
1
Metody statystyczne w badaniach
i poprawie jakości

2
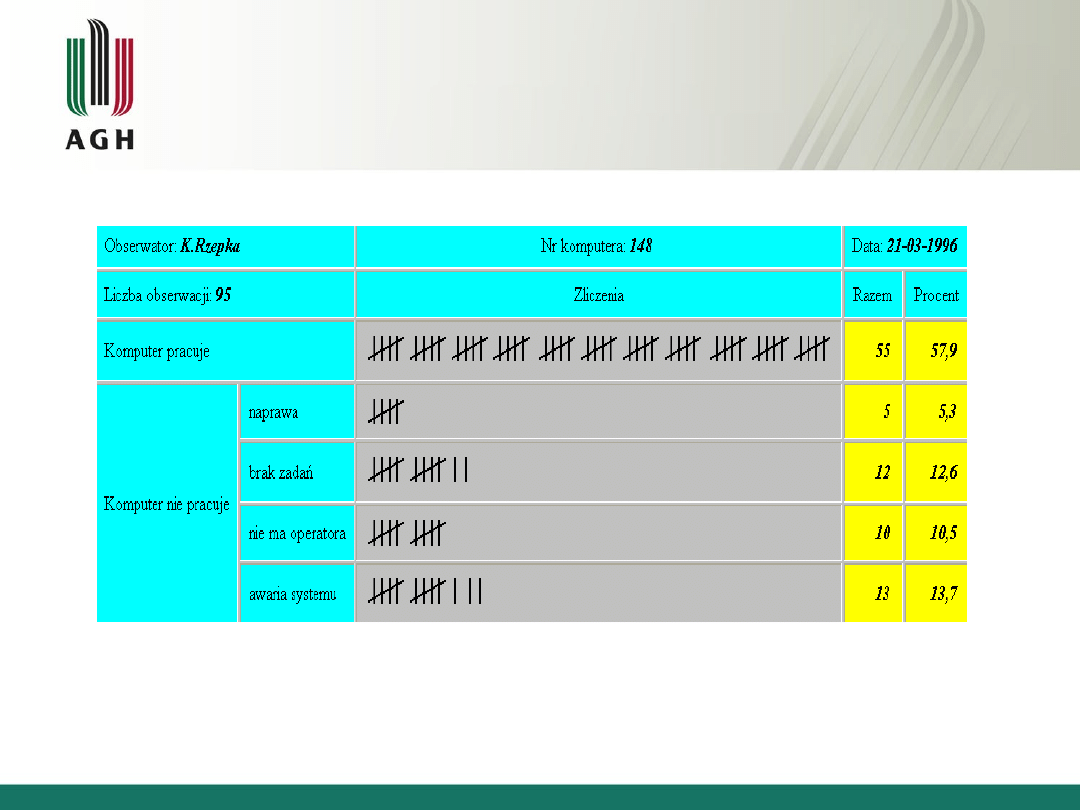
Arkusze zliczeniowe
Najprostszą formą ilościowej oceny przebiegu
procesu są arkusze zliczeniowe. Za pomocą arkuszy
zbierane są podstawowe dane liczbowe charakteryzujące
aktualna sytuację. Zwykle są one pierwszym narzędziem
używanym w początkowej fazie określania problemów z
zakresu sterowania jakością lub procesem. Zebrane dane
stanowią podstawę dla dalszej analizy i są przetwarzane
w inne formy potrzebne dla stosowania bardziej
zaawansowanych metod, jak np. tablice rozkładów
częstości, statystyki opisowe lub wykresy Pareto.

3
• wybranie i uzgodnienie zjawiska, które jest badane
(wskazanie istotnych cech),
• ustalenie okresu czasu, przez który dane będą
zbierane,
• zaprojektowanie czytelnej formy arkusza - łatwej w
interpretacji i wygodnej w użyciu,
• zbieranie danych i wypełnianie arkusza (stosowanie
jednolitej techniki zliczania),
• wypełnienie dodatkowych kolumn arkusza, które
zawierają podsumowania i wyniki zagregowane,
opracowane na podstawie rubryk podstawowych,
Etapy wprowadzania i stosowania arkusza:
4
Przykład wypełnionego arkusza
Przykład wypełnionego arkusza

5
Poza ilościowym opisem zmienności
analizowana jest także struktura (rozkład) danych.
Chodzi głównie o to, aby stworzyć dla obserwowanej
zmienności pewien model. Mając przed sobą wszystkie
zebrane wyniki obserwacji zazwyczaj trudno jest
wskazać model ich zamienności. Pomocnym zabiegiem
jest uporządkowanie i posegregowanie danych
liczbowych w celu uzyskania rozkładu częstości.
Pierwszym krokiem jest podzielenie całego zakresu
zmienności na podprzedziały. Następnie zliczane są
wartości, które zawarte są w poszczególnych
podprzedziałach. Tablica częstości pokazuje, ile
wartości z analizowanego zbioru mieści się w każdym z
podprzedziałów.
6
Etapy wyznaczania rozkładu:
• określenie liczności próbki,
• wyznaczenie zakresu zmienności danych czyli
rozstępu w próbce,
• podzielenie zakresu zmienności na pewną liczbę
przedziałów w zależności od liczby pomiarów
pierwotnych (zwykle na 6 do 12 przedziałów),
• określenie szerokości przedziału - najlepiej
jednakowej dla wszystkich,
• wyznaczenie granic dla przedziałów (zapewnienie
jednoznaczności przypisania pomiaru do przedziału),
• wyznaczenie liczb pomiarów w poszczególnych
przedziałach - opracowanie tablicy rozkładu
Rozkład częstości
Rozkład częstości
opracowywany jest dla oceny
opracowywany jest dla oceny
zmienności wyników uzyskanych w próbce
zmienności wyników uzyskanych w próbce
losowej
losowej
7
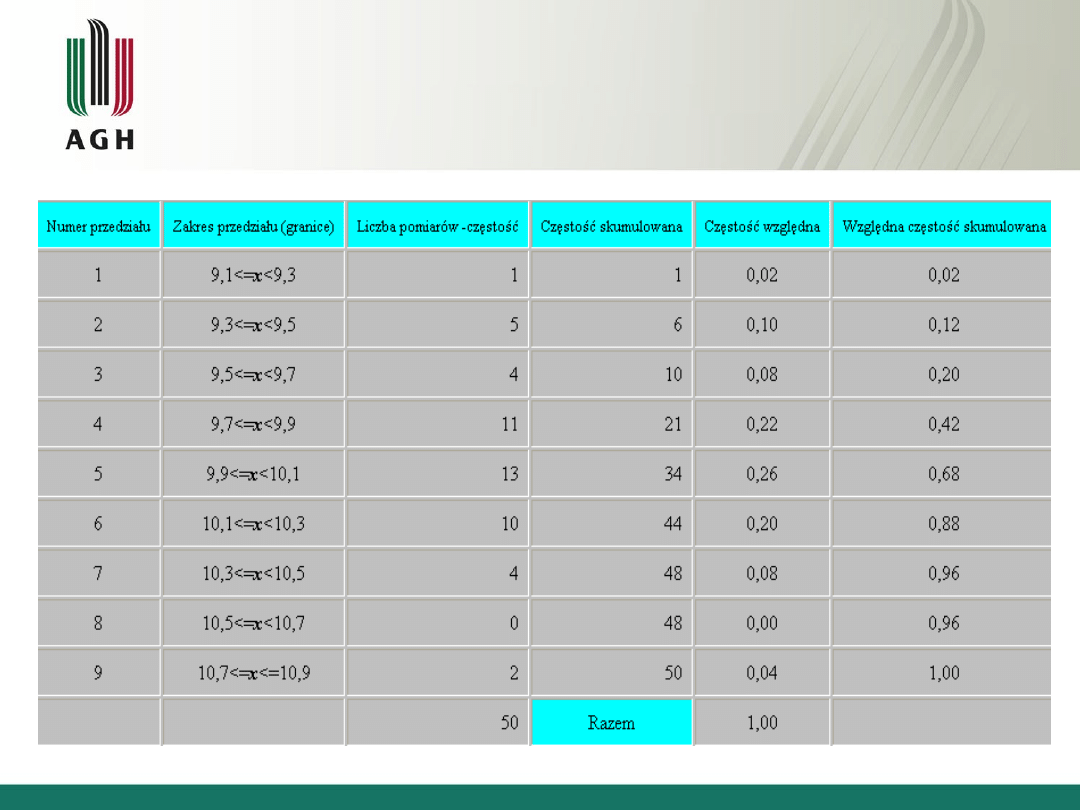
Przykład
Przykład tablicy rozkładu
częstości
częstości

8
Tablica rozkładu częstości może być bardzo
pomocna przy wstępnej analizie problemów z zakresu
zarządzania jakością.
Przy tworzeniu tablicy rozkładu częstości należy:
– określić liczbę przedziałów na które dzielimy zakres
zmienności,
– określić ich granice
Te dwa parametry są ze sobą związane. Zwykle są
określane metodą prób i błędów lub na podstawie
doświadczenia i analogii.

9
Podczas opracowywania tablicy rozkładu częstości
należy przestrzegać następujących zasad:
•
Liczba podprzedziałów powinna wynosić od 4 do 20,
•
Szerokość przedziału powinna być w zasadzie stała,
•
Dolna granica pierwszego podprzedziału powinna być
nieco mniejsza od najmniejszej wartości w zbiorze
danych,
•
Granice przedziałów powinny być tak oznaczone, aby
nie było wątpliwości do którego przedziału należy
zaliczyć wartość pomiaru równą jednej z nich

10
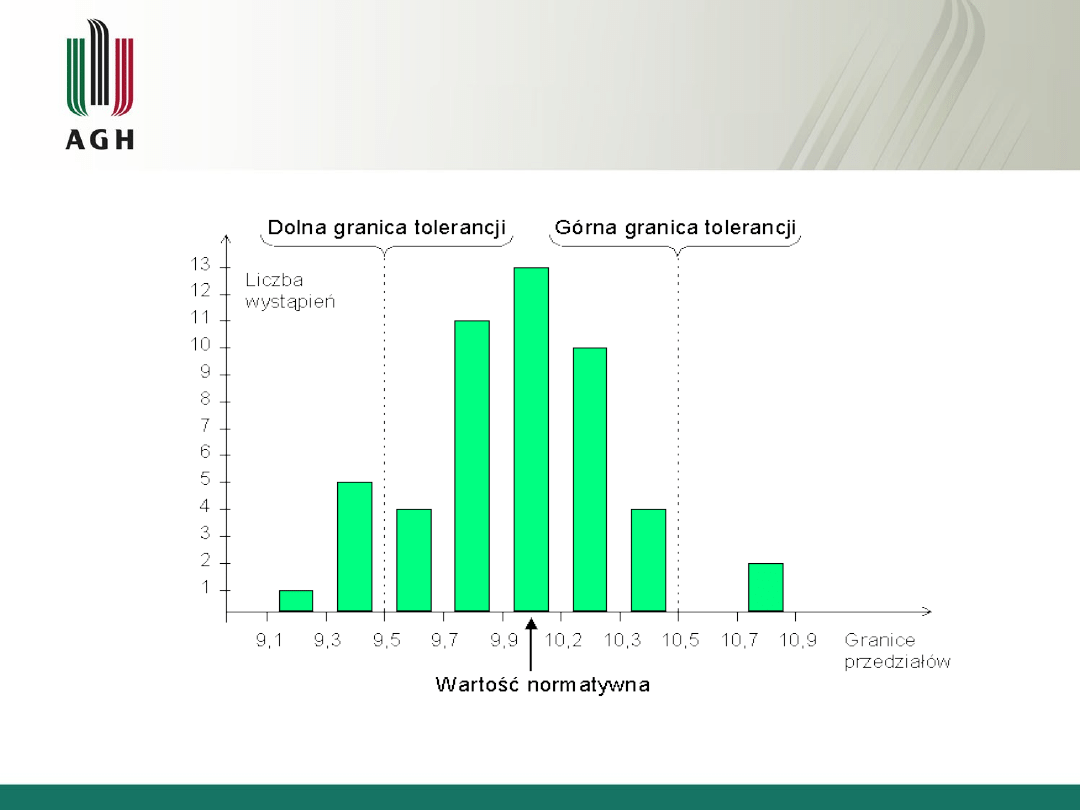
Histogram
Histogram j
est graficznym przedstawieniem
est graficznym przedstawieniem
rozkładu częstości za pomocą wykresu słupkowego.
rozkładu częstości za pomocą wykresu słupkowego.
Pozwala ocenić kształt rozkładu częstości i zdecydować,
Pozwala ocenić kształt rozkładu częstości i zdecydować,
czy sygnalizuje on nieprawidłowości w przebiegu procesu.
czy sygnalizuje on nieprawidłowości w przebiegu procesu.
Histogram jest często podstawowym narzędziem oceny
Histogram jest często podstawowym narzędziem oceny
jakości materiałów i surowców zaopatrzeniowych. W takim
jakości materiałów i surowców zaopatrzeniowych. W takim
przypadku dodatkowo zaznaczone są na nim granice
przypadku dodatkowo zaznaczone są na nim granice
tolerancji, które mogą wynikać z ustaleń technologicznych
tolerancji, które mogą wynikać z ustaleń technologicznych
lub warunków kontaktu z dostawcą.
lub warunków kontaktu z dostawcą.
11
Histogram - wykres słupkowy przedstawiający
rozkład częstości

12
Histogramy, ze względu na swoją poglądowość i
umożliwienie szybkiej oceny rozkładu, są szeroko
stosowane w kontroli zaopatrzenia. Dla zdolności
procesu duże znaczenie mają surowce wejściowe. Ich
jakość przenosi się na otrzymywane produkty końcowe.
Zapewnienie dostaw odpowiedniej jakości jest
niezbędnym elementem zarządzania jakością w całym
procesie

13
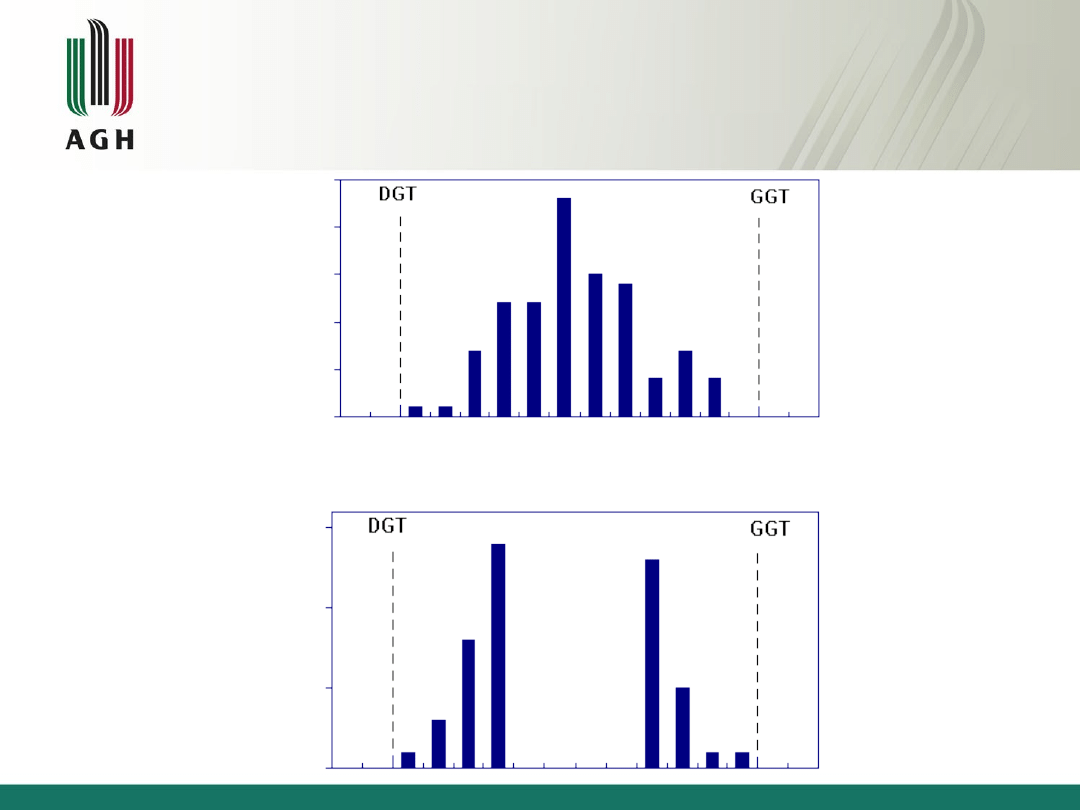
Charakterystyczne histogramy z zakresu
wstępnej kontroli jakości materiałów
zaopatrzeniowych
DGT oznacza dolną granicę tolerancji
• GGT oznacza górną granicę tolerancji
• przyjęto, że wartość normatywna położona jest pośrodku
przedziału tolerancji
14
Histogram "normalny"
Wycięty histogram "normalny"
Wycięty histogram "normalny"
15
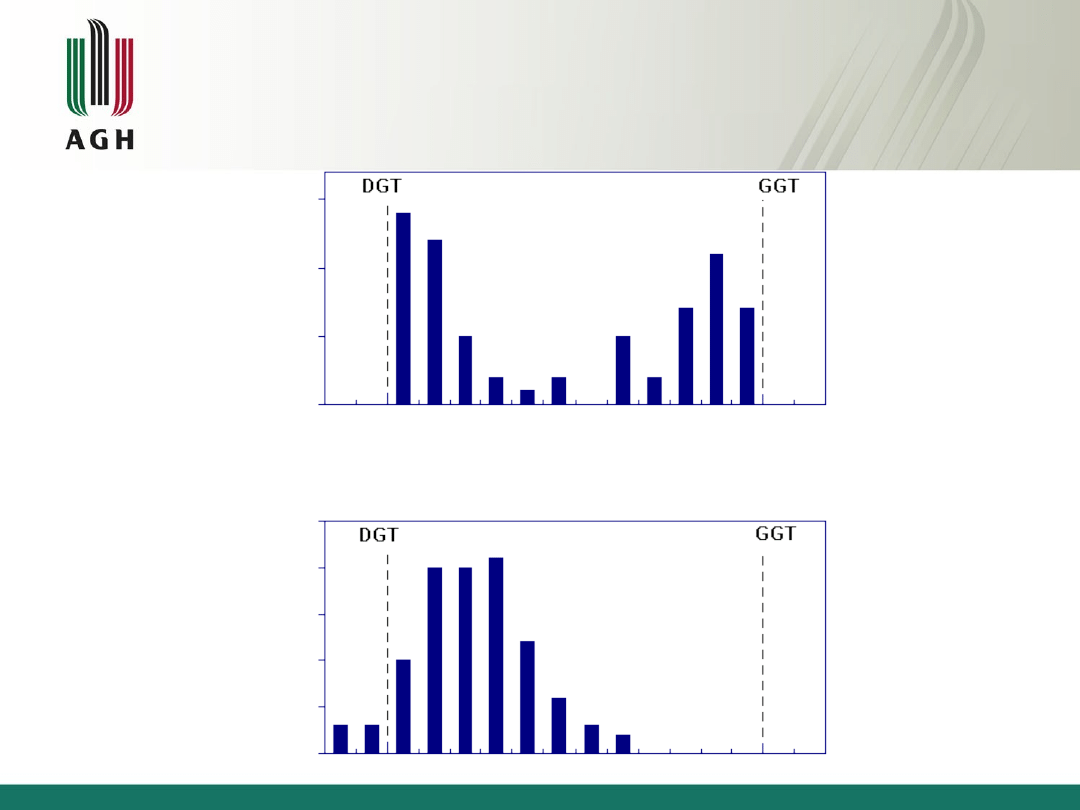
Nałożone i obcięte dwa histogramy "normalne"
Przesunięty histogram "normalny"

16
Statystyki opisowe
B
B
ardzo często w analizie praktycznych problemów
ardzo często w analizie praktycznych problemów
z dziedziny zarządzania jakością wykorzystuje się proste
z dziedziny zarządzania jakością wykorzystuje się proste
charakterystyki jakościowe do opisu większych zbiorów
charakterystyki jakościowe do opisu większych zbiorów
danych.
danych.
S
S
tatystykami opisowymi nazywane są takie
tatystykami opisowymi nazywane są takie
charakterystyki liczbowe, które opisują zbiory danych
charakterystyki liczbowe, które opisują zbiory danych
interpretowane jako zbiory wartości pewnej zmiennej
interpretowane jako zbiory wartości pewnej zmiennej
losowej, uzyskane na drodze eksperymentów losowych
losowej, uzyskane na drodze eksperymentów losowych
(próbkowania populacji).
(próbkowania populacji).

17
Podstawowe statystyki opisowe służą do ilościowej
oceny zasadniczych cech zbioru wartości liczbowych,
do których należą:
wartość przeciętna
• stopień zmienności (bezwzględnej lub odniesionej do
wartości przeciętnej)
• kształt rozkładu wartości ( symetria i spłaszczenie)

18
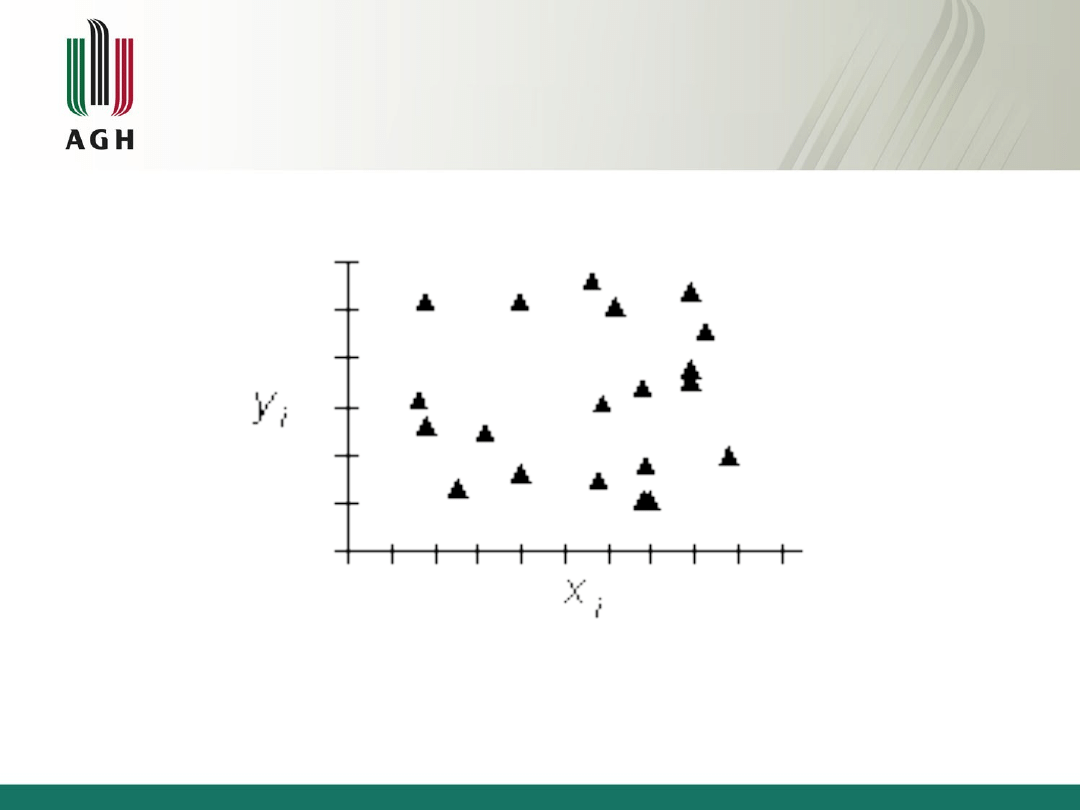
wykrycie związku przyczynowo-skutkowego pomiędzy
dwoma mierzalnymi cechami procesu lub produktu
(korelacja pozytywna, negatywna lub jej brak)
wykrycie par danych (x
i
, y
i
) , które odbiegają od
korelacji wykazywanej przez większość pozostałych par
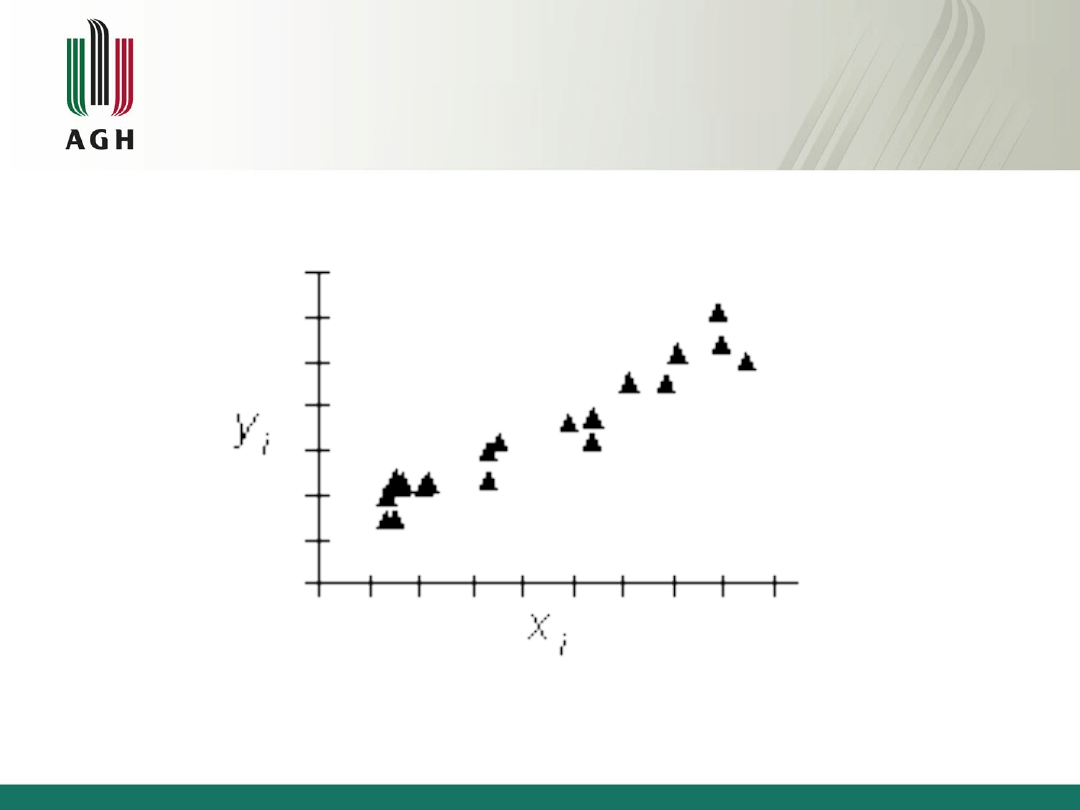
Wykres rozproszony
Wykres rozproszony
służy do prostej analizy
korelacji pomiędzy dwoma seriami danych x
1
, x
2
,…,x
n
i
y
1
, y
2
,…,y
n
19
Korelacja pozytywna - oznacza, że rosnącym
wartościom jednej zmiennej odpowiadają
rosnące wartości drugiej
20
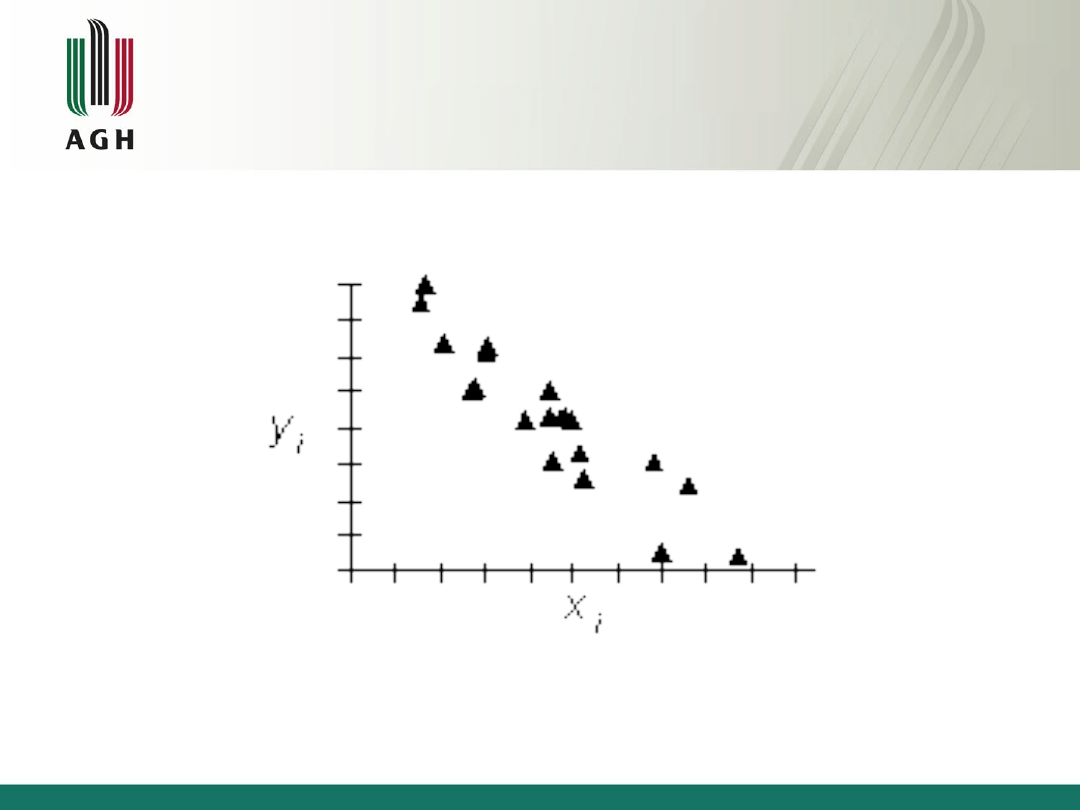
Korelacja negatywna– oznacza, że wzrostowi
wartości jednej zmiennej odpowiada
zmniejszanie się wartości drugiej
21
Brak korelacji- to stan, w którym nie można
uchwycić wyraźnej zależności pomiędzy
wartościami zmiennych
22
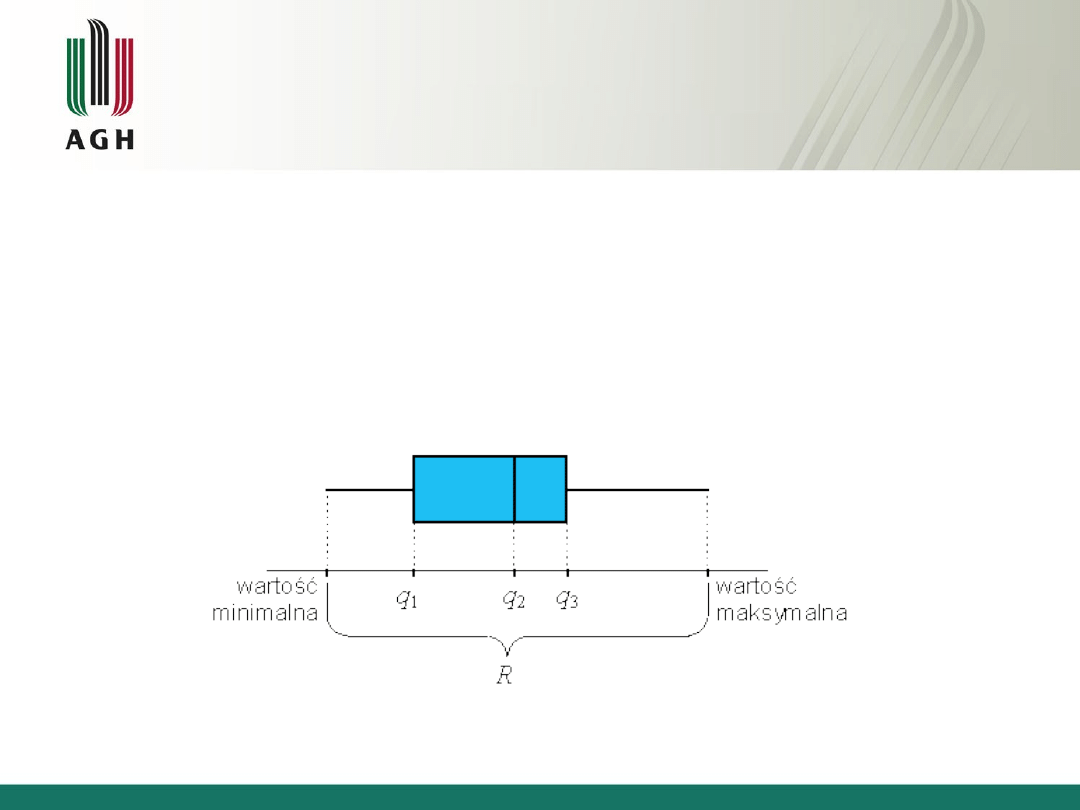
Wykres skrzynkowy
Wykres skrzynkowy może obrazować zmiany
rozkładu w kolejnych próbkach, jeśli dla każdej z nich
wyznaczono kwartyle (w tym medianę) i rozstęp
.
.
Schemat "skrzynki" pokazującej relację pomiędzy
charakterystykami empirycznymi wyznaczonymi dla
pojedynczej próbki:

23
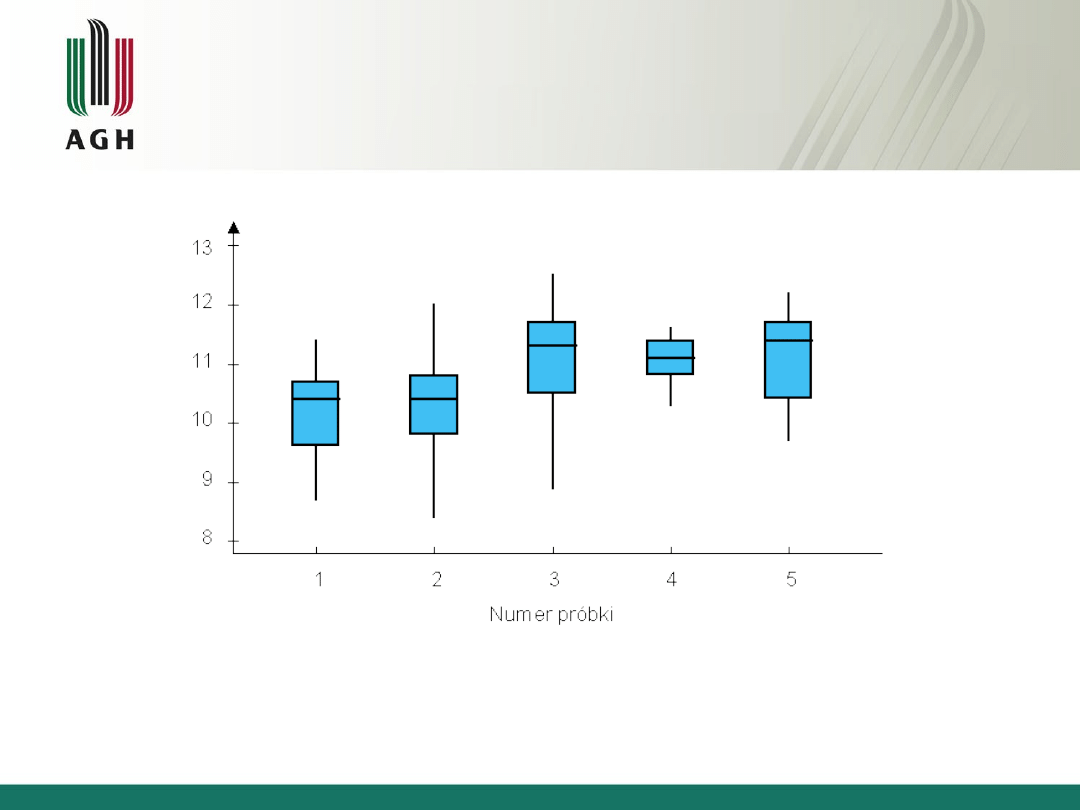
Wykres skrzynkowy jest szczególnie przydatny do
oceny ewolucji rozkładów danych w czasie lub do
analizy przebiegu procesu podczas zmian parametrów
sterujących. Za jego pomocą można szybko wskazać
zmiany zachodzące w kolejnych próbkach, z których
każda przedstawiona jest w postaci pojedynczego
wykresu skrzynkowego. Wykres skrzynkowy jest
efektywnym narzędziem obserwacji procesów również
dlatego, że wyznaczenie wszystkich wartości
potrzebnych do jego zrobienia jest łatwe i szybkie.
24
Przykład wykresu skrzynkowego

25
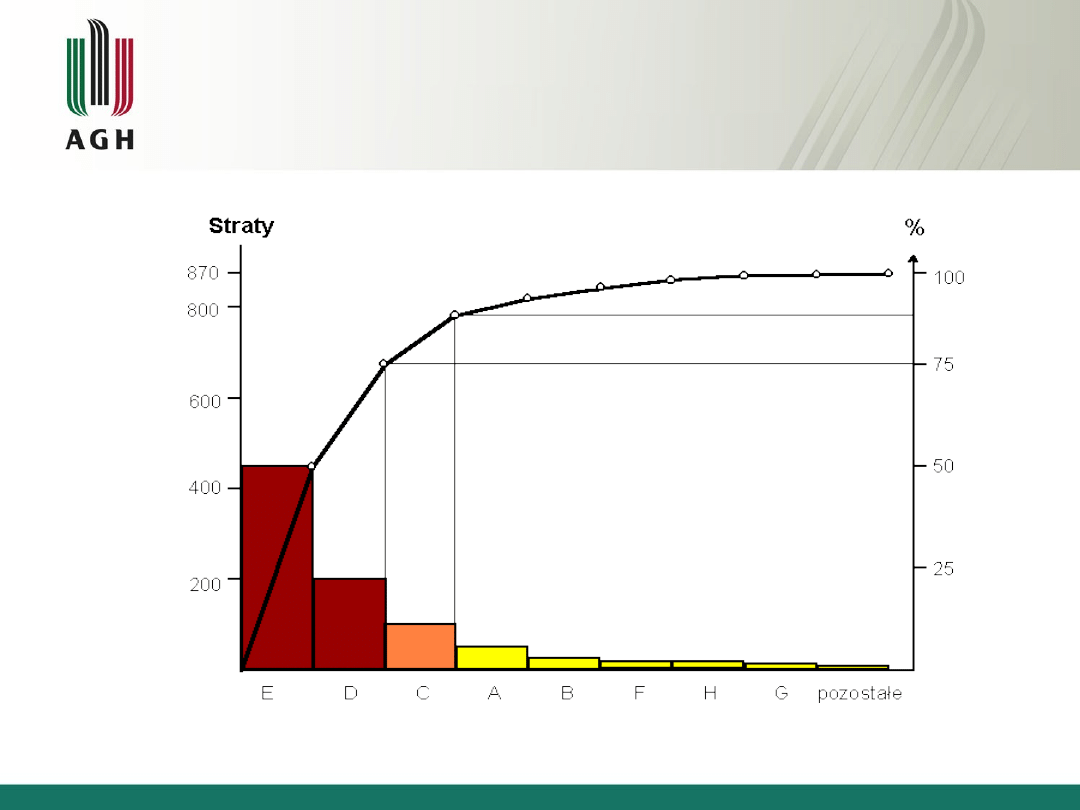
Wykresy Pareto
Wykres Pareto-Lorentza wspomaga weryfikację hipotezy
Pareto - 20% przyczyn decyduje o powstawaniu 80% błędów.
Te krytyczne przyczyny powinny zostać wyróżnione, aby
zasoby przeznaczone na poprawę jakości mogły zostać
właściwie skoncentrowane w celu ich usunięcia. Nie zawsze
cechy procesy potwierdzają regułę Pareto i dlatego można ją
traktować jako hipotezę, która jest potwierdzana (lub nie)
poprzez analizę związków przyczynowo-skutkowych

26
Wykresem Pareto nazywany jest wykres słupkowy
oparty na uporządkowanych malejąco wartościach
liczbowych, związanych z poszczególnymi kategoriami.
Jest on często uzupełniany tzw. krzywą Lorentza, która
pokazuje wzrost skumulowanego udziału procentowego
wyróżnionych kategorii. Krzywa udziału procentowego
ma swoją oddzielną skalę, umieszczoną na osi po
prawej stronie wykresu. Wykres Pareto może być
konstruowany w oparciu o tablicę rozkładu częstości,
która opisuje występowanie analizowanego skutku w
różnych obszarach lub z różnych przyczyn. Zatem jest
on rodzajem uporządkowanego malejąco histogramu.
27
Wykres Pareto

28
K
K
arty kontrolne przeznaczone są do badania zmienności
arty kontrolne przeznaczone są do badania zmienności
w ramach operacyjnego zarządzania procesem
w ramach operacyjnego zarządzania procesem
produkcyjnym. Na tę zmienność mają wpływ dwa rodzaje
produkcyjnym. Na tę zmienność mają wpływ dwa rodzaje
przyczyn. Pewien zakres zmienności w procesie wynika z
przyczyn. Pewien zakres zmienności w procesie wynika z
wielu stale obecnych przyczyn normalnych i jest
wielu stale obecnych przyczyn normalnych i jest
nieunikniony. Musi on być kontrolowany, ale bez
nieunikniony. Musi on być kontrolowany, ale bez
zasadniczych zmian w procesie nie można go zmienić- jest
zasadniczych zmian w procesie nie można go zmienić- jest
jego naturalną cechą. Podczas przebiegu procesu zdarzają
jego naturalną cechą. Podczas przebiegu procesu zdarzają
się także znaczne odchylenia od wartości nominalnej, które
się także znaczne odchylenia od wartości nominalnej, które
są wynikiem pojawienia się przyczyn szczególnych. Można
są wynikiem pojawienia się przyczyn szczególnych. Można
podjąć działania zapobiegawcze, które ograniczą bądź
podjąć działania zapobiegawcze, które ograniczą bądź
wyeliminują ich wpływ. Zatem w każdym procesie mamy do
wyeliminują ich wpływ. Zatem w każdym procesie mamy do
czynienia z dwoma rodzajami zmienności naturalną i
czynienia z dwoma rodzajami zmienności naturalną i
nadzwyczajną, przy czym każda z nich ma inne cechy.
nadzwyczajną, przy czym każda z nich ma inne cechy.
Podstawowe karty kontrolne

29
Ma wiele małych
Ma wiele małych
składowych
składowych
Nie można wskazać
Nie można wskazać
pojedynczych przyczyn
pojedynczych przyczyn
Pozostaje na stałym
Pozostaje na stałym
poziomie
poziomie
Ma przewidywalny wpływ
Ma przewidywalny wpływ
na rezultaty
na rezultaty
Zmniejszenie wymaga
Zmniejszenie wymaga
dokonania zasadniczych
dokonania zasadniczych
zmian w procesie
zmian w procesie
Określenie poziomu jest
Określenie poziomu jest
podstawą dla wykrywania
podstawą dla wykrywania
przyczyn szczególnych
przyczyn szczególnych
Nadzwyczajna zmienność
procesu
:
:
Ma kilka głównych
Ma kilka głównych
składowych
składowych
Zwykle można określić
Zwykle można określić
związek
związek
pomiędzy przyczyną i
pomiędzy przyczyną i
skutkiem
skutkiem
Pojawia się nieregularnie
Pojawia się nieregularnie
Często trudno przewidzieć
Często trudno przewidzieć
skutki
skutki
Usuwana poprzez działania
Usuwana poprzez działania
wąsko ukierunkowane
wąsko ukierunkowane
Wskazywana poprzez
Wskazywana poprzez
interpretację kart
interpretację kart
kontrolnych
kontrolnych
Naturalna
Naturalna
zmienność procesu:
zmienność procesu:

30
Przykłady normalnych
przyczyn zmienności:
• Wibracja urządzeń
• Wpływ operatora
• Zmienna temperatura i
wilgotność
• Niejednorodne surowce
• Zmienne wymiary
elementów składowych
• Nieprecyzyjne instrukcje
i procedury
• Hałaśliwe otoczenie
• Zmienne proporcje
mieszanin i roztworów
Przykłady szczególnych
przyczyn zmienności:
Wadliwe surowce i półprodukty
Zużyte narzędzia
Zatrzymanie procesu
Błąd obsługi
Awaria zasilania lub przepięcie
Błędne przygotowanie
składników
Brak nadzoru
Niewykonanie czynności
Przegrzanie lub niedogrzanie

31
Karta kontrolna służy do:
• rozróżniania kiedy mamy do czynienia z
naturalnym, a kiedy z nadzwyczajnym rozkładem
wyników w próbce
• wykrywania kiedy na kontrolowany proces miały
wpływ normalne, a kiedy szczególne przyczyny
zmienności
• oceny czy proces jest wyregulowany (pod kontrolą
statystyczną)
32
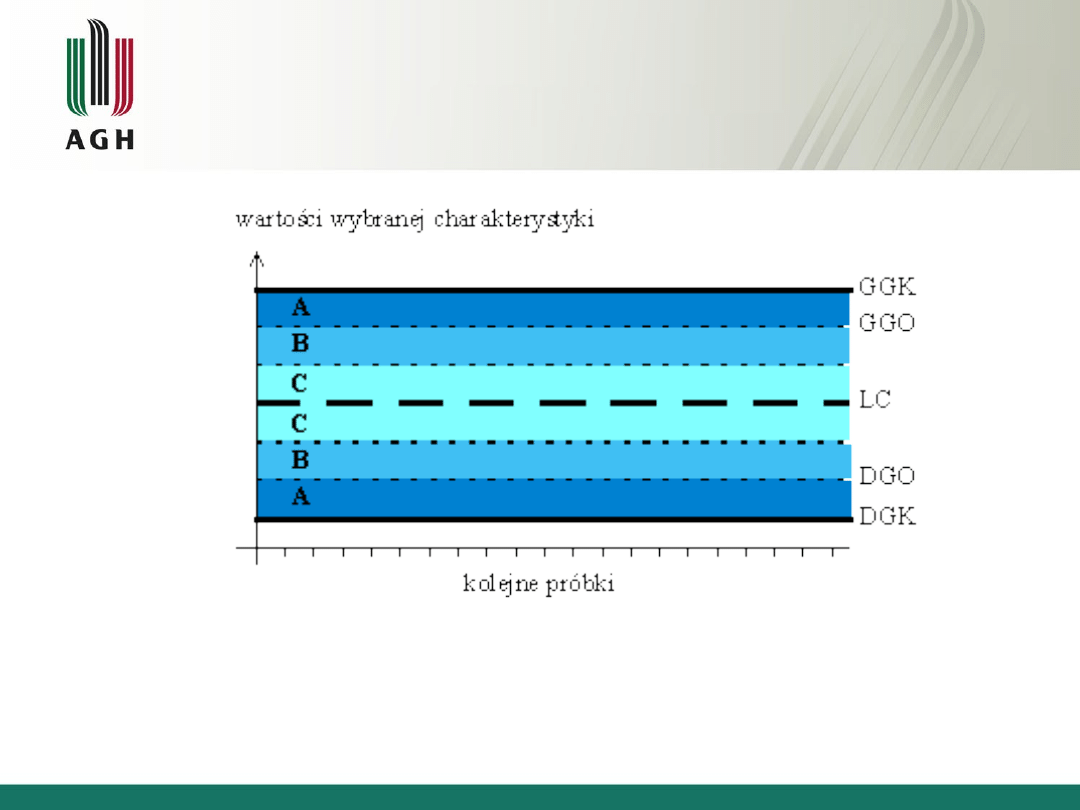
Ogólny schemat karty kontrolnej
33
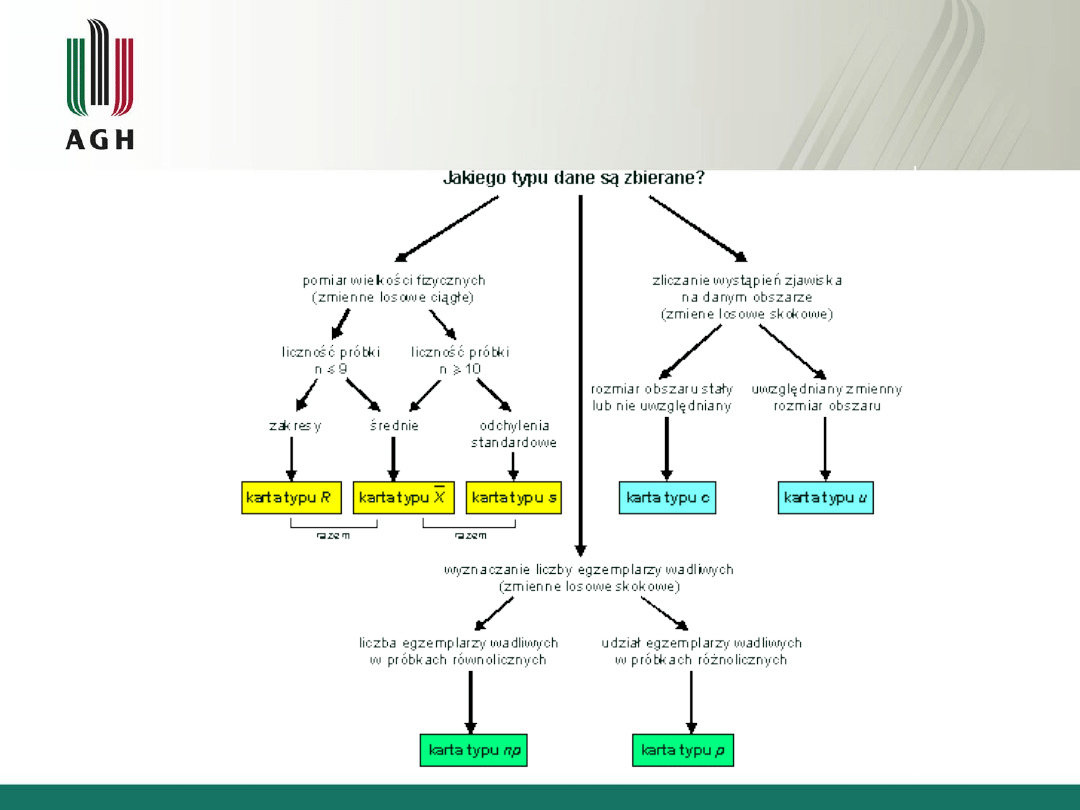
Podstawowe karty kontrolne Shewharta
Podstawowe karty kontrolne Shewharta
dobierane są w zależności od rodzaju
dobierane są w zależności od rodzaju
gromadzonych danych
gromadzonych danych

34
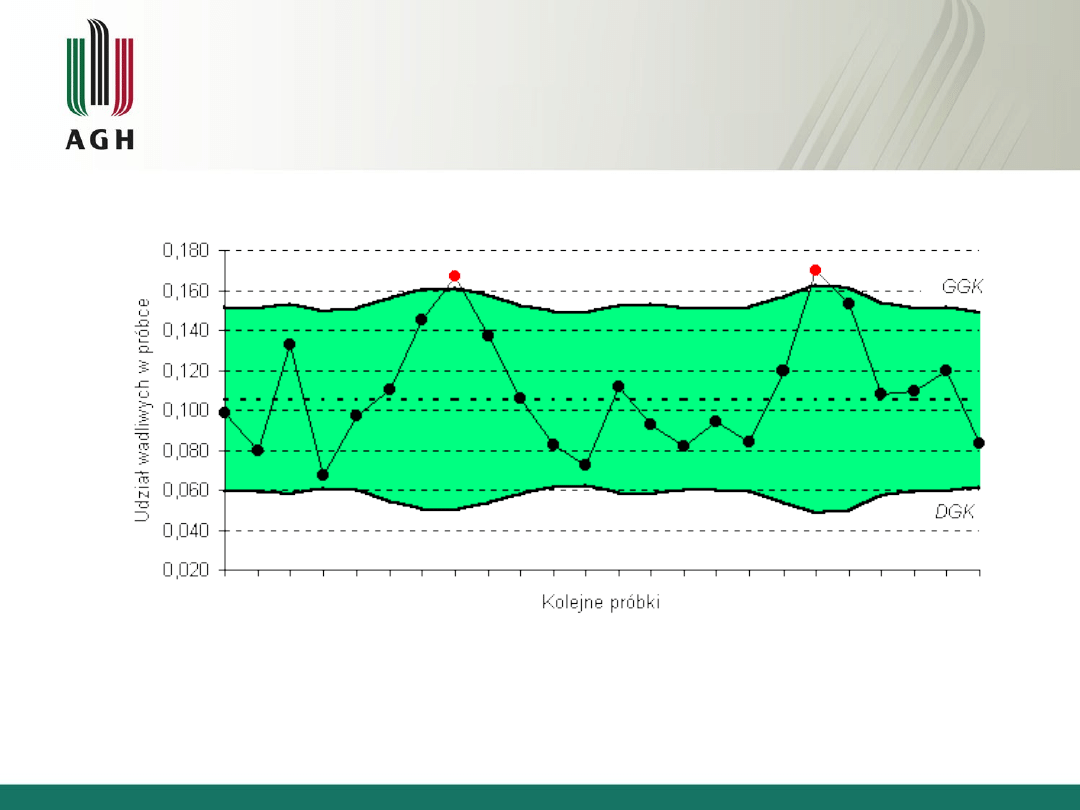
Wyznaczanie linii centralnej i granic kontrolnych
Linia centralna wskazuje wartość przeciętną dla
badanej statystyki a granice kontrolne wyznaczają
obszar odrzucania wartości dla testowanej hipotezy.
Wyznaczane są one z odpowiednich wzorów na
podstawie:
• Liczebności próbki
• Średniego udziału wadliwych egzemplarzy w próbce
• Średniej liczby wystąpień zjawiska na stałym
obszarze
• Średniej liczbie wystąpień zjawiska w jednostce
obszaru
• Średniej ze średniej wartości w próbkach
• Średniego zakresu pomiarów w próbkach
• Średniego odchylenia standardowego pomiarów w
próbkach
35
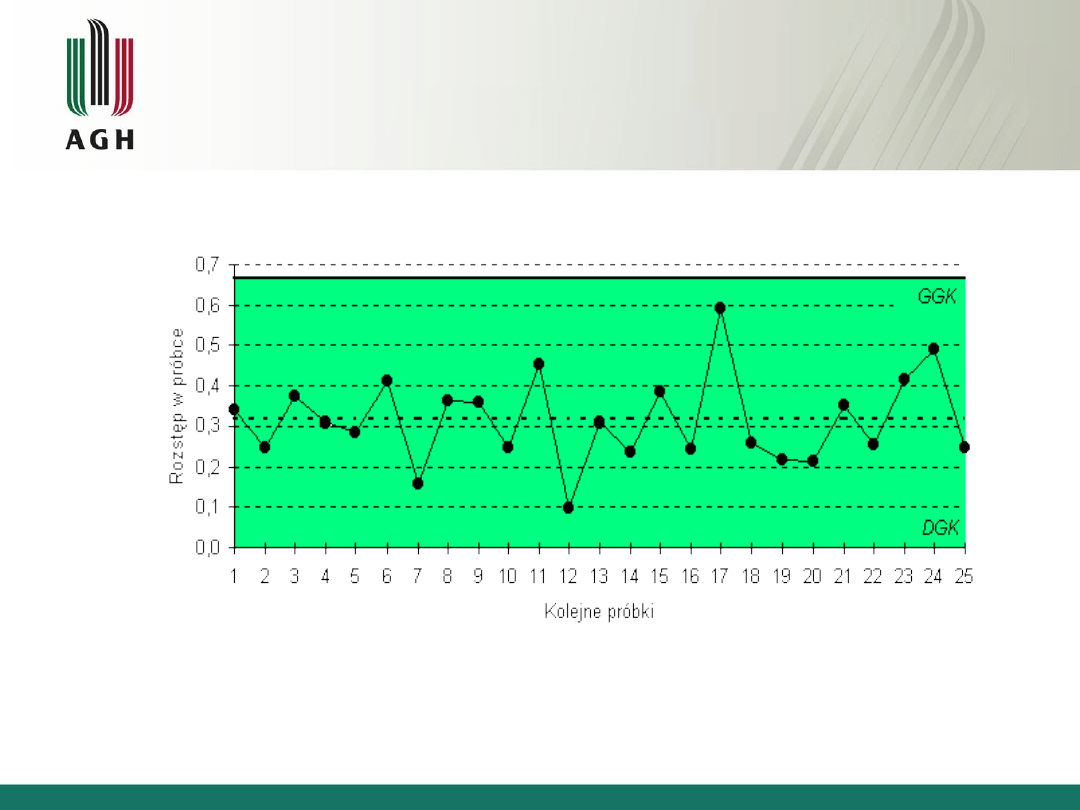
Karta dla rozstępu w próbce - karta typu R
36
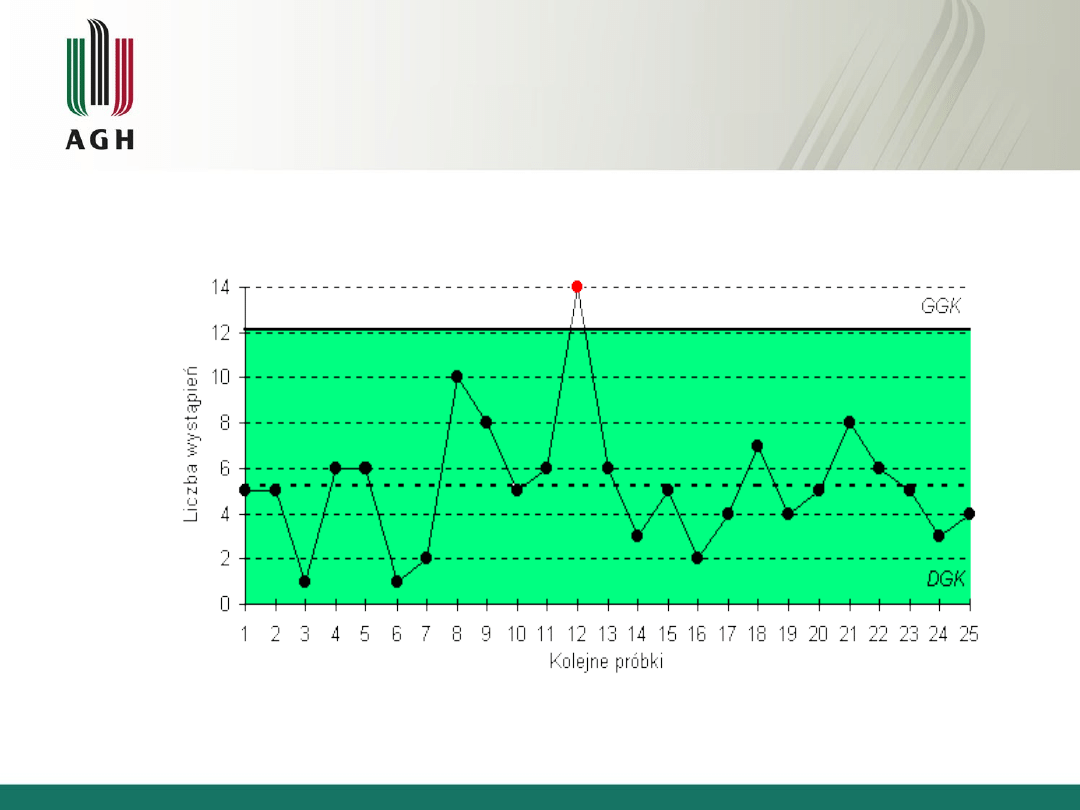
Karta dla liczby wad na wybranym obszarze -
karta typu C
37
Karta dla udziału wadliwych egzemplarzy w
próbce - karta typu p

38
Literatura:
1. J. Sikorski „Statystyczne metody sterowania jakością”
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Slide 37
- Slide 38
Wyszukiwarka
Podobne podstrony:
Statystyka dzienne wyklad15, Metody statystycznego sterowania procesami (SPC)
WYKLAD 2 Metody planowania poprawy jakosci
wyklad 8 Nieparametryczne metody statystyczne PL
WYKŁAD 3 - Metody badania kompetencji, GWSH
Metody poprawy jakości energii elektrycznej kształtowanie prądu źródła
Metody badania zdolności jakościowej maszyny i procesu
wyklad 9 Nieparametryczne metody statystyczne PL
Wyklad 7 Nieparametryczne metody statystyczne PL
Metody statystyczne w zarządzaniu jakością
GK 6 Metody poprawy jakości obrazu
Metody statystyczne w zarządzaniu jakością, Zarządzanie ZL
Wykład 1 Metody oceny jakości wód nat(1)
Statystyczne narzędzia kontroli i poprawy jakości (Majka, Jankowska)
Metody badania zdolności jakościowej maszyny i procesu
więcej podobnych podstron