Nowoczesne metody
kształtowania ubytkowego
części maszyn i narzędzi
Jan Szadkowski
Nowoczesne metody kształtowania ubytkowego
części maszyn
i narzędzi
Części maszyn, aparatury pomiarowej i medycznej oraz innych
precyzyjnych produktów są kształtowane metodami:
- bezubytkowymi (odlewanie, spiekanie, obróbka plastyczna);
- ubytkowymi (obróbka skrawaniem – wiórowa i ścierna, obróbka
erozyjna, metody hybrydowe);
- przyrostowymi (szybkie wytwarzanie prototypów i narzędzi).
W referacie omawiane są wybrane zagadnienia współczesnej
obróbki ubytkowej, ze względu na jej szczególnie szerokie
rozpowszechnienie, zwłaszcza w zakresie końcowej obróbki
części. Obok obróbki skrawaniem (kiedy powstają mniej
(obróbka ścierna – ścieranie) lub bardziej widoczne wióry
(obróbka
wiórowa)),
charakteryzującej
się
znaczną
uniwersalnością i dokładnością rozwinęły się metody erozyjne (w
których materiał obrabiany jest usuwany w postaci atomów,
drobnych i bardzo drobnych odprysków oraz wykruszeń):
Nowoczesne metody kształtowania ubytkowego
części maszyn
i narzędzi
- obróbka elektroerozyjna (EDM – elektro discharge machining);
- obróbka elektrochemiczna (ECM – electro chemical machining);
- obróbka strumieniowo-erozyjna, występująca w licznych
odmianach, jako:
- o. laserowa (LBM – laser beam machining),
- o. elektronowa (EBM- elektron b.m.),
- o. jonowa (IBM – ion b.m.),
- o. plazmowa (PBM – plasma b.m.),
- o. fotonowa z wykorzystaniem promieniowania słonecznego
(SBM – solar b.m.),
- o. strumieniem wody o dużym ciśnieniu:
- strugą czystej wody (WJM – water jet machining lub FJM
– fluid jet machining, jeżeli zostaje użyte inne medium
robocze (np. płynny azot)),
- strugą wodno-ścierną (AWJM – abrasive water jet
machining).
Obrabiarki EDM i ECM są budowane jako:
-drążarki, pracujące elektrodami kształtowymi, przy czym
sterowniki CNC oraz budowa tych obrabiarek umożliwiają
dodatkowe ruchy elektrod rozszerzające możliwości obróbkowe,
- wycinarki drutowe (zwłaszcza rozpowszechnione w technice EDM;
WEDM – wire elektro dischange machining),
- obrabiarki pracujące elektrodą uniwersalną (EDM-CNC, ECM-CNC),
w stosunku do tych metod używa się często terminu
„frezowanie”,
do tej grupy można też zaliczyć obrabiarki pracujące wirującą
tarczą
grafitową działające na zasadzie EDM i używane m.in. do
wytwarzania narzędzi diamentowych ( ten przypadek bywa
niesłusznie nazywany „szlifowaniem elektroerozyjnym” (EDG –
elektro-
discharge grinding)).
Metody erozyjne i hybrydowe są stosowane przede wszystkim do
materiałów,
których
obróbka
skrawaniem
jest
trudna,
nieekonomiczna, a czasem wręcz niemożliwa.
Nowoczesne metody kształtowania ubytkowego
części maszyn
i narzędzi
Metody hybrydowe obróbki ubytkowej obejmują rozległą i stale
powiększającą się grupę przypadków, w których łączy się różne metody. Na
tej zasadzie obróbka skrawaniem może być wspomagana :
-drganiami o częstotliwościach ultradźwiękowych,
-nagrzewaniem obszaru skrawanego wiązką laserową,
Metody obróbki ściernej (np. szlifowanie, gładzenie) są łączone z EDM
lub ECM), podobnie występują połączenia różnych metod erozyjnych. Jak
dotąd najczęściej spotyka się (lub też można liczyć na rozpowszechnienie)
takich metod jak:
-obróbka elektrochemiczno-ścierna (AECM – abrasive ECM),
także z wykorzystaniem elektrody uniwersalnej (AECM – CNC),
-obróbka elektrochemiczno-elektroerozyjna (ECDM),
-obróbka elektroerozyjno-ścierna (AEDM- abrasive EDM,
-obróbka elektrochemiczno-ultradźwiękowo-ścierna (AECM – US),
-obróbka elektroerozyjno-ultradźwiekowa (EDM –US),
W stosunku do metod obróbki erozyjnej oraz metod hybrydowych używa
się często terminu „niekonwencjonalne metody obróbki”. Dla zilustrowania
współczesnych metod obróbki ubytkowej będzie podany teraz szereg
przykładów:
Nowoczesne metody kształtowania ubytkowego
części maszyn
i narzędzi
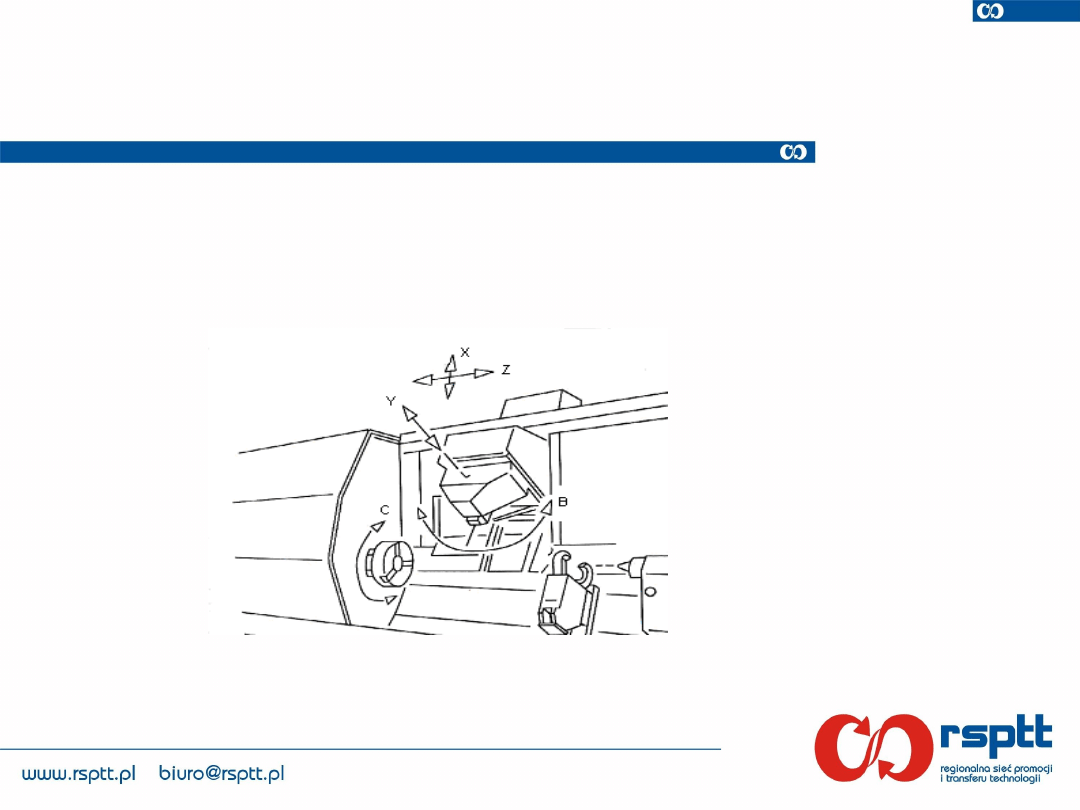
1. Obróbka czopów korbowych na centrum tokarsko-frezarskim (R,
Stryczek, St. Płonka, J. Szadkowski: Tangent Face Milling of
Crankshafts Journals – Computer Aided Form Deviations Analysis,
Proc. of DMC 2005, Košice, s. PL 75-76)- rys. 1.1- 1.6.
Rys. 1.1. Sterowane numerycznie (komputerowo) osie
centrum tokarsko-frezarskiego Mill-Turn (WFL Millturn
Technologies GmbH, Austria).
Nowoczesne metody kształtowania ubytkowego
części maszyn
i narzędzi
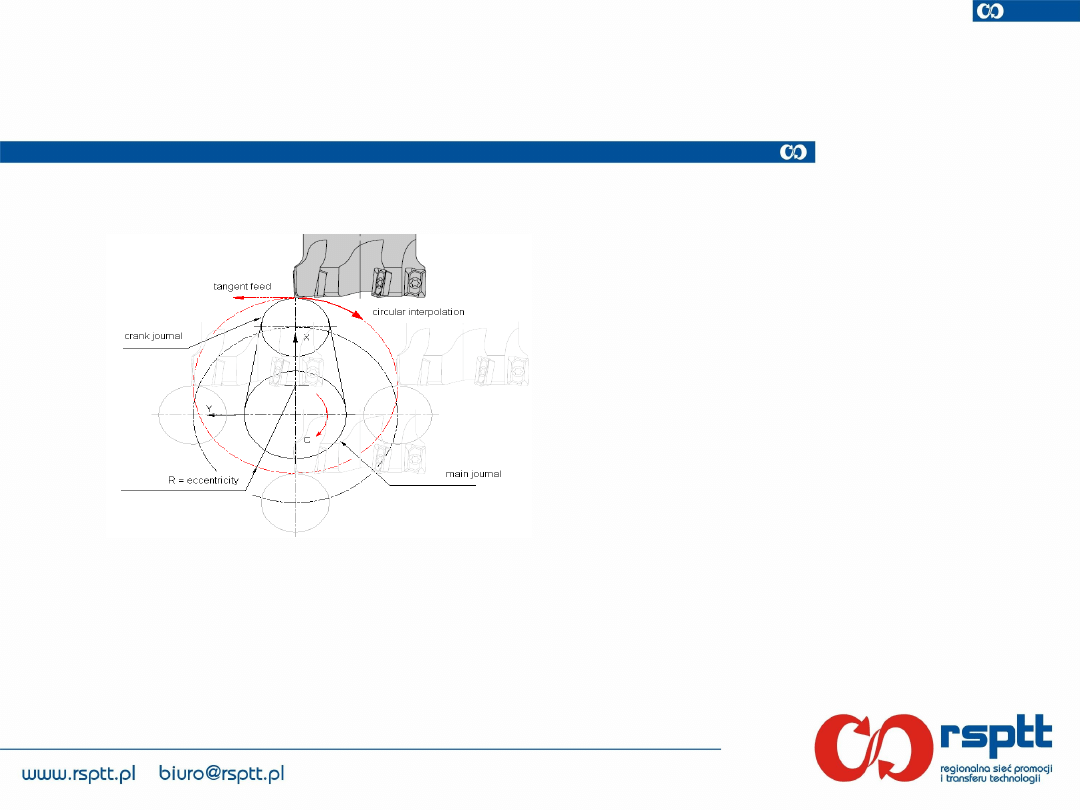
Rys.1.2 . Ruchy posuwów w czasie frezowania czopa
korbowego.
Nowoczesne metody kształtowania ubytkowego
części maszyn
i narzędzi
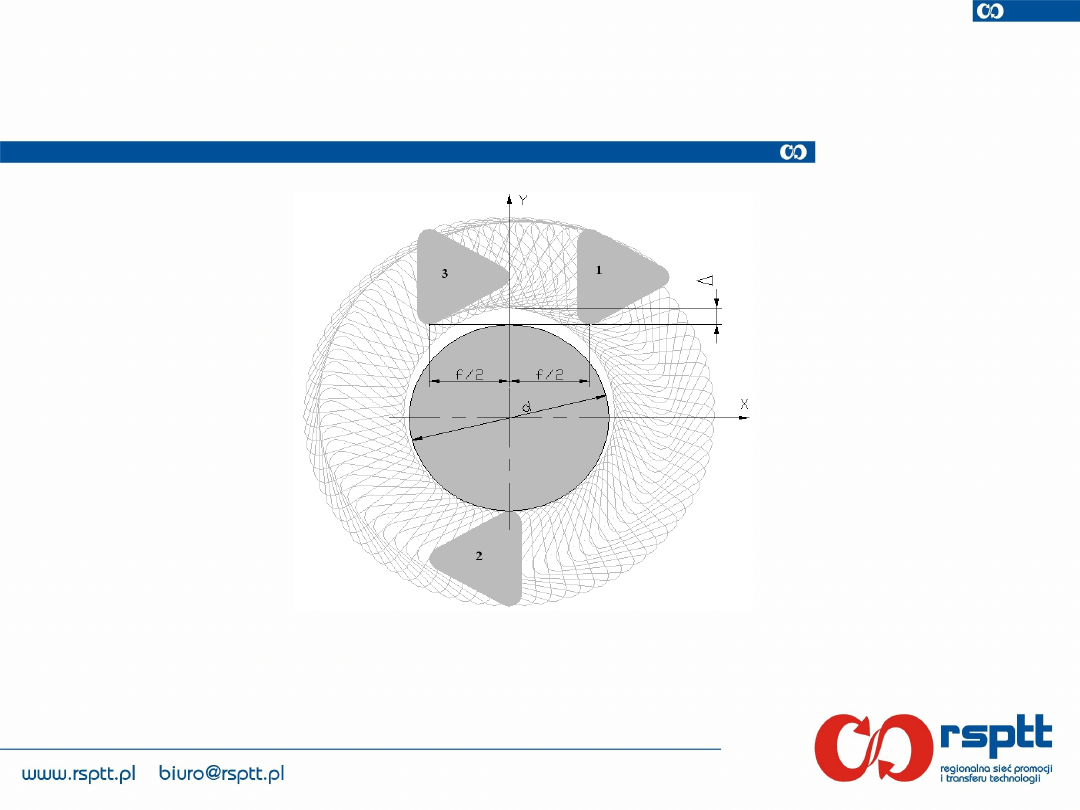
Rys.1.3. Symulacja komputerowa powstawania odchyłki kształtu
czopa.
Nowoczesne metody kształtowania ubytkowego
części maszyn
i narzędzi
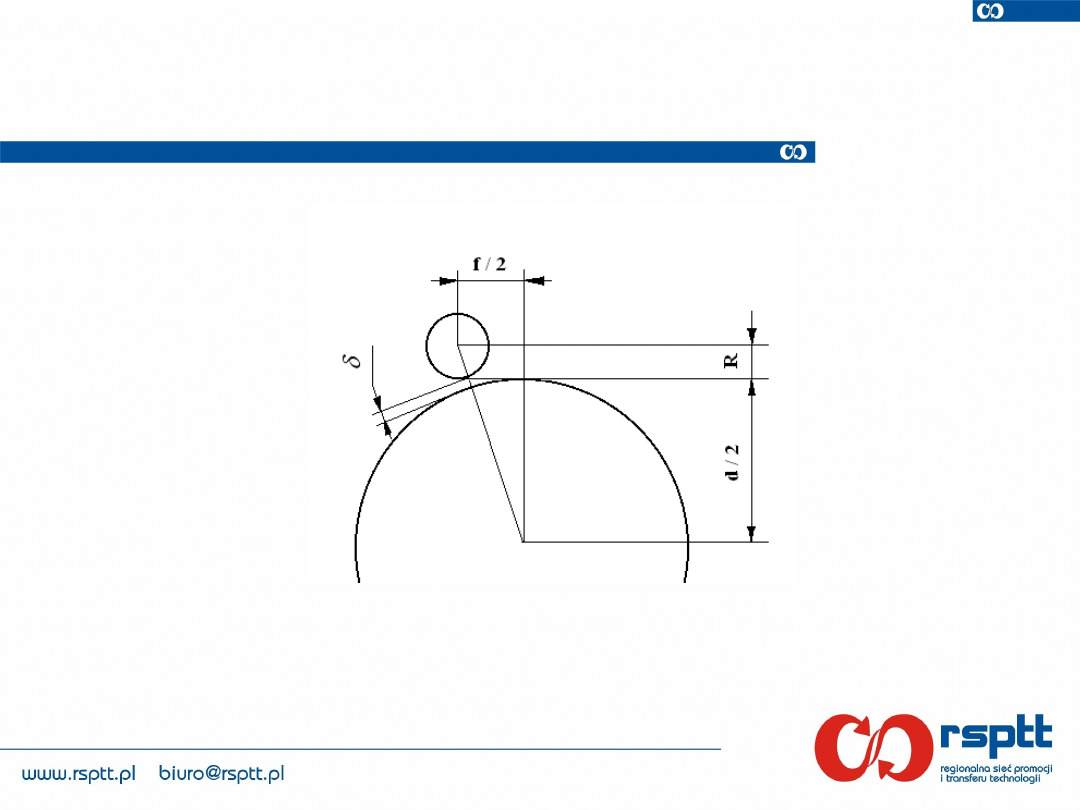
Rys. 1.4. Schemat powstawania odchyłki kształtu
czopa.
Nowoczesne metody kształtowania ubytkowego
części maszyn
i narzędzi
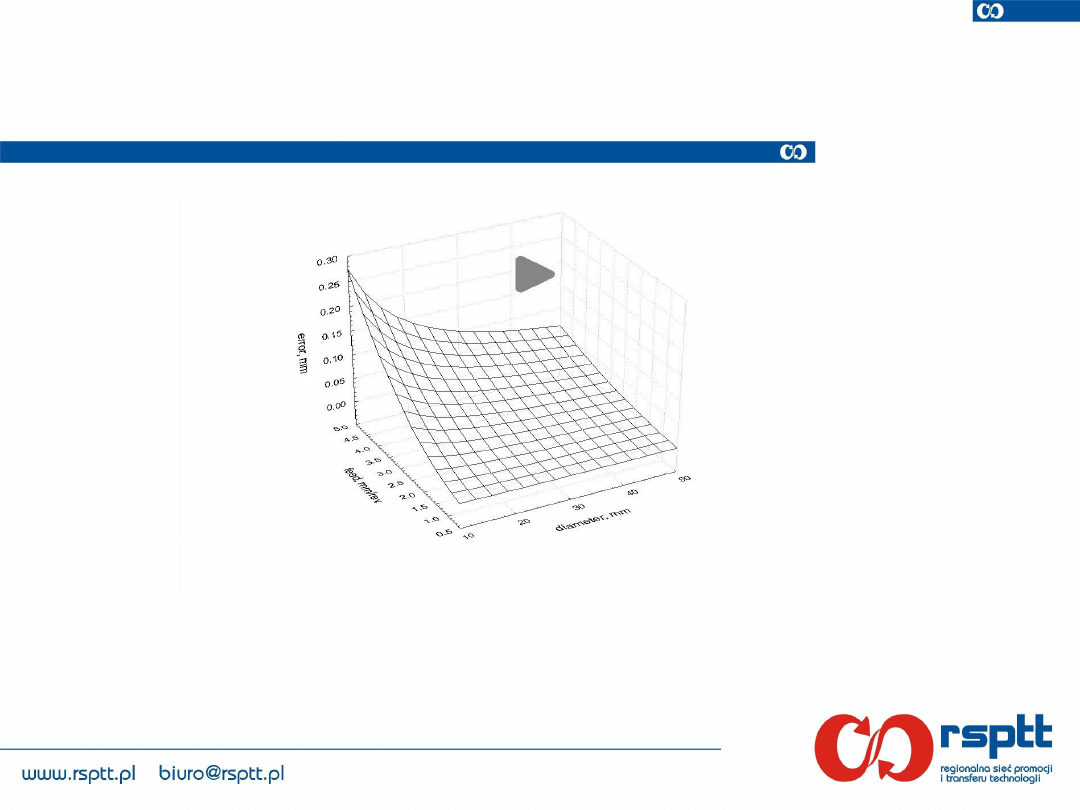
Rys. 1.5. Odchyłka kształtu czopa w zależności od średnicy
czopa
i posuwu stycznego freza, dla płytki skrawającej TPKR.
Nowoczesne metody kształtowania ubytkowego
części maszyn
i narzędzi
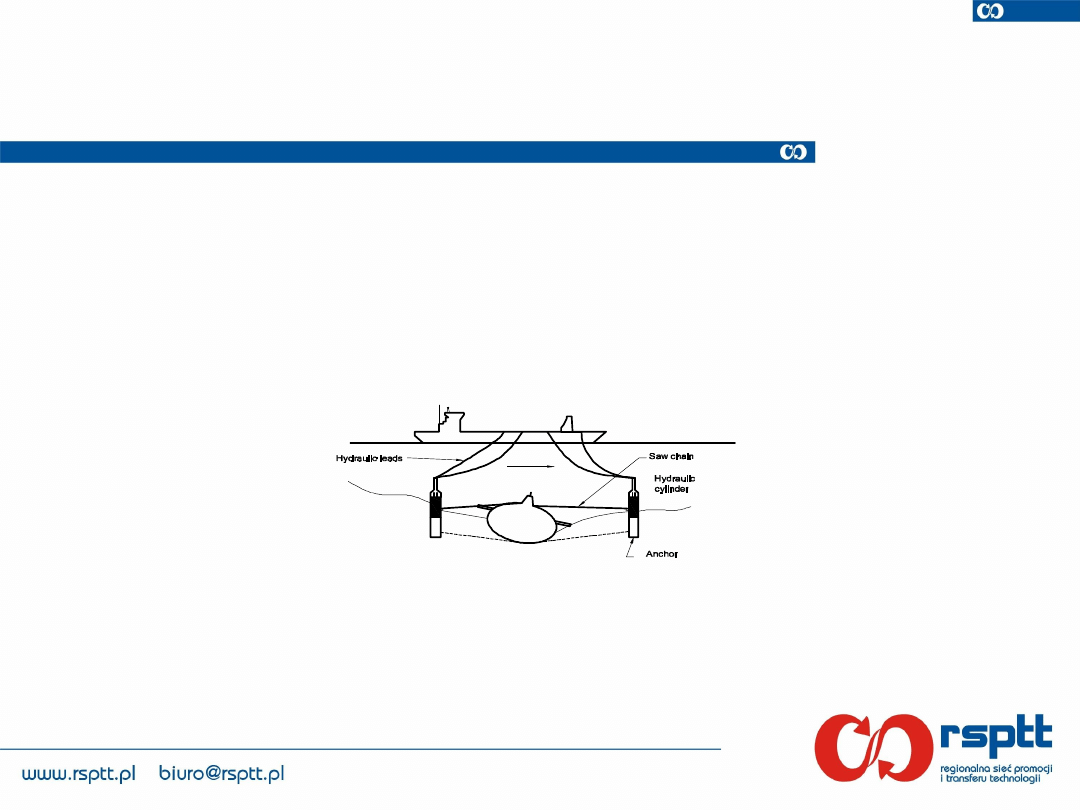
2. Obcinanie dziobu zatopionego okrętu podwodnego Kursk
(Bow of the Kursk cut with „diamond chain”, Industrial
Diamond Review 3/2002 s. 151-152) – rys. 2
Rys. 2. Schemat operacji obcinania dziobu okrętu “Kursk”.
Nowoczesne metody kształtowania ubytkowego
części maszyn
i narzędzi
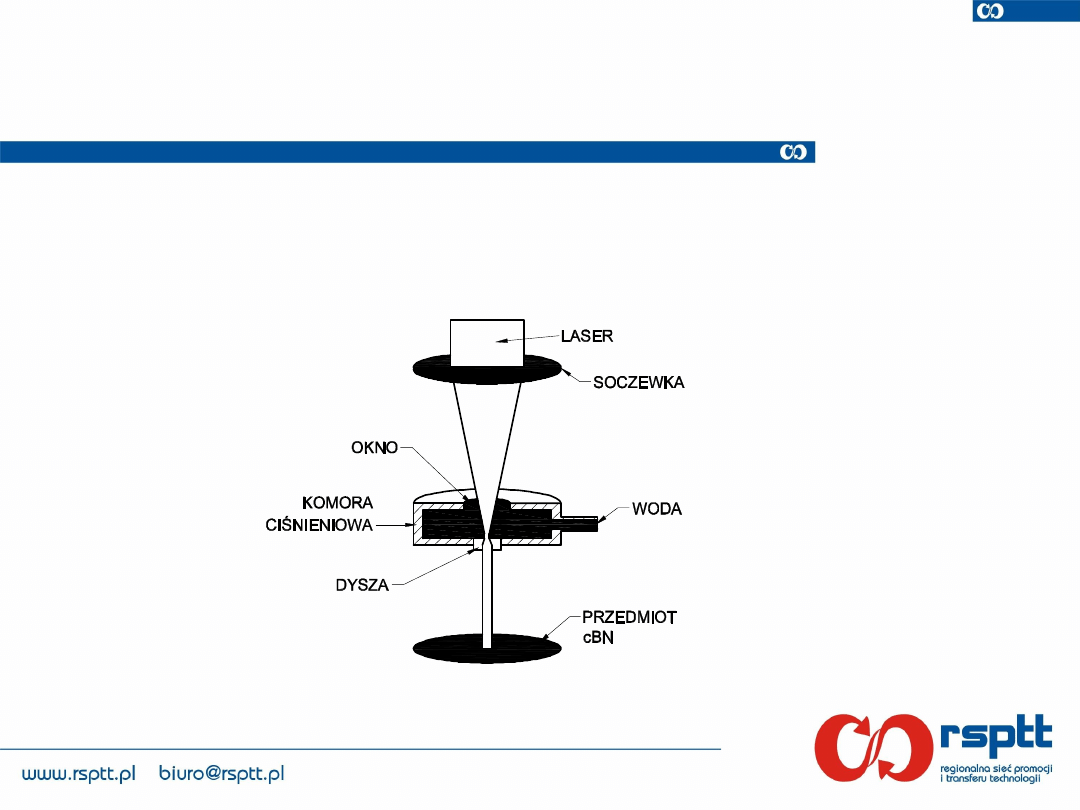
3. Symbioza “wody i ognia” L. Mayor: Wenn sich Wasser
und Feuer verbünden – SMM Nr 45- 2003, s. 40 -42) – rys.
3.
Rys.3. Zasada działania „Laser-
Microjet“.
Nowoczesne metody kształtowania ubytkowego
części maszyn
i narzędzi
4. Obróbka laserowa bardzo krótkimi impulsami jest rozwijana
bardzo intensywnie; pod koniec XX w. uzyskiwano impulsy o długości
10 nanosekund, początek XXI przyniósł femtolasery.
Ogólne porównanie zastosowań wybranych rozwiązań urządzeń
laserowych przedstawia się następująco:
Typ lasera
Nd: YAG
Praca
normalnie
impulsowa
Nd: YAG
komutacja
dobroci
rezonatora
CPA
*
Ti: szafir
Długość impulsu
1 ms
100 ns
100 fs
Intensywność
(W/cm
2
)
10
6
10
8
10
15
Moc średnia (W)
100- 1000
100-1000
1 - 10
Jakość
powierzchni
obrobionej
niedobra
dobra
znakomita
Wydajność
wysoka
wysoka
niska
Koszt
niski
średni
wysoki
Nowoczesne metody kształtowania ubytkowego
części maszyn
i narzędzi
*)
Chirped pulse amplification technique. Na podstawie : J. Mejer,
K. Du., A. Gillner, D. Hoffmann, V.S. Kovalenko, T. Masuzawa, A.
Ostendorf, R. Poprawe, W. Schulz: Laser Machining by Short and
Ultrashort Pulses, State of the Art. and New Opportunities in the
Age of the Photons. Annals of the CIRP Vol. 51/2/2002
.
5.
Obrabiarka Ultrasonic 20 HSC 20 linear (grupa DMG)
Obróbka zgrubna materiałów trudnoobrabialnych z
wykorzystaniem drgań ultradźwiękowych, frezowanie
HSC(obroty
wrzeciona
40000
min
-1
),
sterowanie
adaptacyjne, napędy liniowe, 5 osi.
6. Obrabiarka Ultrasonic 70 -5 (grupa DMG). Obróbka szkła
kwarcowego, węglika krzemu, płytki i maski dla przemysłu
półprzewodników,
struktury
filigranowe,
stosowanie
narzędzi o średnicach < 1 mm.
Nowoczesne metody kształtowania ubytkowego
części maszyn
i narzędzi
7. Obrabiarka Lasertec 40 (grupa DMG). Obróbka laserowa
3D, m.in. filigranowych części do żeliwnych form
wtryskowych, elektrod z SiC.
8.
Prędkości
obrotowe
i
moce
elektrowrzecion
współczesnych obrabiarek.GMN Paul Mueller Industrie
GmbH Co KG, Norymberga: do 180 000 min
-1
, do 150
kW, w najbliższej przyszłości do 250 000 min
-1
.
9.Struktury równoległe (kinematyki równoległe) w budowie
obrabiarek, robotów i roboto- obrabiarek (j. Szadkowski:
Roboto-obrabiarki o kinematyce szeregowej i równoległo-
szeregowej. Mat. 7 Konf. N.-T.”Wytwarzanie elementów
maszyn ze stopów metali o specjalnych właściwościach.
Zesz. Nauk. Polit. Rzeszowskiej, Mechanika z. 66, Rzeszów
2006, s. 225-228).
Nowoczesne metody kształtowania ubytkowego
części maszyn
i narzędzi
Tzw.
kinematyki
równoległe
znajdują
coraz
szersze
zastosowanie w budowie robotów i obrabiarek. Mechanizmy
Gough’a (1947r.) i Stewarta (1965r.) zostały w latach 90. XX w.
wykorzystane w budowie obrabiarek sterowanych w 6. osiach –
typu hexapodu lub hexaglide’u. Równocześnie rozwijały się
zastosowania tych mechanizmów w robotyce. Praktyka
przemysłowa wykazała przy tym zapotrzebowanie na
mechanizmy przestrzenne o mniej niż 6. stopniach swobody,
zwłaszcza na napędzane i sterowane równolegle platformy o 3.
stopniach swobody, stanowiące kompletne rozwiązanie lub też
uzupełniane
dodatkowymi
szeregowymi
mechanizmami
dodającymi dalsze stopnie swobody. Roboty przemysłowe mogą
bądź obsługiwać inne maszyny wytwórcze lub pomiarowe, bądź
też mogą wykonywać operacje obróbki, montażu lub inspekcji.
Stąd do grupy robotów wykonujących operacje obróbki bywa
stosowany termin roboto-obrabiarki (RO). Podkreśla on
zacieranie się różnic pomiędzy obrabiarkami i robotami,
szczególnie widoczne w zakresie kinematyk równoległych
.
Nowoczesne metody kształtowania ubytkowego
części maszyn
i narzędzi
RO mogą mieć budowę szeregową ( a więc typową dla starszych
generacji robotów), równoległą albo równoległo-szeregową. W
przypadku obróbki przedmiotów o złożonych kształtach i
wymagających obróbki wielostronnej RO powinna mieć 5-6 stopni
swobody, które mogą być uzyskane przez konstrukcję szeregową,
albo też – co jest często już dzisiaj spotykane – jest to platforma o
3. stopniach swobody uzupełniania dalszymi, szeregowymi
członami zapewniającymi dalsze stopnie swobody.
We współczesnym przemyśle maszynowym wykonuje się jeszcze
stale bardzo dużo operacji ręcznych, wspomaganych jedynie
narzędziami zmechanizowanymi. W przemyśle niemieckim istnieje
np. ok. 29.000 takich miejsc pracy, na których wykonuje się min.
operacje usuwania zadziorów i oczyszczania odlewów. Koszty
osobowe są wysokie, jakość pracy ulega znacznym wahaniom,
praca jest niebezpieczna i męcząca. Automatyzacja tych czynności
wymaga obróbki wieloosiowej i - często – sterowania
adaptacyjnego. Alternatywnym rozwiązaniem dla obrabiarek
wieloosiowych są tutaj roboty.
Nowoczesne metody kształtowania ubytkowego
części maszyn
i narzędzi
Podobne problemy decyzyjne powstają w przypadkach
zautomatyzowanej obróbki części o skomplikowanych
kształtach, wymagających wielu zabiegów obróbkowych i
wielostronnego pozycjonowania narzędzia w stosunku do
przedmiotu obrabianego. Także tutaj RO może stanowić
rozwiązanie tańsze.
Znaczne perspektywy zastosowania roboto-obrabiarek
stwarza przemysł samochodowy. Wykorzystanie robota o
kinematyce szeregowej jest tu uważane za rozwiązanie
konkurencyjne (tańsze) w porównaniu z użyciem obrabiarki
wieloosiowej. Zwracają uwagę zastosowanie np. w obróbce
bloków cylindrowych i felg (Audi), wsporników półosi i korpusów
skrzyni biegów (BMW)]. Dla części stalowych i żeliwnych
wchodzi w grę usuwanie zadziorów i oczyszczanie, dla części
ze stopów aluminium – także wiercenie i frezowanie
.
Nowoczesne metody kształtowania ubytkowego
części maszyn
i narzędzi
Schemat RO Tricept firmy Neos Robotics AB (Szwecja) o strukturze
równoległo-szeregowej jest pokazany na rys. 9.1. Zespół kinematyki
równoległej składa się z platformy stałej 1; platformy ruchomej 2;
trzech łańcuchów napędowych 3, 4 i 5; łańcucha biernego,
złożonego z centralnej kolumny 6 oraz par kinematycznych 7 i 8,
ujmującego platformie 2 trzy stopnie swobody; zespołu
pomiarowego DMS zawierającego enkoder 9 kolumny centralnej 6
oraz dwa enkodery 10 i 11 przegubu 8. Zespół kinematyki
szeregowej WMS obejmuje osie 4. i 5. i zawiera dwa enkodery. DMS
(Direct Measuring System) dostarcza dokładnych danych o
rzeczywistym położeniu platformy 2, a WMS (Wrist Measuring
System – o położeniu końcówki łańcucha szeregowego. Sterownik
Tricepta oblicza uchyby i koryguje położenia w osiach obrabiarki co
2. milisekundy. Wersja Tricept Module 805 ze sterownikiem Siemens
840 D (5 osi) osiąga powtarzalność pozycjonowania +- 10μm,
maksymalne przyspieszenie 2g i maksymalną prędkość 90 m/min.
Materiały firmowe Neos Robotics zawierają przykłady zastosowania
tej RO w przemyśle samochodowym.
Nowoczesne metody kształtowania ubytkowego
części maszyn
i narzędzi
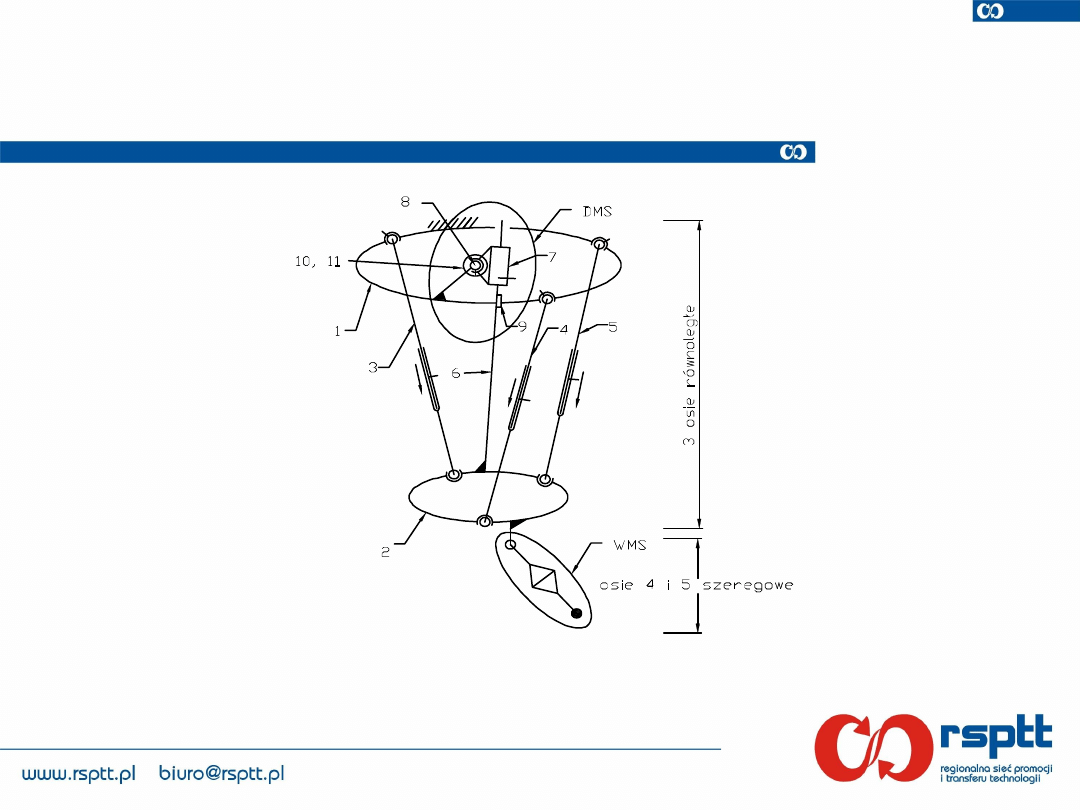
Rys. 9.1. Schemat roboto-obrabiarki Tricept .
Nowoczesne metody kształtowania ubytkowego
części maszyn
i narzędzi
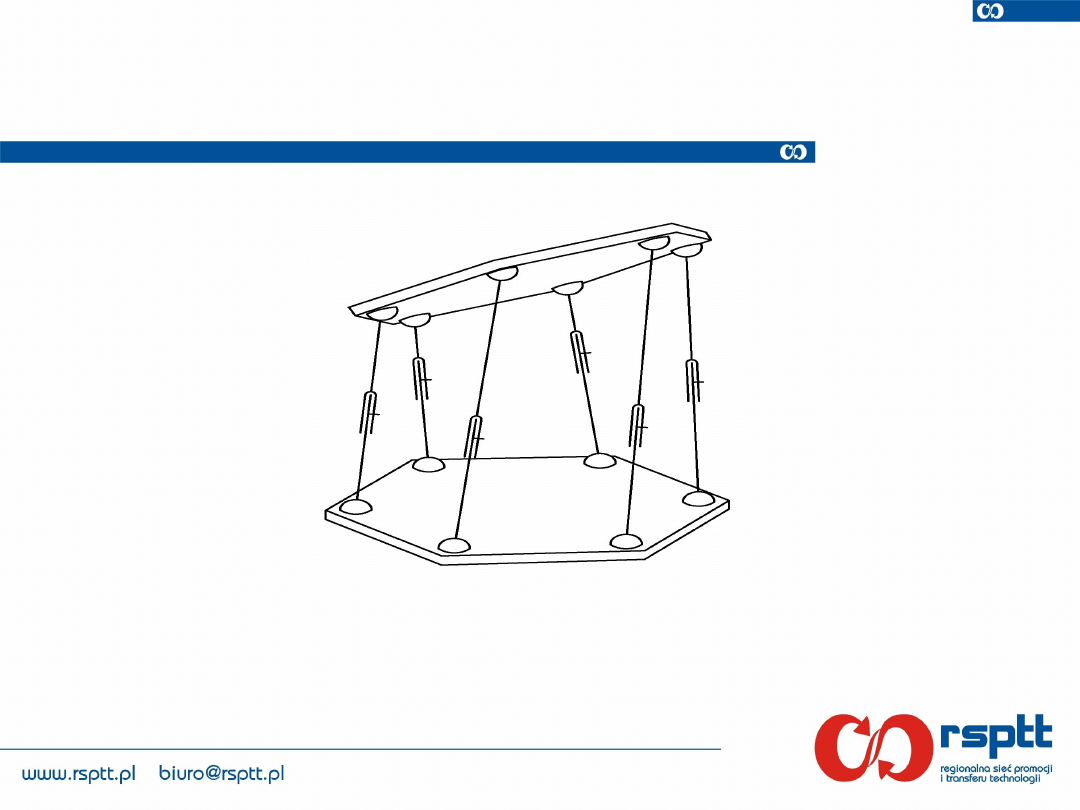
Rys. 9.2. Platformy do celów modernizacji
konwencjonalnych frezarek 3 osiowych.
Nowoczesne metody kształtowania ubytkowego
części maszyn
i narzędzi
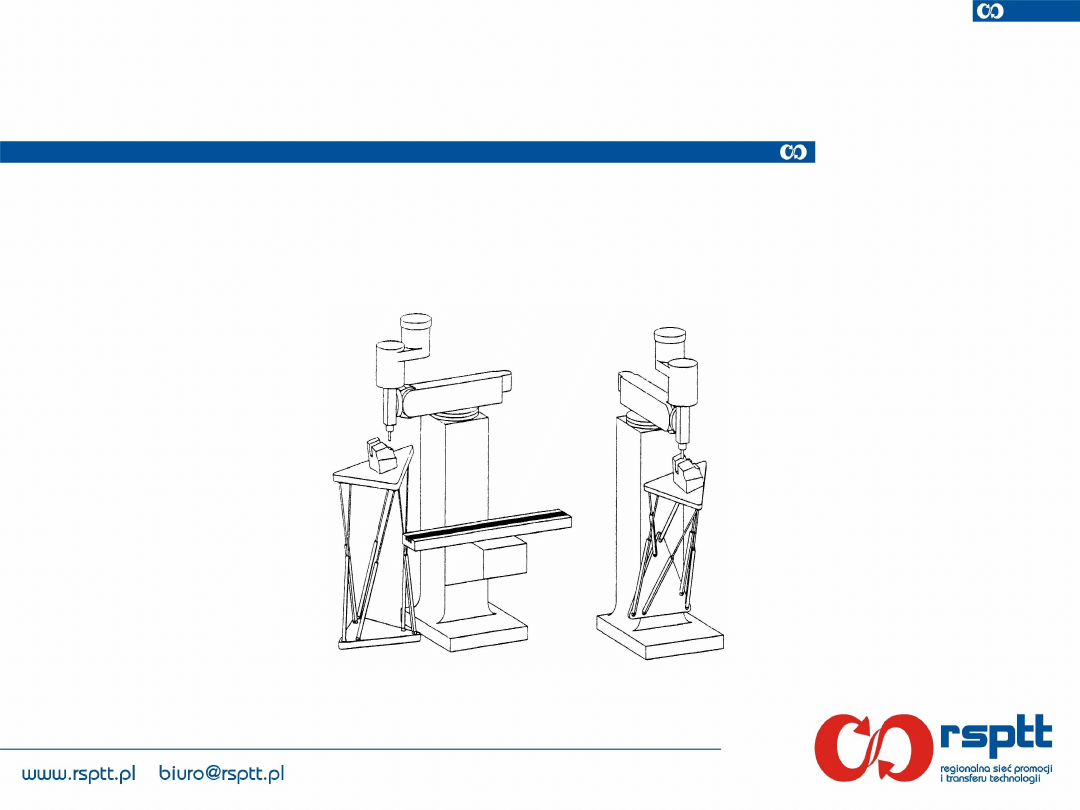
Platformy o 6. stopniach swobody są pokazane na rys. 9.2, a ich
zastosowanie w modernizacji obrabiarek konwencjonalnych –
rys. 9.3.
Rys. 9.3. Wykorzystanie platform z rys. 9.2.
Nowoczesne metody kształtowania ubytkowego
części maszyn
i narzędzi
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
Wyszukiwarka
Podobne podstrony:
Material szkoleniowy Nowoczesne metody kształcenia doroslych
Stale narzędziowe, Robotyka, Metody kształtowania materiałow polimerowych i metalowych
Rosiak nr. 1, Mechanika i budowa maszyn SK2, Metody kształtowania materiałów
Nowoczesne metody i narzedzia zarzadzania rozwojem lokalnym i regionalnym
p 43 ZASADY PROJEKTOWANIA I KSZTAŁTOWANIA FUNDAMENTÓW POD MASZYNY
Logistyka Zaopatrywania Metody ksztaltowania zapasow
METODY KSZTAŁCENIA
Nowoczesne metody antykoncepcji dla kobiet i mezczyzn
Części maszyn 13 - 15 BHP i ochrona środowiska, czesci maszyn
Metody kształcenia, Studia licencjackie- Resocjalizacja, Dydaktyka
311[15] O1 03 Wykonywanie rysunków części maszyn
benchmarking nowoczesne metody[1], Do szkoły, benchmarking
Kalend.-Ćwiczeń-z-Now.-Met.-Anal.-Żywn.-13-14, Nowoczesne metody analizy żywności
sprawko tran, Nowoczesne metody analizy żywności
więcej podobnych podstron