Nacinanie gwintów
Nacinanie gwintów
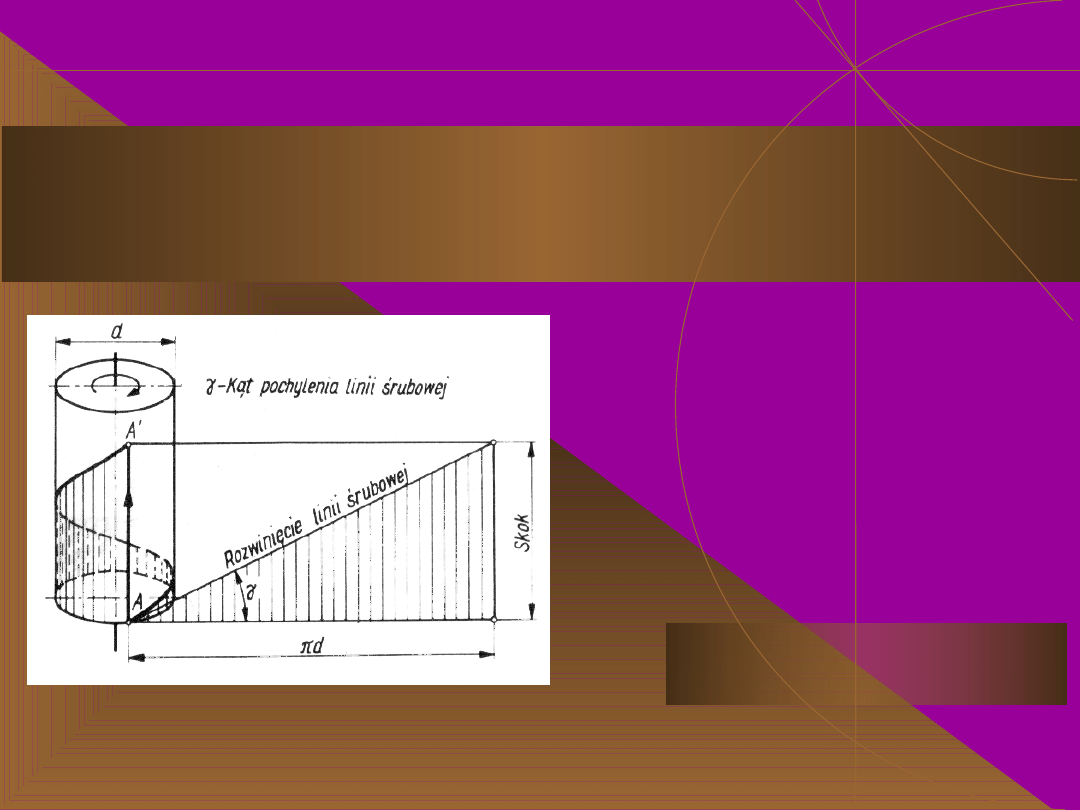
Nacinanie gwintu, czyli
gwintowanie, polega na
wykonaniu na powierzchni
wałka lub otworu wgłębień
wzdłuż linii śrubowej.
Odległość A - A’, czyli
odcinek drogi, jaką przebył
punkt A w czasie jednego
pełnego obrotu walca,
nazywa się skokiem linii
śrubowej.
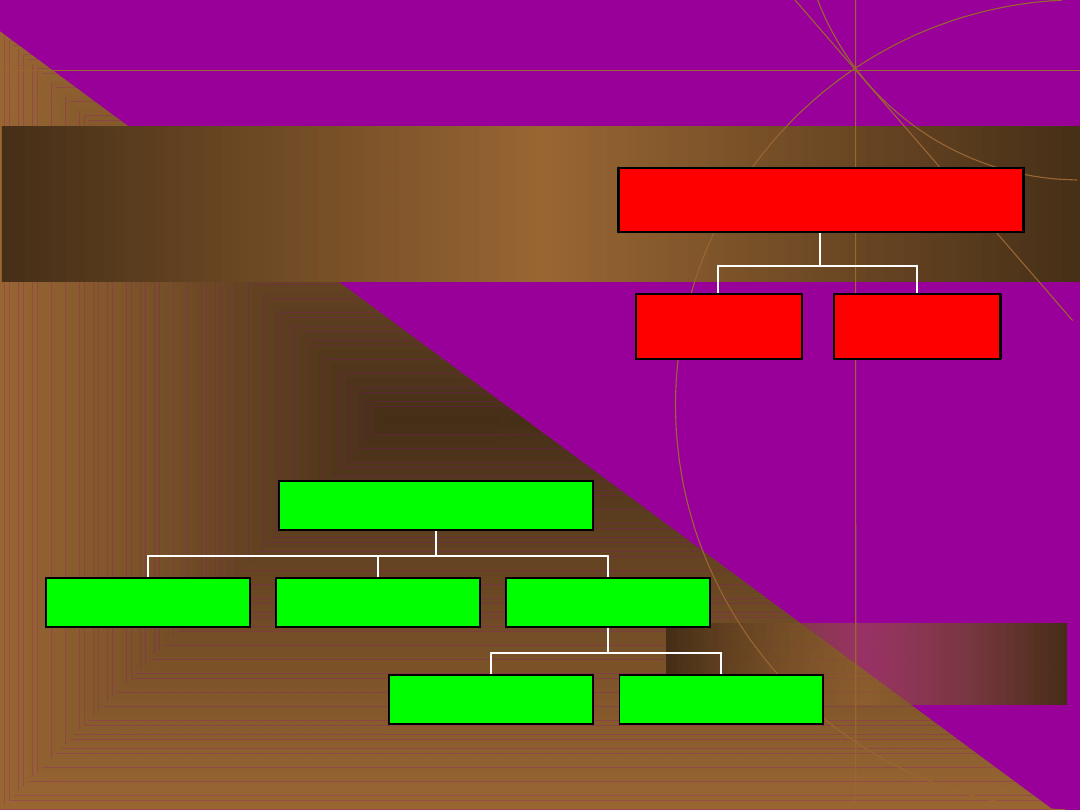
Rodzaje gwintów
T r ó jk ą t n e
P r o s to k ą t n e
S y m e tr y c z n e
N ie s y m e tr y c z n e
T r a p e z o w e
W z a le ż n o ś c i o d z a r y s ó w
M e tr y c z n e
C a lo w e
W z a le ż n o ś c i o d s y s te m ó w
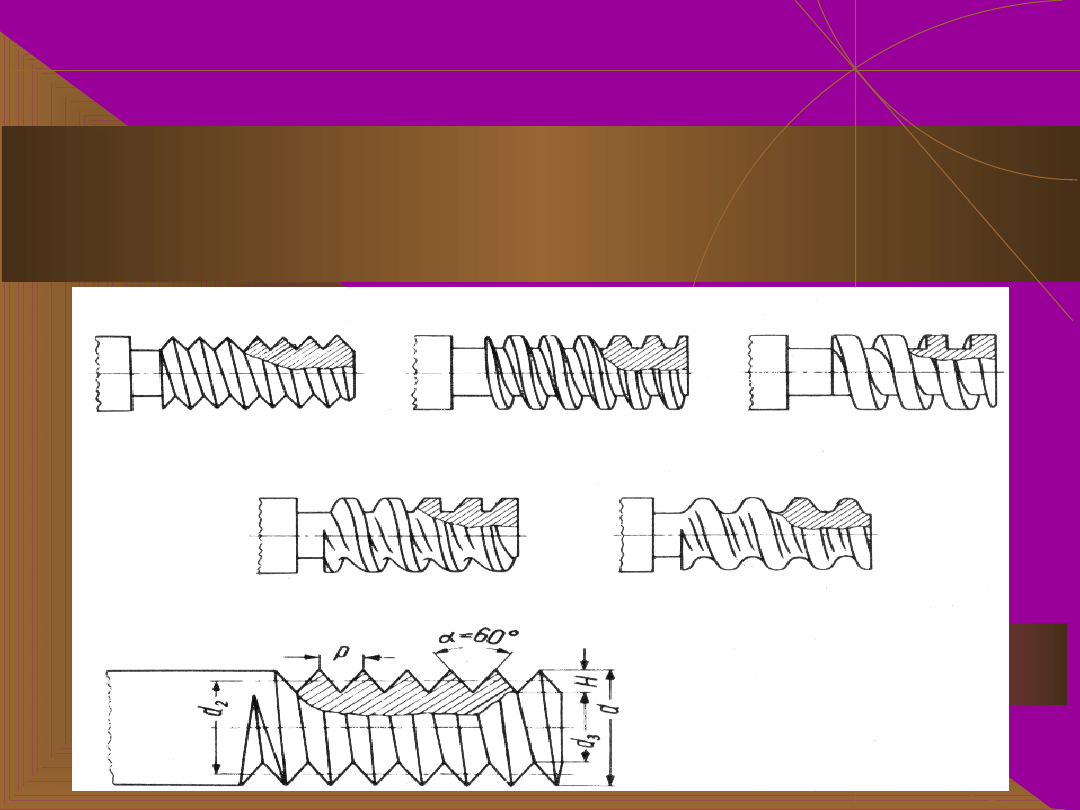
Rodzaje gwintów
Technika nacinania gwintu
zewnętrznego
Na oczyszczonym sworzniu odmierza się długość nacinania
gwintu i mocuje się go w pionowym położeniu np. w imadle.
Następnie sworzeń smaruje się olejem rzepakowym lub
lnianym i nakłada na jego koniec odpowiednią narzynkę. Teraz
pokręca się narzynką w prawo o cały obrót i w lewo około
ćwierć obrotu. Pokręcanie przeprowadza się aż do dojścia
narzynki do wyznaczonej na sworzniu długości gwintu.
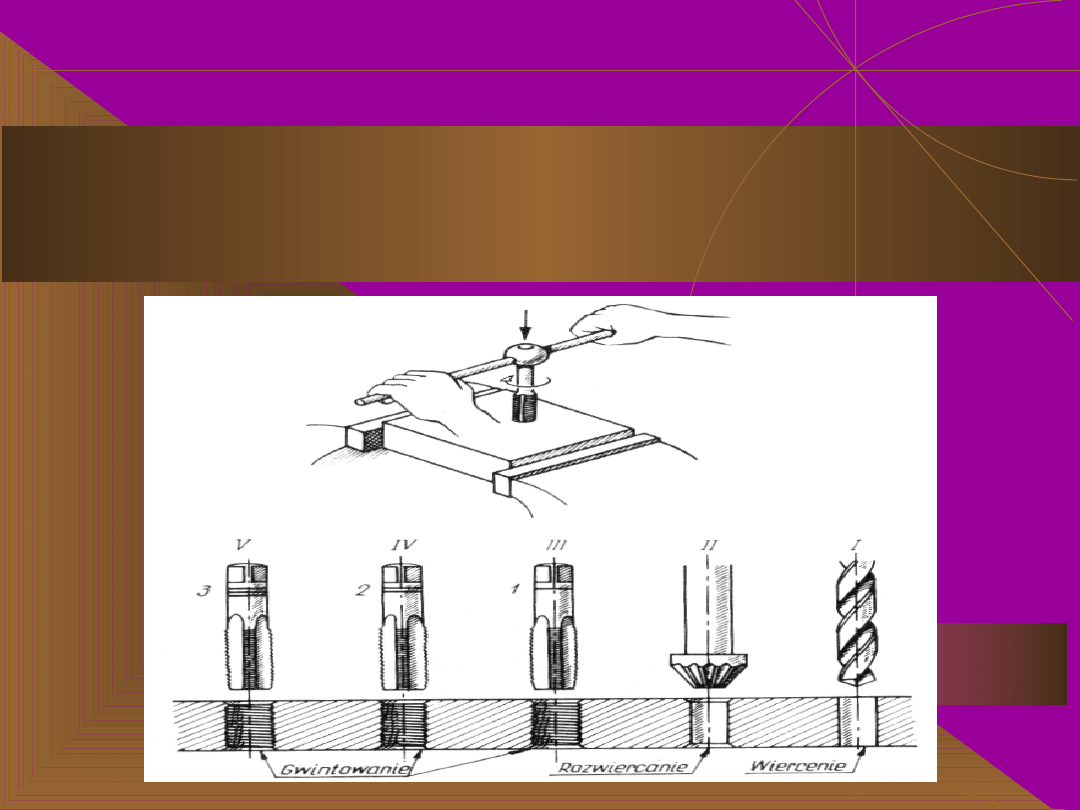
Technika nacinania gwintu
wewnętrznego
Przedmiot z wywierconym otworem odpowiednio nocuje się w imadle,
następnie w otwór wkłada się nasmarowany gwintownik nr 1 i
sprawdza kątownikiem prostopadłość położenia gwintownika
względem powierzchni przedmiotu. Wywierając lekki nacisk
osiowy,obraca się pokrętką gwintownika w prawo aż do momentu, gdy
zacznie powstawać bruzda i gwintownik będzie wgłębiał się
samoczynnie. Po wykonaniu każdego pełnego obrotu w prawo cofa się
gwintownik o pół obrotu w lewo, powtarzając tę czynność aż do
nacięcia całego gwintu. Po wykonaniu pracy gwintownikiem nr 1
wkłada się w otwór gwintownik nr 2 w nacięty już zarys gwintu i
gwintuje się podobnie jak gwintownikiem nr 1.Gwint wykańcza się
gwintownikiem nr 3 w ten sam sposób jak przy gwintowaniu
poprzednimi gwintownikami.
Technika nacinania gwintu
wewnętrznego
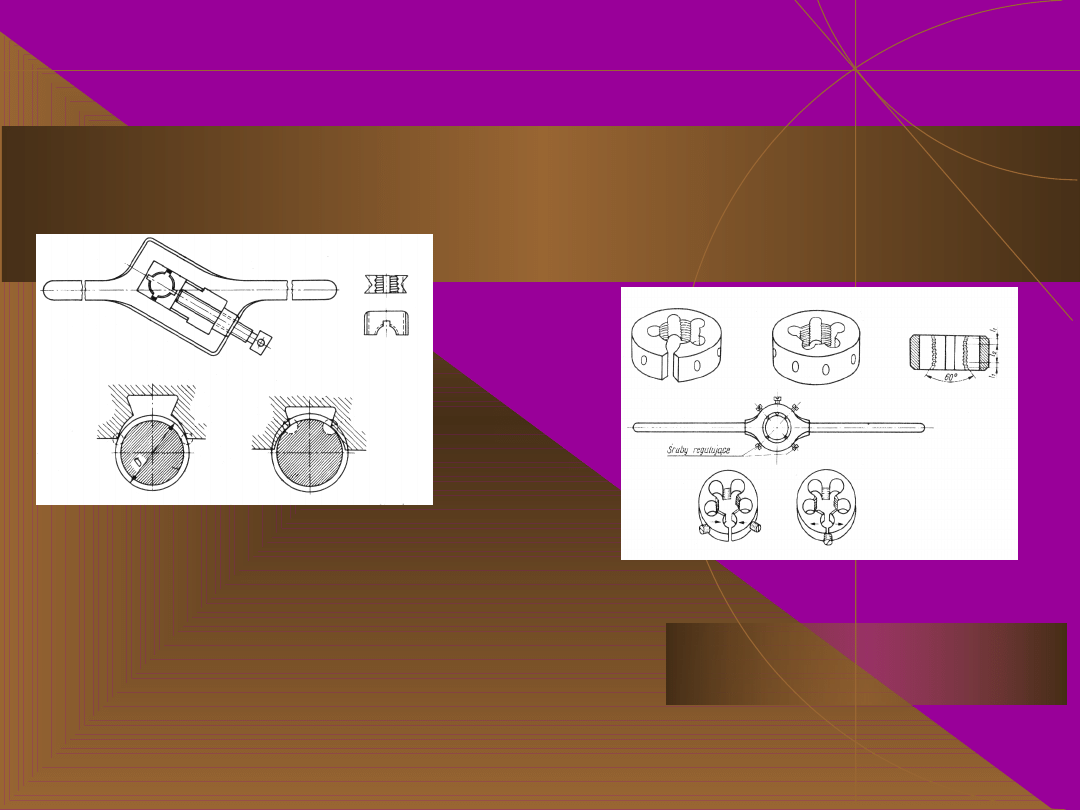
Narzynki
To stalowe hartowane pierścienie wewnątrz nagwintowane, z
wywierconymi otworami tworzącymi krawędzie tnące i
jednocześnie do odprowadzania wiórów. Liczba krawędzi
skrawających równa jest liczbie otworów i zależy od średnicy
gwintu. W narzynkach reguluje się średnicę nacinanego gwintu.
Regulacji dokonuje się za pomocą śrub umieszczonymi w oprawce.
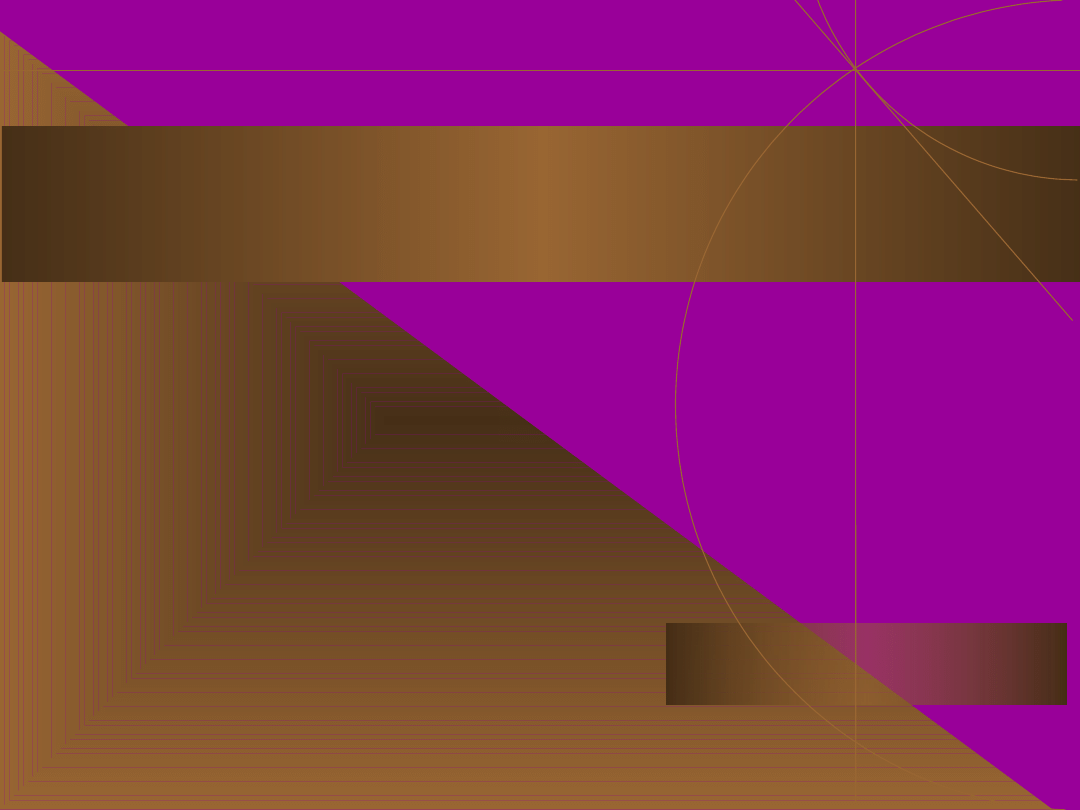
Gwintownik
Gwintownik to narzędzie skrawające przeznaczone do ręcznego lub maszynowego
nacinania lub wykańczania gwintu wewnętrznego
Gwintowniki są wykonywane z następujących gatunków stali z zachowaniem
wymienionych parametrów obróbki cieplnej:
stal NC6 temperatura hartowania 800÷830°C
temperatura odpuszczania 150÷260°C
twardość minimum 62 HRC
stal SW9 temperatura hartowania 1210÷1230°C
temperatura odpuszczania 540÷560°C
twardość około 62 HRC
stal SW7 temperatura hartowania 1190÷1210°C
temperatura odpuszczania 540÷560°C
twardość minimum 62 HRC
Gwintownik
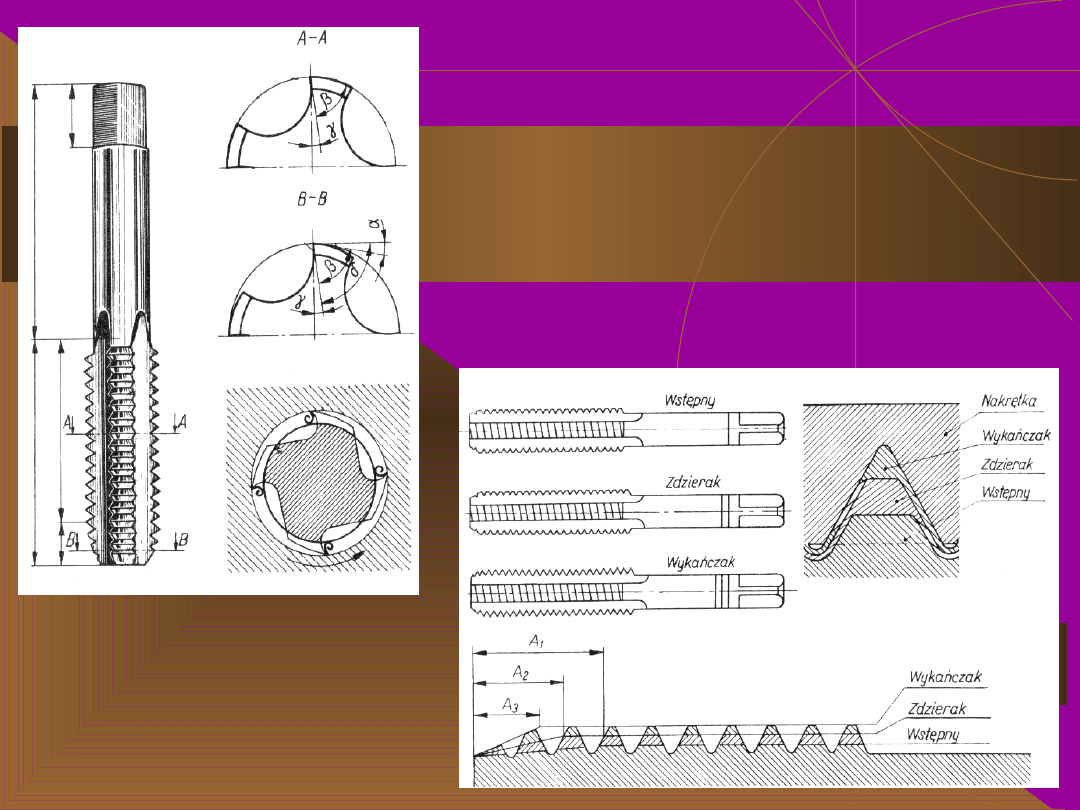
Średnice sworzni do
gwintowania za
pomocą narzynek
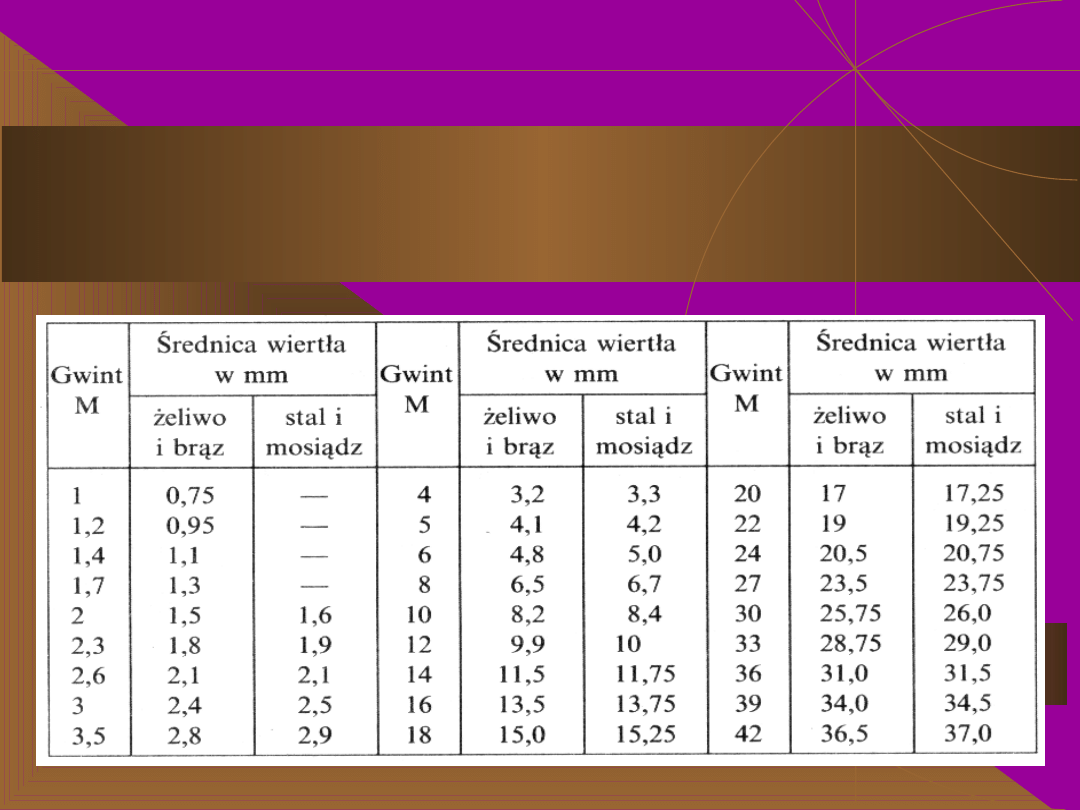
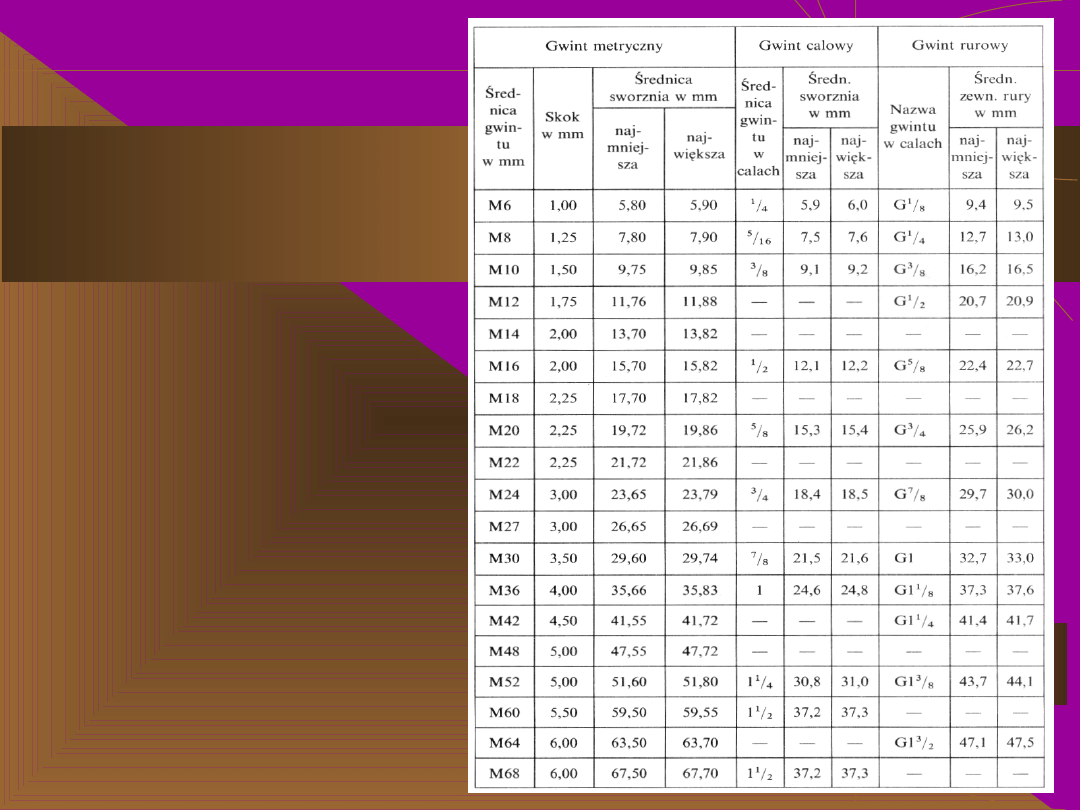
Średnice wierteł do otworów
pod gwinty
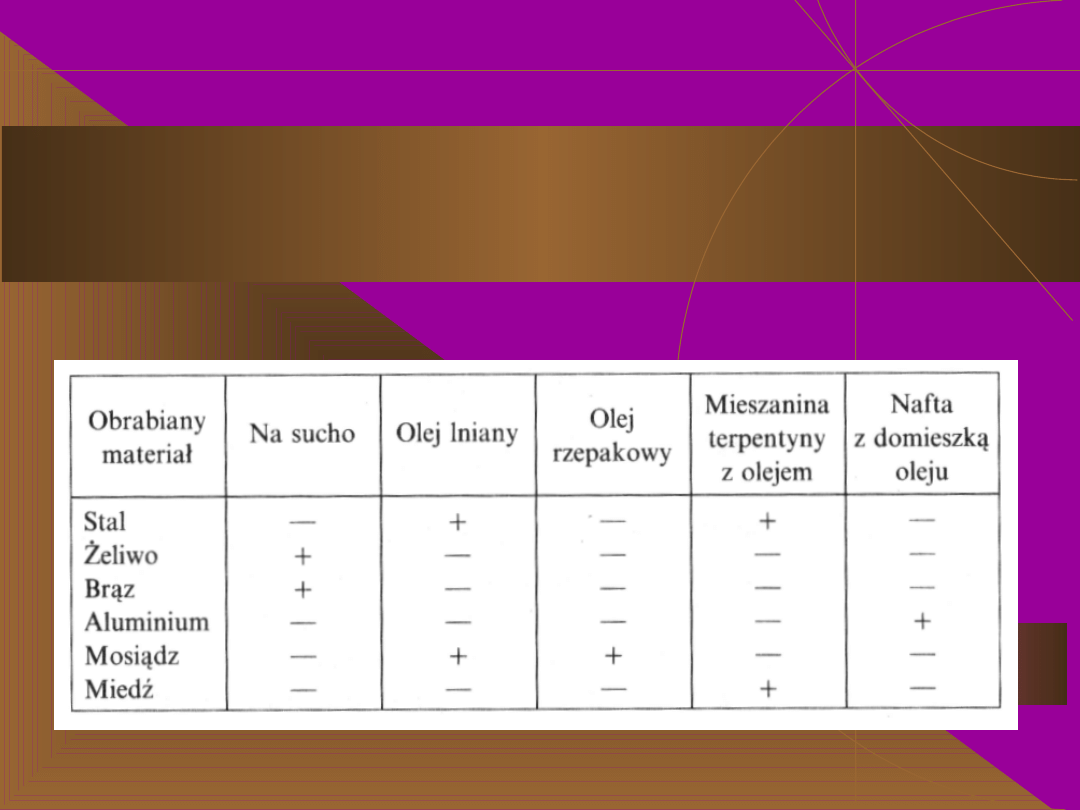
Smarowanie stosowane
podczas gwintowania
Ręczne nacinanie gwintów
na rurach
Przed przystąpieniem do gwintowania rurę oczyszcza się i
sprawdza kątownikiem prostopadłość płaszczyzny czołowej do osi
rury. Jeśli płaszczyzna nie jest prostopadła, to opiłowuje się nią
pilnikiem. Następnie zakończenie rury smaruje się, zakłada
gwintownicę i obracając nią nacina gwint.
Do nacinania gwintu wewnętrznego w rurach używa się
kompletu składającego się z dwóch kolejnych gwintowników.
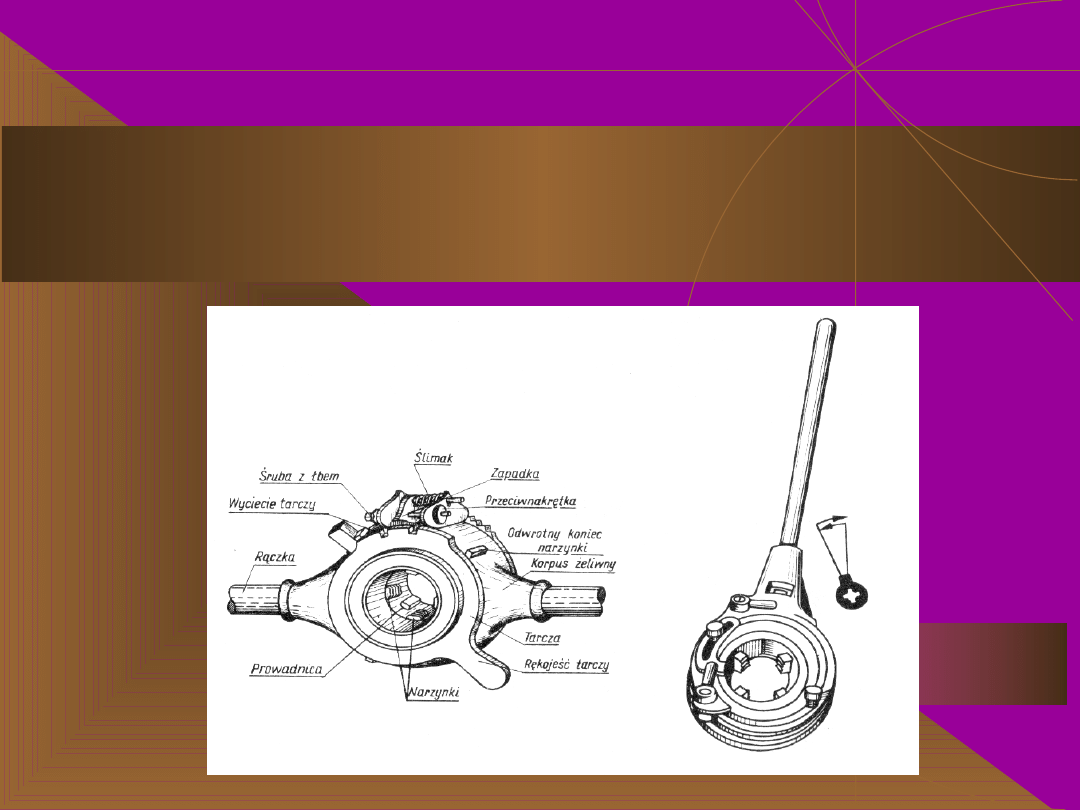
Do nacinania gwintów zewnętrznych na rurach służą
gwintownice uniwersalne o czterech wymiennych narzynkach.
Narzynki mogą być przesuwane w korpusie gwintownicy.
Ręczne nacinanie gwintów
na rurach
Nacinanie gwintów
wewnętrznych na
wiertarkach
Do nacinania gwintów w otworach przelotowych na wiertarce
używa się gwintowników maszynowych o długiej części stożkowej, z
nacięciami nr 1, nr 2 i nr 3 ułożonymi kolejno od czoła gwintownika aż
do końca części gwintowanej. Chcąc otrzymać gwint pełny, trzeba cały
gwintownik przepuścić przez otwór.
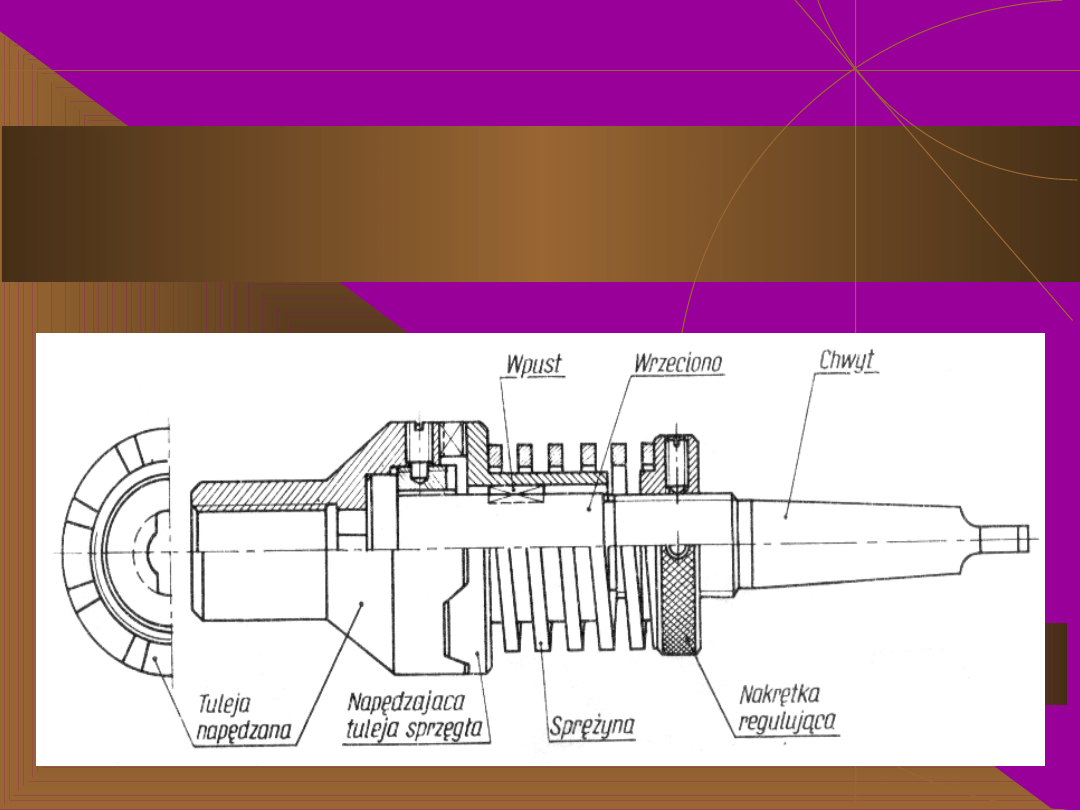
Otwór nieprzelotowe gwintuje się na wiertarce stosując specjalny chwyt
samo wyłączalny się. Uchwyt ten w momencie dojścia gwintownika do
dna przerywa jego ruch obrotowy, mimo że wrzeciono wiertarki obraca
się nadal.
Wiertarka do nacinania gwintu posiada mechanizm umożliwiający
zmianę kierunku obrotów wrzeciona, w celu wycofania gwintownika z
otworu.
Nacinanie gwintów
wewnętrznych na
wiertarkach
Sprawdzania wykonanych
gwintów
Dokonuje się za pomocą suwmiarki, wzorników i sprawdzianów.
Średnicę zewnętrzną gwintu sprawdza się suwmiarką.
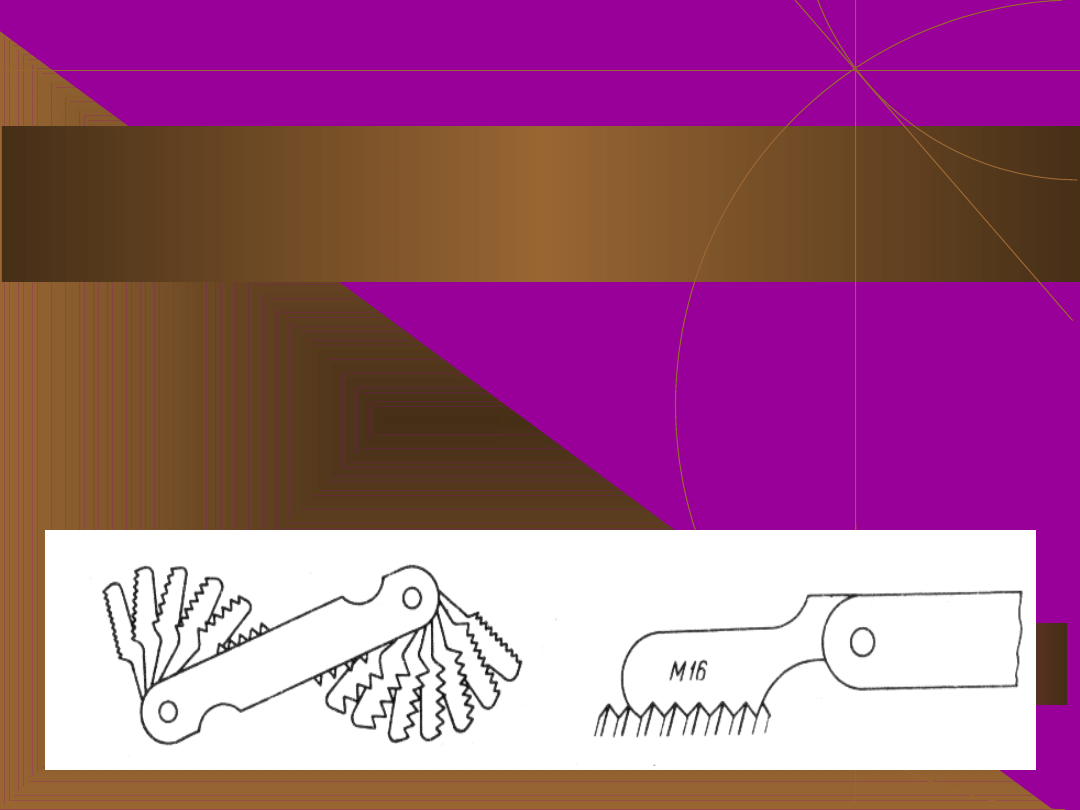
Prawidłowość zarysu gwintu oraz skok sprawdza się
wzornikami obserwując pod światło prześwit między
wzornikiem a zarysem gwintu. Na każdym wzorniku podaje się
oznaczenie gwintu, np. M16.
Sprawdzania wykonanych
gwintów
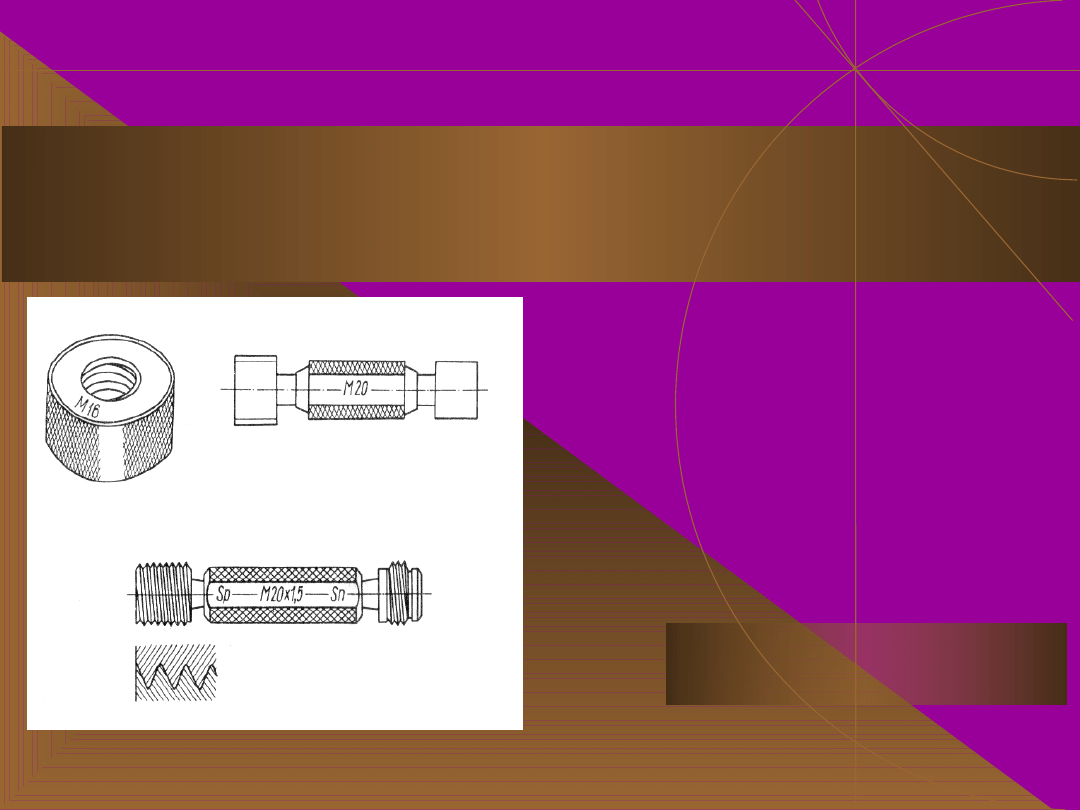
Gwinty można sprawdzać również
sprawdzianami jedno- i
dwugranicznymi. Sprawdzian
jednograniczny powinien podczas
sprawdzania gwintu wkręcać się
lekko, lecz nie za luźno. Sprawdzian
dwugraniczny do gwintów
wewnętrznych ma z jednej strony
część przechodnia oznaczoną Sp, a z
drugiej strony część nieprzechodnią,
oznaczona Sn. Strona przechodnia
wkręca się łatwo a nieprzechodnia, o
2÷3 zwojach, chwyta tylko gwint
,lecz się do niego nie wkręca.
Przyczyny wadliwego
wykonania gwintu
Wadliwy gwint to gwint niepełny, naderwany lub ze złamanym
gwintownikiem. Wady te powstają w skutek nieuwagi, nieumiejętności
pracownika lub złego stanu narzędzia.
Gwint niepełny powstaje z powodu wywiercenia za dużego otworu pod
gwint lub w przypadku zastosowania sworznia o małej średnicy dla
danego gwintu.
Gwint naderwany może powstać w przypadku gwintowania bez
smarowania, nieprawidłowego ustawienia narzędzia, zastosowania
tępego gwintownika lub narzynki.
Złamanie gwintownika w otworze zdarza się najczęściej przy
nieumiejętnym gwintowaniu.
Usuwanie złamanych
gwintowników
Jeżeli część złamanego gwintownika wystaje z otworu, to należy
ją oszlifować i wykręcać kluczem. W przypadku złamania
gwintownika poniżej czoła otworu gwintowanego, wykręca się
go za pomocą przyrządu do usuwania złamanych
gwintowników, po dokładnym usunięciu wiórów z rowków
gwintownika.
Zasady bezpiecznej pracy
podczas nacinania gwintów
Podczas gwintowania na wiertarkach obowiązują te same zasady
bezpiecznej pracy co podczas wiercenia. Podczas nacinania
gwintu nie usuwa się wiórów palcami, lecz za pomocą
szczotki. Do pracy używa się narzędzi sprawnych i zwraca się
uwagę na dobre zamocowanie gwintowanych przedmiotów.
Wiórów nie wolno zdmuchiwać.
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
Wyszukiwarka
Podobne podstrony:
58 MT 12 Nacinanie gwintow
nacinanie gwintów narzynkami i glowicami gwinciarskimi
[LAB.1999r.] Kinematyka nacinania gwintów na tokarce, Obróbka Ubytkowa, Sprawozdania, Stare sprawozd
Nacinanie gwintów gwintownikami
Nacinanie gwintów na tokarce uniwersalnej
METODY NACINANIA GWINTÓW
17-nacinarka elektr. do gwintów, Instrukcje BHP, XVI - OBRÓBKA
10 budowa i rozwój OUN
Budowa Układu Okresowego Pierwiastków
Budowa i dzialanie komputera
Budowa skóry (2)
Cząsteczkowa budowa materii
budowa strategii firmy
mozg, budowa a diagnoza
Budowa, wystepowanie i znaczenie biologiczne disacharydow
Budowa
budowa ustawy
więcej podobnych podstron