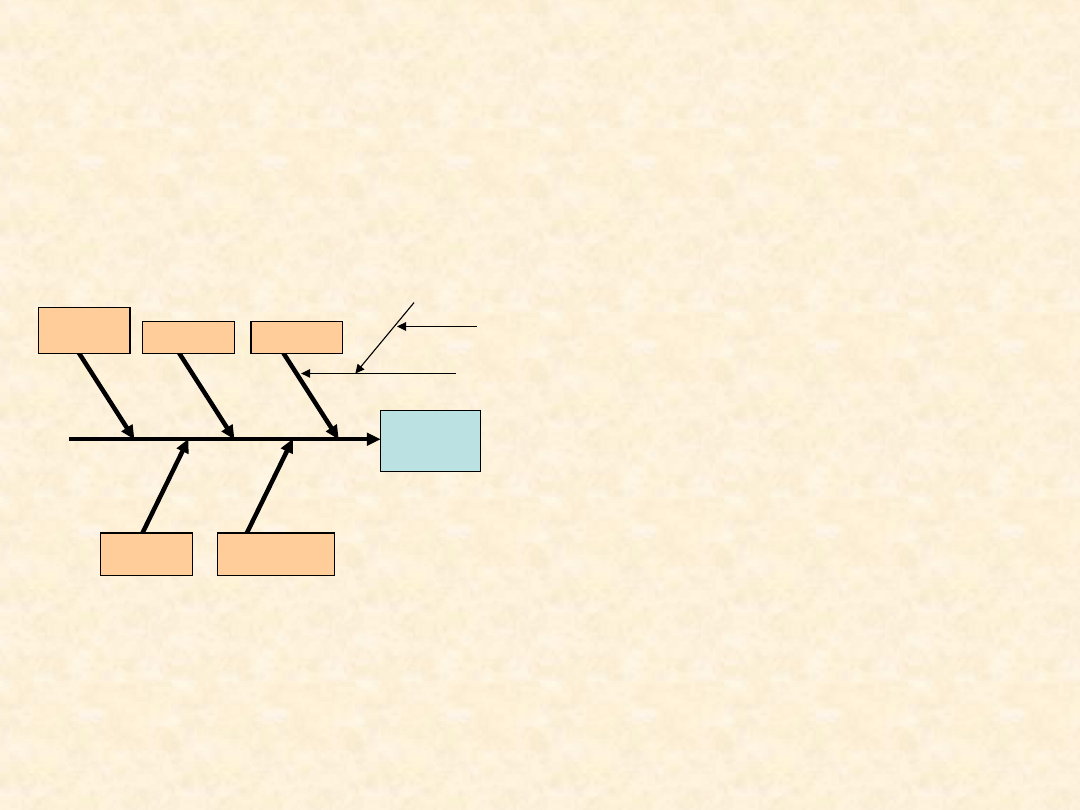
Diagram Ishikawy
(inaczej: diagram przyczynowo- skutkowy, diagram „rybiej
ości”)
• stosowany je do
rozpoznawania przyczyn
różnorodnych zjawisk,
• podstawową zasadą jest
znalezienie miejsca (przy
czyny) powstawania
błędu, a następnie jego
eliminacja i zastosowanie
środków pozwalających
na niedopuszczenie do
ponownego pojawienia
się.
Problem
do rozwiązania
otoczenie
materiał
obsługa
(metody)
pracownicy
(czynniki ludzkie)
urządzenia
(maszyny)
8
Kroki sporządzania diagramu
Ishikawy
• wykreślenie zasadniczej osi diagramu,
• umieszczenie w prawym końcu osi, u wylotu
strzałki skutku danego zjawiska (problemu),
• narysowanie głównych żeber diagramu,
• doprowadzenie przyczyn szczegółowych do każdej
z opisanych głównych przyczyn, najczęściej w
postaci poziomych równoległych osi, nad którymi
umieszcza się krótki opis przyczyny,
• jeżeli zachodzi taka konieczność, przyczyny
szczegółowe uzupełniane są kolejnymi, jeszcze
bardziej szczegółowymi,
• proces rozbudowy diagramu kończymy w
momencie pełnego zidentyfikowania badanego
zjawiska.
9
Cechy diagramu Ischikawy
• kompleksowość ujęcia danego zjawiska,
• możliwość hierarchizacji przyczyn
danych zjawisk,
• prostota i przejrzystość opisu,
• łatwość odczytu,
• uporządkowany przekaz informacji,
• łatwość ustalenia powiązań zjawisk i
problemów
10
Arkusz kontrolny
(inaczej: arkusz lokalizacji)
• umożliwia usystematyzowaną ewidencję danych oraz
rozpoznawanie prawidłowości w powstawaniu zjawiska
spiętrzania określonych zdarzeń,
• zbiera się określony rodzaj danych, a wypełnianie arkusza
pozwala odpowiedzieć na pytania: czy analizowane zdarzenie
miało miejsce?, ile razy wydarzyło się?, jaki poniesiono koszt?,
itd.
• stosowany do gromadzenia danych w celu monitorowania
procesu lub zmian, które pojawiają się w wyniku działań
korygujących lub zapobiegawczych
• Przykłady wykorzystania:
– arkusz rozkładu liczbowego wybranej cechy wyrobu lub procesu,
– arkusz częstości występowania wad,
– arkusz lokalizacji wad,
– arkusz przyczyn powstawania wad,
– arkusz kosztów powstawania wad, itp.
• skuteczne narzędzie zbierania i porządkowania danych z
pomiarów i obserwacji
11
4 5 , 5
4 5
4 4 , 5
C e c h a
4 4
4 3 , 5
4 3
4 2 , 5
4 2
4 1 , 5
4 1
4 0 , 5
I le r a z y w y s t ą p ił a d a n a w a r t o ś ć c e c h y ?
x x
x x x x
x x x x x
x x x x x x x x
x x x x x x x x x x x
x x x x x x x x x x x x x x x
x x x x
x x x x x x x x x x x
x x x x x x
x x x
x
2
4
5
8
1 1
1 5
4
9
6
3
1
A rk u s z d a n y c h i l u s tr u j ą c y
c z ę s t o ś ć w y s t ą p i e n i a
w a rt o ś c i w y b r a n e j c e c h y
L G
P G
L D
P D
x
x
x
x
x
x
x
x
x
x
4
2
3
1
L G P G P D L D
A rk u s z l o k a l i z a c j i i l u s t ru j ą c y l i c z n o ś ć
w y s t a p i e n i a r y s n a s z y b i e o k i e n n e j
( p o w i e rz c h n i ę o k n a p o d z i e l o n o n a 4 c z ę ś c i :
l e w ą g ó rn ą ., p ra w ą g ó r n ą , i t d . )
Przykłady arkuszy kontrolnych
12
Histogram
• diagram w postaci prostokątnych słupków pionowych,
których wysokość odpowiada wielkości opisywanego
zjawiska,
• przeznaczony jest do graficznej prezentacji danych
statystycznych zestawionych tabelarycznie,
• stosowany jest w trzech pierwszych etapach cyklu PDCA
(ciągłego doskonalenia),
• dane przedstawiane na wykresach są zmiennymi losowymi w
określonym przedziale
• ujęta rysunkowo postać danych ułatwia obserwację i analizę
zjawiska, co przy korzystaniu jedynie z kolumnowego
„suchego” układu liczb okazuje się zadaniem karkołomnym i
mało efektywnym
13
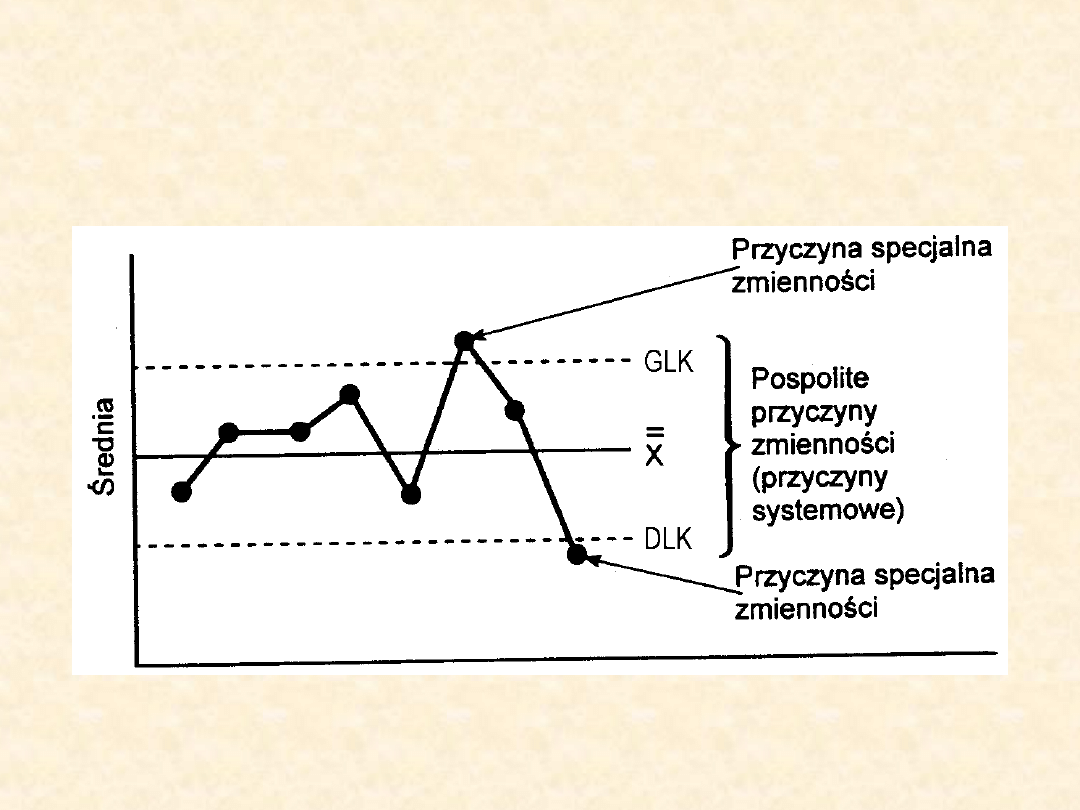
Karta kontrolna
14
Karta kontrolna
• głównie stosowane karty kontrolne Shewarta (KKS)
• głównym celem stosowania jest identyfikacja odchyleń specjalnych,
zachodzących w badanym procesie
• każdy proces narażony jest na działanie dwóch czynników zakłócających
tj. fluktuacji naturalnych (losowych, systemowych), przypisanych
procesowi i trudnych do zidentyfikowania oraz fluktuacji specjalnych
(systematycznych lub sporadycznych), o wiele silniejszych od
poprzednich, ale łatwiejszych do rozpoznania i wyeliminowania
• odczytując zapisy z KKS dowiadujemy się, kiedy i w jakim stopniu oba
rodzaje zakłóceń wpływają na wynik procesu
• jeżeli wykres pomiaru opuszcza pole, zawarte pomiędzy dolną a górną
linią kontrolną – DLK oraz GLK), to wówczas otrzymujemy sygnał, że na
proces zadziałały zakłócenia specjalne i należy podjąć natychmiastowe
wysiłki w celu usunięciu ich skutków w postaci rozregulowania procesu
• wszelkie odchylenia losowe znajdują swe odbicie na karcie, „nie
wychodząc” poza określone pole, specjalnie założone przy
projektowaniu procesu.
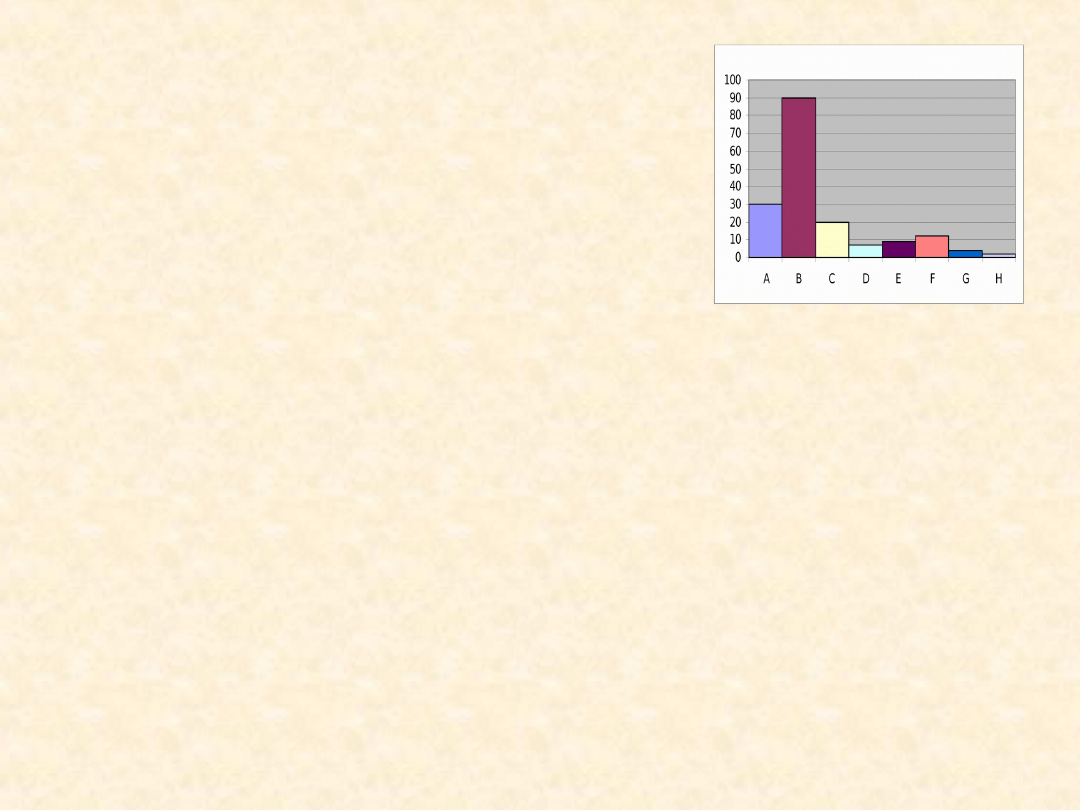
15
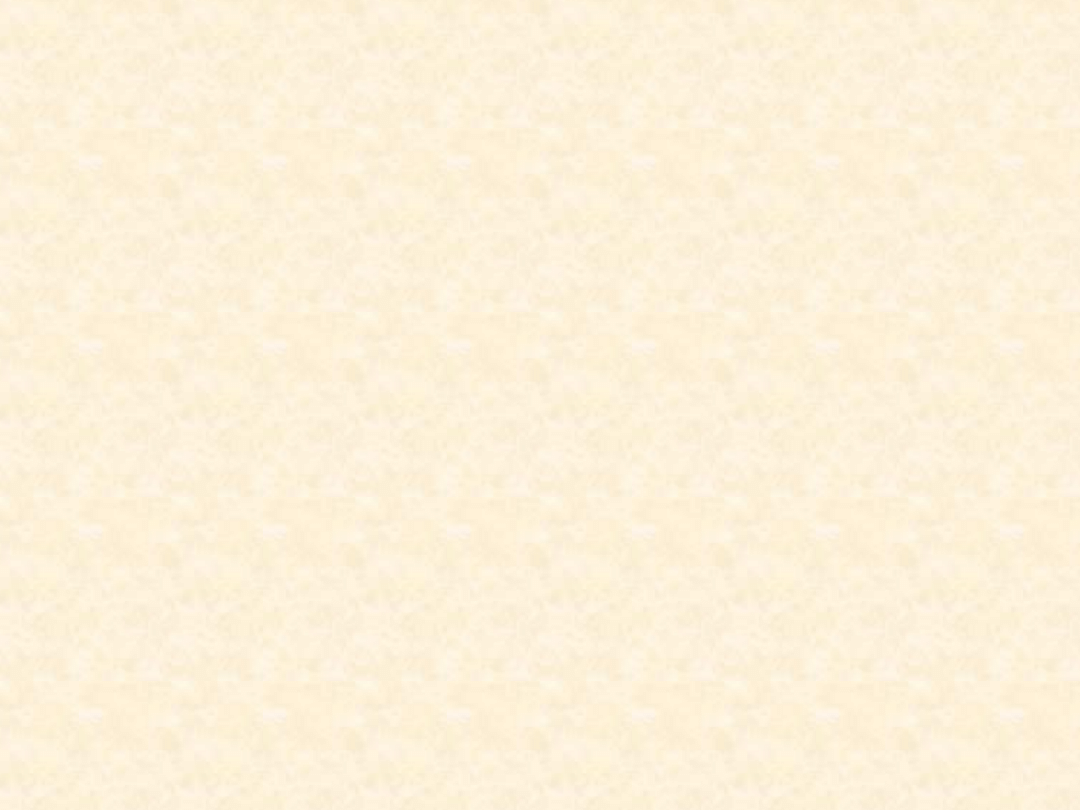
Diagram Pareto-Lorenza
•jest graficznym obrazem pokazującym zarówno względny,
jak i bezwzględny rozkład rodzajów błędów, problemów lub
ich przyczyn
•wykorzystuje się przy jego konstruowaniu obserwację, że w
większości przypadków kilka typów błędów (problemów lub
przyczyn) stanowi około 80% wszystkich błędów w działaniu.
Ważna jest więc identyfikacja tych kilku typów błędów
16
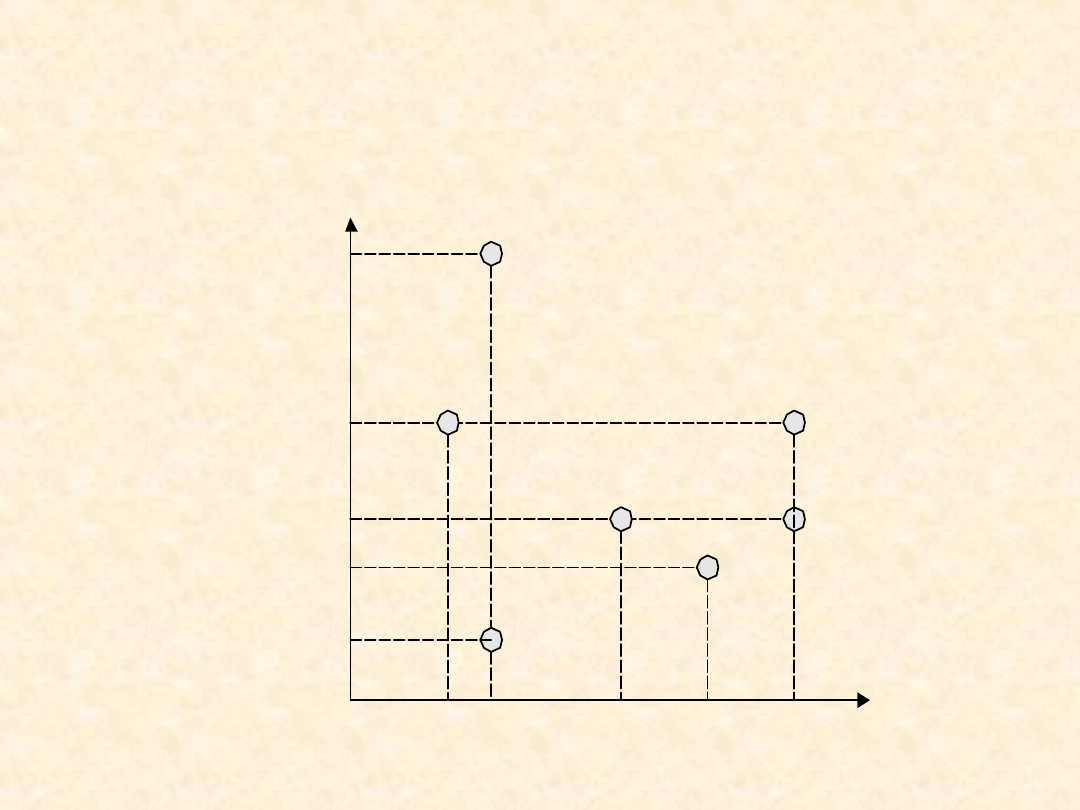
Wykresy korelacji
(inaczej: wykres zmiennych, wykres rozproszenia)
• graficzna ilustracja związku zachodzącego
pomiędzy dwiema zmiennymi
• jest stosowany w przypadkach, gdy konieczne jest
zbadanie zależności między dwoma czynnikami, np.
potwierdzenie zależności przyczynowo-skutkowych
wykorzystywanych w sterowaniu jakością
• w celu sporządzenia wykresu korelacyjnego dane
przedstawia się we współrzędnych prostokątnych,
poprzez nanoszenie na wykres wszystkich par
wyników; aby uzyskać wiarygodne wyniki,
wskazane jest przeanalizowanie stosunkowo dużej
liczby par danych (więcej niż 30)
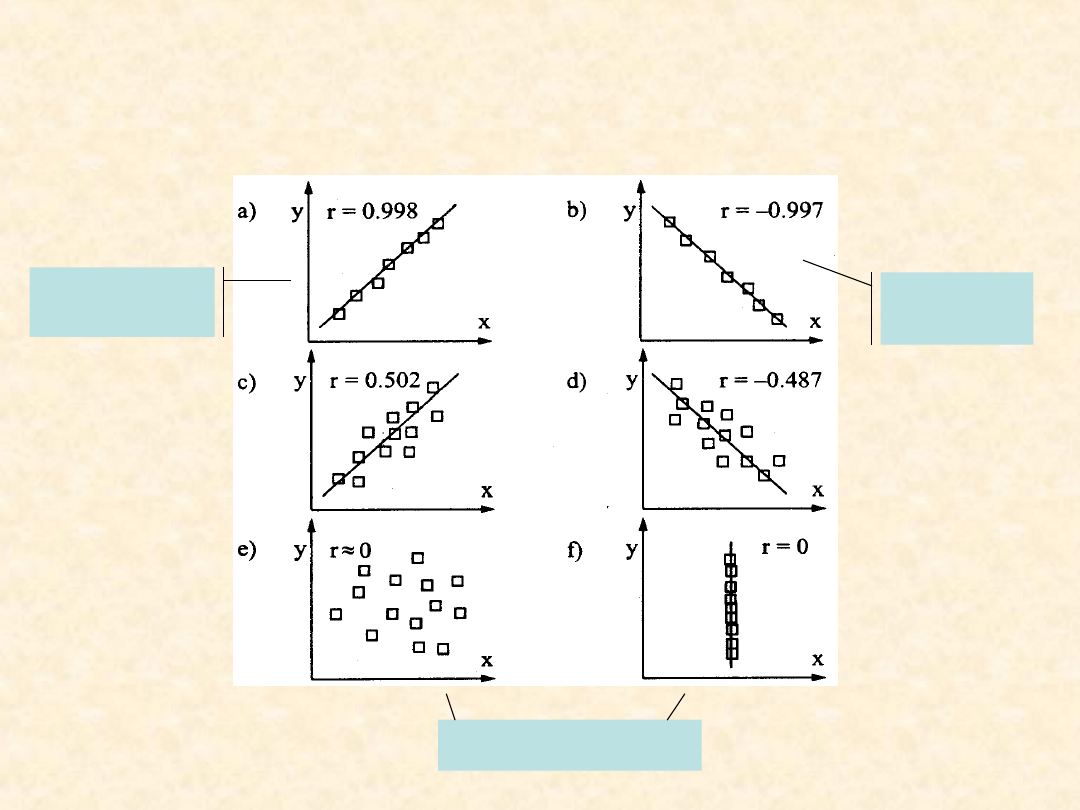
17
Przykłady wielkości skorelowanych
i nieskorelowanych
Korelacja
dodatnia
Korelacja
ujemna
Brak korelacji
18
Diagram pokrewieństwa
(inaczej: analiza podobieństw)
• wykorzystywany do porządkowania dużej liczby pomysłów, idei
oraz informacji werbalnych, związanych z określonym
zagadnieniem (problemem, celem itp.) i zebranych (uzyskanych)
np. podczas sesji burzy mózgów
• porządkowanie powstałych wcześniej pomysłów polega na
utworzeniu maksymalnie 10 grup tematycznych
• sortowanie pomysłów przez członków zespołu opiera się na
zasadzie podobieństwa zaproponowanych rozwiązań
• nazwę grupy tematycznej wyznacza jeden z pomysłów zawartych w
tej grupie lub specjalnie nadana nowa nazwa
• w konsekwencji stosowania tej techniki wskazywane są
wyróżniające się obszary tematyczne (np. produkt, cena, strategie i
inne), które wyznaczają kierunek kolejnych działań w doskonaleniu
organizacji
19
Przykład diagramu
pokrewieństwa
p o m y s ł 1
p o m y s ł 2
p o m y s ł 3
G r u p a t e m a t y c z n a 1
p o m y s ł 4
p o m y s ł 5
p o m y s ł 6
p o m y s ł 1
p o m y s ł 2
p o m y s ł 3
G r u p a t e m a t y c z n a 3
p o m y s ł 4
p o m y s ł 5
p o m y s ł 1
p o m y s ł 2
p o m y s ł 3
G r u p a t e m a t y c z n a 2
p o m y s ł 4
20
Sposób sporządzenia diagramu
pokrewieństwa
• zdefiniowanie analitycznego zagadnienia
(problemu, celu)
• zebranie pomysłów, idei lub informacji w
określonym aspekcie oraz ich zapisanie
• uporządkowanie pomysłów, idei lub
informacji w grupy tematyczne
( maksymalnie 10 grup tematycznych)
• wyznaczenie w danej grupie tematycznej
problemu wiodącego, stanowić nazwę
grupy, lub nadanie odrębnej nazwy,
• prezentacja otrzymanych wyników.
21
Diagram relacji
(inaczej: wykres zależności, wykres współzależności przyczyn)
• pełni funkcje zbliżone do diagramu Ishikawy
• pozwala przedstawić w postaci graficznej zbiór czynników mających
wpływ na ostateczny wynik procesu
• najczęściej służy do prezentacji przyczyn występowania problemu
• w odróżnieniu od diagramu Ishikawy, nie prowadzi do grupowania
czynników (przyczyn) w kategorie, lecz służy do zilustrowania
wzajemnych powiązań między poszczególnymi przyczynami
• wszystkie elementy diagramu, mimo iż nazywane przyczynami,
mogą występować zarówno w roli przyczyn jak
i ich skutków
• umożliwia definiowanie zależności przyczynowo-skutkowych
• wskazuje na powiązania między poszczególnymi przyczynami,
wywołującymi problem
22
Przykładowy diagram relacji
p r o b le m
p r z y c z y n a 7
p r z y c z y n a 6
p r z y c z y n a 5
p r z y c z y n a 4
p r z y c z y n a 3
p r z y c z y n a 2
p r z y c z y n a 1
23
Kroki sporządzenia diagramu
relacji
• opisanie problemu jako centralnego węzła
diagramu
• wskazanie przyczyn wywołujących problem
tworzących pozostałe węzły diagramu
• wskazanie wzajemnych powiązań między
przyczynami
• wskazanie najważniejszych przyczyn -
elementy diagramu, do których (lub od
których) skierowana jest największa liczba
powiązań (strzałek diagramu) stanowią punkt
wyjścia do dalszych analiz.
24
Diagram systematyki
(inaczej: wykres drzewa, Tree Diagram)
• stanowi graficzne uporządkowanie (logiczne lub chronologiczne)
przyczyn wywołujących określony problem lub czynności do
wykonania w określonym procesie (w pierwszym z tych
przypadków przypomina diagram Ishikawy, w drugim - schemat
blokowy)
• najogólniejszym zastosowaniem diagramu jest dekompozycja
celu głównego (ujęcie procesowe) lub dekompozycja struktury
(ujęcie systemowe) zgodnie, z zasadą: od ogółu do szczegółu
• w pierwszym przypadku kolejne poziomy diagramu przedstawiają
możliwe działania niezbędne do osiągnięcia postawionego celu
głównego i jako takie podlegają dalszej dekompozycji do poziomu
działań podstawowych (np. funkcji elementarnych)
• w drugim przypadku diagram systematyki stanowi
odzwierciedlenie struktury opisywanego systemu
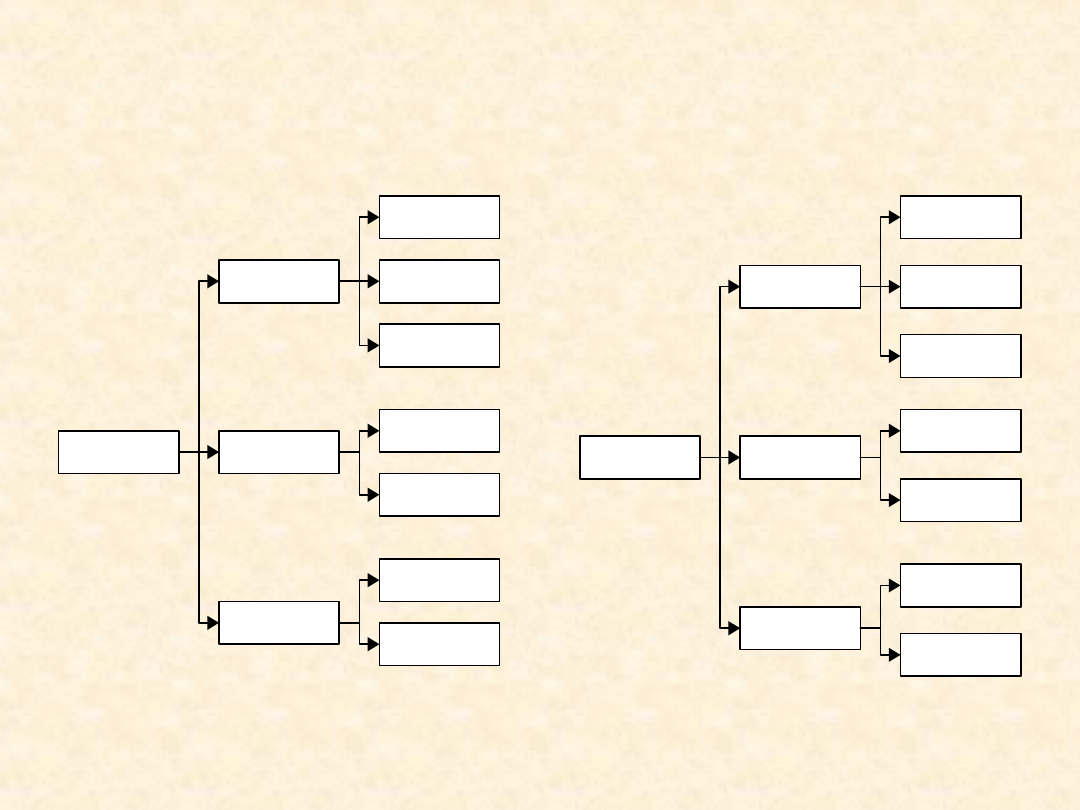
25
Przykłady diagramów
systematyki
P r o c e s s
p o d p ro c e s 3
p o d p ro c e s 1
p o d p ro c e s 2
fu n k c j a 3
fu n k c j a 1
fu n k c j a 2
fu n k c j a 1
fu n k c j a 3
fu n k c j a 1
fu n k c j a 2
S y s t e m
p o d s y s t e m 3
p o d s y s t e m 1
p o d s y s t e m 2
e l e m e n t 3
e l e m e n t 1
e l e m e n t 2
e l e m e n t 1
e l e m e n t 2
e l e m e n t 1
e l e m e n t 2
26
Kroki sporządzenia diagramu
systematyki
• zidentyfikowanie celu głównego lub obiektu
dekompozycji
• identyfikacja kolejnych poziomów diagramu zgodnie
z zasadą: element wyższego poziomu jest
opisywany przez element niższego poziomu
diagramu
• weryfikacja diagramu poprzez postawienie pytania:
„Czy zdefiniowane elementy szczegółowe
umożliwiają realizację celu głównego?", i odwrotnie:
„Czy, analizując cel główny, uzyska się odpowiedź,
co należy robić, aby cel zrealizować?„
• opcjonalnie - wybór jednej ze ścieżek rozwiązań
27
Diagram macierzowy
• umożliwia przedstawienie zależności, pomiędzy co
najmniej dwoma zbiorami elementów (np.
wymaganiami klienta oraz cechami wyrobu)
• ilustruje powiązania elementów tych zbiorów, rodzaj
i „siłę” ich związku
• w zależności od liczby zbiorów oraz rodzaju
powiązań między ich elementami (np. powiązania
parami, trójkami, itd.) rozróżnia się diagramy o
różnych kształtach
• diagram macierzowy jest m.in. częścią metody
QFD, która umożliwia przekształcenie wymagań na
cechy techniczne wyrobu
28
Przykłady diagramów
macierzowych
b1 b2 b3 b4
a1
a2
a3
a4
Diagram L
c4
c3
c2
c1
b1
b2
b3
b4
a1
a2
a3
a4
Diagram T
29
Kroki sporządzenia diagramu
macierzowego
• wskazanie zbiorów elementów
• wybranie kształtu (typu) macierzy
• rozmieszczenie elementów w wierszach oraz
kolumnach macierzy
• określenie zależności (lub jej braku)
pomiędzy elementami zbiorów
• określenie „siły” zależności z
wykorzystaniem ustalonych symboli
graficznych oraz odpowiadającym im
wartościom liczbowym charakteryzującym
wartość tej siły
30
Plan działania
(inaczej: wykres programowy procesu decyzji – PDPC, karta
planowania procesu decyzji)
• umożliwia wybór optymalnej drogi osiągnięcia zamierzonego celu
• jest zbliżony do diagramu systematyki, jednak obok chronologii
procedur ukazuje również możliwe, alternatywne rozwiązania
• bazuje na rozwiązaniach zawartych w diagramie systematyki
• dynamiczny charakter - formułowane odpowiedzi na pytanie:
"Jakie inne kroki można podjąć, aby zrealizować cel?",
• wykres "symuluje" możliwy rozwój wydarzeń,
• obok wskazywania możliwych zagrożeń, na wykresie umieszcza
się także zestawienia proponowanych środków i czynności
zaradczych
• prezentowane narzędzie stanowi uzupełnienie metody FMEA
• wykres programowy procesu decyzji wykorzystywany jest do
rozwiązywania problemów o dużym stopniu niepewności (np. w
ocenie niezawodności produktu)
31
Przykładowy plan działania
C e l d z i a ła n i a
( lu b p ro bl e m d o ro z w ią z a n i a )
3 - c i s p o só b o s ią g n i ę c ia c e l u
( a lt e r n a t y w a 3 )
2 - g i s p o só b o s ią g n i ę c ia c e l u
( a lt e r n a t y w a 2 )
1 - s z y s p o s ó b o s i ą gn ię c ia c e lu
( a lt e r n a t y w a 1 )
d z ia ł a n ie 1 .1
d z ia ł a n ie 2 .3
d z ia ł a n ie 2 .2
d z ia ł a n ie 2 .1
d z ia ł a n ie 1 .2
d z ia ł a n ie 3 .2
d z ia ł a n ie 3 .1
j a k i e i n n e d z i a ł a n i a m o ż n a p o d j ą ć , a b y z r e a l i z o w a ć p o s ta w i o n y c e l ?
d z ia ł a n ie 2 .4
32
Kroki w przygotowaniu planu
działania
• zidentyfikowanie celu głównego
• identyfikacja kolejnych poziomów poprzez definiowanie
alternatywnych sposobów osiągnięcia celu głównego
(element wyższego poziomu jest opisywany przez
elementy niższego poziomu)
• wskazanie wszystkich alternatywnych rozwiązań na
kolejnym poziomie dekompozycji celu głównego
poprzez odpowiedź na pytanie: jakie inne kroki pozwolą
na osiągnięcie celu?
• wybór optymalnej drogi osiągnięcia zamierzonego celu
33
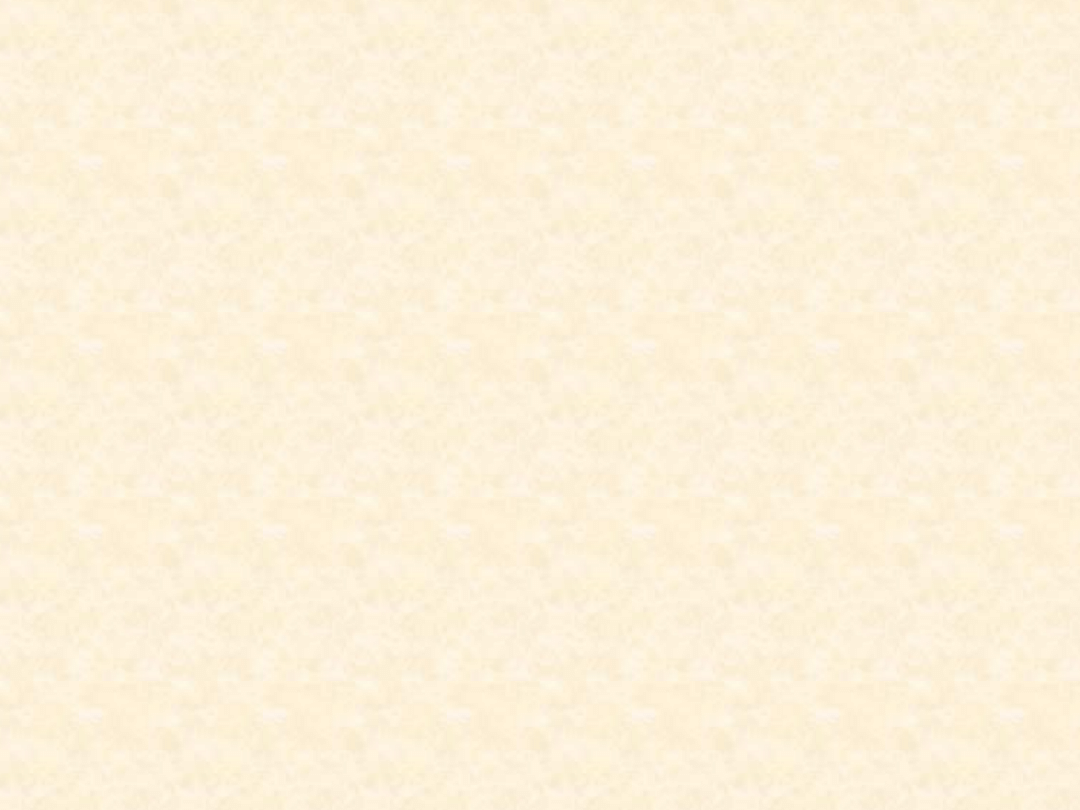
Diagram strzałkowy
(inaczej: wykres sieciowy)
• wykorzystywany jest do planowania działań oraz
ustalania ich kolejności (np. realizacji projektów)
• stosowany także do planowania działań oraz ustalania
ich kolejności (np. relacji projektów)
• wykorzystywany do planowania powtarzalnych procesów
• w diagramie występują węzły (oznaczają stany), oraz
łączące je linie (oznaczają czynności powodujące
przejście do kolejnego stanu)
• narzędzie stosowane jest w analizie ścieżek krytycznych
lub w rozwiniętej formie - jako wspomagana
komputerowo metoda PERT
34
Przykład diagramu
strzałkowego
1
4
5
2
7
6
3
1 0
l e g e n d a :
1 , 7 - p o c z ą te k o r a z k o n i e c p r z e d s i ę w z i ę c i a
2 , 3 , 4 , 5 , 6 - p o z o s t a ł e z d a rz e n i a
1 - 3 ; 3 - 6 ; 2 - 5 - c z y n n o ś c i o c z a s i e re a l i z a c j i
o d p o w i e d n i o : 4 , 4 o r a z 3 j e d n o s tk i
1 6 j e d n o s te k c z a s u ( l i n i a p o g ru b i o n a ) -
n a j d ł u ż s z y c z a s w y k o n a n i a p rz e d s i ę w z i ę c i a
5
3
4
4
4
7
6
35
Kroki wykonania diagramu
strzałkowego
• wyznaczenie początku i końca przedsięwzięcia
• określenie nazw czynności niezbędnych do
wykonania przedsięwzięcia
• oszacowanie czasu potrzebnego do wykonania
czynności
• określenie zdarzeń występujących w danym
przedsięwzięciu
• określenie kolejności występowania czynności
oraz powiązanych z nimi zdarzeń (wraz z
nadaniem numeracji poszczególnym zdarzeniom)
• obliczenie czasu potrzebnego do wykonania
całego przedsięwzięcia
36
Macierzowa analiza danych
(inaczej: tablicowa analiza danych)
• ukazuje zależności pomiędzy dwoma zbiorami danych nie
powiązanych ze sobą funkcjonalnie w prostej formie graficznej
• naniesienie wyników analiz na wykres poprzedzone jest
wielowariantowymi analizami danych zawartych w diagramach
macierzowych ze względu na wybrane cechy (np. produktu)
• wartościowanie danych przeprowadzane jest ze względu na różne
kryteria decyzyjne (np. jakość, cenę oraz inne wybrane kryteria oceny)
• stanowi główne narzędzie metody QFD (ang. Quality Function
Deployment)
• celem stosowania jest redukcja danych wejściowych
• czynności analityczne jak i graficzną prezentację wyników
przeprowadza się obecnie przy wsparciu oprogramowania
komputerowego
37
Przykładowy wynik macierzowej
analizy danych – wybór produktu
c ec h a 1 p ro d u k tu
c ec h a 2 p ro d u k tu
p ro d u k t
p ro d u c e n ta 1
p ro d u k t
p ro d u c e n ta 2
p ro d u k t
p ro d u c e n ta 3
p ro d u k t
p ro d u c e n ta 7
p ro d u k t
p ro d u c e n ta 4
p ro d u k t
p ro d u c e n ta 6
p ro d u k t
p ro d u c e n ta 5
38
Burza mózgów
moderator
Odmiany:
• burza mózgów indywidualna
• Quick Think Method – przy dużej presji czasu
• dyskusja 66 -6 minut w szecioosobowych zespołach
• brainwriting 635 – 3 pomysły, 6 osób, 5 minut,
przechodniość
39
METODY WSPOMAGAJĄCE
ZARZĄDZANIE JAKOŚCIĄ
40
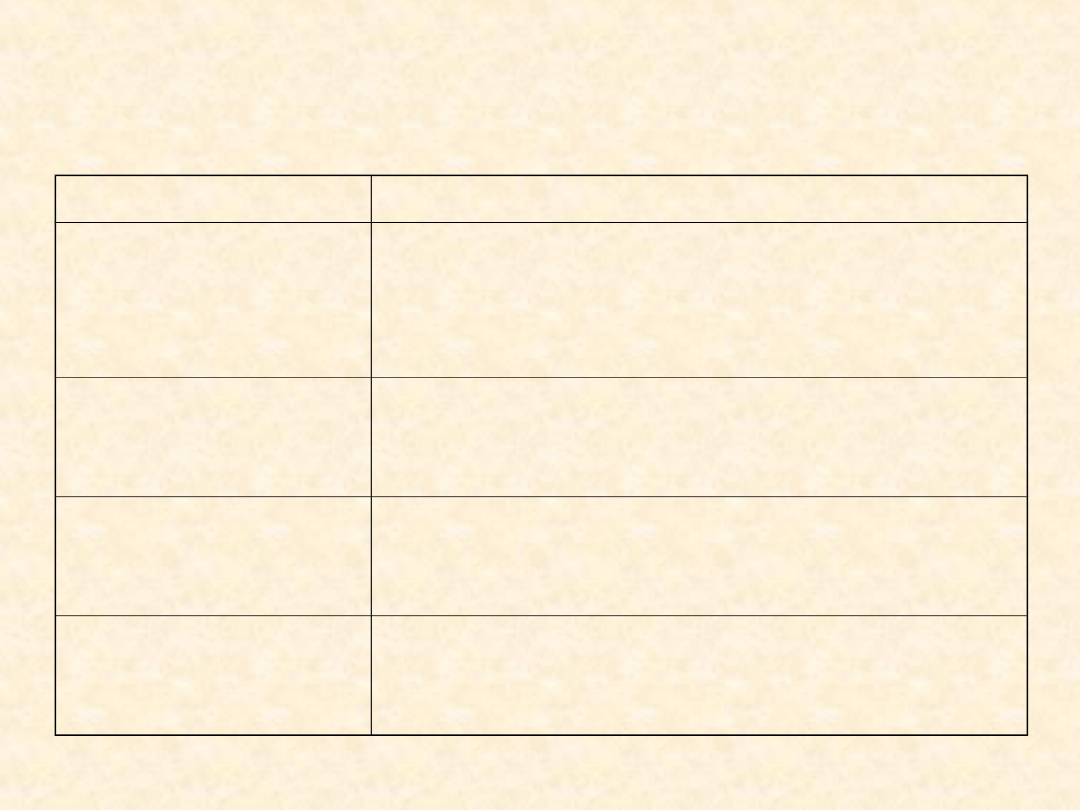
Przegląd metod (1)
Metoda
Cel stosowania
QFD - Rozwinięcie
funkcji jakości
(Quality Function
Deployment)
Przetwarzanie oczekiwań i wymagań
klientów na parametry techniczne
produktu oraz proces
FMEA - analiza
przyczyn i skutków
wad
(Failure Mode and
Effect Analysis)
Wczesne rozpoznawanie (wykrywanie)
potencjalnie istotnych wad produktu lub
procesu produkcji; wskazanie środków do
ich eliminowania
DOE –
eksperymenty
(Design of Experiments)
Wyznaczanie i optymalizacja czynników
wpływających na jakość procesu i
produktu
SKO –
statystyc
z-na
kontrola
odbiorcza
dostaw
Ocena materiałów dostarczanych przez
poddostawców
produkcji Ocena jakości gotowych produktów
wytworzonych u producenta
41
Przegląd metod (2)
Metoda
Cel stosowania
SKP (SPC) –
statystyczna
kontrola procesu
Bieżące nadzorowanie procesów
produkcji; Utrzymywanie wymaganego
poziomu jakości i wskazywanie
możliwości jego poprawy
Badanie zdolności
Badanie zdolności
jakościowej
jakościowej
maszyn i procesów
maszyn i procesów
Ocena przydatności maszyn i urządzeń
Ocena przydatności maszyn i urządzeń
do spełnienia wymagań jakościowych
do spełnienia wymagań jakościowych
Badanie zdolności
Badanie zdolności
systemów
systemów
pomiarowych
pomiarowych
Ocena przydatności systemów
Ocena przydatności systemów
pomiarowych do kontrolowania procesów
pomiarowych do kontrolowania procesów
Badanie wymagań
Badanie wymagań
i satysfakcji
i satysfakcji
klientów
klientów
Ocena stopnia spełnienia wymagań
Ocena stopnia spełnienia wymagań
42
QFD
(Quality Function Deployment, dom jakości)
•rozbudowana wersja macierzowej analizy danych
•metoda przydatna w procesie doskonalenia jakości na etapie
projektowania wyrobu
•opracowana w latach 60-tych przez Akao, a zastosowana po raz
pierwszy w roku 1972 w stoczni Mitsubishi w Kobe
•w latach 80-tych nastąpił rozwój zastosowań QFD w dużych
firmach japońskich i amerykańskich: Toyota, Ford, General Motors,
Hewleet-Packard
•pozwala - na podstawie informacji pochodzących z rynku i
wyrażonych językiem konsumentów - ustalić techniczne parametry
wyrobu (i jego zespołów), a potem parametry procesów
prowadzących do jego wytworzenia, a w przypadku usługi
zaprojektować ją zgodnie z oczekiwaniami klienta
•metoda umożliwia projektantowi interpretację potrzeb klienta
43
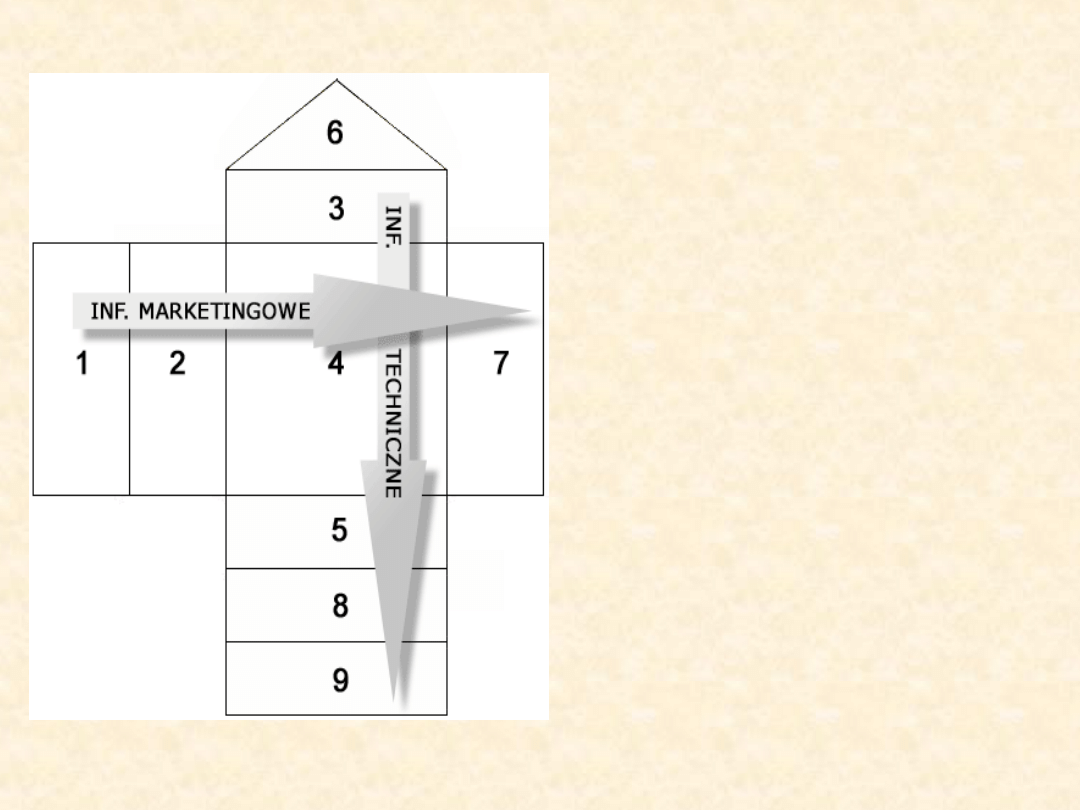
Obszary w QFD
1. Wymagania klientów
2. Ważność wymagań wg
klientów
3. Parametry techniczne
wyrobu
4. Zależności wymagań
i parametrów technicznych
5. Ważność parametrów
technicznych
6. Zależność pomiędzy
parametrami technicznymi
7. Ocena wyrobów
konkurencyjnych
8. Docelowe wartości
parametrów
9. Wskaźnik technicznej
trudności wykonania
44
FMEA - analiza przyczyn i skutków
wad
Historia:
• opracowana i zastosowana w latach 60 dla potrzeb amerykańskiej agencji kosmicznej
NASA; posłużyła do analizy elementów statków kosmicznych
• po sukcesie w przemyśle kosmicznym wykorzystywana w przemysłach lotniczym i
atomowym
• w latach siedemdziesiątych i osiemdziesiątych metodę zaczęto wykorzystywać w
Europie
w przemyśle chemicznym, elektronicznym, a w szczególności w samochodowym
• zaadaptowana w przemyśle samochodowym w normach QS 9000 oraz TS 9000
Cel:
systematyczna identyfikacja poszczególnych wad produktu lub/i procesu oraz ich
eliminacja lub minimalizacja skutków
Sposób osiągania celu:
przez ustalenie związków przyczynowo-skutkowych powstania potencjalnych wad
produktu przy uwzględnieniu czynników ryzyka.
Zastosowanie:
• analizie złożonych procesów i produktów,
• w produkcji masowej i jednostkowej,
• do analizy pojedynczych komponentów, podzespół i całych wyrobów, fragmentu
procesu (np. jednej operacji) oraz całego procesu technologicznego.
45
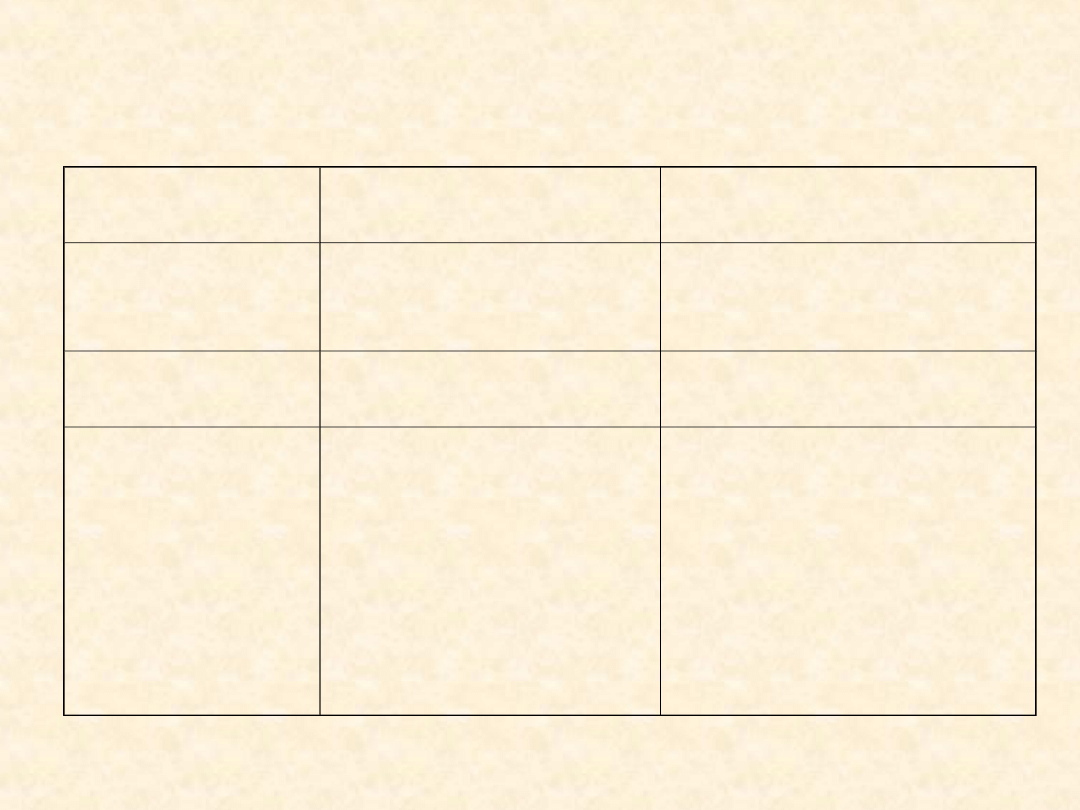
Rodzaje FMEA i ich porównanie
(1)
Kryteria
porównania
FMEA
wyrobu/konstrukcji
FMEA procesu
Kryterium
analizy
Spełnianie
przypisanych wyrobowi
funkcji użytkowych
Prawidłowość przebiegu
procesu
Przedmiot
analizy
Wyrób, podzespoły,
części
Fazy procesu (operacje,
zabiegi, czynności)
Cel analizy
poznanie silnych i
słabych stron produktu
już w fazie
projektowania, co daje
możliwość tworzenia
optymalnej konstrukcji
w fazie prac
konstrukcyjnych
identyfikacja czynników
utrudniających spełnienie
wymagań
konstrukcyjnych lub
dezorganizowanie
procesu produkcyjnego
46
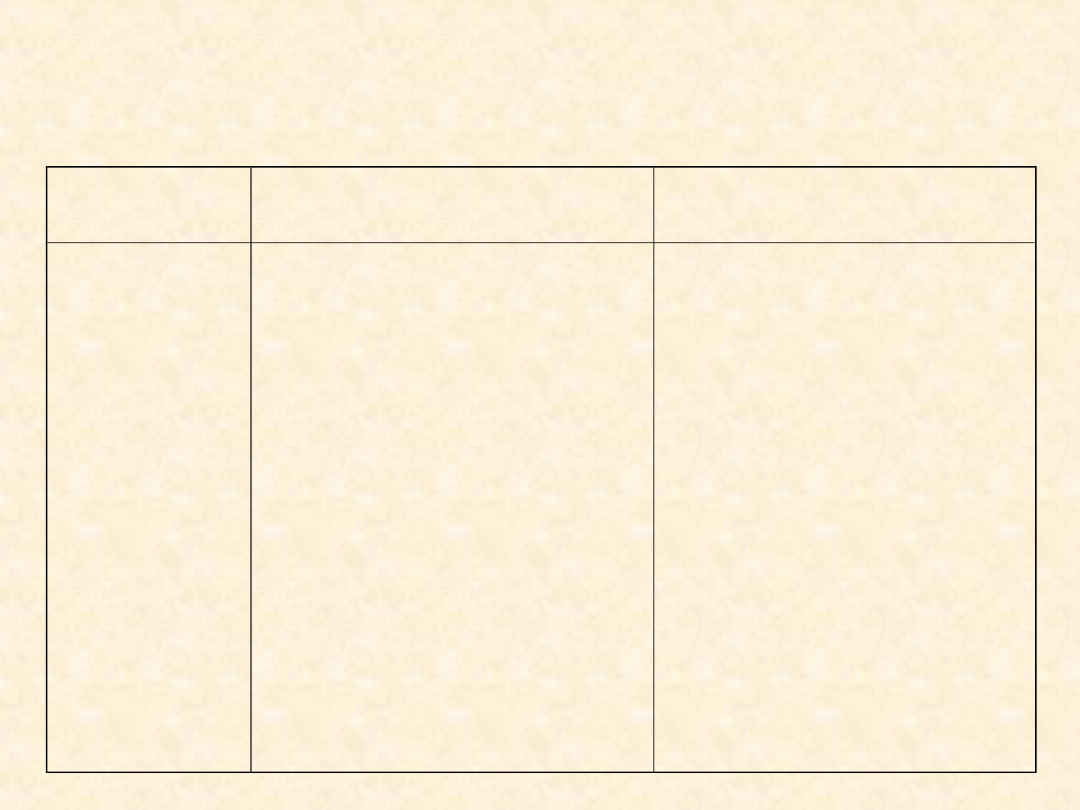
Rodzaje FMEA i ich porównanie
(2)
Kryteria
porównania
FMEA
wyrobu/konstrukcji
FMEA procesu
Zastosowani
e
na rynek wprowadza się
nowy wyrób, wyrób w
znacznej części jest
zmodyfikowany,
zastosowano nowe
materiały lub technologie,
pojawiają się nowe
możliwości stosowania
wyrobu, niedopuszczalne
jest pojawienie się
jakiejkolwiek wady wyrobu,
wyrób jest eksploatowany
w szczególnie trudnych
warunkach, produkcja
wyrobu wiąże się ze
znacznymi inwestycjami
w początkowej fazie
projektowania procesów
produkcji, przed
uruchomieniem produkcji
seryjnej, podczas
produkcji seryjnej w celu
udoskonalenia
niestabilnych i
niewydajnych procesów
47
Etapy prowadzenia FMEA
Etap 1: Przygotowanie:
Określenie problemu
i wywołujących go
przyczyn
Etap 2: Właściwa analiza:
Obliczenie wskaźników
liczbowych dla
zdefiniowania przyczyn
Etap 3: Wprowadzenie
i nadzorowanie działań
zapobiegawczych
48
FMEA: E1 - Przygotowanie
1. Powołanie zespołu
2. Zdefiniowanie problemu i jego skutku
3. Zdefiniowanie obszaru, który ma
zostać objęty analizą
4. Określenie granic systemu, w którym
problemy będą analizowane
5. Wybranie elementów i funkcji wyrobu
lub działań w procesie, które będą
poddawane analizie
49
FMEA: E2 – Właściwa analiza
1.Wskazanie potencjalnych wad, ich przyczyn oraz wywołanych
przez nie skutków
2.Określenie relacji:
wada
wada
skutek
skutek
przyczyna
przyczyna
3. Opisanie działań stosowanych w celu wykrycia wskazanych
wad i ich przyczyn
4. Przypisanie wadom, skutkom, przyczynom tworzącym
wyróżnione relacje wartości określających (z wykorzystaniem
wskazówek do przyjmowania wskaźników):
Z - znaczenie wady
R – ryzyko wystąpienia wady/przyczyny
W – możliwości wykrycia wady/przyczyny
5. Obliczenie wskaźnika priorytetu:
WPR =Z x R x W
50
Przykładow
y zapis
w FMEA
Element i
funkcja
Układ
rozruchowy
Skutki wady;
ograniczenie
funkcji
Prąd nie
dopływa do
rozrusznika
Potencjalna
wada
Wyczerpany
akumulator
Przyczyny,
mechanizmy
wady
Długo nie
ładowany
Stosowane
metody
kontroli
Brak
Ocena
Z
8
R
3
W
7
WPR
168
Zalecane
środki
zaradcze
Większa dbałość
użytkownika
51
FMEA: E3 – Wprowadzenie i
nadzorowanie działań
zapobiegawczych
1.Przeprowadzenie rangowania wad i ich przyczyn
2.W odniesieniu do wad, które uzyskały najwyższą
rangę, zaplanowanie i podjęcie działań
zapobiegawczych
3.Nadzór nad realizacją zaplanowanych działań
Dalsza część tabeli FMEA
WPR
Zalecane
środki
zaradcze
Odpowie-
dzialny;
termin
Wyniki działania
Działania
podjęte
Z W R WPR
52
DOE – eksperymenty
1. METODY TAGUCHIEGO:
• funkcji straty jakości
• sygnału do szumu (S/N)
• z użyciem tablic ortogonalnych
2 . METODY SHAININA:
• karta zmienności procesu
• porównywanie wyrobów parami
• systematyczna zmiana części i
podzespołów pomiędzy wyrobami
• systematyczna zmiana czynników
procesu
• eksperyment pełny
53
Funkcja straty jakości
• Można rozważyć szczególny idealny punkt najwyższej
jakości
• Celem jest pokazanie, jak nierealistyczne jest
zakładanie, że odchylenie procesu produkcyjnego od
nominalnej specyfikacji nie powoduje utraty jakości, o
ile tylko znajduje się wewnątrz przedziału tolerancji.
• jeżeli proces nie jest idealnie "w celu", to pojawia się
utrata jakości, wyrażalna na przykład w terminach
satysfakcji użytkownika.
• funkcją odchylenia od nominalnej specyfikacji, lecz
raczej kwadratową (odwrócone U)
• celem wysiłków na rzecz poprawy jakości powinno
być minimalizowanie kwadratów odchyleń albo
wariancji produktu wokół nominalnej (idealnej)
specyfikacji, a nie liczba produktów mieszczących się
w zadanych przedziałach (tak, jak jest to robione w
tradycyjnych procedurach sterowania jakością)
54
Metody Shainina (1)
Nazwa
metody
Cel
stosowania
Gdzie można
stosować?
Kiedy należy
stosować?
1. karta
zmienności
procesu
Identyfikacja
miejsca
zmienności
w procesie:
-w
egzemplarzach,
-między
egzemplarzami
-w czasie
W procesach,
gdzie:
-możliwe jest
pobranie próbek
losowych,
-ocena opiera się
na cechach
mierzalnych
W produkcji
seryjnej:
-w fazie
projektowania
procesu,
-w fazie produkcji
przy ograniczaniu
zmienności
procesu
2. porównywanie
wyrobów parami
Wskazanie części
lub podzespołów
wyrobu najsilniej
wpływających na
jego jakość
Dla wyrobów:
-dla których
dysponuje się
egzemplarzami
wyrobów dobrych
i wadliwych
-które nie mogą
być rozbierane i
ponownie
składane
Przy
rozpatrywaniu
reklamacji
55
Metody Shainina (2)
Nazwa metody
Cel stosowania
Gdzie można
stosować?
Kiedy należy
stosować?
3. systematyczna
zmiana części i
podzespołów
pomiędzy
wyrobami
Wskazania
części/podzespołó
w najsilniej
wpływających na
jakość wyrobu
Dla wyrobów:
- dla których
dysponuje się
egzemplarzami
wyrobów dobrych i
wadliwych
- które mogą być
demontowane i
powtórnie
składane
W fazie testowania
prototypu;
Przy rozwiązywaniu
problemów w
produkcji seryjnej
4. systematyczna
zmiana czynników
procesu
Identyfikacja
czynników
najsilniej
wpływających na
wynik procesu
W każdym
procesie, w którym
można
oddziaływać na
czynniki wejściowe
Gdy należy zbadać
więcej niż 4
czynniki:
- w fazie
testowania
prototypu,
- w produkcji
seryjnej
5. eksperyment
pełny
Jak w 2, 3, 4
Jako rozszerzenie
metod 2, 3, 4
Gdy należy zbadać
4 lub mniej
czynników
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Slide 37
- Slide 38
- Slide 39
- Slide 40
- Slide 41
- Slide 42
- Slide 43
- Slide 44
- Slide 45
- Slide 46
- Slide 47
- Slide 48
- Slide 49
- Slide 50
- Slide 51
- Slide 52
- Slide 53
- Slide 54
- Slide 55
Wyszukiwarka
Podobne podstrony:
1 Turkowski Funkcje, etapy, metody i narz dzia ewaluacji
A8 Omówi narz dzia i metody rozwi zywania zadania sterowania optymalnego
A8 Omówi narz dzia i metody rozwi zywania zadania sterowania optymalnego
A8 Omówi narz dzia i metody rozwi zywania zadania sterowania optymalnego
NARZ DZIA POZATARYFOWE W PO, Inne
NARZ DZIA DO WSPOMAGANIA ZA, Zarządzanie projektami, Zarządzanie(1)
ISTOTA I NARZ DZIA MARKETINGU projekt
ISTOTA I NARZ DZIA MARKETINGU 2
CHRAPEK,podstawy robotyki, Roboty przemys owe jako narz dzia
Narz dzia wspomagajace?cyzje hodowlane ?kultet 2
więcej podobnych podstron