Odlewanie skorupowe
DR HAB.INŻ.A.MODRZYŃSKI
PROF.NADZW. PP
Odlewanie skorupowe
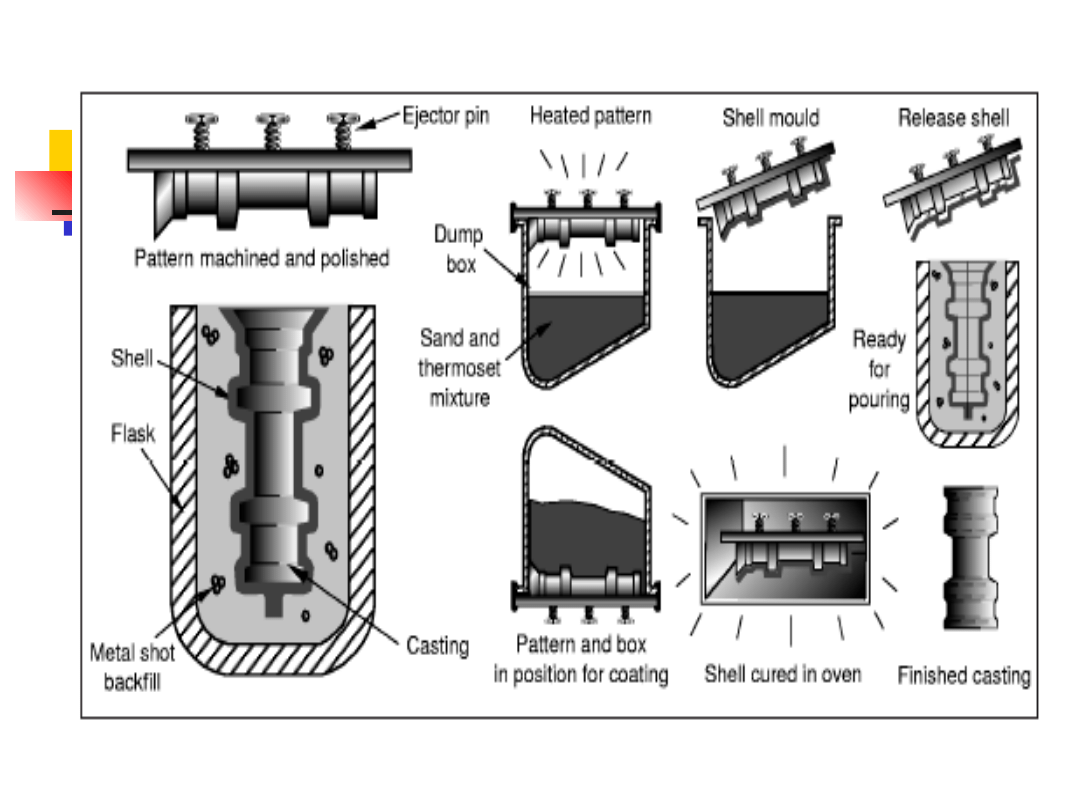
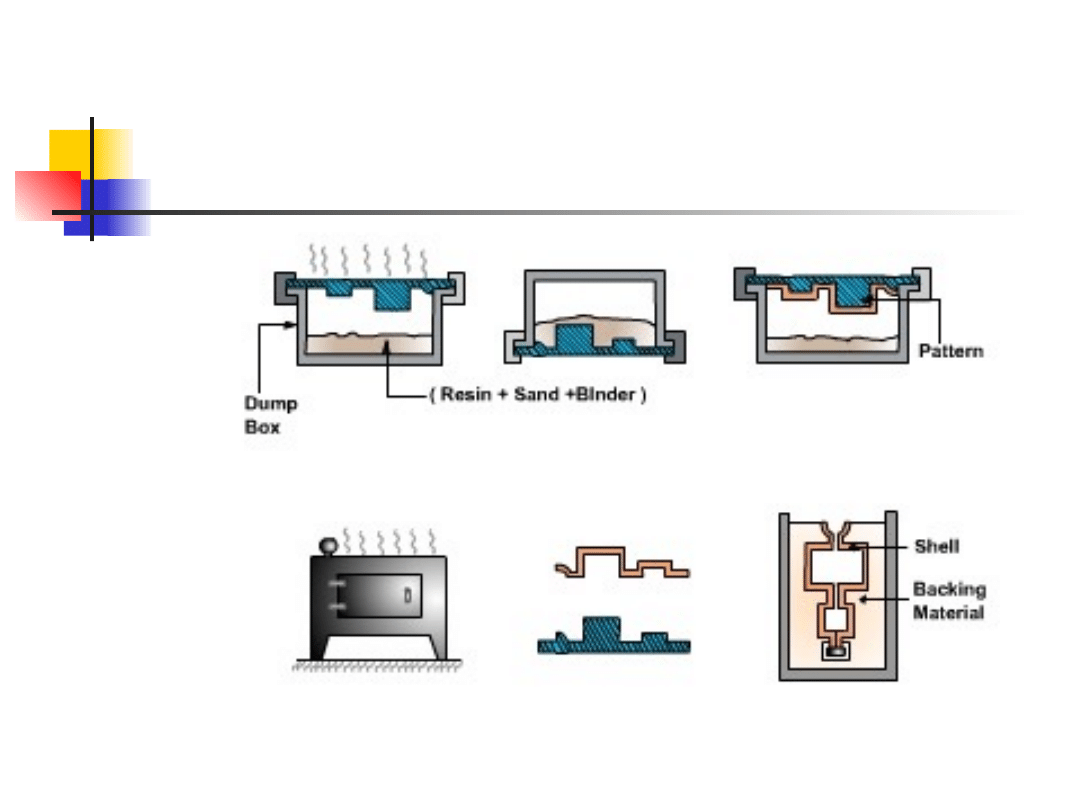
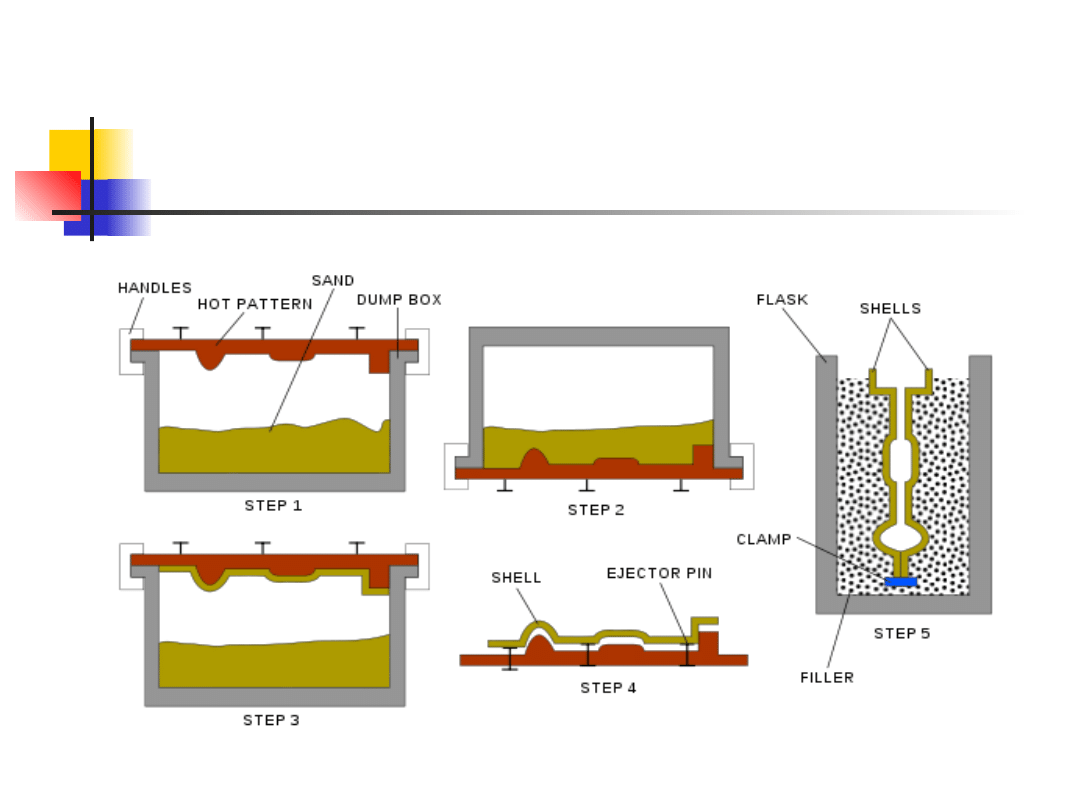
Metoda skorupowego formowania polega
na uzyskaniu cienkiej formy skorupowej z
mieszaniny piasku kwarcowego z żywicą
termoutwardzalną przy zastosowaniu
gorącej płyty modelowej lub rdzennicy,
Uzyskana dokładność wymiarowa formy i
odlewu jest znacznie wyższa niż form
piaskowych i zależy głównie od
dokładności wykonania modelu
Opis procesu
Podgrzana płyta modelowa jest mocowana na powierzchni
obrotowego pojemnika w którym znajduje się piasek powlekany
żywicą.
Następnie pojemnik jest obracany o 180
o
i masa przesypuje się
swobodnie na powierzchnię podgrzanej płyty modelowej, gdzie
jest przetrzymywana prze założony okres czasu.
Kolejno pojemnik z piaskiem powlekanym powraca do położenia
wyjściowego i nadmiar masy który nie uległ procesowi wiązania
powraca do pojemnika. Na płycie modelowej pozostaje warstwa
masy związanej , przylegającej do powierzchni płyty modelowej.
W następnym zabiegu płyta wraz z formą skorupową obrabiana
jest termicznie w celu ostatecznego utwardzenia .
Po procesie utwardzania, skorupa jest oddzielana od płyty
modelowej i następnie jest łączoną z drugą skorupą
odtwarzającą drugą część formy.).
SCHEMAT PROCESU
SCHEMAT PROCESU
{kind=link}
Stopy odlewane do form
skorupowych
Większość metali i stopów,
Wyjątki :stopy ołowiu, cynku,
magnezu oraz tytanu, a także
stopy berylu, stopów
żaroodpornych i stopów cyrkonu
Odmiany procesu i
materiał stsowany na
modele
Formy wytwarzane innymi metodami mogą
być łączone z formami wykonanymi innymi
metodami
Modele mocowane na płycie wykonywane są
z żeliwa lub stali iron gwarantują możliwość
uzyskania dużej dokładności wymiarowej.
Modle wykonywane z aluminium mogą być
stosowane w produkcji małoseryjnej
Do wytwarzania odlewów z metali
reaktywnych można do wykonania modeli
stosować gips lub grafit
Uwarunkowania
ekonomiczne
Program produkcyjny od 5–200odlewów
na godzinę w zależności od wymiarów
odlewu,
Czas niezbędny douruchomienia
produkcji kilka dni do kilku tygodni w
zależności od stopnia skomplikowania i
wymiarów,
Duzu uzysk metalu w procesie – mała
ilość odpadu produkcyjnego.
Uwarunkowania
ekonomiczne
Proces możę być łatwo zautomatyzowany.
Jest możliwość wykonania kilku odlewóww jednej
formie zalewanych z wspólnego układu
wlewowego.
Koszt zastosowanych mas ze spoiwem
żywicznym jest wyższy, ale tylko o 5 %
przewyższa koszt wykonania tego odllewu w
formie piaskowej
Trudność ze zmianątechnologii w czasie trwania
procesu.
Bardzo przydatna do produkcji średnioseryjnej i
masowej ,ale także seria 100-500sztuk odlewów
możę okazać się ekonomiczną
Uwarunkowania
ekonomiczne
Prawdopodobnie najlepsza metoda do
wytwarzania odlewów dużych serii
odlewów po małych kosztach..
Koszty oprzyrządowania niskie do
średnich.
Pracochłonność niska do średniej
Mały koszt wykańczania odlewów
Często odlewy wytwarzane na gotowo.
Typowe zastosowanie
Małe części do mechanizmów,
wymagające wysokiej precyzji,
Obudowy przekładni,
Głowice cylindrowe,
Elementy przekładni.
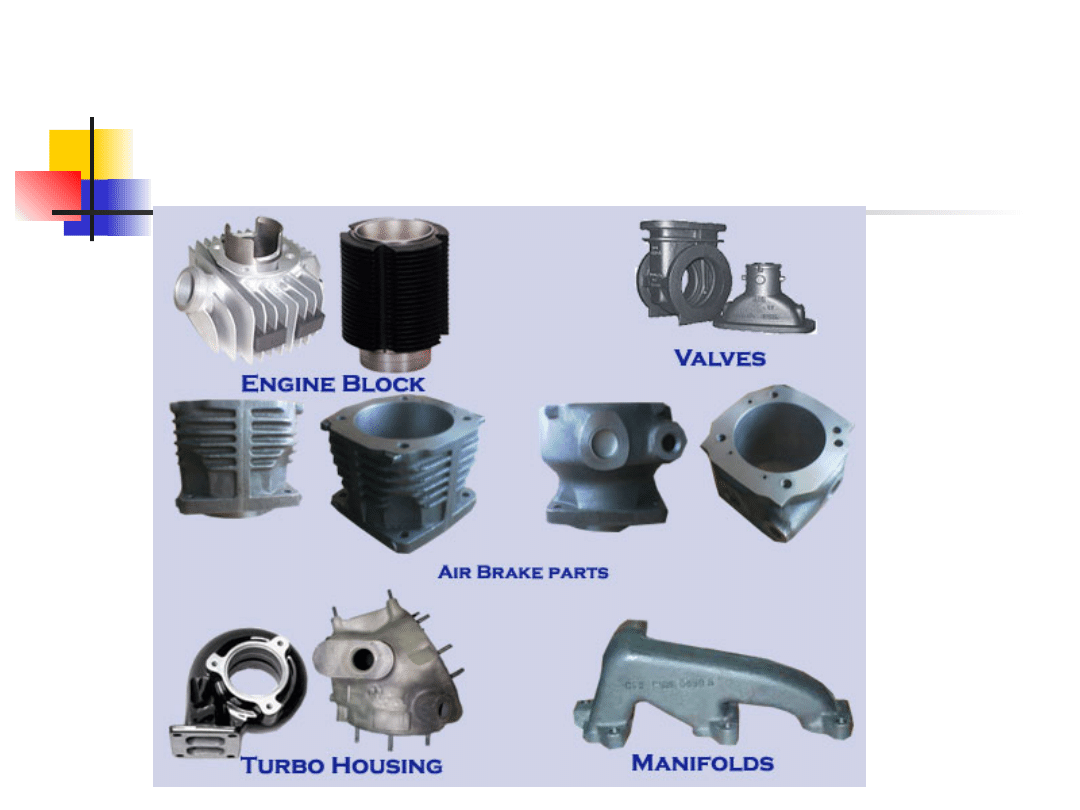
Przykłady Odlewów
Aspekty technologiczne
Dobra metoda do pełnego odwzorowania kształtu,
specjalnie kiedy stosujemy formy kompozytowe,
Możliwość wykonywania odlewów ze
zróżnicowanymi przekrojami.
Ostre narożniki, cienkie elementy, małe
zagłebienia są bardziej realne niż przy odlewaniu w
formach piaskowych,
Zgrubienia i zagłębienia są możliwe do odtworzenia
,
Podcięcia trudne do odtworzenia ,
Ważna lokalizacja płaszczyzny podziału , aby
uniknąć przejścia przez wymiary krytyczne.
Aspekty projektowe
Otwory odtwarzane przez rdzenie powyżej
13 mm.
Pochylenia odlewnicze rzędu 0.25–1
o
, w
zależności od grubości scianki,
Maksymalna grubość ścianki - 50 mm.
Minimalna grubość ścianki - 1.5 mm.
Waga wytwarzanych odlewów od 10g do
100 kg in weight.
Dobra technologia do wytwarzania odlewów
o masie do 20 kg.
Quality issues
Blowing sand onto pattern makes depositing
more uniform, especially good for intricate forms.
Few castings scrapped due to blowholes or
pockets.
Gases are able to escape through thin shells or
venting.
Composite cores may include chills and cores to
control solidification rate in critical areas.
Moderate porosity and inclusions.
Mechanical properties better than sand casting.
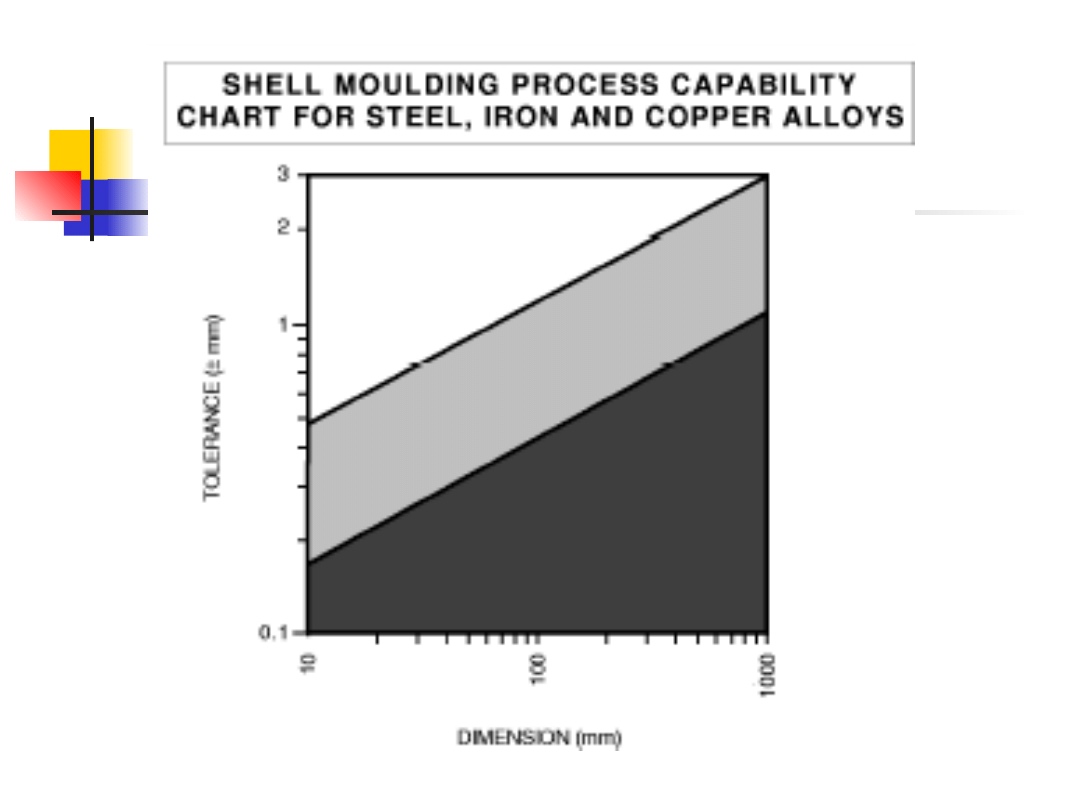
Aspekty jakościowe
Dobra jakość powierzchni.
Chropowatość powierzchni - 0.8–12.5 m
Ra.
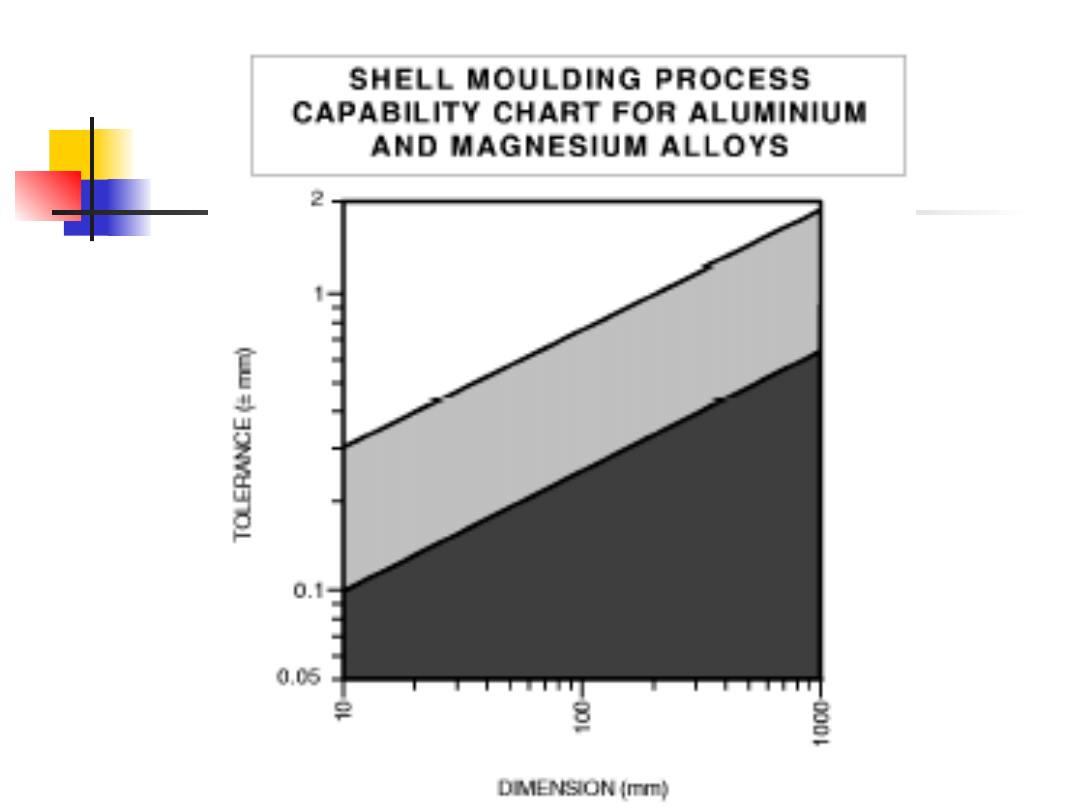
Dokładność wymiarowa uzależniona od
gatunku odlewanych stopów
Naddatli rzędu 0.25–0.5 mm powinny być
dodane do wymiarów prostopadłych do
powierzchni podziału
W formach składanych można uzyskać
dokladność wymiarową do 0,3 mm
Masa formierska
Masa formierska stanowi mieszaninę
drobnoziarnistego piasku kwarcowego i
żywicy fenolowo-formaldehydowa
Stosowane są dwie metody pokrywania
piasku żywicą :zimna metoda i gorąca
metoda.
W metodzie pokrywania na zimno , piasek
kwarcowy jest wsypywany do mieszarki i
następnie roztwór żywicy w acetonie i
aldehyd etylowy jest dodawany.
Masa formierska
Typowa masa składa się :
- 92% piasku kwarcowego
- , 5% żywicy,
- 3% aldehyd etylowy.
Podczas mieszania składników , żywica
pokrywa powierzchnię ziarenek kwarcu,
rozpuszczalnik natomiast ulega odparowaniu,
Powstały na ziarenkach piasku cienki „film”
żywicy i w sposób istotny wpływa na zdolność
masy do płynięcia po pogrzaniu.
Masa formierska
W metodzie gorącego pokrywania, mieszanina
składników spoiwa jest podgrzewana do
temperatury 150-180
o
C przed dodaniem
piasku kwarcowego,
Podczas procesu mieszania , żywica fenolowo-
formaldehydowa jest dodawana do mieszarki ,
Następnie masa jest chłodzona do
temperatury 80 - 90
o
C.
Ta metoda daje lepsze rezultaty niż metoda na
zimno.
Budowa układu
wlewowego
Zasadnicze różnice w porównaniu z
odlewaniem w formy piaskowe
Przy jednakowych wymiarach układu
szybkość zapełniania formy jest
zdecydowanie większa,
Odlew w formie skorupowej stygnie
wolniej niż w formie piaskowej, co pozwala
stosować otwarte nadlewy i uzyskiwać
dobre wyniki w zasilaniu odlewów,
Duża gładkość form skorupowych
pozwala obniżyć temperaturę zalewania
form ( o 40-50
o
C)
Układ wlewowy
Zastosowanie pionowej powierzchni
podziału i zalewania syfonowego
zmniejsza burzliwość przepływu metalu,
Silnie stożkowy wlew główny zmniejsza
szybkość zapełnienia wnęki formy,
Wlew główny często wyposażony jest w
studzienkę,
wlew doprowadzający obniża szybkość
wypełnienia formy.
Obliczenie ciśnienia
metalostatycznego
o
w
c
c
w
c
c
H
H
H
H
H
H
H
H
2
2
2
2
2
H
c
-
wysokość wlewu głównego powyżej miejsca
doprowadzenia ciekłego metalu do wnęki formy,cm
H
o
-
wysokość odlewu, cm,
H
w
-
wysokość części odlewu znajdującego się nad
wlewem
zasilającym
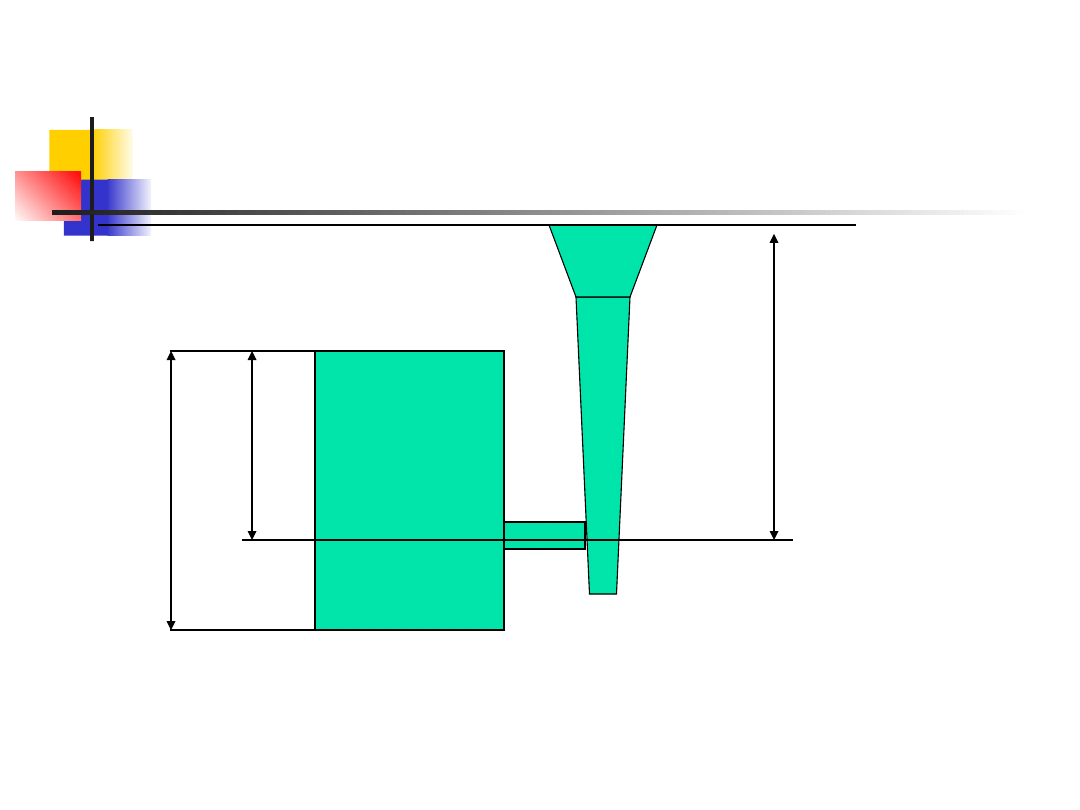
Obliczenie ciśnienia
metalostatycznego
H
c
H
o
H
w
Obliczenie ciśnienia
metalostatycznego
Dla odlewania syfonowego H
w
=H
o
i
wtedy
H= H
c
– H
o
/2
Dla odlewania z góry H
w
=0 i
H =H
o
Dla H
c
= H
o
/2 otrzymujemy
H= H
c
– H
o
/8
Czas zalewania
Dla cienkościennych odlewów o złożonym
kształcie i grubości ścianek od 2,2-15 mm
stosuje się wzór
=s Q
Gdzie:
Q- mas odlewów z wlewami
doprowadzającymi,
S – współczynnik zależny od grubości
ścianki odlewu
Dobór wartości wspołczynnika- s
Grubość
Ścianki
Odlewu,
mm
2,5 – 3,5
3,5-8,0
8,0-15,0
mm
mm
mm
Wartość
współczynnik
a ,
s
1,63
1,83
2,20
Dobór przekroju układu
wlewowego
Wzór ma postać:
H
Q
gH
Q
V
Q
F
d
31
,
0
2
V-szybkość wypływu metalu, cm/s
- współczynnik sprawności przepływu
- czas zalewania, s
Q-ciężar metalu zalanego do formy , kg
- ciężar właściwy , g/cm
3
( dla ciekłego żeliwa przyjmujemy 7,2 g/cm
3
),
g – przyspieszenie ziemskie,
H- ciśnienie metalostatyczne metalu, cm
F
d
– przekrój wlewu doprowadzającego , cm
2
Dobór wartości współczynnika-
Dla odlewów żeliwnych =0,1-0,2
( o 50% niższy niż w formie
piaskowej)
Relacje przekrojów układu
wlewowego
Drobne i średnie odlewy żeliwne:
F
d
: F
WR
: F
WG
=1:(0,9-1,15):(0,90-1,25
)
Odlewy ze stopów Al i Mg
F
d
: F
WR
: F
WG
=1,5:1,3:1,1 lub 1:3:1
Dla staliwa
F
d
: F
WR
: F
WG
=1,0 :1,3 : 1,6
Rozmieszczenie modeli na płycie
Dopuszcza się najmniejsze
odstępy między odlewami 7-8 mm
przy wysokości odlewów 50-60 mm
Dopuszcza się najmniejsze odstępy
między odlewami 10-15 mm przy
wysokości odlewów 100-150 mm
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
Wyszukiwarka
Podobne podstrony:
Unit 1 Odlewanie kokilowe
Odlewanie precyzyjne Odlewanie skorupowe doc
Unit 4 Odlewanie CIŚNIENIOWE IV
Unit 1 Odlewanie kokilowe
Odlewanie w formach skorupowych sciaga
Odlewanie w formy skorupowe, metalurgia i odlewnictwo
Unit 13 Projektowanie wytwarzania odlewanych części maszyn
Unit 10Projektowanie wytwarzania odlewanych części maszyn (3)
Unit 1
Unit 1(1)
Unit 5
Unit 5
Unit 2(1)
więcej podobnych podstron