Zakład Odlewnictwa ITMat. PP
1
OPRACOWANIE POCESU
WYTWARZANIA ODLEWU W
FORMIE CIŚNIENIOWEJ
Dr hab. inż. A. Modrzyński
Profesor nadzw. PP
Zakład Odlewnictwa ITMat. PP
2
Etapy opracowania procesu
wytwarzania odlewu w formie
ciśnieniowej
1.
Koncepcja sposobu odlewania i budowy
formy ciśnieniowej.
Szkic koncepcyjny formy wykonany w
uproszczeniu rysunkowym który powinien
zawierać:
Liczbę wnęk i położenie odlewu w formie,
Układ wlewowy ,
Podstawowe zespoły i części składowe formy
Zakład Odlewnictwa ITMat. PP
3
Etapy opracowania procesu
wytwarzania odlewu w formie
ciśnieniowej
2. Opracowanie rysunku surowego odlewu
poprzedzone analizą technologiczności jego
konstrukcji,
3. Dobór maszyny ciśnieniowej.
4. Zaprojektowanie i obliczenie układu
wlewowego.
5. Dobór parametrów odlewania ciśnieniowego
(dobór parametrów wtrysku metalu i jego
temperatury )
Zakład Odlewnictwa ITMat. PP
4
Etapy opracowania procesu
wytwarzania odlewu w formie
ciśnieniowej
6.
Podział procesu technologicznego na
operacje-
opracowanie karty
technologicznej
7.
Opracowanie kart instrukcyjnych
(operacyjnych) z doborem narzędzi i
przyrządów
8.
Ustalenie norm czasowych poszczególnych
operacji
Zakład Odlewnictwa ITMat. PP
5
Konstrukcja surowego
odlewu
Przestrzegać ogólne zasady
konstruowania odlewów
Uwzględnić specyficzne cech
odlewów wytwarzanych ze stopów
metali nieżelaznych ( stopy Pb, Sn,
Zn, Al, Mg oraz Cu )
Zakład Odlewnictwa ITMat. PP
6
Cechy charakterystyczne
odlewania pod ciśnieniem
Metal ( stop ) jest wprowadzany do formy pod
ciśnieniem p=10 – 200 (300) MPa,
Strumień metalu w formie osiąga duże
prędkości – w szczelinie wlewowej prędkość
strumienia może wynosić v
s
=20-90m/s,
Forma jest formą niepodatną na działanie sił
skurczowych,
Charakter przepływu metalu jest burzliwy
(turbulentny ),
Odlew krzepnie wg zasady krzepnięcia
jednoczesnego ( nie kierunkowego )
Zakład Odlewnictwa ITMat. PP
7
Dobór kształtu ścian
odlewu
Odlewy ciśnieniowe powinny mieć , w miarę
możliwości , równomierną i optymalną grubość
ścianek,
Należy unikać zgrubień (grubych przekrojów) ze
względu na :
- skłonność stopu do tworzenia struktury
gruboziarnistej,
- obniżenie właściwości mechanicznych w tym
fragmencie odlewu,
- Występowanie wad skurczowych w tej strefie
odlewu ( porowatości skurczowe, obciągnięcia ).
Zakład Odlewnictwa ITMat. PP
8
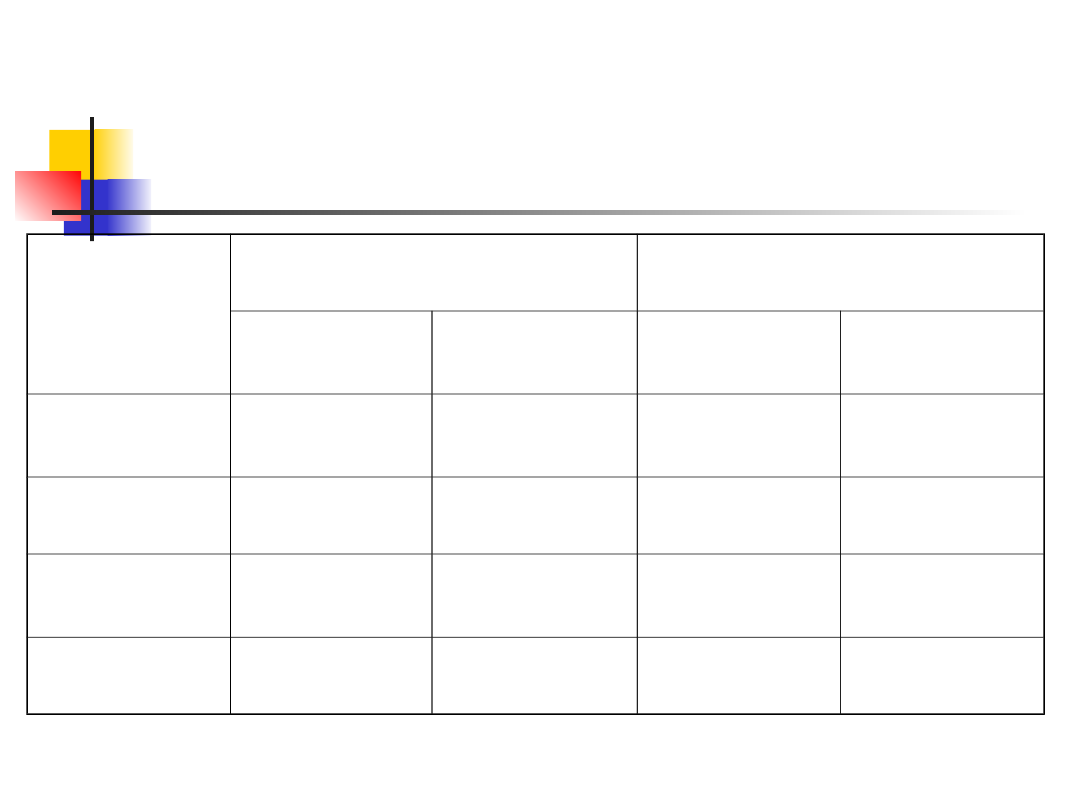
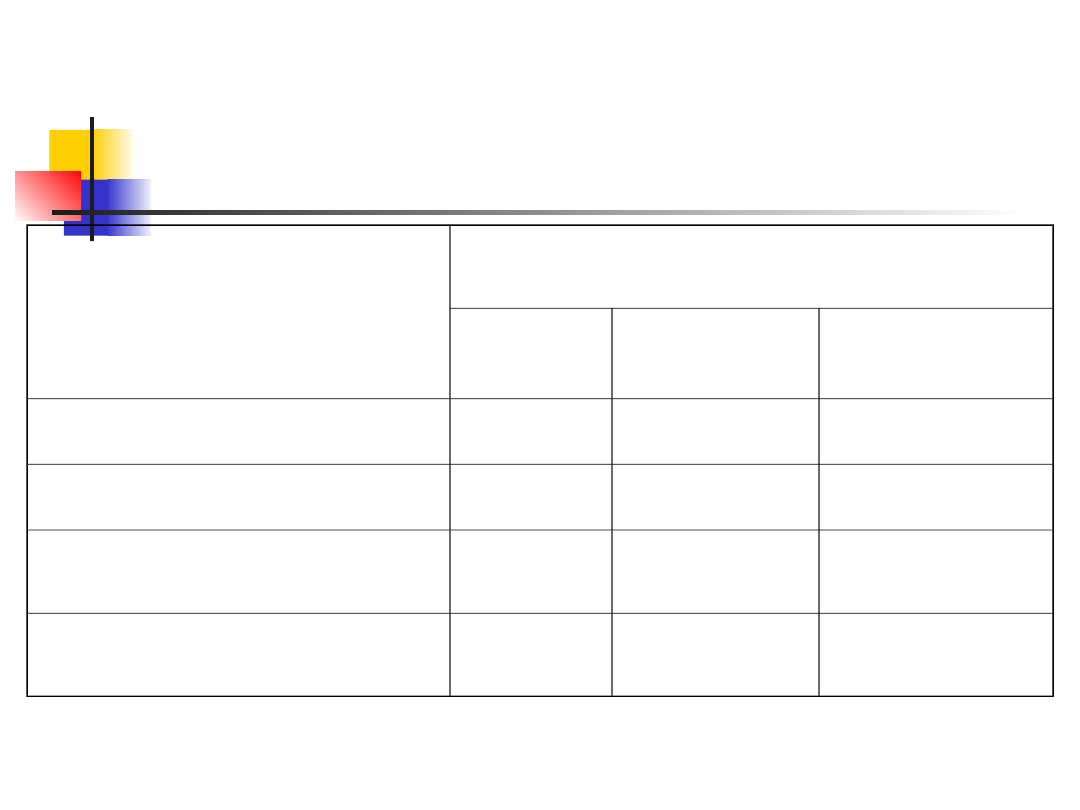
Zalecane grubości ścianek odlewów w zależności
od powierzchni odlewu
Rodzaj
stopu
Najmniejsza grubość ścianki przy
powierzchni zewnętrznej odlewu, cm
2
Optymal
na g, mm
Gabaryt
odlewu ,
mm
300x200
x
200
Do 25
25-100
100-500
>500
Stopy Pb
i Sn
0,6-1,0
1,0-1,5
1,5-2,0
-
1,6-2,5
300x200
x 200
880x600
x
300
Stopy Zn
0,8-1,0
1,0-1,5
1,5-2,0
2,0-2,5 2,0-3,0
Stopy Al
0,8-1,2
1,2-1,8
1,8-2,5
2,5-3,0 2,0-3,0
Stopy Mg
0,8-1,2
1,2-1,8
1,8-2,5
2,5-3,0 2,0-3,0
Stopy Cu
(mosiądze
)
1,5-2,0
2,0-2,5
2,5-3,0
3,0-4,0 2,5-3,5
400x250
x 150
Zakład Odlewnictwa ITMat. PP
9
Kształtowanie ścian
Zakład Odlewnictwa ITMat. PP
10
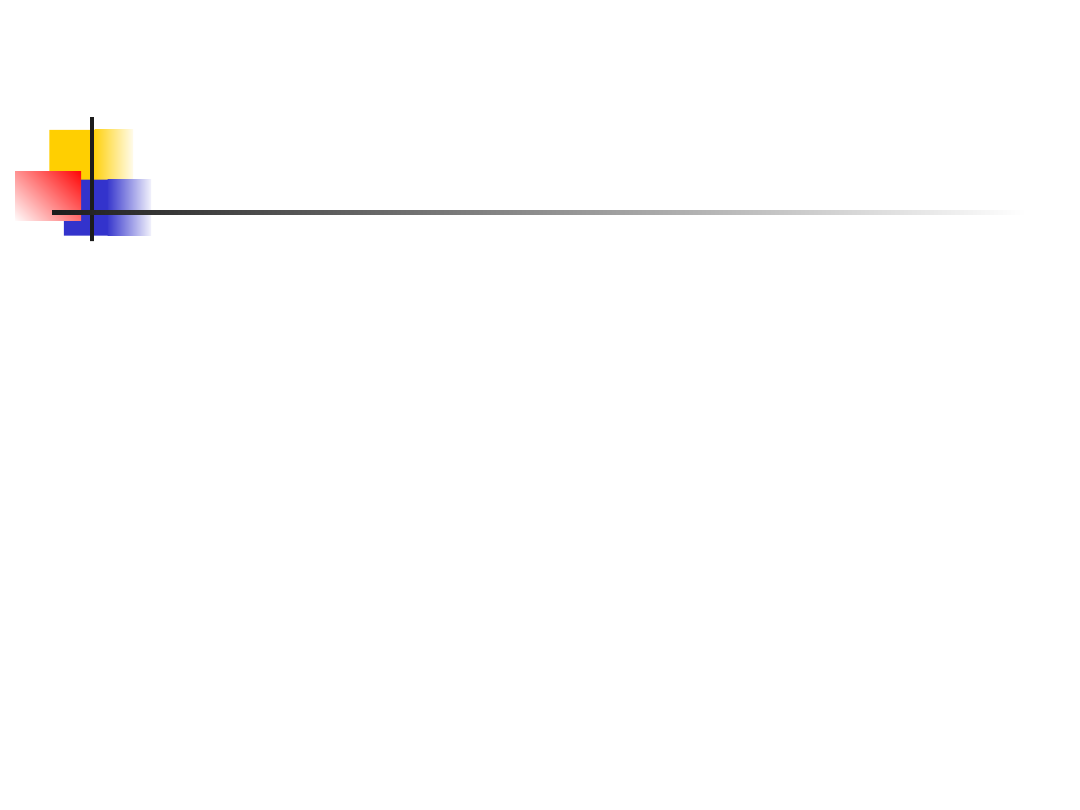
Połączenia ścian odlewu
W miejscach połączenia ścian
stosuje się zaokrąglenia
Promienie zaokrągleń wynoszą :
R=(0,5-1,0)g – przy równej
grubości ścianek
R= (0,3-0,6) (g
1
+ g
2
) – przy
grubości ścian g
1
i g
2
Zakład Odlewnictwa ITMat. PP
11
Połączenia ścian odlewu
Zakład Odlewnictwa ITMat. PP
12
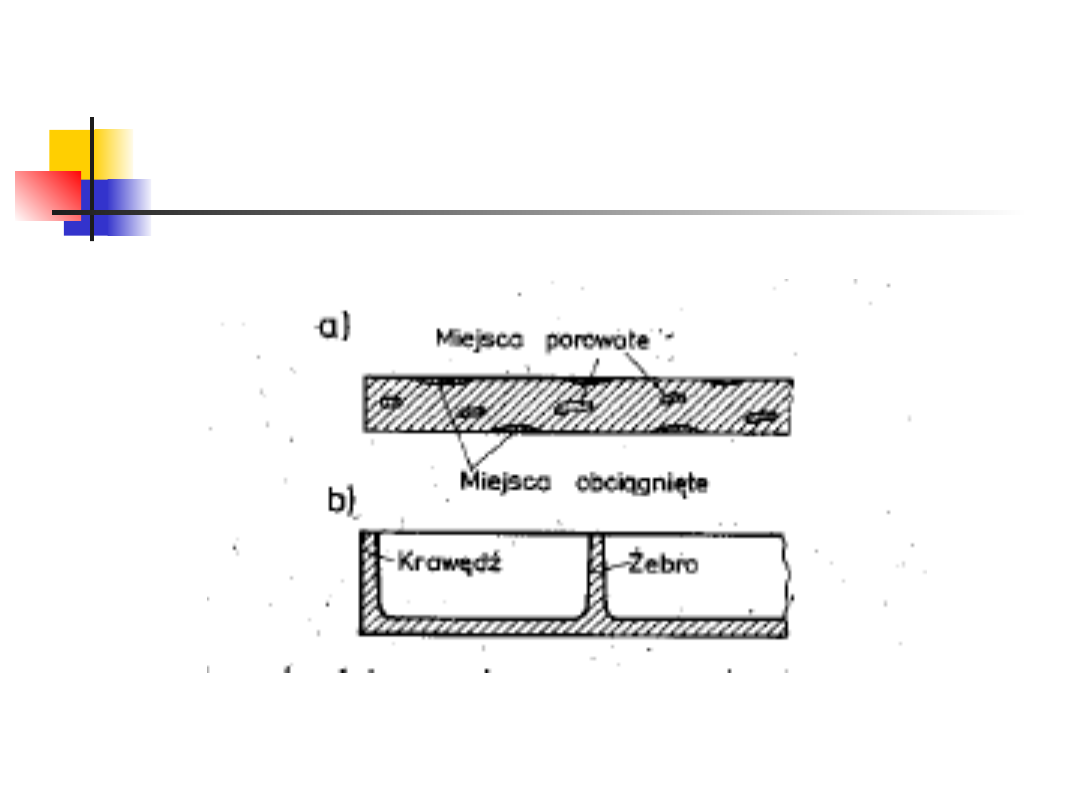
Duże płaskie ściany
odlewu
Mogą wykazywać wady kształtu
oraz wady powierzchni ( fałdy,
nalot kwiecisty ),
Płaskie ściany zwykle zaopatruje
się w żebra lub różnego typu
rzeźbienia (wzmocnienia)
Zakład Odlewnictwa ITMat. PP
13
Pochylenia ścian odlewu
Na ściankach równoległych do
kierunku rozwierania formy lub ruchu
suwaka muszą wystąpić pochylenia,
Pochylenia przeważnie podwyższają
grubość ścianki odlewu,
Zalecane pochylenia odlewnicze
podaje poniższa tabela
Zakład Odlewnictwa ITMat. PP
14
Pochylenia ścian odlewu
Rodzaj stopu
Pochylenie powierzchni
zewnętrznych
wewnętrzny
ch
Stop Sn i Pb
do 0,2
o
0
o
10
`
-0
o
30`
Stop Zn
0
o
15`-0
o
30`
0
o
30`
Stop Al i Mg
0
o
30`-1,0
o
1,0
o
Stop Cu
min 1,0
o
1,0
o
Zakład Odlewnictwa ITMat. PP
15
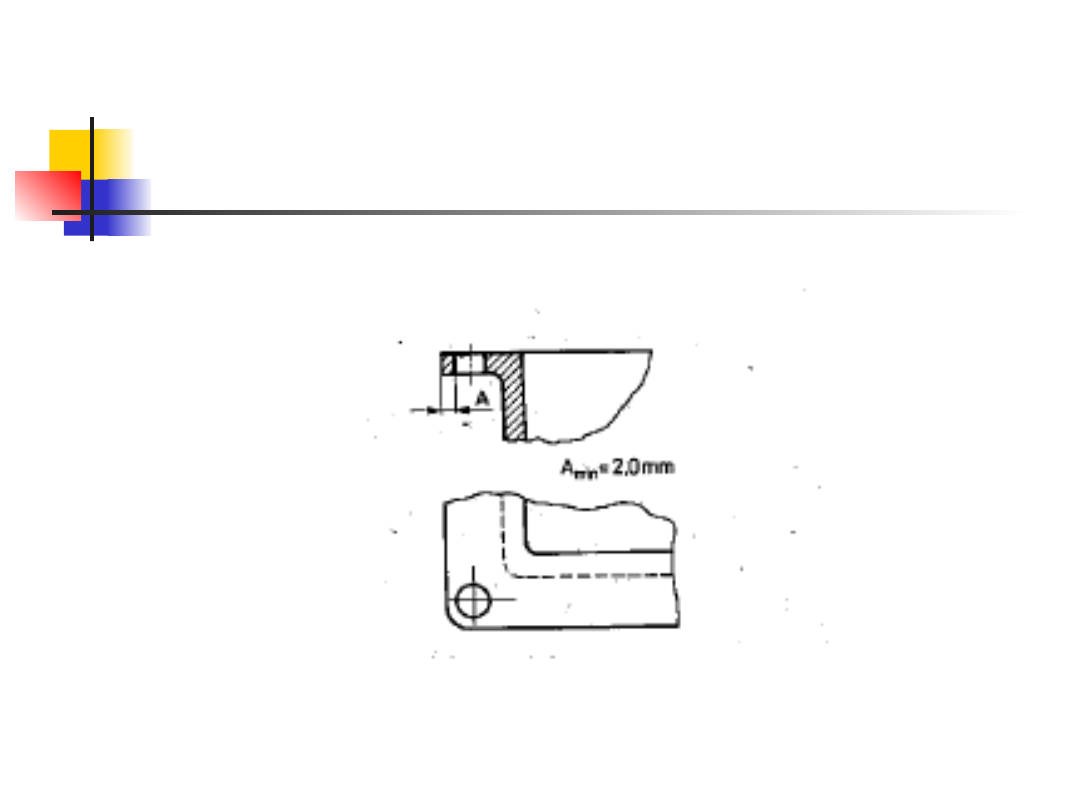
Otwory w odlewach
ciśnieniowych
Najmniejsza odległość krawędzi
odlewu od krawędzi otworu ( 2 mm
)
Minimalne średnice i maksymalne
głębokości otworów w odlewach
ciśnieniowych przedstawiono
poniżej
Zakład Odlewnictwa ITMat. PP
16
Położenie otworu
względem krawędzi
Zakład Odlewnictwa ITMat. PP
17
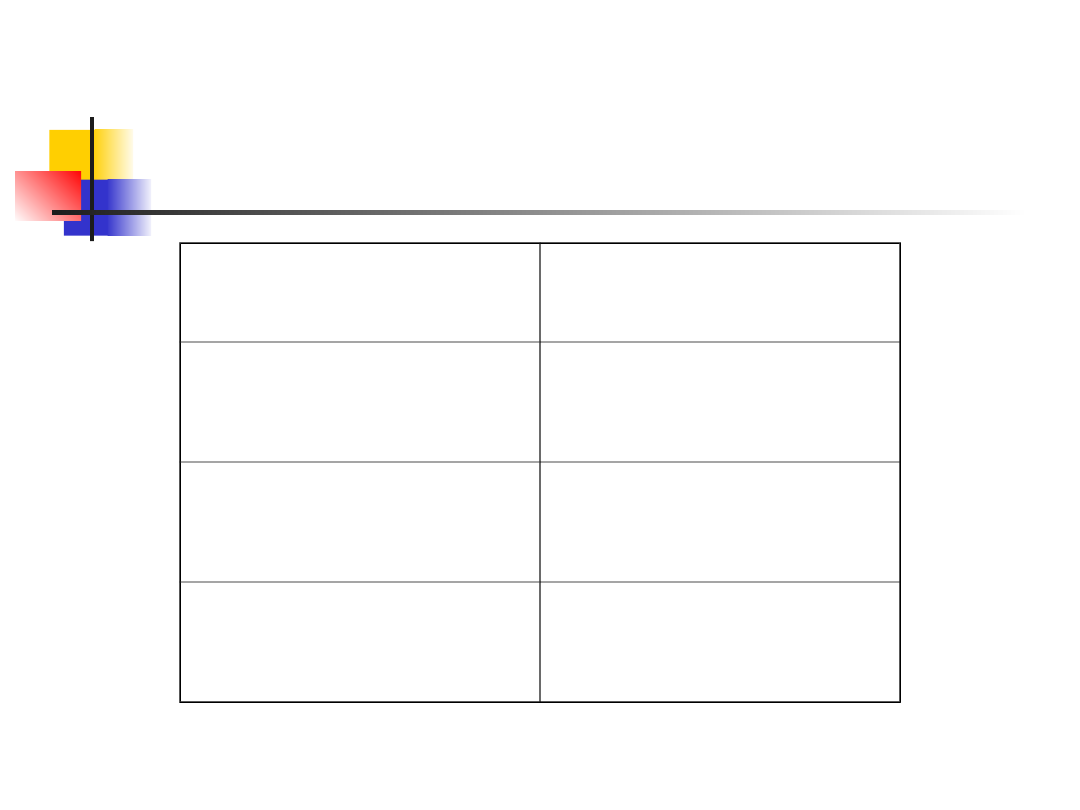
Najmniejsze średnice i głębokość otworów
Rodzaj stopu
Minimalna
średnica
otworu,
mm
Maksymalna głębokość otworu, mm
Rdzeń
jednostronnie
utwierdzony
Rdzeń
dwustronnie
podparty
Stopy Sn i Pb
0,8
(4-5)d
(8-10)d
Stopy Zn
1,0
(3-4)d
(6-8)d
Stopy Al
2,5
(2-3)d
(4-5)d
Stopy Mg
2,0
(2-3)d
(4-5)d
Stopy Cu
4,0
(1,5-2,0)d
(3-4)d
d – średnica rdzenia
Zakład Odlewnictwa ITMat. PP
18
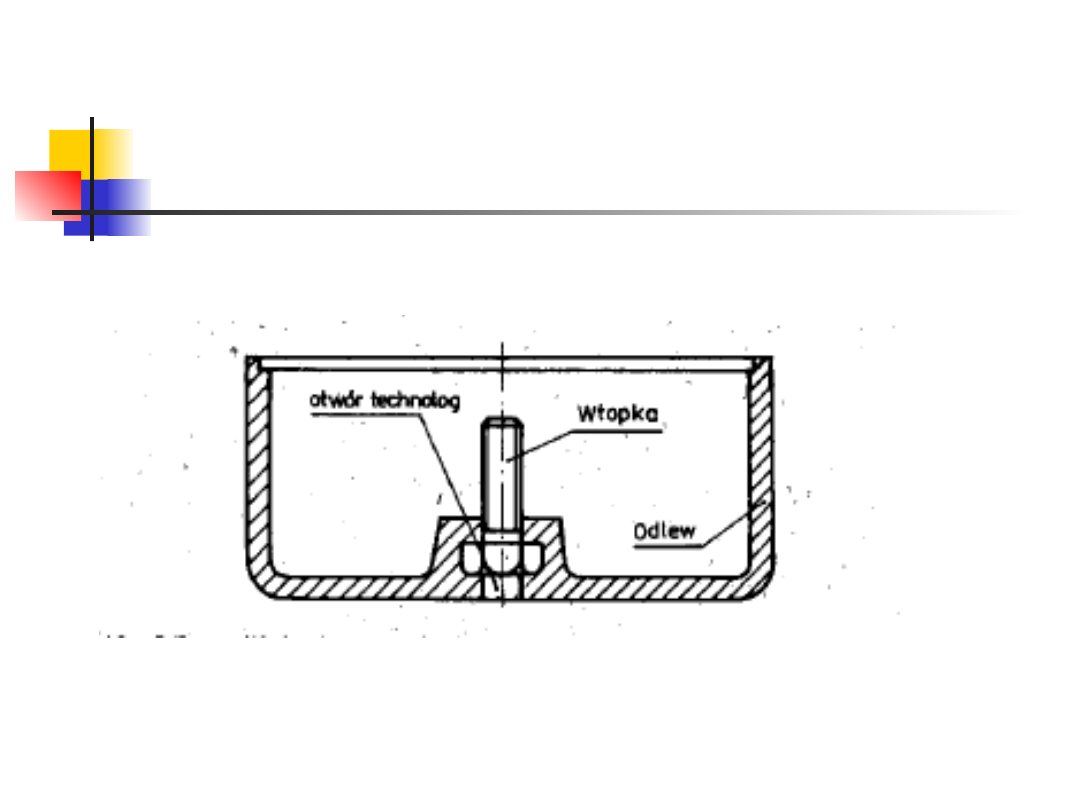
Wkładki ( wtopki ) w
odlewach
Wtopki ( wkładki ) –wykonane na
gotowo z innego tworzywa niż odlew,
Mają lepsze właściwości
eksploatacyjne niż odlew ciśnieniowy,
Wkładki muszą charakteryzować się
właściwościami wymienionymi
poniżej
Zakład Odlewnictwa ITMat. PP
19
Właściwości wkładek
kształt wkładki i jej położenie muszą
być tak dobrane aby naprężenia
skurczowe krzepnącego i stygnącego
metalu zaciskały ją na odlewie,
grubość warstwy metalu
otaczającego wkładkę powinna
wynosić minimalnie od 2,0 – 2,5 mm
Zakład Odlewnictwa ITMat. PP
20
Odlew z wtopką
Zakład Odlewnictwa ITMat. PP
21
Gwinty i uzębienia
Odlewamy na gotowo tylko w
uzasadnionych technicznie i
ekonomiczne przypadkach,
Gwinty wewnętrzne odlewa się
tylko w uzasadnionych techniczne
wyjątkowych przypadkach.
Zakład Odlewnictwa ITMat. PP
22
Minimalne wymiary odlewanych
gwintów
Rodzaj
stopu
Gwint zewnętrzny
Gwint wewnętrzny
Średnica,m
m
Skok, mm
Średnica,m
m
Skok, mm
Stopy Sn i
Pb
D 5
h 0,8
D 10
h 1,0
Stopy Zn
D 6
h 1,0
D 12
h 1,0
Stopy Al i
Mg
D 10
h 1,2
D 25
h 2,0
Stopy Cy
D 12
h 1,5
-
-
Zakład Odlewnictwa ITMat. PP
23
Minimalne wartości
modułu odlewanego koła
zębatego
Rodzaj stopu
Moduł , mm
Stop Zn,Sn i Pb
0,3
Stop Al i Mg
0,5
Stop Cu
1,5
Zakład Odlewnictwa ITMat. PP
24
Inne czynniki
uwzględniane przy
projektowaniu
Skurcz tworzywa odlewu,
naddatki na obróbkę,
tolerancje wymiarowe,
bazy obróbkowe
Zakład Odlewnictwa ITMat. PP
25
Dobór maszyny do
wykonywania odlewów
Ciśnienie prasowania,
Siła zwierania i prasowania,
zapotrzebowanie masy ciekłego
metalu na jeden wtrysk,
wymiary formy i płyt
montażowych.
Zakład Odlewnictwa ITMat. PP
26
Dobór maszyny ze
względu na rodzaj stopu
Maszyny gorącokomorowe – stopy
niskotopliwe ( stopy Sn , Zn i Pb ) oraz
małe odlewy ze stopów Mg,
Zalety maszyn z gorącą komorą:
-
krótki i zautomatyzowany cykl pracy,
-
wyższa wydajność,
-
skrócony czas krzepnięcia układu
wlewowego,
-
zwiększony uzysk metalu.
Zakład Odlewnictwa ITMat. PP
27
Dobór maszyny ze
względu na rodzaj stopu
Maszyny zimnokomorowe umożliwiają
wykonywanie odlewów z wszystkich
stopów ( Al, Mg, Cu i Zn ),
Powszechnie stosowane do stopów Al i
Cu ( mosiądz ) oraz do cienkich i
skomplikowanych odlewów ze stopów
Mg oraz odpowiedzialnych i
skomplikowanych odlewów o dużej
szczelności ( np. gaźnik ) ze stopów Zn.
Zakład Odlewnictwa ITMat. PP
28
Dobór maszyny ze
względu na rodzaj stopu
Odlewy o średniej wielkości w
kształcie brył obrotowych lub
skrzynek korzystnie jest
wykonywać na maszynach z zimną
komorą ( pionowych ) z
zastosowaniem wlewu dyszowego.
Zakład Odlewnictwa ITMat. PP
29
Ciśnienie prasowania i
średnica komory
prasowania
Ciśnienie jest wywierane na ciekły metal
w komorze prasowania,
Najwyższa wartość ciśnienia jest
osiągana w ostatniej fazie odlewania,
Ciśnienie dobiera się w zależności od
rodzaju stopu, wymaganej jakości
odlewu,
Zwiększenie ciśnienia prowadzi do
zmniejszenia porowatości odlewu
Zakład Odlewnictwa ITMat. PP
30
Zalecane wartości ciśnień
doprasowania
Wymagania stawiane
odlewom
Ciśnienie w zależności od rodzaj
stopu, MPa
Zn
Al i Mg
Cu
(mosiądze)
Ogólnego przeznaczenia
10-20
Do 40
30-40
Odlewy części maszyn
20-30
40-60
40-50
Odlewy szczelne odporne
na ciśnienie
25-40
80-100
80-100
Odlewy chromowane
galwanicznie
22-25
Zakład Odlewnictwa ITMat. PP
31
Podstawą doboru ciśnienia
i średnicy komory
prasującej
Patrz instrukcja załączona do
maszyny i załączone nomogramy.
Zakład Odlewnictwa ITMat. PP
32
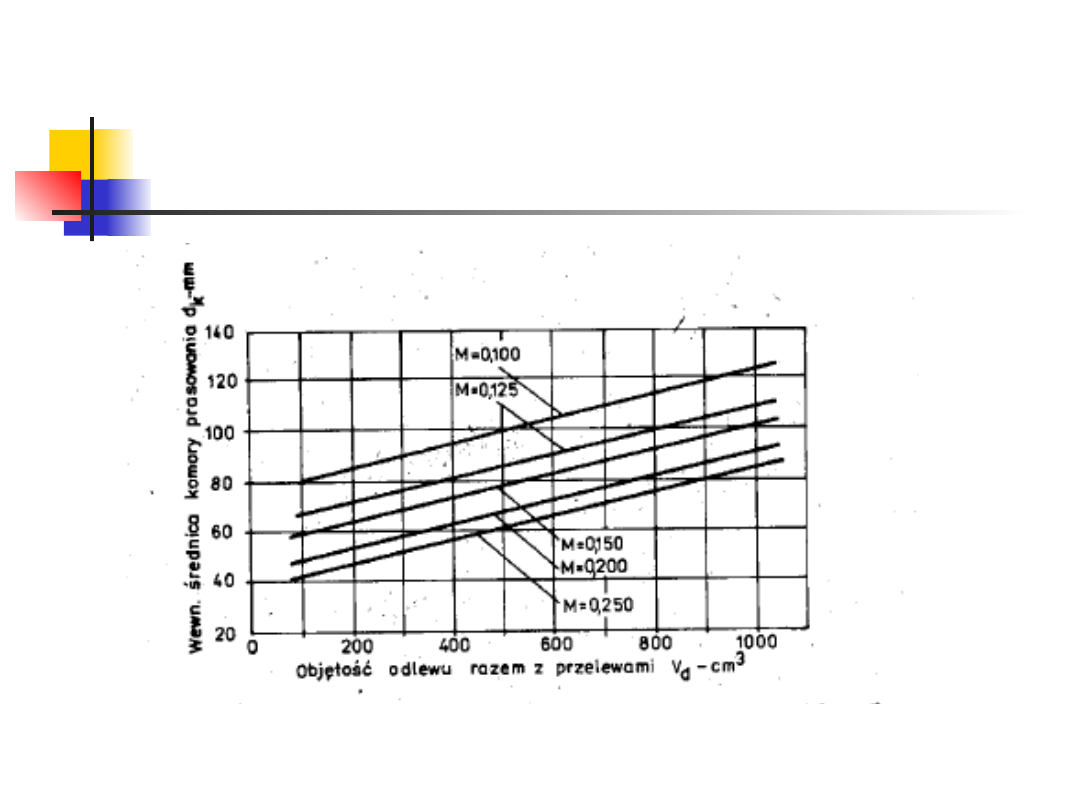
Obliczenie średnicy
komory prasowania
( gorąca komora)
cm
M
M
V
V
V
V
d
d
d
d
d
k
,
600
55
)
100
3
,
0
3
(
/
56
,
0
Gdzie:
M=V
o
/F
o
– moduł odlewu , cm
V
d
– objętość odlewu z przelewami , cm
3
F
o
– Pole powierzchni oddawania ciepła do formy, cm
2
Zakład Odlewnictwa ITMat. PP
33
Zależność średnicy komory prasowania od
objętości i modułu odlewu
Zakład Odlewnictwa ITMat. PP
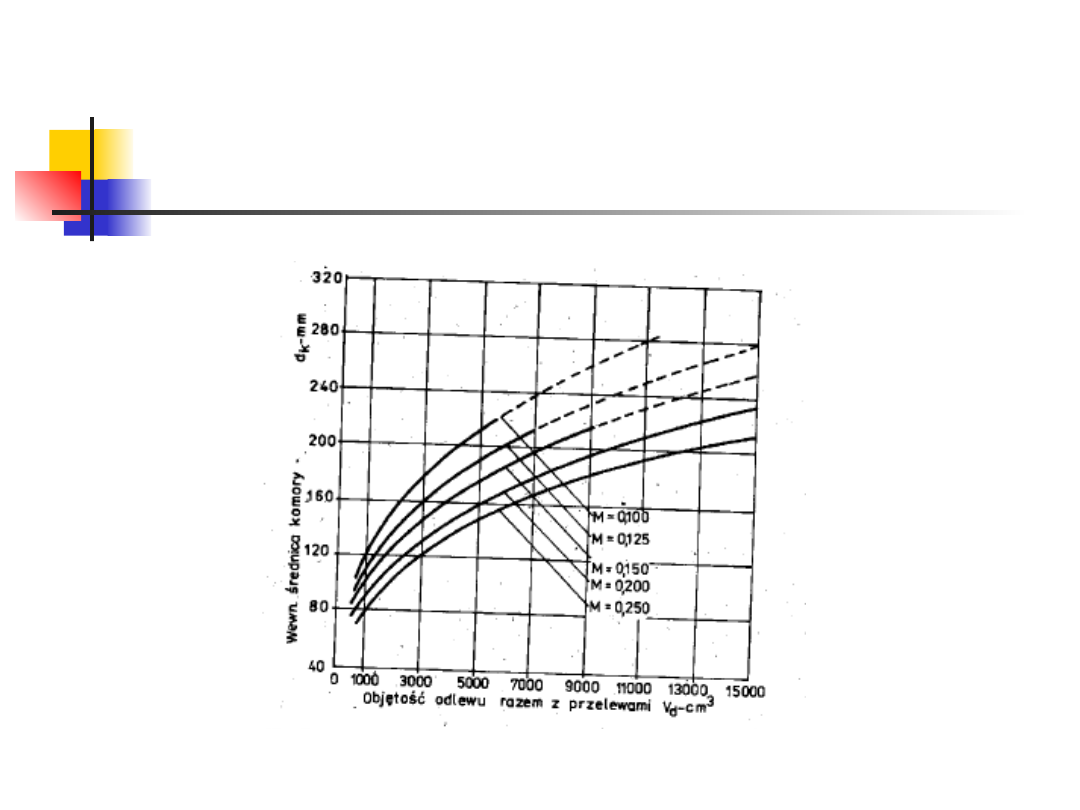
34
Zależność średnicy komory prasowania od
objętości i modułu odlewu ( dla dużych
odlewów )
Zakład Odlewnictwa ITMat. PP
35
Siła rozwierania
Siła rozwierania ( w funkcji ciśnienia
wtrysku)
R = p
f
F
Gdzie:
P- założone ciśnienie wywierane na ciekły metal w komorze
prasowania
P
f
=(0,75-0,85)p – ciśnienie ciekłego metalu we wnęce formy
F- rzut powierzchni odlewu ( odlewów ) na płaszczyznę
podziału formy
Zakład Odlewnictwa ITMat. PP
36
Siła zwierania
Wyznacza się z wzoru
Q=kR=kp
f
F
Gdzie:
k – współczynnik bezpieczeństwa
k=1,2-1,3
Zakład Odlewnictwa ITMat. PP
37
Siła prasowania ( wtrysku )
Siła prasowania ( wtrysku )
4
2
d
k
p
P
Zakład Odlewnictwa ITMat. PP
38
Bilans masy ciekłego
metalu
Objętość jednej porcji metalu :
V=V
o
+V
p
+V
u
+V
k
= V
d
+ V
u
+V
k
Przy czym
V
d
= V
o
+ V
p
V
p
= (0,2-0,33)V
o
V
k
=0,2d
k
( d
k2
/4)-obj.krążek
Zakład Odlewnictwa ITMat. PP
39
Bilans masy ciekłego
metalu
Gdzie:
V
o
– objętość odlewu,
V
p
– objętość przelewów,
V
u
– objętość układu wlewowego,
V
k
– objetość piętki ( krążka ),
d
k
- średnica komory
Zakład Odlewnictwa ITMat. PP
40
Zależności z praktyki
Dla V
d
>250 cm
3
V
c
/V
d
=2,0
Dla 250<V
d
<1000 cm
3
V
d
/V
c
=
1,5
Dla V
d
>1000 cm
3
V
c
/V
d
=1,25
Zakład Odlewnictwa ITMat. PP
41
Objętość komory
prasowania
Objętość komory prasowania
V
c
= k V
Gdzie:
k –współczynnik zapełnienia objętości komory
prasowania
K=0,75 – zimna pozioma komora,
K=0,95 – maszyny gorącokomorowe i z zimną
komorą pionowe
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Slide 37
- Slide 38
- Slide 39
- Slide 40
- Slide 41
Wyszukiwarka
Podobne podstrony:
Unit 1 Odlewanie kokilowe
Unit 0 Odlewnie ciśnieniowe
Unit 2 Odlewanie skorupowe
Unit 1 Odlewanie kokilowe
Unit 13 Projektowanie wytwarzania odlewanych części maszyn
Unit 10Projektowanie wytwarzania odlewanych części maszyn (3)
21 - Z WZMOZENIA CISNIENIA SRODCZASZKOWEGO, IV rok, IV rok CM UMK, Neurologia, giełdy z maila, giełd
Test 1 class Iv unit 1
wyklad IV
Unit 1
Mała chirurgia II Sem IV MOD
więcej podobnych podstron