Podstawy projektowania procesów
technologicznych
Białystok 2009
Wiadomości ogólne
- Proces produkcyjny - obejmuje
wszystkie działania niezbędne do
wytworzenia określonych wyrobów
w danym zakładzie.
- proces technologiczny - część
procesu produkcyjnego, związaną
bezpośrednio ze zmianą kształtu,
wymiarów, jakości powierzchni i
właściwości fizykochemicznych
przedmiotu obrabianego..
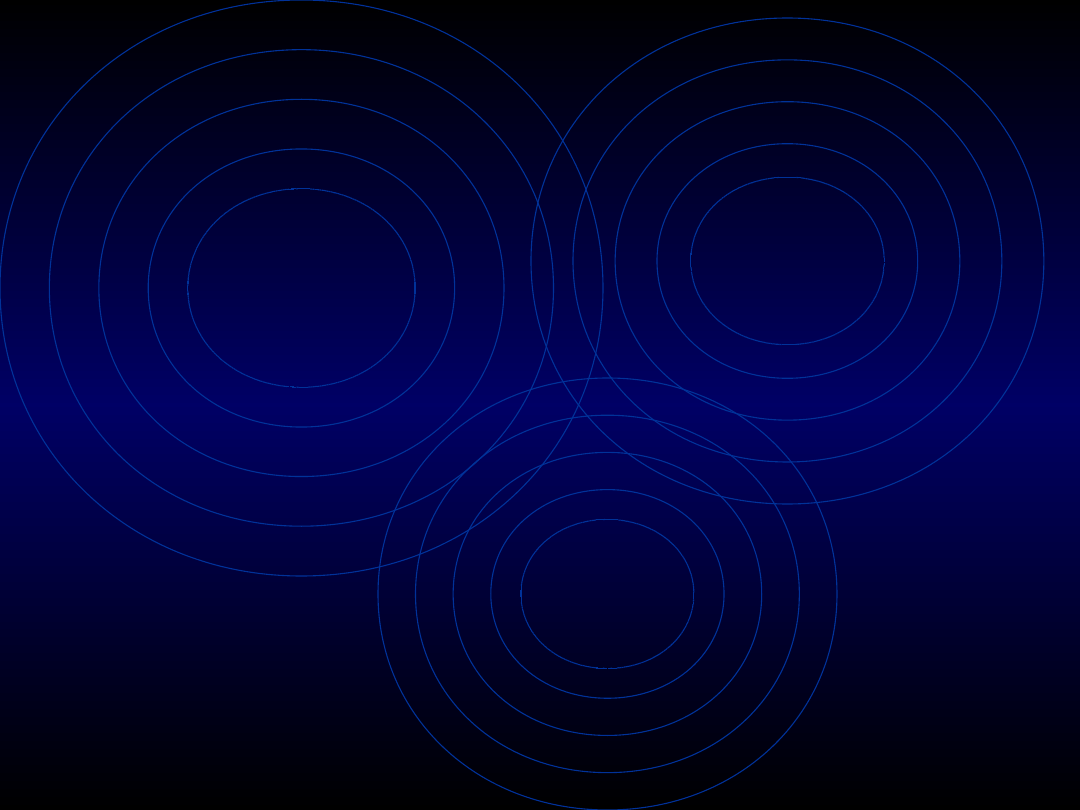
Strukturalny schemat procesu
technologicznego
- Operacja - nie następuje
przezbrojenie obrabiarki, zmiana
stanowiska ani przedmiotu
obrabianego. Może być wykonana
w jednym lub kilku
zamocowaniach.
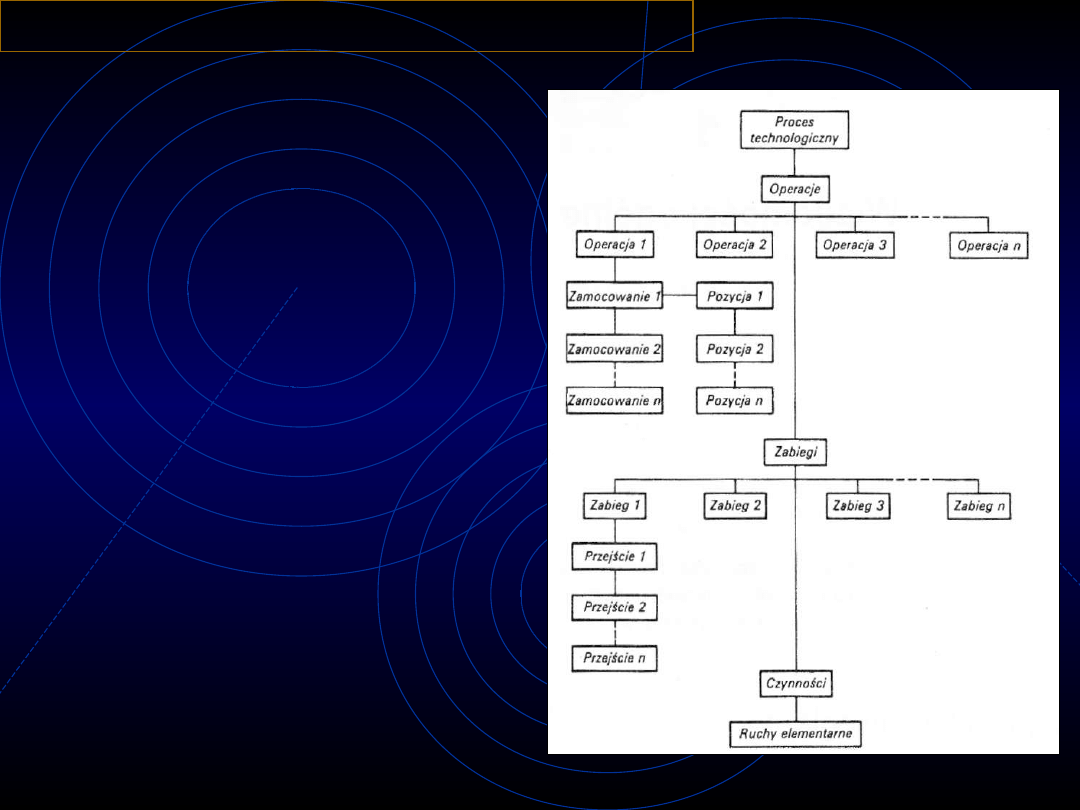
Wiadomości ogólne
Obróbka wału w jednej
operacji i dwóch
zamocowaniach oraz
siedmiu zabiegach
Obróbka wału w dwóch
operacjach
W operacji 2 wał jest ustalony i
zamocowany w uchwycie
samocentrującym trzy szczękowym i
podparty kłem obrotowym - obróbka
zgrubna. Do operacji 3 następuje
zmiana stanowiska bądź też
przezbrojenie stanowiska. Wał ustalono
w kłach i zastosowano zabierak -
obróbka kształtująca.
Operacja
1
Operacja ta dotyczy obróbki zgrubnej.
Wał jest ustalony w uchwycie
samocentrującym trzy szczękowym. Po
obrobieniu jednej strony, nie zmieniając
ani przedmiotu, ani obrabiarki,
pracownik obraca wał i obrabia drugą
stronę.
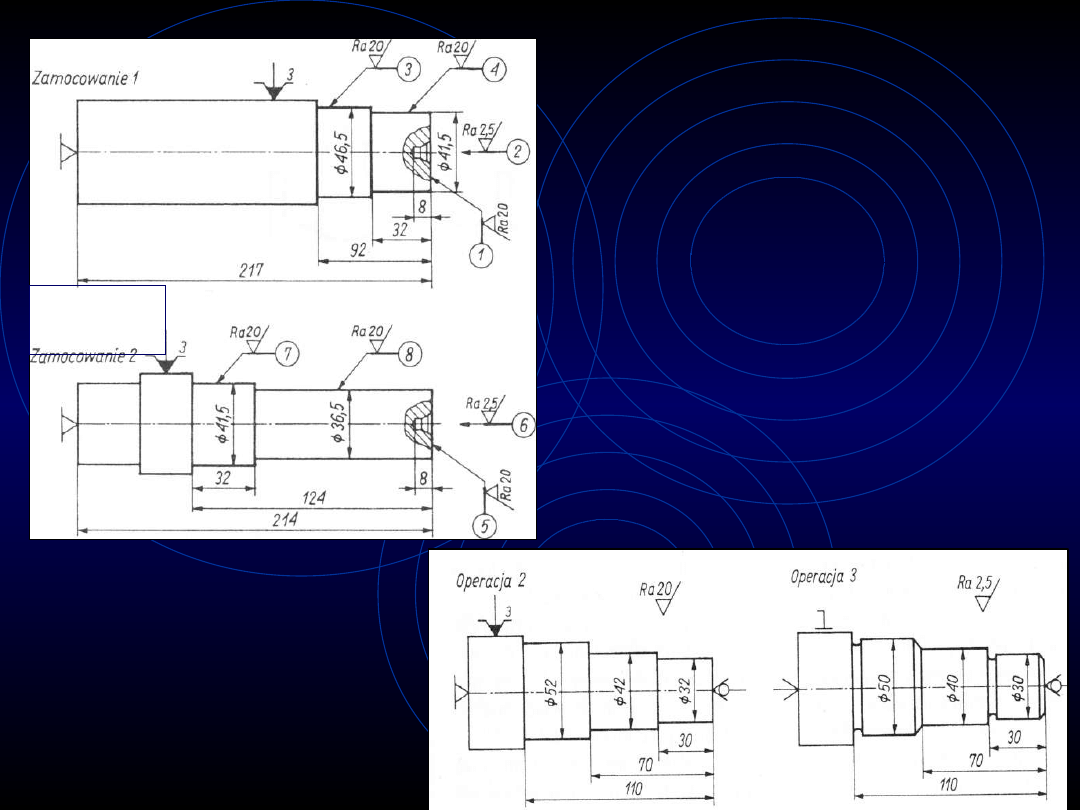
Pozycja 1 Pozycja 2
Pozycja 3
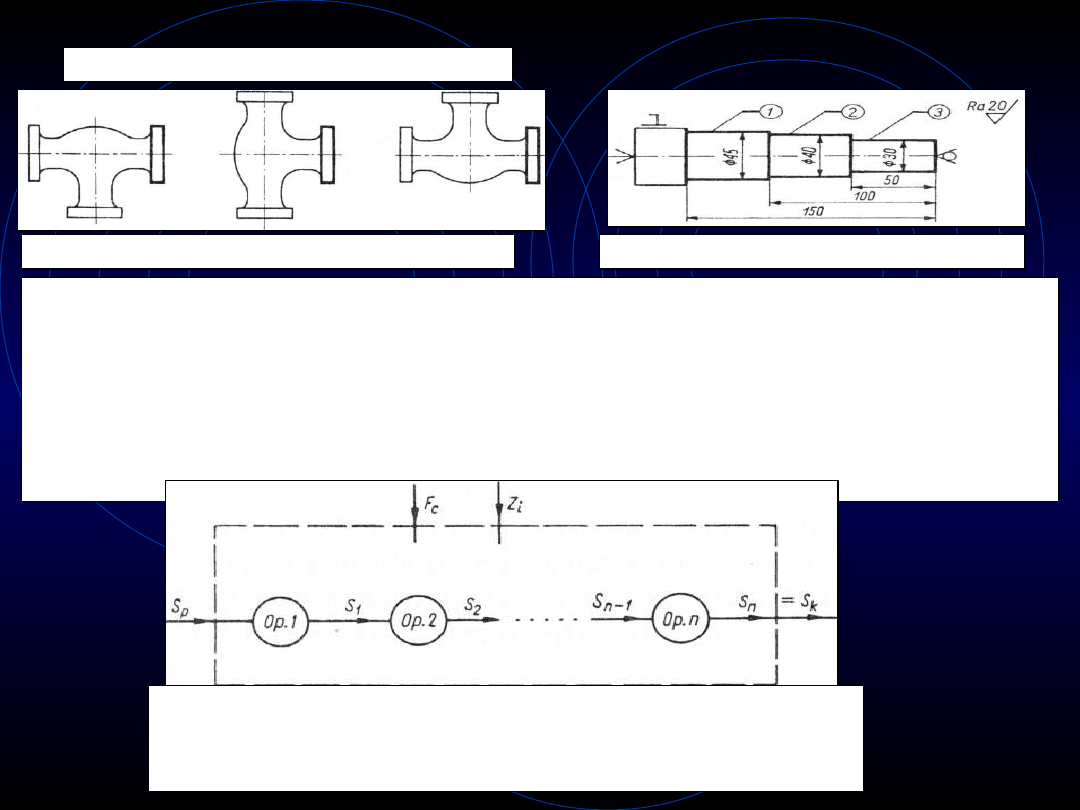
Obróbka korpusu w 1 operacji i 3
pozycjach
Obróbka wału w 3 kolejnych
zabiegach
Schemat uproszczonego modelu funkcjonalnego procesu
obróbki;
Opi, Op2) Opn – stanowiska technologiczne realizujące
operacje,
Su S2).....Sn-i, Sn - stany przedmiotu po operacjach,
FG - funkcja celu, Z, - zakłócenia zewnętrzne, Sp - stan
początkowy,
Sk - stan końcowy, ramka oznacza: granice systemu
W procesie technologicznym rozróżnia się pojęcia: czynność i ruch
elementarny. Każda operacja lub zabieg wymaga wykonania określonych
czynności. W przypadku toczenia na tokarce zalicza się do nich: zamocowanie
przedmiotu, uruchomienie tokarki, dosunięcie noża, ustawienie na określoną
średnicę, włączenie posuwu, odsunięcie noża, zatrzymanie tokarki,
odmocowanie przedmiotu itd.
Każdą czynność można jeszcze podzielić na ruchy elementarne. Włączenie
posuwu składa się z dwóch ruchów elementarnych: uchwycenia dźwigni i jej
przestawienia.
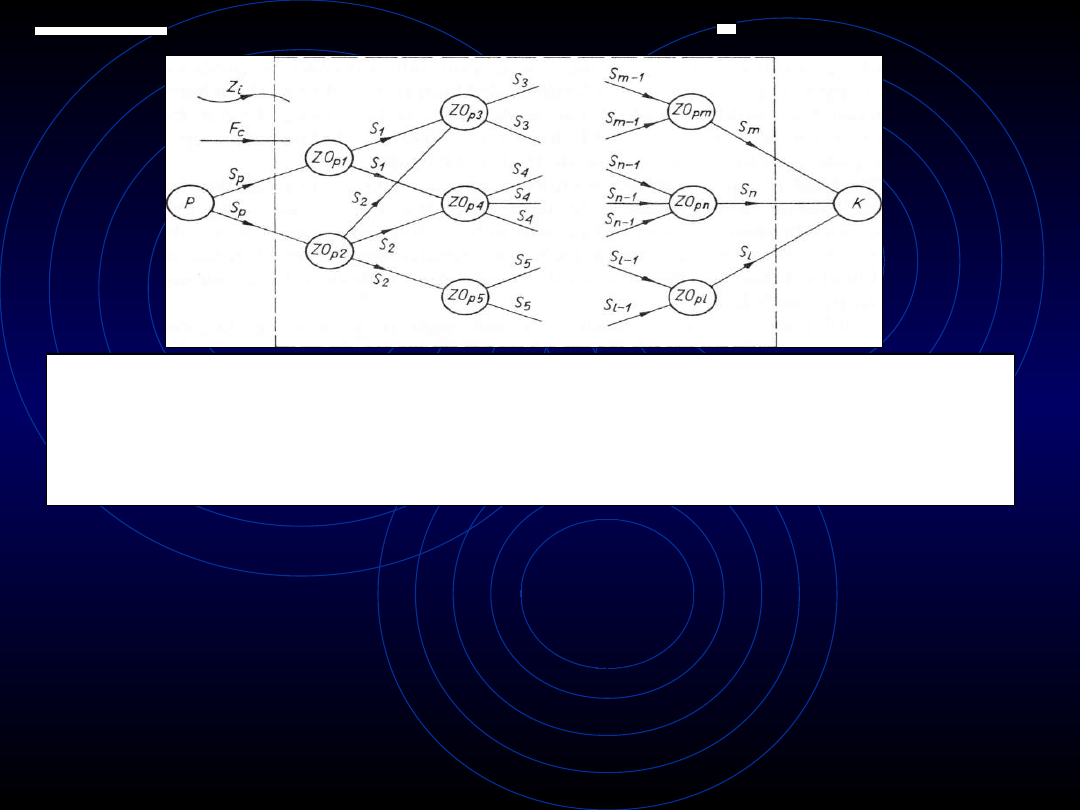
Schemat uproszczonego modelu funkcjonalnego procesu
technologicznego obróbki do optymalizacji jego przebiegu;
ZQp1, Z0p2) Z0p„ - zbiory stanowisk technologicznych,
S1, S2, S3, S„i, S,>1, Sm, Sn, S,- - stany przedmiotu po
poszczególnych operacjach,
Fc - funkcja celu, Z, - zakłócenia zewnętrzne, P - początek sieci, K-
koniec sieci, wyrób
W normalnych warunkach warsztatowych liczba stanowisk
technologicznych, jaką dysponuje technolog, jest z reguły
znacznie większa od tej, jaka będzie użyta w konkretnym
procesie technologicznym; niemniej jednak jest ograniczona.
Ograniczenia te wynikają z wyposażenia zakładu oraz z
możliwości zakupu nowych stanowisk. W optymalizacji procesu
należy brać pod uwagę wszystkie możliwe stanowiska
technologiczne, jakie mogą być użyte w konkretnym procesie
technologicznym.
Proces technologiczny obróbki skrawaniem określonej części
charakteryzuje się
stopniowym nadawaniem kształtu, dokładności i właściwości
użytkowych.
To stopniowe dochodzenie do gotowego kształtu, a zatem i liczba
rodzajów obróbki,
zależy przede wszystkim od wymagań narzuconych przez konstruktora,
a dotyczących
dokładności wymiarów i chropowatości poszczególnych powierzchni.
Obróbką zgrabną stosuje się w celu usunięcia zewnętrznych warstw
materiału,
a w przypadku półfabrykatu w postaci pręta walcowanego. W celu
uzyskania maksymalnej
wydajności obróbkę zgrubną powinno się prowadzić z dużą głębokością
skrawania oraz
stosunkowo dużym posuwem, co jednak powoduje powstanie znacznych
sił skrawania,
wydzielanie się dużych ilości ciepła, a często wywołuje również drgania.
Dokładność
odpowiada tolerancji warsztatowej, czyli 14 klasie dokładności.
Chropowatość
powierzchni powinna mieścić się w granicach Ra = 40 - u.m.
Obróbka kształtująca (średnio dokładna), jak to wynika z nazwy,
służy do
kształtowania przedmiotu, tj. nadania mu kształtu zgodnego z
rysunkiem. Nieduże
naddatki pozostawia się tylko na tych powierzchniach, które będą
podlegały dalszej )
obróbce wykańczającej. Chropowatość powierzchni, jaką uzyskuje się v
obróbce
kształtującej, wynosi Ra – 5, 2,5 p.m, dokładność wykonania zaś
odpowiada 9 + 11 klasie
dokładności.
Obróbką wykańczającą (dokładną) można prowadzić tylko za
pomocą niektórych
sposobów obróbki. Najczęściej stosowanym sposobem jest szlifowanie,
wytaczane oraz
dokładne toczenie i frezowanie. W obróbce wykańczającej Ra ok. 0,63,
natomiast
dokładność wykonania odpowiada i 4- 8 klasie dokładności.
Obróbka bardzo dokładna, tam gdzie żądania dotyczące
dokładności są duże,
a chropowatość powierzchni określona parametrem Ra musi wynosić
0,16-0,01 u.m.
Unikatową obróbką stosowaną w przemyśle elektronicznym i
optycznym, jest obróbka
ultraprecyzyjna (nanotechnologia). Tutaj dokładności sięgają już 1 nm,.
Rodzaje obróbki
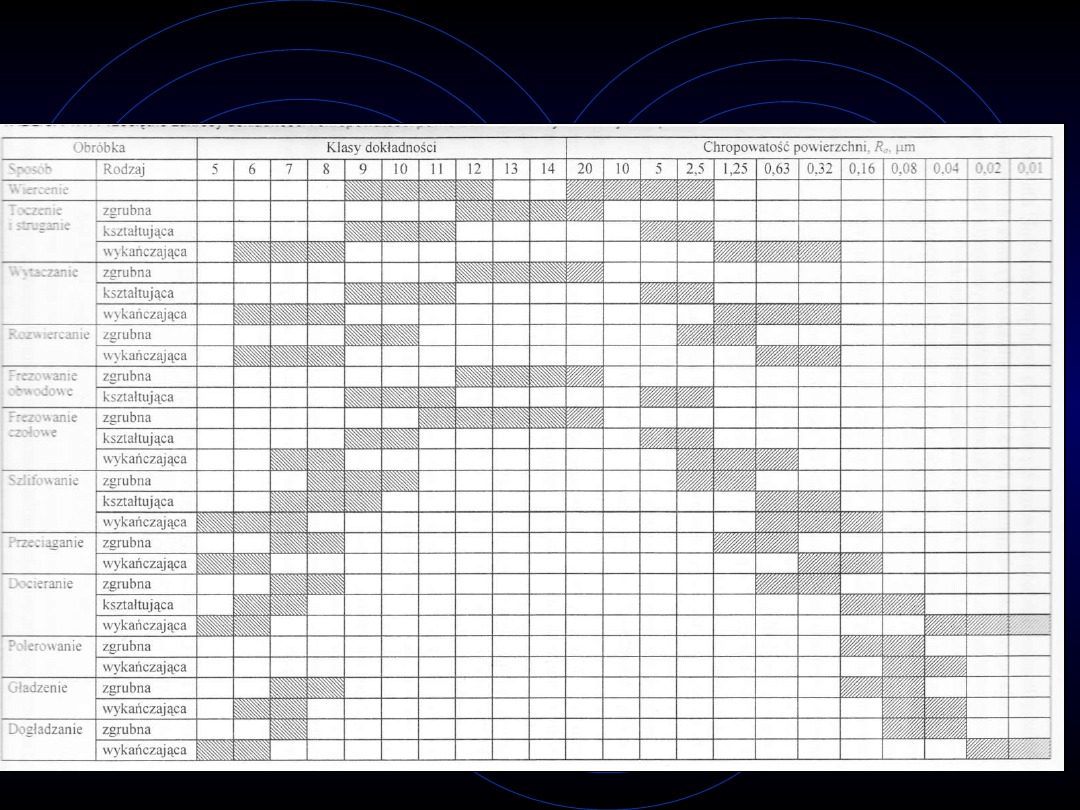
Zakresy dokładności i chropowatości powierzchni
uzyskiwane dla różnych rodzajów i sposobów
obróbki
Zakresy dokładności
Kierunki działania technologa w zakresie
wytwarzania części maszyn
Technolog projektujący proces technologiczny ma do swej
dyspozycji wiele technik wytwarzania, umożliwiających kształtowanie
części maszyn. Do najważniejszych z nich należy zaliczyć:
- - technikę ubytkową, jaką jest skrawanie, dotychczas najczęściej
stosowaną;
- - najnowsze sposoby kształtowania części maszyn, do których
zalicza się obróbkę skoncentrowanymi strumieniami energii, w tym
głównie obróbkę laserową elektronową jonową strumieniem wody,
- - techniki bezubytkowe, takie jak: odlewnictwo, obróbka plastyczna,
spiekanie proszków
;
Technolog wreszcie, to nie tylko twórca procesu technologicznego, ale
również i organizator. Powinien opracować taki system produkcji i taką
jego organizację, aby uzyskać odpowiednią jakość wyrobu przy możliwie
małym jego koszcie. Na mały koszt wyrobu składa się minimalizacja
pracochłonności, minimalizacja braków i poprawek oraz
zainwestowanych środków.
Na podstawie wykonanych analiz czynności technologa stwierdzono,
że czas potrzebny na przygotowanie procesu technologicznego rozkłada
się następująco:
-15% - podejmowanie różnych decyzji,
- 40% - wyszukiwanie danych i obliczeń,
- 45% - przygotowanie dokumentacji technologicznej.
25
Dane wejściowe do projektowania procesu
technologicznego
Projektowanie procesów technologicznych jest
Podstawowym zadaniem, jakie mają do spełnienia
biura
technologiczne. Do wykonania tego zadania
technolog musi
dysponować odpowiednią bazą danych, obejmującą:
•
dokumentację konstrukcyjną,
•
program produkcyjny,
•
środki produkcji.
Dokumentacja konstrukcyjna
Rysunek ofertowy. Na rysunku tym jest zamieszczony jedynie zarys wyrobu
i jego wymiary gabarytowe. Daje on pojęcie technologowi o wielkości
poszczególnych zespołów oraz o wielkości powierzchni potrzebnej do montażu.
Schemat kinematyczny. Umożliwia zorientowanie się w działaniu
mechanizmów i niekiedy jest niezbędny do zrozumienia tego działania.
Rysunek złożeniowy całości. Umożliwia ogólną orientację co do położenia
poszczególnych zespołów i ich wzajemnego powiązania. Spełnia on bardzo ważną
rolę dla technologa wówczas, gdy projektowane urządzenie jest proste i nie
podzielone na zespoły i podzespoły.
Rysunki zestawieniowe zespołów. Umożliwiają zorientowanie się w
położeniu podzespołów i ich wzajemnym powiązaniu.
Rysunki zestawieniowe podzespołów. Stanowią dla technologa jedną z
najważniejszych pozycji. Są na nich wyszczególnione wszystkie części, jest
pokazana ich wzajemna współpraca i współzależność. Na ich podstawie
opracowuje się technologię montażu podzespołów.
Rysunki wykonawcze części. Są dla technologa najbardziej istotnymi
pozycjami i stanowią podstawę do dalszego szczegółowego opracowania.
Dokładna analiza tych rysunków z punktu widzenia technologiczności konstrukcji,
poprawnego ich wykonania jest podstawowym zadaniem technologa, ażeby
jeszcze przed przystąpieniem do szczegółowego opracowania mogły być
omówione z konstruktorem i poprawione przez niego ewentualne usterki.
Warunki techniczne. Są jak gdyby uzupełnieniem opisowym całej
dokumentacji. Technolog znajduje w nich różne dodatkowe wymagania, których
spełnienie będzie uzależnione niejednokrotnie od właściwie zaprojektowanej
technologii.
Dokumentacja techniczno-ruchowa. Jest przeznaczona dla użytkownika i
w opracowaniu procesów nie odgrywa większej roli.
Dzisiaj coraz częściej odstępuje się od tradycyjnej kolejności projektowania,
polegającej na opracowaniu dokumentacji konstrukcyjnej, następnie dokumentacji
technologicznej i dopiero na jej podstawie zaprojektowaniu niezbędnych do
uruchomienia produkcji pomocy warsztatowych. Te cele całkowicie bądź częściowo
można osiągnąć przez zastosowanie następujących systemów:
- Just in time. Jest to produkcja na konkretne zamówienie. Dzięki niej można
osiągnąć znaczne zmniejszenie kosztów. Nie produkuje się wyrobów na magazyn,
korzystając z możliwości, jakie dają obrabiarki sterowane numerycznie.
- concurrent engineering (projektowanie współbieżne wyrobów), Duża
konkurencyjność na rynku, szybkie reagowanie na jego potrzeby, wymagają aby
proces przygotowania produkcji nie trwał zbyt długo. Głównym celem
projektowania współbieżnego wyrobów jest:
- zredukowanie czasu od pomysłu do rynku,
- podniesienie jakości produkcji,
- podniesienie jakości wyrobu.
- rapid prototyping. Jest to zupełnie nowy system umożliwiający bezpośrednie
wytwarzanie narzędzi i form i tym samym pozwalający na znaczne skrócenie
czasu wykonania prototypu. Uzyskuje się to przez warstwowe nakładanie materiału
występującego w postaci ciekłej żywicy, proszków, drutu lub folii i działającego na nie
lasera C0
2
. Materiałami, które w ten sposób mogą być kształtowane, są wszelkiego
typu polimery, wosk, nylon i niektóre metale nieżelazne. Umożliwia to skrócenie
czasu przygotowania prototypu o 50%.
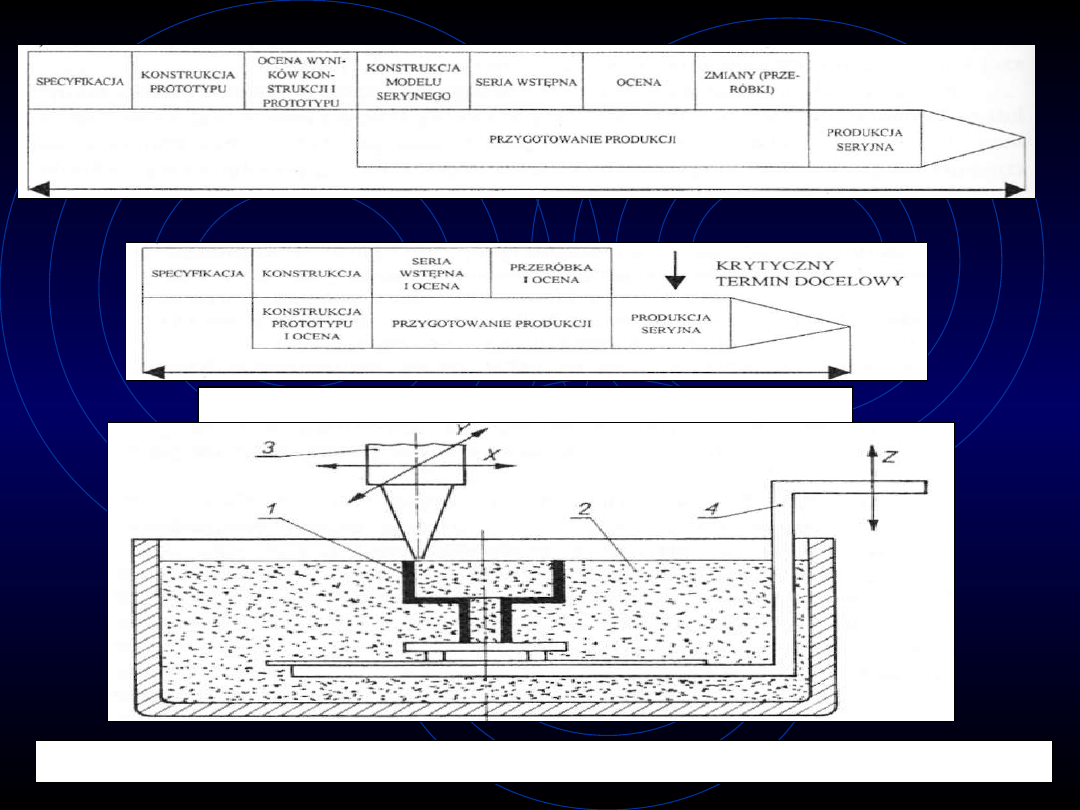
cykl wykonania wyrobu przy projektowaniu
współbieżnym
Rapid prototyping metodą stereolitografii;
1 - formowany przedmiot, 2 - ciekła żywica, 3 - laser, 4 - podnośnik
Porównanie projektowania konwencjonalnego z projektowaniem
współbieżnym
cykl wykonania wyrobu przy projektowaniu
konwencjonalnym
Program produkcyjny
Program produkcyjny stanowi całokształt wyrobów możliwych do
wyprodukowania w przedsiębiorstwie w określonym przedziale czasu. Jest on
opracowywany na podstawie rozeznania rynku, stanu parku maszynowego i
wyposażenia przedsiębiorstwa oraz technicznego doświadczenia i kwalifikacji
zawodowych personelu. Program produkcyjny jest podstawą do ukształtowania
wielkości produkcji, asortymentu produkcji oraz profilu produkcji.
Orientacyjne wielkości różnych rodzajów produkcji
Wielkość produkcji rocznej jednego typowymiaru
Rodzaj produkcji
Wyroby
ciężkie
średnie
lekkie
Jednostkowa
do 5
do 10
do 50
Małoseryjną
5^ 100
10-200
100-500
Seryjna
100-300
200-500
500-5000
Wielkoseryjną
300-1000
500-5000
5000-50 000
Masowa
> 1000
>5000
>50000
Wielkości produkcji
Produkcja jednostkowa charakteryzuje się wykonaniem pojedynczych
przedmiotów lub bardzo niewielką ich liczbą. Są one w zasadzie wykonywane
tylko jednorazowo lub wyrób ten może się powtarzać, ale nieregularnie i raczej w
większych odstępach czasu. Z tych powodów należy się starać tak opracować
proces technologiczny, ażeby przedmiot obrobić jak najmniejszym kosztem, bez
stosowania narzędzi ani oprzyrządowania specjalnego, a stosując tylko
wyposażenie uniwersalne. Odbywa się to wówczas kosztem znacznego
zwiększenia czasu przygotowawczo-zakończeniowego.
Produkcja seryjna charakteryzuje się seriami zawierającymi określoną liczbę
wyrobów, przy czym są to serie powtarzalne. Proces technologiczny dla produkcji
seryjnej będzie już zupełnie odmienny. Wystąpią w nim w większym lub
mniejszym stopniu pomoce warsztatowe specjalne, które w zależności od
wielkości serii będą bardziej lub mniej złożone, liczba operacji zaś znacznie się
zwiększy. Obok obrabiarek uniwersalnych znajdą zastosowanie obrabiarki
specjalizowane. Zastosowanie obróbki ręcznej będzie małe.
Produkcja masowa charakteryzuje się dużą liczbą wyrobów produkowanych
przez dłuższy okres w sposób ciągły. W produkcji masowej każda operacja jest
związana z określonym stanowiskiem. Występują tu przede wszystkim obrabiarki
i urządzenia technologiczne specjalne, na których będzie się wykonywało nieraz
tylko takie operacje, które dotychczas były zabiegami, a czasem kilka
dotychczasowych operacji będzie wykonanych jako jedna, np. przy zastosowaniu
specjalnej obrabiarki zespołowej.
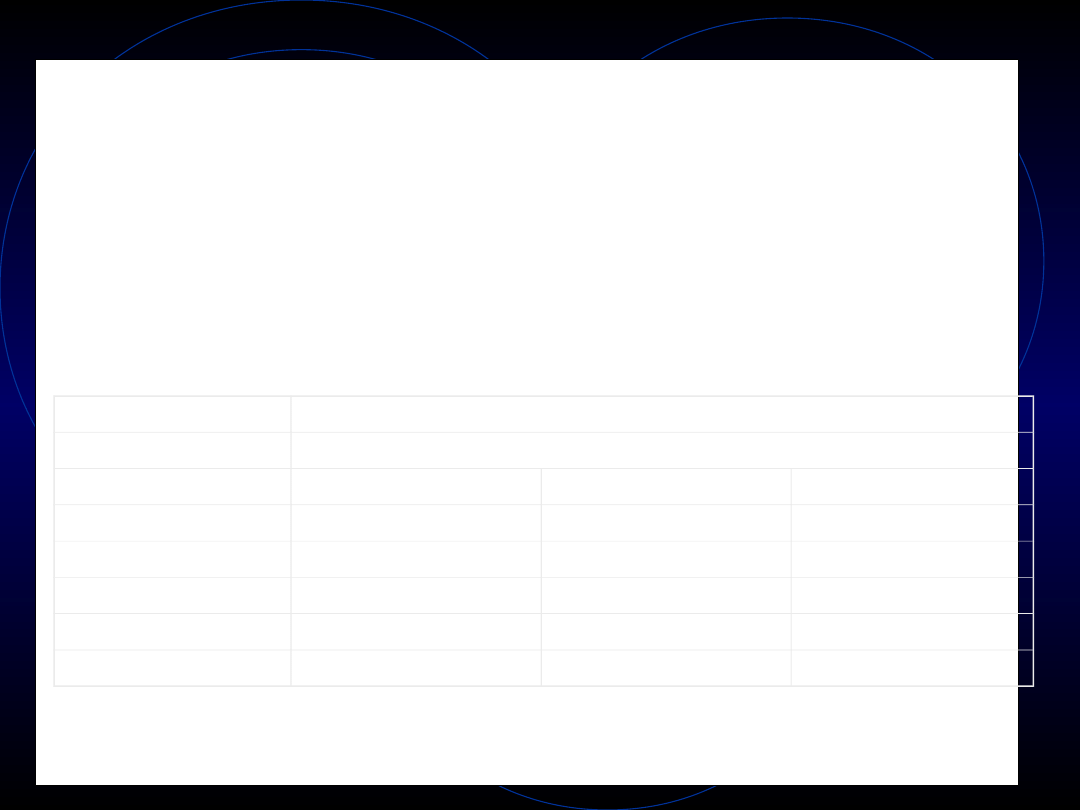
Puszka odgałęźna -
rysunek
wykonawczy
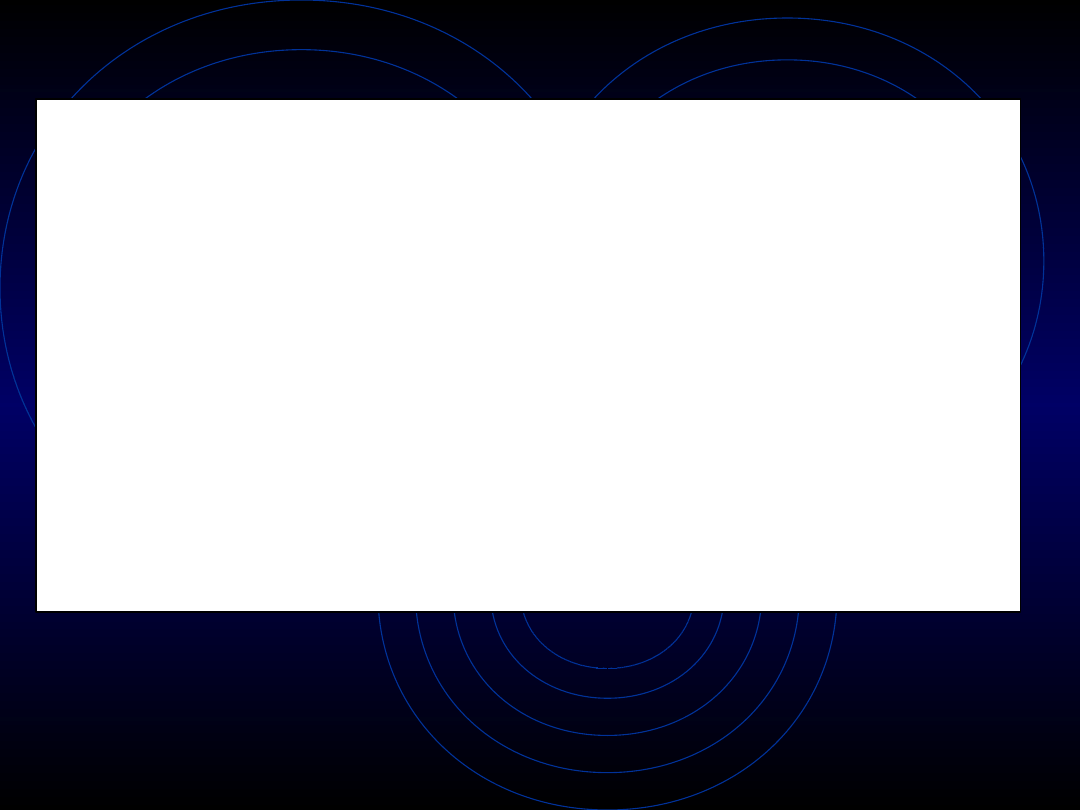
Puszka odgałęźna
-półfabrykat
Produkcja jednostkowa:
przykładowy proces technologiczny:
Operacja 1. Trasowanie – stanowisko
traserskie
Operacja 2. Frezowanie – frezarka
pionowa,
frezowac
powierzchnię podstawy.
Operacja 3. Wiercenie i gwintowanie -
wiertarka
słupowa.
Wiercić i
gwintować cztery
otwory wg
trasy.
Operację
wykonać w czterech
zamocowaniach.
Operacja 4. Wiercenie - wiertarka
stołowa. Wiercić otwory małe wg trasy.
Operacja 5. Gwintowanie - stanowisko
ślusarskie. Gwintować otwory
małe.
Operacja 6. Kontrola jakości.
1
. Wiadomości ogólne
Operacja 2. Usunięcie zadziorów - stanowisko ślusarskie. Usunąć zadziory po frezowaniu.
Operacja 3. Wiercenie i gwintowanie - tokarka wielonarzędziowa. Wiercić, powiercać i
gwintować
otwory główne. Przedmiot mocować w uchwycie podziałowym
czteropozycyjnym (rys.
Operacja 4. Wiercenie - wiertarka kadłubowa. Wiercić otwory małe. Przedmiot mocować w
uchwycie wiertarskim. Operację wykonać w jednym zabiegu przy użyciu głowicy wiertarskiej
siedmiowrzecionowej.
Operacja 5. Gwintowanie - gwinciarka. Gwintować otwory małe. Przedmiot mocować w
uchwycie.
Gwintowanie wykonać w jednym zabiegu przy użyciu głowicy gwinciarskiej
pięciowrzecionowej.
Operacja 6. Kontrola jakości.
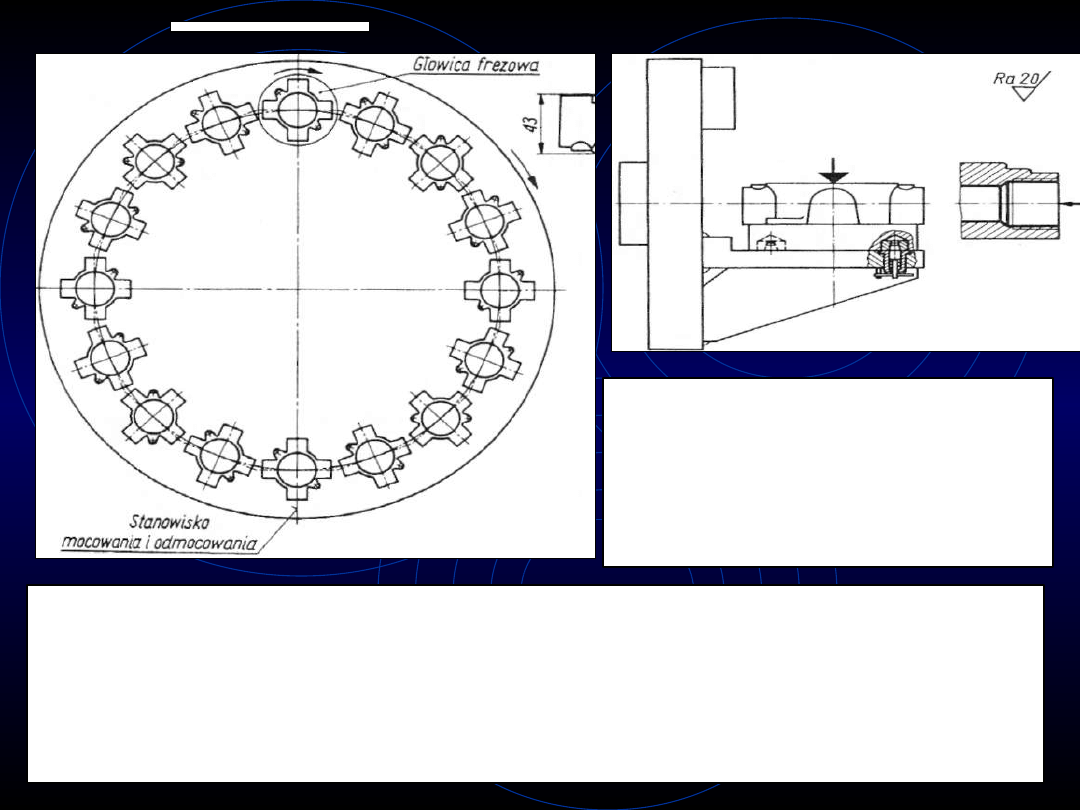
Proces technologiczny dla
produkcji seryjnej:
Operacja 1. Frezowanie - frezarka
pionowa. Frezować powierzchnię
podstawy
na wymiar 43.
Przedmiot wymieniać
w trakcie
obróbki ciągłej w uchwycie
frezarskim
mocowanym na stole
obrotowym
z
napędem własnym
Dane wejściowe do projektowania procesu technologicznego
Operacja 1. Szlifowanie - szlifierka do płaszczyzn ze stołem elektromagnetycznym.
Szlifować powierzchnię podstawy na wymiar 43. Do szlifowania układać tak przedmioty,
ażeby
wypełniły całą powierzchnię stołu.
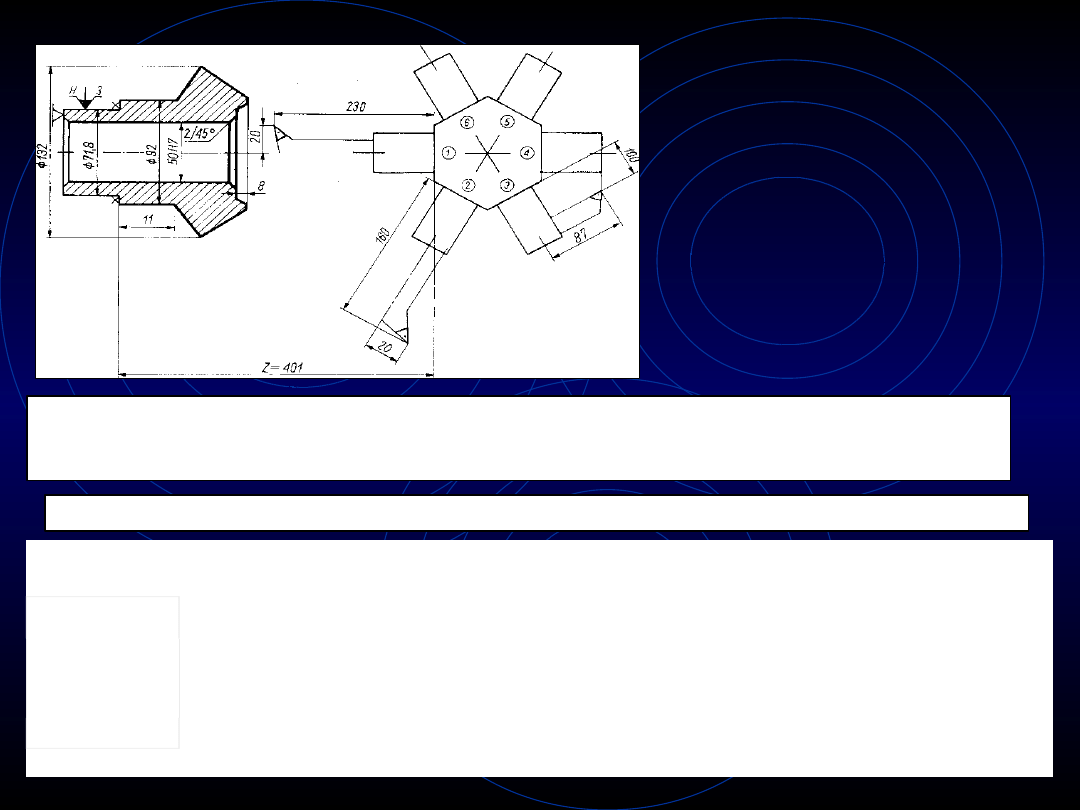
Operacja 2. Wiercenie i gwintowanie - obrabiarka zespołowa specjalna . Wiercic i
gwintować
wszystkie otwory.
Operacja 3. Kontrola jakości.
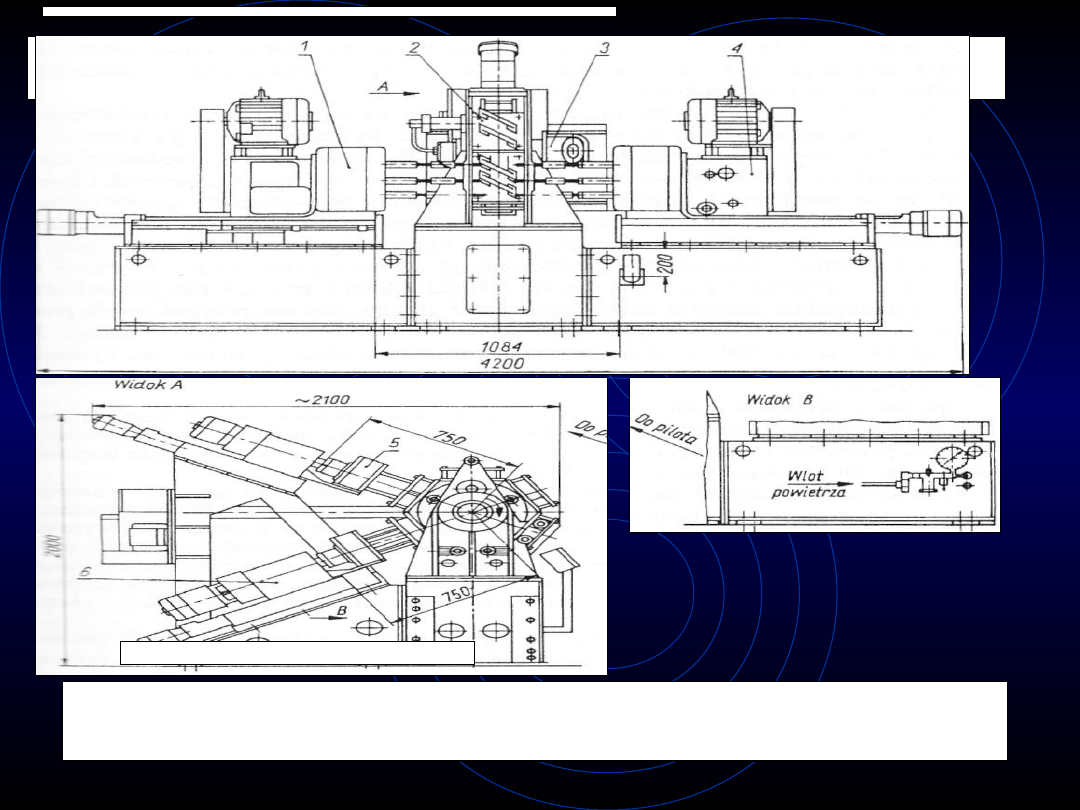
Proces technologiczny dla
produkcji masowej:
Obrabiarka zespołowa: 2-uchwyt, 3-bęben
sześciopozycyjny, 1-6 głowice wiertarsko-
gwinciarskie i frezarskie wielowrzecionowe,
Wpływ rodzajów produkcji na różne czynniki związane z projektowanym procesem
technologicznym
Wielkość
charakteryzowana
Rodzaj produkcji
jednostkowa
seryjna
masowa
Wielkość produkcji
Mała liczba wykonywanych
wyrobów. Brak z góry
ustalonej powtarzalności
Średnia liczba
wykonywanych wyrobów.
Okresowe uruchamianie
serii
Duża liczba wykonywanych
wyrobów. Ciągła produkcja
przez znaczny okres
Obciążenie obrabiarek
Obciążenie obrabiarek
różnymi przedmiotami bez
jakiejkolwiek prawidłowości
ich zmiany
Okresowa zmiana
przedmiotów na
obrabiarkach
Ciągłe obciążenie obrabiarek
tymi samymi przedmiotami
Rodzaje obrabiarek
Obrabiarki uniwersalne
(ogólnego przeznaczenia)
Obrabiarki produkcyjne,
specjalizowane, sterowane
numerycznie, centra
obróbkowe, autonomiczne
stacje obróbkowe,
elastyczne systemy
obróbkowe
Obrabiarki zespołowe, linie
obróbkowe, obrabiarki
specjalne
Zastosowanie pomocy
specjalnych (uchwytów,
narzędzi i
sprawdzianów
specjalnych)
Tylko w bardzo wyjątkowych
przypadkach, gdy nie ma
innej możliwości wykonania
przedmiotu
Szerokie zastosowanie
uchwytów, narzędzi i
sprawdzianów specjalnych
Konstrukcja warsztatowych
uchwytów i narzędzi bardzo
złożona, przystosowana do
pracy w cyklu automatycznym i
półautomatycznym.
Oprzyrządowanie jest
niejednokrotnie organicznie
związane z obrabiarkami
(manipulatory, roboty, sondy
pomiarowe)
Opracowanie procesów
technologicznych
Technologia bardzo
uproszczona. Z reguły
sprowadza się do
opracowania karty
technologicznej. W bardzo
wyjątkowych przypadkach,
dla skomplikowanych operacji
opracowuje się instrukcje
obróbkowe
Pełna dokumentacja
technologiczna składająca
się z karty technologicznej
i instrukcji obróbkowych
dla poszczególnych
operacji
Bardzo szczegółowe
opracowanie procesów
technologicznych i
systematyczne ich badanie w
toku produkcji
Koszt przygotowania
produkcji
Koszt przygotowania
produkcji bardzo niski
Koszt przygotowania
produkcji wysoki
Koszt przygotowania produkcji
bardzo wysoki
Koszt jednostki
produkcji
Koszt jednostki produkcji
bardzo wysoki
Koszt jednostki produkcji
niski
Koszt jednostki produkcji
bardzo niski
Dane wejściowe do projektowania procesu technologicznego
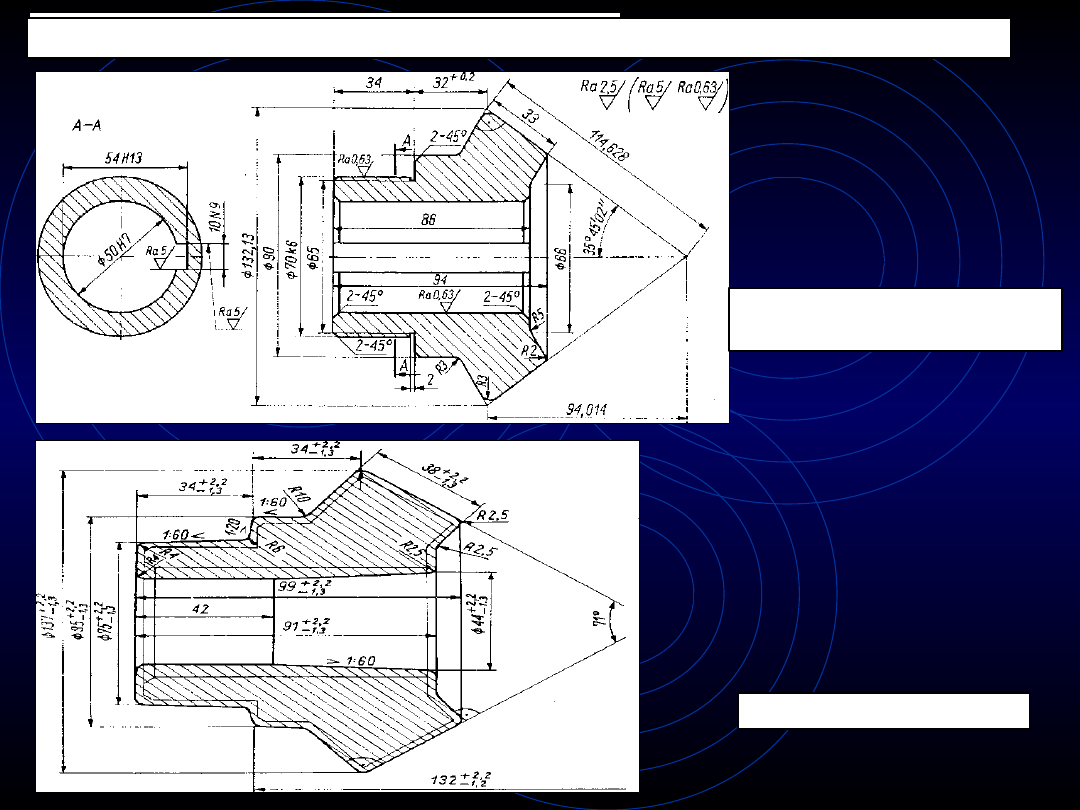
Proces technologiczny przy zastosowaniu obrabiarek konwencjonalnych i sterowanych
numerycznie na przykładzie koła zębatego stożkowego
Rysunek warsztatowy kota
zębatego stożkowego
Odkuwka matrycowa
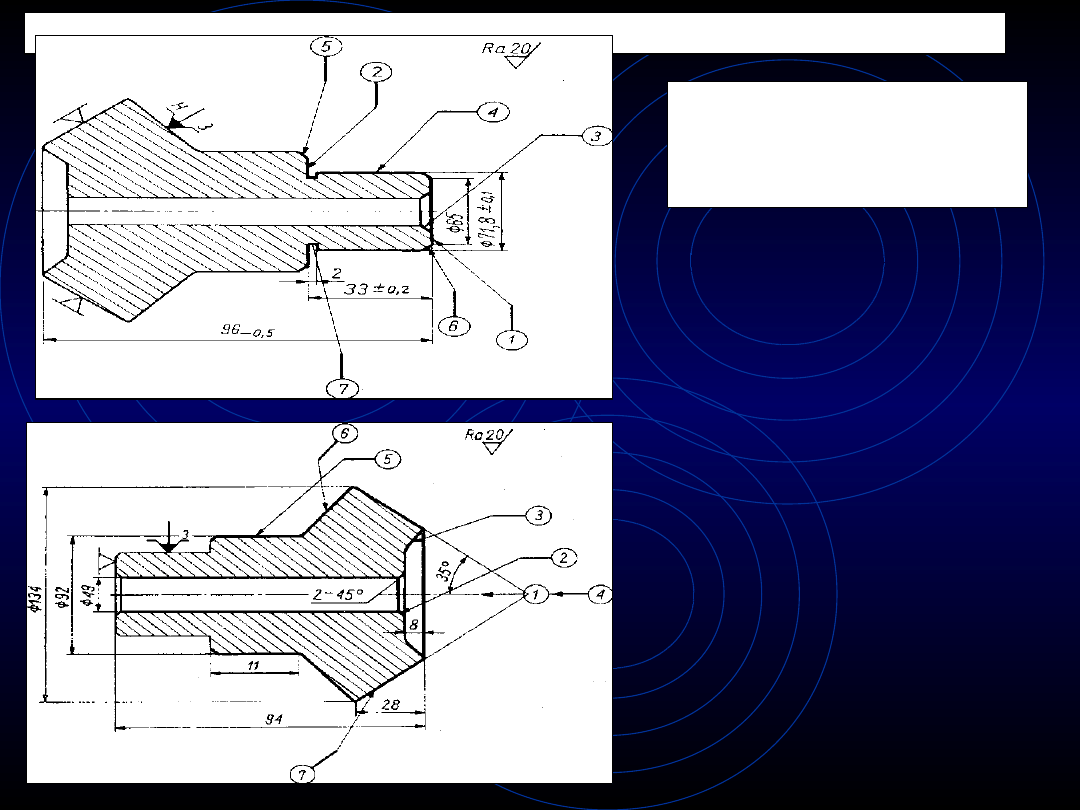
Proces technologiczny na obrabiarki konwencjonalne:
Operacja 1. Toczenie zgrubne -
tokarka kłowa. Toczyć wg szkicu
w siedmiu zabiegach. Przedmiot
ustalić i
zamocować
w uchwycie
Operacja 2. Toczenie zgrubne -
tokarka wielonarzędziowa. Toczyć
wg szkicu w siedmiu zabiegach.
Przedmiot ustalić i zamocować w
uchwycie samocentrującym trzy
szczękowym.
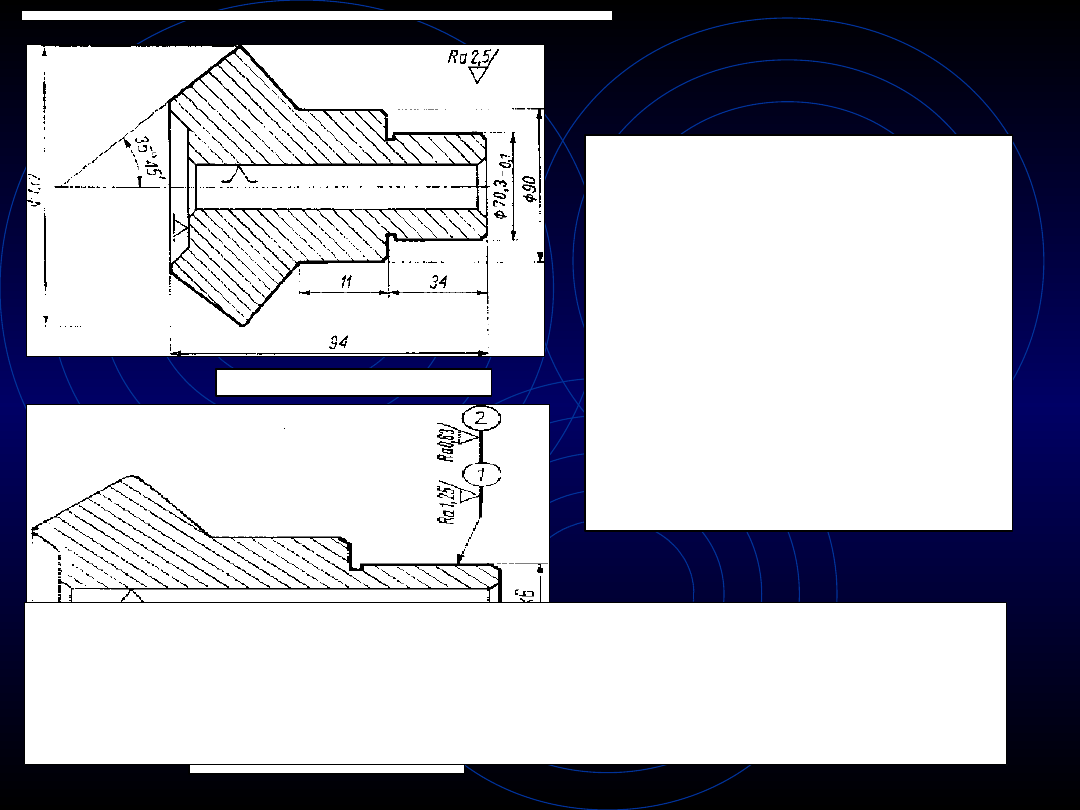
Dane wejściowe do projektowania procesu technologicznego
Operacja 3. Przeciąganie otworu
05OH7 - przeciągarka. Przedmiot ustalić
w uchwycie specjalnym względem
powierzchni
stożkowej.
Narzędzie
specjalne - przeciągacz.
Operacja 4. Przeciąganie rowka
wpustowego 10N9 - przeciągarka.
Przedmiot
oprzeć
o
powierzchnię
czołową.
Narzędzie
specjalne
-
przeciągacz
z
częścią
walcową
ustalającą przedmiot na otworze.
Operacja 5. Toczenie kształtujące
powierzchni zewnętrznej - tokarka
kopiarka. Toczyć wg szkicu. Przedmiot
ustalić
na
trzpieniu
walcowym
specjalnym.
Szkic do operacji 5
Szkic do operacji 6
Operacja 6. Szlifowanie wykańczające
powierzchni zewnętrznej 07Ok6 -
szlifierka do wałków. Przedmiot ustalić
na trzpieniu walcowym specjalnym.
Operacja 3. Przeciąganie rowka wpustowego 10N9 - przeciągarka. Operacja identyczna z
operacją 4 w
poprzednim procesie.
Operacja 4. Szlifowanie wykańczające powierzchni zewnętrznej 07Ok6 - szlifierka do wałków.
Operacja identyczna z operacją 6 w poprzednim procesie.
Zestawienie czasów obróbki na obrabiarkach konwencjonalnych (wariant I) i tokarce
sterowanej numerycznie (wariant II)
Wariant
procesu
Czas na jedną sztukę
Treść operacji
tg tp
tw=tg+tp
tj
Konw.
Toczyć zgrubnie i ksztaltująco
4,05
2,70
6,75
7,55
Przeciągać otwór
0,30
0,35
0,65
0,73
Toczyć kopiowo
2,80
1,24
4,04
4,54
7,15
4,29
11,44
12,82
Numer.
Toczyć na obrabiarce SN
2,27
1,28
3,55
4,25
Proces technologiczny z zastosowaniem tokarki sterowanej
numerycznie:
Szkic do operacji 2 na
tokarkę sterowaną
numerycznie
Operacja 1. Toczenie zgrubne i
kształtujące - tokarka kłowa.
Przygotowanie bazy do ustalenia i
mocowania przedmiotu na tokarce
sterowanej numerycznie. Operacja
prawie identyczna jak operacja 1 w
poprzednim procesie.
Operacja 2. Toczenie zgrubne i
kształtujące powierzchni
zewnętrznych i otworu, toczenie
wykańczające otworu - tokarka
sterowana numerycznie.
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
Wyszukiwarka
Podobne podstrony:
Feld M Podstawy projektowania procesów technologicznych typowych części maszyn
Feld M Podstawy projektowania procesów technologicznych typowych części maszyn
projekt i proces podstawowe informacje 2
projektowanie procesów technologicznych F
PN EN 1990 2004 AC Podstawy projektowania konstrukcji poprawka
sciaga5, PWR Politechnika Wrocławska, podstawy inżynierii procesowej
kolo, Studia PWR Tranposrt Mechaniczny Politechnika Wrocławska, SEMESTR V, Podstawy projektowania śr
zagadnienia na egz podstawy projektowania
PN EN 1990 2004 A1 Podstawy projektowania konstrukcji zmiana
Podstawy projektowania linii kolejowych
karta ins3, Politechnika Poznańska (PP), Projektowanie procesów technologicznych, Projekt, Projekt t
Podstawy Projektownia Okretów i Jachtów Zaliczenie
ppa, Studia, Sem 3, 01.SEMESTRIII Maja, podstawy projektowania architekt
Podstawy projektowania architektonicznego
Projektowanie procesów
więcej podobnych podstron