
Przedmiot:
Projektowanie Procesów
Technologicznych (PPTOS)
Spawalnictwo dla grup: M-61, M-62, M-63
Dr inż. Tomasz CHMIELEWSKI
ST 026
http://www.wip.pw.edu.pl/~tchmiele/
Terminy zajęć wykładowych:
21.02.2005 sala NT 241 godz.
10.15 –12.00
07.03.2005
21.03.2005
11.04.2005
Terminy zajęć projektowych:
21.02.2005 sala NT 241 godz.
14.15 –16.15
28.02.2005
07.03.2005
14.03.2005
21.03.2005
04.04.2005
11.04.2005
18.04.2005
Projektowanie Procesów Technologicznych (PPTOS) - SPAWALNICTWO
Konstrukcją spawaną nazywa się taką konstrukcję, której części składowe
połączono za pomocą spawania
Cechy podstawowe:
Monolityczność – uzyskuje się więź części składowych powodującą, że
konstrukcja złożona z oddzielnych elementów wykazuje wiele cech
konstrukcji monolitycznej;
Lekkość – swobodne nadawanie kształtów konstrukcji, łączenie
bezpośrednie przy dowolnej orientacji części;
Możliwość kombinacji materiałowej – w jednej konstrukcji można
stosować kilka gatunków materiałów, modyfikacja powierzchni części
maszyn metodami spawalniczymi;
Wykorzystanie materiałów profilowych – wykorzystanie szeroko
dostępnego asortymentu profili jest źródłem oszczędności;
Powiązanie pomiędzy materiałem a technologią – rodzaj materiału i
jego geometria w znacznej mierze determinują metodę spawania;
Naprężenia spawalnicze i odkształcenia – negatywny skutek cyklu
cieplnego spawania, pomniejsza właściwości eksploatacyjne
konstrukcji. Zapobieganie generuje koszty.
Projektowanie Procesów Technologicznych (PPTOS) - SPAWALNICTWO
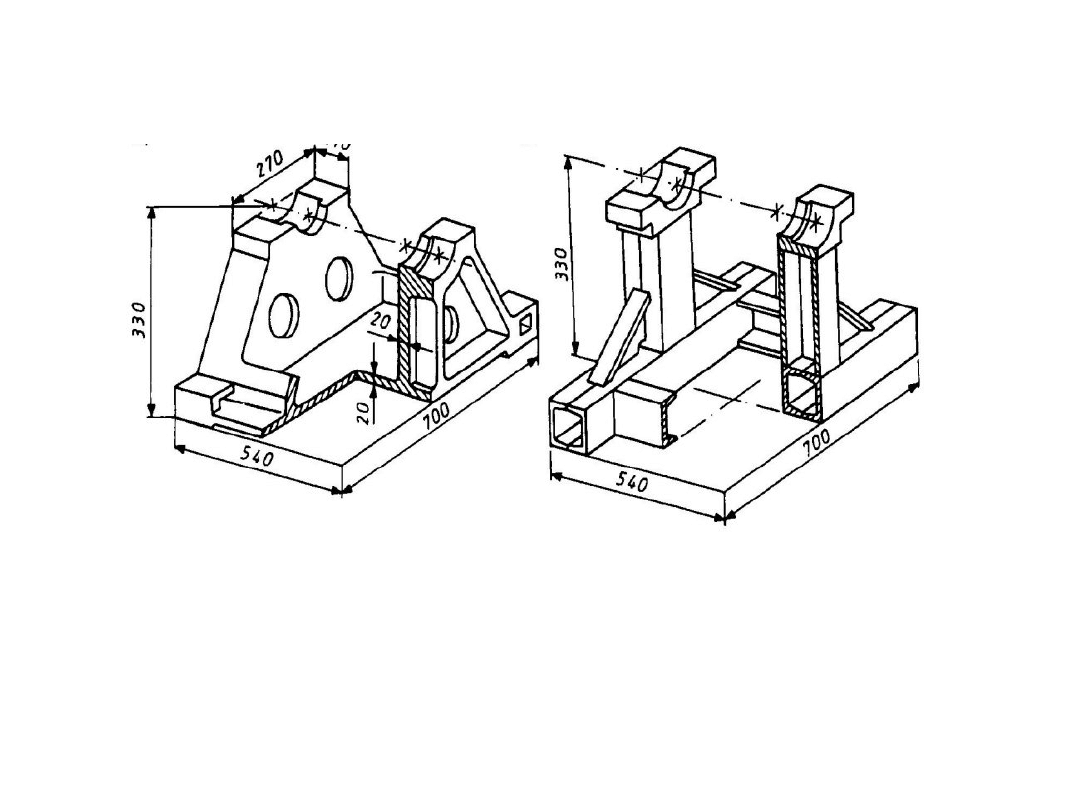
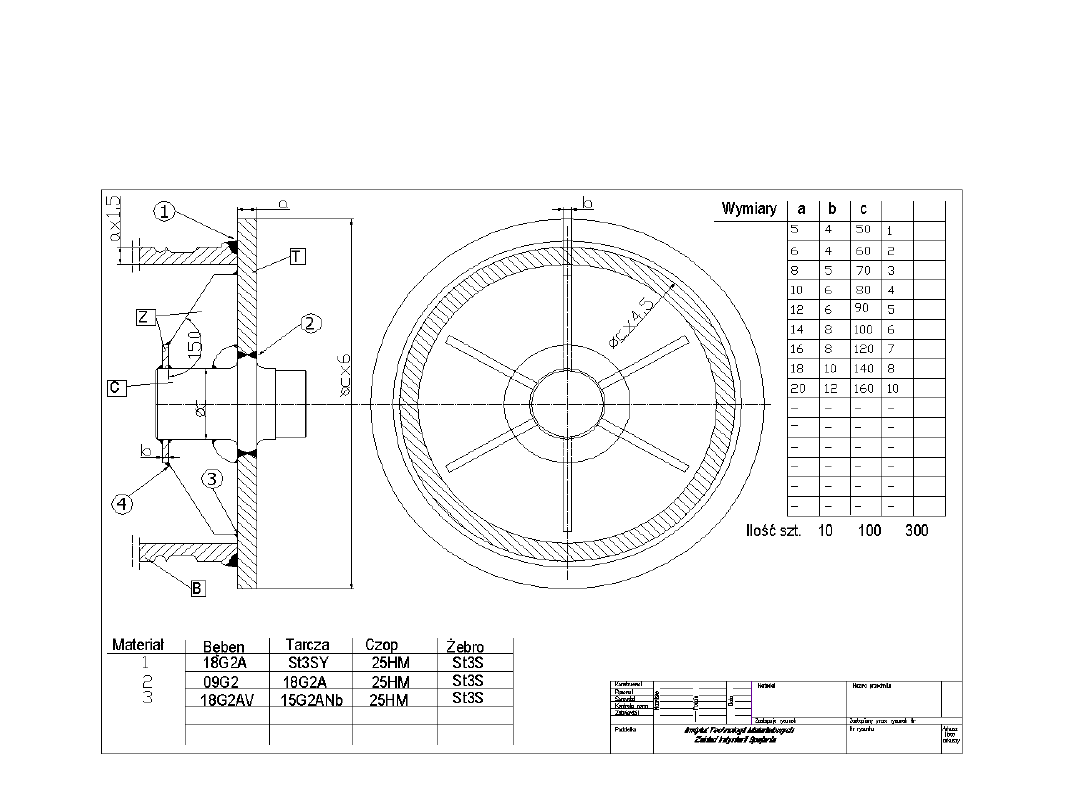
Podstawa łożyska wykonana jako odlew i jako
konstr. spawana
Projektowanie Procesów Technologicznych (PPTOS) - SPAWALNICTWO
Projektowanie Procesów Technologicznych (PPTOS) - SPAWALNICTWO
Projektowanie Procesów Technologicznych (PPTOS) - SPAWALNICTWO
Projekt technologiczny
PLAN MONTAŻU I SPAWANIA KONSTRUKCJI STALOWEJ

Projektowanie Procesów Technologicznych (PPTOS) - SPAWALNICTWO
Projekt technologiczny
PLAN MONTAŻU I SPAWANIA KONSTRUKCJI STALOWEJ
powinien zawierać:
1.
Charakterystykę i ocenę spawalności stali.
2.
Propozycję wyboru metody spawania, biorąc pod uwagę grubość
elementów i dostęp do miejsca spawania, przy czym należy dążyć do
zastosowania metod zmechanizowanych (można stosować kilka metod
dla jednej spoiny).
3.
Naszkicowanie planu (kolejności) montażu konstrukcji.
4.
Oznaczenie na szkicu konstrukcji spoin wg PN-EN22553.
5.
Narysowanie przygotowania brzegów do spawania dla wszystkich złączy
z uwzględnieniem wybranej metody spawania wg PN-EN 29692.
6.
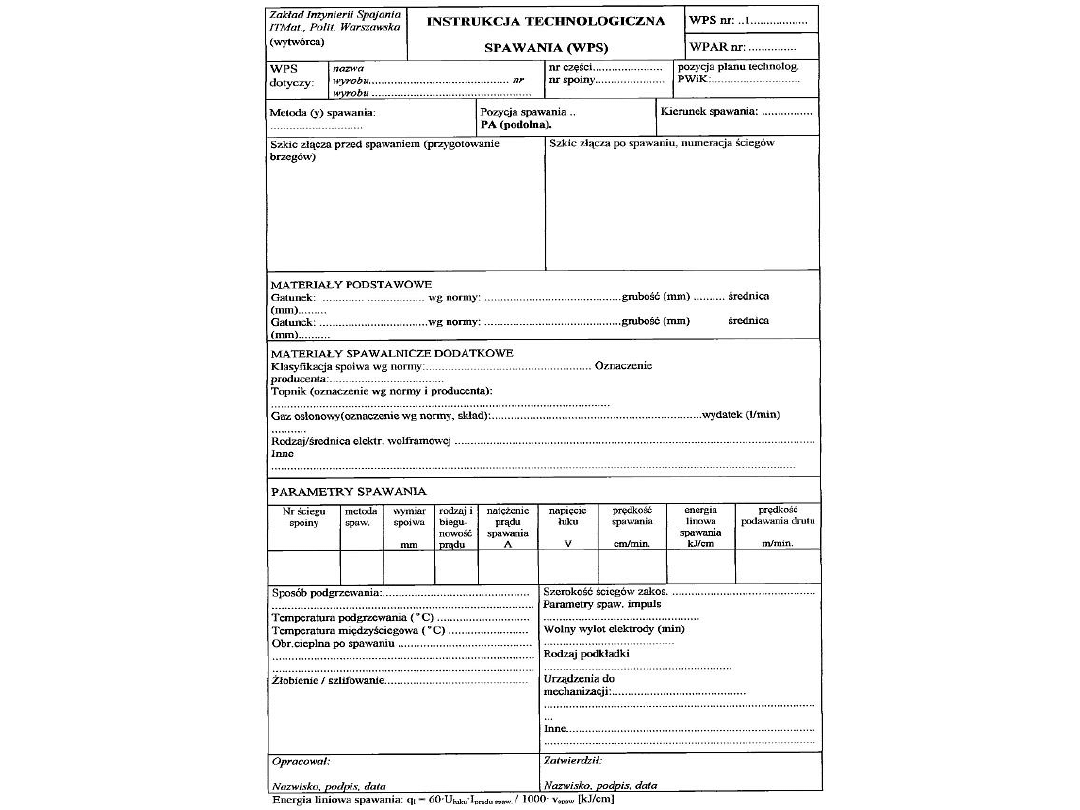
Wykonanie instrukcji technologicznej spawania (WPS – ang. Welding
Procedure Specification) wskazanych złączy.
Literatura:
1.
Poradnik Inżyniera – Spawalnictwo
2.
Ferenc K., Ferenc J.: Konstrukcje spawane – połączenia, WNT 2003,
wyd. 2
3.
Jakubiec M., Lesiński K., Czajkowski H.: Technologia konstrukcji
spawanych.
4.
Pierożek B., Lasociński J.: Spawanie łukowe stali w osłonach gazowych.
WNT W-wa 1987
Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Charakterystyka i ocena spawalności stali
Spawalność stali jest miarą zdolności materiału do tworzenia
złączy za pomocą spawania, które spełniałyby stawiane im z góry
wymagania.
Spawalność zależy od:
• rodzaj materiału (skład chemiczny),
• metoda spawania,
• technologia spawania,
• rodzaj materiału dodatkowego,
• rodzaj rozwiązań konstrukcyjnych.
Definicja spawalności wg PN-84/M-69005: „Spawalność
(spajalność, która ma obejmować spawalność, lutowność i
zgrzewalność) jest to przydatność metalu o danej wrażliwości na
spawanie (spajanie) do utworzenia w określonych warunkach
spawania (spajania) złącza metalicznie ciągłego o wymaganej
użyteczności”
Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Charakterystyka i ocena spawalności stali
Empiryczne kryterium oceny skłonności stali
(niestopowych i niskostopowych C-Mn o podwyższonej
wytrzymałości) do hartowania , uwzględniające wpływ składu
chemicznego, to równoważnik węgla.
Ce = C + Mn/6 + (Cr+Mo+V)/5 + (Ni+Cu) / 15
%
Jeśli:
Ce < 0,5% (przy jednoczesnej zawartości C < 0,3%) stal
uznajemy za dobrze spawalną, pod warunkiem uwzględnienia
grubości i zastosowania podgrzewania, jeśli zajdzie potrzeba
0,5 < Ce < 0,7% (przy C 0,35%) wskazuje na możliwość
wystąpienia konieczności podgrzewania elementów przed
spawaniem, utrzymanie temperatury w trakcie spawania, a
nawet zastosowanie specjalnej obróbki cieplnej po procesie
spawania, zależnie od grubości elementów, metody spawania,
ważności elementów w konstrukcji
Ce > 0,7% oraz C > 0,35% to stal jest trudno spawalna,
konieczna jest indywidualna analiza każdego przypadku
Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Charakterystyka i ocena spawalności stali
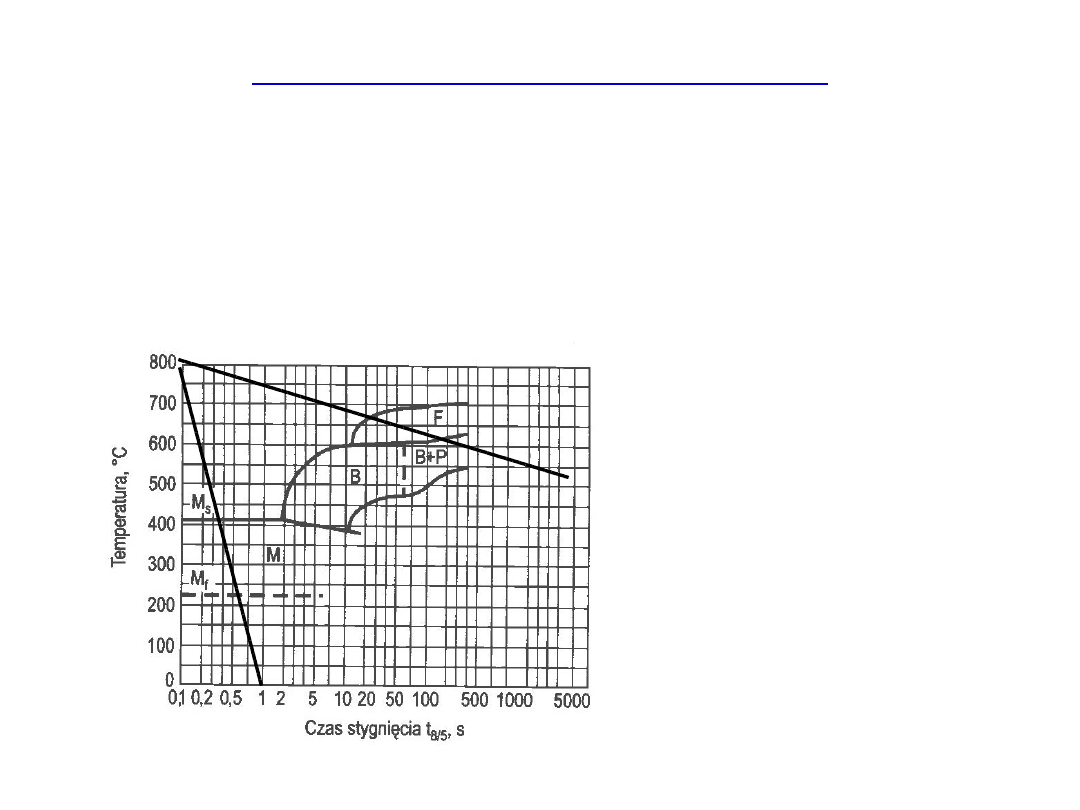
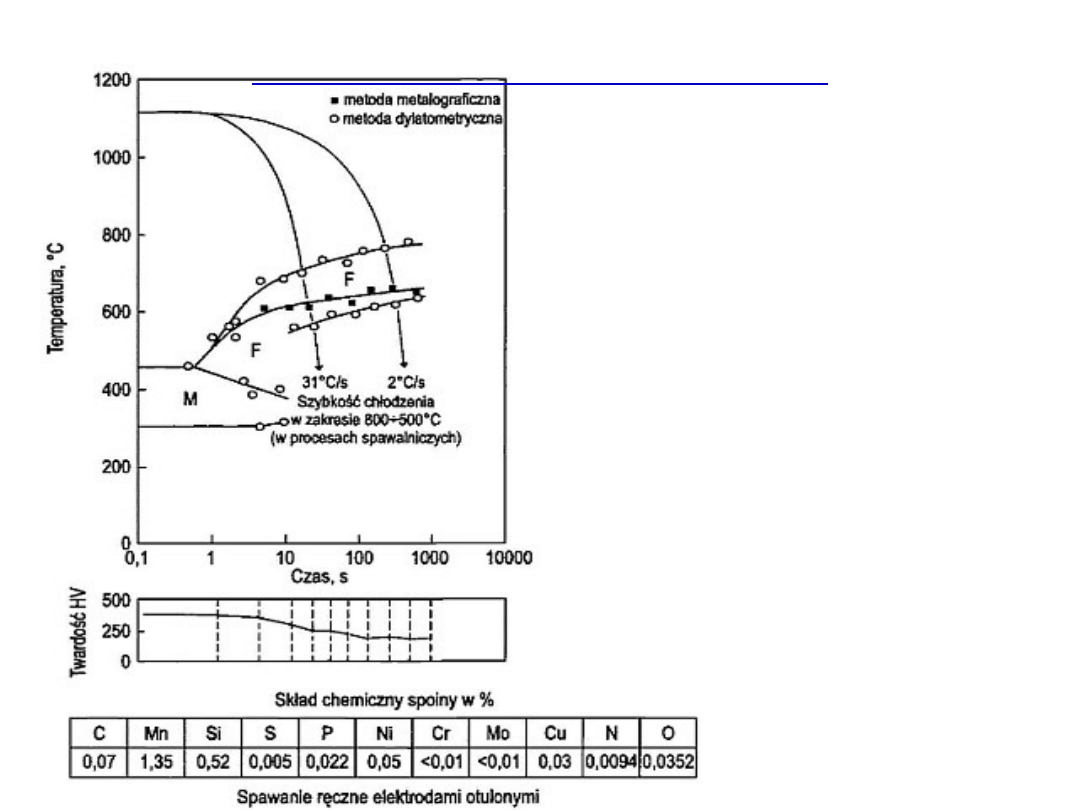
Metody oceny spawalności
•
metody teoretyczne, dotyczą głównie spawalności lokalnej i
mają na celu analizę przemian alotropowych w stali w
procesie spawania oraz analizę właściwości materiału w
strefie wpływu ciepła. Metoda bazuje na analizie wykresów
rozpadu przechłodzonego austenitu w warunkach
spawalniczych cykli cieplnych, zwanych wykresami CTPc-S.
Wykres CTPc-S dla stali
18G2A
Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Charakterystyka i ocena spawalności stali
Wykres CTPc-S dla stali o
zawartości 0,07% C i 1,4%
Mn
Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Charakterystyka i ocena spawalności stali
•
metody praktyczne, dotyczą głównie spawalności globalnej i
obejmują próby pękania. Pękanie w złączach stalowych
spawanych jest wynikiem wystąpienia takiego stanu
odkształceń, którego stal w obszarze złącza spawanego nie
może przenieść ze względu na ograniczoną ciągliwość.
a) pękanie gorące (nazwa od wys. temp. towarzyszącej
powstawaniu pęknięć) Powstaje w spoinach i strefie
przetopienia w stalach jednofazowych (ferryt lub austenit).
Przyczyną jest obecność niskotopliwych eutektyk na bazie
Si, P i innych zanieczyszczeń, zakrzepniętych między
ziarnami metalu.
b) pęknięcia zimne, dotyczą temperatur ok. 200 st.C,
uwarunkowane obecnością martenzytu w złączach, wodoru
dyfundującego w spoinie, odkształceń i naprężeń własnych
wynikających ze stopnia utwierdzenia
c) pęknięcia lameralne są efektem odkształcania blach
stalowych w kierunku grubości, na skutek skurczu
spawalniczego i przyłożonych obciążeń zewnętrznych.
Powstają one w materiale rodzimym lub SWC.
Projektowanie Procesów Technologicznych (PPTOS) - SPAWALNICTWO
materiały
konstrukcy
jne
tworzywa
sztuczne
Materiały
metalowe
stale niestopowe
ogólnego
przeznaczenia PN-
88/H-84020 (St3SX,
St4SX)
stale niestopowe
konstrukcyjne
wytrzymałości PN-
EN 10025 (S235JR,
S275JR)
stale niskostopowe o
podwyższonej
wytrzymałości typu
C-Mn PN-86/H-
84018
stale
drobnoziarniste
PN-EN 10137
(S275N, S355M)
stale utwardzane
wydzieleniowo (A)
stale walcowane
termomechanicznie
(M)
stale ulepszone
cieplnie (Q)
stale
normalizowane (N)
Projektowanie Procesów Technologicznych (PPTOS) - SPAWALNICTWO
Cechy konstrukcji spawanych
Konstrukcją spawaną nazywa się taką konstrukcję, której części
składowe połączono za pomocą spawania
materiały
konstrukcy
jne
tworzywa
sztuczne
Materiały
metalowe
stale konstr. o
podwyższ.
wytrzymałości do
obróbki plastycznej
na zimno PN-EN
10149 (S315MC)
stale trudno
rdzewiejące PN-
83/H-84017 (08HA,
10HA) – Cu, Cr, Ni
stale ferrytyczne do
pracy niskiej
temperaturze PN-EN
10028 (12Ni14)
stale stosowane w
budowie maszyn PN-
93/H-84019
staliwa
konstrukcyjne PN-
ISO 3755
Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Charakterystyka i ocena spawalności stali
Stale niestopowe według PN-EN 10025 reprezentowane
przez gatunki E 295, E 335, E 360 są dobrze spawalne
Stale niestopowe wyższej jakości C około 0,25% w
gatunkach np. 08X, 08, 10X, 10, 15X, 15, 20, 25 należy spawać
stosując zasady jak dla stali konstrukcyjnych ogólnego
przeznaczenia
Stale stopowe przeznaczone do nawęglania są trudniej
spawalne C < 0,23%, Mn i Cr około 1,5% w gatunkach 15H,
20H, 16 HG, 20 HG, 18 HGT, 18 GHM, 15 HGM, 17 HGM
Stale niestopowe o wyższej zawartości C o znakach 30,
35, 40 mogą być warunkowo spawane, a stali 40, 50, 55, 60, 65
nie należy przeznaczać na elementy spawane
Stale stopowe do ulepszania cieplnego o stosunkowo
niskiej zawartości C < poniżej 0,35%, Cr i Mo, np. 30G2, 30H,
20HGS, 25HM, 30HM – pomimo, że uważane są za trudno
spawalne znajdują zastosowanie jako części spawane
Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Charakterystyka i ocena spawalności stali
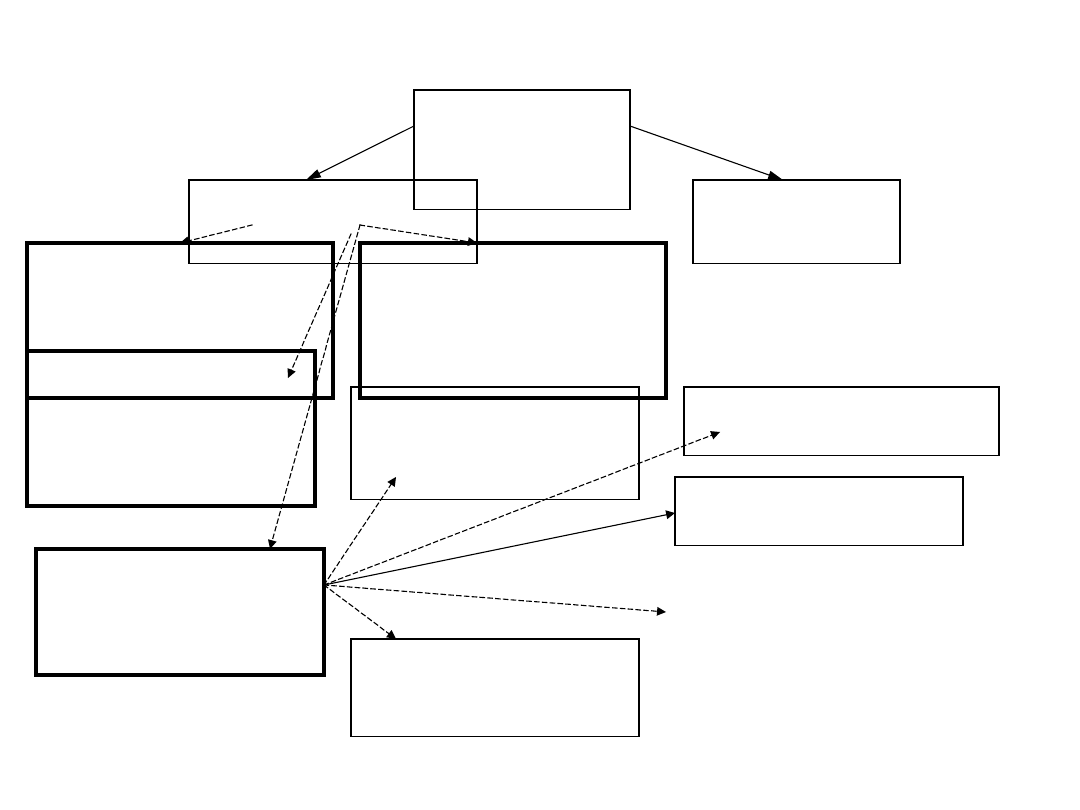
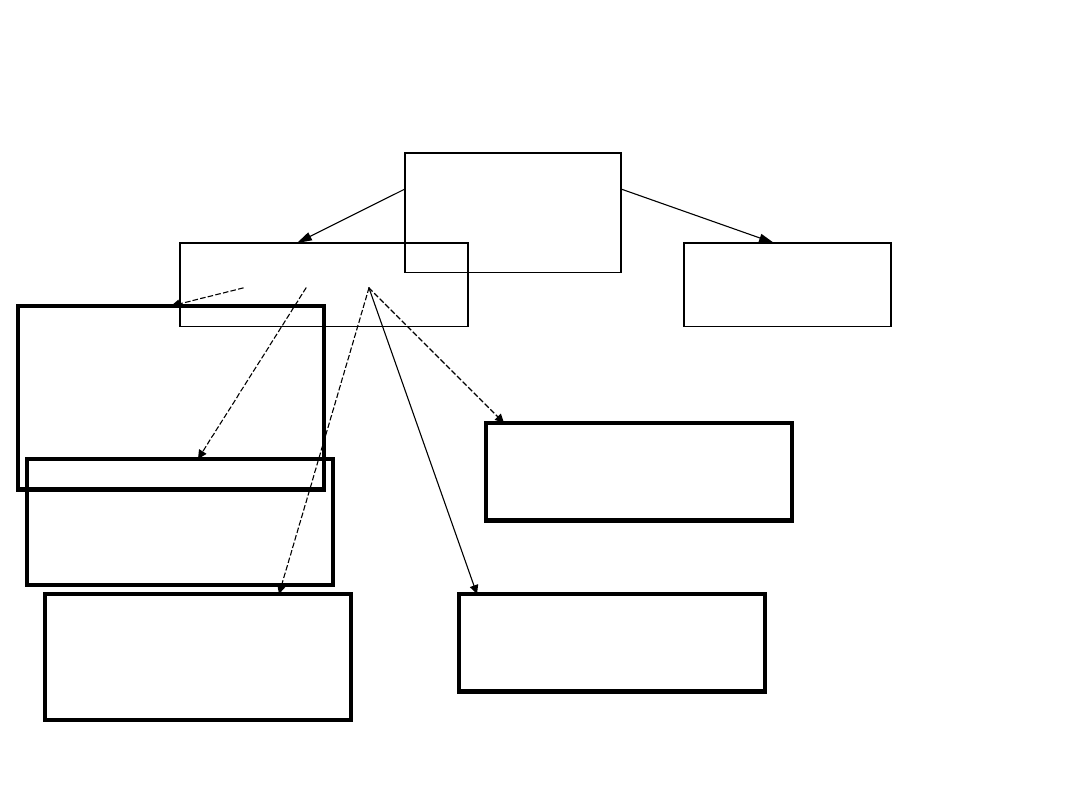
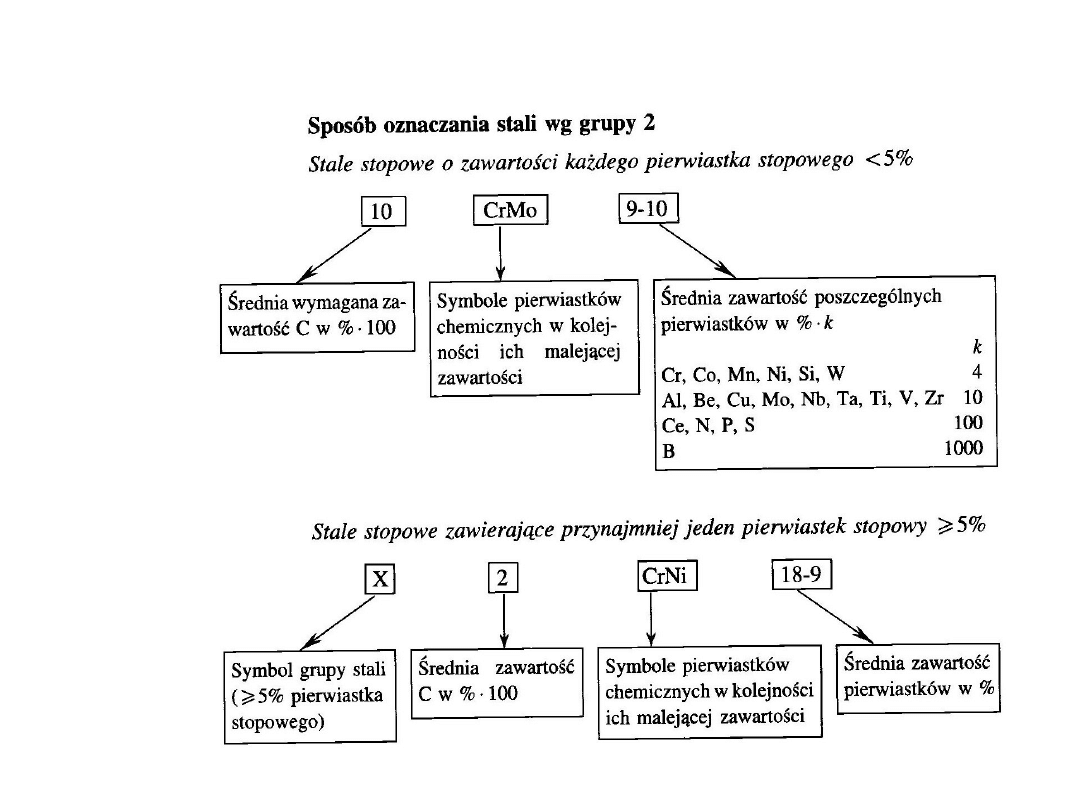
Podział stali i ich oznaczanie
Norma PN-EN 10020:2002(4) klasyfikuje stale według składu
chemicznego, od którego zależy ich spawalność, na stale
niestopowe i stale stopowe.
Stale niestopowe są to te, w których zawartość pierwiastków,
określona według analizy wytopowej jest mniejsza od
następujących wartości:1,65% Mn, 0,50% Si, 0,40% Cu i Pb,
0,30% Cr i Ni, 0,10% Al, Bi, Co, Se, Te, V i W, 0,08% Mo,
0,06% Nb, 0,05% La, Ti i Zr oraz 0,0008% B.
Stale stopowe to te, w których zawartość przynajmnie jednego
pierwiastka przekracza podaną wyżej wartość.
Wg normy PN-EN 10027-1:1994 wyróżnia się dwie grupy
oznaczeń:
Grupa I – znaki stali zawierające symbole wskazują
zastosowanie oraz mechaniczne lub fizyczne właściwości
stali (np. granica plastyczności);
Grupa II – znaki stali zawierające symbole wskazujące na skład
chemiczny stali.
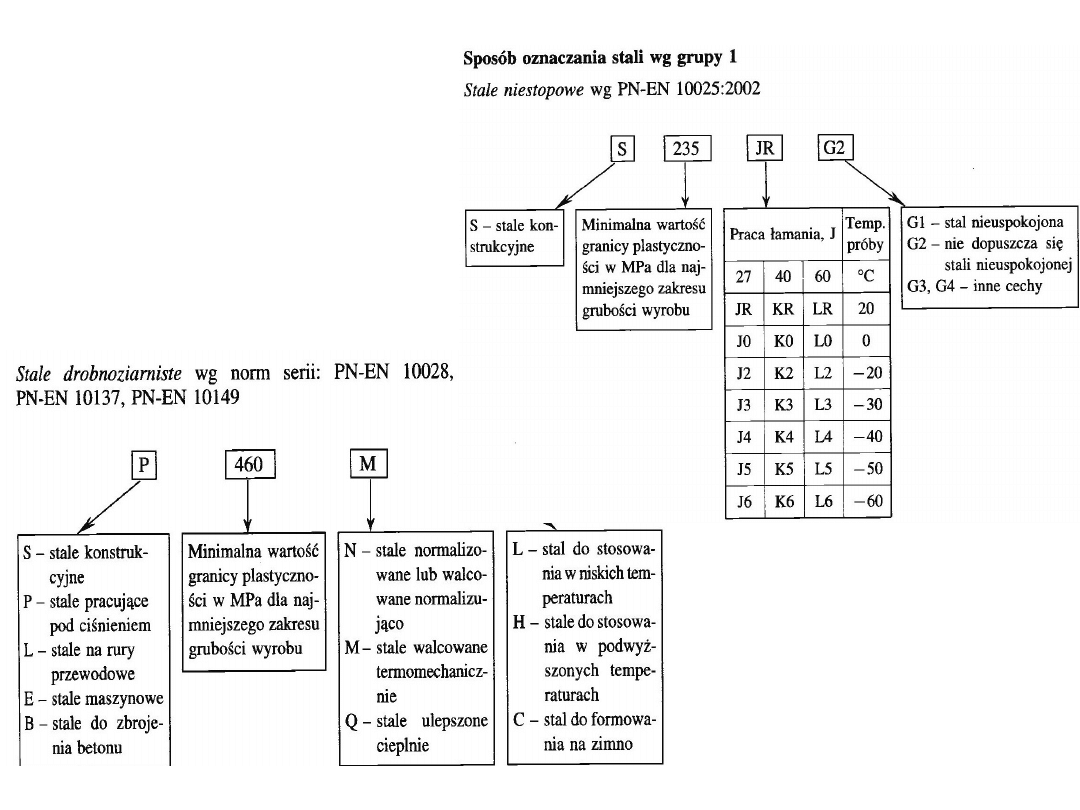
Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Podział stali i ich
oznaczanie
Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Podział stali i ich
oznaczanie
Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Dobór materiałów dodatkowych do spawania stali konstrukcyjnych
Materiałami dodatkowymi (spawalniczymi) nazywa się
materiały wykorzystywane bezpośrednio w metalurgicznym
procesie spawania, a więc wpływające na jakość złącza.
spoiwa - elektrody i druty topliwe , proszki, pasty,
materiały dodatkowe pomocnicze - gazy osłonowe,
podkładki
ceramiczne do spawania jednostronnego
(Z materiałów pomocniczych nie powstaje stopiwo, lecz mogą
one wpływać na jego właściwości, np. gazy osłonowe)
Materiały dodatkowe tworzące stopiwo powinny
charakteryzować się możliwością otrzymania spoiny o
określonym składzie chemicznym i o określonych
właściwościach mechanicznych, aby spełnić warunki
eksploatacji złącza.
Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Dobór materiałów dodatkowych do spawania stali konstrukcyjnych
Podstawowe kryteria doboru spoiw do spawania stali
konstrukcyjnych:
• granica plastyczności spoiwa i materiału rodzimego, Re spoiwa
>= Re materiału rodzimego. Re stopiwa > Re materiału
rodzimego w konstrukcjach powłokowych ze spoinami czołowymi
(rurociągi, naczynia ciśnieniowe, zbiorniki magazynowe).
• wartość pracy łamania stopiwa w określonej temperaturze
(będąca miernikiem jego przydatności do spawania stali
przeznaczonych na konstrukcje narażone na pękanie kruche,
zwłaszcza eksploatowane w obniżonej temperaturze) 47 J Spoiwo
dobrane pod względem odporności na pękanie kruche powinno
charakteryzować się wartością pracy łamania uzyskanego z niego
stopiwa wyższą niż materiału rodzimego badanego w tej samej
temperaturze.
• Dobór spoiwa pod względem dopasowania składu
chemicznego stopiwa do składu chemicznego materiałów
spawanych nie jest tak jednoznaczny i prosty, jak w przypadku
doboru wytrzymałości i udarności. Zawartość określonych
pierwiastków w spoiwie do spawania stali konstrukcyjnych
wpływa na wytrzymałość i udarność w temperaturach obniżonych
i podwyższonych oraz na odporność na korozję atmosferyczną
spoiny.
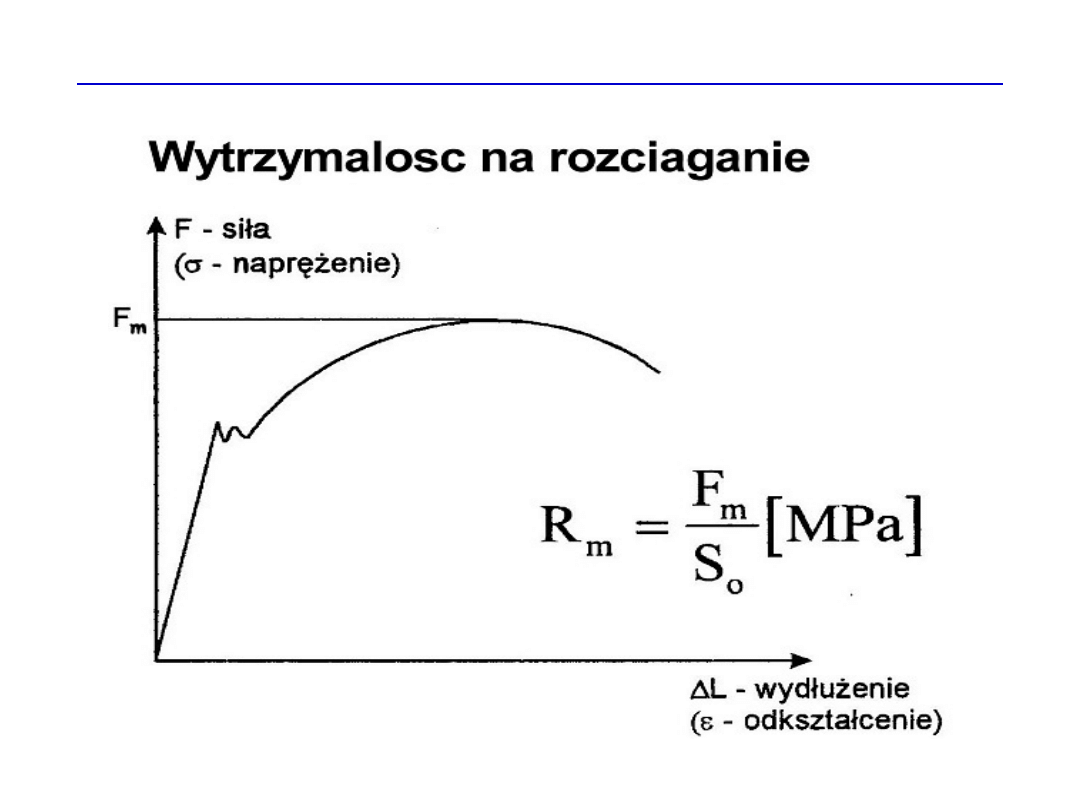
Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
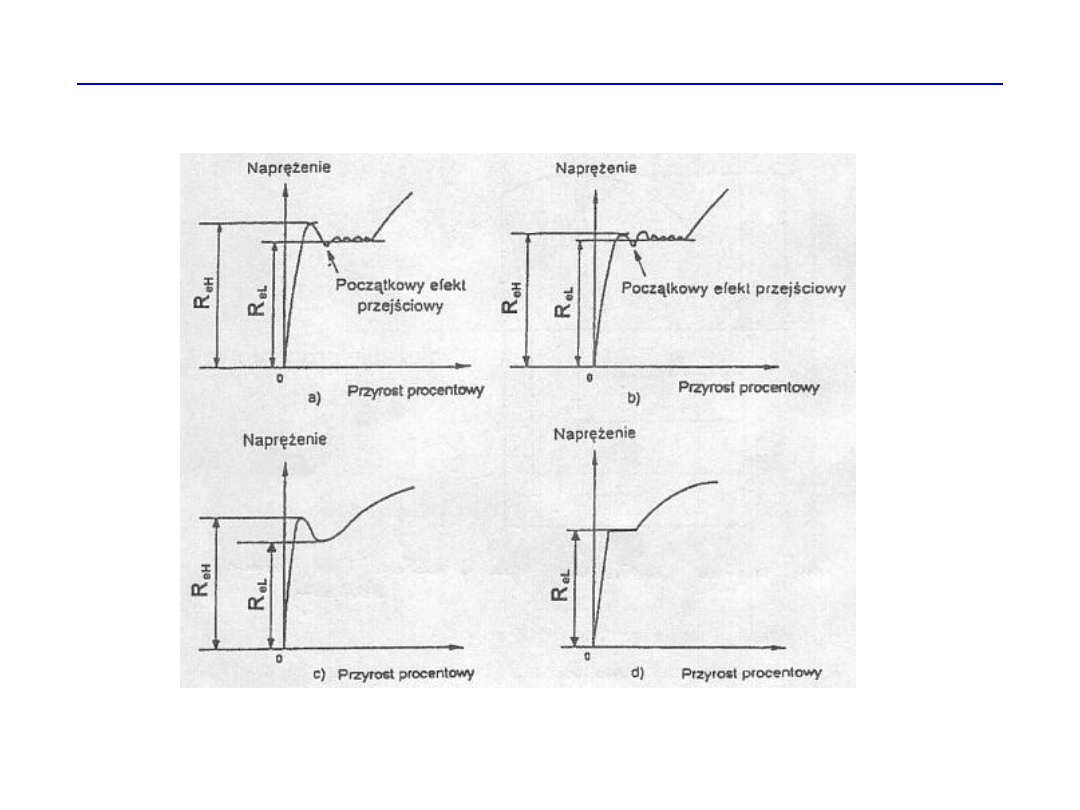
Dobór materiałów dodatkowych do spawania stali konstrukcyjnych
R
eH
– górna granica plastyczności [MPa]
R
eL
– dolna granica plastyczności [MPa]
Określenie górnej i dolnej granicy plastyczności dla
różnych materiałów
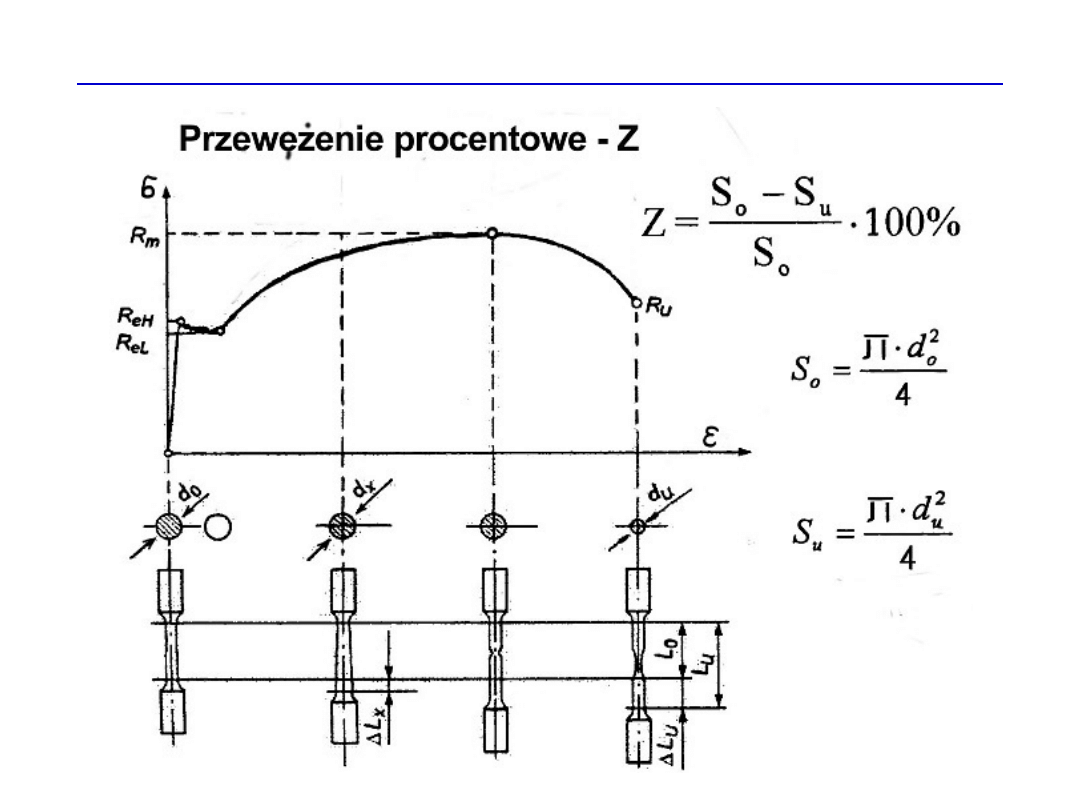
Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
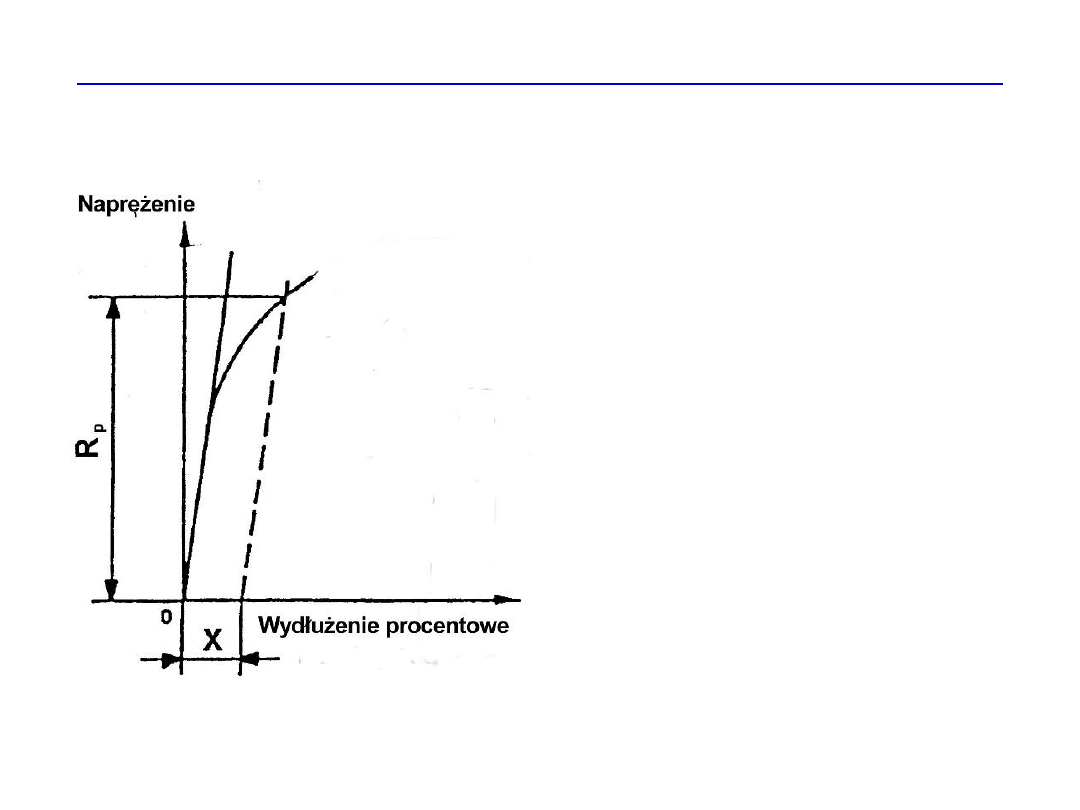
Dobór materiałów dodatkowych do spawania stali konstrukcyjnych
Naprężenie graniczne przy przyroście
nieproporcjonalnym (umowna granica plastyczności)
Rp = R0,2 – naprężenie graniczne przy przyroście
nieproporcjonalnym [MPa]
X – umowny procentowy przyrost nieproporcjonalny [%], (np. x
=0,2% x Lo)
Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Dobór materiałów dodatkowych do spawania stali konstrukcyjnych
Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Dobór materiałów dodatkowych do spawania stali konstrukcyjnych
Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Dobór materiałów dodatkowych do spawania stali konstrukcyjnych

Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Dobór materiałów dodatkowych do spawania stali konstrukcyjnych
Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Dobór materiałów dodatkowych do spawania stali konstrukcyjnych
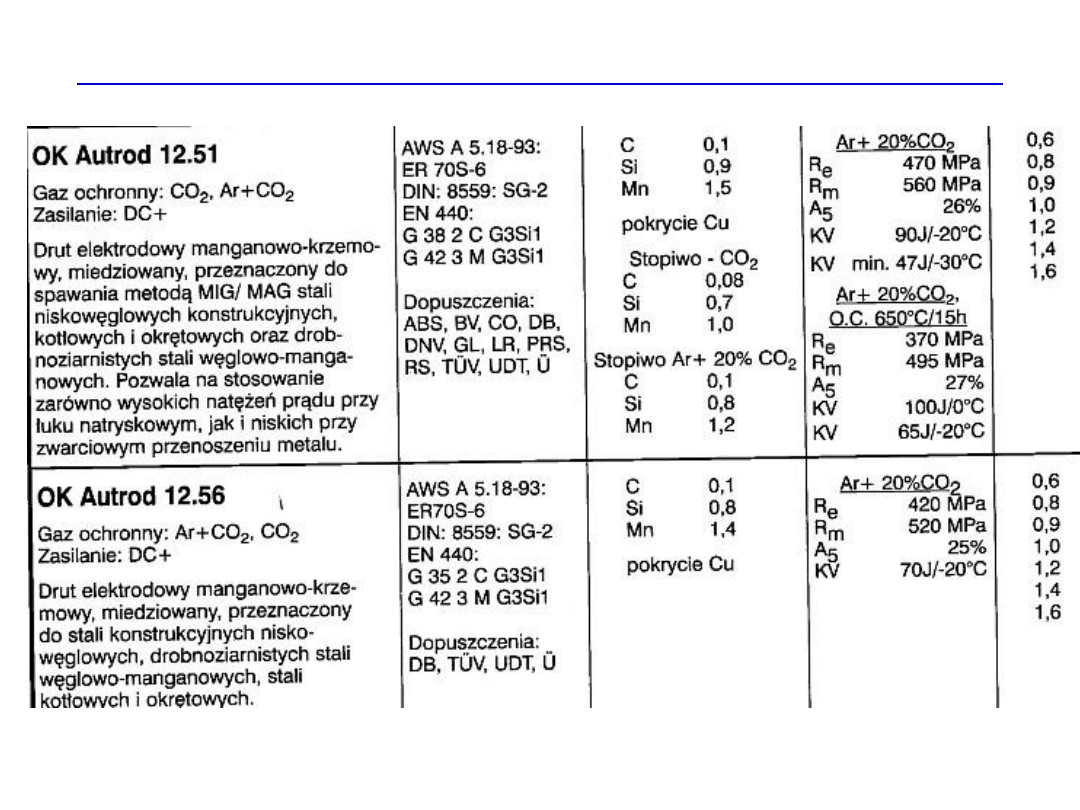
Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Dobór materiałów dodatkowych do spawania stali konstrukcyjnych
Węgiel, niezależnie od przeznaczenia i wytrzymałości stali,
występuje z reguły w ilości nie większej niż 0,1%, ponieważ
bardzo niekorzystnie wpływa na spawalność, podnosząc skłonność
spoin do pękania.
Wzrost wytrzymałości stopiwa uzyskuje się głównie przez
zwiększenie zawartości manganu. Mangan, podobnie jak krzem,
w aktywnych atmosferach łuku mogą ulec znacznemu wypalaniu,
więc ich zawartość w spoiwie powinna być wyższa niż w stali. Do
spoiw o wysokiej wytrzymałości wprowadza się również dodatek
molibdenu, a nawet chromu. Ponieważ Mn, Cr i Mo pogarszają
spawalność przez wzrost hartowności stali, przy zwiększonej ich
zawartości, do spoiwa z reguły wprowadza się nikiel, który obniża
krytyczną szybkość chłodzenia i poprawia plastyczność stopiwa.
Nikiel jest podstawowym pierwiastkiem stosowanym w
stalach i spoiwach do podniesienia ich odporności na kruche
pękanie.
W spoiwach do spawania stali pracujących w
podwyższonych temperaturach powinien występować molibden,
ponieważ podnosi on wytrzymałość i odporność na przegrzanie
stali. Do spawania stali energetycznych niskostopowych
wieloskładnikowych, przewidzianych do eksploatacji w
temperaturach powyżej 400
o
C (odpornych na pełzanie) stosuje się
spoiwa specjalne.

Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Dobór materiałów dodatkowych do spawania stali konstrukcyjnych
Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Wybór metody spawania
1. MAG (ang. metal active gas), lub GMAW (ang. gas metal arc
welding),
oznaczone numerem 135 wg PN-EN 24063.
Udział metody MAG w produkcji systematycznie wzrasta;
obecnie szacuje się go na ok. 70%.
2. MIG (ang. metal inert gas) 131.
3. Spawanie łukowe elektrodami otulonymi MMA , 111
udział w produkcji około 15-20%
4. automatyczne łukiem krytym SAW , nr 121 około 7%
produkcji
5. spawanie łukowe drutem proszkowym (ang. flux cored arc
welding, FCAW) z osłoną gazu aktywnego nr 136, bez
osłony 114
6. łukowe elektrodą nietopliwą TIG (ang. tungsten inert
gas), 141
Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
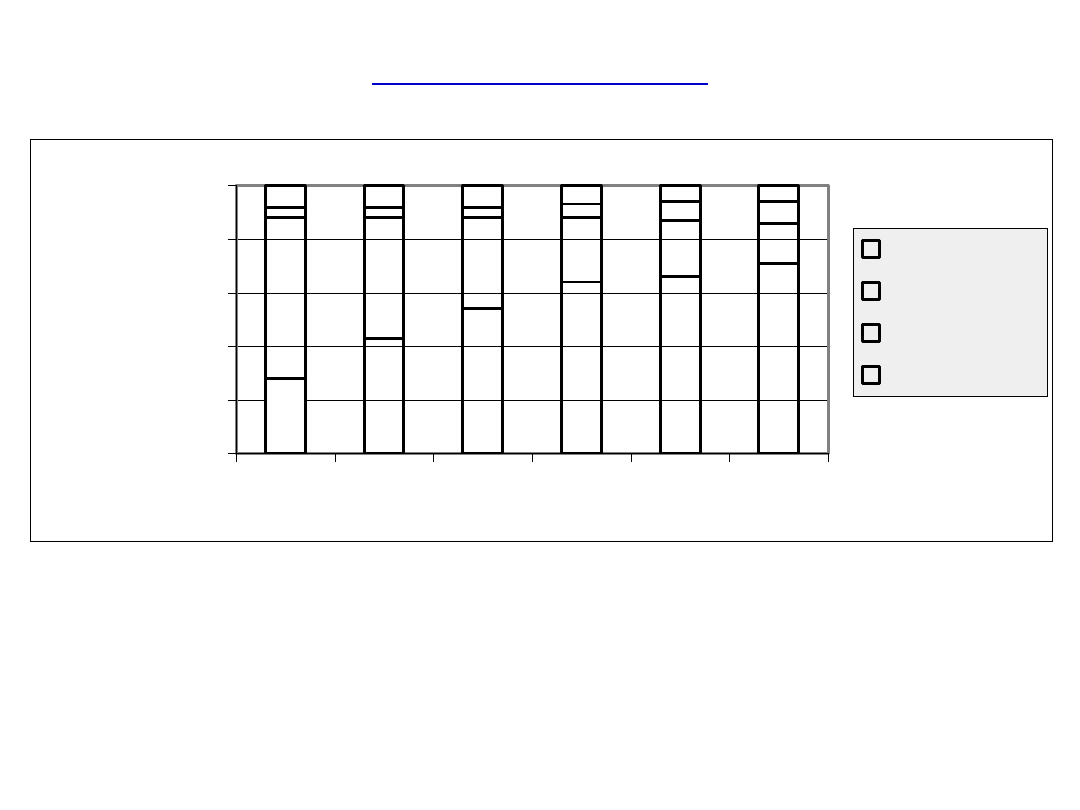
Wybór metody spawania
0%
20%
40%
60%
80%
100%
1975
1980
1985
1990
1995
2000
U
dz
ia
ł p
ro
ce
nt
ow
y
Pod topn.
Drut proszk.
El. Otul.
MIG/MAG
Zmiany zachodzące w stosowaniu metod
spawania w latach 1975 – 2000
Projektowanie Procesów Technologicznych (PPTOS) - SPAWALNICTWO
Oznaczenia cyfrowe metod spajania wg PN-
EN 24063
Instytut Technologii Materiałowych, Zakład Inżynierii Spajania P.W.
www.
wip.pw.edu.pl/zis
Grupy metod
(przykłady)
1 –
spawanie łukowe,
2 –
zgrzewanie
oporowe,
3 –
spawanie gazowe,
4 –
zgrzewanie,
7 –
inne metody
spajania,
9 –
lutowanie miękkie,
lutowanie twarde,
lutospawanie.
Podgrupy metod
(przykłady)
12 –
spawanie łukiem
krytym,
13 –
spawanie elektrodą
topliwą w osłonach
gazowych,
14 –
spawanie w osłonach
gazowych elektrodą
nietopliwą,
15 –
plazmowe,
18 –
inne procesy
spawania łukowego,
31 –
spawanie tlenowo-
gazowe,
75 –
spawanie wiązką
promieni świetlnych,
76 –
spawanie
elektronowe,
97 –
lutospawanie.
Metody spajania
(przykłady)
111
–
spawanie łukowe ręczne
elektrodą otuloną (MMA),
114
–
spawanie łukowe drutem
proszkowym bez osłony gazowej
(drutem samo osłonowym),
121
–
spawanie łukiem krytym
drutem elektrodowym (SAW),
131
–
spawanie łukowe elektrodą
topliwą w osłonie gazu
obojętnego (MIG),
135
–
spawanie łukowe elektrodą
topliwą w osłonie gazu
aktywnego (MAG),
136
–
spawanie łukowe drutem
proszkowym w osłonie gazu
aktywnego (FCAW),
141
–
spawanie elektrodą
wolframową w osłonie gazów
obojętnych (TIG),
311
–
spawanie acetylenowo-
tlenowe,
751
–
spawanie laserowe.
Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
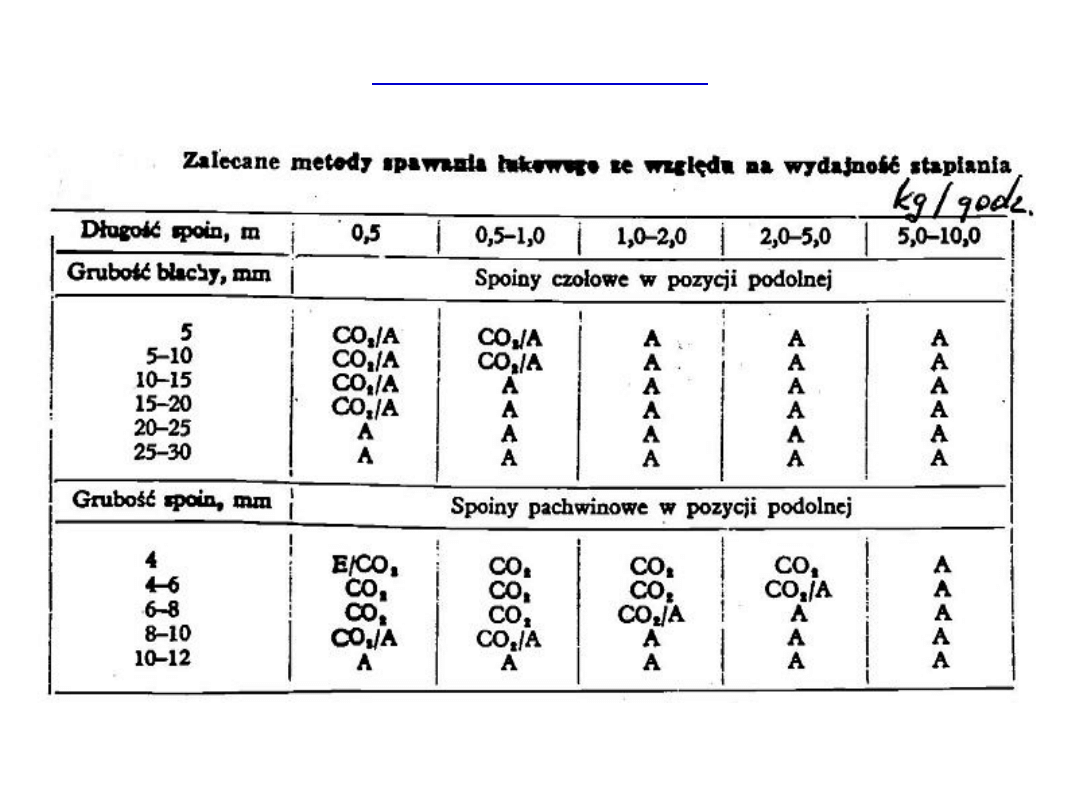
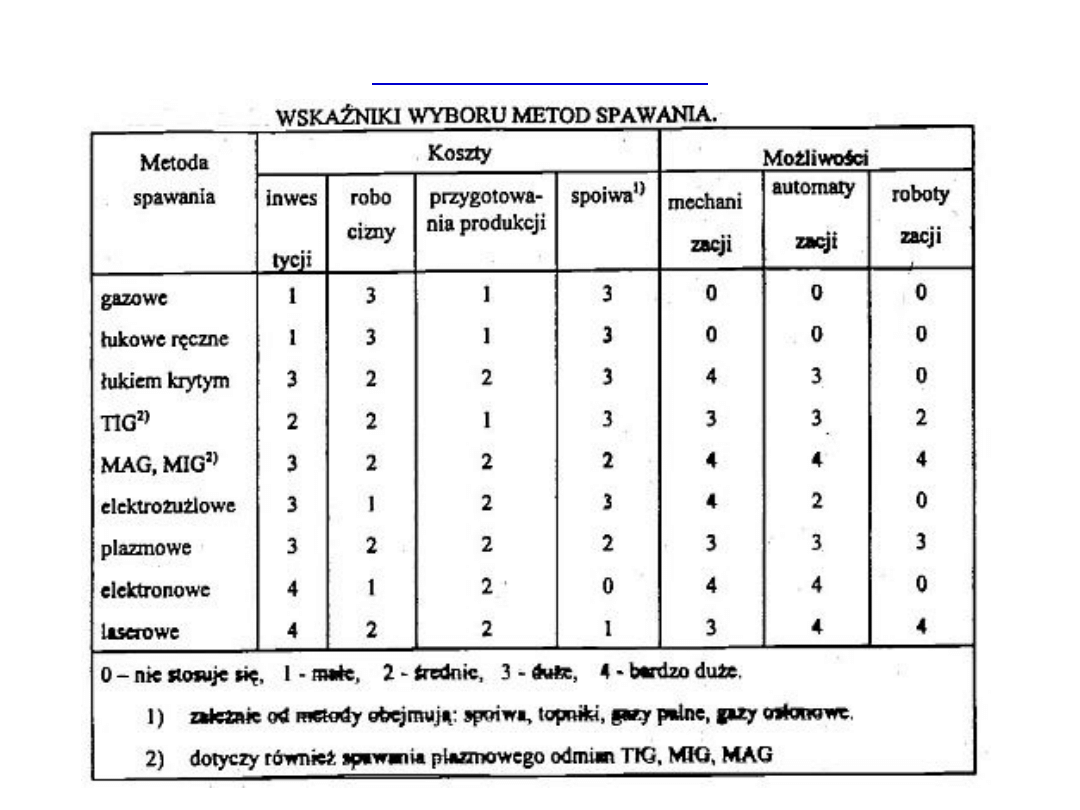
Wybór metody spawania
Wybór metody (lub kilku metod) spawania w projektowaniu
technologii wytwarzania konstrukcji musi być poparty znajomością
ich cech technicznych i ekonomicznych. Wyboru optymalnej metody
spawania określonego wyrobu należy rozpatrywać z uwzględnieniem
następujących czynników:
•wydajność metod, wyrażoną np. masą stopiwa uzyskiwaną w
jednostce czasu,
•wymagania odnośnie do jakości spoin i niezawodności wyrobu,
•wielkość produkcji wyrobu,
•wymiary i masa wyrobu,
•ograniczenia w stosowaniu metody w warunkach terenowych i
pozycjach spawania,
•zadania spełniane przez zaprojektowane połączenia spawane,
•gatunek i właściwości materiałów podstawowych, głównie
spawalności,
•grubość materiałów i występujących spoin oraz ich długość,
•możliwość dzielenia wyrobu na zespoły lub zmiany jego pozycji
podczas spawania,
•wyposażenie w urządzenia spawalnicze, mechanizujące proces i
transportowe,
ochrona zdrowia spawaczy i środowiska.
Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
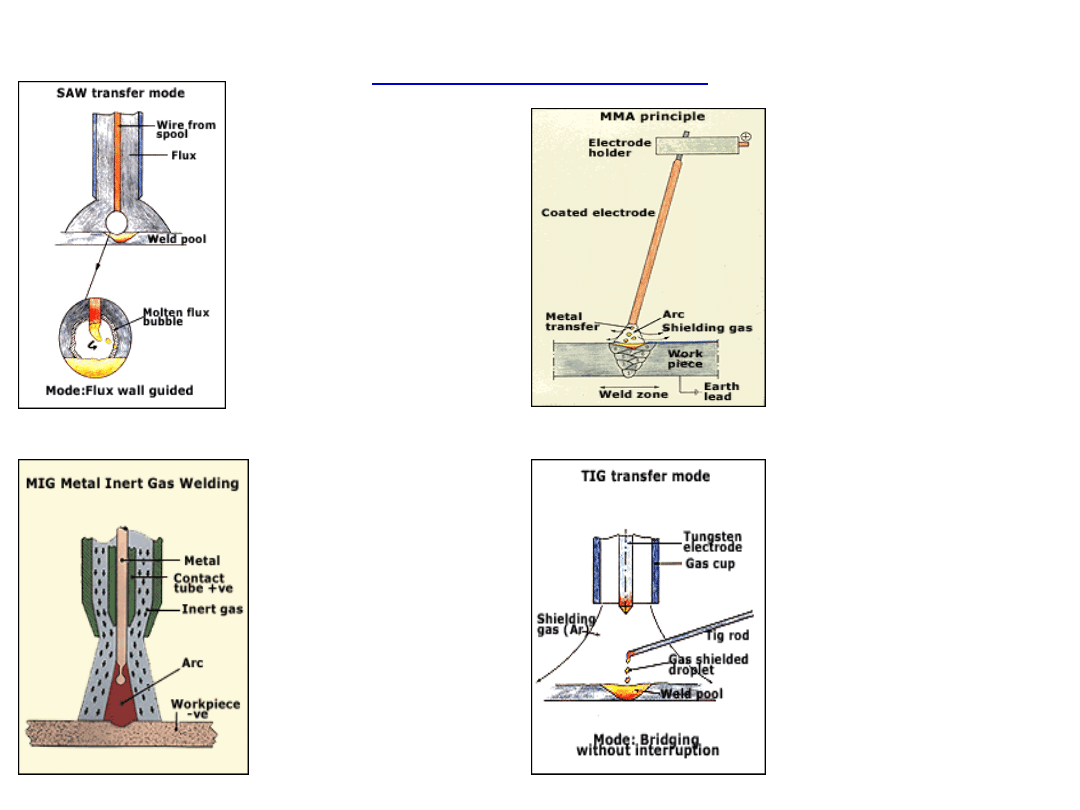
Wybór metody spawania
• łuk jarzy się
pod topnikiem
•w pełni
zautomatyzowan
y
• duża szybkość
stapiania
•
wielkogabarytow
e konstrukcje
• łuk i jeziorko
ciekłego metalu
są chronione
strumieniem gazu
obojętnego
• metoda
uniwersalna-
pozycja, materiał
• uniwersalna
•ręczna
• niskowydajna
• elektroda
pokryta otuliną
• nietopliwa
elektroda
wolframowa
• gaz osłonowy
obojętny
chemicznie
• złącza wysokiej
jakości
Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Wybór metody spawania
Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Wybór metody spawania
Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Wybór metody spawania
Projektowanie Procesów Technologicznych (PPTOS) - SPAWALNICTWO
Instytut Technologii Materiałowych, Zakład Inżynierii Spajania P.W.
www.
wip.pw.edu.pl/zis
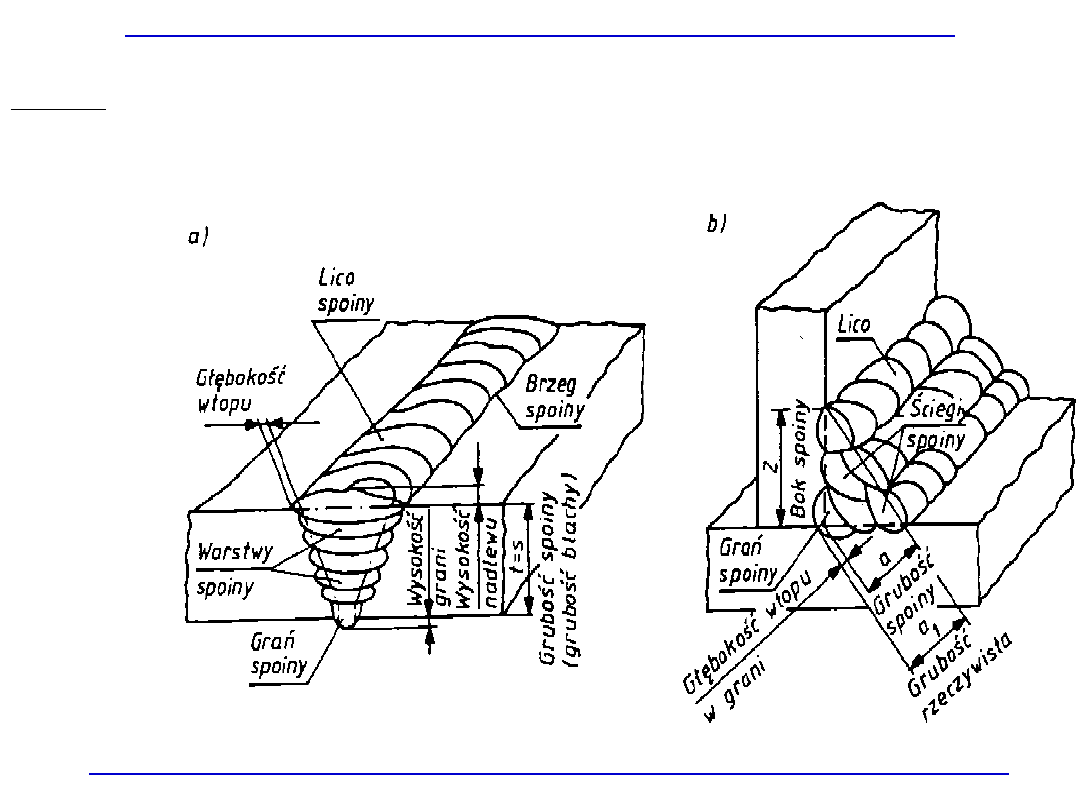
Charakterystyka złączy i spoin
SPOINA – to zakrzepły
w procesie spawania
metal łączący spawane
elementy. Powstaje ze
stopionych na pewnej
głębokości brzegów
łączonych części i ze
spoiwa (materiału
dodatkowego). Materiał,
który uległ stopieniu i
wszedł w skład spoiny,
nazywa się stopiwem.
Projektowanie Procesów Technologicznych (PPTOS) - SPAWALNICTWO
Instytut Technologii Materiałowych, Zakład Inżynierii Spajania P.W.
www.
wip.pw.edu.pl/zis
Charakterystyka złączy i spoin
Projektowanie Procesów Technologicznych (PPTOS) - SPAWALNICTWO
Instytut Technologii Materiałowych, Zakład Inżynierii Spajania P.W.
www.
wip.pw.edu.pl/zis
Charakterystyka
złączy
i spoin
WĘZEŁ
SPAWANY – jest
fragmentem
konstrukcji
składającym się z
kilku elementów i
może występować
w nim kilka
złączy tego
samego typu lub
różnych typów.
ZŁĄCZE
SPAWANE – jest
elementem
konstrukcji
powstałym z
połączenia
ścianek części za
pomocą
spawania.
Obejmuje ono
spoinę oraz
materiał do niej
przyległy.
Projektowanie Procesów Technologicznych (PPTOS) - SPAWALNICTWO
Instytut Technologii Materiałowych, Zakład Inżynierii Spajania P.W.
www.
wip.pw.edu.pl/zis
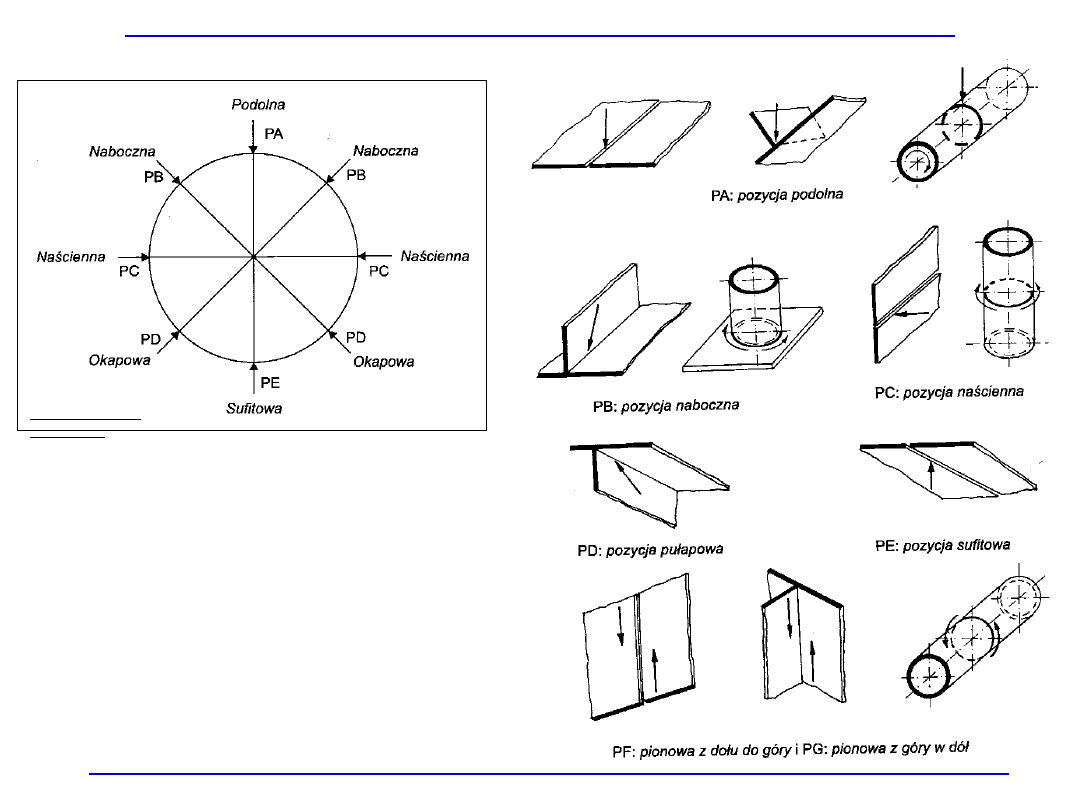
Pozycje spawania wg PN-EN ISO 6947
* bez pozycji
pionowej
Role pozycji spawania w procesie
wytwarzania konstrukcji spawanej:
• wpływ na jakość wykonywanych spoin,
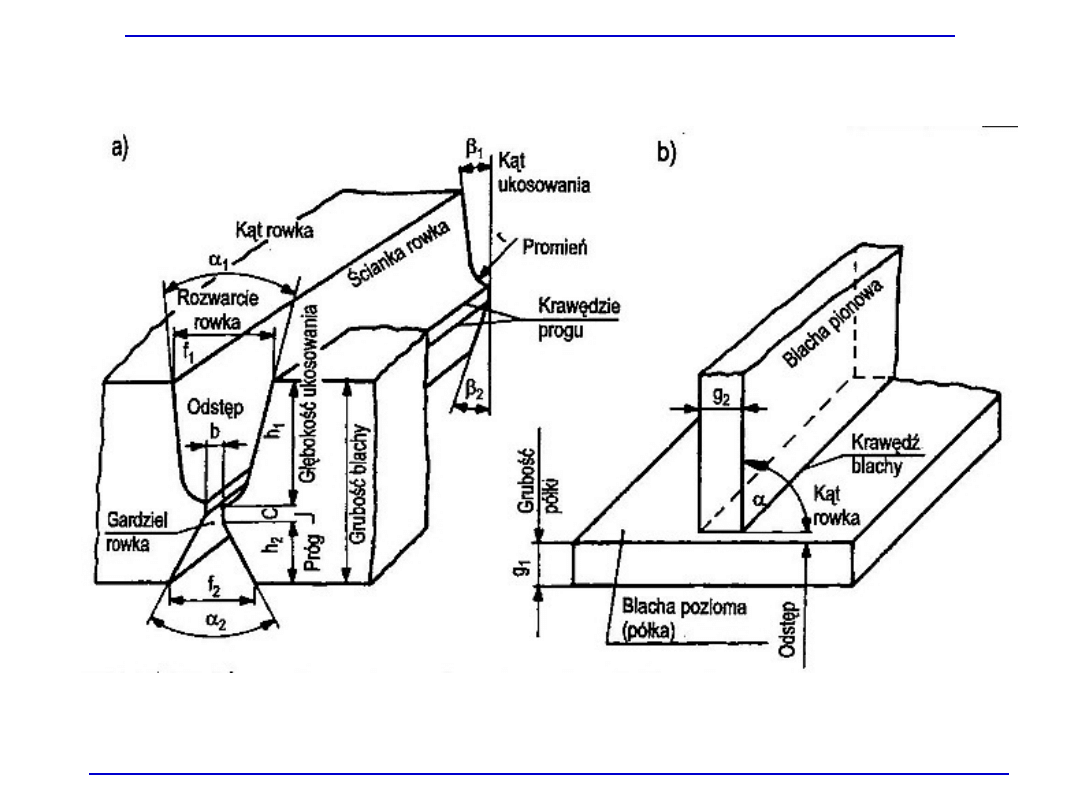
• wpływ na wybór metody spawania,
• wpływ na sposób ukosowania brzegów
elementów spawanych,
• istotna przy określeniu nośności spoin (wg.
PN-90/B-03200).
Projektowanie Procesów Technologicznych (PPTOS) - SPAWALNICTWO
Instytut Technologii Materiałowych, Zakład Inżynierii Spajania P.W.
www.
wip.pw.edu.pl/zis
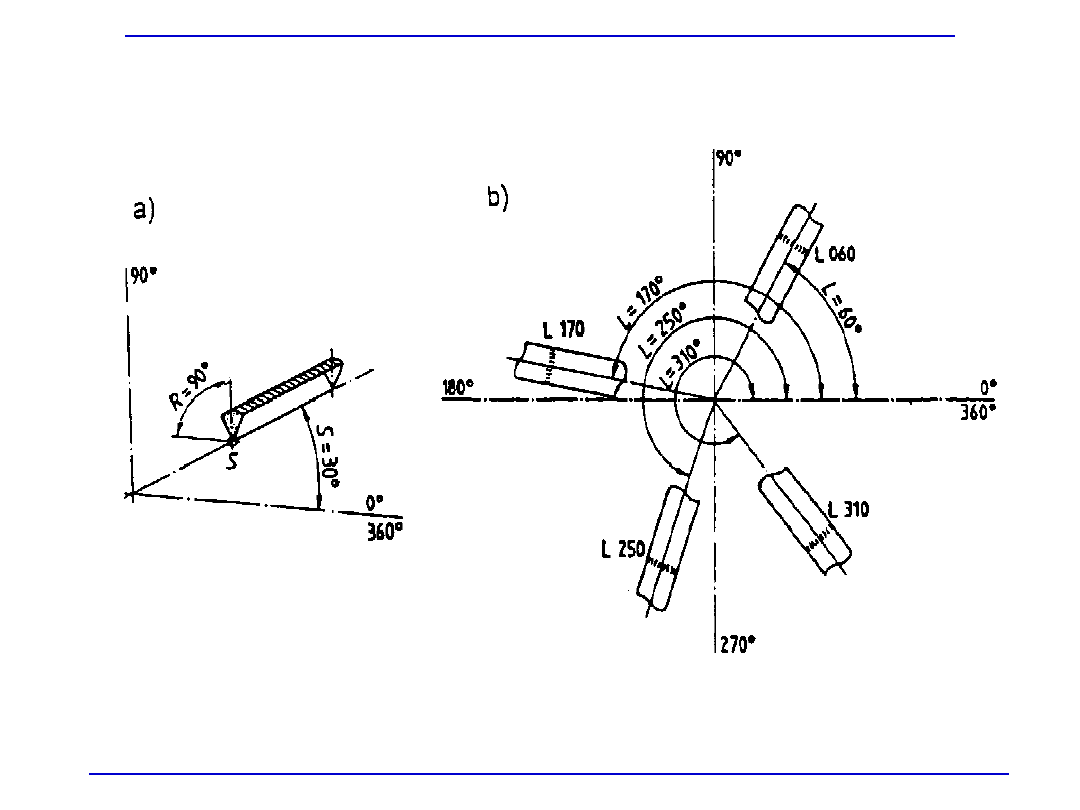
Pozycje spawania wg. PN-EN ISO 6947
Obowiązująca norma określa pozycje spawania względem poziomej
płaszczyzny za pomocą kątów pochylenia i obrotu.
Oznaczenie pochylenia (S) i
obrotu (R) spoin wzdłużnych na
blachach.
Oznaczenie pochylenia rur ze
spoinami obwodowymi.
Projektowanie Procesów Technologicznych (PPTOS) - SPAWALNICTWO
Instytut Technologii Materiałowych, Zakład Inżynierii Spajania P.W.
www.
wip.pw.edu.pl/zis
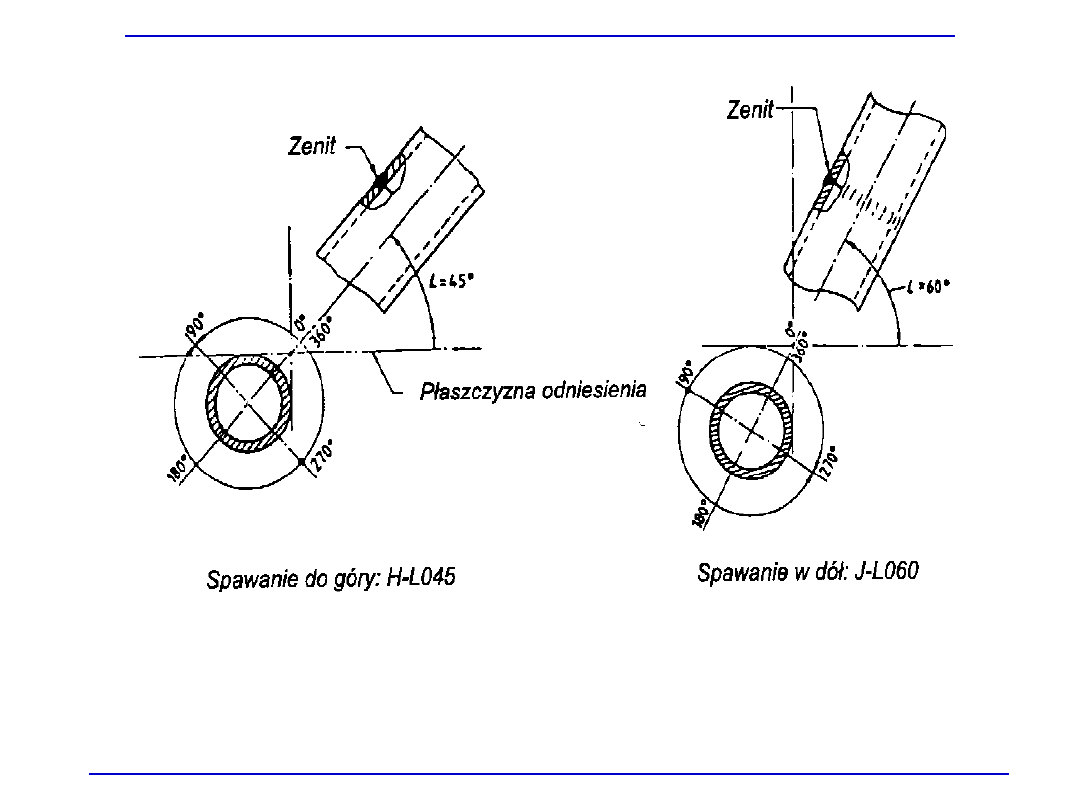
Pozycje spawania wg. PN-EN ISO 6947
Przykład oznaczenia kierunku spawania względem punktu zenitalnego rur
nieruchomych o nachylonej osi.
Projektowanie Procesów Technologicznych (PROPT) - SPAWALNICTWO
Instytut Technologii Materiałowych, Zakład Inżynierii Spajania P.W.
www.
wip.pw.edu.pl/zis
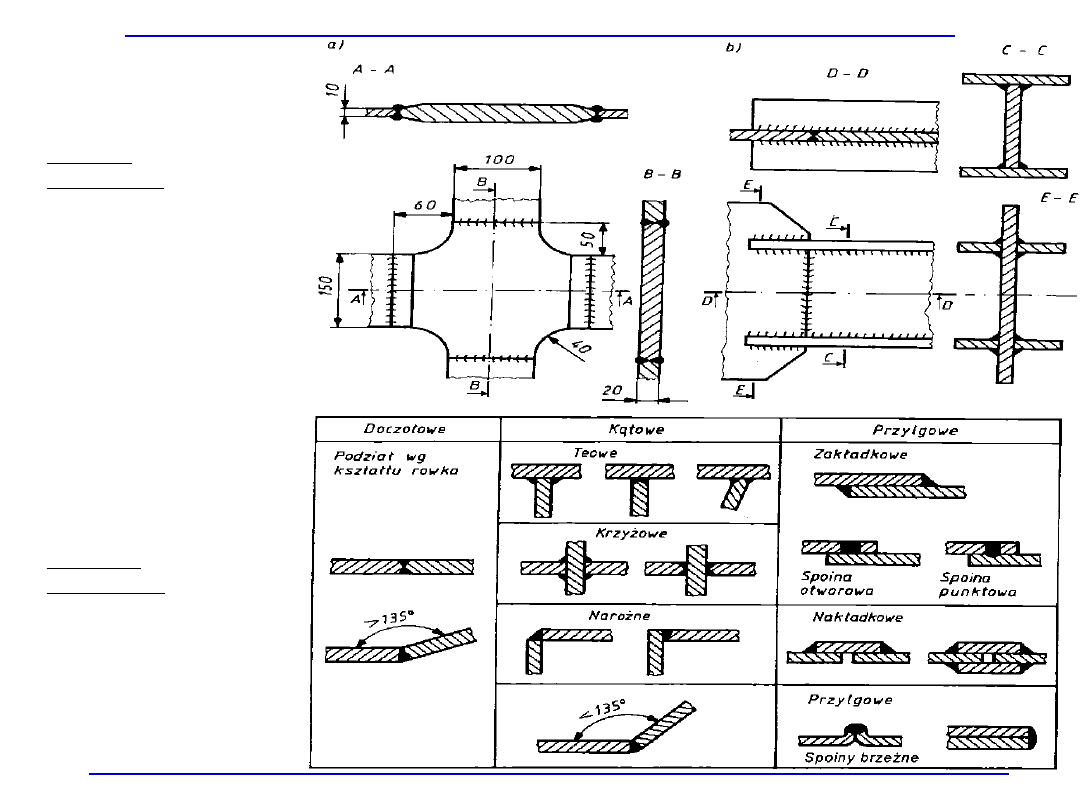
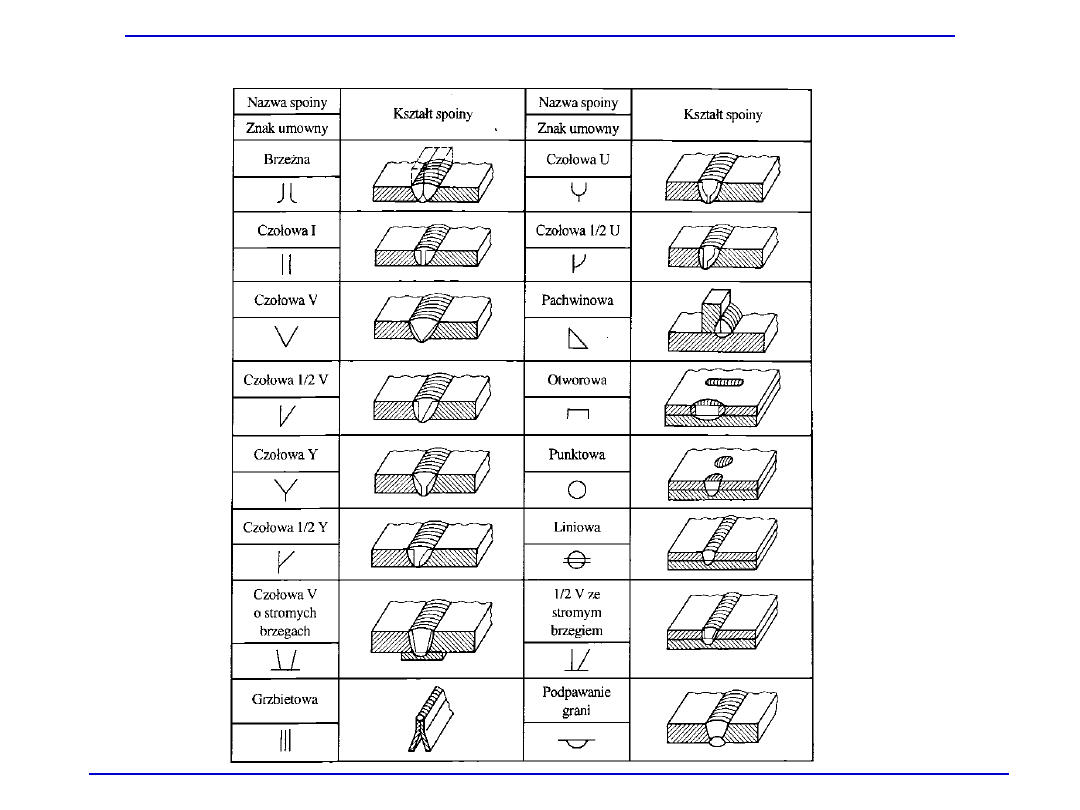
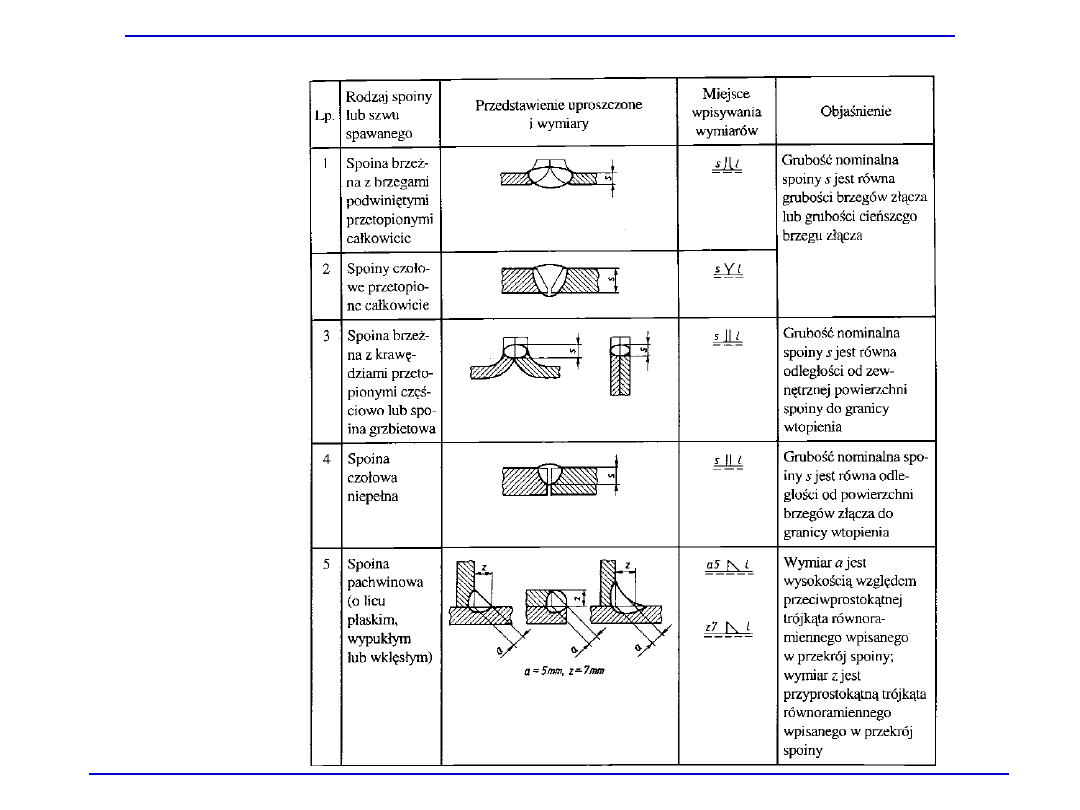
Charakterystyka złączy i spoin
(rodzaje spoin i sposób ich
oznaczania na rysunkach)
Projektowanie Procesów Technologicznych (PROPT) - SPAWALNICTWO
Instytut Technologii Materiałowych, Zakład Inżynierii Spajania P.W.
www.
wip.pw.edu.pl/zis
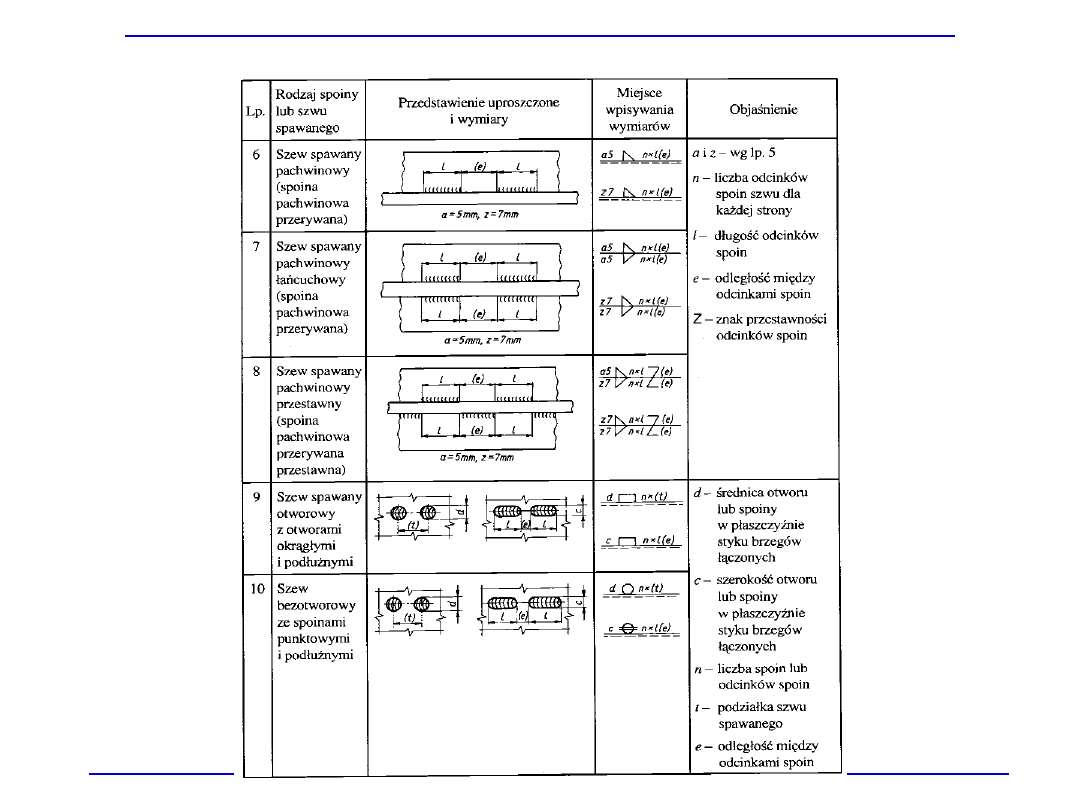
Charakterystyka złączy i spoin
(przykłady wymiarowania i
oznaczania spoin)
Projektowanie Procesów Technologicznych (PROPT) - SPAWALNICTWO
Instytut Technologii Materiałowych, Zakład Inżynierii Spajania P.W.
www.
wip.pw.edu.pl/zis
Charakterystyka złączy i spoin
(przykłady wymiarowania i
oznaczania spoin)
Projektowanie Procesów Technologicznych (PROPT) - SPAWALNICTWO
Instytut Technologii Materiałowych, Zakład Inżynierii Spajania P.W.
www.
wip.pw.edu.pl/zis
Oznaczanie i wymiarowanie spoin na rysunkach
Spoina jest elementem konstrukcji w pełni równoważnym z innymi i
dlatego na rysunkach należy podać wszystkie informacje niezbędne do
jej wykonania, a należą do nich:
•przedstawienie uproszczone lub umowne rodzaju i kształtu spoiny,
•zwymiarowanie przekroju poprzecznego i długości spoiny,
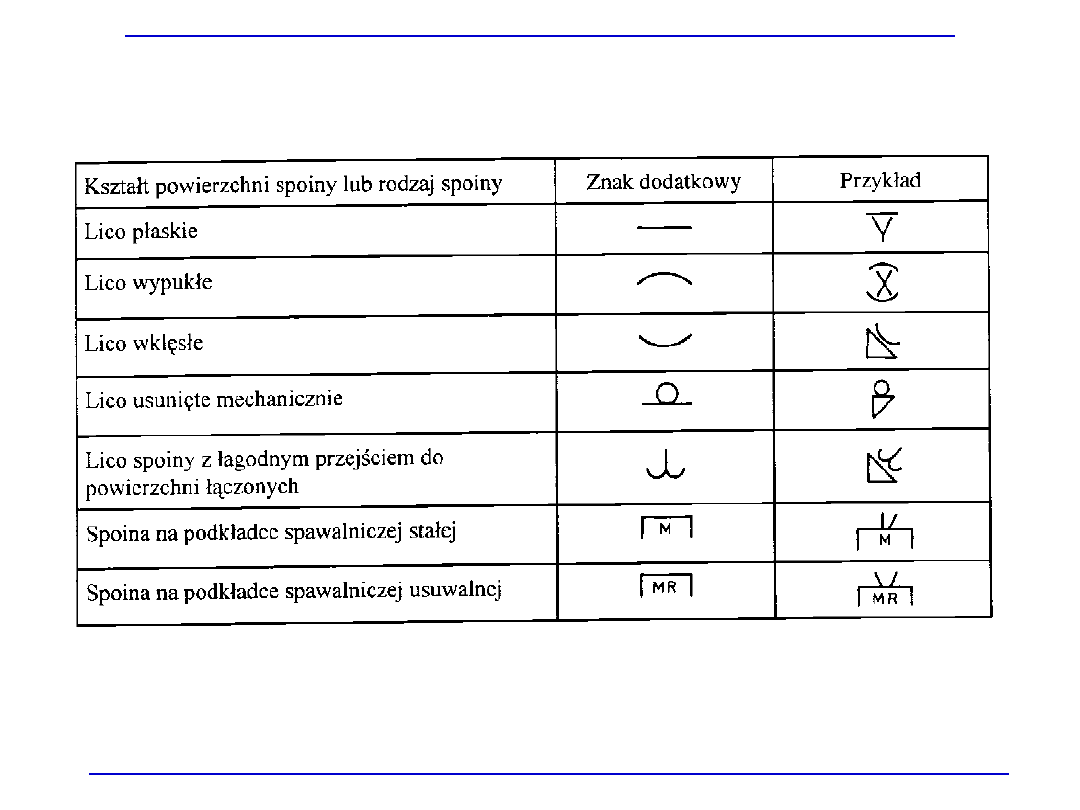
•oznaczenia dodatkowe dotyczące wykonania spoiny, np. kształtu lica,
podpawania grani, stosowania podkładek,
•oznaczenia uzupełniające dotyczące np. metody spawania, metody
kontroli i klasy jakości, montażu.
Połączenia spawane można przedstawić na rysunkach zgodnie z
ogólnymi zasadami rys. technicznego w sposób umowny i/lub w
sposób uproszczony.
Projektowanie Procesów Technologicznych (PROPT) - SPAWALNICTWO
Instytut Technologii Materiałowych, Zakład Inżynierii Spajania P.W.
www.
wip.pw.edu.pl/zis
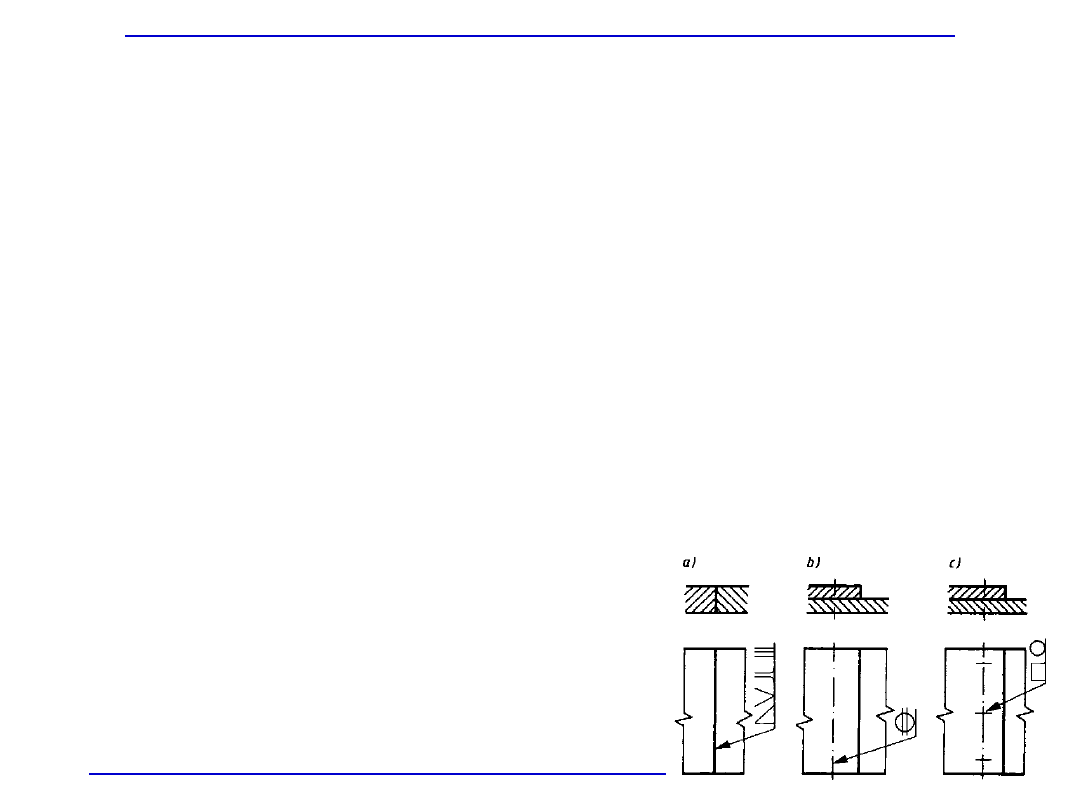
Oznaczanie i wymiarowanie spoin na rysunkach
Znaki podstawowe
dla większości spoin odpowiadają ich kształtowi
Znaki dodatkowe
charakteryzują kształt zewnętrznej spoiny (lico, grań)
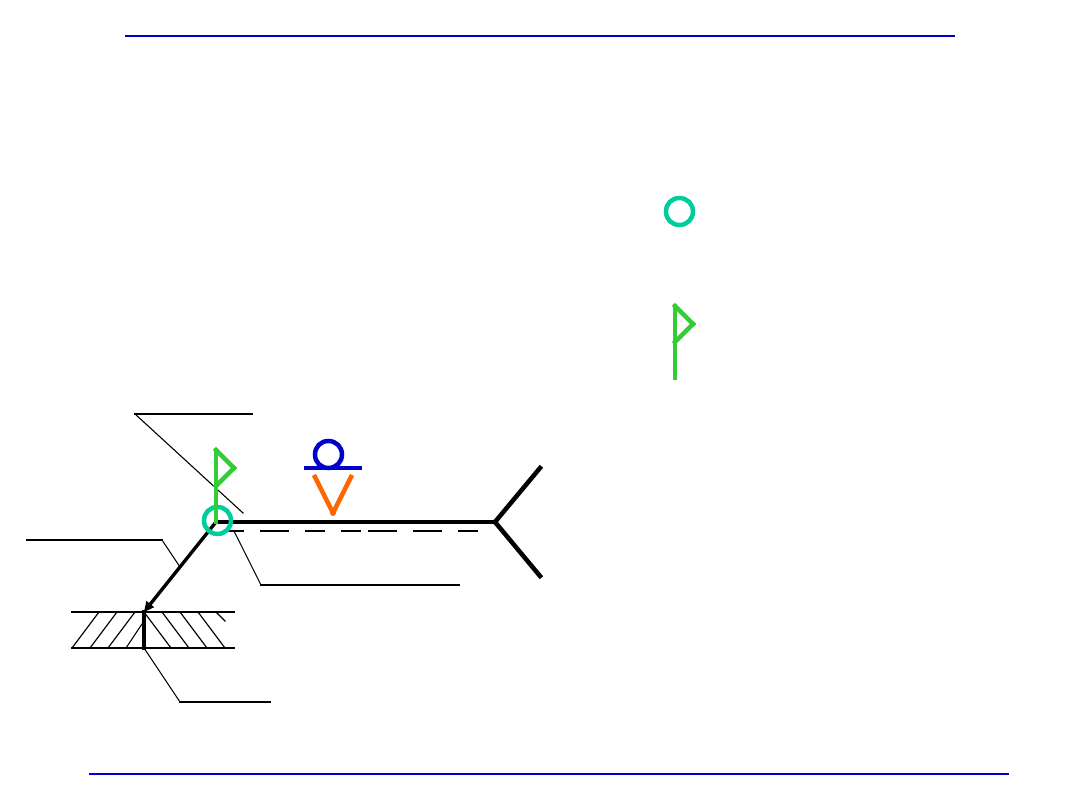
Strzałka
linii
odniesienia
Złącze
Linia identyfikacyjna
Linia
odniesieni
a
20
l
Spoina obwodowa,
wykonana wokół części jako
ciągła i tworząca zamknięty
obwód.
Spoina montażowa lub
wykonywana na miejscu
montażu
Oznaczenie metody
spawania
135
135
W rozwidleniu linii odniesienia
można podać inne informacje,
oprócz podanych powyżej, jak np.
numer identyfikacyjny spoiny,
pozycję spawania, sposób
kontroli, wymagania jakościowe,
spawalnicze materiały dodatkowe,
dane dotyczące specjalnego
przygotowania brzegów (z
przywołaniem numeru związanej
normy)
Projektowanie Procesów Technologicznych (PPTOS) - SPAWALNICTWO
Instytut Technologii Materiałowych, Zakład Inżynierii Spajania P.W.
www.
wip.pw.edu.pl/zis
Oznaczanie i wymiarowanie spoin na rysunkach
Znaki dodatkowe
charakteryzują kształt zewnętrznej spoiny (lico, grań)
Projektowanie Procesów Technologicznych (PPTOS) - SPAWALNICTWO
Instytut Technologii Materiałowych, Zakład Inżynierii Spajania P.W.
www.
wip.pw.edu.pl/zis
Projektowanie Procesów Technologicznych (PPTOS) - SPAWALNICTWO
Instytut Technologii Materiałowych, Zakład Inżynierii Spajania P.W.
www.
wip.pw.edu.pl/zis
Projektowanie Procesów Technologicznych (PPTOS) - SPAWALNICTWO
Instytut Technologii Materiałowych, Zakład Inżynierii Spajania P.W.
www.
wip.pw.edu.pl/zis
Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Oprzyrządowanie robót spawalniczych
Instytut Technologii Materiałowych, Zakład Inżynierii Spajania P.W.
www.
wip.pw.edu.pl/zis

Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Oprzyrządowanie robót spawalniczych
Instytut Technologii Materiałowych, Zakład Inżynierii Spajania P.W.
www.
wip.pw.edu.pl/zis
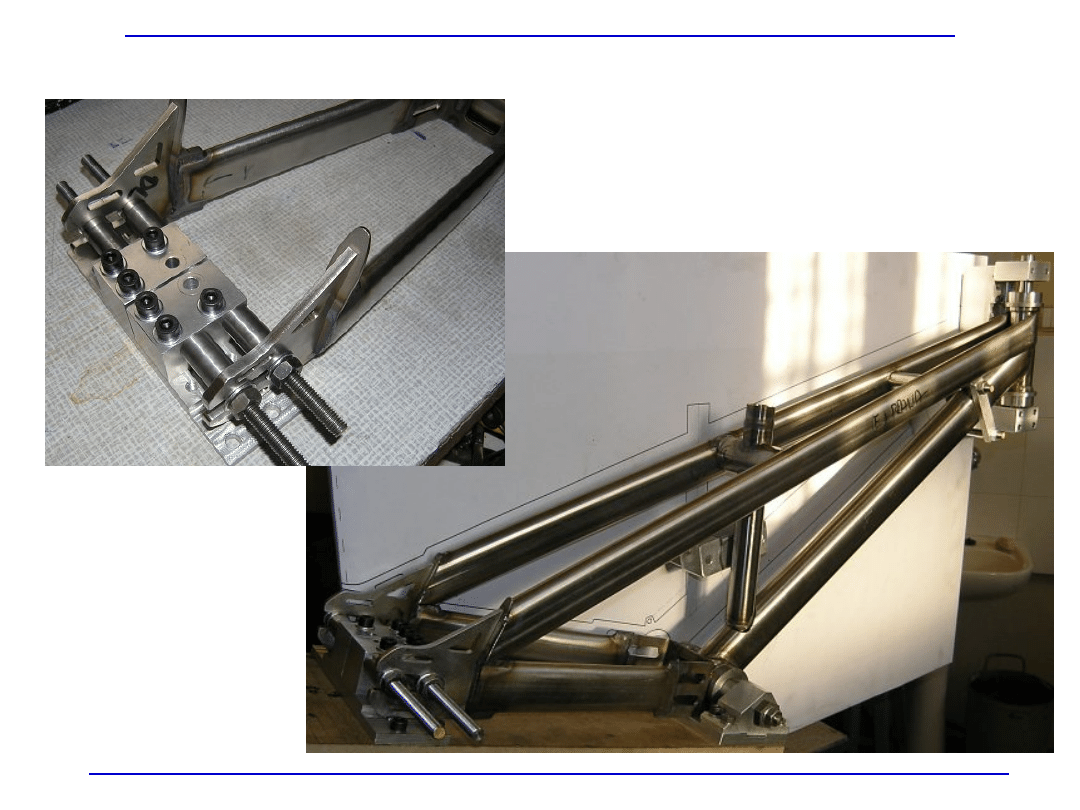
Przyrządy i urządzenia montażowo-spawalnicze powinny
spełniać następujące zadania:
• ułatwić wykonanie pracochłonnych operacji składania
elementów w zespoły;
• eliminować operacje trasowania części przed montażem;
• zmniejszać odkształcenia pozostające elementów
spawanych;
• zmniejszać czasy pomocnicze;
• umożliwiać optymalną orientację;
• zapewnić powtarzalność produkcji.
Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Oprzyrządowanie robót spawalniczych
Instytut Technologii Materiałowych, Zakład Inżynierii Spajania P.W.
www.
wip.pw.edu.pl/zis
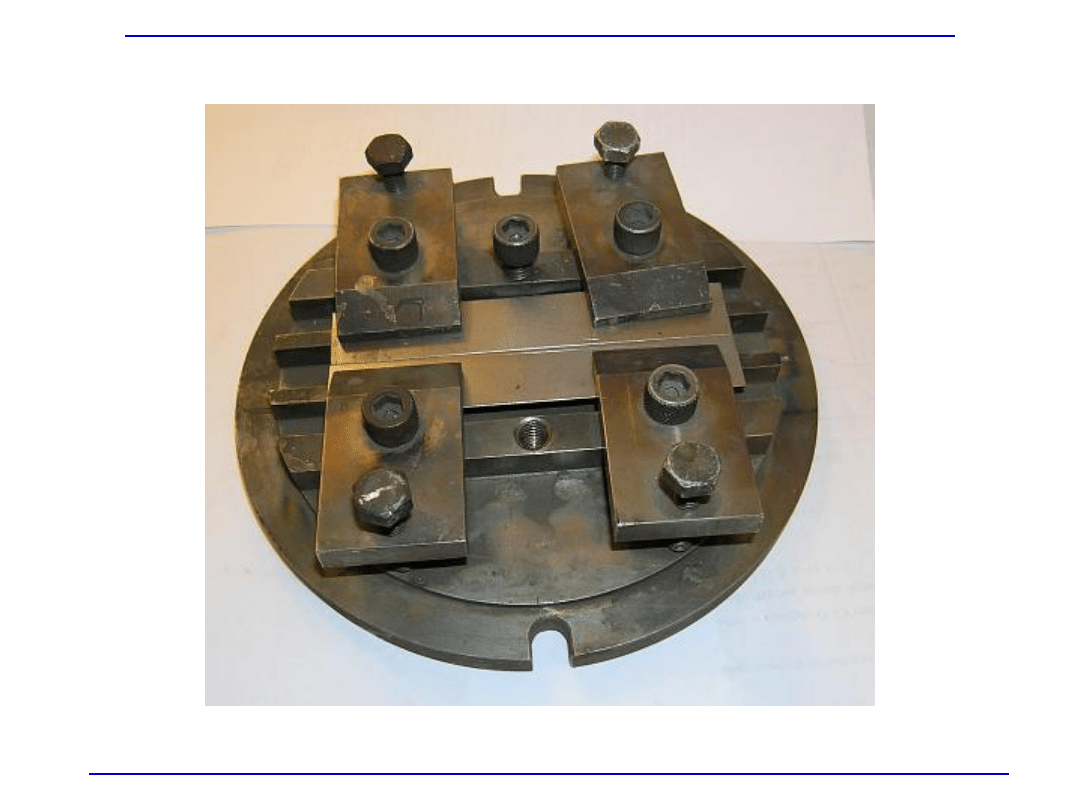
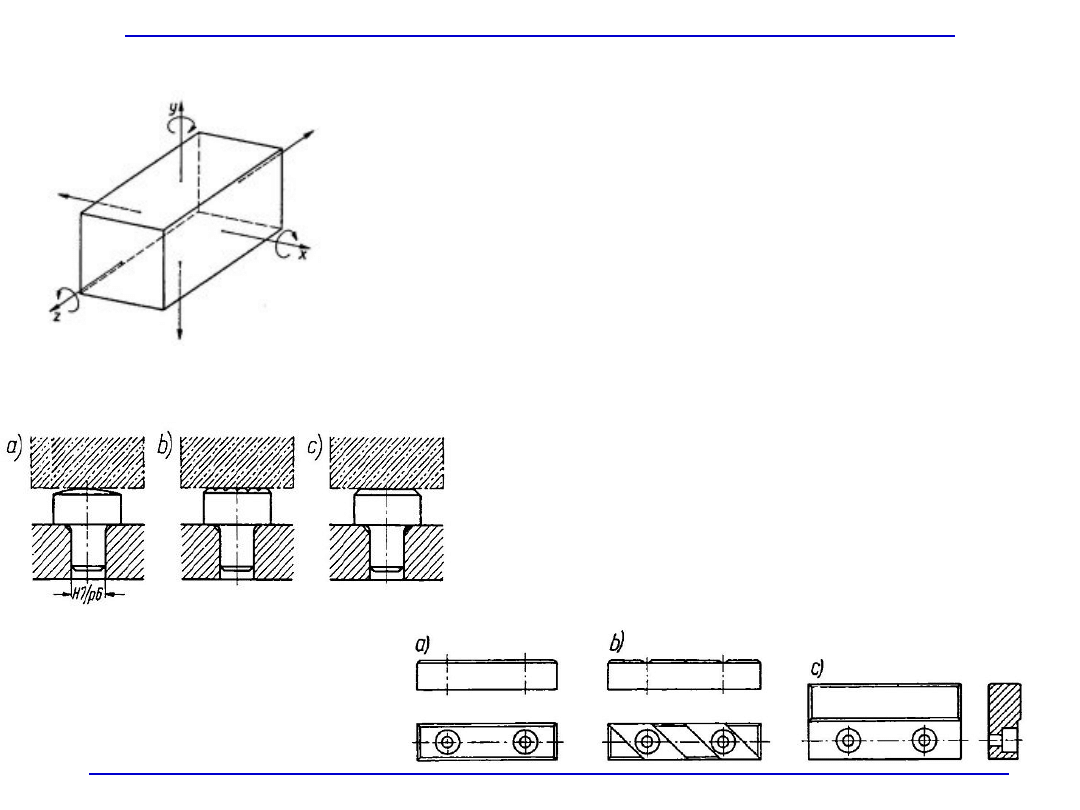
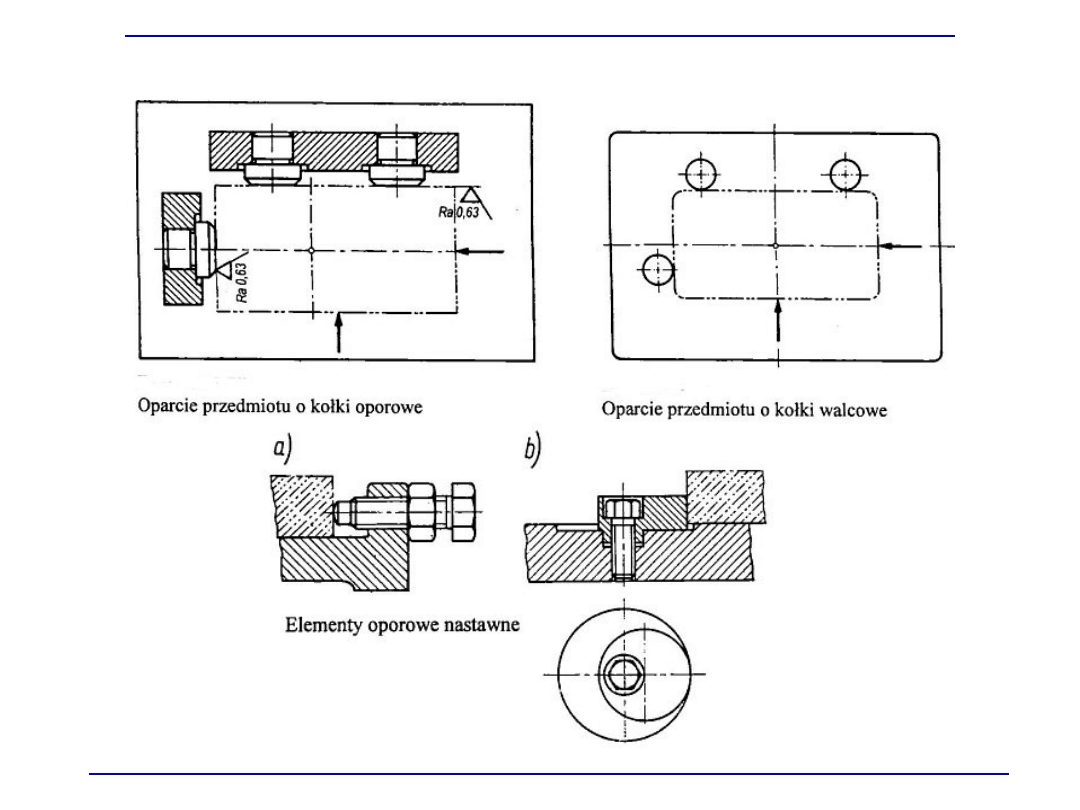
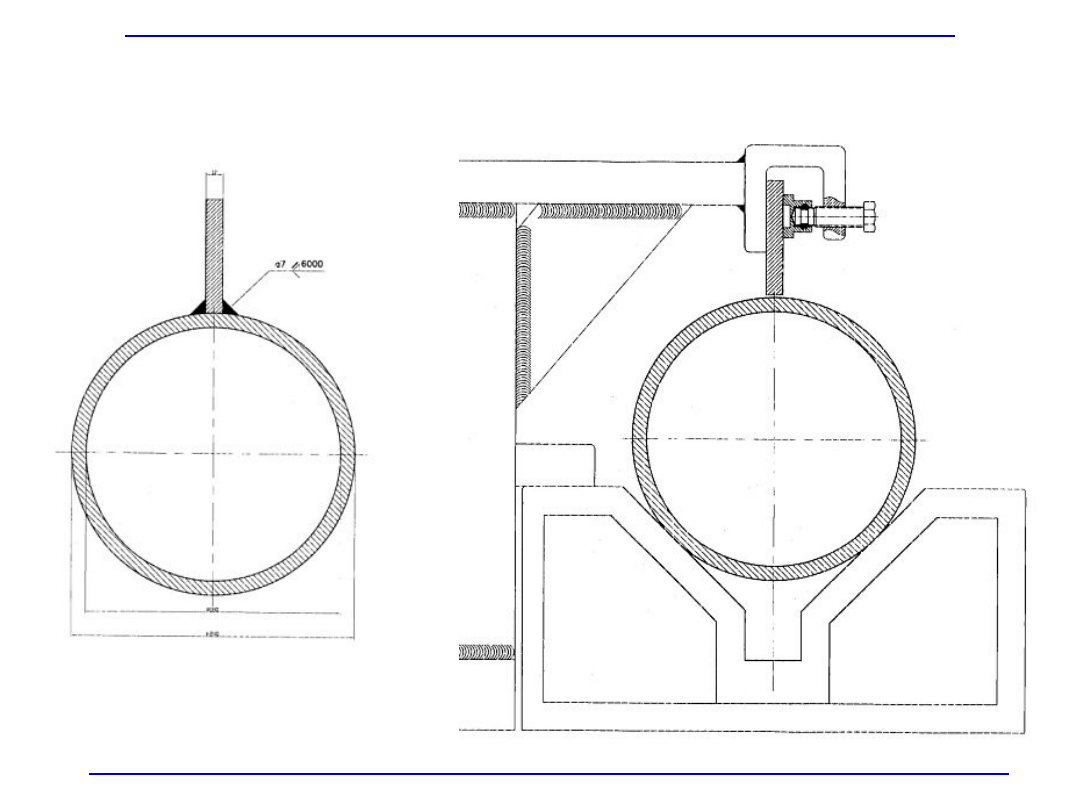
Sposoby ustalenia przedmiotu w
uchwycie:
1. Wg obrysu zewnętrznego
przedmiotu.
2. Wg trasy.
3. Za pomocą elementów
ustalających:
•
elementy ustalające stałe;
•
elementy ustalające nastawne;
•
elementy ustalające ruchome.
kołki oporowe
płytki oporowe
Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Oprzyrządowanie robót spawalniczych
Instytut Technologii Materiałowych, Zakład Inżynierii Spajania P.W.
www.
wip.pw.edu.pl/zis
Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Oprzyrządowanie robót spawalniczych
Instytut Technologii Materiałowych, Zakład Inżynierii Spajania P.W.
www.
wip.pw.edu.pl/zis
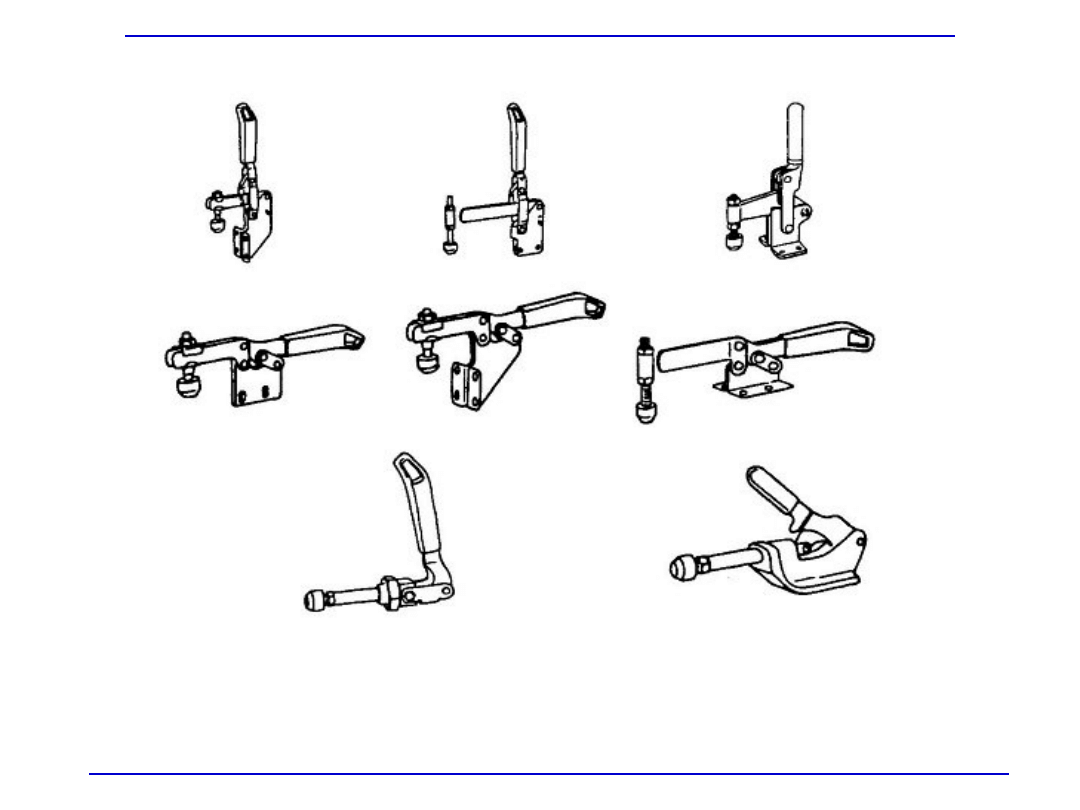
dociski dźwigniowe
Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Oprzyrządowanie robót spawalniczych
Instytut Technologii Materiałowych, Zakład Inżynierii Spajania P.W.
www.
wip.pw.edu.pl/zis
Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Oprzyrządowanie robót spawalniczych
Instytut Technologii Materiałowych, Zakład Inżynierii Spajania P.W.
www.
wip.pw.edu.pl/zis
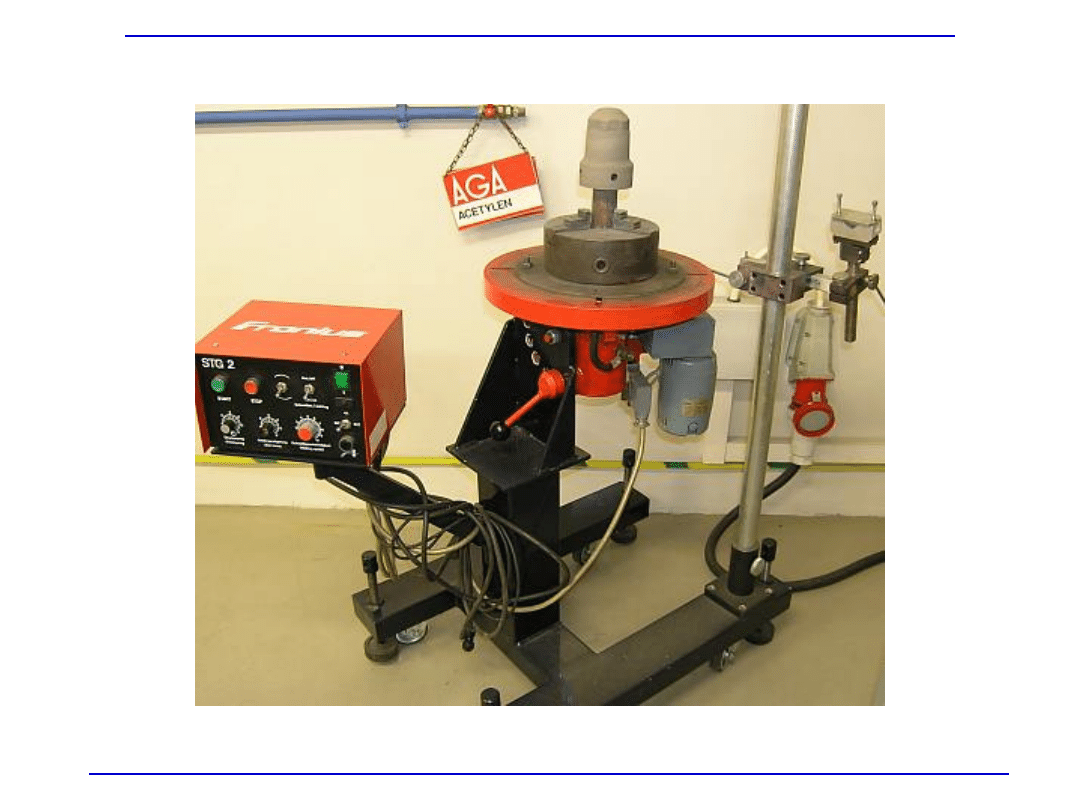
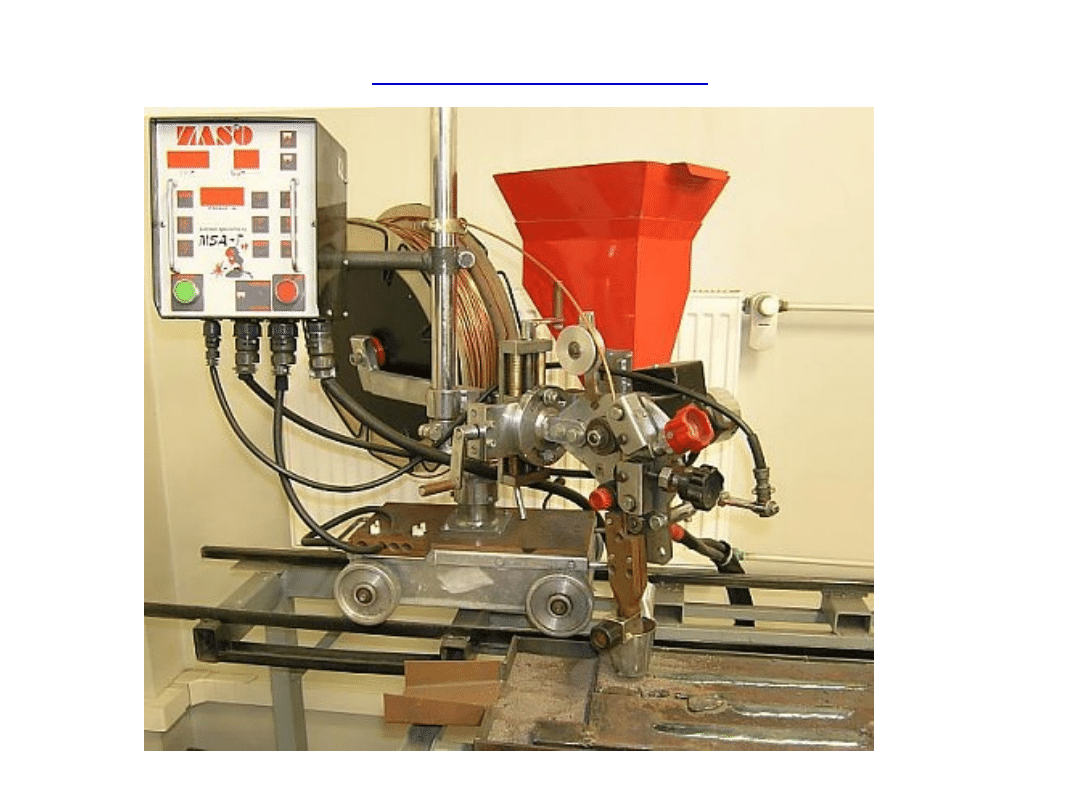
Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Mechanizacja i automatyzacja robót spawalniczych
Instytut Technologii Materiałowych, Zakład Inżynierii Spajania P.W.
www.
wip.pw.edu.pl/zis

Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Techniki komputerowe w spawalnictwie
Instytut Technologii Materiałowych, Zakład Inżynierii Spajania P.W.
www.
wip.pw.edu.pl/zis
Do zasadniczych czynników sprzyjających stosowaniu
komputerowego wspomagania w spawalnictwie (CAW-
ang. computer aided welding):
• konieczność zwiększenia wydajności pracy, szybkości
uzyskiwania informacji, usprawnienia wytwarzania
dokumentacji;
• konieczność dokumentowania systemów jakości;
• złożoność produkcji spawalniczej w
przedsiębiorstwach.
Podstawę CAW stanowią bazy danych oraz programy
umożliwiające rozwiązywanie zadań technologicznych
takich jak:
• sporządzanie instrukcji technologicznych spawania
(WPS);
• obliczenia zużycia materiałów dodatkowych;
• ewidencjonowanie uprawnień spawaczy.

Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Techniki komputerowe w spawalnictwie
Instytut Technologii Materiałowych, Zakład Inżynierii Spajania P.W.
www.
wip.pw.edu.pl/zis
Komputerowe wspomaganie projektowania technologii
spajania:
• programy obliczeń technologicznych (dobór materiałów,
obliczenia wskaźników spawalności stali, obliczenia temperatury
podgrzewania wstępnego);
• programy do opracowywania kompletnej technologii, np.
systemy ekspertowe wspomagające dobór spawalniczych
materiałów dodatkowych i projektowanie technologii
spawalniczych, optymalizacji i diagnostyki procesów spawania;
• programy wspomagające sporządzanie dokumentacji
technologicznej, np. programy projektowania i optymalizacji
rozkroju blach dla maszyn do cięcia termicznego, opracowywania
instrukcji technologicznych z jednoczesnym tworzeniem dla nich
baz danych;

Projektowanie Procesów Technologicznych (PPTOS) – SPAWALNICTWO
Techniki komputerowe w spawalnictwie
Instytut Technologii Materiałowych, Zakład Inżynierii Spajania P.W.
www.
wip.pw.edu.pl/zis
Komputerowe wspomaganie projektowania konstrukcji
spawanych
Do opracowywania dokumentacji konstrukcji spawanych są
wykorzystywane najczęściej uniwersalne pakiety programowe
graficznego wspomagania projektowania CAD, jak np. AutoCAD,
InterCAD. Do zalet tych programów należą:
• skrócenie opracowywania projektu przez odciążenie
projektanta od prac rutynowych i czasochłonnych oraz
wykorzystywanie bibliotek gotowych elementów;
• łatwość i krótki czas wprowadzania zmian i poprawek w
projekcie;
• możliwość tworzenia wielu wariantów rozwiązania
umożliwiających optymalizację projektów;
• automatyczne obliczenia cech konstrukcyjnych (masy,
wytrzymałości itd.)
• umożliwienie tworzenia modeli przestrzennych.
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Slide 37
- Slide 38
- Slide 39
- Slide 40
- Slide 41
- Slide 42
- Slide 43
- Slide 44
- Slide 45
- Slide 46
- Slide 47
- Slide 48
- Slide 49
- Slide 50
- Slide 51
- Slide 52
- Slide 53
- Slide 54
- Slide 55
- Slide 56
- Slide 57
- Slide 58
- Slide 59
- Slide 60
- Slide 61
- Slide 62
- Slide 63
- Slide 64
Wyszukiwarka
Podobne podstrony:
taksonomia celów poznawczych, wykłady, projektowanie dydaktyczne
UKLEJA, wykład, Projekt zagospodarowania złoża
OPISY do Projektu!!!!, LEŚNICTWO SGGW, MATERIAŁY LEŚNICTWO SGGW, Urządzanie, Wykłady, PROJEKTY sem 8
projektowanie wykład 4, projekt socjalny
VI- Małopolska, LEŚNICTWO SGGW, MATERIAŁY LEŚNICTWO SGGW, Urządzanie, Wykłady, PROJEKTY sem 8 Rok Ak
GTD, LEŚNICTWO SGGW, MATERIAŁY LEŚNICTWO SGGW, Urządzanie, Wykłady, PROJEKTY sem 8 Rok Akademicki 20
Zagadnienia do przygotowania na zaliczenie wykładu Projektowanie Serwisów WWW, Informatyka WEEIA 201
pytania na zaliczenie wykładu-2, Projektowanie inwestycyjne, Kolokwium
Wykład 3 projektowanie filtrów cyfrowych
projektowanie cd, wykłady, projektowanie dydaktyczne
Opisy do wieków dojrzałości, LEŚNICTWO SGGW, MATERIAŁY LEŚNICTWO SGGW, Urządzanie, Wykłady, PROJEKTY
pytania na zaliczenie wykładu, Projektowanie inwestycyjne, Kolokwium
05 Wyklad 3 (t projekcyjne)id 5 Nieznany (2)
wykłady - projektowanie, WNOŻCiK wieczorowe, semestr IV, Projektowanie technologiczna
Operatory zada, wykłady, projektowanie dydaktyczne
wyklady z projektowania 4 8 w-4konspekt
więcej podobnych podstron