Wykład
Metody statystyczne w zarządzaniu
jakością
Opracował: Tomasz Greber
Opracow.: T. Greber
Statystyczne sterowanie
procesem
Opracow.: T. Greber
Podział metod
statystycznych
Statystyczna
kontrola
jakości
(SKJ)
Badanie
zdolności
jakościowej
(Cp, Cm)
Zaawansowane
metody
statystyczne
(DOE)
Statystyczne
sterowanie
procesami
(SPC, SSP)
METODY
STATYSTYCZNE
W ZARZĄDZANIU
JAKOŚCIĄ
Opracow.: T. Greber
SPC w Polskich Normach
Z
a
s
a
d
y
p
ro
w
a
d
ze
n
ia
b
a
d
a
ń
st
a
ty
st
y
c
zn
y
c
h
P
N
-8
2
/N
-0
1
0
5
2
.0
0
B
a
d
a
n
ie
r
o
zk
ła
d
u
w
ła
ś
ci
w
o
ś
c
i
P
N
-8
3
/N
-0
1
0
5
2
.0
7
P
N
-8
5
/N
-0
1
0
5
2
.0
8
P
N
-8
9
/N
-0
1
0
5
4
P
N
-9
0
/N
-0
1
0
5
5
S
ta
ty
s
ty
c
zn
e
s
te
ro
w
a
n
ie
ja
k
o
ś
c
ią
.
S
ta
ty
s
ty
k
a
.
Te
rm
in
o
lo
g
ia
.
P
N
-I
S
O
3
5
3
4
-2
:1
9
9
4
P
N
-9
0
/N
-0
1
0
5
1
W
y
zn
a
c
za
n
ie
lic
zb
y
p
ró
b
e
k
P
N
-7
3
/N
-0
3
0
0
9
L
o
so
w
y
w
y
b
ó
r
w
y
ro
b
ó
w
P
N
-8
3
/N
-0
3
0
1
0
W
y
k
ry
w
a
n
ie
g
ru
b
y
c
h
b
łę
d
ó
w
P
N
-8
7
/N
-0
1
0
5
2
.1
3
B
a
d
a
n
ie
lo
s
o
w
o
ś
c
i
ci
ą
g
u
o
b
s
e
rw
a
cj
i
P
N
-8
5
/N
-0
1
0
5
2
.1
2
B
a
d
a
n
ie
za
le
żn
o
ś
c
i
p
o
m
ię
d
zy
w
ła
ś
c
iw
o
ś
c
ia
m
i
P
N
-8
6
/N
-0
1
0
5
2
.0
9
P
N
-8
6
/N
-0
1
0
5
2
.1
0
P
N
-8
6
/N
-0
1
0
5
2
.1
1
P
o
ró
w
n
a
n
ie
w
a
rt
o
ś
c
i ś
re
d
n
ic
h
lu
b
w
a
ria
n
c
ji
w
r
ó
żn
y
c
h
p
o
p
u
la
c
ja
c
h
P
N
-IS
O
3
3
0
1
:1
9
9
4
P
N
-8
4
/N
-0
1
0
5
2
.0
3
P
N
-8
4
/N
-0
1
0
5
2
.0
5
P
N
-8
5
/N
-0
1
0
5
2
.0
6
Te
s
ty
z
w
ią
za
n
e
z
w
a
rt
o
ś
c
ia
m
i
śr
e
d
n
im
i i
w
a
ria
n
c
ja
m
i
P
N
-IS
O
2
8
5
4
:1
9
9
4
P
N
-IS
O
3
4
9
4
:1
9
9
4
O
b
lic
za
n
ie
o
d
c
h
y
le
n
ia
śr
e
d
n
ie
g
o
P
N
-8
3
/N
-0
1
0
5
2
.0
4
W
s
k
a
źn
ik
st
ru
k
tu
ry
P
N
-8
3
/N
-0
1
0
5
2
.0
1
O
b
lic
za
n
ie
śr
e
d
n
ie
j
P
N
-I
S
O
2
6
0
2
:1
9
9
4
P
N
-8
3
/N
-0
1
0
5
2
.0
2
K
a
rt
y
s
u
m
sk
u
m
u
lo
w
a
n
y
c
h
P
N
-8
8
/N
-0
3
0
1
1
.0
1
P
N
-8
6
/N
-0
3
0
1
1
.0
2
P
N
-8
5
/N
-0
3
0
1
1
.0
4
P
N
-8
7
/N
-0
3
0
1
1
.0
6
K
a
rt
y
k
o
n
tr
o
ln
e
S
h
e
w
h
a
rt
a
P
N
-I
S
O
8
2
5
8
+
A
C
1
:1
9
9
6
I
II
III
IV
V
Opracow.: T. Greber
Przyczyny niepowodzeń
w przedsiębiorstwach
błędne plany, decyzje ...
„odchylenia” w dążeniu
do dobrze określonych celów
SPC, karty kontrolne
Wprowadzenie do tematyki
Opracow.: T. Greber
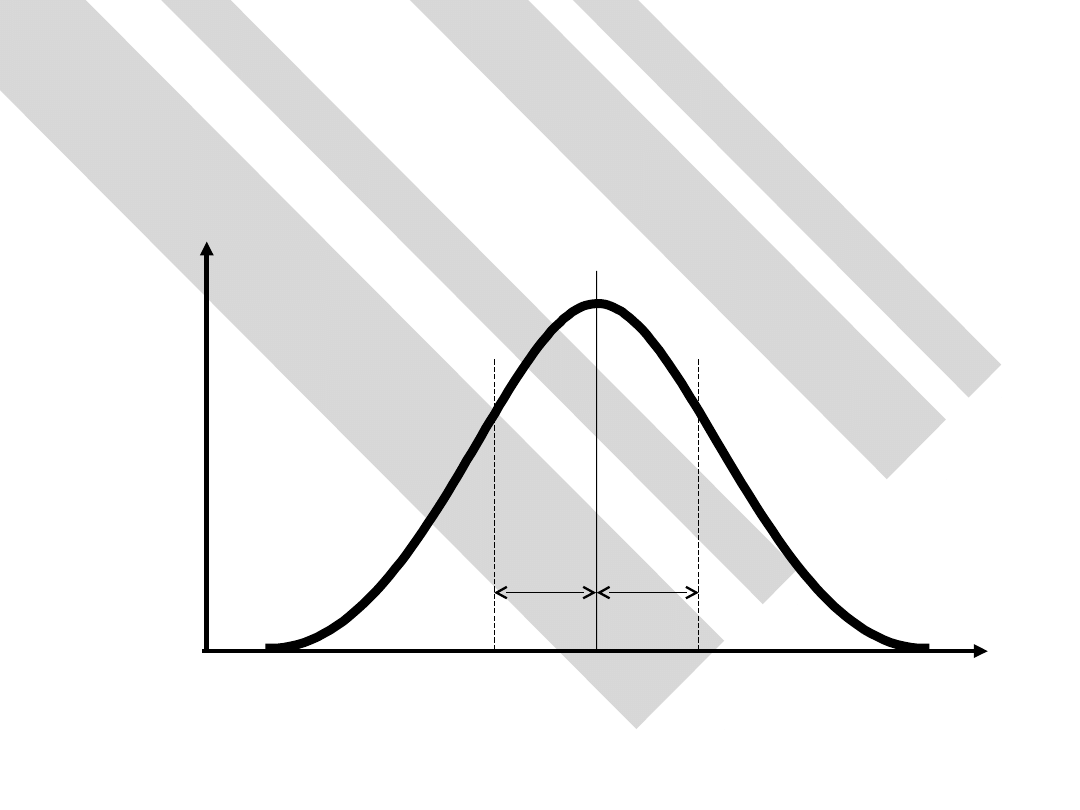
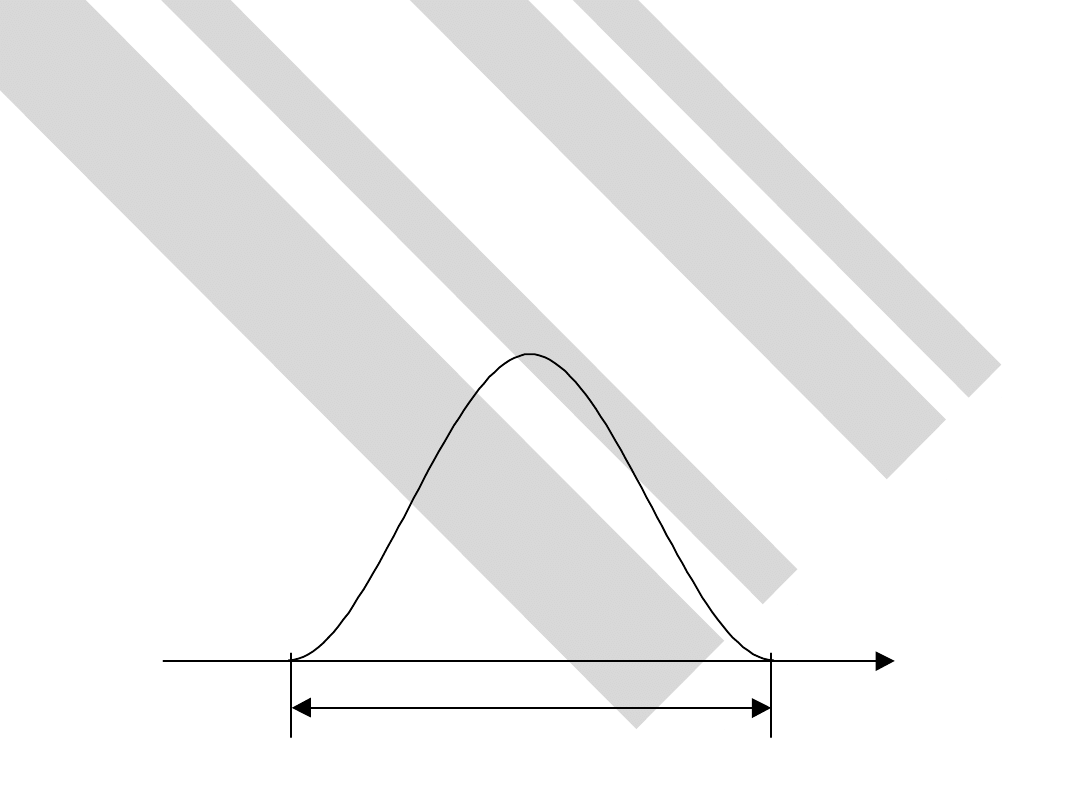
Rozkład normalny
x
f(x)
Opracow.: T. Greber
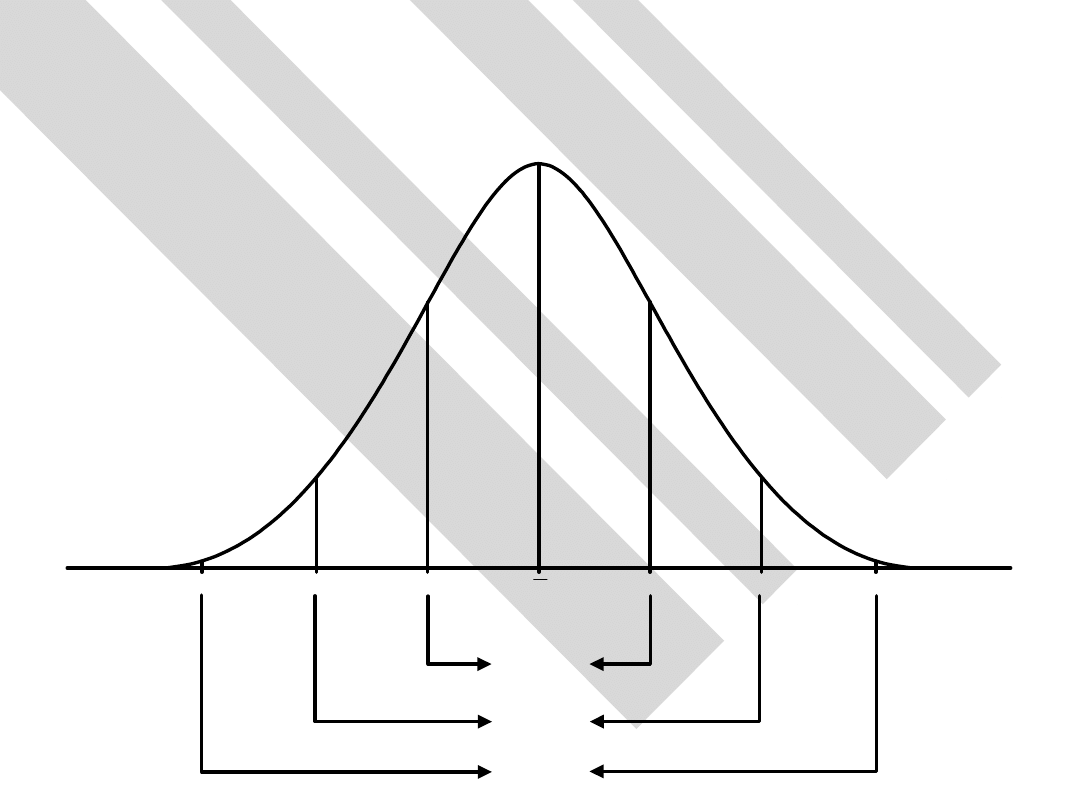
Rozkład normalny -
zasada 3 s
X
68,7%
95,45%
99,74%
Opracow.: T. Greber
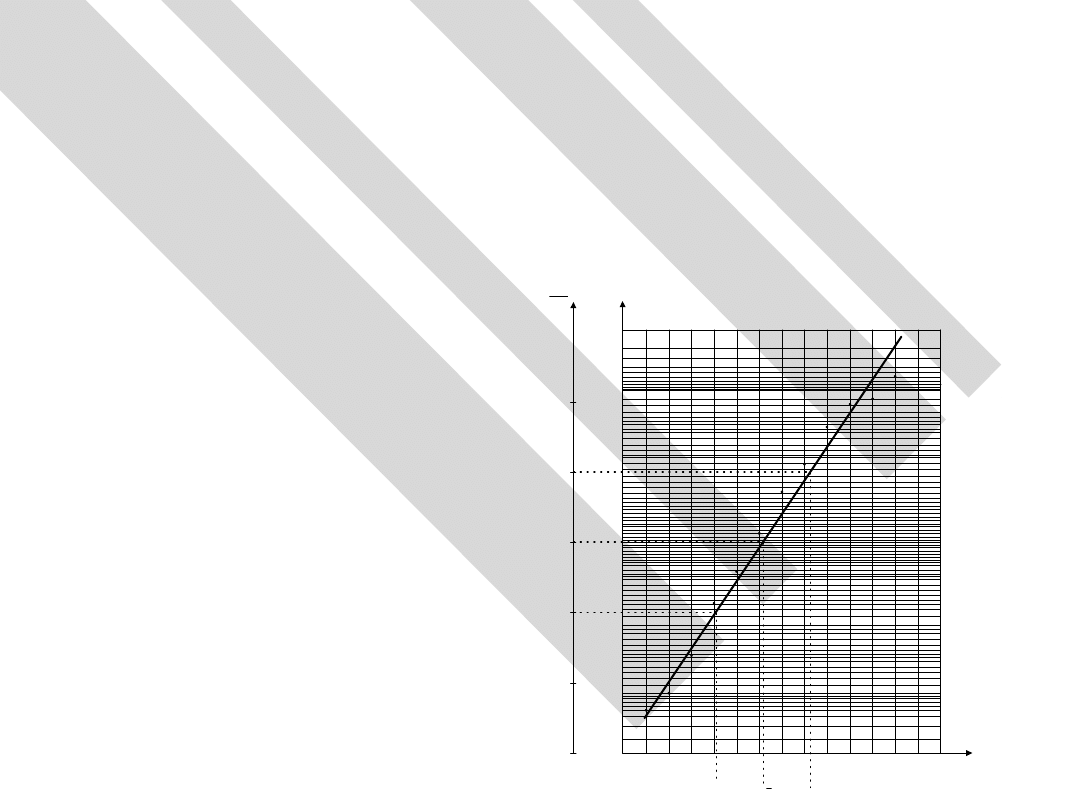
Badanie normalności
rozkładu
0,001
0,005
0,010
0,050
0,100
0,00
0,00
0,400
0,500
0,600
0,700
0,800
0,900
0,950
0,990
0,995
0,999
x
P
0
-1
-
1
y
x
1,
0
1,
0
1,4
0
1,5
0
1,6
0
1,7
0
1,8
0
1,9
0
,0
0
,1
0
,
0
,
0
,4
0
,5
0
x
testy statystyczne (np. Kołmogorowa,
Pearsona)
metoda graficzna
Opracow.: T. Greber
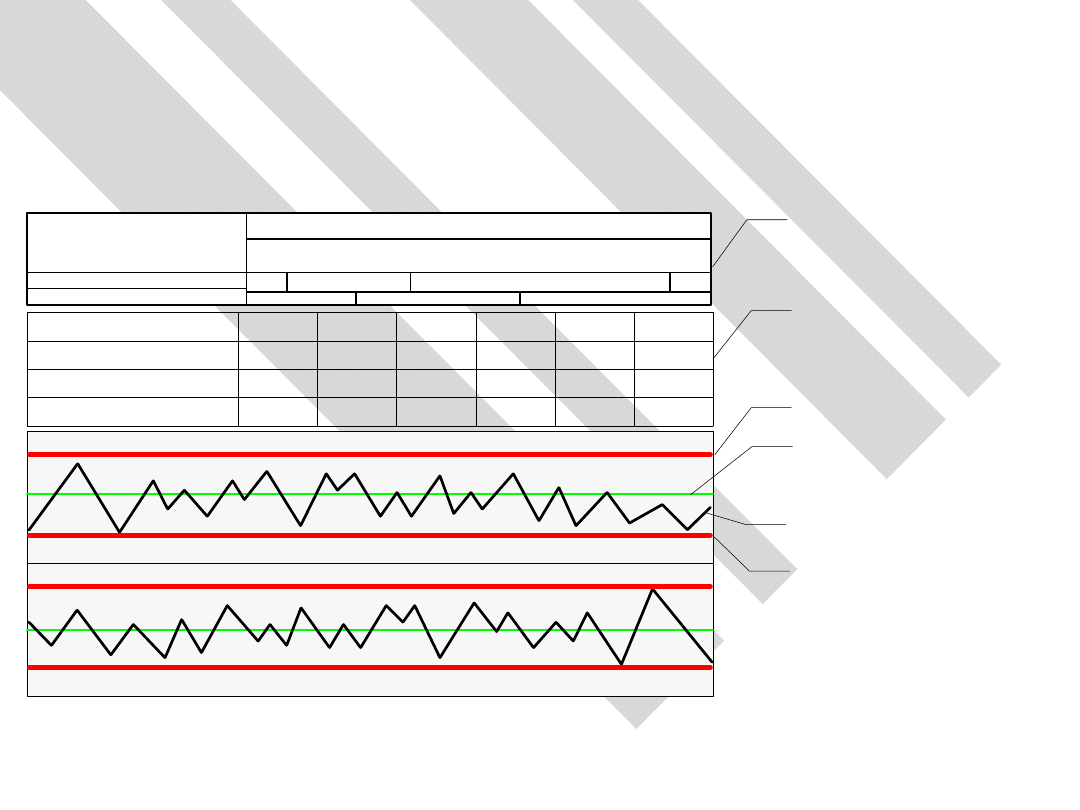
Karta kontrolna
SIZE
FSCM NO
DWG NO
REV
"Metka" karty kontrolnej
Dane z pomiarów
i wyniki obliczeń
Wykres mierzonej cechy
Górna linia kontrolna
Dolna linia kontrolna
Pomiary
1
Linia centralna
Opracow.: T. Greber
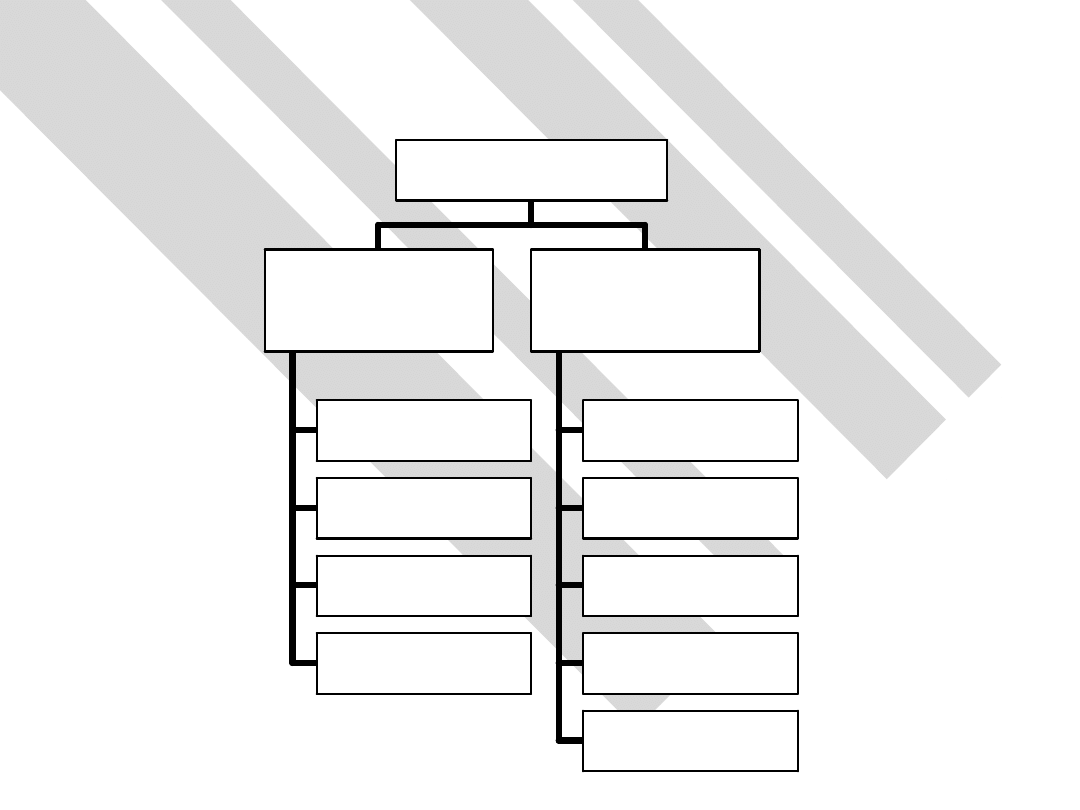
Podział kart kontrolnych
p
n p
c
u
o c e n a
a l t e r n a t y w n a
X - R
X - S
IX - M R
C U S U M
k . s p e c j a l n e
o c e n a
l i c z b o w a
K a r t y k o n tr o l n e
Karty kontrolne przy
ocenie liczbowej
Jak sterować procesami, gdy
mamy wyniki pomiarów
Opracow.: T. Greber
Karta X średnie - R
LCL D R
Karta
X
R
Górna linia kontrolna
UCL X A
R
UCL D R
4
Linia środkowa
X
X
k
R
R
k
Dolna linia kontrolna
LCL X A
R
Wykreślany punkt
X
X
n
R X
X
max
min
UCL
- górna linia kontrolna
LCL
- dolna linia kontrolna
R
- rozstęp
X
- wartość mierzonej cechy
k
- liczba próbek
n
- liczba pomiarów w próbce
A
, D
, D
4
- stałe
Opracow.: T. Greber
Stałe statystyczne
Stałe statystyczne
n
A
2
A
3
B
3
B
4
D
3
D
2
1,880
,659
0
,67
0
,67
3
1,0
1,954
0
,568
0
,575
4
0,79
1,68
0
,66
0
,8
5
0,577
1,47
0
,089
0
,115
6
0,48
1,87
0,00
1,970
0
,004
7
0,419
1,18
0,118
1,88
0,076
1,94
8
0,7
1,099
0,185
1,815
0,16
1,864
9
0,7
1,,0
0,9
1,761
0,184
1,816
10
0,08
0,975
0,84
1,716
0,
1,777
Opracow.: T. Greber
Karta IX-MR
Karta
IX
MR
Górna linia kontrolna
UCL
X
,66 MR
UCL ,7 MR
Linia środkowa
X
X
k
MR
MR
k
Dolna linia kontrolna
LCL
X
,66 MR
brak
Wykreślany punkt
X
MR
X
X
i
i 1
UCL
- górna linia kontrolna
LCL
- dolna linia kontrolna
MR
- ruchomy rozstęp
X
- wartość mierzonej cechy
k
- liczba próbek
Karty kontrolne przy
ocenie alternatywnej
Jak sterować procesami bez
mierzenia wyrobów
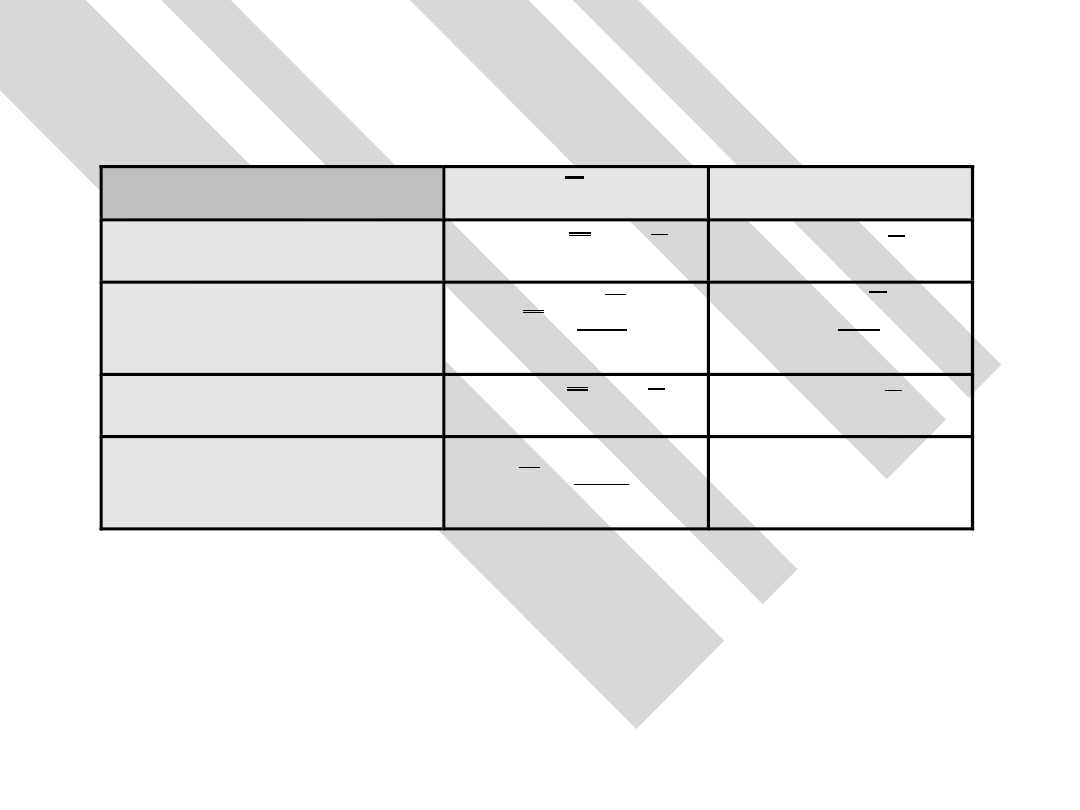
Opracow.: T. Greber
Ocena alternatywna
Wada
Niespełnienie wymagania zawiązanego
z zamierzonym użytkowaniem
lub uzasadnionymi oczekiwaniami,
włączając te, które są związane z
bezpieczeństwem
Niezgodność
Niespełnienie wyspecyfikowanego wymagania
Opracow.: T. Greber
Karty p i np
Karta
p
np
Górna linia kontrolna
UCL p
p 1 p
n
UCL np np1
p
Linia środkowa
p
k
p
np
np
k
Dolna linia kontrolna
LCL p
p 1 p
n
LCL np np1
p
Wykreślany punkt
p
k
n
wn
np
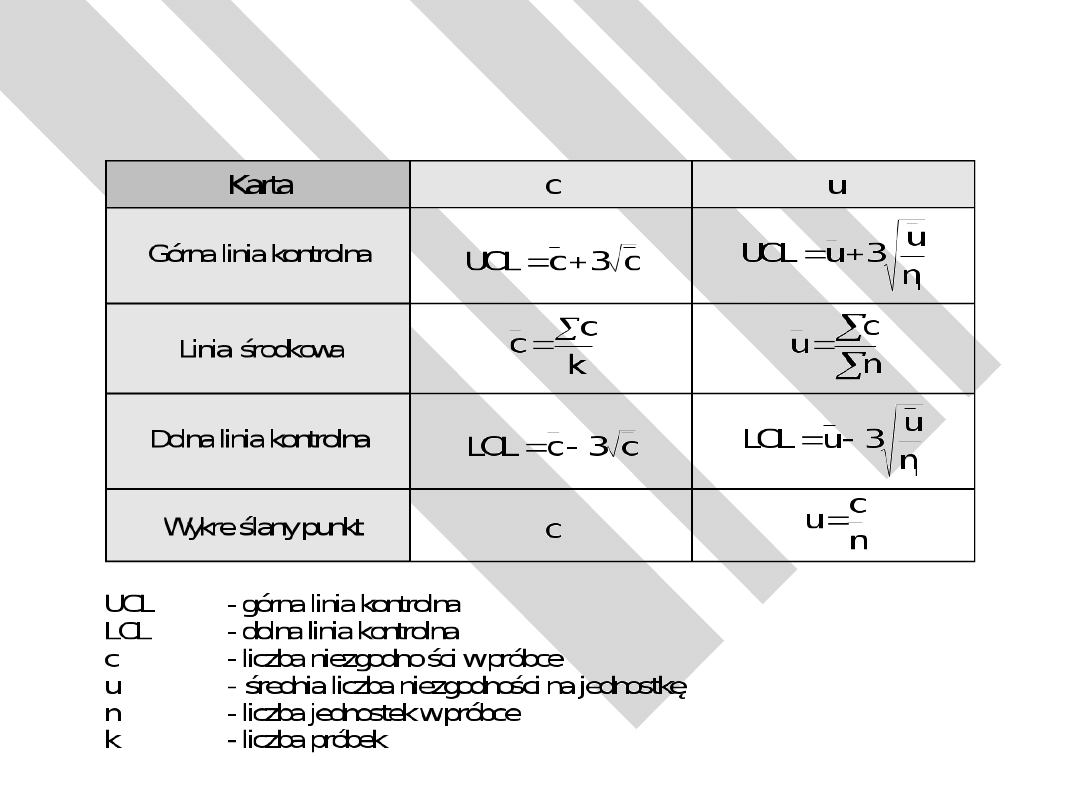
UCL
- górna linia kontrolna
LCL
- dolna linia kontrolna
k
- liczba próbek
k
wn
- liczba wyrobów niezgodnych w próbce
n
- liczba pomiarów w próbce
np
- liczba braków w próbce
11
Opracow.: T. Greber
Karty c i u
Specjalne karty kontrolne
Karty do nadzorowania
specyficznych procesów
Opracow.: T. Greber
Karta celu
Karta stosowana przy krótkich seriach produkcyjnych
Wartością monitorowaną jest różnica pomiędzy
wartością zakładaną (nominalną) a zmierzoną
Monitorowane jest odchylenie parametrów wyrobu od ideału
prz
X w cel
.
.
.
X
Opracow.: T. Greber
Karta proporcjonalna
Karta stosowana przy krótkich seriach produkcyjnych
Wartością monitorowaną jest stosunek wartości uzyskanej
do wartości nominalnej
Monitorowane jest odchylenie parametrów wyrobu od ideału
prz
X
w cel
.
.
X
Opracow.: T. Greber
Karta MA
Karta stosowana do obserwowania przesunięć w procesie,
które ciężko zobaczyć na kartach typu X-R
Można regulować „czułość” karty na przesunięcia procesu
Wskaźniki zdolności
Ile produkujemy braków
(wadliwość obliczeniowa)
Opracow.: T. Greber
Wskaźniki zdolności
jakościowej
Badać można zdolność całych procesów
lub tylko poszczególnych maszyn
Na podstawie wskaźnika, określić można m.in. wadliwość
produkcji jakiej należy się spodziewać
przy danym procesie (lub maszynie)
Opracow.: T. Greber
Wskaźnik zdolności Cp
6
LSL
USL
C
p
USL (LSL) - górna (dolna) granica tolerancji
6
- naturalny rozrzut procesu
Opracow.: T. Greber
Wskaźnik zdolności Cpk
min
LSL
x
;
x
USL
C
pk
USL (LSL) - górna (dolna) granica tolerancji
Opracow.: T. Greber
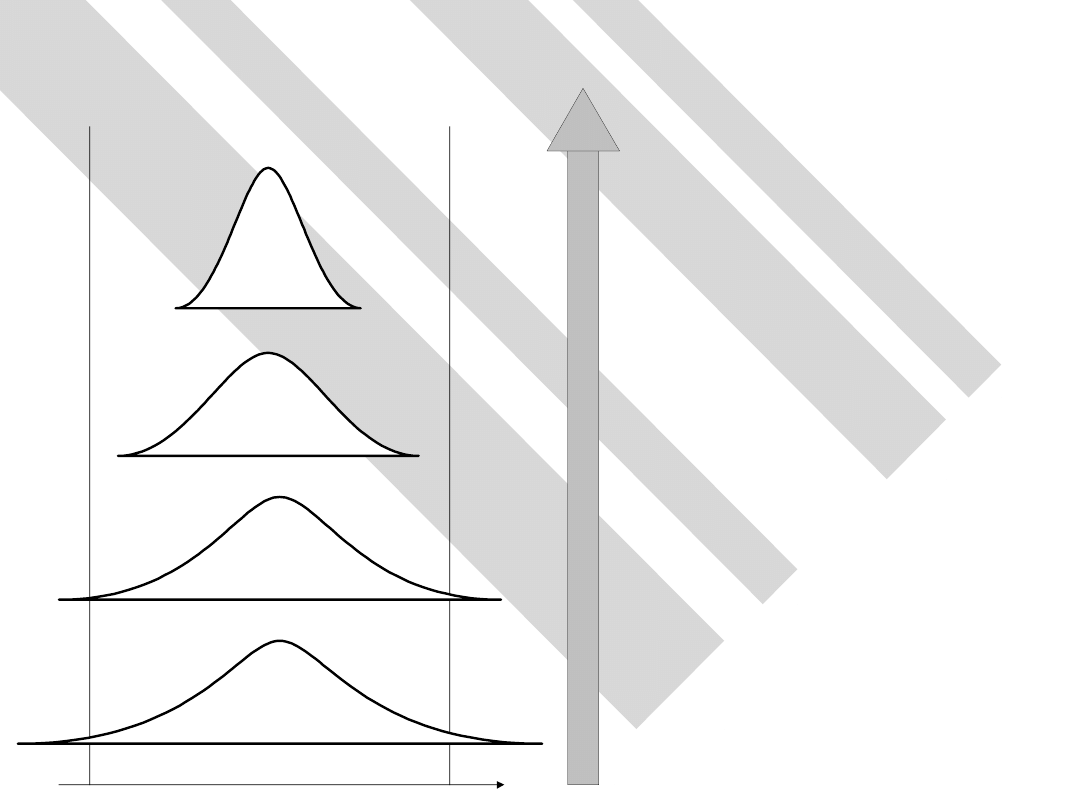
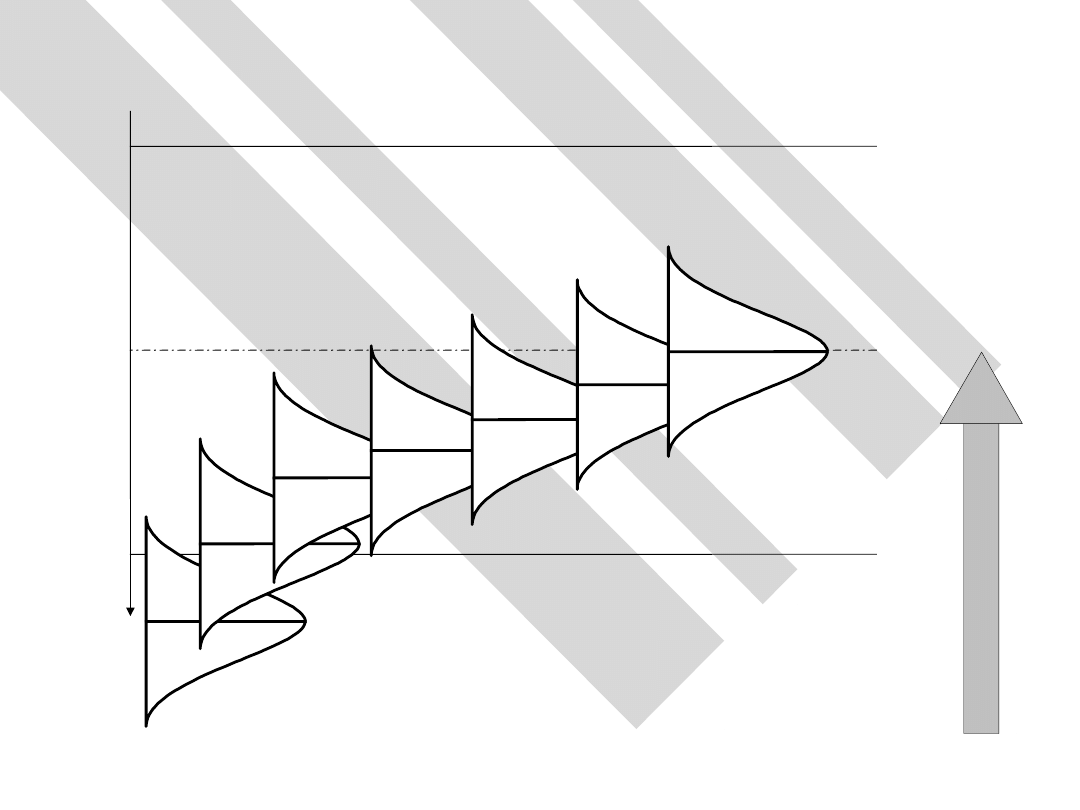
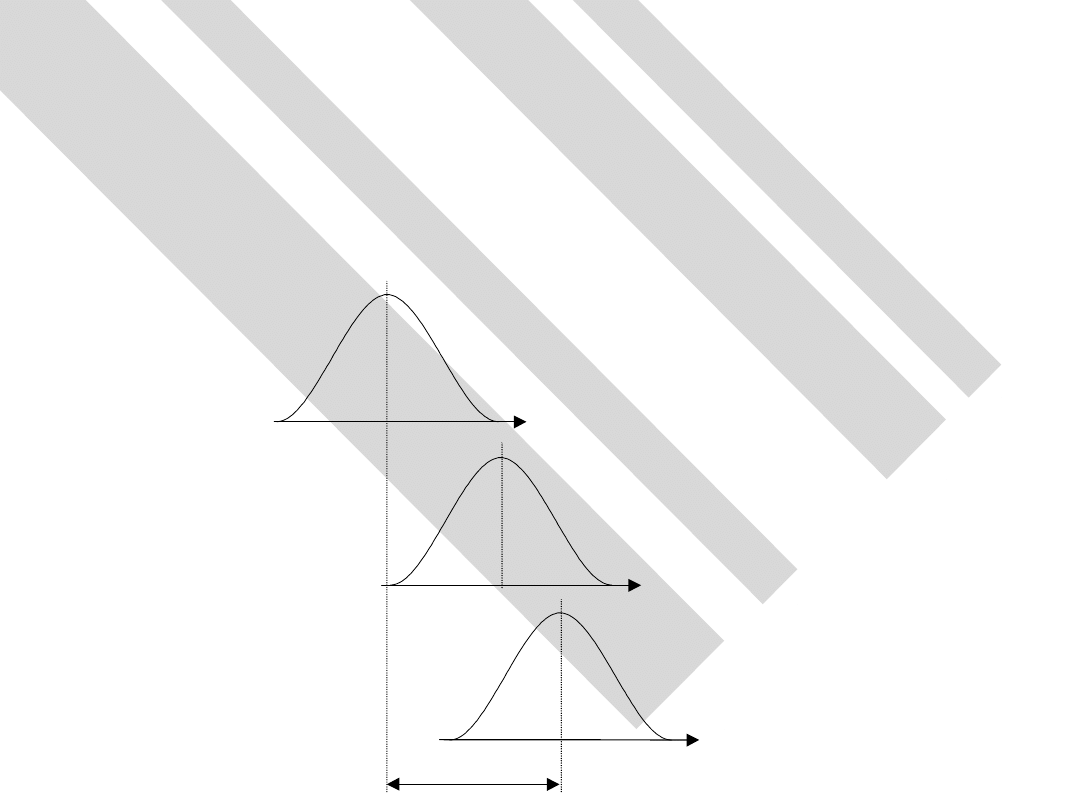
Zachowanie Cp
[mm]
LSL
USL
W
a
rt
o
ś
ć
w
s
k
a
ź
n
ik
a
C
p
Opracow.: T. Greber
Zachowanie Cpk
[mm]
W
a
rt
o
ś
ć
w
s
k
a
źn
ik
a
C
p
k
p
k
LSL
USL
Opracow.: T. Greber
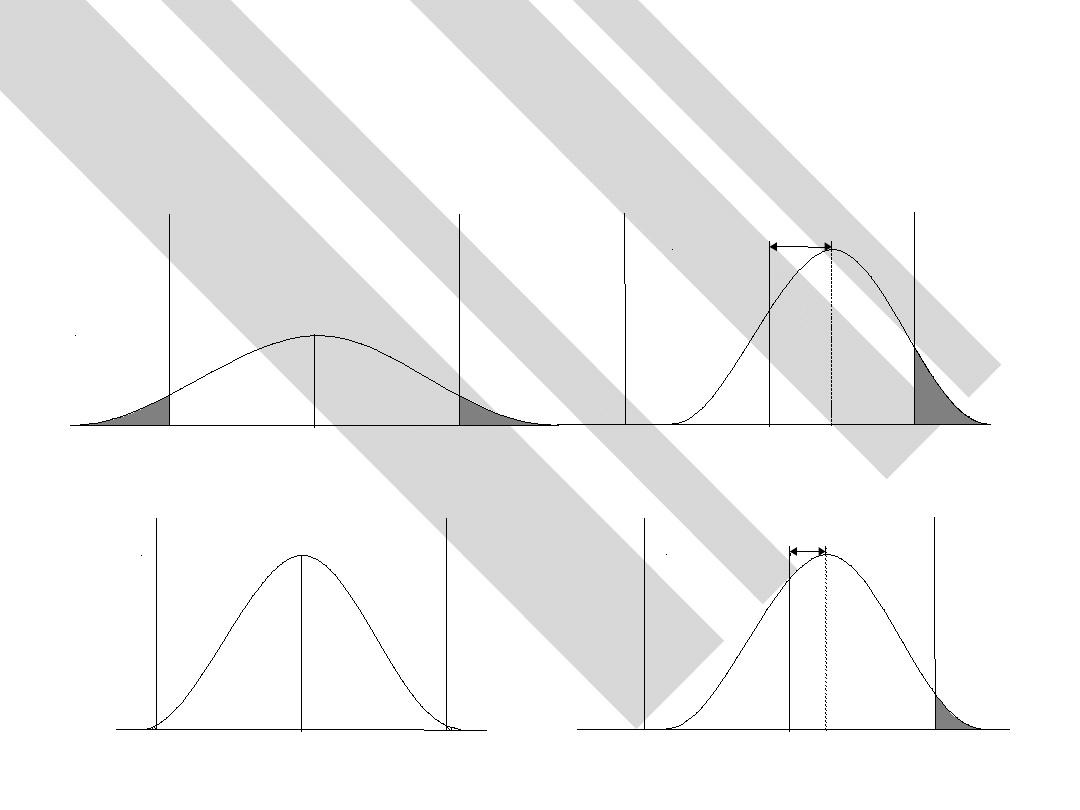
Wskaźniki
Cp=Cpk=1
X
śr.
=X
nomin.
LSL
USL
Cp=Cpk< 1
LSL
USL
X
śr.
=X
nomin.
Cp=1 > Cpk
LSL
USL
'
X
śr.
X
nomin.
Cp=1 > Cpk
LSL
USL
X
śr.
X
nomin.
Opracow.: T. Greber
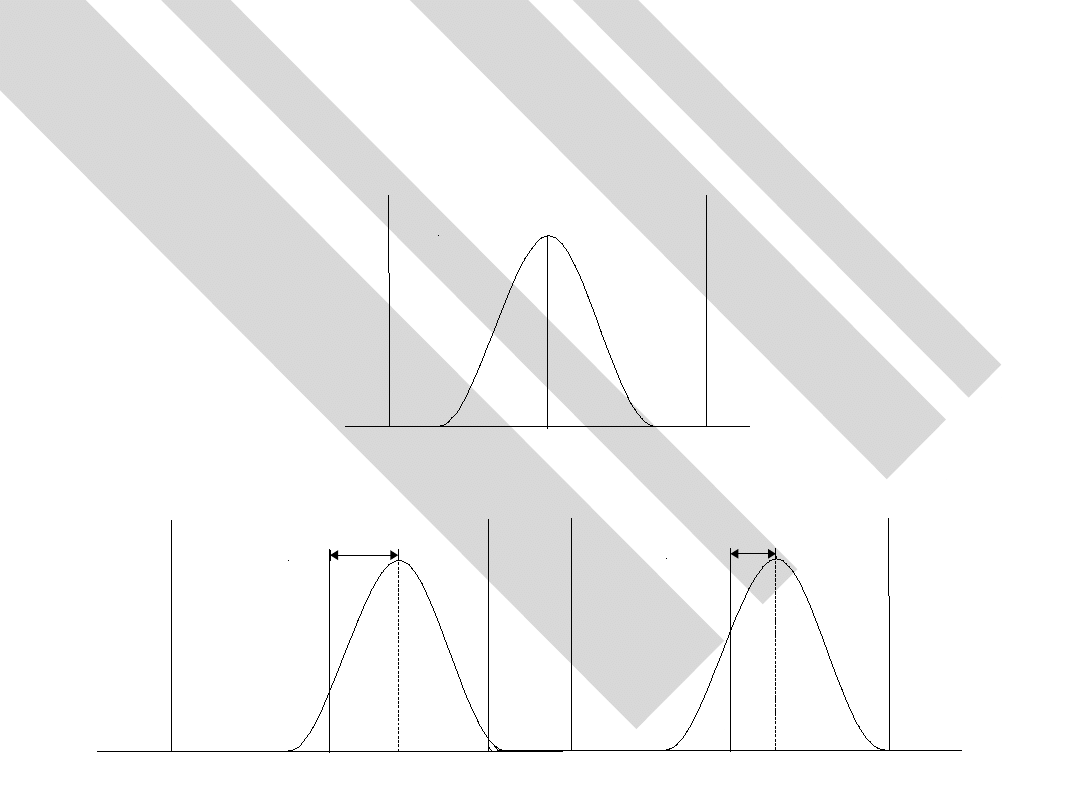
Wskaźniki
Cp=1,7 > Cpk
LSL
USL
X
śr.
X
nomin.
Cp=1,7 > Cpk
'
LSL
USL
X
śr.
X
nomin.
Cp=Cpk=1,7
LSL
USL
X
śr
= X
nomin.
Badanie zdolności
jakościowej maszyn
Opracow.: T. Greber
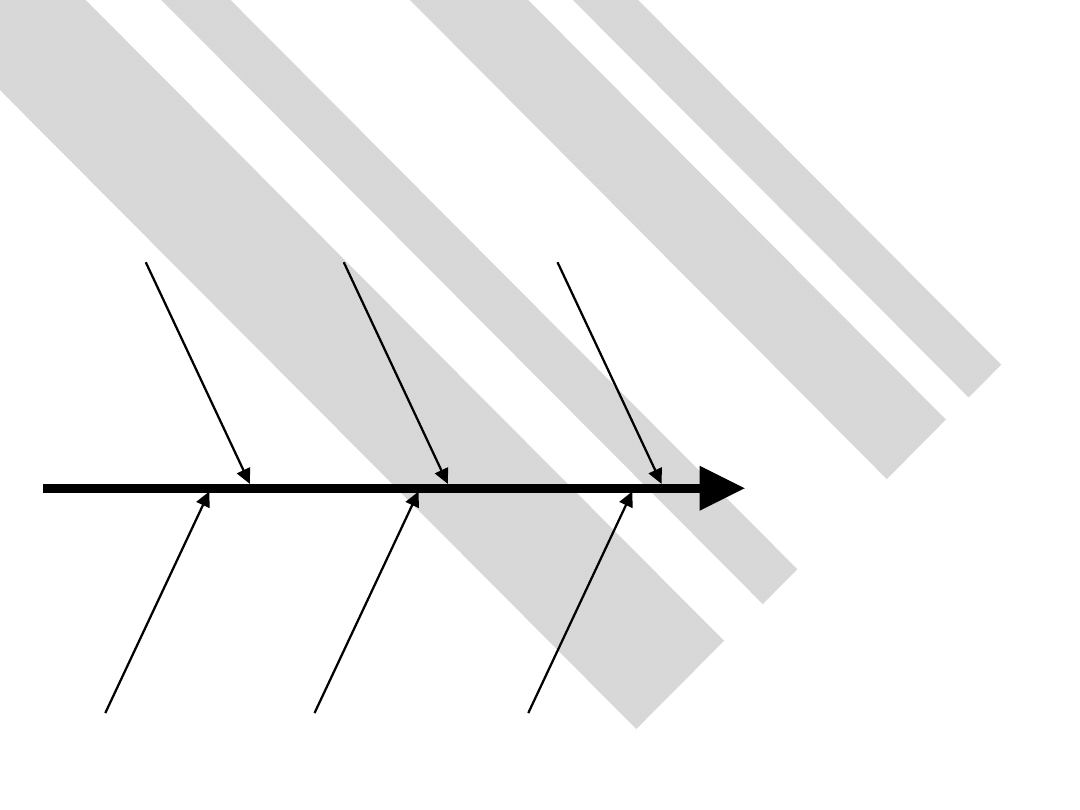
Źródła zmienności
Własność wyrobu
ma zmienną
wartość
Człowiek
Maszyna
Zarządzanie Pomiar
Technologia
Materiał
Opracow.: T. Greber
Eliminowanie
źródeł zmienności
zapewnić powtarzalne pomiary
wykorzystać tylko jednego
operatora
zapewnić jednorodny surowiec
(w miarę możliwości)
Opracow.: T. Greber
Wskaźnik C
m
lub
6
T
T
C
d
g
m
8
T
T
C
d
g
m
Opracow.: T. Greber
Wskaźnik C
mk
σ
x
T
;
σ
T
x
min
C
g
d
mk
Opracow.: T. Greber
Kiedy badać zdolność
maszyny?
zakup nowej maszyny
odbiór maszyny po remoncie
rozpoczynanie produkcji - seria
próbna
Planowanie
eksperymentów
Czyli jak zachowa się proces
Opracow.: T. Greber
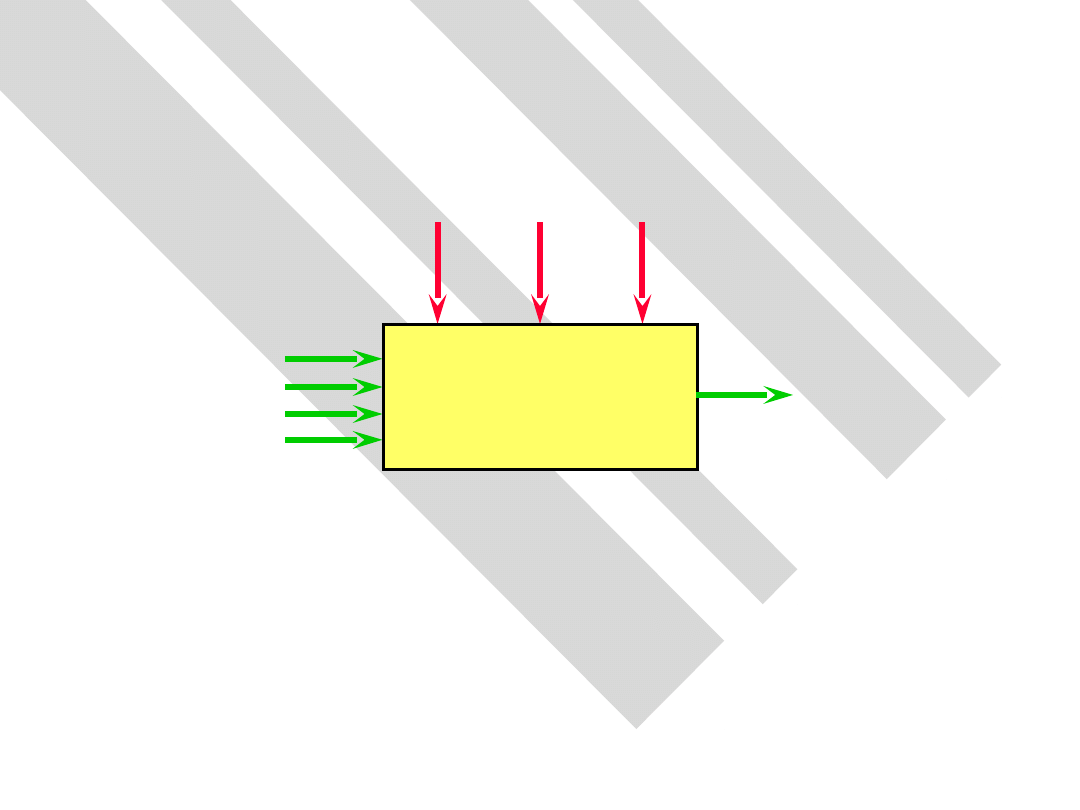
Planowanie
eksperymentów
Na każdy proces wpływają dwa rodzaje czynników:
czynniki kontrolowalne
- które jesteśmy w stanie
kontrolować, czyli np. parametry maszyny, rodzaj
materiału itp.,
Czynniki
kontrolowalne
Czynniki
niekontrolowalne
PROCES
TRANSFORMACJI
Wyrób
czynniki niekontrolowalne
- które wpływają w jakiś
sposób na proces, ale nie można ich kontrolować
(czynniki zakłócające), np. wpływ środowiska, „humory”
operatora maszyny itp.
Opracow.: T. Greber
SPC a planowanie
eksperymentów
PE
•
projektowanie procesu
• przywracanie procesu w stan
równowagi
SPC
•
monitorowanie procesu
• sygnalizowanie rozregulowania
procesu
Opracow.: T. Greber
Cele planowania
eksperymentów
Zbadanie, które zmienne najbardziej wpływają
na wyniki procesu (wyrób).
Określenie, jak powinny być ustawione czynniki
kontrolowalne, aby uzyskać optymalny wynik.
Określenie, jakie powinno być ustawienie
czynników kontrolowalnych, aby zmienność
wyrobu była jak najmniejsza.
Określenie, jak powinny być ustawione czynniki
kontrolowalne,
aby
wpływ
czynników
zakłócających był minimalny.
Opracow.: T. Greber
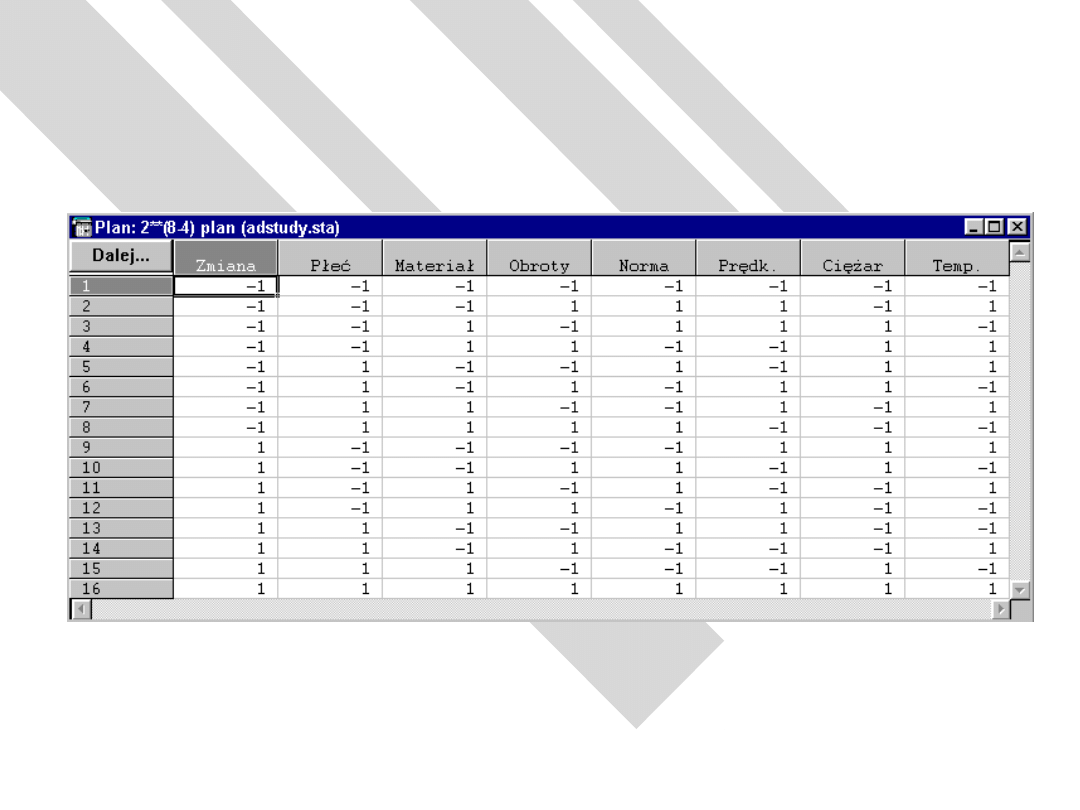
Eksperymenty
wieloczynnikowe
Eksperyment ośmio-czynnikowy (program Statistica)
Analiza systemu
pomiarowego
Czy możemy polegać na naszych
pomiarach?
Opracow.: T. Greber
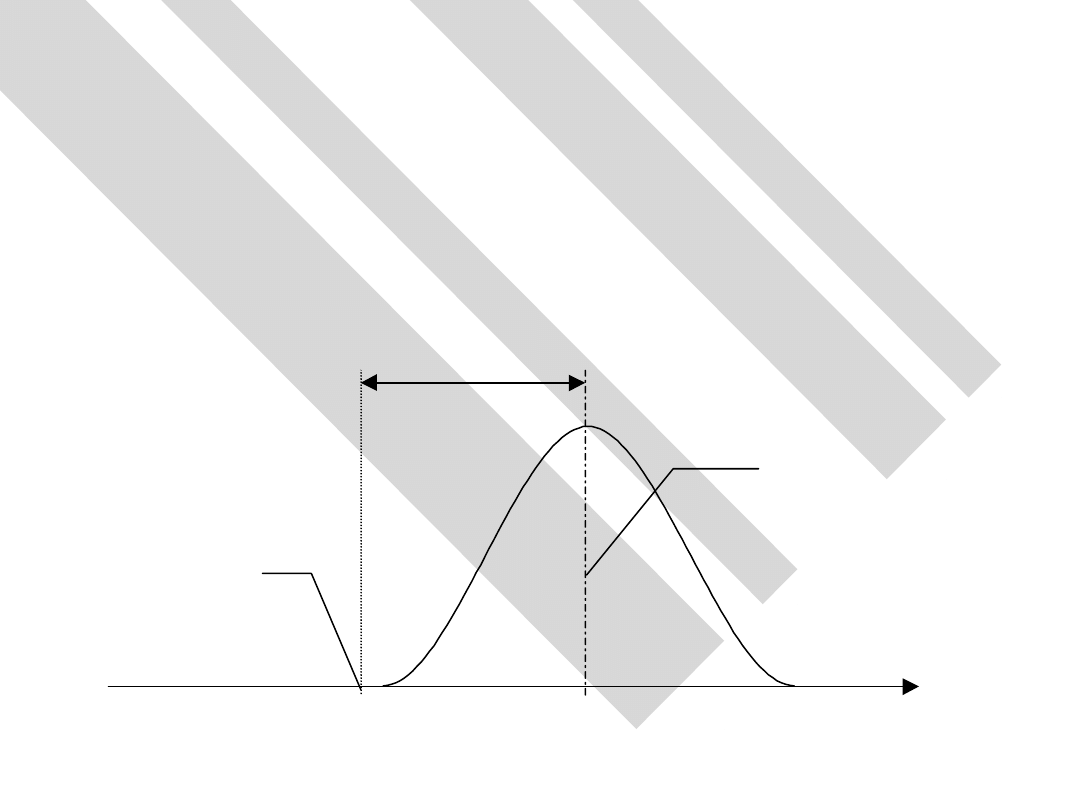
Dokładność
Jest to odchylenie wartości średniej z pomiarów od faktycznej
wielkości mierzonej właściwości
W
artość
rzeczyw
ista
W
artość średnia
z dokonanych pom
iarów
D
okładność
Opracow.: T. Greber
Powtarzalność
Powtarzalność
Operator A
Część nr 1
Jest to wariancja, zmienność wyników pomiarów uzyskanych
przy mierzeniu przez danego operatora jednej, tej samej
części kilkanaście razy
Opracow.: T. Greber
Odtwarzalność
Jest to zmienność występująca pomiędzy wartościami średnimi
z pomiarów dokonywanych przez różnych operatorów, podczas
mierzenia tym samym przyrządem tych samych części
O p e ra to r A
C zę ś ć n r 1
O p e ra to r C
C zę ś ć n r 1
O p e ra to r B
C zę ś ć n r 1
O d tw a rz a ln oś ć
Statystyczna kontrola
odbiorcza
Opracow.: T. Greber
Kontrola odbiorcza
Kontrola odbiorcza są to działania prowadzone
w celu ustalenia, czy dostarczona lub oferowana
do dostarczenia jednostka wyrobu, partia
wyrobów lub usługa jest możliwa do przyjęcia.
Jej
podstawowym
zadaniem
jest
więc
niedopuszczenie do przyjęcia niezgodnej z
założeniami
(określonymi
w
specyfikacji
technologicznej, normach, umowach z klientem
itp.) partii surowca lub wyrobów gotowych.
Opracow.: T. Greber
Ocena alternatywna
Ocena alternatywna polega na rejestrowaniu
występowania lub niewystępowania określonej,
interesującej
odbiorcę
cechy
w
zbiorze
kontrolowanych jednostek, a następnie zliczeniu
liczby takich wystąpień (lub niewystąpień) w
kontrolowanej jednostce, grupie produktów itd.
Podstawą
oceny
jest
zazwyczaj
procent
jednostek niezgodnych w kontrolowanej grupie.
Opracow.: T. Greber
Ocena liczbowa
Ocena liczbowa polega na mierzeniu i
rejestrowaniu wartości liczbowych właściwości
każdej jednostki z kontrolowanego zbioru.
Podstawą oceny partii ze względu na daną
własność są wyniki pomiarów uzyskane z próbki.
Opracow.: T. Greber
Definicje
Partia jest to określona ilość danego wyrobu,
materiału
lub
usługi
tworząca
całość,
przedstawiona jednorazowo do kontroli.
Próbka jest to jedna lub więcej jednostek losowo
pobranych z partii przeznaczonej do oceny,
służących dostarczeniu informacji o tej partii
(próbka musi być reprezentatywna i losowa).
Opracow.: T. Greber
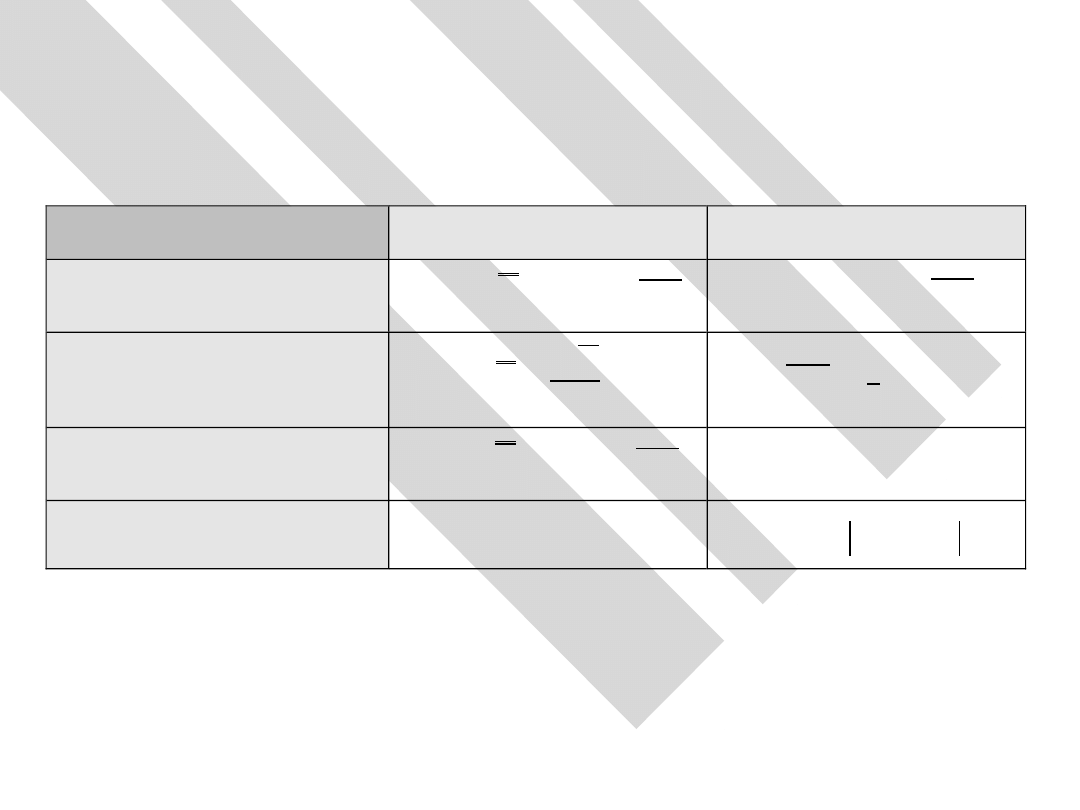
Rodzaje kontroli
Kontrola normalna - kontrola stosowana wówczas, gdy
nie ma podstaw do przypuszczenia, że poziom jakości
wyrobu różni się od poziomu akceptowanego.
Kontrola ulgowa, mniej ostra od kontroli normalnej,
stosowana jest wtedy, gdy z badania określonej liczby
kolejnych partii za pomocą kontroli normalnej wynika, że
poziom jakości wyrobów jest wyższy od założonego.
Kontrola obostrzona, ostrzejsza od kontroli normalnej,
stosowana jest wtedy, gdy z badania określonej liczby
kolejnych partii za pomocą kontroli normalnej wynika, że
poziom jakości wyrobów jest niższy od założonego.
Opracow.: T. Greber
Kontrola wg oceny
liczbowej
Warunkiem jej stosowania jest spełnienie
następujących wymagań:
badana własność musi być określona liczbowo, a jej rozkład musi być
normalny (lub zbliżony do normalnego),
wyrób nie może być oceniany ze względu na zbyt wiele właściwości
(w przeciwnym razie koszty oceny znacząco rosną i poleca się
stosowanie kontroli wg oceny alternatywnej),
personel powinien być wykwalifikowany, tzn. być w stanie stosować
tego typu metody.
Opracow.: T. Greber
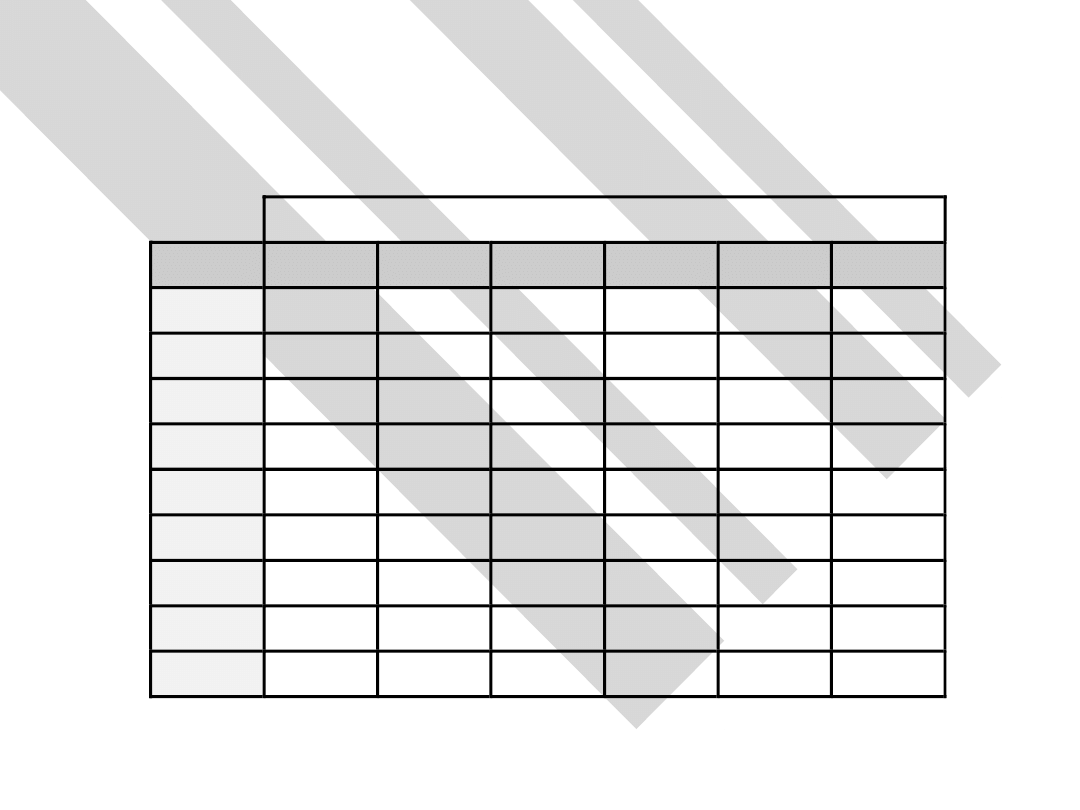
Znaki literowe - ocena
liczbowa
Liczność
Specjalne poziomy kontroli
Ogólne poziomy kontroli
partii
S-
S-4
I
II
III
do 8
9 do 15
16 do 5
6 do 50
51 do 90
91 do 150
151 do 80
81 do 500
501 do 100
101 do 00
01 do 10000
10001 do 5000
5001 do 150000
150001 do 500000
5000001 i więcej
B
B
B
B
B
B
B
C
D
E
F
G
H
H (I dla m. R)
H (J dla m. R)
B
B
B
B
B
C
D
E
F
G
H
I
J
K
K (L dla m. R)
B
B
B
C
D
E
F
G
H
I
J
K
L
M
N
B
B
C
D
E
F
G
H/I
1
J
K
L
M
N
P
P
C
D
E
F
G
H
I
J
K
L
M
N
P
P
P
1
stosować H dla liczności partii 81 do 400 oraz I dla liczności partii 401 do 500
Opracow.: T. Greber
Metoda R
Postępowanie:
określić poziom i rodzaj kontroli,
ustalić dopuszczalną wadliwość w
2
,
z tabeli odczytać znak literowy planu badania, a
następnie właściwą dla danego planu badania liczność
próbki n oraz parametr k,
obliczyć wartość średnią z pobranej próbki oraz rozstęp
R,
obliczyć
jeżeli
Q
g
k
g
i Q
d
k
d
- partię uznać za zgodną z
wymaganiami,
Q
g
< k
g
lub Q
d
< k
d
- partię uznać za niezgodną z
wymaganiami.
R
T
x
Q
R
x
T
Q
d
d
g
g
Opracow.: T. Greber
Metoda R
W
a
d
l
i
w
oś
ć
d
o
p
u
s
z
c
z
a
l
n
a
w
2
-
k
o
n
t
r
o
l
a
n
o
r
m
a
l
n
a
0
,
1
0
0
,
1
5
0
,
2
5
0
,
4
0
0
,
6
5
1
,
0
0
1
,
5
0
2
,
5
0
4
,
0
0
6
,
5
0
1
0
,
0
n
k
k
k
k
k
k
k
k
k
k
k
k
B3
0
,
5
8
7
0
,
5
0
2
0
,
4
0
1
0
,
2
9
6 B
C4
0
,
6
5
1
0
,
5
9
8
0
,
5
2
5
0
,
4
5
0
0
,
3
6
4
0
,
2
7
6 C
D5
0
,
6
6
3
0
,
6
1
4
0
,
5
6
5
0
,
4
9
8
0
,
4
3
1
0
,
3
5
2
0
,
2
7
2 D
E7
0
,
7
0
2
0
,
6
5
9
0
,
6
1
3
0
,
5
6
9
0
,
5
2
5
0
,
4
6
5
0
,
4
0
5
0
,
3
3
6
0
,
2
6
6 E
F1
0
0
,
9
1
6
0
,
8
6
3
0
,
8
1
1
0
,
7
5
5
0
,
7
0
3
0
,
6
5
0
0
,
5
7
9
0
,
5
0
7
0
,
4
2
4
0
,
3
4
1 F
G1
5 1
,
0
4
0
,
9
9
9
0
,
9
5
8
0
,
9
0
3
0
,
8
5
0
0
,
7
9
2
0
,
7
3
8
0
,
6
8
4
0
,
6
1
0
0
,
5
3
6
0
,
4
5
2
0
,
3
6
8 G
H
2
5 1
,
1
0
1
,
0
5
1
,
0
1
0
,
9
5
1
0
,
8
9
6
0
,
8
3
5
0
,
7
7
9
0
,
7
2
3
0
,
6
4
7
0
,
5
7
1
0
,
4
8
4
0
,
3
9
8 H
I 3
0 1
,
1
0
1
,
0
6
1
,
0
2
0
,
9
5
9
0
,
9
0
4
0
,
8
4
3
0
,
7
8
7
0
,
7
3
0
0
,
6
5
4
0
,
5
7
7
0
,
4
9
0
0
,
4
0
3 I
J 4
0 1
,
1
3
1
,
0
8
1
,
0
4
0
,
9
7
8
0
,
9
2
1
0
,
8
6
0
0
,
8
0
3
0
,
7
4
6
0
,
6
6
8
0
,
5
9
1
0
,
5
0
3
0
,
4
1
5 J
K6
0 1
,
1
6
1
,
1
1
1
,
0
6
1
,
0
0
0
,
9
4
8
0
,
8
8
5
0
,
8
2
6
0
,
7
6
8
0
,
6
8
9
0
,
6
1
0
0
,
5
2
1
0
,
4
3
2 K
L8
5 1
,
1
7
1
,
1
3
1
,
0
8
1
,
0
2
0
,
9
6
2
0
,
8
9
9
0
,
8
3
9
0
,
7
8
0
0
,
7
0
1
0
,
6
2
1
0
,
5
3
0
0
,
4
4
1 L
M
1
1
5 1
,
1
9
1
,
1
4
1
,
0
9
1
,
0
3
0
,
9
7
5
0
,
9
1
1
0
,
8
5
1
0
,
7
9
1
0
,
7
1
1
0
,
6
3
1
0
,
5
3
9
0
,
4
4
9 M
N
1
7
5 1
,
2
1
1
,
1
6
1
,
1
1
1
,
0
5
0
,
9
9
4
0
,
9
2
9
0
,
8
6
8
0
,
8
0
7
0
,
7
2
6
0
,
6
4
4
0
,
5
5
2
0
,
4
6
0 N
P2
3
0 1
,
2
1
1
,
1
6
1
,
1
2
1
,
0
6
0
,
9
9
6
0
,
9
3
1
0
,
8
7
0
0
,
8
0
9
0
,
7
2
8
0
,
6
4
6
0
,
5
5
3
0
,
4
6
2 P
k
k
k
k
k
k
k
k
k
k
k
k
0
,
1
0
0
,
1
5
0
,
2
5
0
,
4
0
0
,
6
5
1
,
0
0
1
,
5
0
2
,
5
0
4
,
0
0
6
,
5
0
1
0
,
0
W
a
d
l
i
w
oś
ć
d
o
p
u
s
z
c
z
a
l
n
a
w
2
-
k
o
n
t
r
o
l
a
o
b
o
s
t
r
z
o
n
a
Opracow.: T. Greber
Kontrola wg oceny
alternatywnej
Zastosowanie:
trudno jest ocenić wyrób metodą liczbową,
ważny jest prosty sposób kontroli,
nie są potrzebne dokładne informacje o kontrolowanej partii wyrobów.
Wady:
mała dokładność uzyskanych wyników,
potrzebna jest większa liczność próbki w porównaniu z kontrolą
wg oceny liczbowej.
Opracow.: T. Greber
Znaki literowe - ocena
alternatywna
Liczność
Specjalne poziomy kontroli
Ogólne poziomy kontroli
partii
S-1
S-
S-
S-4
I
II
III
do 8
9 do 15
16 do 5
6 do 50
51 do 90
91 do 150
151 do 80
81 do 500
501 do 100
101 do 00
01 do 10000
10001 do 5000
5001 do 150000
150001 do 500000
5000001 i więcej
A
A
A
A
B
B
B
B
C
C
C
C
D
D
D
A
A
A
B
B
B
C
C
C
D
D
D
E
E
E
A
A
B
B
C
C
D
D
E
E
F
F
G
G
H
A
A
B
C
C
D
E
E
F
G
G
H
J
J
K
A
A
B
C
C
D
E
F
G
H
J
K
L
M
N
A
B
C
D
E
F
G
H
J
K
L
M
N
P
Q
B
C
D
E
F
G
H
J
K
L
M
N
P
Q
R
Opracow.: T. Greber
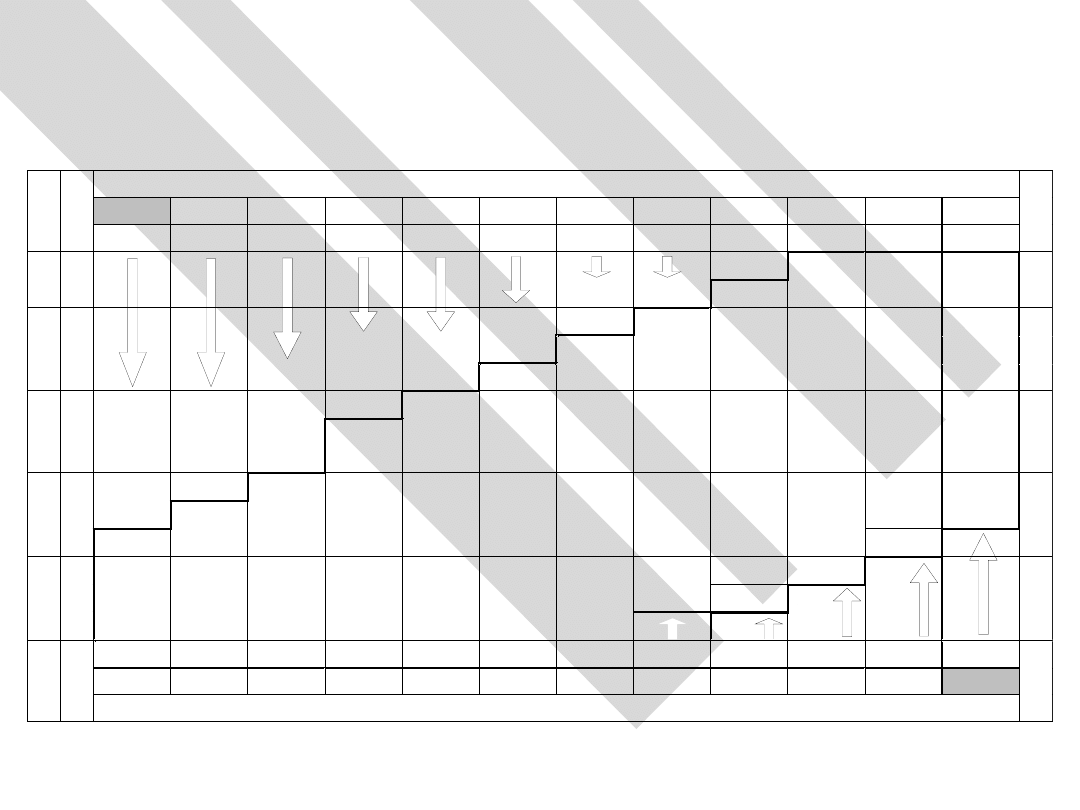
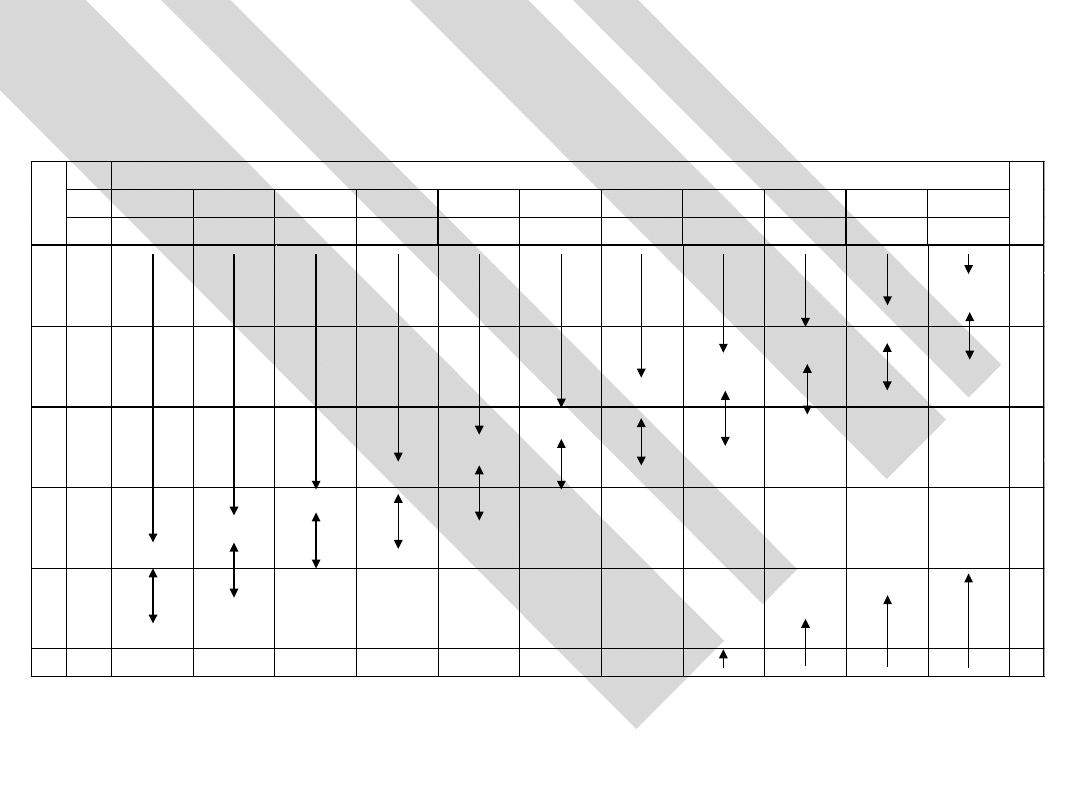
Kontrola wg oceny
alternatywnej
n - liczność próbki
- stosować pierwszy plan poniżej strzałki
- stosować pierwszy plan powyżej strzałki
Wadliwość dopuszczalna w
- kontrola normalna
0,04
0,065
0,10
0,15
0,5
0,40
0,65
1,00
1,50
,50
4,00
n
A
c
R
c
A
c
R
c
A
c
R
c
A
c
R
c
A
c
R
c
A
c
R
c
A
c
R
c
A
c
R
c
A
c
R
c
A
c
R
c
A
c
R
c
A
A
B
C
5
0 1
0 1
B
C
D
8
0 1
D
E
1
0 1
1
E
F
0
0 1
1
F
G
0 1
1
4
G
H
50
0 1
1
4
5 6
H
J
80
0 1
1
4
5 6
7 8
J
K
15
0 1
1
4
5 6
7 8
10 11
K
L
00
0 1
1
4
5 6
7 8
10 11
14 15
L
M
15
0 1
1
4
5 6
7 8
10 11
14 15
1
M
N
500
1
4
5 6
7 8
10 11
14 15
1
N
P
800
1
4
5 6
7 8
10 11
14 15
1
P
Q 150
1
4
5 6
7 8
10 11
14 15
1
Q
R
000
4
5 6
R
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Slide 37
- Slide 38
- Slide 39
- Slide 40
- Slide 41
- Slide 42
- Slide 43
- Slide 44
- Slide 45
- Slide 46
- Slide 47
- Slide 48
- Slide 49
- Slide 50
- Slide 51
- Slide 52
- Slide 53
- Slide 54
- Slide 55
- Slide 56
- Slide 57
- Slide 58
- Slide 59
Wyszukiwarka
Podobne podstrony:
Metody statystyczne w zarządzaniu jakością, Zarządzanie ZL
Metody kompleksowego zarządzania jakością karty kontrolne
metody i techniki zarządzania jakością (4 str), Zarządzanie(1)
Metody kompleksowego zarządzania jakością wykresy
METODY I TECHNIKI ZARZĄDZANIA JAKOŚCIĄ
Metody statystyczne w zarządzaniu
metody i techniki zarządzania jakością
Metody kompleksowego zarzadzania jakością
Metody kompleksowego zarządzania jakością karty kontrolne
Frąś J, SiwkowskiM Metody i techniki zarządzania jakością
Metody i techniki zarządzania jakością materiałów (Kamil Wiernik)
Metody kompleksowego zarządzania jakością karty kontrolne
Metody i techniki zarządzania jakością
METODY ZARZĄDZANIA JAKOŚCIĄ QFD
T 3 Metody zarządzania jakością
Metody zarządzania jakością
więcej podobnych podstron