XII EKSPLORACJA DANYCH
Ocena
bezpieczeństwa
systemu
energetycznego
wymaga
zbudowania
schematu tego systemu zawierającego:
• topologię sieci energetycznej
• obciążenie (moc czynna i moc bierna)
•
zdolności
zakładów
wytwórczych
(elektrownie)
• wartości z mierników napięcia (generatorów
prądu,
transformatorów,
dławików
kompensacyjnych, kondensatorów)
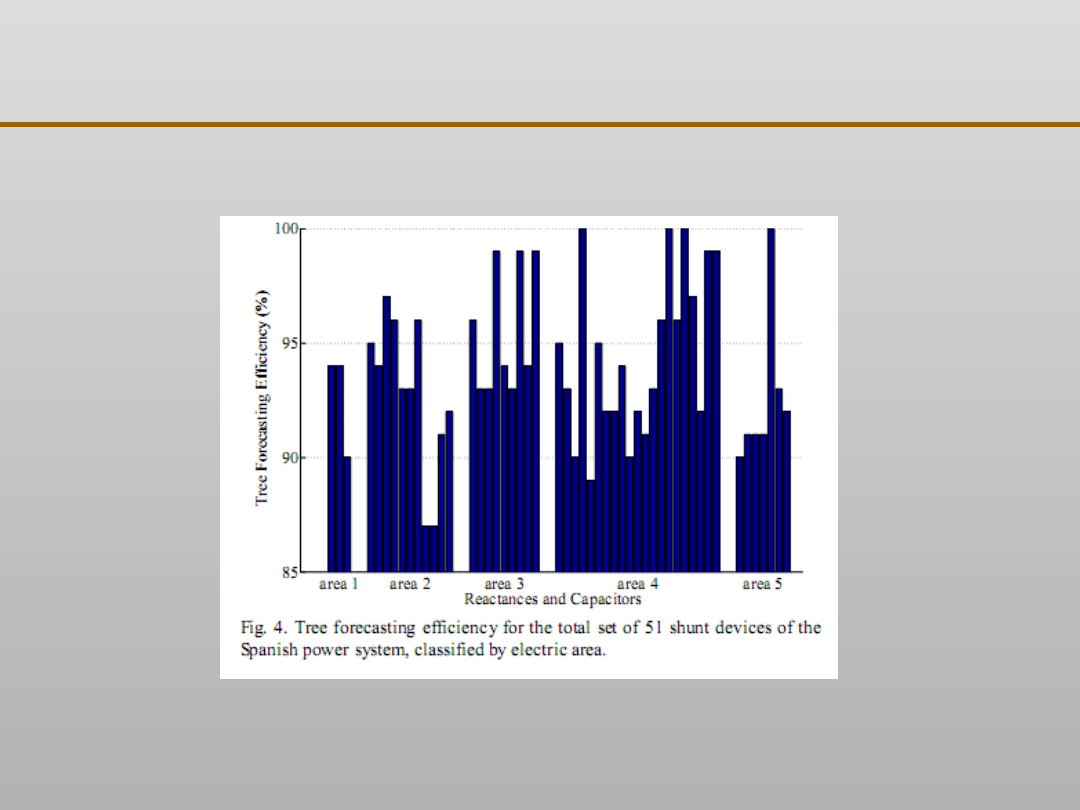
Przypadek I: system bezpieczeństwa energetycznego
XII EKSPLORACJA DANYCH
Przypadek I: system bezpieczeństwa energetycznego
Źródło:
Decision Trees Applied To Forecasting Switched Shunt Devices Within The Spanish
Power System
E. Lobato, F. M. Echavarren, L. Rouco and A. Ugedo
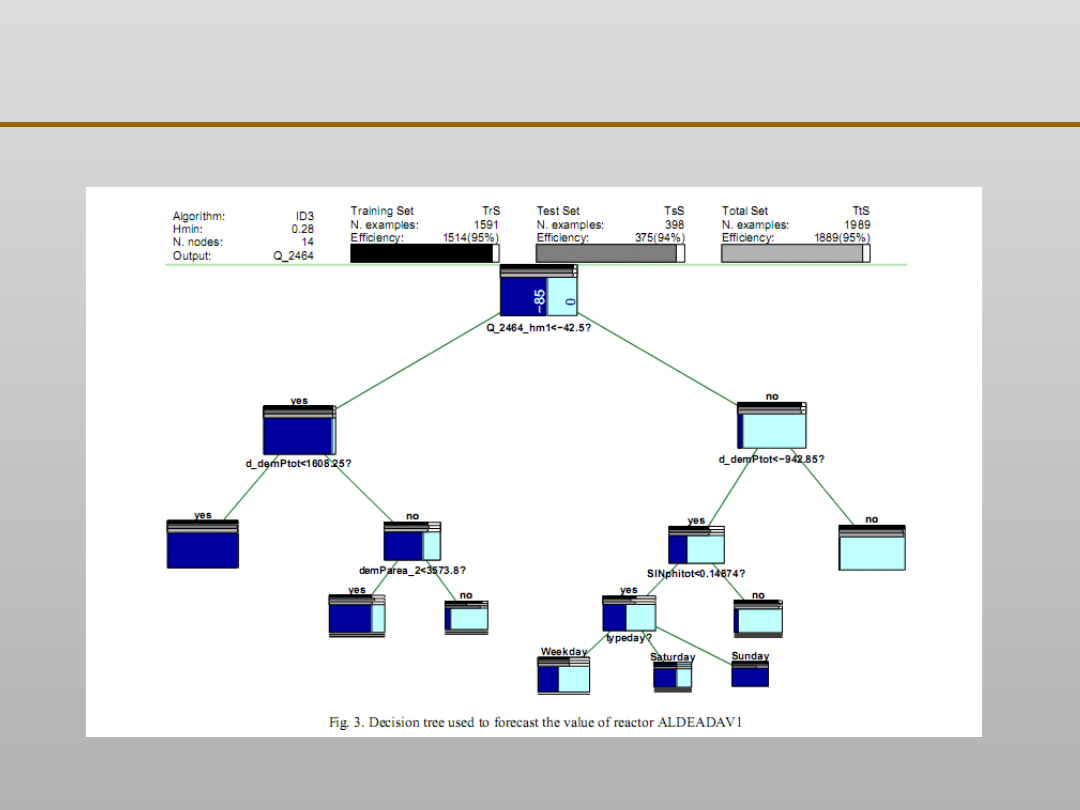
W przeprowadzonych badaniach:
• dla każdego urządzenia pracującego w sieci opracowano
jedno drzewo decyzyjne
• w ciągu trzech miesięcy, miedzy 19 lutego a 13 maja,
gromadzono
dane, które utworzyły bazę zawierającą
1989 rekordów
• zgromadzony zbiór podzielono na dwie części uczącą –
zawierającą 1592 rekordy zgromadzone pomiędzy 19
lutego
a 26 kwietnia i testującą zawierającą 397
rekordów
zgromadzonych pomiędzy 26 kwietnia a 13
maja
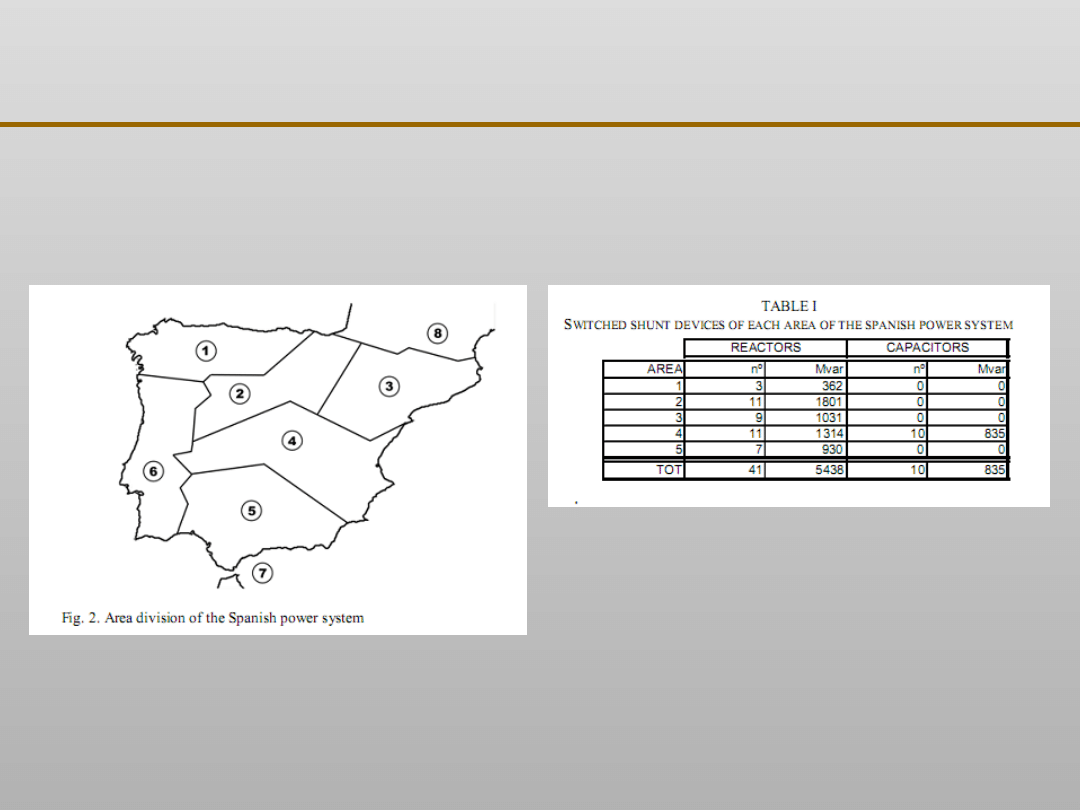
Hiszpański system energetyczny wbudowanych jest 51
urządzeń zabezpieczających, w tym 41 reaktorów i 10
kondensatorów
XII EKSPLORACJA DANYCH
Źródło:
Decision Trees Applied To Forecasting Switched Shunt Devices Within The Spanish
Power System
E. Lobato, F. M. Echavarren, L. Rouco and A. Ugedo
Przypadek I: system bezpieczeństwa energetycznego
XII EKSPLORACJA DANYCH
Źródło:
Decision Trees Applied To Forecasting Switched Shunt Devices Within The Spanish
Power System
E. Lobato, F. M. Echavarren, L. Rouco and A. Ugedo
Przypadek I: system bezpieczeństwa energetycznego
XII EKSPLORACJA DANYCH
Przypadek I: system bezpieczeństwa energetycznego
Źródło:
Decision Trees Applied To Forecasting Switched Shunt Devices Within The Spanish
Power System
E. Lobato, F. M. Echavarren, L. Rouco and A. Ugedo
XII EKSPLORACJA DANYCH
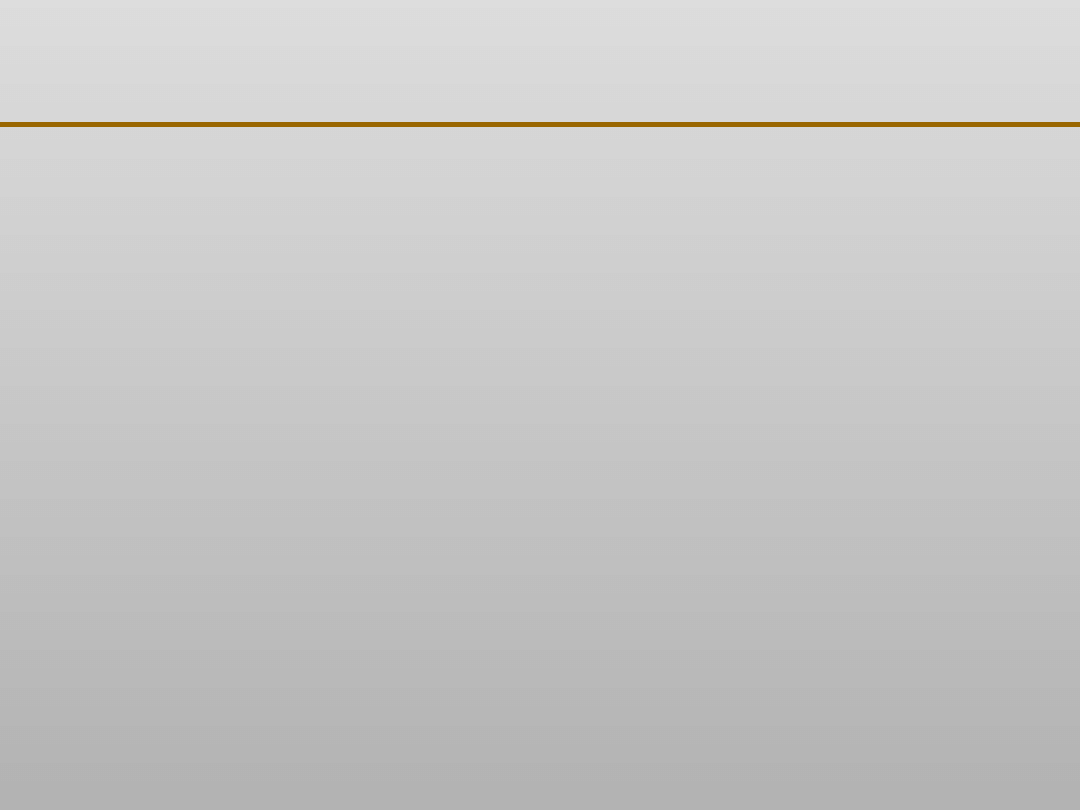
Przypadek II: diagnostyka instalacji elektrycznych
Źródło:
Qualitative Model-Based Decision Tree Generation for Diagnosis in Real World Industrial
Application
Heiko Milde, Lothar Hotz, Jörg Kahl, Stephanie Wessel
Firma STILL GmbH Hamburg sprzedała ponad
100000 wózków widłowych. Na potrzeby serwisowania
działa na terenie Europy około 1100 warsztatów
naprawczych. W celu skrócenia czasu przestoju w
serwisie firma wykorzystuje komputerowy system
diagnostyczny bazujący na drzewach decyzyjnych. Ze
względu na złożoność obwodów elektrycznych w
wózkach drzewo decyzyjne wykorzystywane w systemie
zbudowane jest z ponad 5000 węzłów. Każdorazowo,
gdy pojawia się nowy model wózka drzewa decyzyjne są
modyfikowane i poprawiane przez inżynierów serwisu.
XII EKSPLORACJA DANYCH
Przypadek II: diagnostyka instalacji elektrycznych
Źródło:
Qualitative Model-Based Decision Tree Generation for Diagnosis in Real World Industrial
Application
Heiko Milde, Lothar Hotz, Jörg Kahl, Stephanie Wessel
XII EKSPLORACJA DANYCH
Przypadek II: diagnostyka instalacji elektrycznych
Źródło:
Qualitative Model-Based Decision Tree Generation for Diagnosis in Real World Industrial
Application
Heiko Milde, Lothar Hotz, Jörg Kahl, Stephanie Wessel
Zastosowanie diagnostycznego systemu
komputerowego bazującego na drzewach decyzyjnych
spowodowało:
• zgromadzone w pracy serwisów doświadczenia mogą
posłużyć
wprowadzeniu poprawniejszych rozwiązań
konstrukcyjnych już na etapie projektowania.
• wyraźne obniżenie kosztów przeglądu, wywołane m. in.
skróceniem czasu ustalenia przyczyn awarii,
• znaczny wzrost jakości oferowanych usług wynikający z
obniżenia liczby wadliwych diagnoz,
XII EKSPLORACJA DANYCH
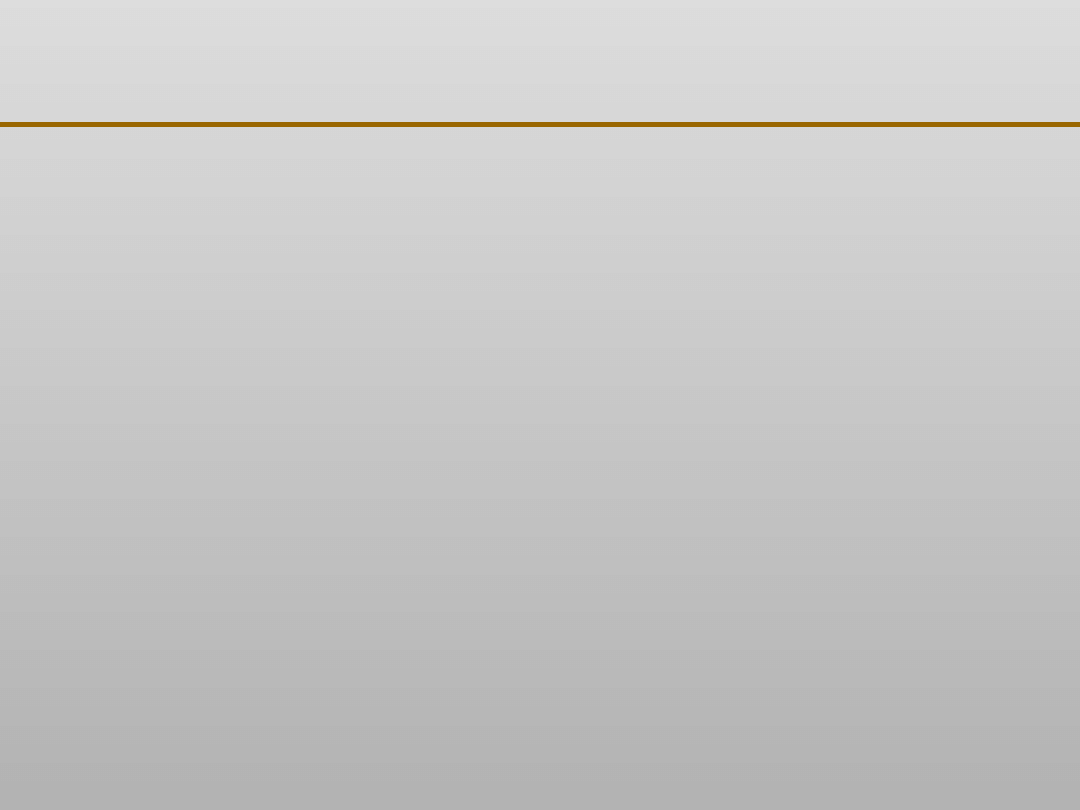
W jednej z odlewni polskich zebrano wyniki blisko 800 wytopów,
dla których określano zawartość 9 pierwiastków w kąpieli
metalowej oraz mierzono wytrzymałość na rozciąganie, twardość
Brinella i wydłużenie otrzymanego żeliwa.
Sieć neuronową typu MLP uczono wielokrotnie kombinowaną
metodą symulowanego wyżarzania (dla ustalenia startowych
wartości wag) oraz propagacji wstecznej błędu.
Wykonano następujące porównania z innymi modelami:
Przewidywania sieci z przewidywaniami modelu typu
wielomianu, zastosowanego w jednej z odlewni w
Finlandii.
Jakość dopasowania do danych uczących i weryfikujących
dla sieci i dla naiwnego klasyfikatora Bayesa
Przypadek IV: konstruowanie materiału
XII EKSPLORACJA DANYCH
Porównanie prognozowania twardości żeliwa na podstawie
jego składu chemicznego metodą wielomianową,
zastosowaną w odlewni fińskiej, z uzyskanym z odpytywania
sieci neuronowej
Żeliwo
otrzymane w
jednej z odlewni
fińskich.
Sieć neuronowa
nauczona na
podstawie
wyników
zebranych w
jednej z odlewni
polskich.
Przypadek IV: konstruowanie materiału
XII EKSPLORACJA DANYCH
0
0,2
0,4
0,6
0
d
o
5
5
d
o
1
0
1
0
d
o
1
5
1
5
d
o
2
0
>
2
0
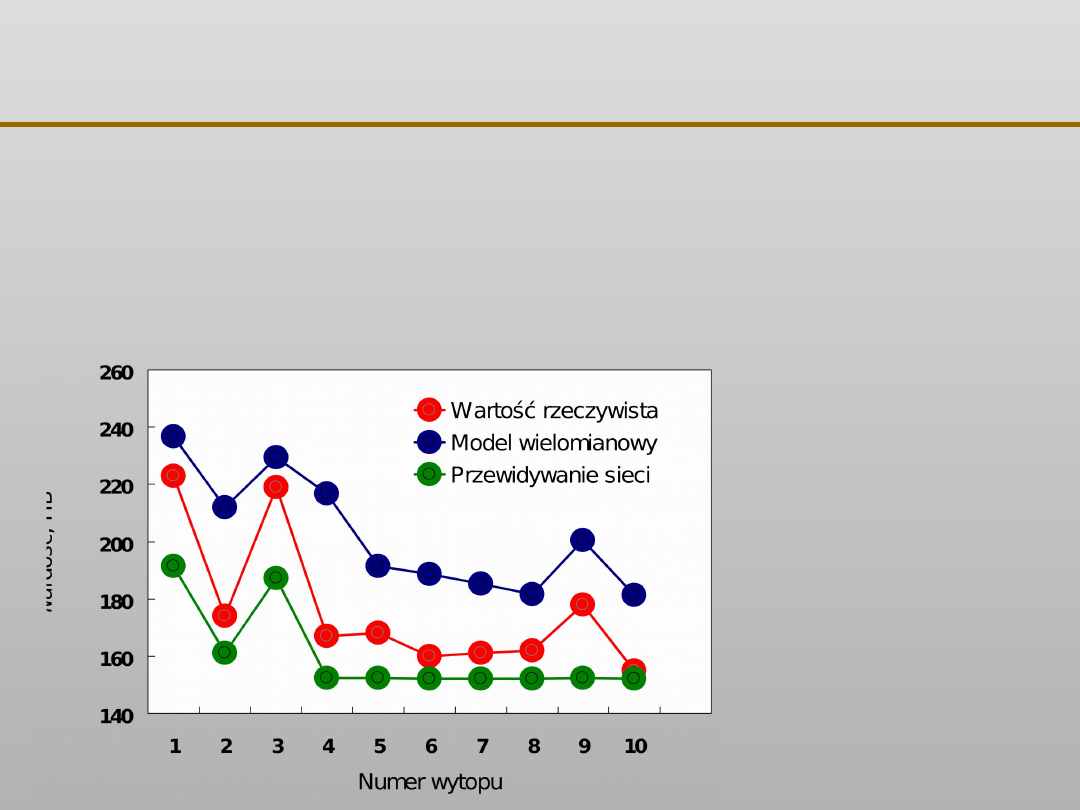
Błędy względne, %
U
d
zi
a
ł w
yn
ik
ó
w
z
d
a
n
ym
b
łę
d
e
m
.
NKB, dane uczące
NKB, dane weryfikujące
SSN, dane uczące
SSN, dane weryfikujące
Porównanie błędów
średniokwadratowych
wytrzymałości żeliwa
dla odpowiedzi sieci i
klasyfikatora Bayesa.
Otrzymane rozkłady są
typowe dla
zaszumionych danych
przemysłowych
Oznaczenia:
NKB – naiwny
klasyfikator Bayesa,
SSN – sieć neuronowa
Przypadek IV: konstruowanie materiału
XII EKSPLORACJA DANYCH
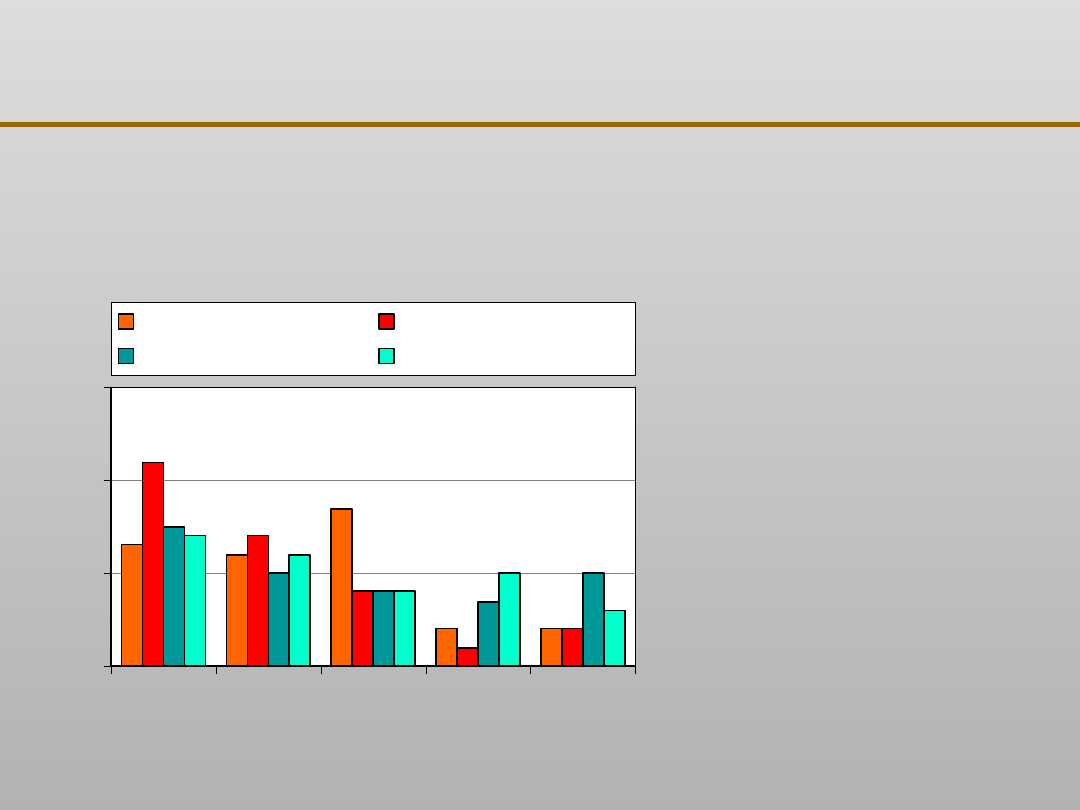
0
0,2
0,4
0,6
0,8
1
C
Mn
Si
P
S
Cr
Ni
Cu
Mg
Istotności względne pierwiastków z punktu widzenia
wytrzymałości żeliwa sferoidalnego, otrzymane z nauczonej sieci
neuronowej. Decydujące znaczenie miedzi jest zgodne z wiedzą
metalurgiczną.
Wysokości słupków
odpowiadają
wartościom
uśrednionym z 10
uczeń tej samej sieci,
zaś czarne linie
oznaczają rozstępy w
tej próbie.
Przypadek IV: konstruowanie materiału
XII EKSPLORACJA DANYCH
Żeliwo ADI (Austempered Ductile Iron) jest
jednym z najnowocześniejszych odlewanych tworzyw
konstrukcyjnych.
Jego własności mechaniczne zależą od:
• parametrów obróbki cieplnej wyjściowego żeliwa
sferoidalnego:
– temperatury austenityzacji
– czasu austenityzacji
– temperatury hartowania izotermicznego
– czasu hartowania izotermicznego
• składu chemicznego żeliwa
• ilości i kształtu wydzieleń grafitu
• geometrii i sposobu wykonania odlewu
Przypadek V: optymalizacja parametrów procesu
XII EKSPLORACJA DANYCH
Przypadek V: optymalizacja parametrów procesu
Na podstawie badań własnych i danych
literaturowych utworzono bazę danych zawierającą
informacje otrzymane z ponad 300 wytopów i
dotyczące:
• parametrów obróbki cieplnej żeliwa
• składu chemicznego żeliwa
• modułów odlewów
• uzyskanej wytrzymałości na rozciąganie R
m
• uzyskanego wydłużenia A
5
Nauczona sieć neuronowa typu MLP pozwala na
przewidywanie wytrzymałości i wydłużenia dla
danego odlewu przy zastosowaniu określonej
obróbki cieplnej.
XII EKSPLORACJA DANYCH
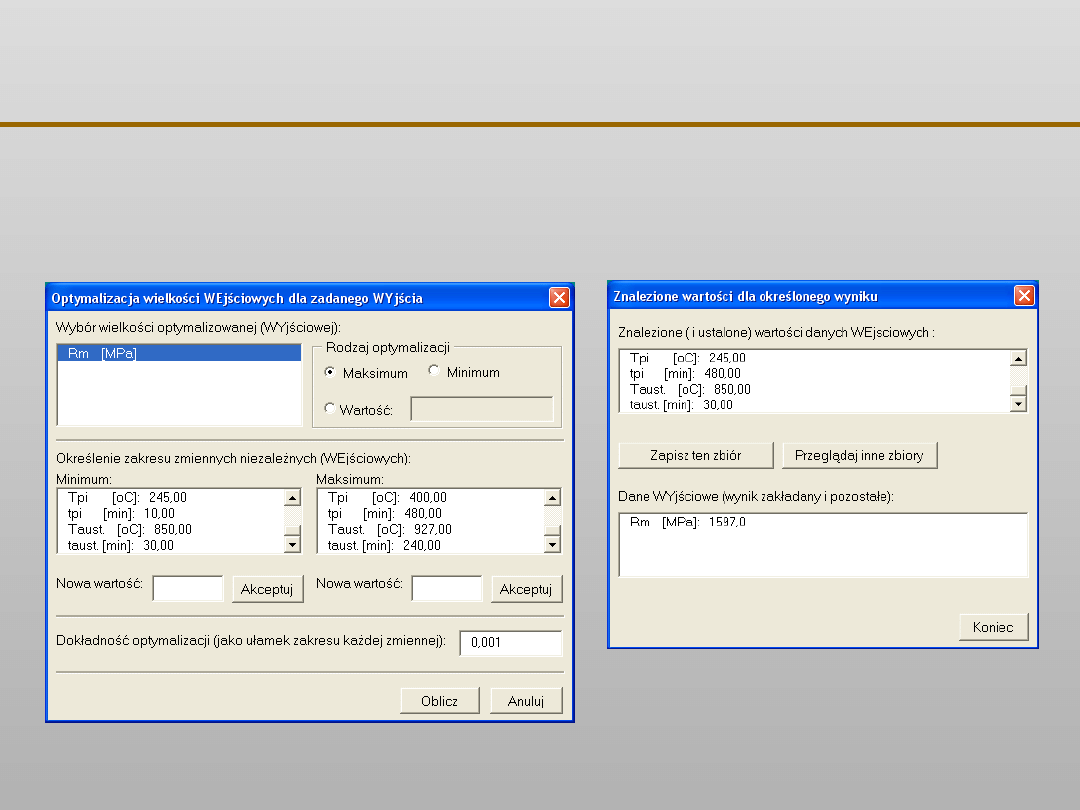
Przypadek V: optymalizacja parametrów procesu
Ponadto napisano specjalne oprogramowanie służące do
optymalizacji dowolnie wybranych wielkości wejściowych, np.
parametrów obróbki cieplnej dla uzyskania określonego wyniku,
np. maksymalnej lub zadanej wytrzymałości lub wydłużenia.
Algorytm stosuje omówioną wcześniej metodę optymalizacji
wielu zmiennych zwaną metodą symulowanego wyżarzania.
Polega ona w tym przypadku na wielokrotnym odpytywaniu sieci,
dla losowo wybieranych wartości zmiennych wejściowych wg
zasady tej metody, w zakresie wskazanym przez użytkownika.
Użytkownik może zadać także dokładność obliczeń, jako ułamek
całego zakresu zmienności tych parametrów, który w procedurze
obliczeniowej równy jest ostatniemu przedziałowi losowania.
XII EKSPLORACJA DANYCH
Przypadek V: optymalizacja parametrów procesu
Okno wyboru parametrów
optymalizacji
Okno wyników
optymalizacji
XII EKSPLORACJA DANYCH
Przypadek VI: identyfikacja przyczyn powstawania wad
Wykrywanie przyczyn nieregularnego pojawiania się wad
w odlewach jest zdaniem trudnym, z uwagi na wielką
liczbę losowo zmieniających się czynników mogących
je powodować
Analiza parametrów produkcyjnych, organizacyjnych,
ludzkich i materiałowych, jako potencjalnych przyczyn
wad, musi być wykonana w oparciu o system uczący
się na podstawie zarejestrowanych przypadków
występowania lub braku wady
Przesłanki podjęcia projektu identyfikacji przyczyn
powstawania wad typu porowatość gazowa w odlewach
staliwnych:
XII EKSPLORACJA DANYCH
Przypadek VI: identyfikacja przyczyn powstawania wad
Określenie wszystkich możliwych parametrów mogących
mieć związek z wadą typu porowatość gazowa (39
wielkości)
Opracowanie systemu gromadzenia informacji o tych
parametrach i stopniu wystąpienia wady
Przetworzenie zebranych danych do postaci zbiorów
uczących dla sieci neuronowej, w tym napisanie
odpowiedniego oprogramowania
Zaprojektowanie, uczenie i testowanie sieci neuronowej
Analiza działania nauczonej sieci i diagnoza przyczyn
powstawania wady. Wprowadzenie działań zaradczych
Główne etapy projektu:
XII EKSPLORACJA DANYCH
Przypadek VI: identyfikacja przyczyn powstawania wad
Porowatość w próbie treflowej Ilość złomu Jakość złomu
Ilość FeMnSi Ilość FeSi Ilość FeCaSi Ilość wapna Czas
trwania wytopu Wytapiacz Zmiana %C Zmiana %S
Zmiana %Mn Temperatura spustu Końcowe %Al
Końcowe %Si Końcowe %P Nr pieca Nr kadzi Wylew
pochodzenie Dni od remontu kadzi Dni od remontu
pieca Dni od reperacji pieca Czas od formowania do
złożenia formy Kolejność zalania formy Brygada
formująca Brygada składająca Jakość formy Jakość
zalania Kod masy rdzeniowej Pokrycie rdzenia Klej do
rdzeni Kod masy formierskiej Pokrycie formy
Wilgotność masy formierskiej Przepuszczalność masy
formierskiej
Wytrzymałość
masy
formierskiej
Temperatura otoczenia przed zmianą zalewającą
Temperatura otoczenia na zmianie zalewającej
Wilgotność
powietrza
na
zmianie
zalewającej
Zawartość bento
XII EKSPLORACJA DANYCH
Przypadek VI: identyfikacja przyczyn powstawania wad
0
0,2
0,4
0,6
0,8
1
0
0,2
0,4
0,6
0,8
1
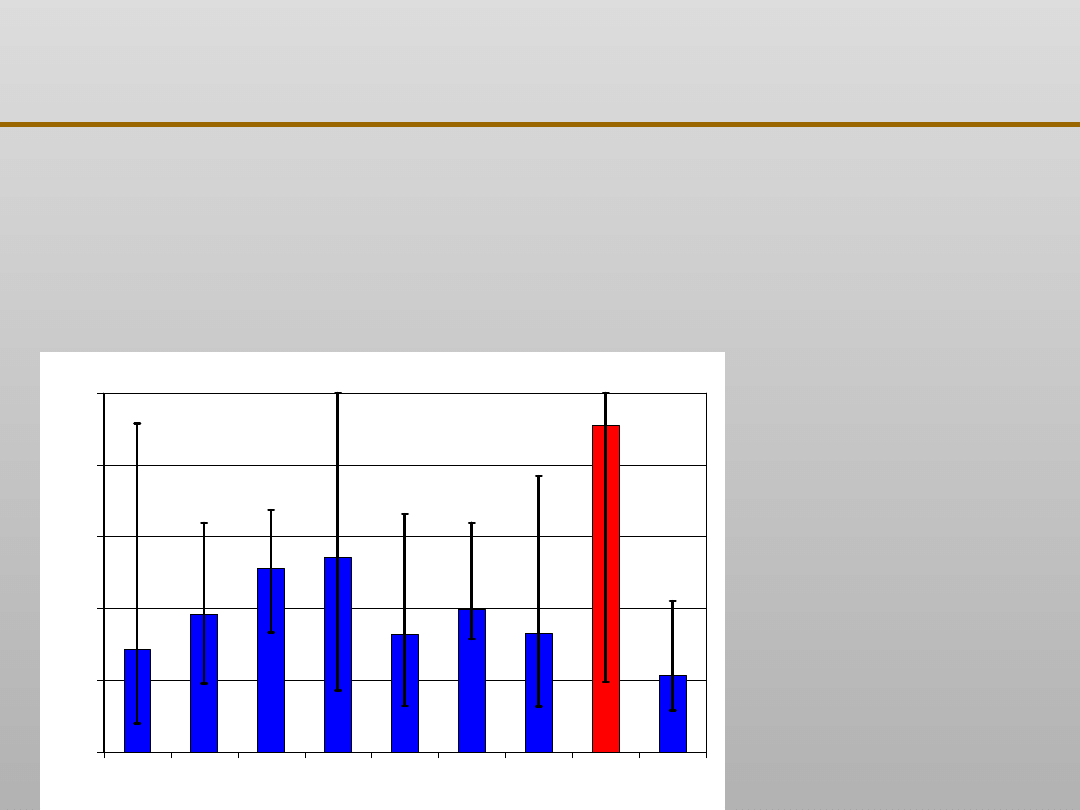
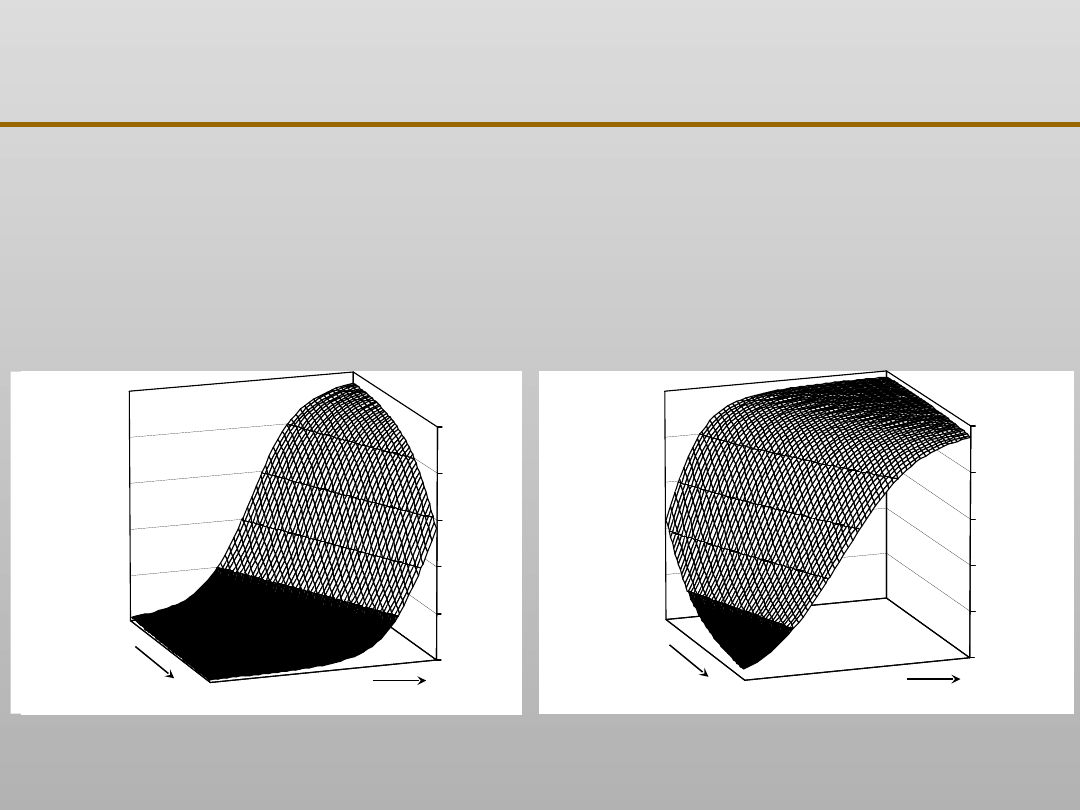
Wykresy uzyskane z odpowiedzi nauczonej sieci neuronowej
stanowiące podstawę identyfikacji przyczyn powstawania
porowatości
Pogoda ciepła i
sucha
Pogoda chłodna i
wilgotna
Przepuszczal
ność masy
Przepuszczal
ność masy
Wilgotność masy
Wilgotność masy
XII EKSPLORACJA DANYCH
Ciśnienie pary wodnej w formie
Wilgotność masy w chwili
zalewania
Przepuszczalność masy
Wilgotność masy użytej do
formowania
Czas od zaformowania do zalania
Temperatura otoczenia
Wilgotność powietrza
Główną przyczyną porowatości był nadmierny wzrost
ciśnienia pary wodnej w formie, spowodowany zespołem
przyczyn, wg schematu:
Czarne strzałki wskazują na przewidywane przez sieć cząstkowe
kierunki zmian częstotliwości występowania wady
Przypadek VI: identyfikacja przyczyn powstawania wad
XII EKSPLORACJA DANYCH
Podjęto próbę zastosowania SSN do wspomagania
decyzji dotyczących ilości składników odświeżających i
wody dodawanych do bentonitowych mas formierskich. W
przypadku systemów nie w pełni zautomatyzowanych
ustalenie tego typu dodatków dokonywane jest na ogół
przez mistrza formierni, na podstawie analizy składu i
pierwszych wyników pomiarów własności masy, na
początku dziennej zmiany. Koncepcja pracy polegała na
sprawdzeniu, czy sieć neuronowa jest w stanie nauczyć
się takiej analizy i proponować wielkości dodatków równie
dobrze lub lepiej niż człowiek.
Przypadek VII: sterowanie procesem on-line
XII EKSPLORACJA DANYCH
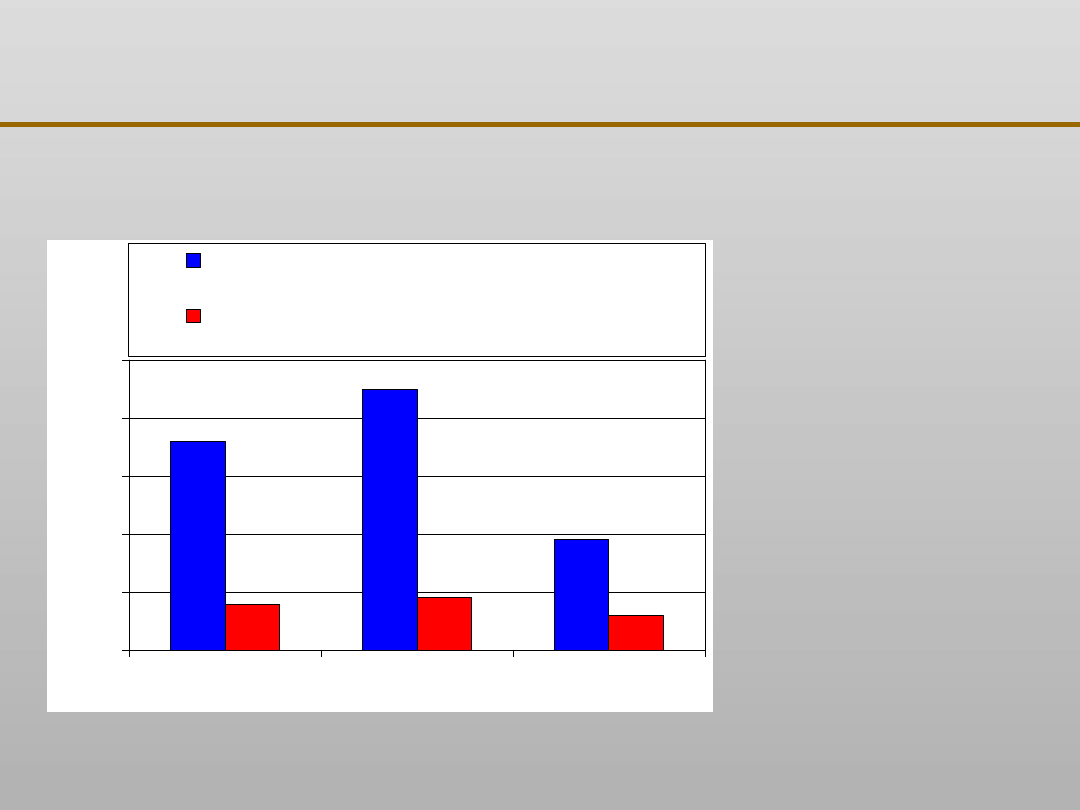
Przypadek VII: sterowanie procesem on-line
Błędy dodawanych
ilości składników
masy, o których
decydował
człowiek, są
istotnie wyższe niż
błędy popełniane
przez sieć
0
10
20
30
40
50
Bentonit
Pył węglowy
Woda
B
łą
d
w
zg
lę
dn
y,
%
Błędy rzeczywistych dodatków w stosunku do
potrzebnych dla pożądanych własności
Błędy sieci przy przewidywaniu ilości dodatków
XII EKSPLORACJA DANYCH
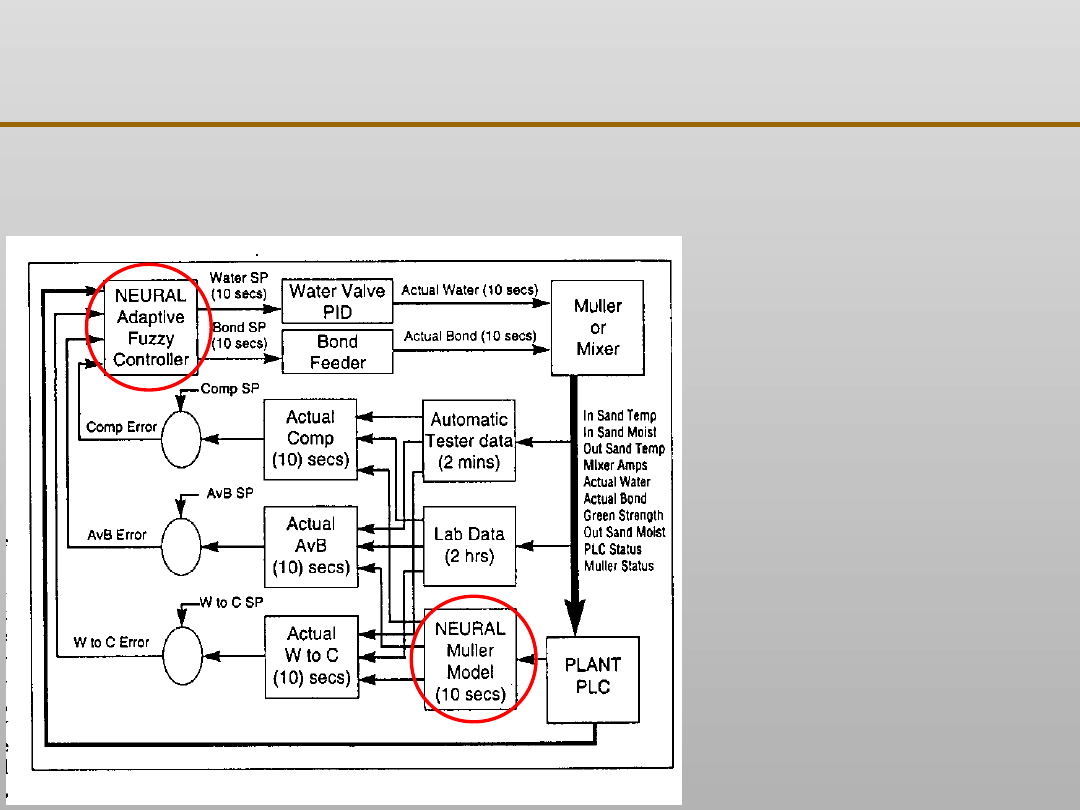
Przypadek VII: sterowanie procesem on-line
Automatyczny system dozowania dodatków odświeżających do wilgotnych mas
formierskich
System działa w
odlewni
John Deer Foundry,
Iowa, USA
Miejsca, w których
wykorzystuje się sieci
neuronowe
zaznaczono
czerwonymi kołami
XII EKSPLORACJA DANYCH
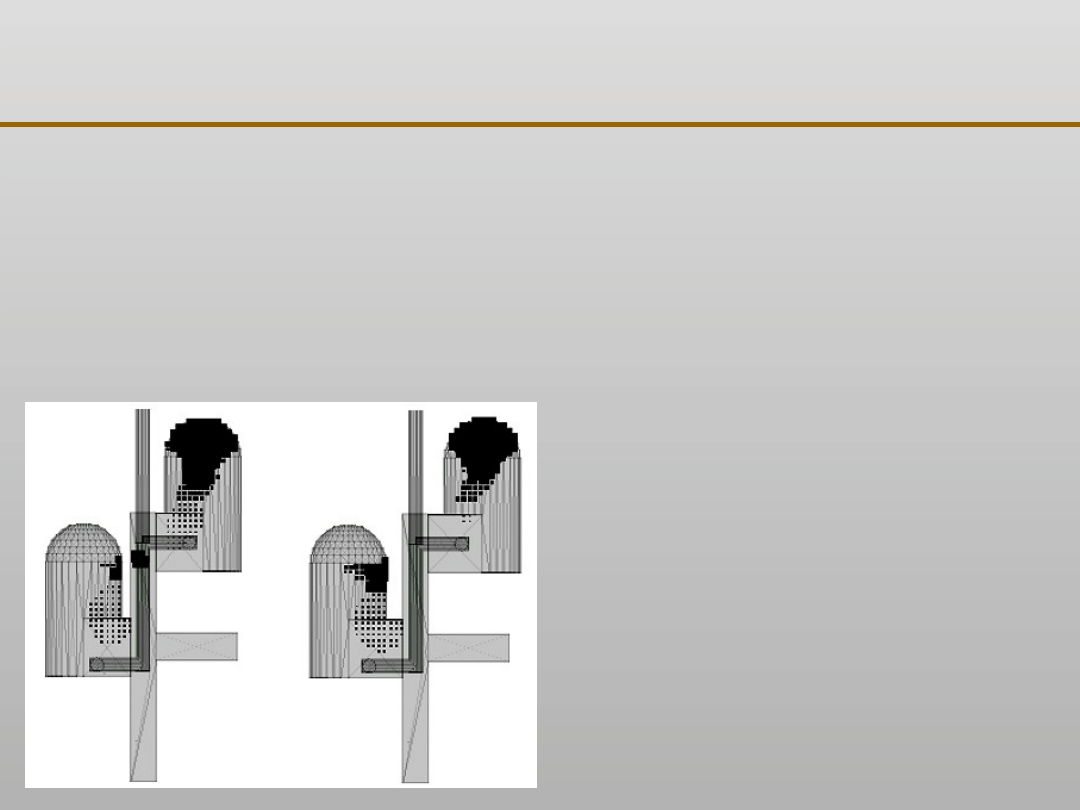
Celem projektu było uzyskanie zależności umożliwiających wyznaczenie
poprawnych wymiarów zasilaczy bocznych w odlewie, stwarzających
największe problemy związane m.in. z lokalnym przegrzewaniem się
formy. Przeprowadzone zostały symulacje krzepnięcia specjalnie
zaprojektowanych odlewów.
Otrzymano obrazy z
rozkładem wad skurczowych,
zależne od:
proporcji i wielkości nadlewu,
odległości nadlewu od odlewu
oraz modułu szyi.
Na przykładowym wyniku
symulacji kółkiem zaznaczono
typową wadę wynikłą z
lokalnego przegrzania.
Przypadek VIII: wspomaganie projektowania
XII EKSPLORACJA DANYCH
Przypadek VIII: wspomaganie projektowania
Optymalny stosunek wysokości nadlewu bocznego do jego
średnicy wynosi 1,5. Zapewnia on niewielki stopień
przegrzewania przyległej ściany odlewu i dość korzystny
stosunek czasu krzepnięcia do objętości
Minimalna długość szyi (odległość między nadlewem a odlewem)
wynosi 20 mm.
Dla aluminium wystarczający stosunek modułów nadlewu i
odlewu wynosi 1 dla zalewania przez nadlew, zaś dla
równomiernego początkowego rozkładu temperatury 1,3. Dla
staliwa stosunek ten w obu wypadkach wynosi 1,2.
Sieć neuronowa pozwoliła na uogólnienie wyników
numerycznej symulacji krzepnięcia w celu uzyskania
zaleceń projektowych dla układów zasilania odlewów.
XII EKSPLORACJA DANYCH
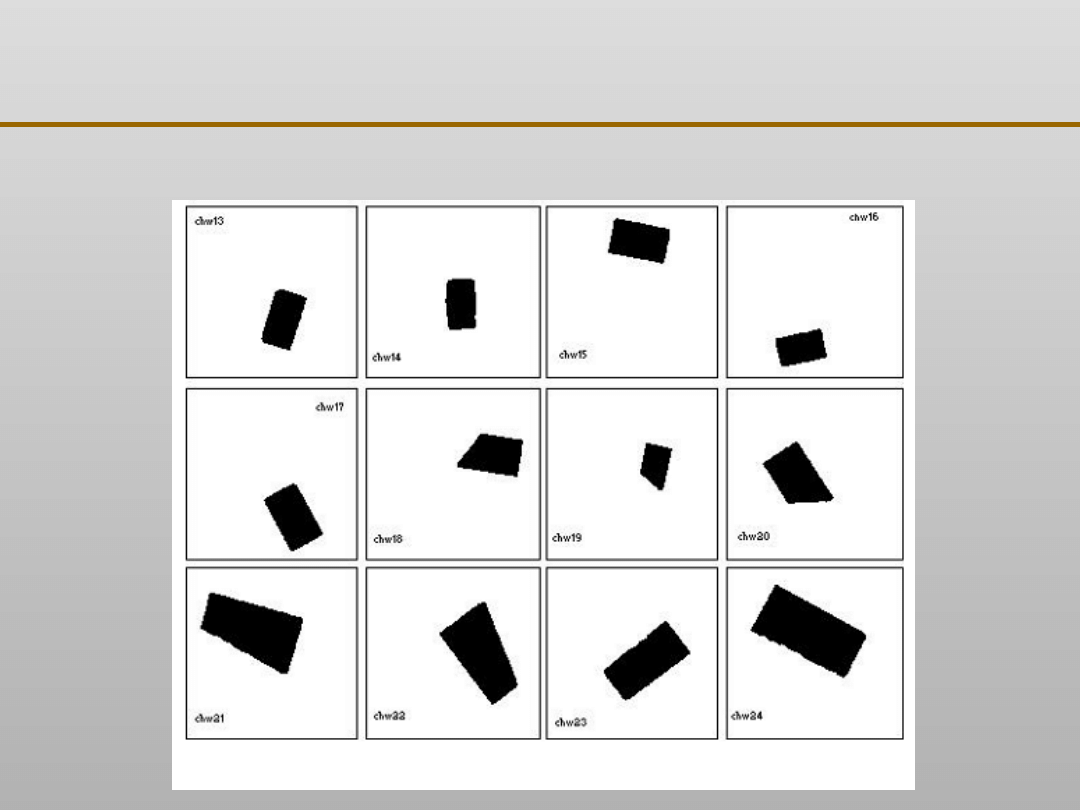
Przypadek IX: przemysłowy system kontroli jakości
Istotnym problemem jest rozpoznawanie obiektów
przypadkowo ułożonych w przestrzeni. Dotyczy to
zwłaszcza obiektów o kształtach nieregularnych.
Wybrana metoda grupowania połączona z algorytmem
skalującym,
pozycjonującym
i
orientującym
w
przestrzeni pozwoliła została skutecznie wykorzystana w
zastosowaniu przemysłowym.
XII EKSPLORACJA DANYCH
Przypadek IX: przemysłowy system kontroli jakości
XII EKSPLORACJA DANYCH
Uzyskane
wyniki
świadczą
o
możliwości
zastosowania automatycznego przemysłowego systemu
kontroli jakości obiektów będących w ruchu, np.
przemieszczających się na pasach transmisyjnych.
Przypadek IX: przemysłowy system kontroli jakości
Przygotowany algorytm był początkowo
testowany na obiektach wygenerowanych przez
program komputerowy. Następnie, po zdaniu egzaminu
na
przygotowanych
z
kartonu
figurach
geometrycznych,
został
wykorzystany
do
rozpoznawania nieregularnych herbatników. Obecnie
jest stosowany z powodzeniem do rozpoznawania
czekoladek, włączając w to selekcję uszkodzonych lub
zdeformowanych
.
XII EKSPLORACJA DANYCH
Przypadek IX: przemysłowy system kontroli jakości
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
Wyszukiwarka
Podobne podstrony:
EKSPLORACJA DANYCH 9
EKSPLORACJA DANYCH zagadnienia
EKSPLORACJA DANYCH, zagadnienia
EKSPLORACJA DANYCH 10
D Hand, H Mannila, P Smyth Eksploracja danych
Modul 9(Eksploracja danych)
Istota i struktury hurtowni danych Zasady eksploracji danych
EKSPLORACJA DANYCH 7
EKSPLORACJA DANYCH 8
EKSPLORACJA DANYCH 11
EKSPLORACJA DANYCH 9
Microsoft SQL Server Modelowanie i eksploracja danych sqlsme
Microsoft SQL Server Modelowanie i eksploracja danych
informatyka microsoft sql server modelowanie i eksploracja danych danuta mendrala ebook
Serwer SQL 2008 Uslugi biznesowe Analiza i eksploracja danych ss28ub
Microsoft SQL Server Modelowanie i eksploracja danych 2
więcej podobnych podstron