ODLEWNICTWO
DLA STUDENTÓW
WYDZIAŁU MECHANICZNEGO
DO PRZEDMIOTU
„TECHNIKI WYTWARZANIA”
Opracował:
Prof. PŁ Andrzej
Jopkiewicz
ZAKŁAD
ODLEWNICTWA
Łódź
październik
2006
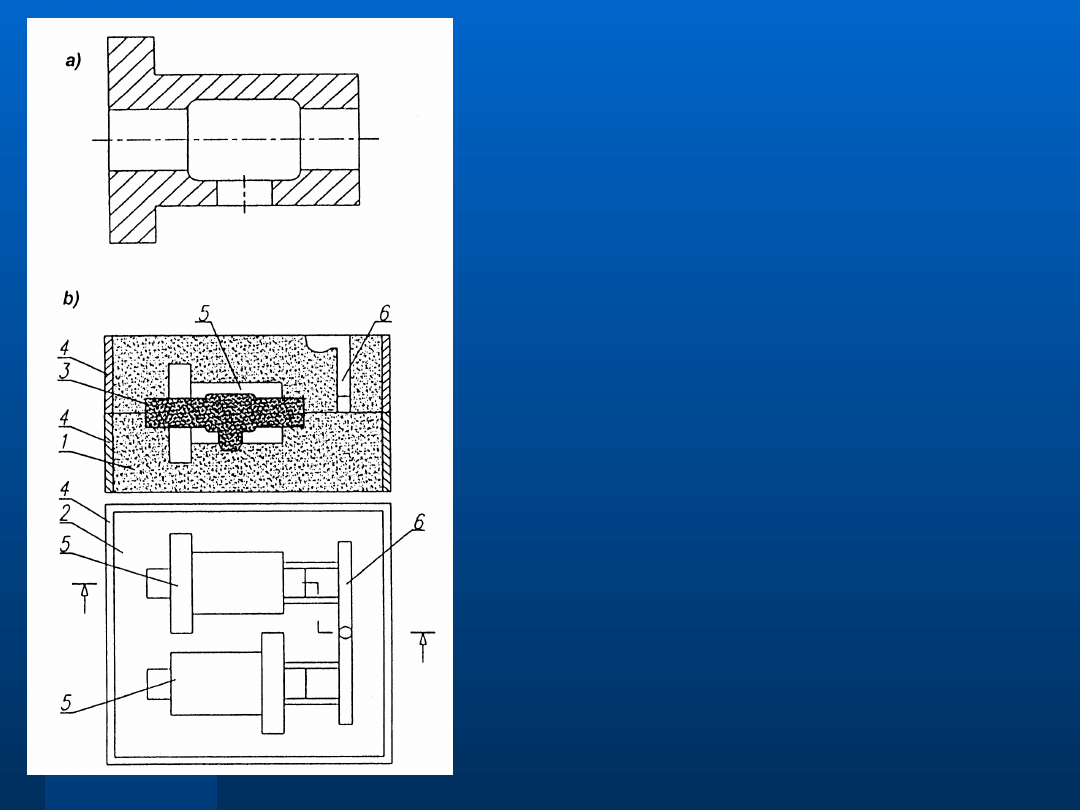
Przykład odlewu żeliwnego a) i
Przykład odlewu żeliwnego a) i
formy piaskowej służącej do jego
formy piaskowej służącej do jego
wykonania b); 1 – połówka dolna,
wykonania b); 1 – połówka dolna,
2 – połówka górna (widok od strony
2 – połówka górna (widok od strony
powierzchni podziału),
powierzchni podziału),
3 – rdzeń,
3 – rdzeń,
4 – skrzynki formierskie,
4 – skrzynki formierskie,
5 – wnęka odtwarzająca odlew,
5 – wnęka odtwarzająca odlew,
6 – układ wlewowy.
6 – układ wlewowy.
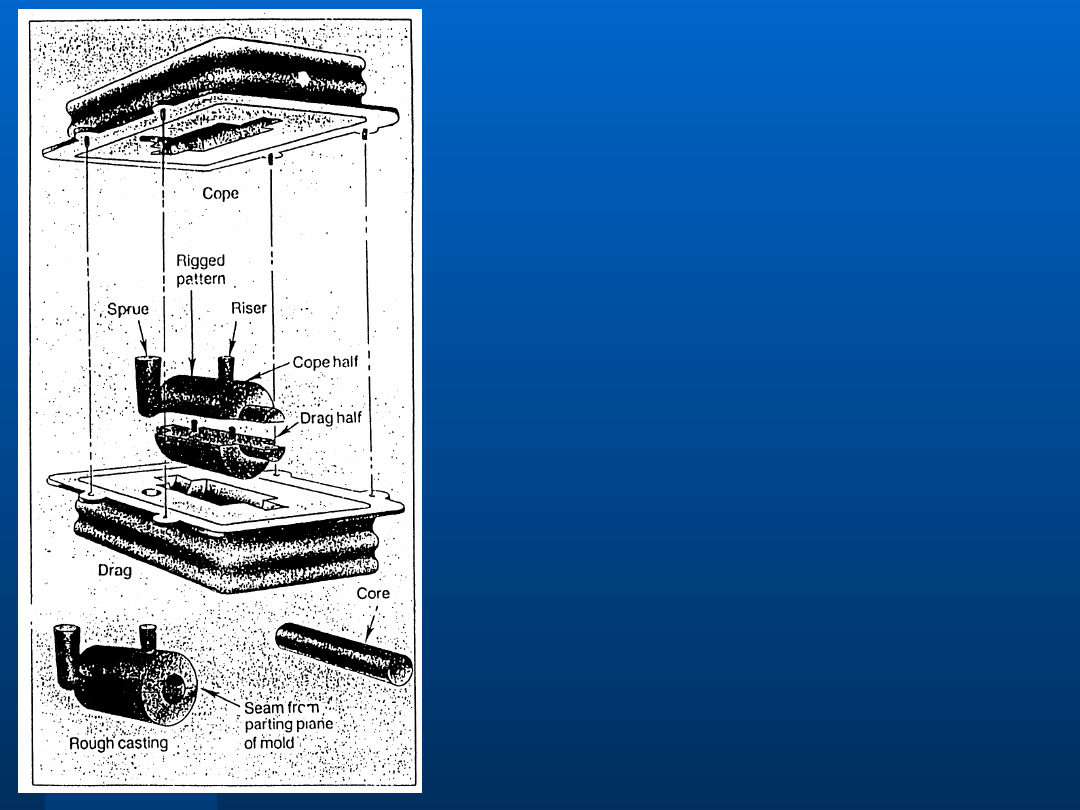
Wzajemne relacje pomiędzy
Wzajemne relacje pomiędzy
odlewem
odlewem
a formą, modelem i rdzeniem.
a formą, modelem i rdzeniem.
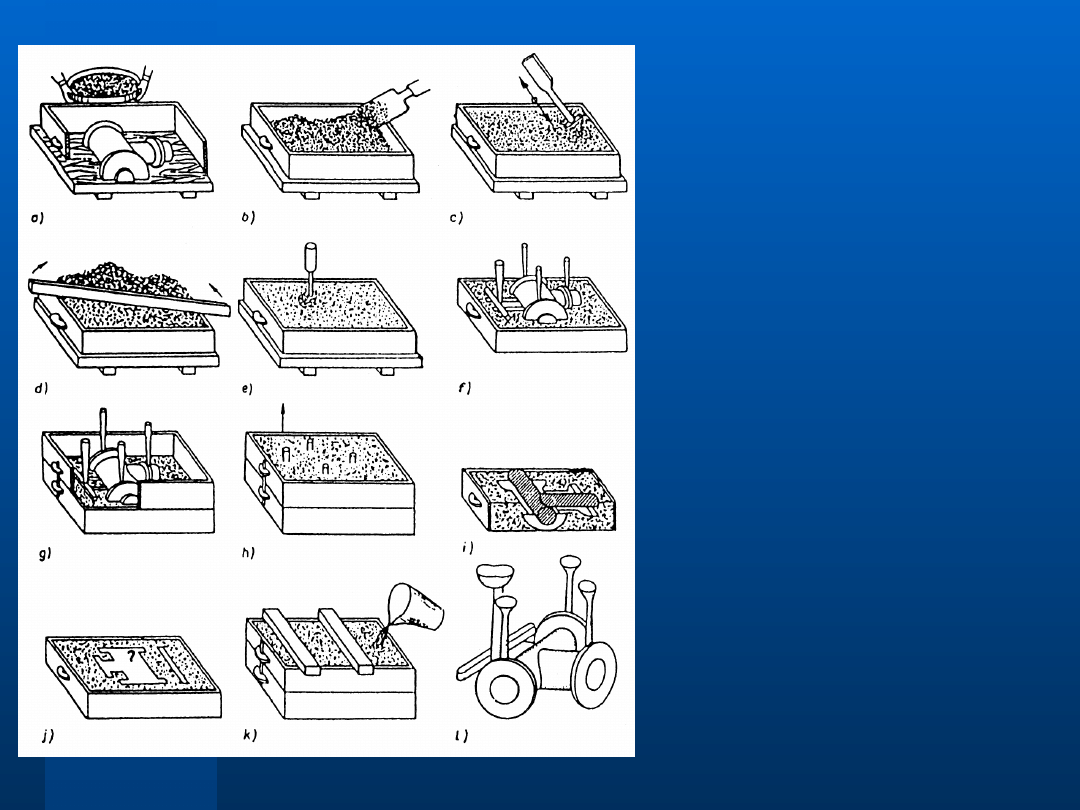
Przebieg ręcznego
Przebieg ręcznego
wykonania
wykonania
formy i odlewu
formy i odlewu
z modelu dzielonego
z modelu dzielonego
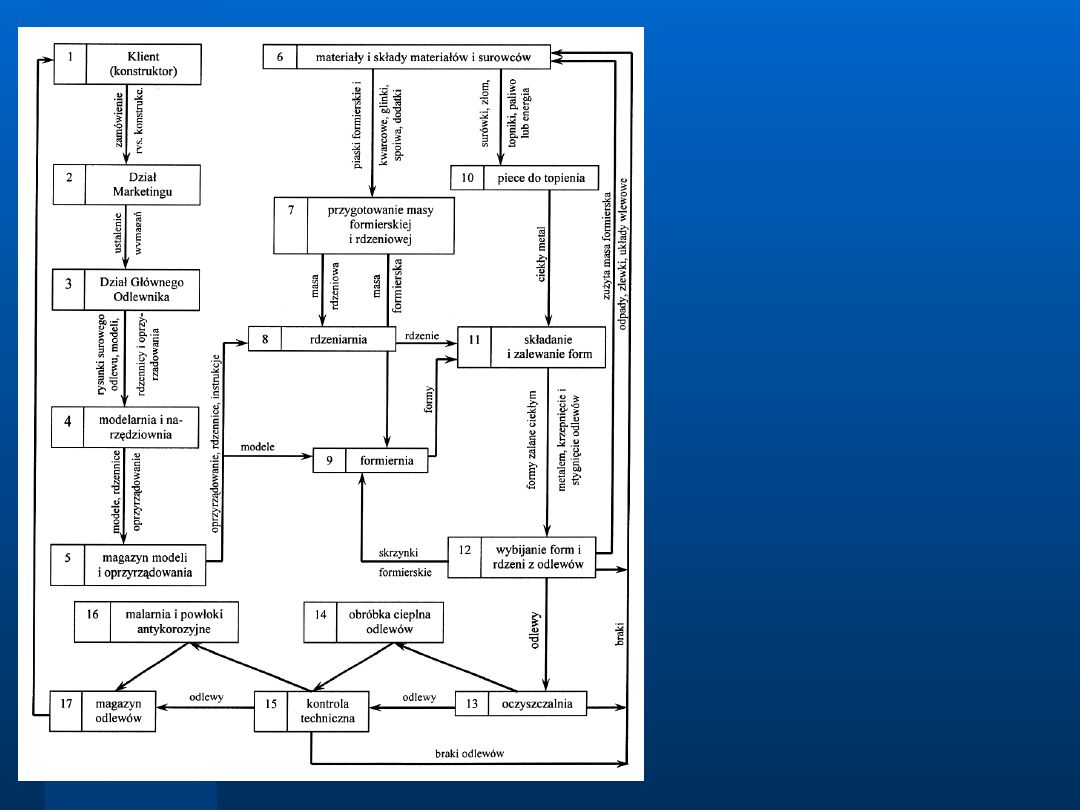
Schemat przebiegu
Schemat przebiegu
wytwarzania odlewów
wytwarzania odlewów
w piaskowych formach
w piaskowych formach
jednorazowych
jednorazowych
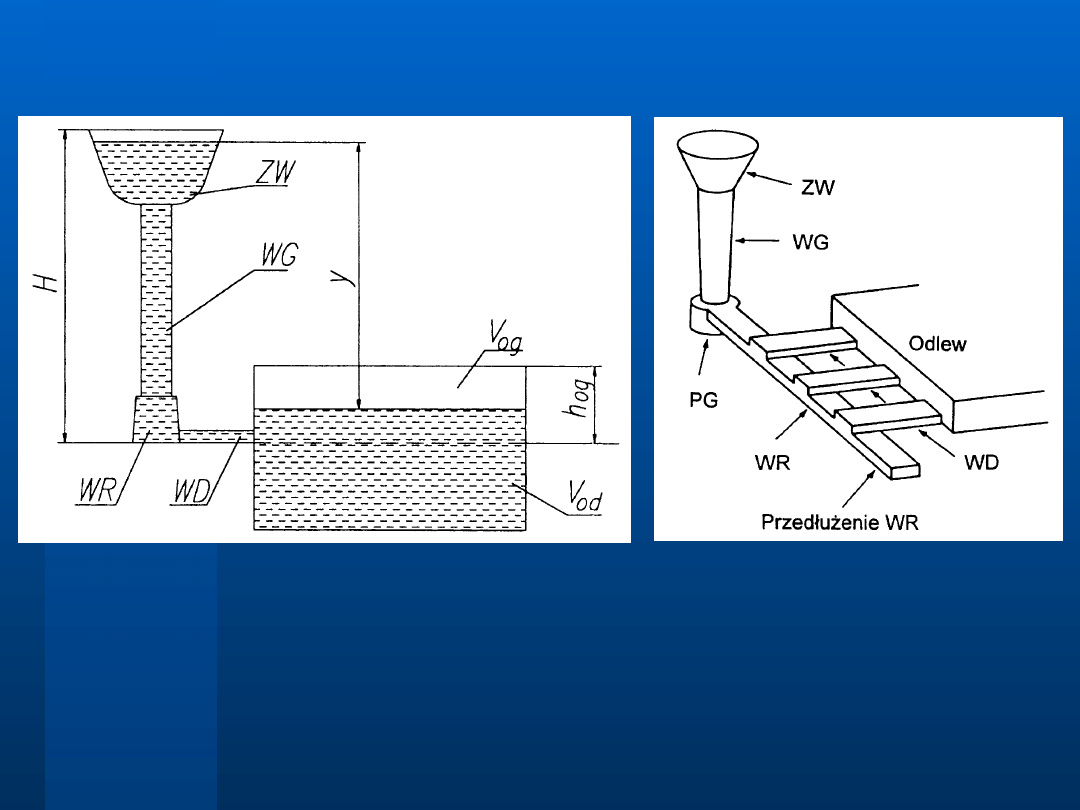
Budowa układu wlewowego.
Budowa układu wlewowego.
Ustawienie filtrów w układzie wlewowym.
Ustawienie filtrów w układzie wlewowym.
Krzepnięcie odlewów w formie.
Krzepnięcie odlewów w formie.
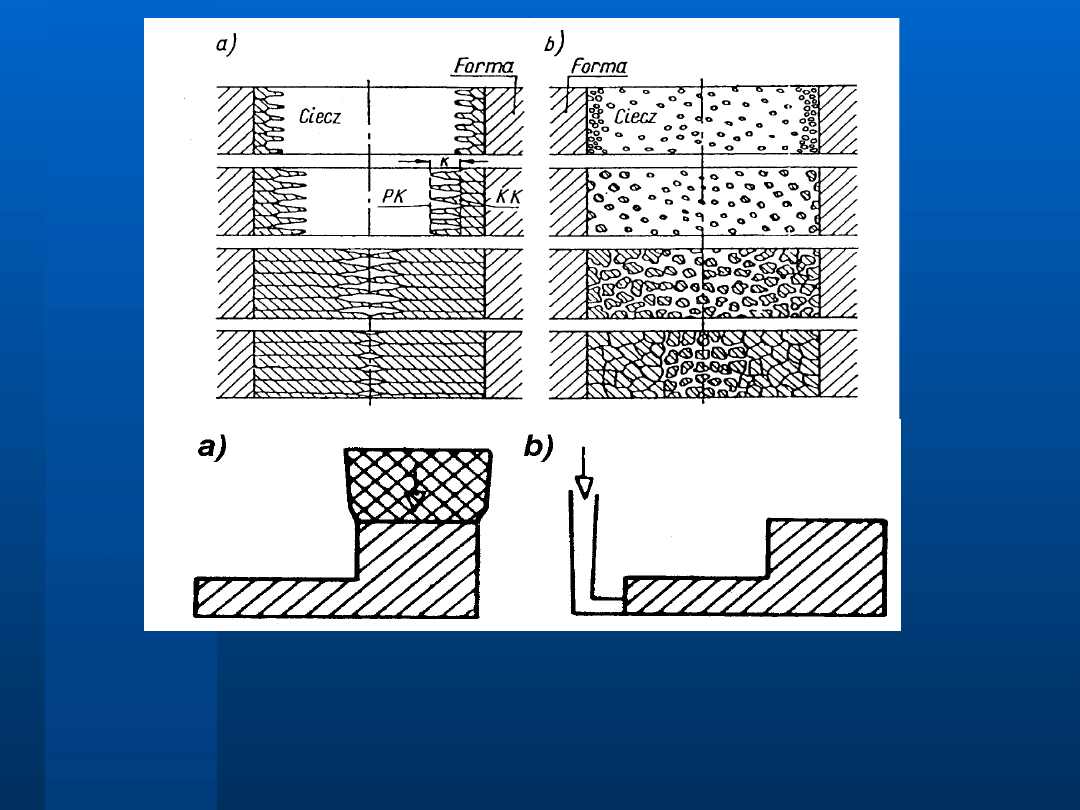
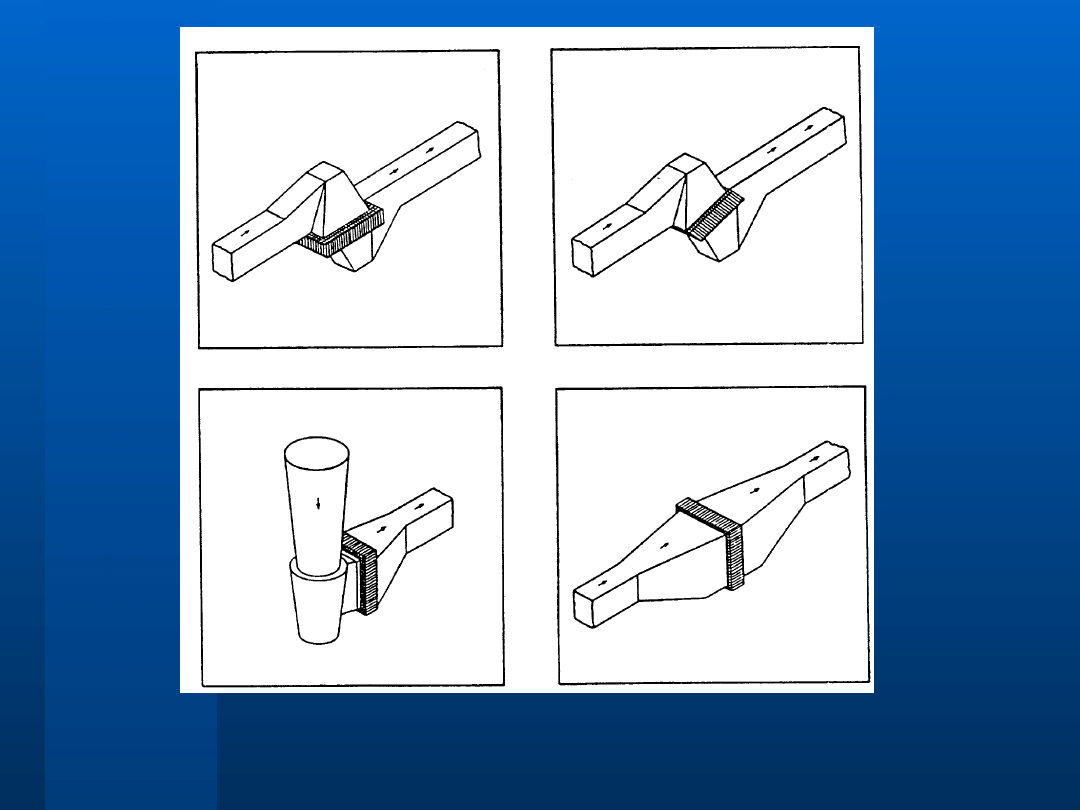
Doprowadzenie metalu w celu uzyskania
Doprowadzenie metalu w celu uzyskania
krzepnięcia:
krzepnięcia:
a)
a)
kierunkowego
kierunkowego
b)
b)
jednoczesnego
jednoczesnego
dx
x
T
dQ
;
dx
L
dq
kr
;
dx
T
c
dq
st
2
1
;
d
x
T
dq
f
;
d q
k r
+ d q
s t
= d q
f
;
d
x
T
dx
T
c
dx
L
2
1
;
dx
x
T
T
c
L
d
2
1
;
2
2
1
2
x
T
T
c
L
T
c
L
T
x
2
1
2
;
K
x
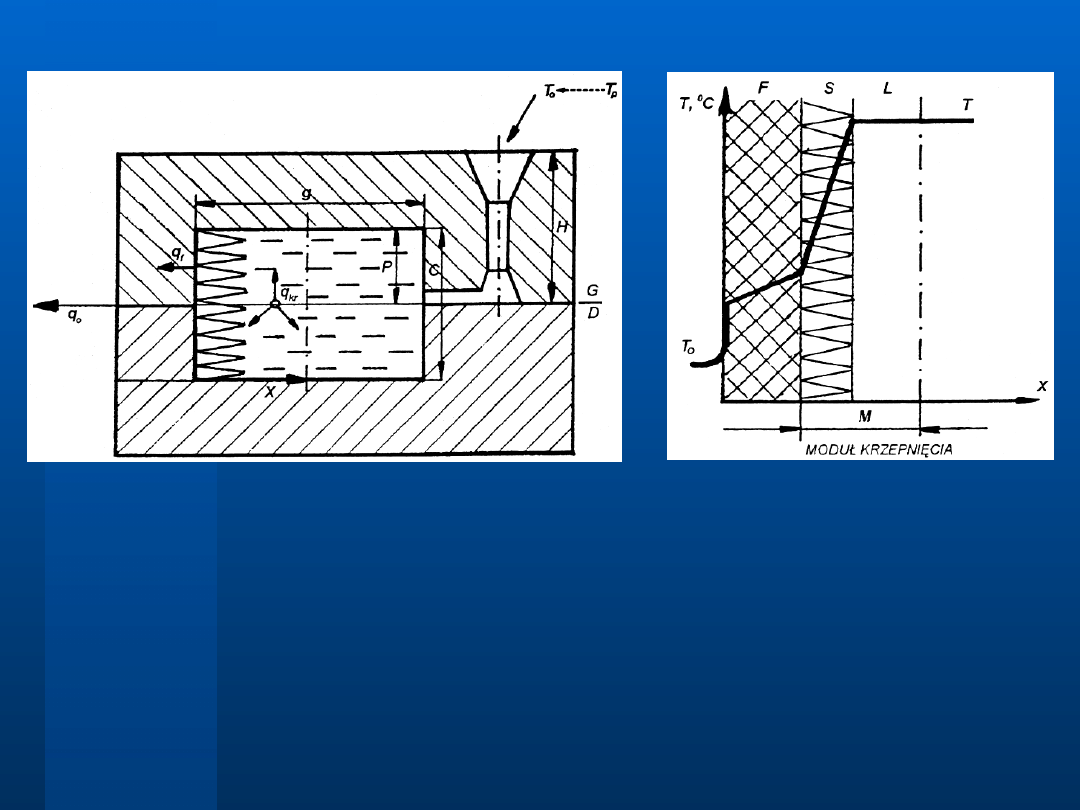
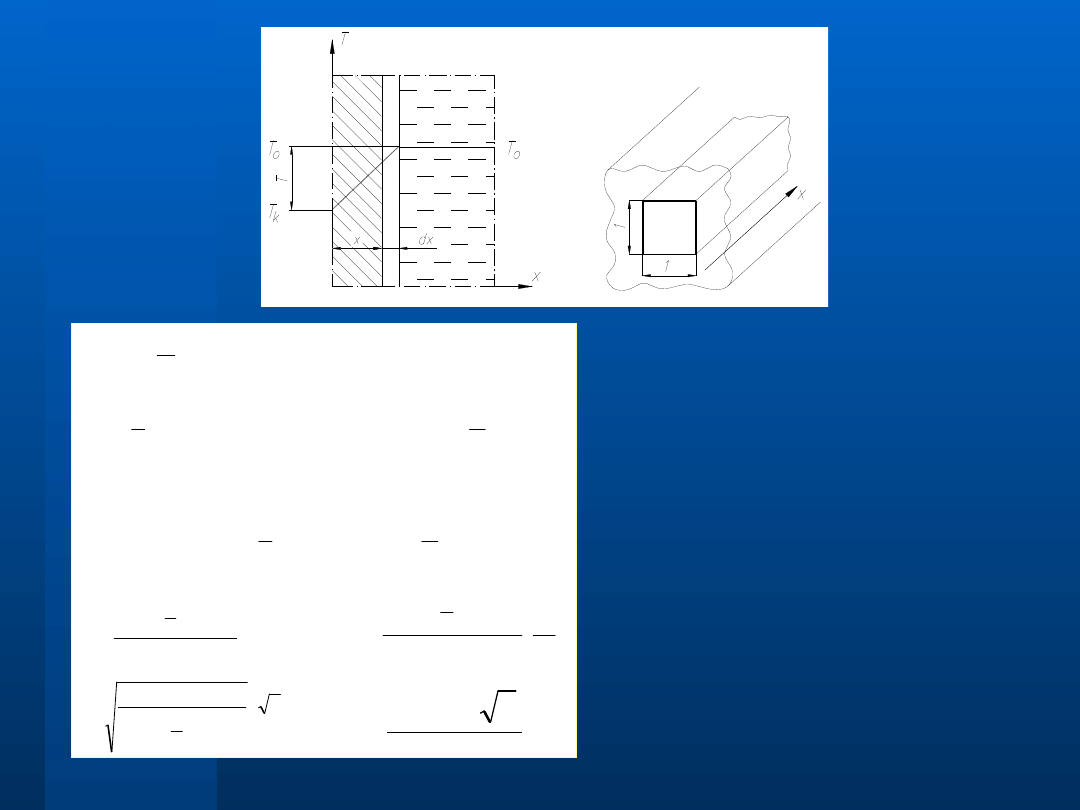
Uproszczony opis
Uproszczony opis
przepływu ciepła przy
przepływu ciepła przy
krzepnięciu odlewu.
krzepnięciu odlewu.
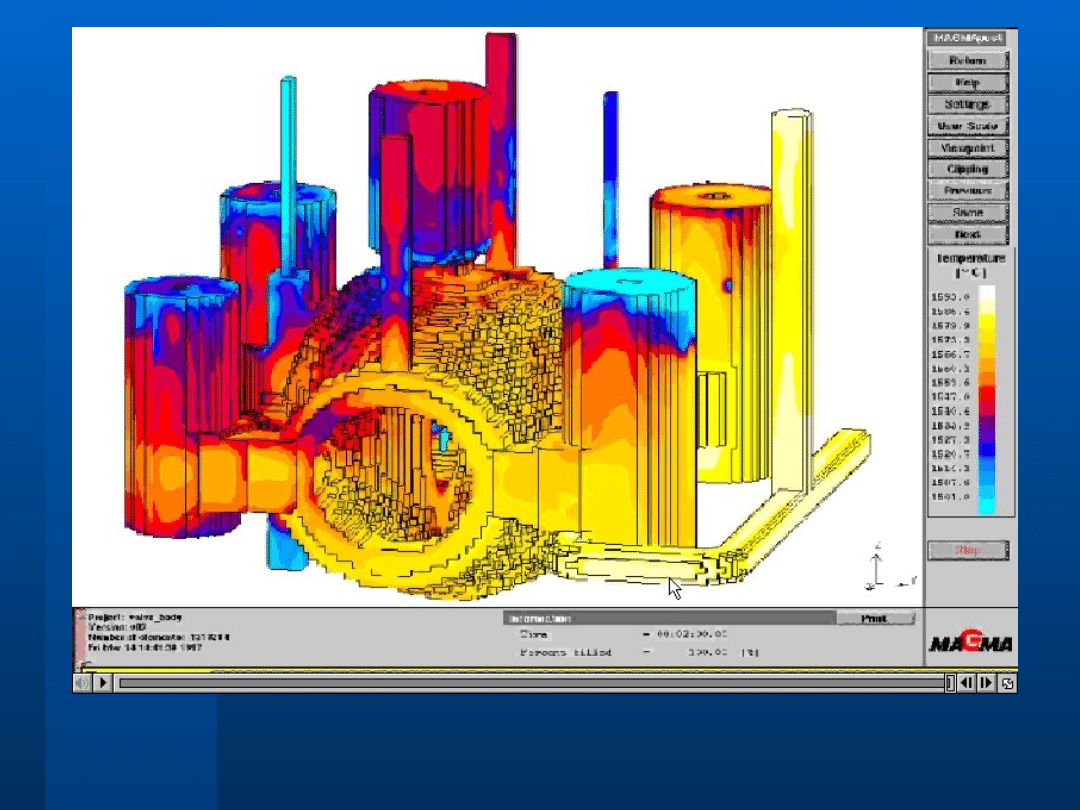
Zrzut ekranu wyników symulacji krzepnięcia i stygnięcia
Zrzut ekranu wyników symulacji krzepnięcia i stygnięcia
odlewów
odlewów
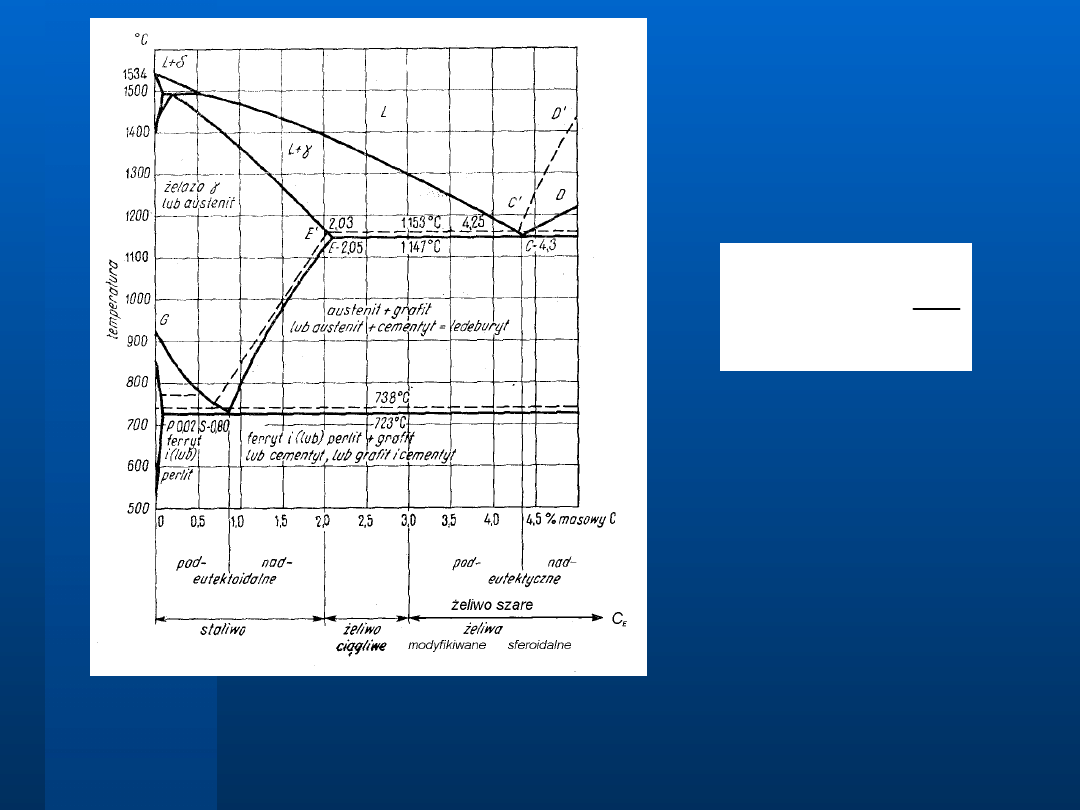
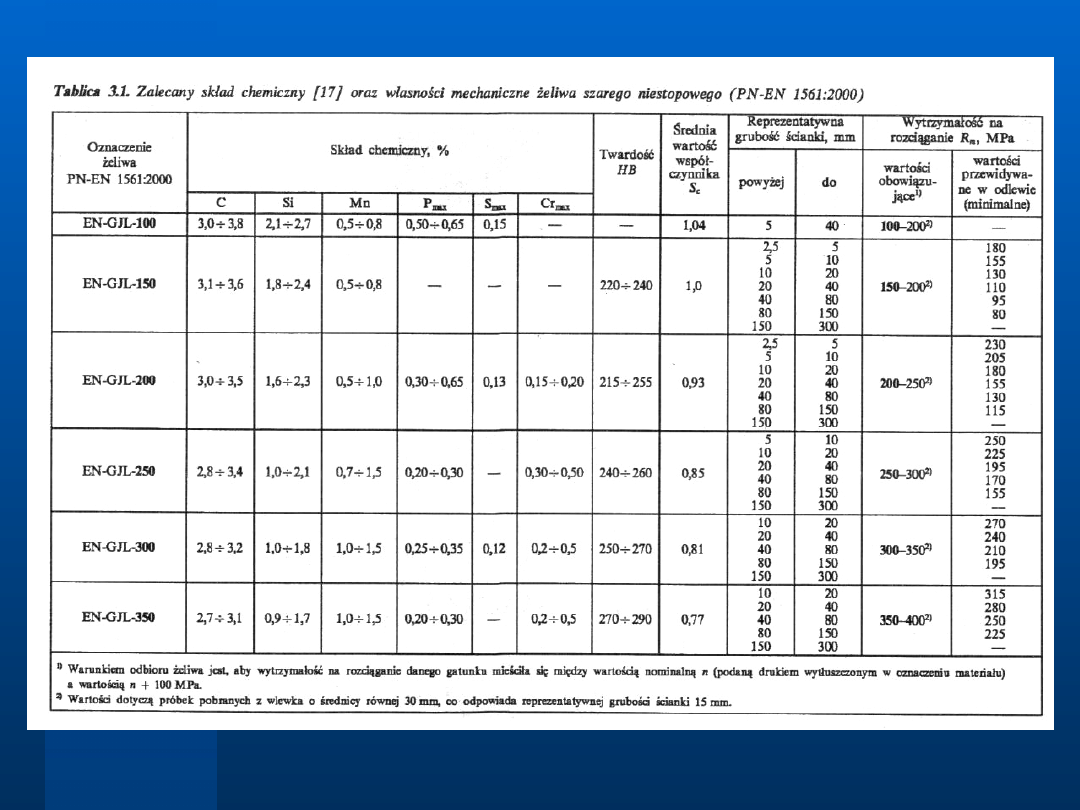
Wykres równowagi stopów żelazo-węgiel jako podstawa
Wykres równowagi stopów żelazo-węgiel jako podstawa
podziału
podziału
stopów żelaza: linie przerywane – układ Fe-Cgrafit,
stopów żelaza: linie przerywane – układ Fe-Cgrafit,
linie ciągłe – układ Fe-Fe
linie ciągłe – układ Fe-Fe
3
3
C, C
C, C
E
E
– ekwiwalent węgla dla stopów
– ekwiwalent węgla dla stopów
Fe-C-Si
Fe-C-Si
3
E
Si
C
C
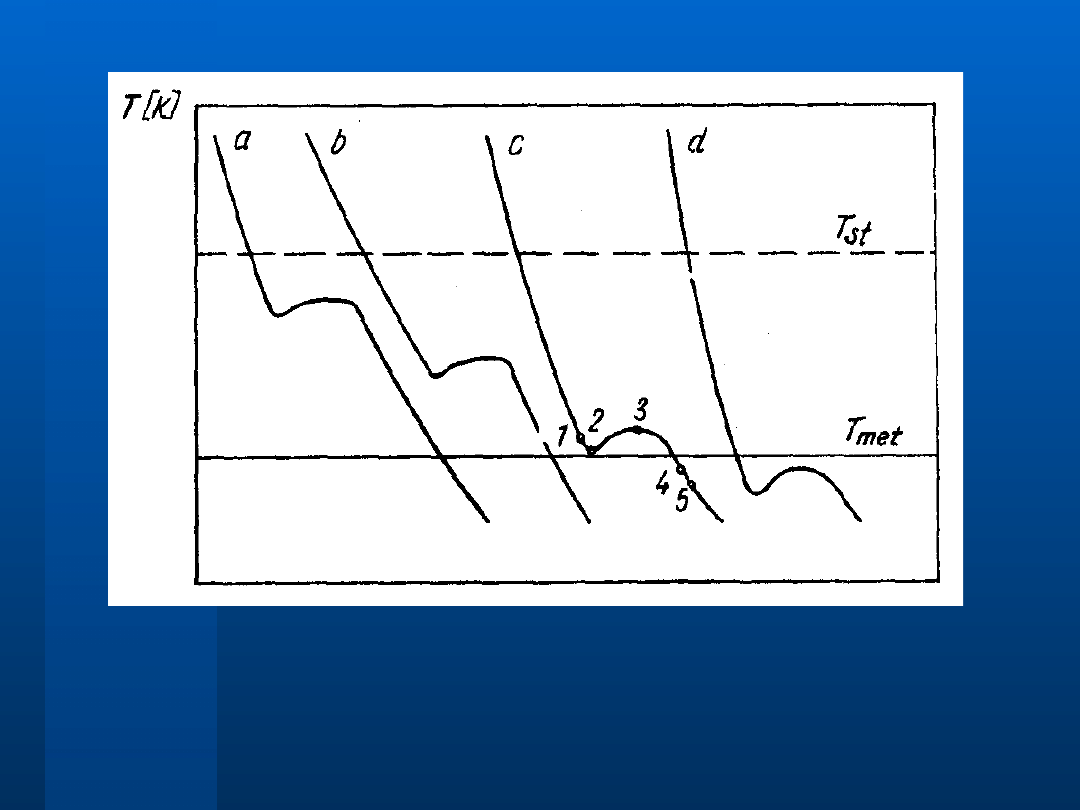
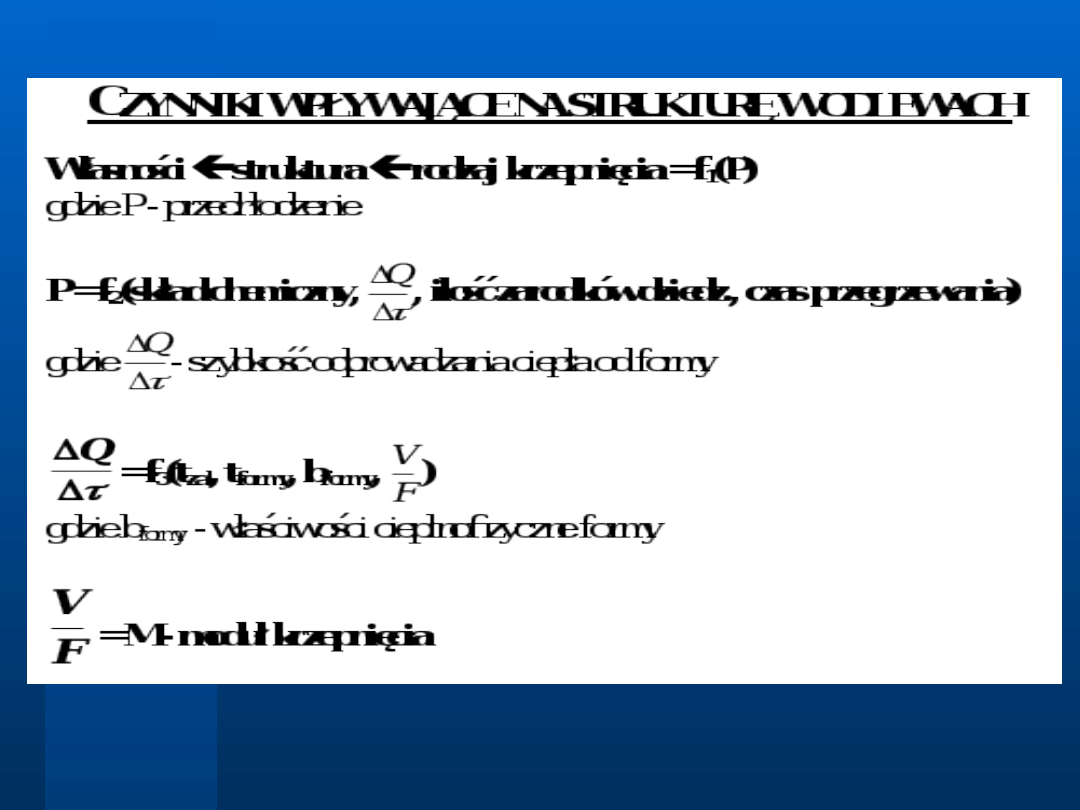
Schemat wpływu prędkości stygnięcia żeliwa
Schemat wpływu prędkości stygnięcia żeliwa
na wielkość przechłodzenia
na wielkość przechłodzenia
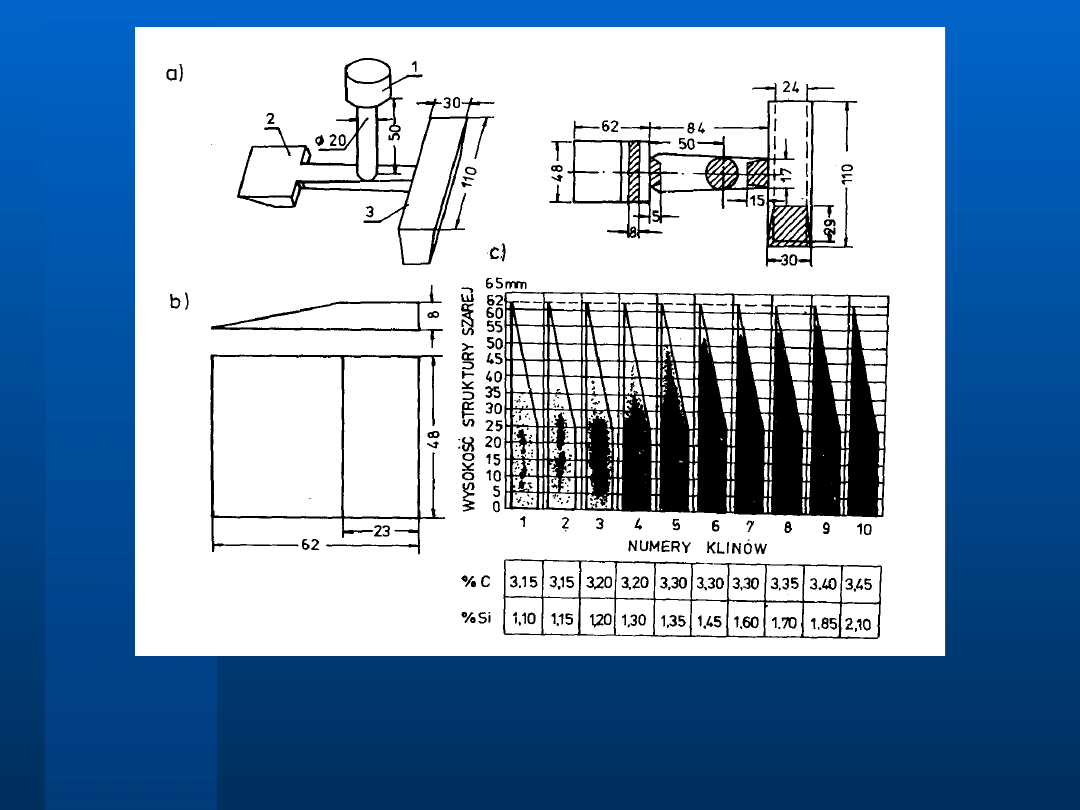
Kształt i wymiary próbki klinowej, układu wlewowego
Kształt i wymiary próbki klinowej, układu wlewowego
oraz klinów z przełomami wzorcowymi
oraz klinów z przełomami wzorcowymi
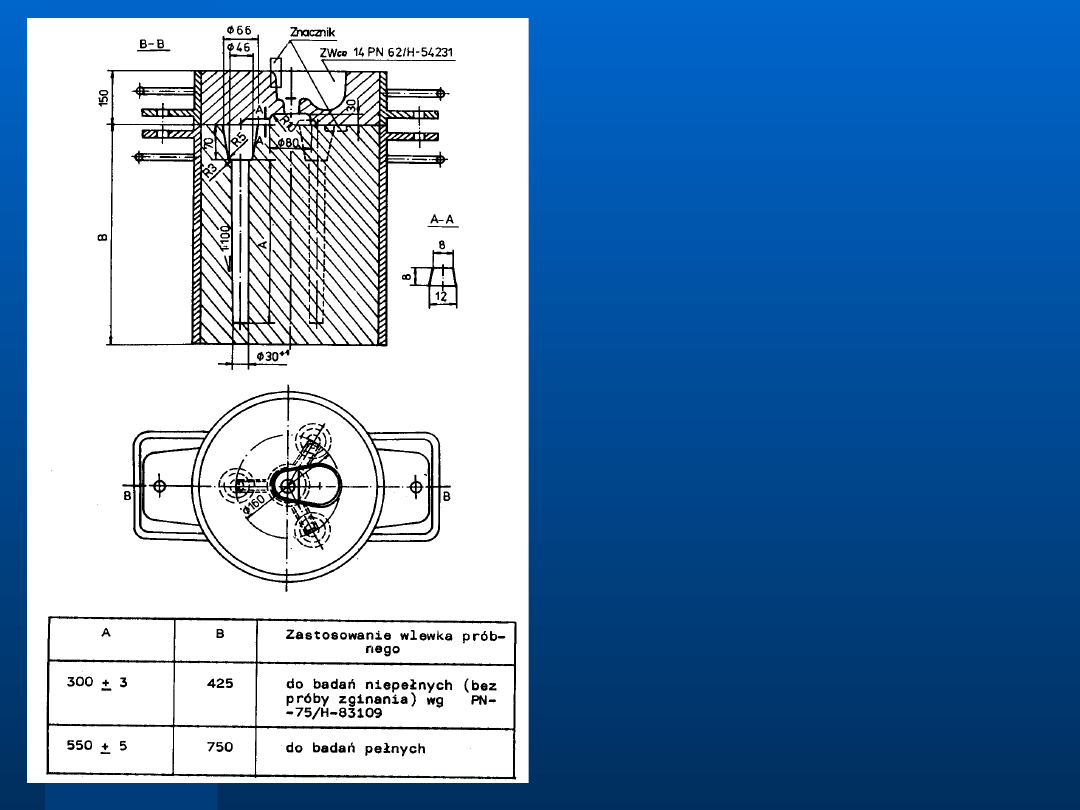
Odlewanie prętów próbnych
Odlewanie prętów próbnych
dla żeliwa szarego.
dla żeliwa szarego.
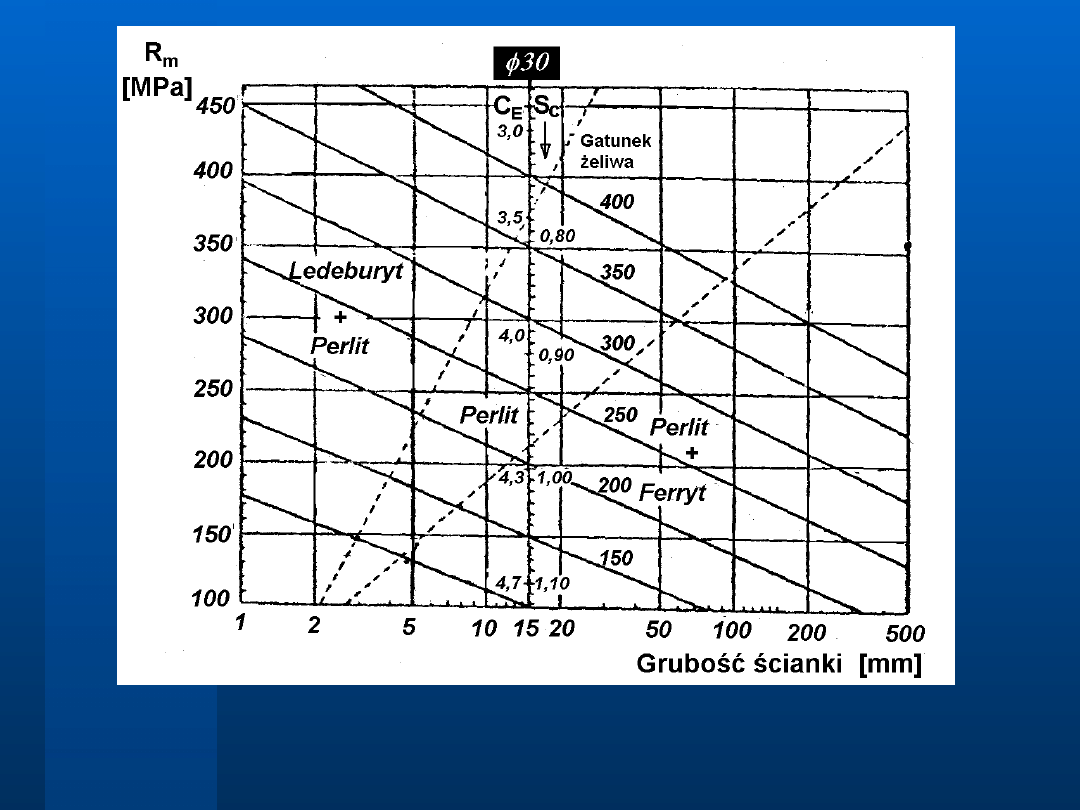
Zależność R
Zależność R
m
m
od grubości ściany g (modułu M=g/2)
od grubości ściany g (modułu M=g/2)
dla różnych klas żeliwa
dla różnych klas żeliwa
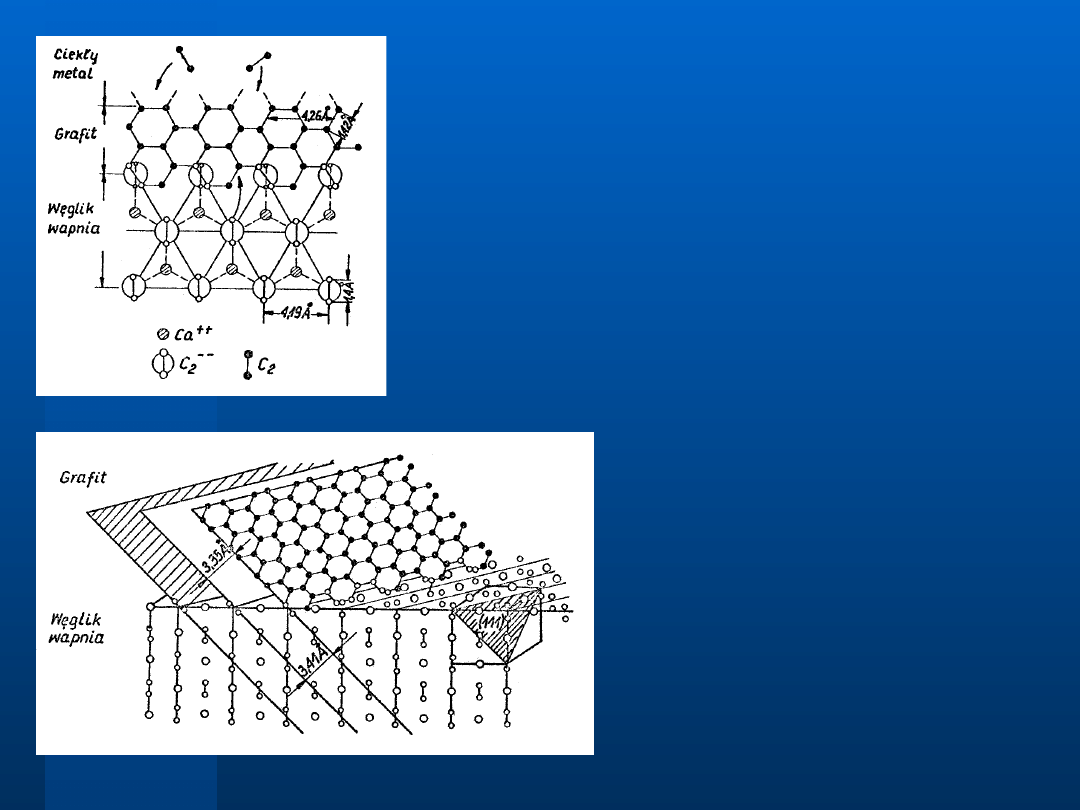
Schemat umieszczania się
Schemat umieszczania się
molekuł C
molekuł C
2
2
--
--
w płaszczyźnie
w płaszczyźnie
(III) kryształu węglika
(III) kryształu węglika
wapnia, obsadzonej jonami
wapnia, obsadzonej jonami
C
C
2
2
--
--
Wzrost wydzielenia
Wzrost wydzielenia
grafitu na krysztale
grafitu na krysztale
węglika wapnia
węglika wapnia
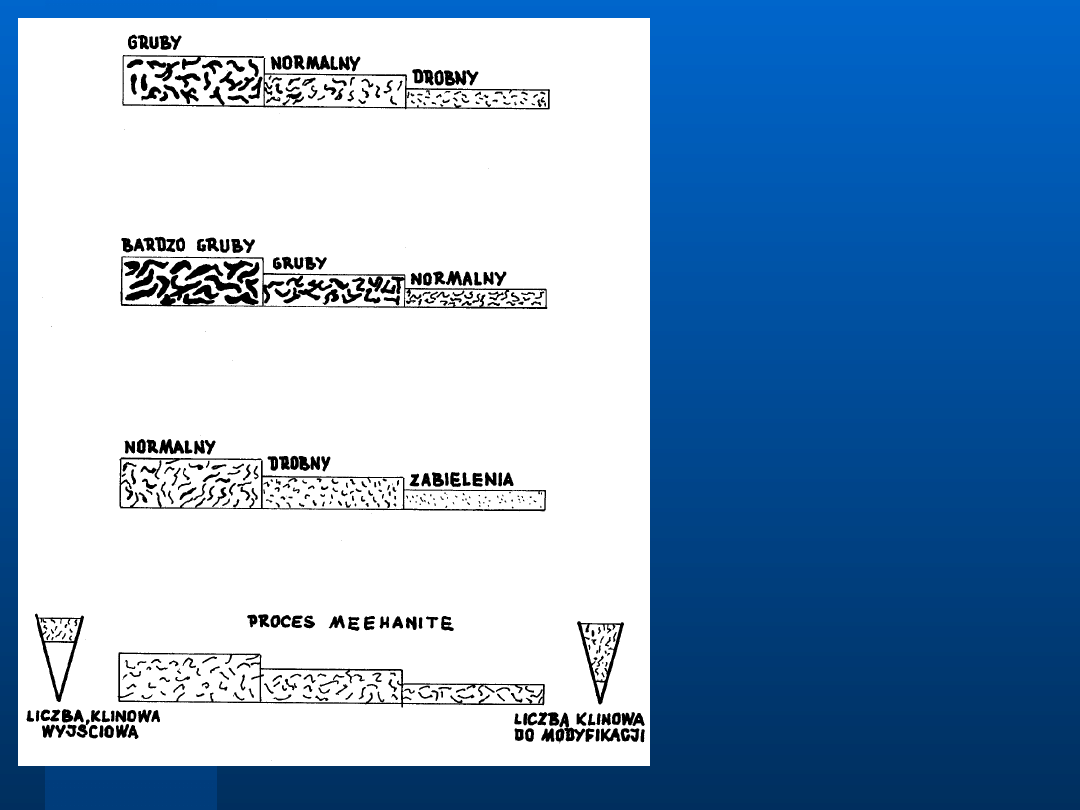
Idea modyfikacji
Idea modyfikacji
wg Meehanite
wg Meehanite
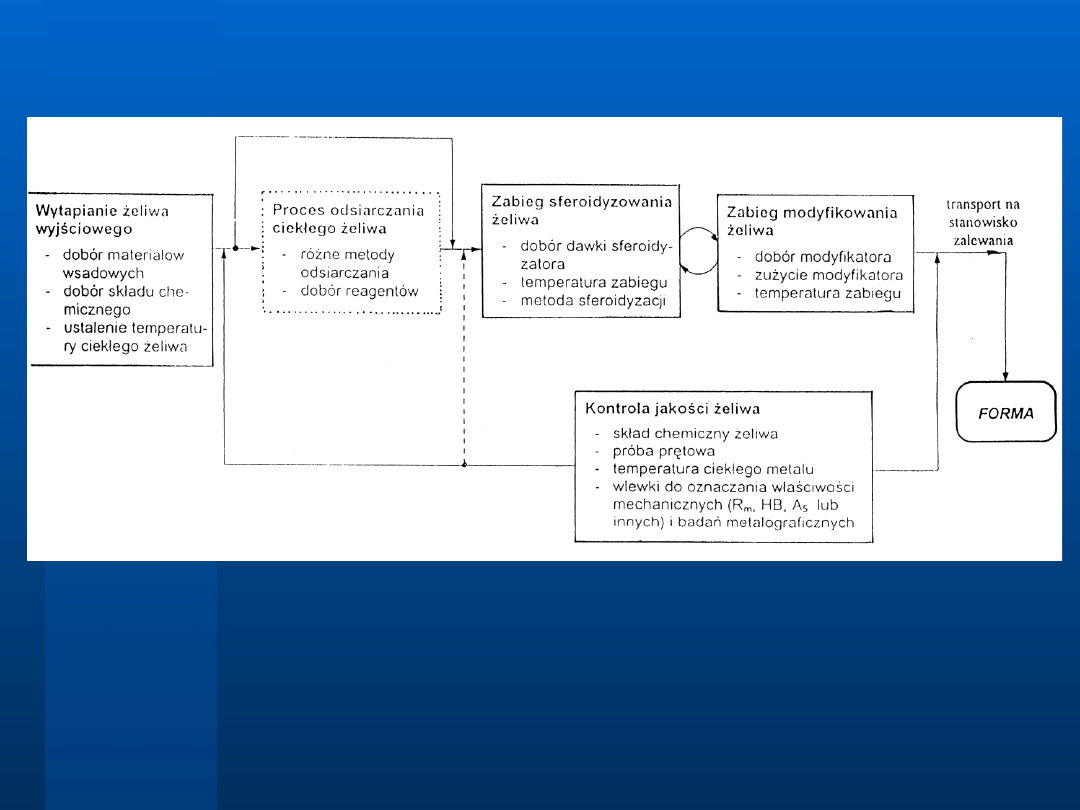
Ogólny schemat procesu otrzymywania żeliwa
Ogólny schemat procesu otrzymywania żeliwa
sferoidalnego
sferoidalnego
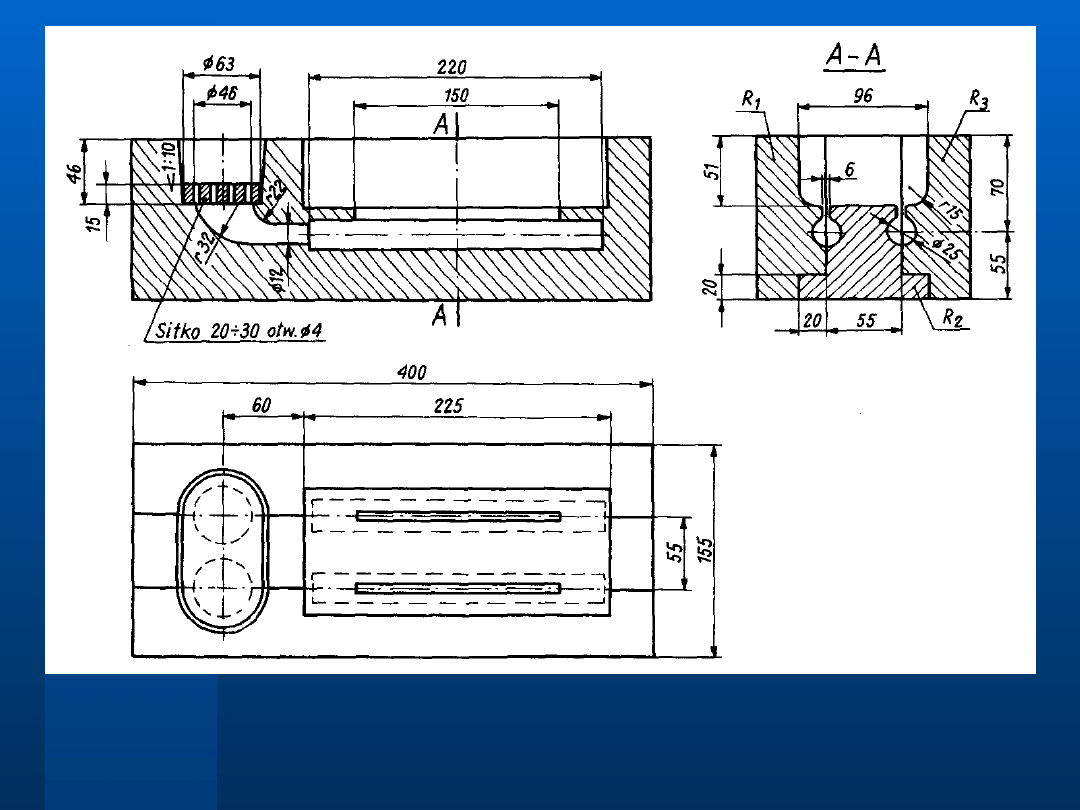
Odlewanie prętów próbnych dla żeliwa
Odlewanie prętów próbnych dla żeliwa
sferoidalnego.
sferoidalnego.
Odlewanie prętów próbnych
Odlewanie prętów próbnych
dla żeliwa ciągliwego.
dla żeliwa ciągliwego.
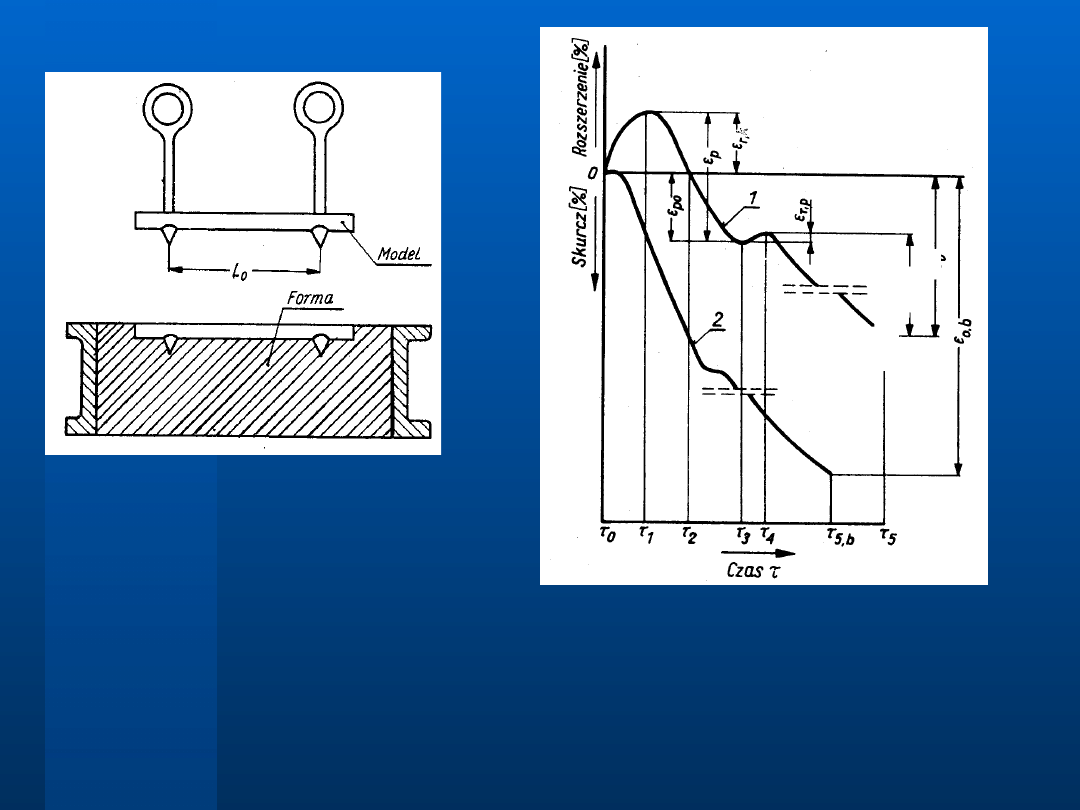
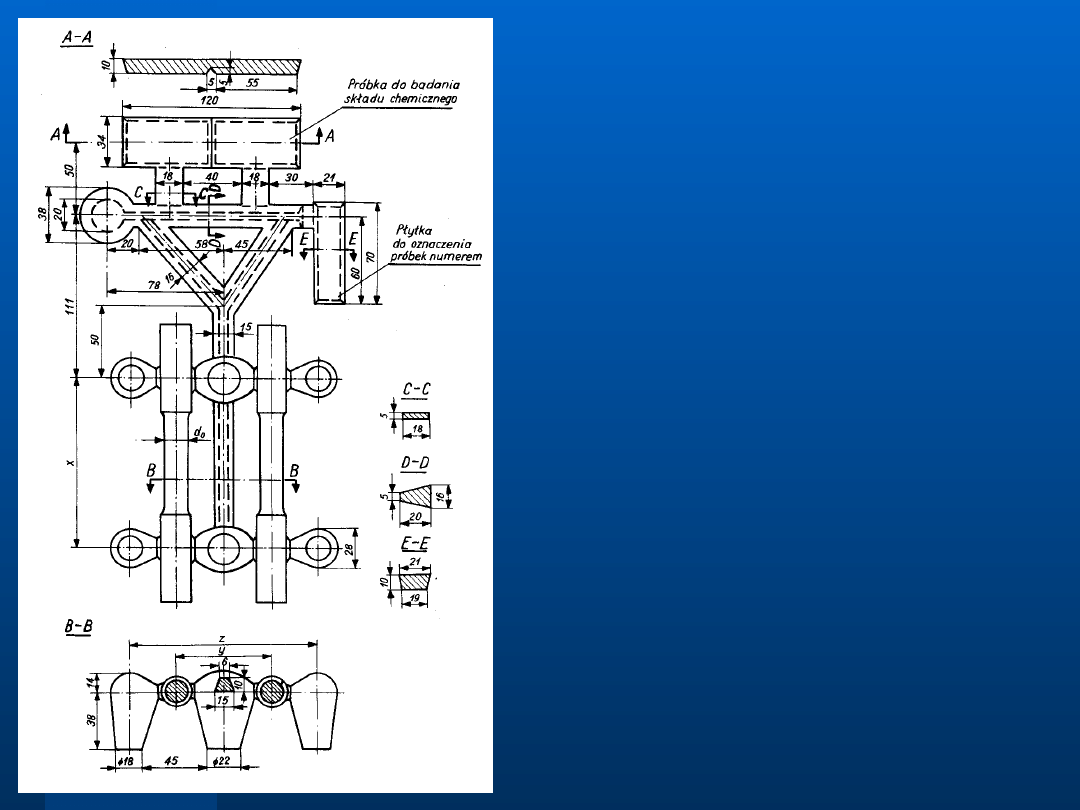
Model i forma do odlewania
Model i forma do odlewania
próbek
próbek
służących do oznaczania
służących do oznaczania
wartości
wartości
skurczu żeliwa.
skurczu żeliwa.
Krzywe kinetyki zmian
Krzywe kinetyki zmian
wymiarów liniowych odlewu
wymiarów liniowych odlewu
żeliwnego krzepnącego i
żeliwnego krzepnącego i
stygnącego
stygnącego
w formie odlewniczej
w formie odlewniczej
piaskowej
piaskowej
1 – żeliwo szare,
1 – żeliwo szare,
2 – żeliwo białe.
2 – żeliwo białe.
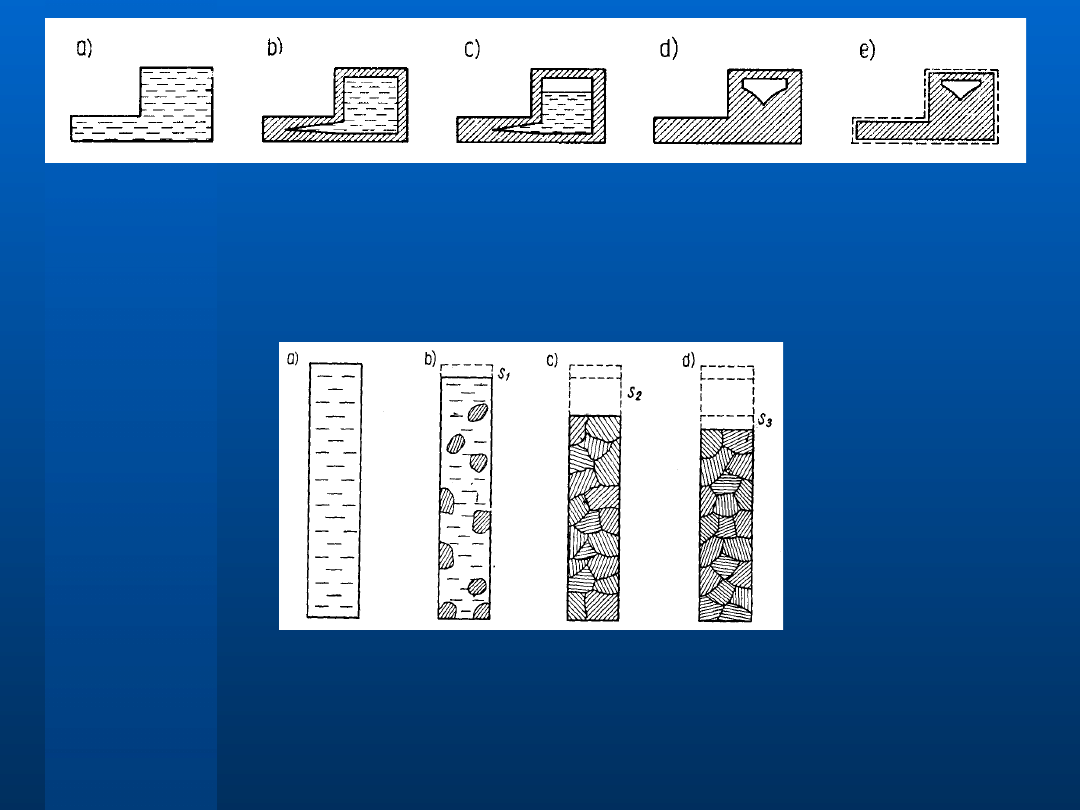
Schematyczny przebieg krzepnięcia i powstawania jamy skurczowej:
Schematyczny przebieg krzepnięcia i powstawania jamy skurczowej:
a) wnęka formy wypełniona ciekłym metalem w chwili zakończenia zalewania,
a) wnęka formy wypełniona ciekłym metalem w chwili zakończenia zalewania,
b)
krzepnięcie
zewnętrznych
warstw
odlewu,
tworzących
sztywną
b)
krzepnięcie
zewnętrznych
warstw
odlewu,
tworzących
sztywną
nieodkształconą skorupę,
nieodkształconą skorupę,
c) zmniejszenie objętości ciekłego metalu wskutek skurczu w czasie
c) zmniejszenie objętości ciekłego metalu wskutek skurczu w czasie
krzepnięcia,
krzepnięcia,
d) ukształtowanie się jamy skurczowej po zakończeniu krzepnięcia,
d) ukształtowanie się jamy skurczowej po zakończeniu krzepnięcia,
e) zmniejszenie się wymiarów odlewu po zakończeniu skurczu w stanie
e) zmniejszenie się wymiarów odlewu po zakończeniu skurczu w stanie
stałym.
stałym.
Schematyczne przedstawienie tworzenia się skurczu odlewniczego w odlewie
Schematyczne przedstawienie tworzenia się skurczu odlewniczego w odlewie
pręta:
pręta:
a) pręt w stanie ciekłym w formie odlewniczej w chwili wypełnienia jej metalem,
a) pręt w stanie ciekłym w formie odlewniczej w chwili wypełnienia jej metalem,
b) skurcz pręta w stanie ciekłym wskutek obniżania się temperatury do chwili
b) skurcz pręta w stanie ciekłym wskutek obniżania się temperatury do chwili
pojawienia się
pojawienia się
pierwszych kryształów,
pierwszych kryształów,
c) skurcz w okresie krzepnięcia,
c) skurcz w okresie krzepnięcia,
d) skurcz w stanie stałym.
d) skurcz w stanie stałym.
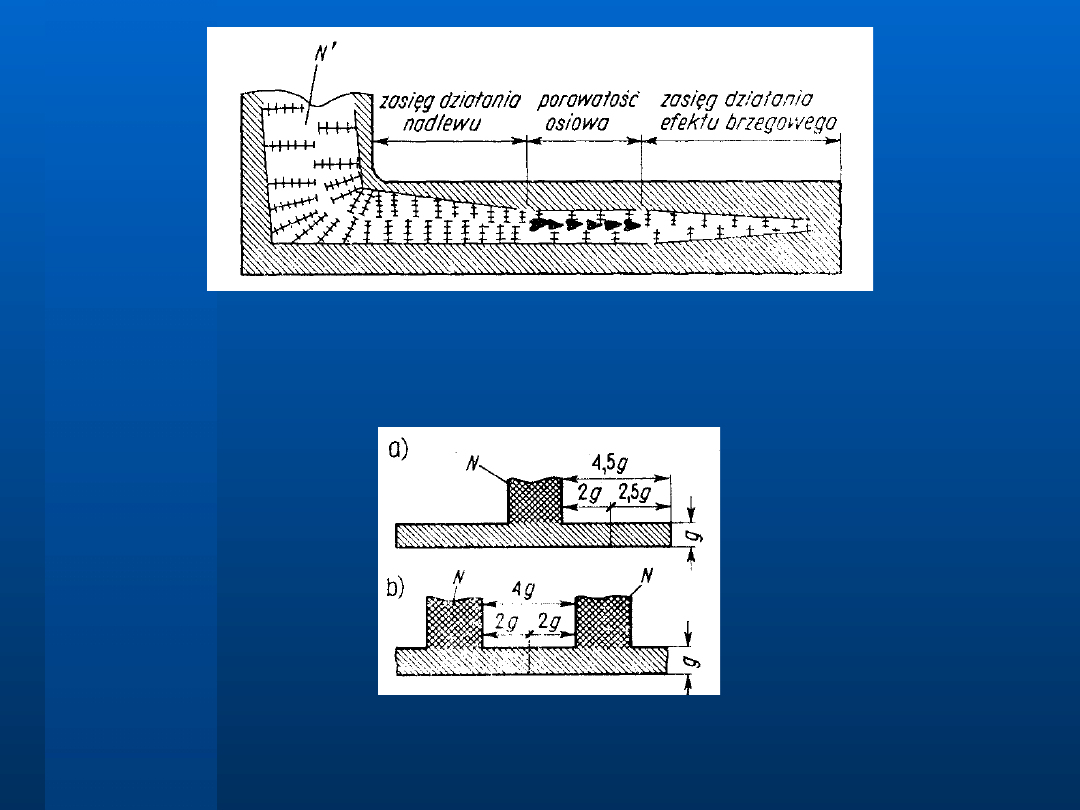
Schemat przebiegu krzepnięcia odlewu płyty z podziałem na
Schemat przebiegu krzepnięcia odlewu płyty z podziałem na
strefy działania efektu brzegowego, porowatości osiowej oraz
strefy działania efektu brzegowego, porowatości osiowej oraz
zasięgu działania.
zasięgu działania.
Zasięg działania nadlewów i efektu brzegowego w odlewach płyt:
Zasięg działania nadlewów i efektu brzegowego w odlewach płyt:
a) z jednym nadlewem, b) z dwoma nadlewami.
a) z jednym nadlewem, b) z dwoma nadlewami.
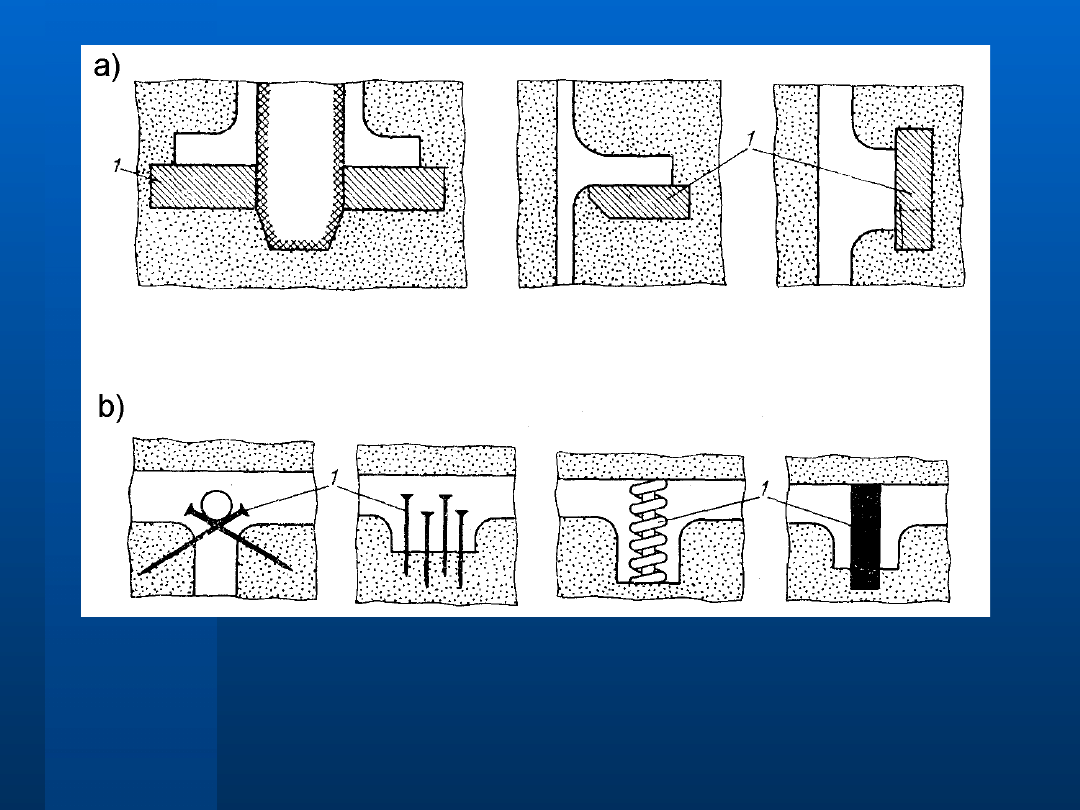
Kształty, rodzaje i sposób zakładania ochładzalników:
Kształty, rodzaje i sposób zakładania ochładzalników:
a) zewnętrznych, b) wewnętrznych;
a) zewnętrznych, b) wewnętrznych;
1 - ochładzalniki
1 - ochładzalniki
Konstrukcje odlewów:
Konstrukcje odlewów:
a)
a)
o skurczu swobodnym,
o skurczu swobodnym,
b)
b)
o skurczu hamowanym mechanicznie,
o skurczu hamowanym mechanicznie,
c)
c)
o skurczu hamowanym cieplnie,
o skurczu hamowanym cieplnie,
d)
d)
o
skurczu
hamowanym
mechanicznie
i
o
skurczu
hamowanym
mechanicznie
i
cieplnie.
cieplnie.
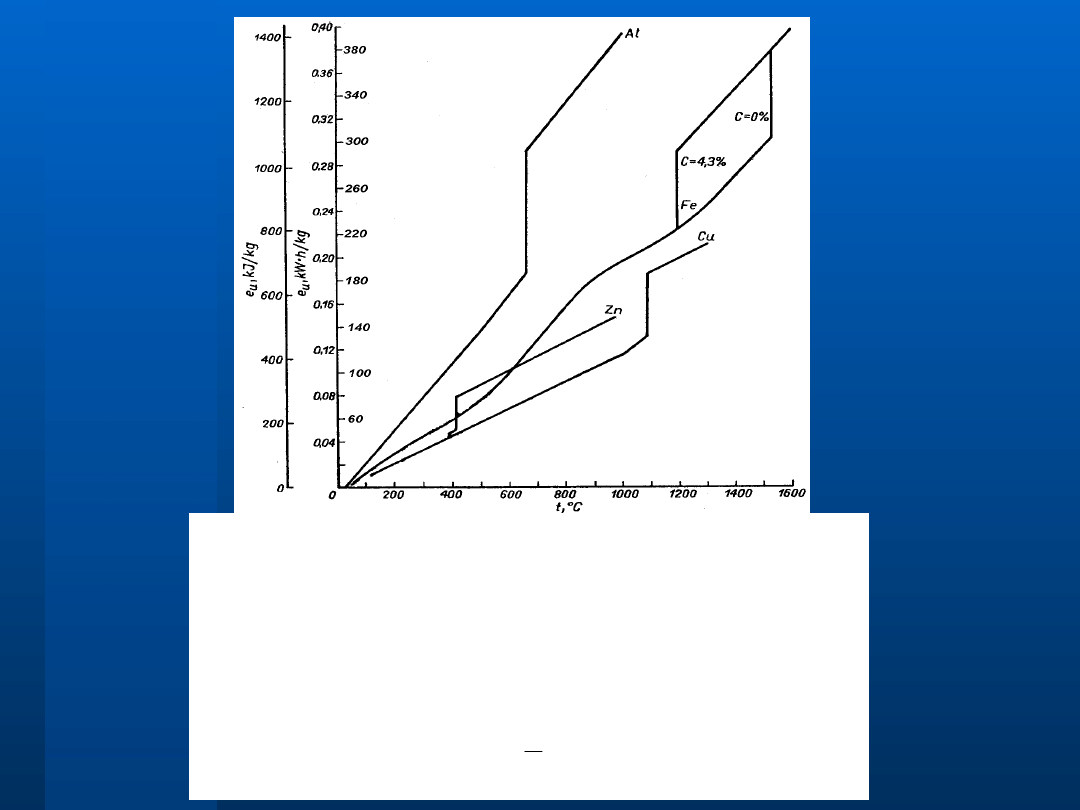
e
u
,k
W
h
/M
g
W
i
e
l
k
o
ś
ć
e
n
e
r
g
i
i
d
l
a
j
e
d
n
o
s
t
k
i
m
a
s
y
s
t
o
p
u
o
b
l
i
c
z
y
ć
m
o
ż
n
a
z
e
w
z
o
r
u
:
e
u
=
c
(
T
s
-
T
w
)
+
c
t
o
p
+
c
c
m
(
T
p
-
T
l
)
[
k
J
/
k
g
]
g
d
z
i
e
:
c
–
c
i
e
p
ł
o
w
ł
a
ś
c
i
w
e
d
l
a
k
o
l
e
j
n
y
c
h
f
a
z
n
a
g
r
z
e
w
a
n
i
a
,
T
–
t
e
m
p
e
r
a
t
u
r
y
k
o
l
e
j
n
o
:
T
s
–
s
o
l
i
d
u
s
,
T
w
–
w
s
a
d
u
,
T
p
–
p
r
z
e
g
r
z
a
n
i
a
,
T
l
–
l
i
k
w
i
d
u
s
u
.
C
z
ę
s
t
o
j
a
k
o
j
e
d
n
o
s
t
k
ę
e
u
p
r
z
y
j
m
u
j
e
s
i
ę
k
W
h
/
t
(
k
W
h
/
M
g
)
l
u
b
k
W
h
/
k
g
.
W
a
r
t
o
ś
ć
e
u
d
l
a
r
ó
ż
n
y
c
h
s
t
o
p
ó
w
p
r
z
e
d
s
t
a
w
i
a
w
y
k
r
e
s
e
u
=
f
(
T
)
.
I
n
t
e
n
s
y
w
n
o
ś
c
i
ą
p
r
o
c
e
s
u
t
o
p
i
e
n
i
a
,
c
z
y
l
i
j
e
g
o
w
y
d
a
j
n
o
ś
c
i
ą
c
z
a
s
o
w
ą
m
o
ż
n
a
s
t
e
r
o
w
a
ć
p
r
z
e
z
z
m
i
a
n
y
m
o
c
y
ź
r
ó
d
ł
a
c
i
e
p
ł
a
z
g
o
d
n
i
e
z
z
a
l
e
ż
n
o
ś
c
i
ą
:
W
=
u
e
N
g
d
z
i
e
:
W
–
w
y
d
a
j
n
o
ś
ć
t
o
p
i
e
n
i
a
,
k
g
/
h
;
N
–
m
o
c
ź
r
ó
d
ł
a
c
i
e
p
ł
a
,
k
W
;
-
s
p
r
a
w
n
o
ś
ć
p
i
e
c
a
.
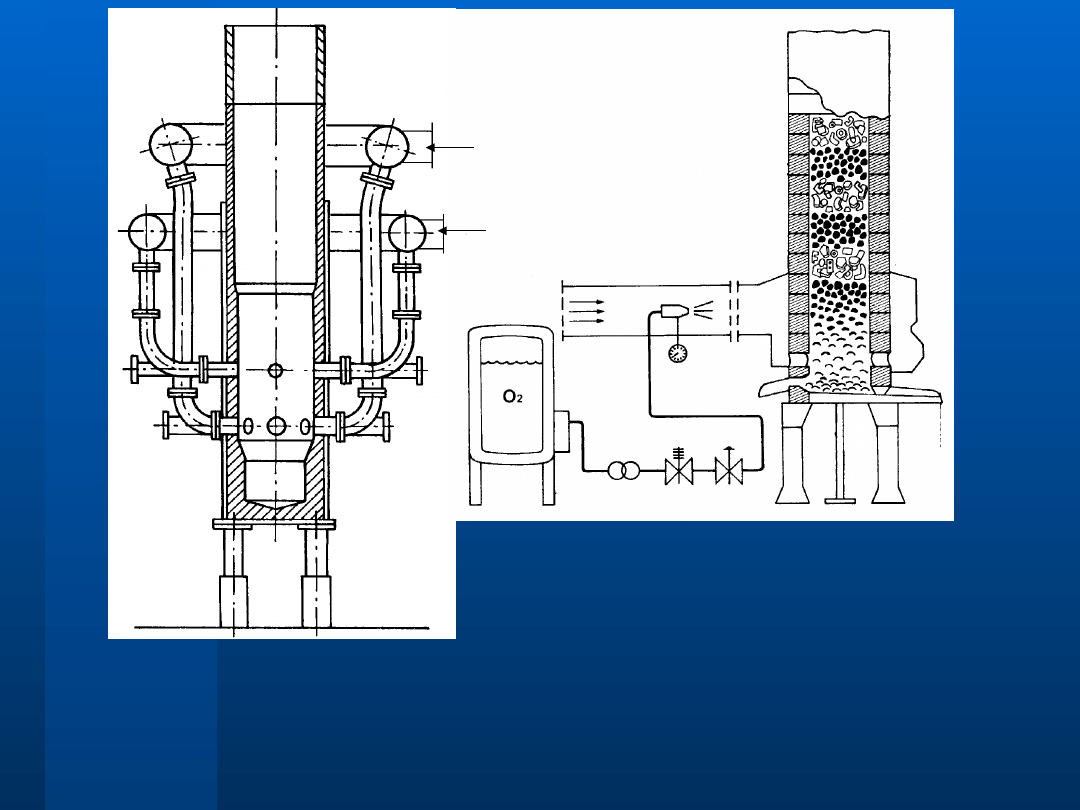
b)
a)
Nowoczesne rozwiązania żeliwiaków: a) – rozdzielenie
Nowoczesne rozwiązania żeliwiaków: a) – rozdzielenie
dmuchu na dwa
dmuchu na dwa
poziomy, b) wzbogacenie dmuchu tlenem.
poziomy, b) wzbogacenie dmuchu tlenem.
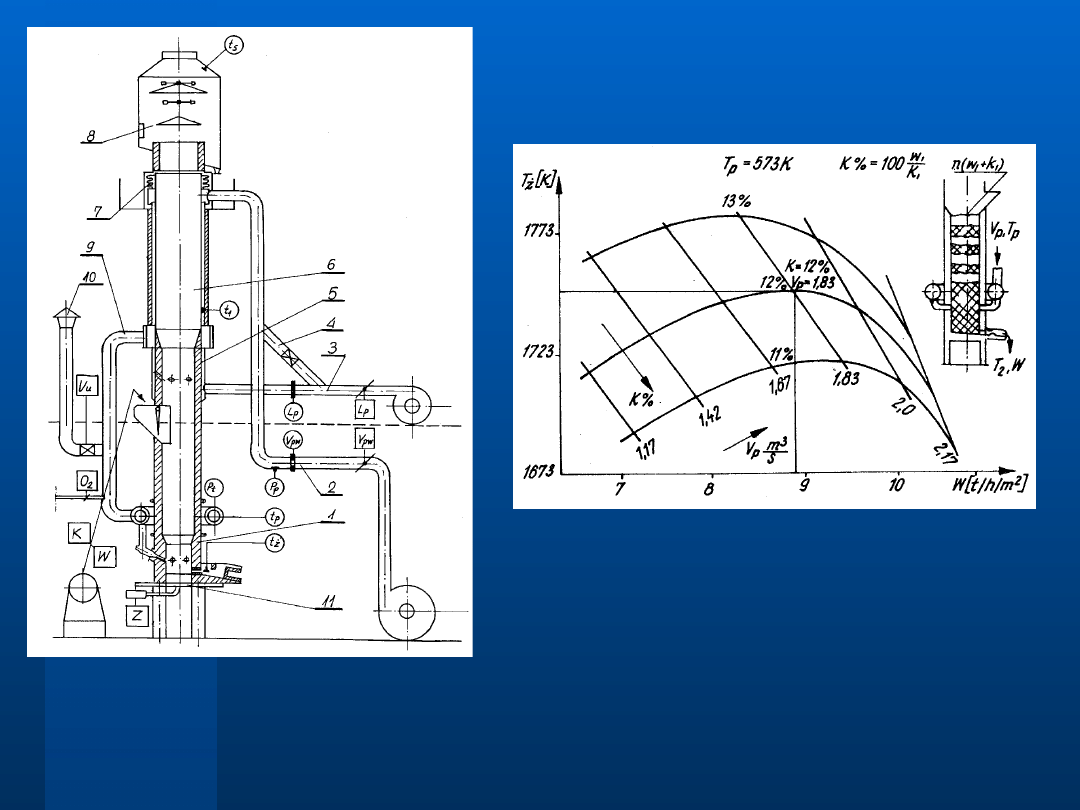
Żeliwiak z podgrzewanym dmuchem w rekuperatorze
Żeliwiak z podgrzewanym dmuchem w rekuperatorze
kominowym
kominowym
oraz charakterystyka jego pracy (dla
oraz charakterystyka jego pracy (dla
900)
900)
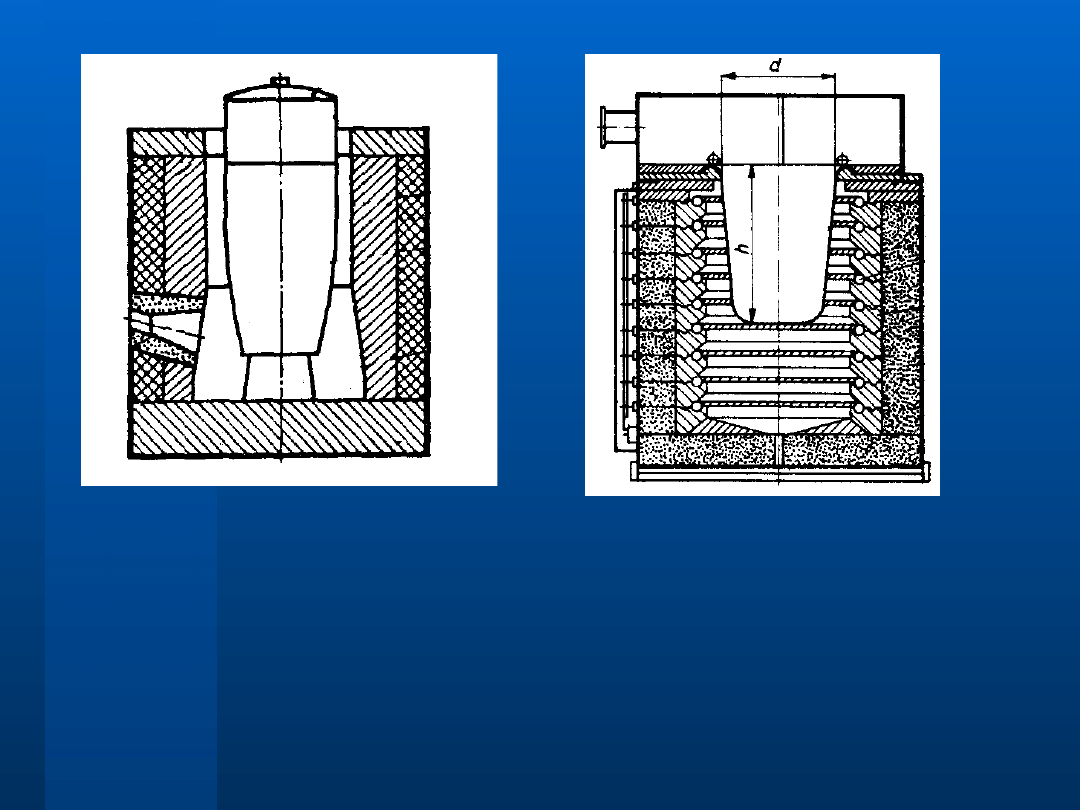
Piece z wymiennymi tyglami na paliwo gazowe
Piece z wymiennymi tyglami na paliwo gazowe
i elektryczny piec oporowy
i elektryczny piec oporowy
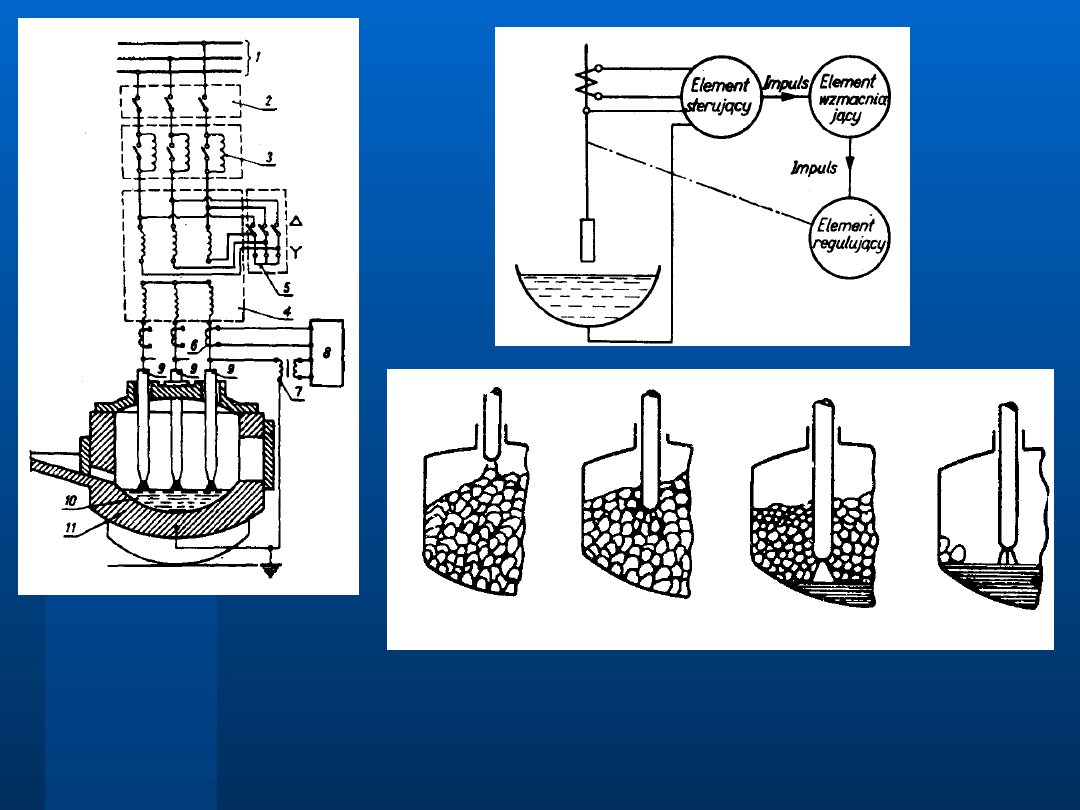
Zasada pracy pieca łukowego trójelektrodowego
Zasada pracy pieca łukowego trójelektrodowego
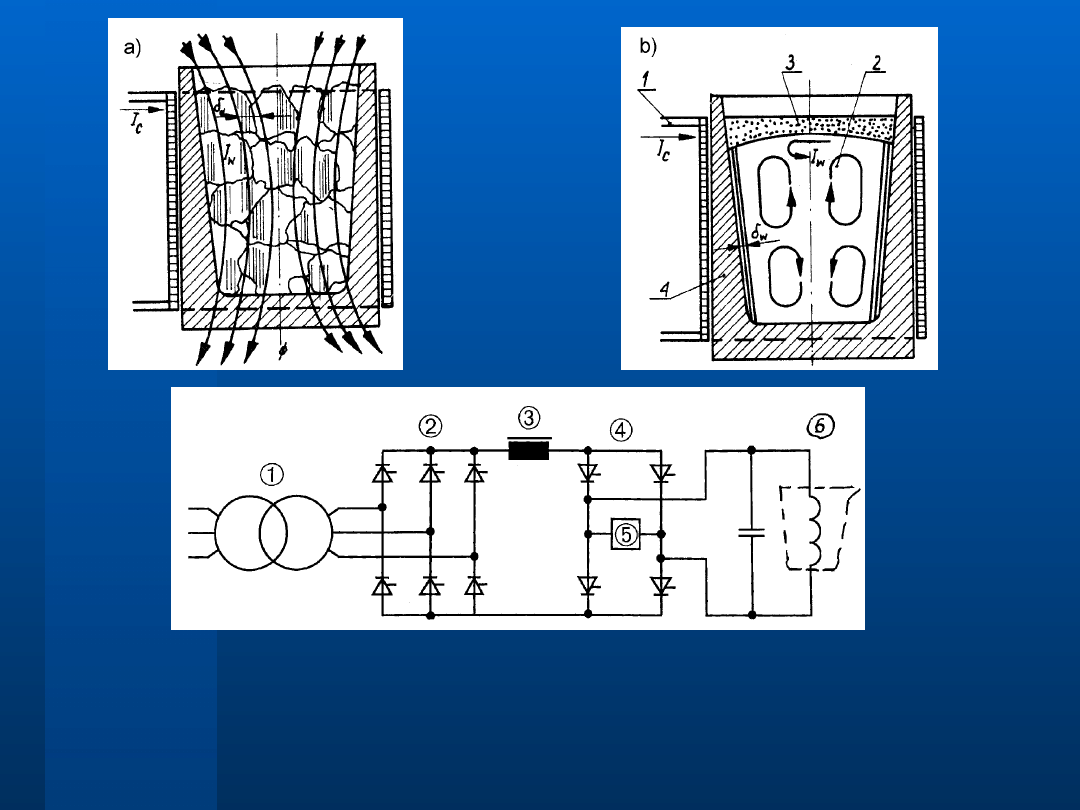
Piec indukcyjny tyglowy (bezrdzeniowy): a) roztapianie
Piec indukcyjny tyglowy (bezrdzeniowy): a) roztapianie
wsadu
wsadu
kawałkowego, b) przegrzewanie ciekłego metalu, c)
kawałkowego, b) przegrzewanie ciekłego metalu, c)
budowa pieca
budowa pieca
z zasilaniem przetwornicą tyrystorową
z zasilaniem przetwornicą tyrystorową
c)
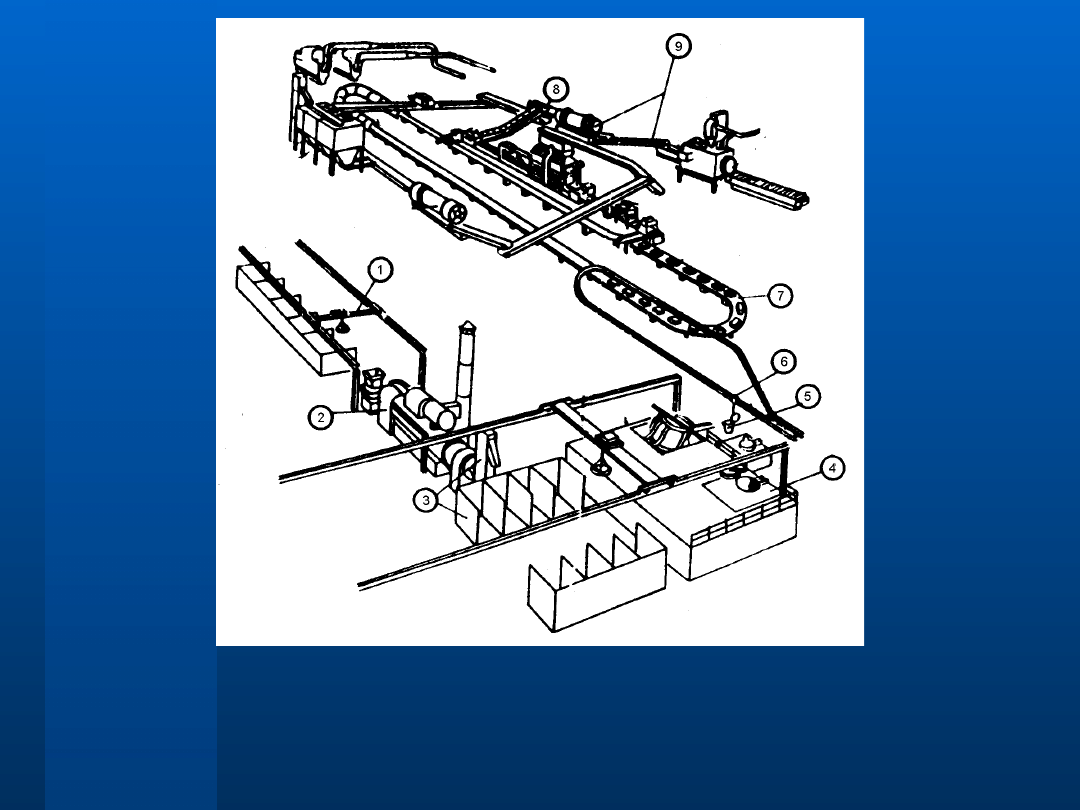
Topialnia z układem pieców indukcyjnych: 1 – magazyn
Topialnia z układem pieców indukcyjnych: 1 – magazyn
surowców,
surowców,
2 – podgrzewacz wsadu, 3 – zasobniki dobowe, 4 – piece
2 – podgrzewacz wsadu, 3 – zasobniki dobowe, 4 – piece
topiące,
topiące,
5 – piec podtrzymująco-podgrzewający, 6 – kadź lejnicza,
5 – piec podtrzymująco-podgrzewający, 6 – kadź lejnicza,
7 – zalane formy, 8 – automat formierski, 9 – linia
7 – zalane formy, 8 – automat formierski, 9 – linia
odlewnicza.
odlewnicza.
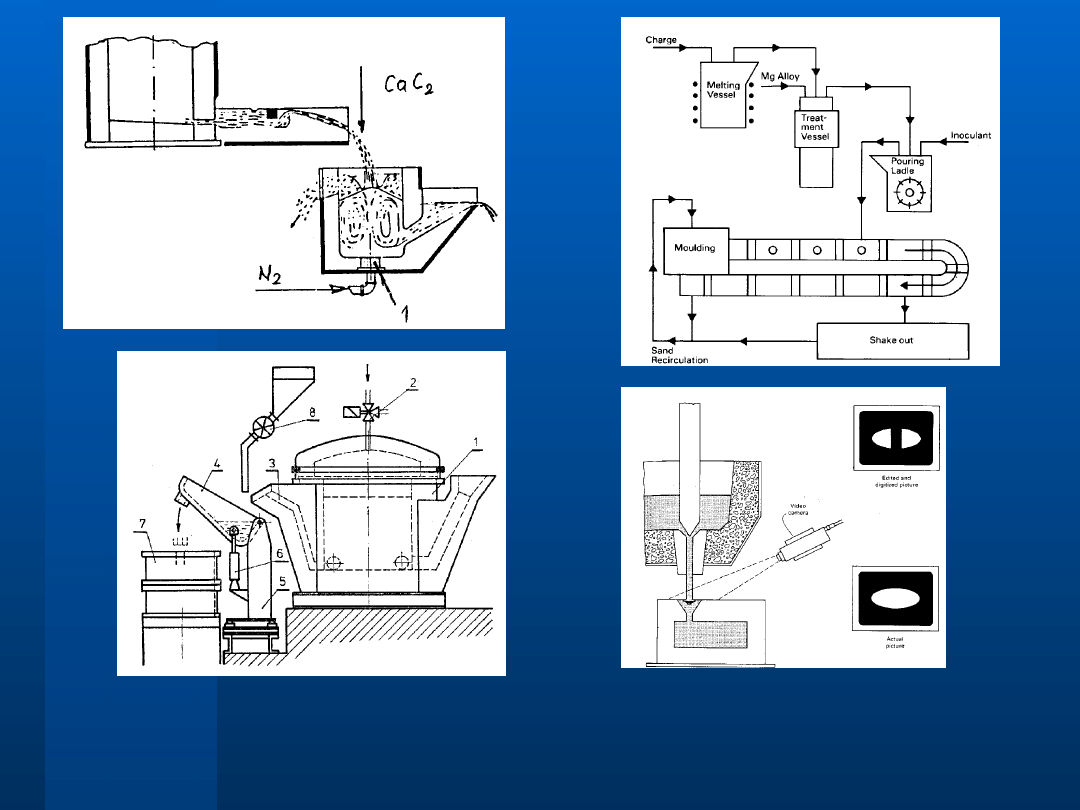
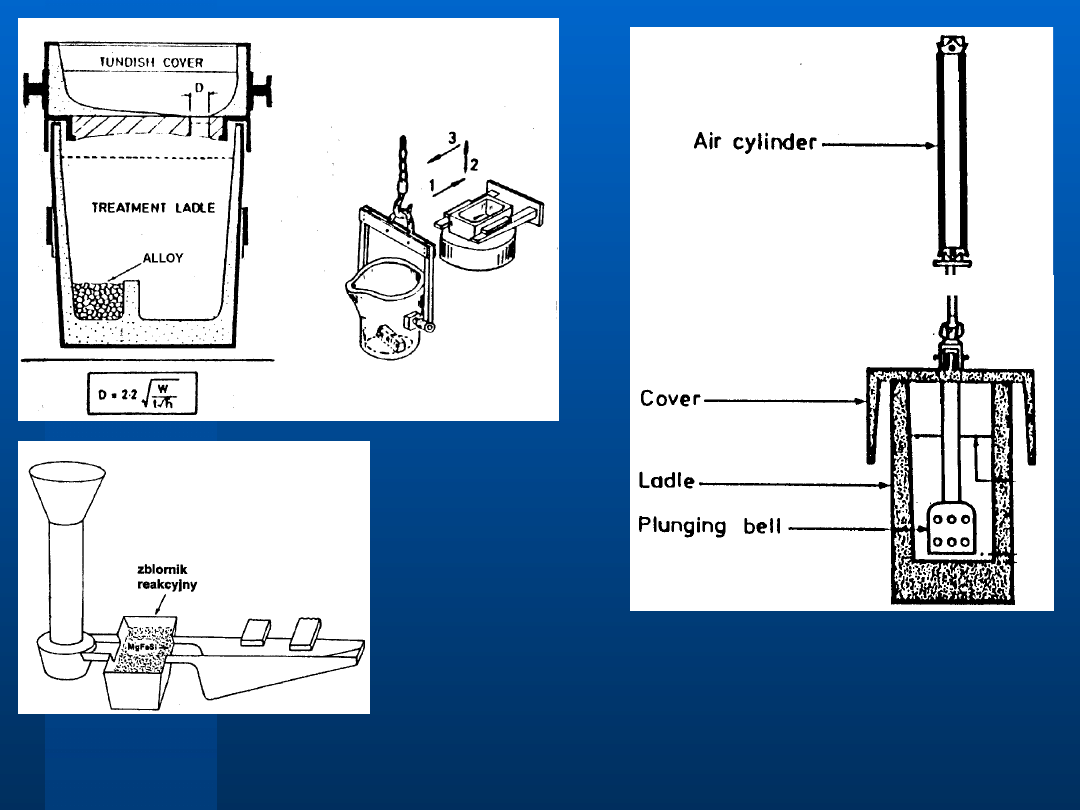
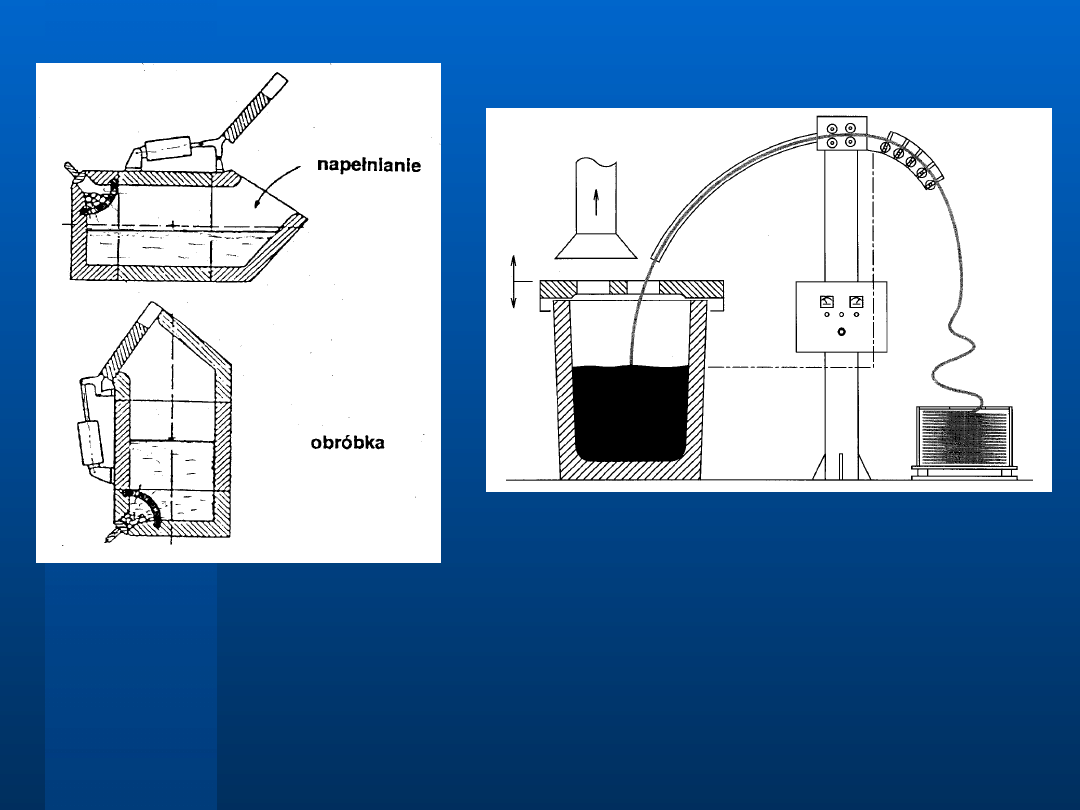
Pozapiecowa obróbka metalu oraz jego dystrybucja: a)
Pozapiecowa obróbka metalu oraz jego dystrybucja: a)
odsiarczanie,
odsiarczanie,
b) cykl produkcji żeliwa sferoidalnego, c) pneumatyczna
b) cykl produkcji żeliwa sferoidalnego, c) pneumatyczna
zalewarka
zalewarka
z mechanizmem do modyfikowania, d) dozowanie
z mechanizmem do modyfikowania, d) dozowanie
mechaniczne.
mechaniczne.
a)
b)
c)
d)
a)
b)
c)
Metody wprowadzania zapraw
Metody wprowadzania zapraw
magnezowych: a) pod pokrywą,
magnezowych: a) pod pokrywą,
b) w autoklawie,
b) w autoklawie,
c) do układu wlewowego formy.
c) do układu wlewowego formy.
a)
b)
c)
Metody wprowadzania Mg do żeliwa: a),b) – w autoklawie,
Metody wprowadzania Mg do żeliwa: a),b) – w autoklawie,
c) - drutowa
c) - drutowa
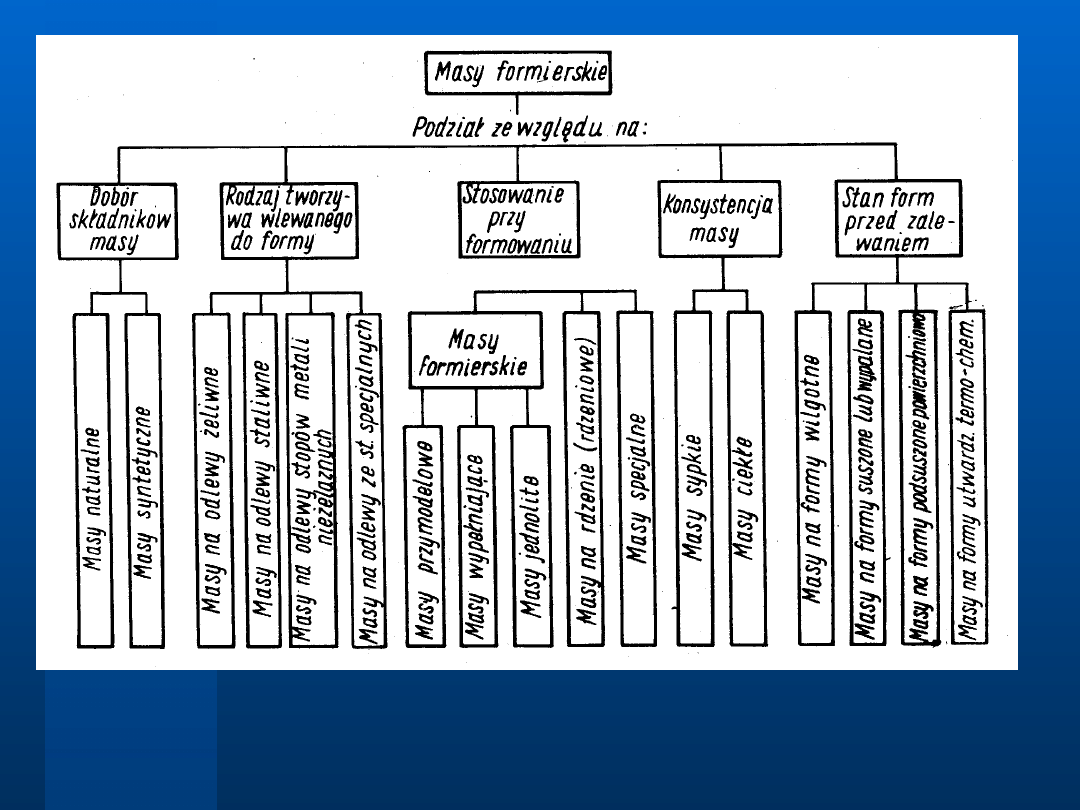
Ogólny podział mas formierskich
Ogólny podział mas formierskich
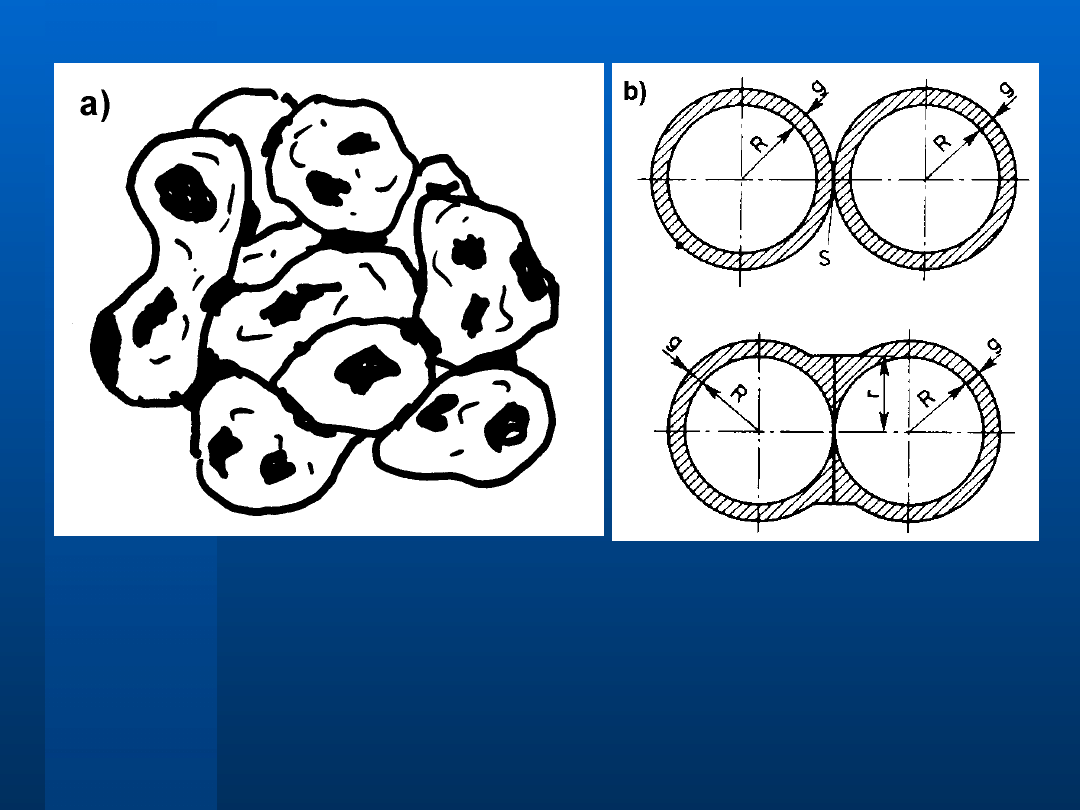
Struktura masy formierskiej.
Struktura masy formierskiej.
c)
C
B
T
T
P
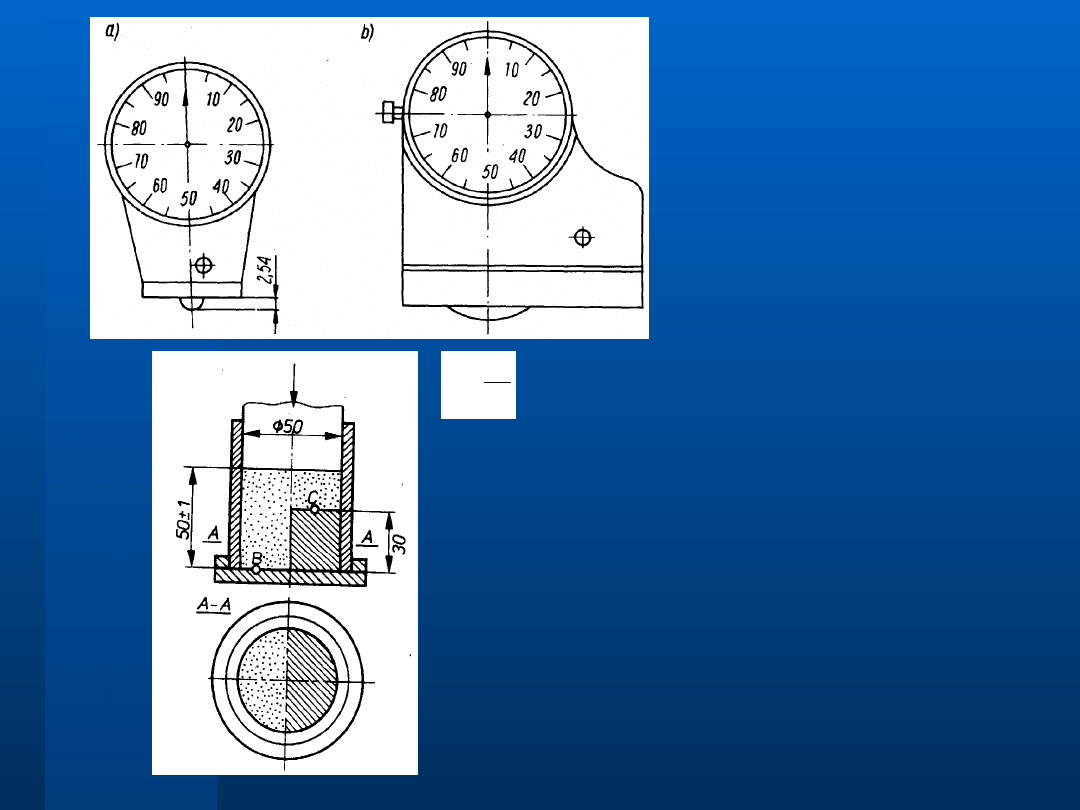
Aparaty do określania twardości
Aparaty do określania twardości
powierzchni a) form, b) rdzeni, c)
powierzchni a) form, b) rdzeni, c)
zasada
zasada
określania płynności masy L
określania płynności masy L
o
o
metodą
metodą
Orłowa: B i C punkty pomiaru
Orłowa: B i C punkty pomiaru
aparatem a)
aparatem a)
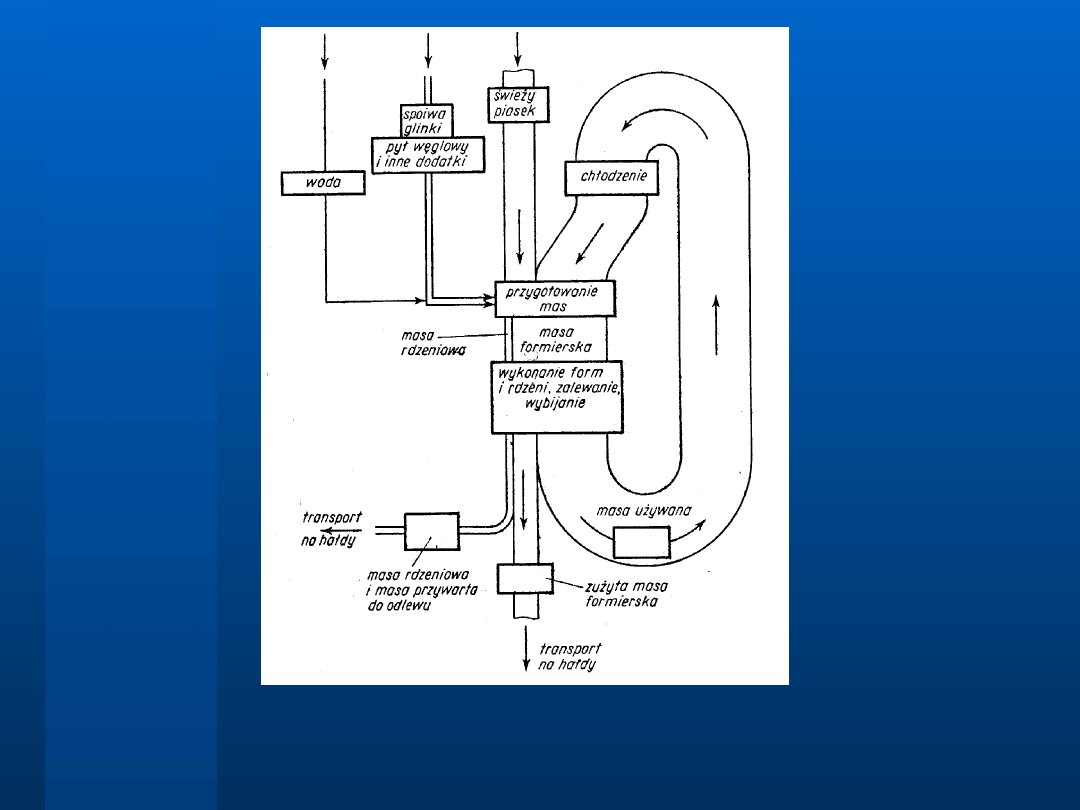
Schemat obiegu masy formierskiej w odlewni
Schemat obiegu masy formierskiej w odlewni
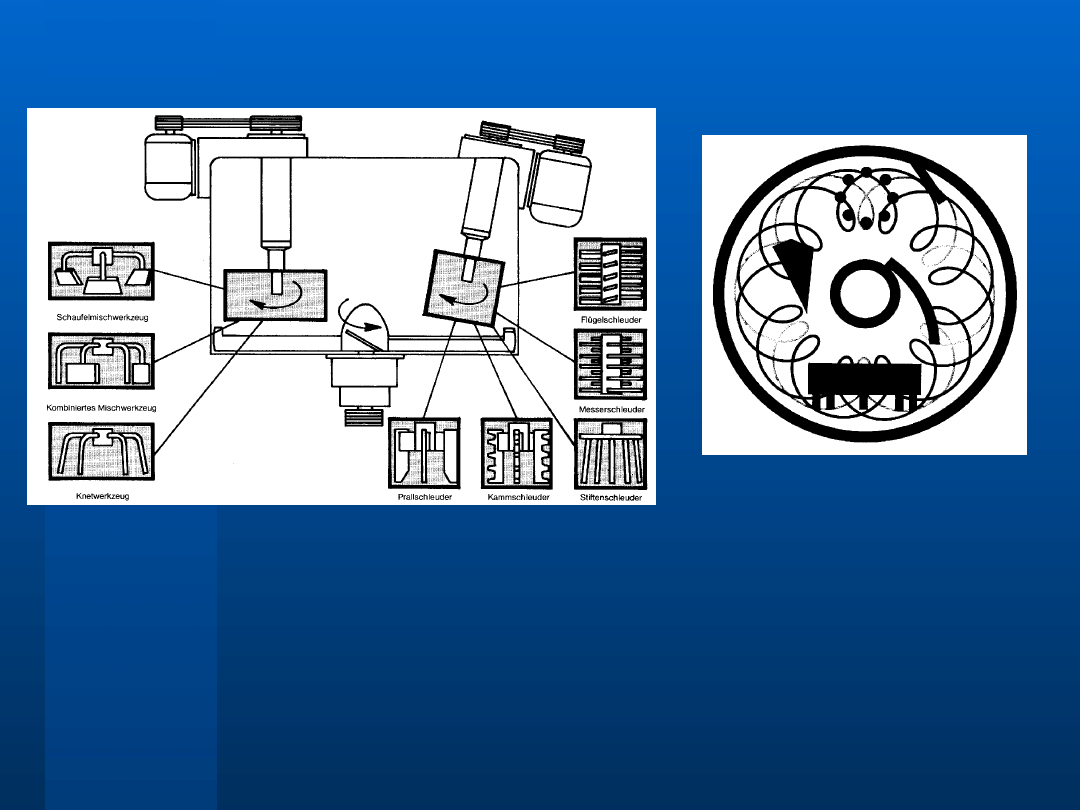
Schemat współczesnej mieszarki oraz jej wyposażenie dla
Schemat współczesnej mieszarki oraz jej wyposażenie dla
otrzymywania różnych sposobów zmieszania i spulchniania.
otrzymywania różnych sposobów zmieszania i spulchniania.
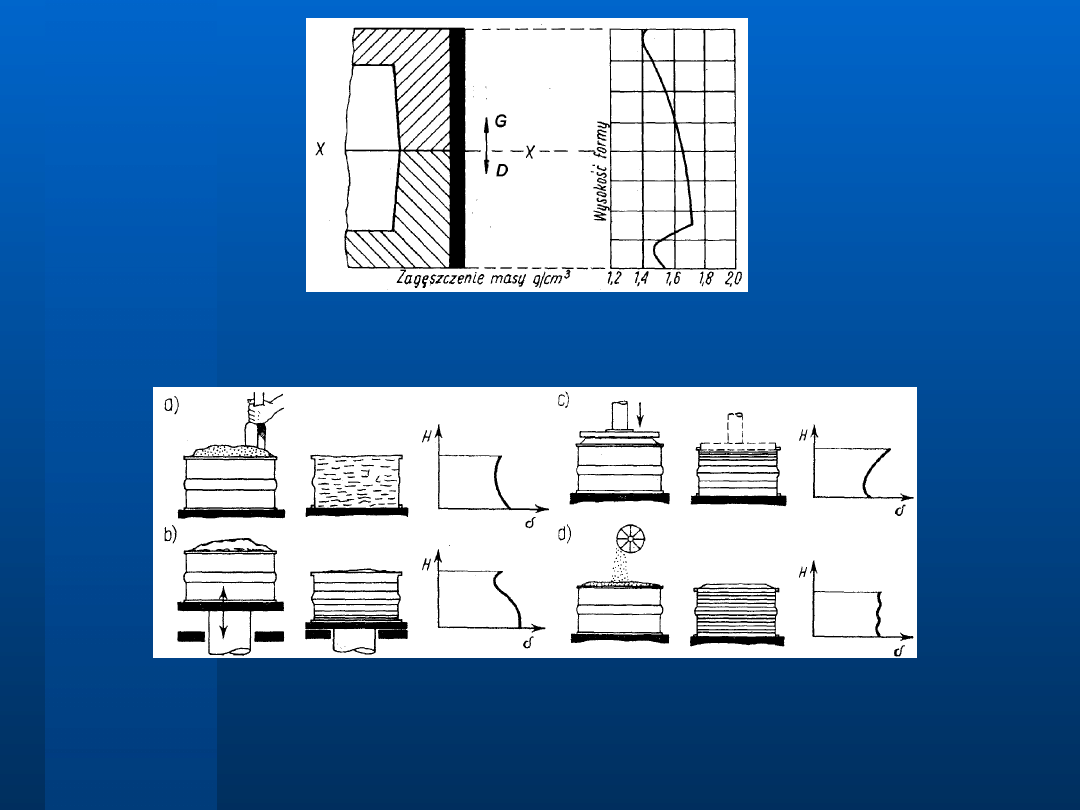
Teoretycznie idealny rozkład zagęszczenia masy w
Teoretycznie idealny rozkład zagęszczenia masy w
formie.
formie.
Rozkład zagęszczenia w pojedynczej skrzynce i dla
Rozkład zagęszczenia w pojedynczej skrzynce i dla
niektórych sposobów formowania: a) ręczne, b)
niektórych sposobów formowania: a) ręczne, b)
wstrząsanie,
wstrząsanie,
c) prasowanie od góry, d) narzucanie.
c) prasowanie od góry, d) narzucanie.
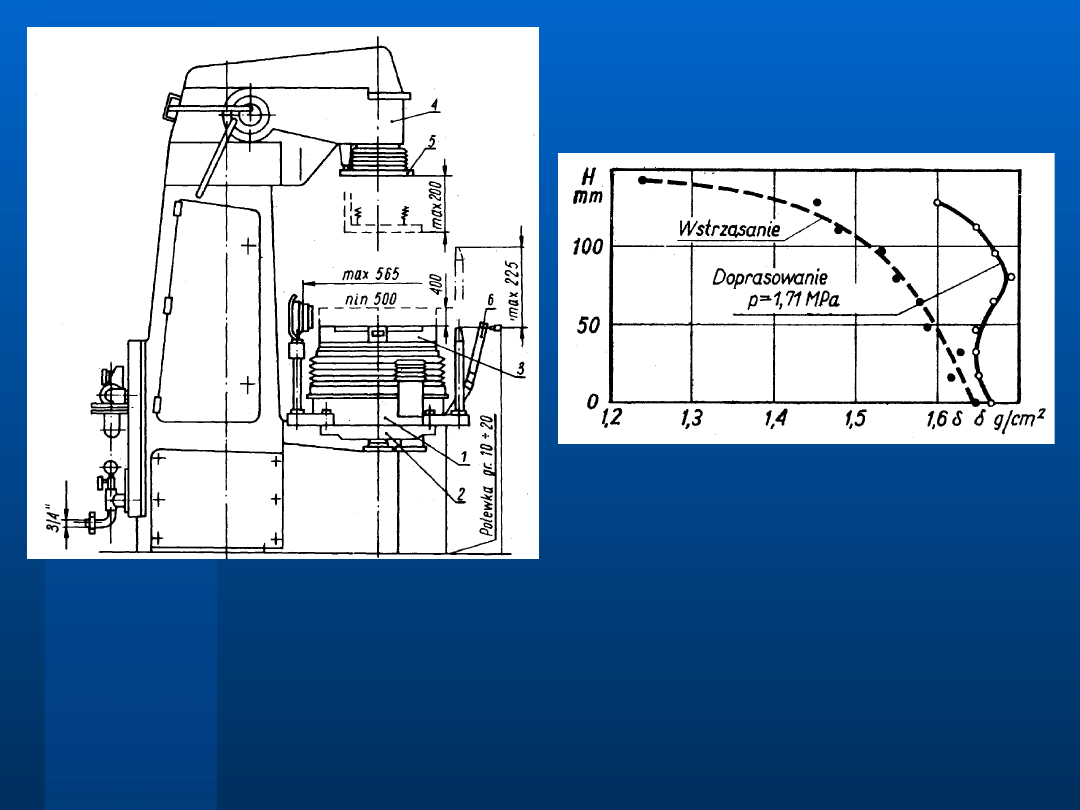
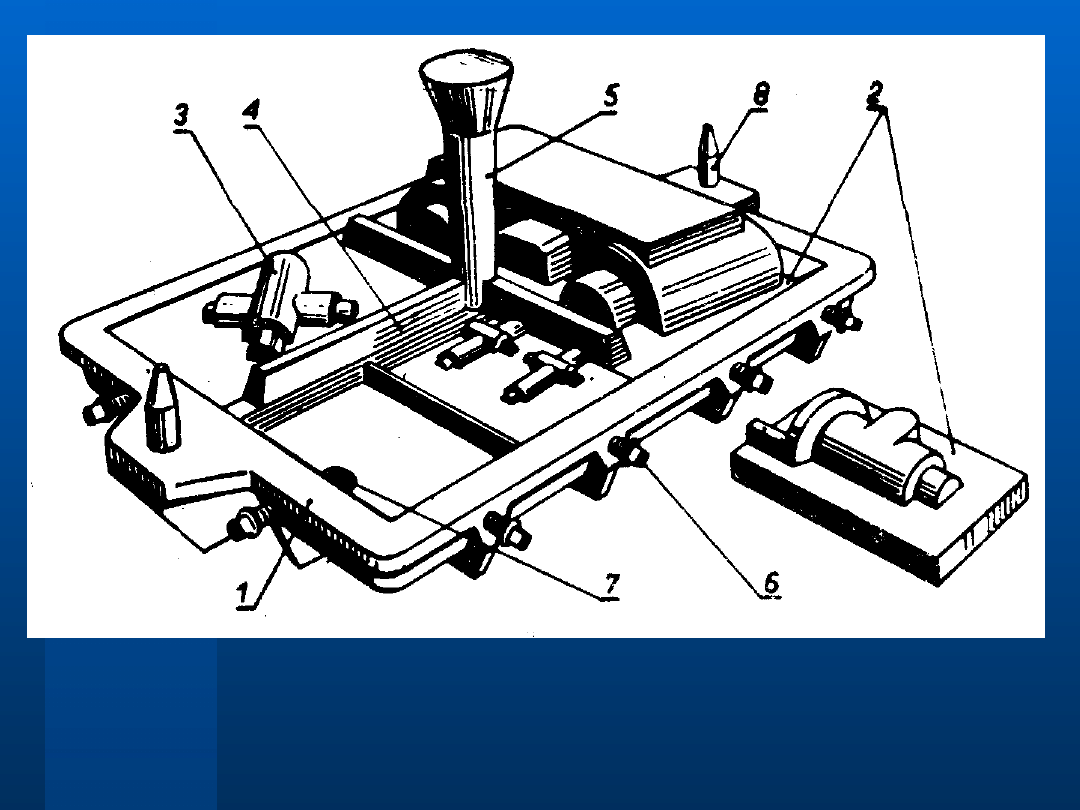
Schemat tradycyjnej formierki kombinowanej oraz rozkład
Schemat tradycyjnej formierki kombinowanej oraz rozkład
zagęszczenia w skrzynce przy samym wstrząsaniu i po
zagęszczenia w skrzynce przy samym wstrząsaniu i po
doprasowaniu:
doprasowaniu:
1 – mechanizm pneumatycznego wstrząsania i prasowania,
1 – mechanizm pneumatycznego wstrząsania i prasowania,
2 – układ
2 – układ
trzpieni do unoszenia skrzynki, 3 – stół maszyny do
trzpieni do unoszenia skrzynki, 3 – stół maszyny do
mocowania płyty
mocowania płyty
modelowej, 4 i 5 – układ pasywnego prasowania (aktywny
modelowej, 4 i 5 – układ pasywnego prasowania (aktywny
jest
jest
unoszący się w górę mechanizm 1).
unoszący się w górę mechanizm 1).
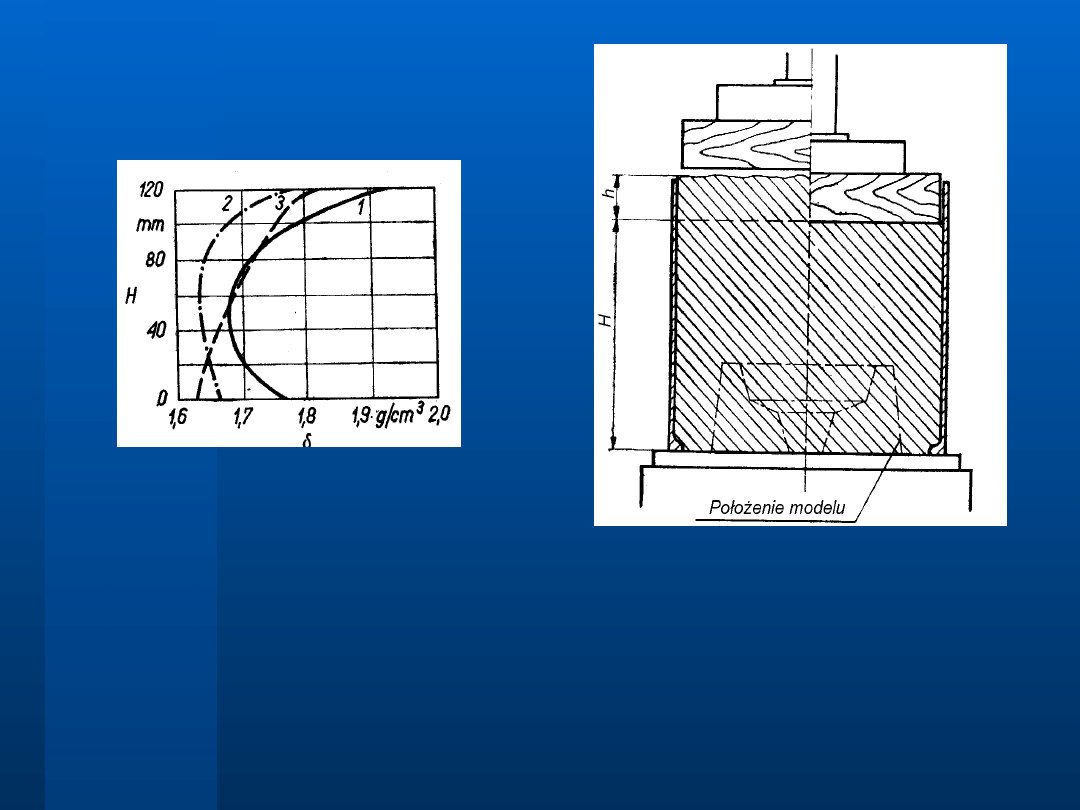
Zagęszczanie przez prasowanie od góry formy: 1 –
Zagęszczanie przez prasowanie od góry formy: 1 –
zagęszczenie w
zagęszczenie w
centrum skrzynki, 2 – przy ścianie, 3 – w narożu.
centrum skrzynki, 2 – przy ścianie, 3 – w narożu.
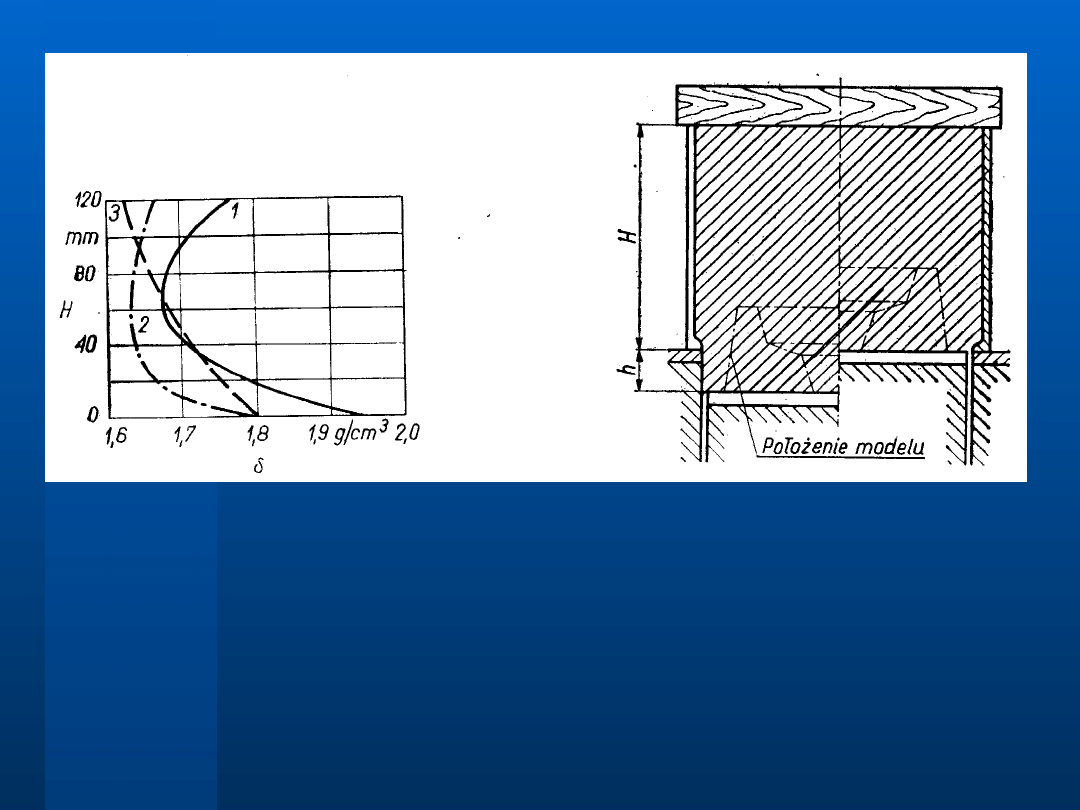
Zagęszczenie przez prasowanie od strony modelu
Zagęszczenie przez prasowanie od strony modelu
od dołu (lub poziomo).
od dołu (lub poziomo).
c)
a)
b)
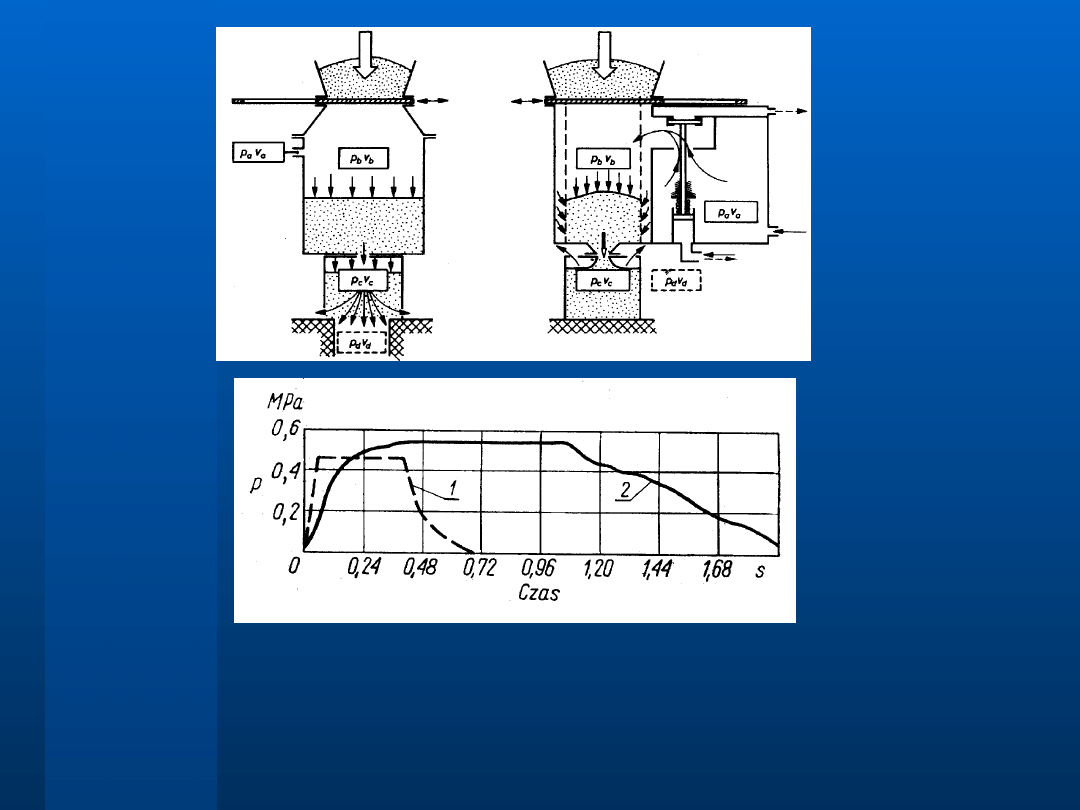
Zasada działania maszyn zagęszczających pneumatycznie:
Zasada działania maszyn zagęszczających pneumatycznie:
a) zagęszczanie przez nadmuchiwanie, b) zagęszczanie
a) zagęszczanie przez nadmuchiwanie, b) zagęszczanie
przez
przez
wstrzeliwanie, c) ciśnienie w głowicy 1 – strzelarki, 2 -
wstrzeliwanie, c) ciśnienie w głowicy 1 – strzelarki, 2 -
nadmuchiwarki
nadmuchiwarki
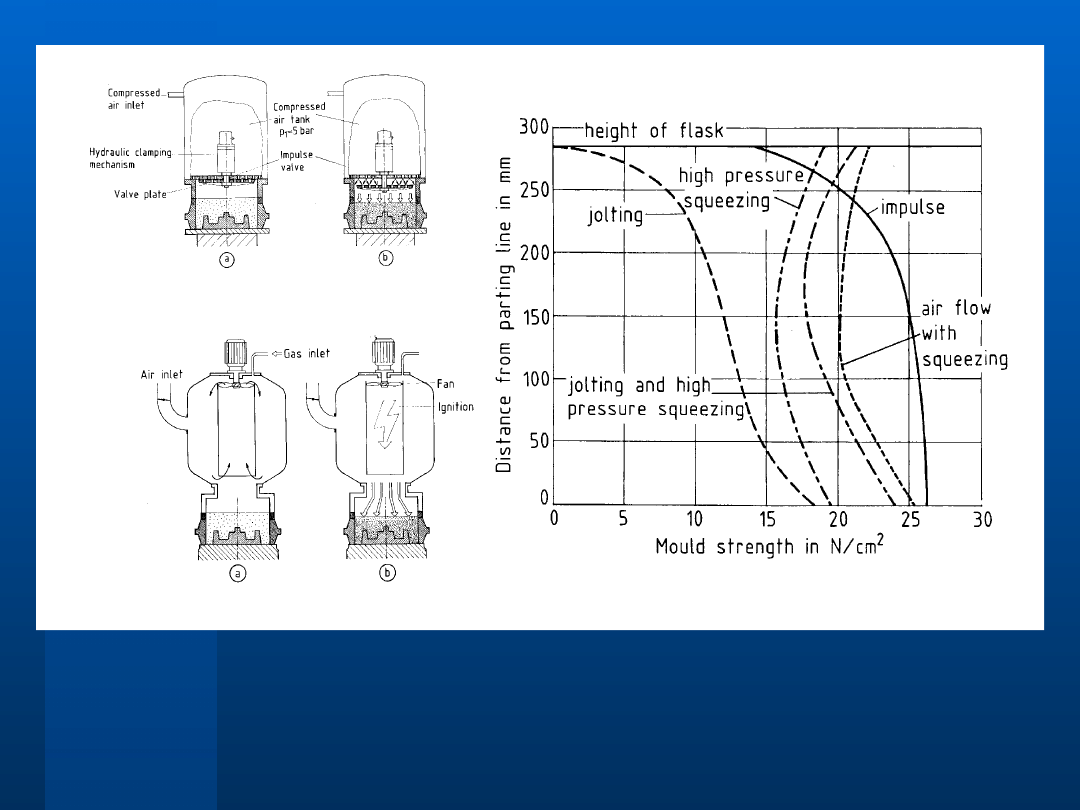
ZAGĘSZCZANIE IMPULSOWE
ZAGĘSZCZANIE EKSPLOZYJNE
Różne sposoby zagęszczania pneumatycznego.
Różne sposoby zagęszczania pneumatycznego.
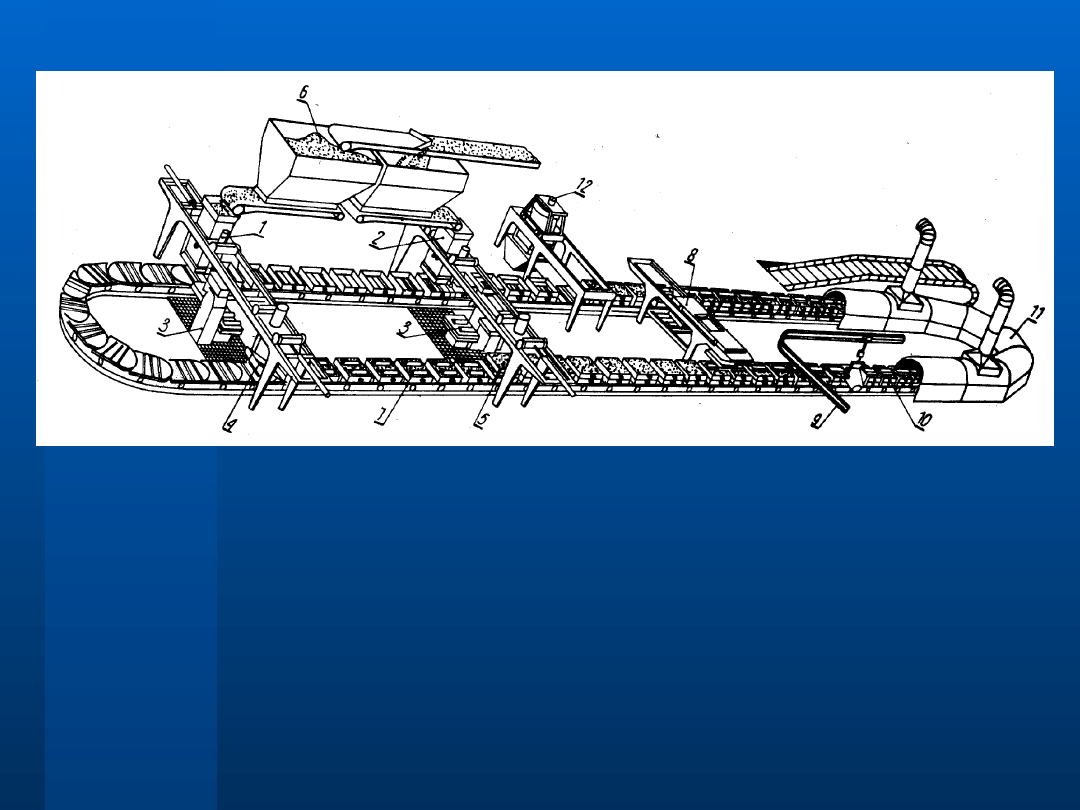
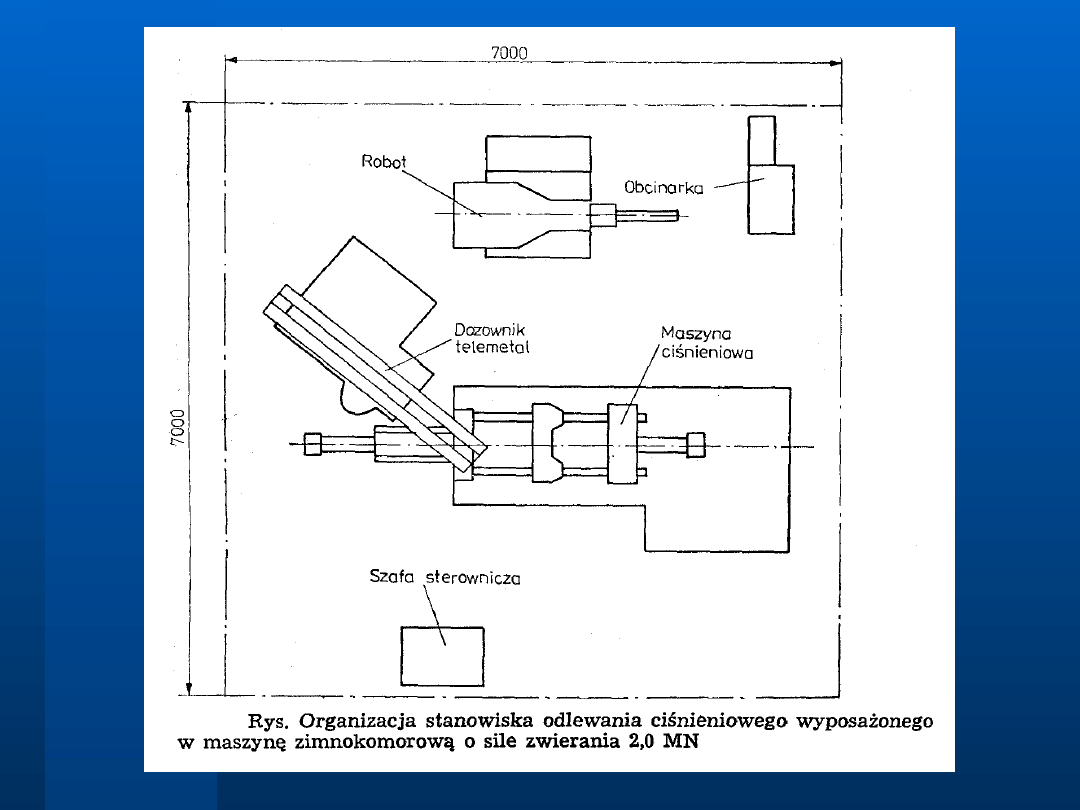
Rys. Tradycyjne rozwiązanie automatycznej linii odlewniczej:
Rys. Tradycyjne rozwiązanie automatycznej linii odlewniczej:
1 – formierka dolnych półform, 2 – formierka górnych
1 – formierka dolnych półform, 2 – formierka górnych
półform, 3 – robot, 4 – stanowisko wybijania, 5 – stanowisko
półform, 3 – robot, 4 – stanowisko wybijania, 5 – stanowisko
obciążania i odciążania form,
obciążania i odciążania form,
6 – przenośnik masy formierskiej, 7 – przenośnik członowych
6 – przenośnik masy formierskiej, 7 – przenośnik członowych
wybitych odlewów, 8 – odcinek zalewania form; wymiary
wybitych odlewów, 8 – odcinek zalewania form; wymiary
skrzynek
skrzynek
600x700x150 mm, wydajność ~ 120 form/h.
600x700x150 mm, wydajność ~ 120 form/h.
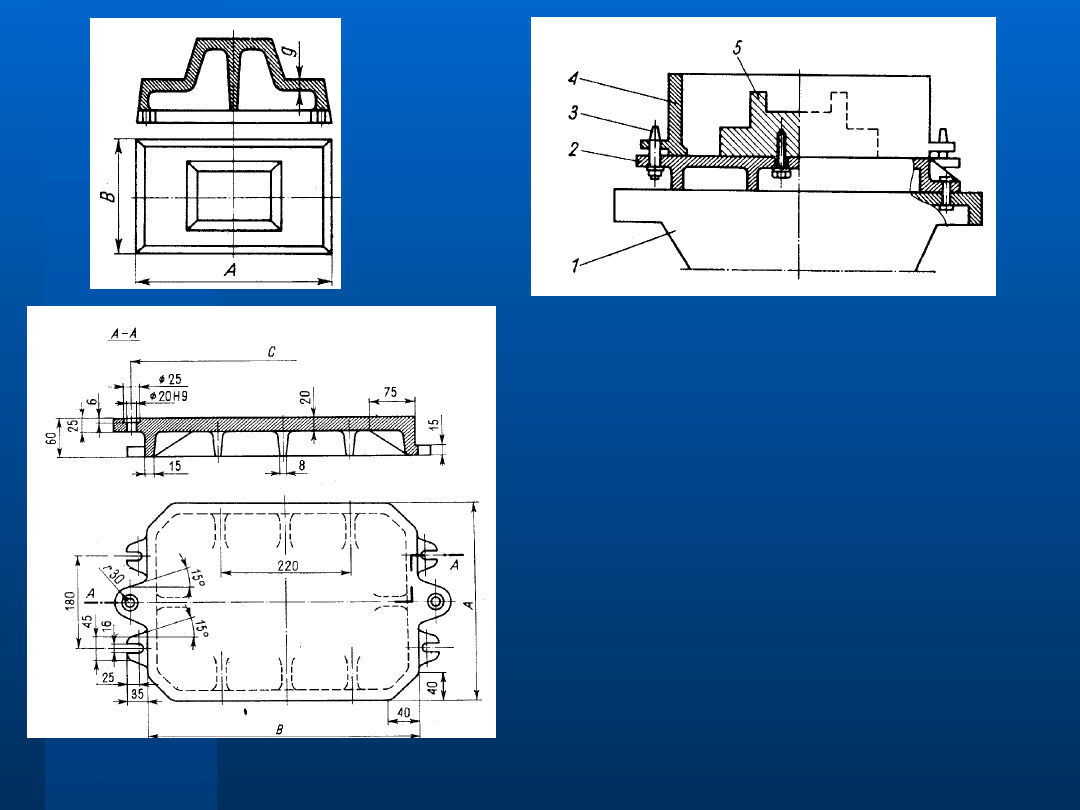
Wzajemne ustalenia i
Wzajemne ustalenia i
mocowania
mocowania
modelu
modelu
5
5
i skrzynki
i skrzynki
4
4
na
na
płycie
płycie
modelowej
modelowej
2
2
, a tej na stole
, a tej na stole
maszyny
maszyny
formierskiej
formierskiej
1
1
.
.
5
.
2.
Usytuowanie modeli na kliszach jako wkładek
Usytuowanie modeli na kliszach jako wkładek
w maszynowej płycie modelowej.
w maszynowej płycie modelowej.
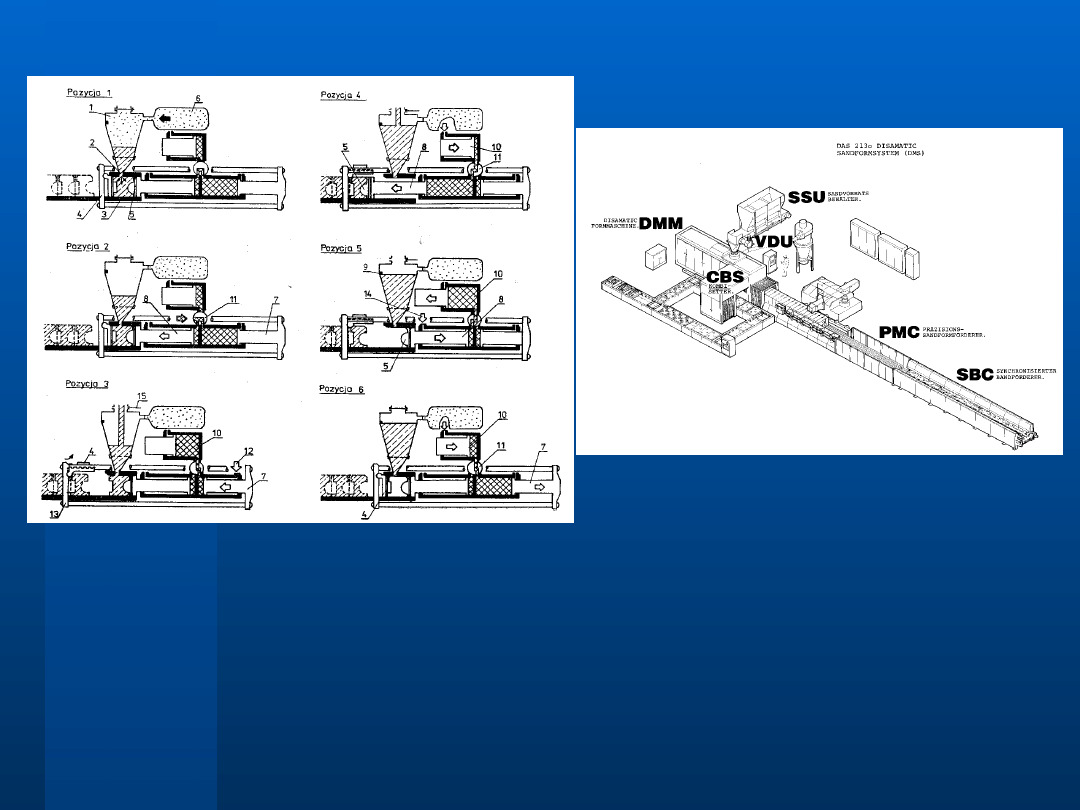
Zasada formowania bezskrzynkowego typu DISAMATIC ze
Zasada formowania bezskrzynkowego typu DISAMATIC ze
sterowanym dozowaniem i wstępnym zagęszczaniem
sterowanym dozowaniem i wstępnym zagęszczaniem
(pozycja 1) i doprasowaniem dwustronnym (pozycja 4) oraz
(pozycja 1) i doprasowaniem dwustronnym (pozycja 4) oraz
linia odlewnicza DISAMATIC: DMM – automat formierski,
linia odlewnicza DISAMATIC: DMM – automat formierski,
CBS – manipulator do wymiany płyt i wstawiania rdzeni,
CBS – manipulator do wymiany płyt i wstawiania rdzeni,
VDU – dozownik masy,
VDU – dozownik masy,
AG – automat do zalewania.
AG – automat do zalewania.
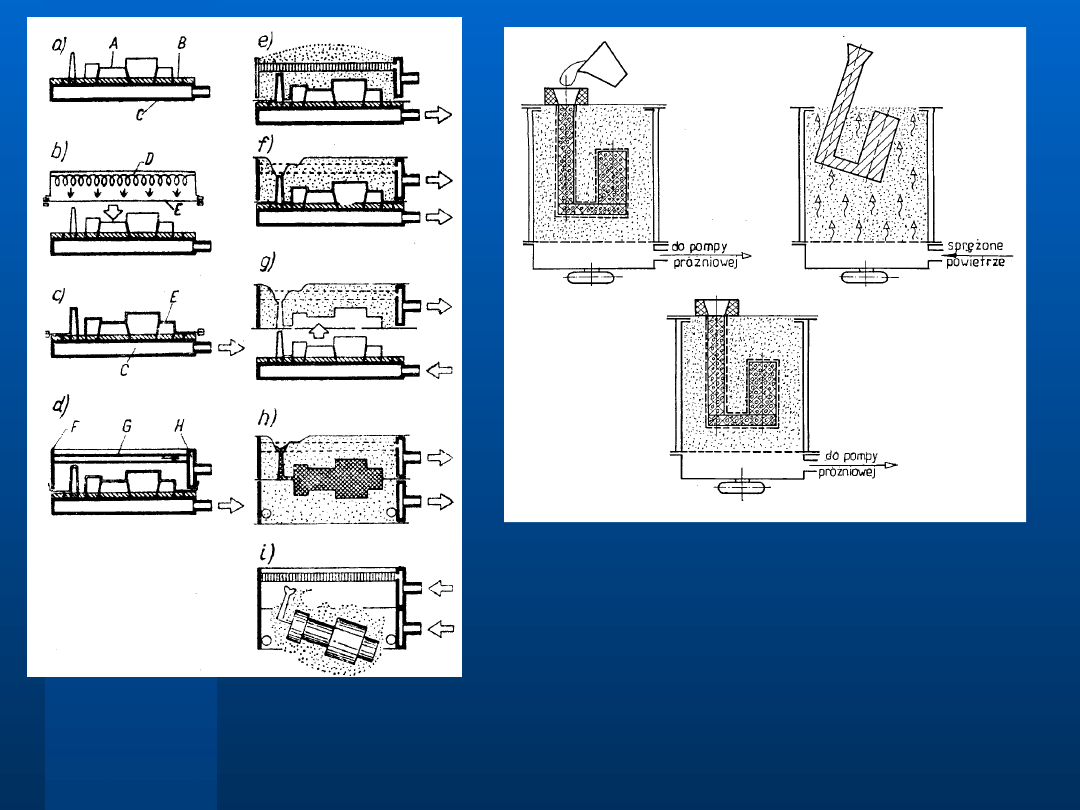
Formowanie próżniowe bez spoiwa: a) z modelem usuwalnym,
Formowanie próżniowe bez spoiwa: a) z modelem usuwalnym,
b) z traconymi modelami.
b) z traconymi modelami.
a)
b)
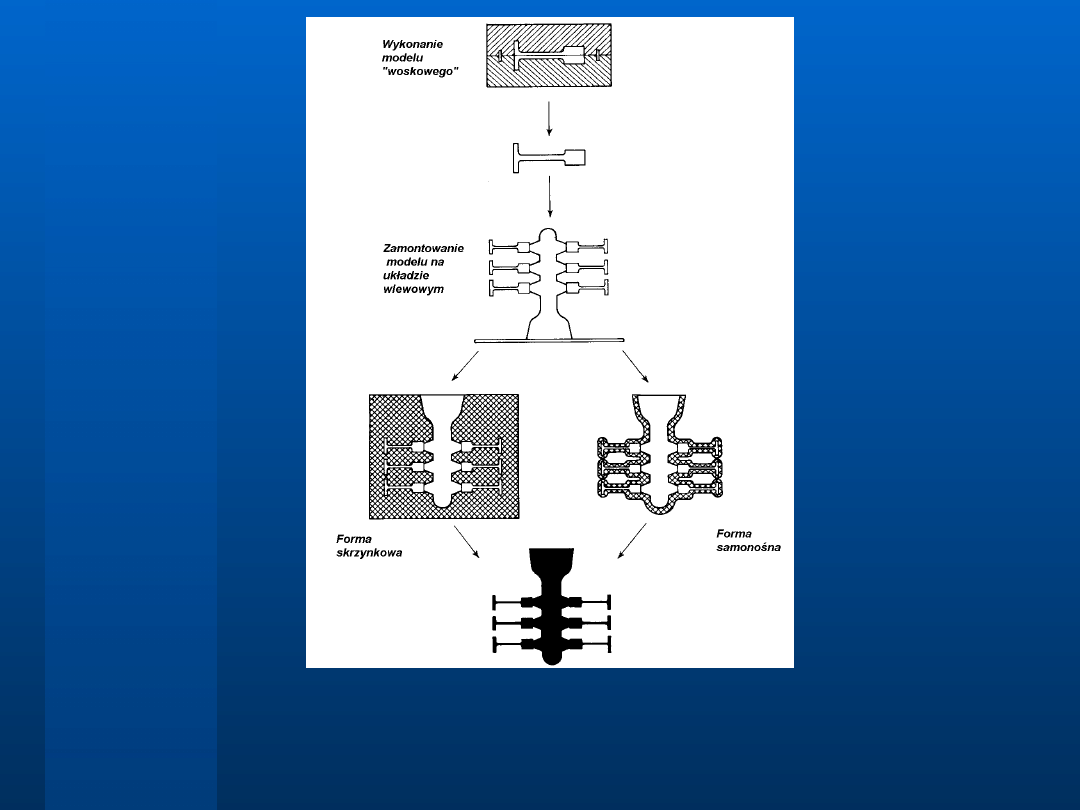
Odlewanie metodą wytapianych modeli.
Odlewanie metodą wytapianych modeli.
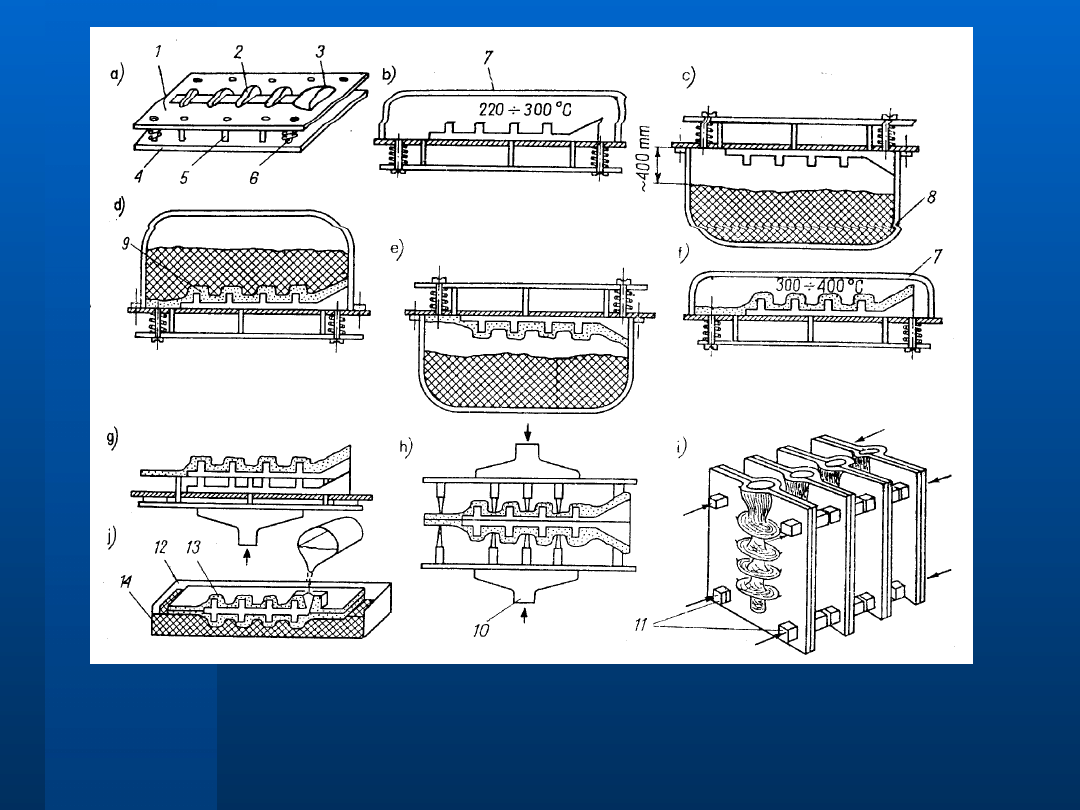
Formowanie skorupowe według procesu C (Croning).
Formowanie skorupowe według procesu C (Croning).
Formowanie skorupowe według procesu D (Dietert).
Formowanie skorupowe według procesu D (Dietert).
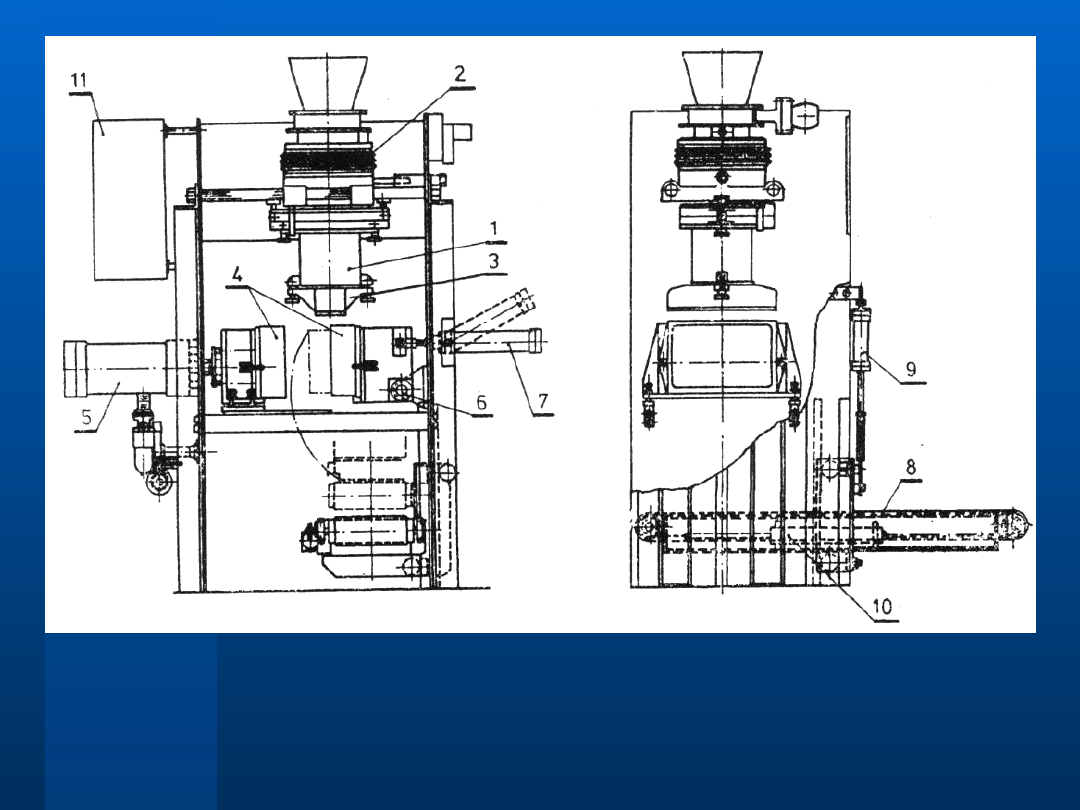
Rys. Mieszarko – nasypywarki mas ze spoiwami
Rys. Mieszarko – nasypywarki mas ze spoiwami
dwuskładnikowymi (żywica + katalizator) utwardzającymi
dwuskładnikowymi (żywica + katalizator) utwardzającymi
się na zimno (no bake):
się na zimno (no bake):
a) 1 – zasyp piasku, 2 – dozowanie katalizatora, 3 –
a) 1 – zasyp piasku, 2 – dozowanie katalizatora, 3 –
dozowanie żywicy, 4 – zmieszanie, 5 – zawór wysypowy.
dozowanie żywicy, 4 – zmieszanie, 5 – zawór wysypowy.
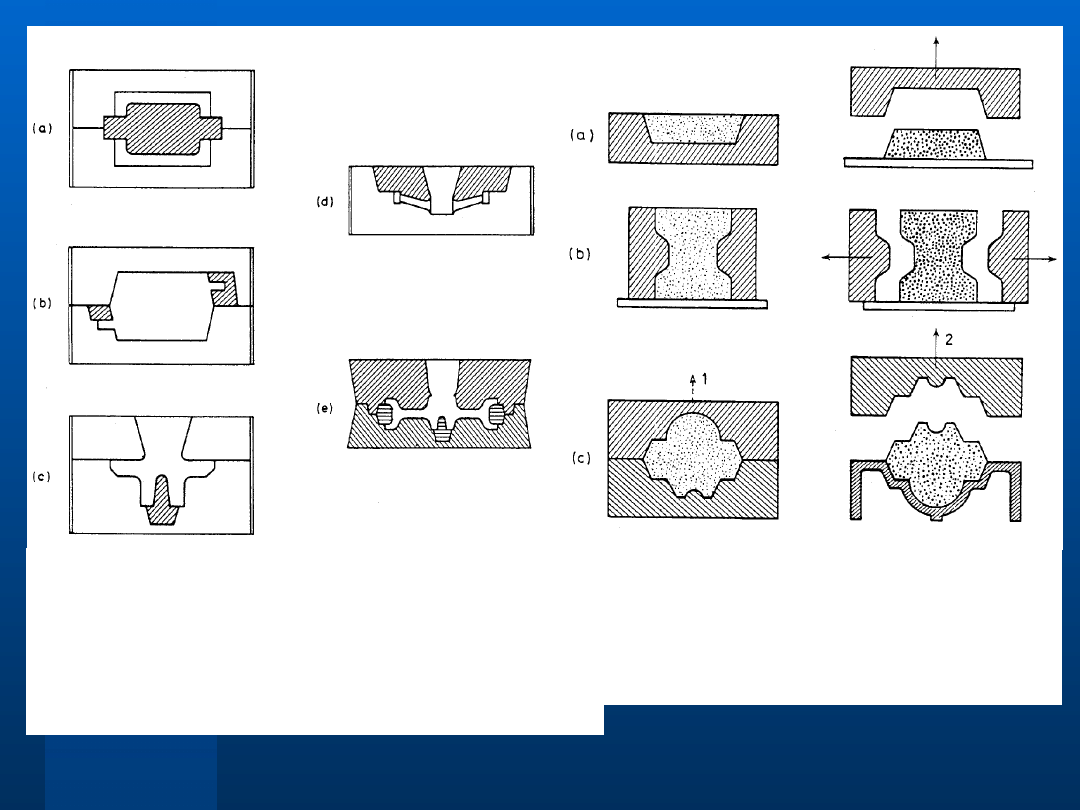
Rys. Zastosowanie rdzeni w formie:
a) – wypełnienie wnętrza odlewu,
b) – odtworzenie przestrzeni między występami a powierzchnią
podziału.
c) – odtworzenie wnęki zewnętrznej,
d) – zastąpienie górnej skrzynki,
e) – formowanie „w rdzeniach”.
Rys. Metody wykonywania rdzeni:
a) – niedzielonych,
b) – z pionową płaszczyzną podziału,
c) – z poziomą płaszczyzną podziału.
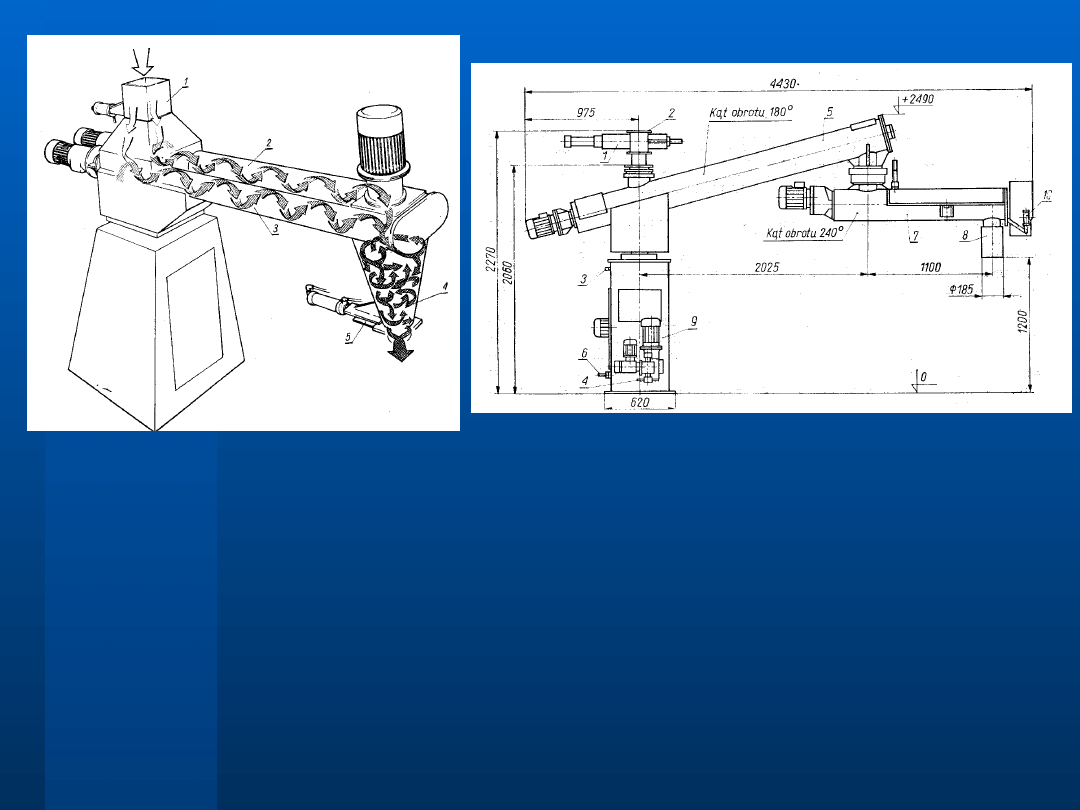
Maszyna do wytwarzania rdzeni – rdzeniarka: 1,3 –
Maszyna do wytwarzania rdzeni – rdzeniarka: 1,3 –
głowica strzałowa, 2 – zasobnik masy, 4 – połówki
głowica strzałowa, 2 – zasobnik masy, 4 – połówki
rdzennicy,
rdzennicy,
8 – przenośnik gotowych rdzeni
8 – przenośnik gotowych rdzeni
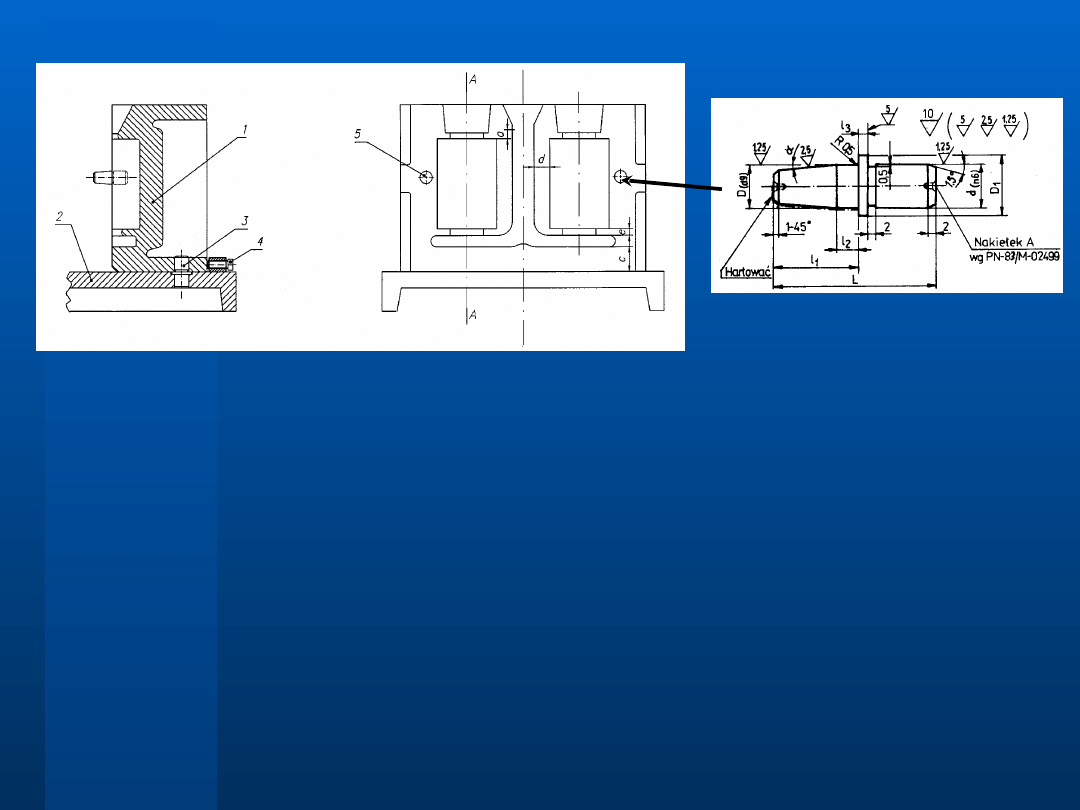
Schemat nieruchomej połówki kokili (1), ustawionej na
Schemat nieruchomej połówki kokili (1), ustawionej na
płycie (2) przy pomocy kołka (3) oraz śrub (4); (5) – kołki
płycie (2) przy pomocy kołka (3) oraz śrub (4); (5) – kołki
ustalające. Optymalne usytuowanie wnęk na powierzchni
ustalające. Optymalne usytuowanie wnęk na powierzchni
kokili: a
kokili: a
30mm,
30mm,
b
b
40mm, c
40mm, c
ł 60mm, d
ł 60mm, d
30mm, e = 10-15mm
30mm, e = 10-15mm
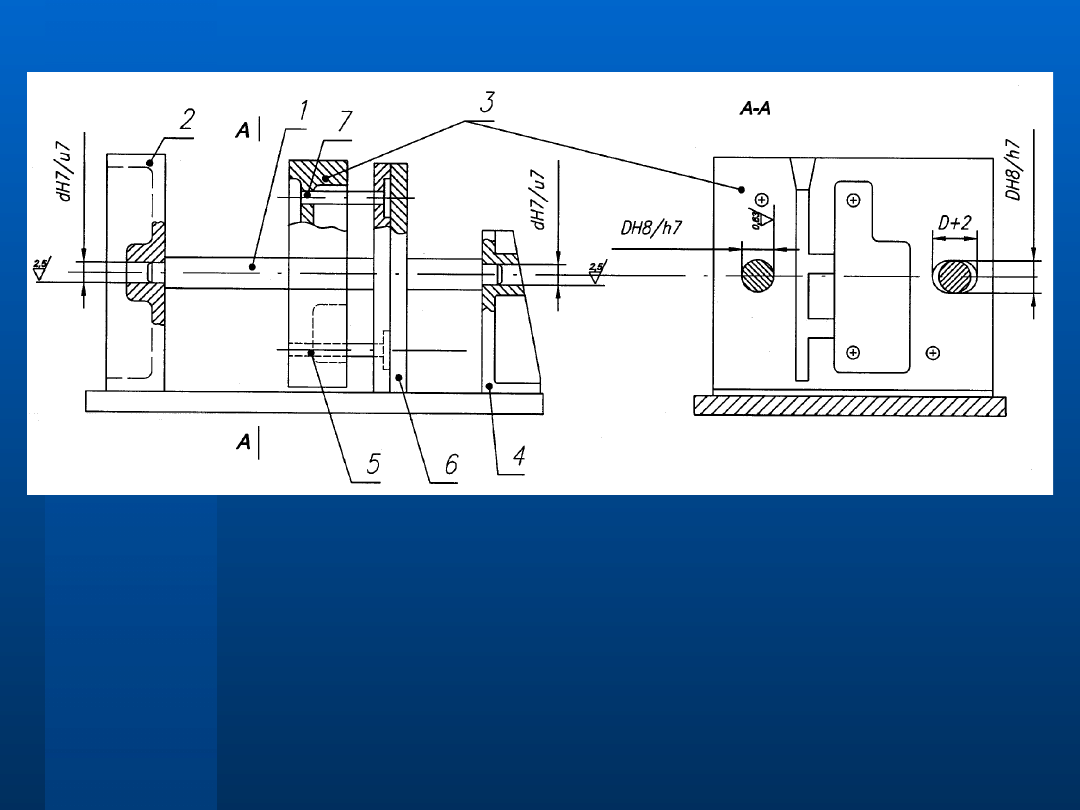
Kokila z prowadzeniem słupowym: 1 – słup prowadzący
Kokila z prowadzeniem słupowym: 1 – słup prowadzący
cylindryczny, 2 – nieruchoma część kokili, 3 – ruchoma
cylindryczny, 2 – nieruchoma część kokili, 3 – ruchoma
część, 4 – płyta oporowa,
część, 4 – płyta oporowa,
5 – cofacz, 6 – płyta wypychaczowa, 7 – wypychacz.
5 – cofacz, 6 – płyta wypychaczowa, 7 – wypychacz.
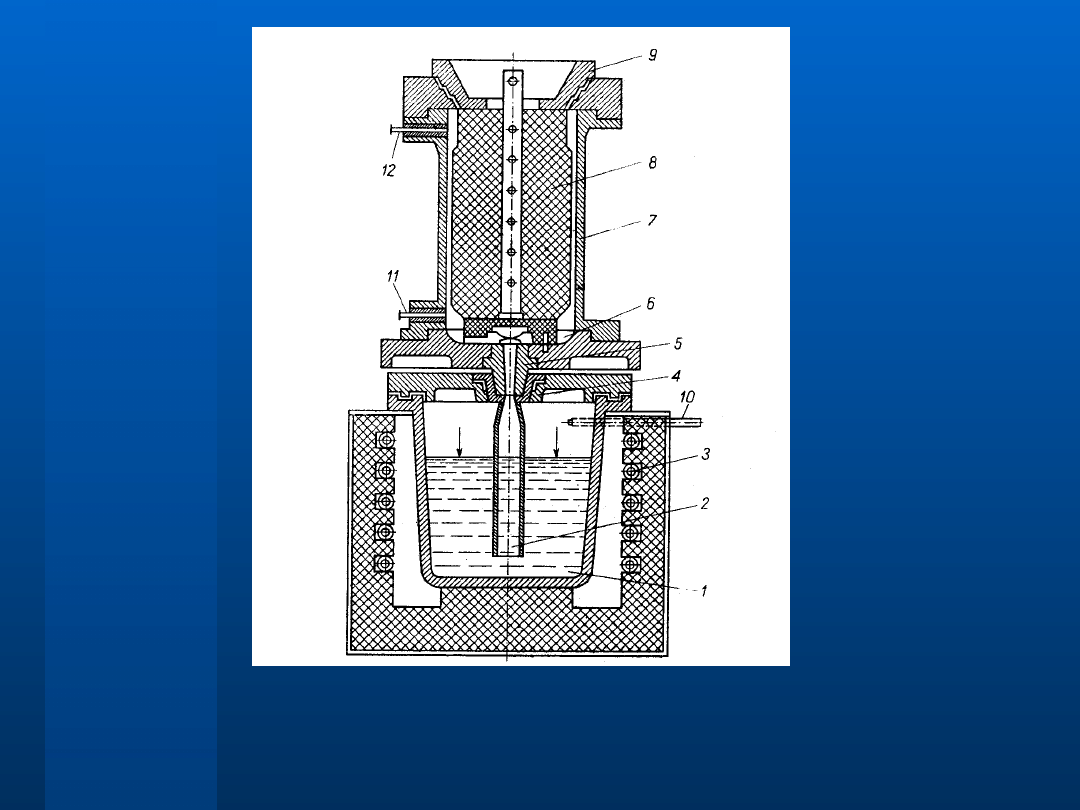
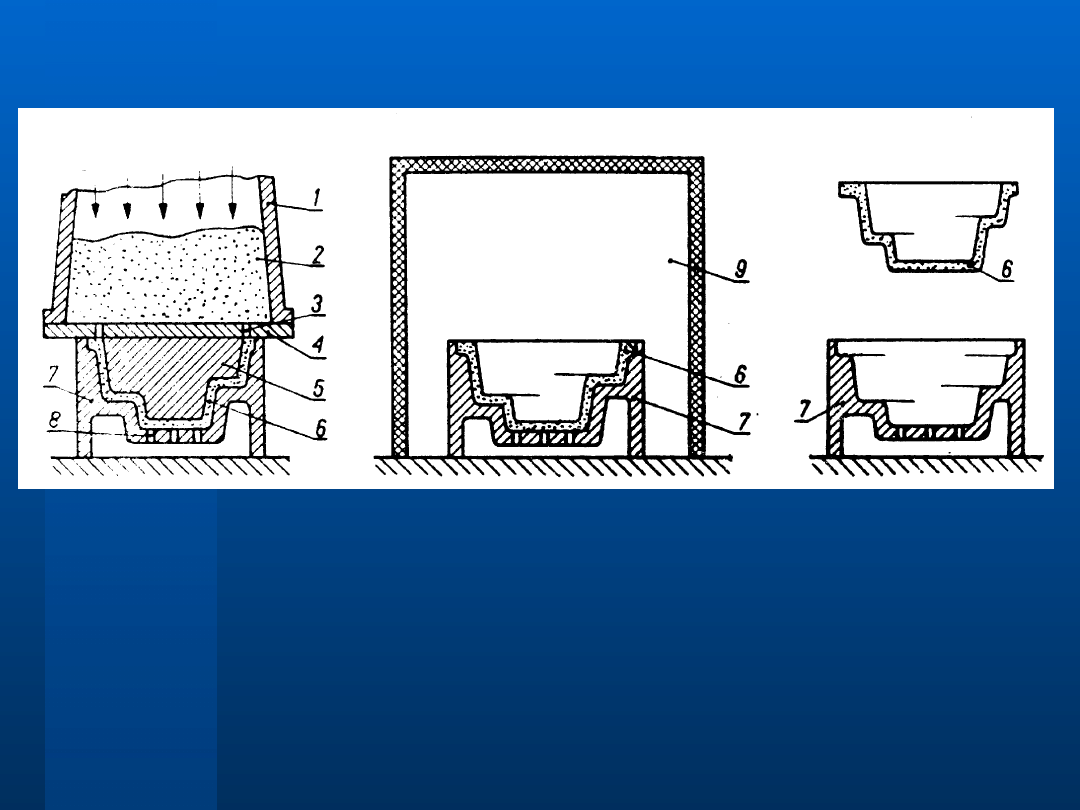
Schemat urządzenia do odlewania pod niskim
Schemat urządzenia do odlewania pod niskim
ciśnieniem.
ciśnieniem.
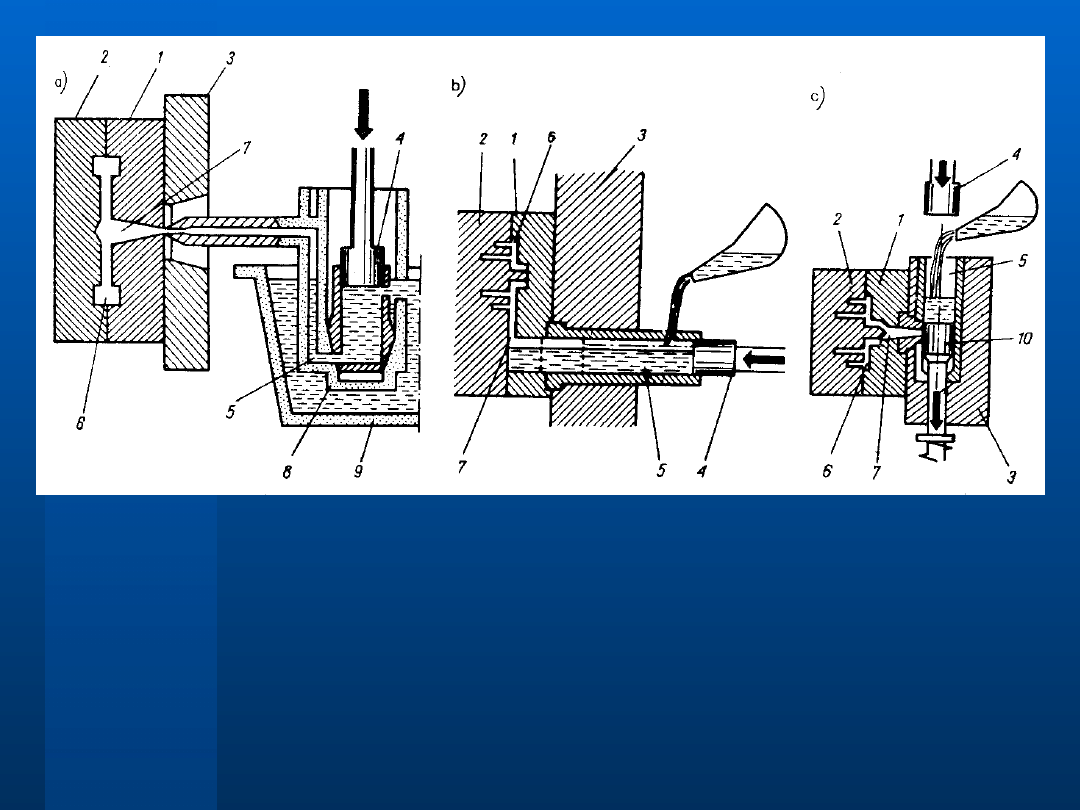
Podział i schematy maszyn do odlewania pod ciśnieniem:
Podział i schematy maszyn do odlewania pod ciśnieniem:
1 – nieruchoma część formy, 2 – ruchoma część formy, 3 –
1 – nieruchoma część formy, 2 – ruchoma część formy, 3 –
kadłub przedni maszyny, 4 – tłok prasujący, 5 – komora
kadłub przedni maszyny, 4 – tłok prasujący, 5 – komora
ciśnienia gorąca lub zimna, 6 – wnęka formy
ciśnienia gorąca lub zimna, 6 – wnęka formy
odtwarzającej odlew, 7 – wlew, 8 – gorący zbiornik
odtwarzającej odlew, 7 – wlew, 8 – gorący zbiornik
cylindryczny z przewodem wlewowym, 9 – tygiel pieca
cylindryczny z przewodem wlewowym, 9 – tygiel pieca
grzewczego, 10 – tłok dolny do ucinania wlewu i
grzewczego, 10 – tłok dolny do ucinania wlewu i
wyrzucania nadmiaru metalu w postaci zestalonego
wyrzucania nadmiaru metalu w postaci zestalonego
krążka.
krążka.
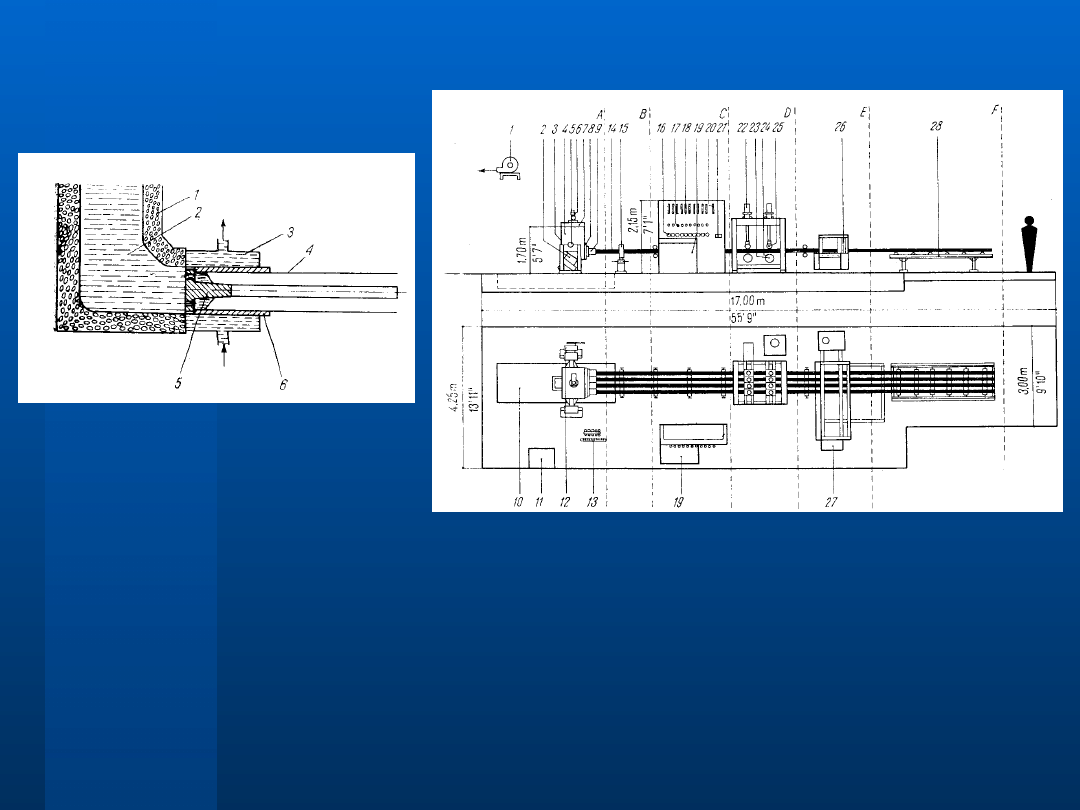
Ciągłe odlewanie w poziomie: 2 – piec, 3 –
Ciągłe odlewanie w poziomie: 2 – piec, 3 –
krystalizator.
krystalizator.
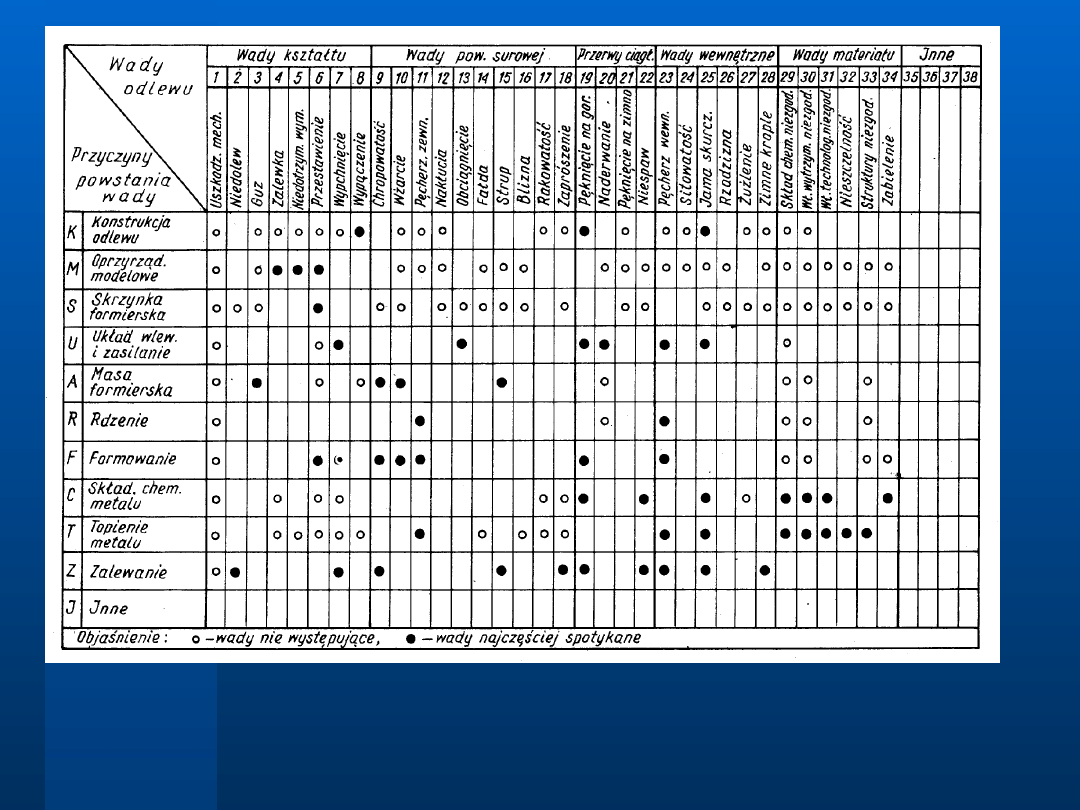
Tablica wad odlewów oraz ich przyczyny
Tablica wad odlewów oraz ich przyczyny
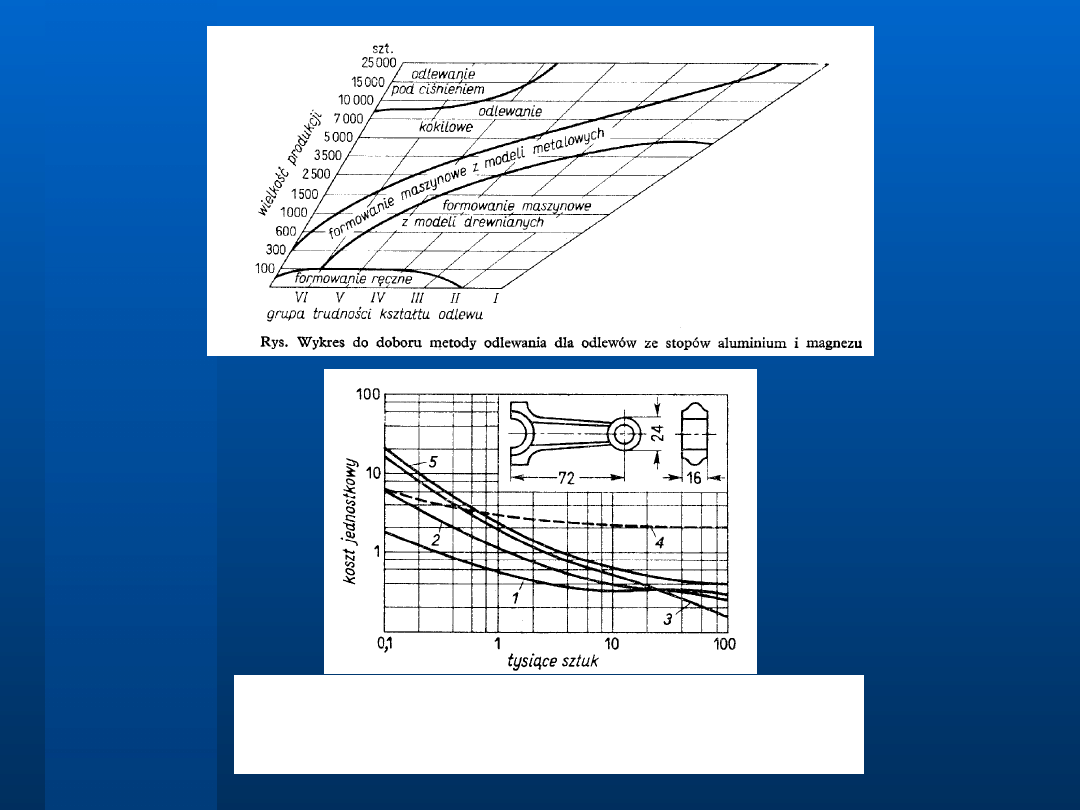
Rys. Porównanie kosztów wytwarzania dźwigni ze stopu aluminium według różnych metod
odlewania oraz metod kucia.
1 – odlewanie w formach piaskowych, 2 – odlewanie kokilowe, 3 – odlewanie pod ciśnieniem,
4 – odlewanie precyzyjne metodą wytapianych modeli, 5 – kucie matrycowe
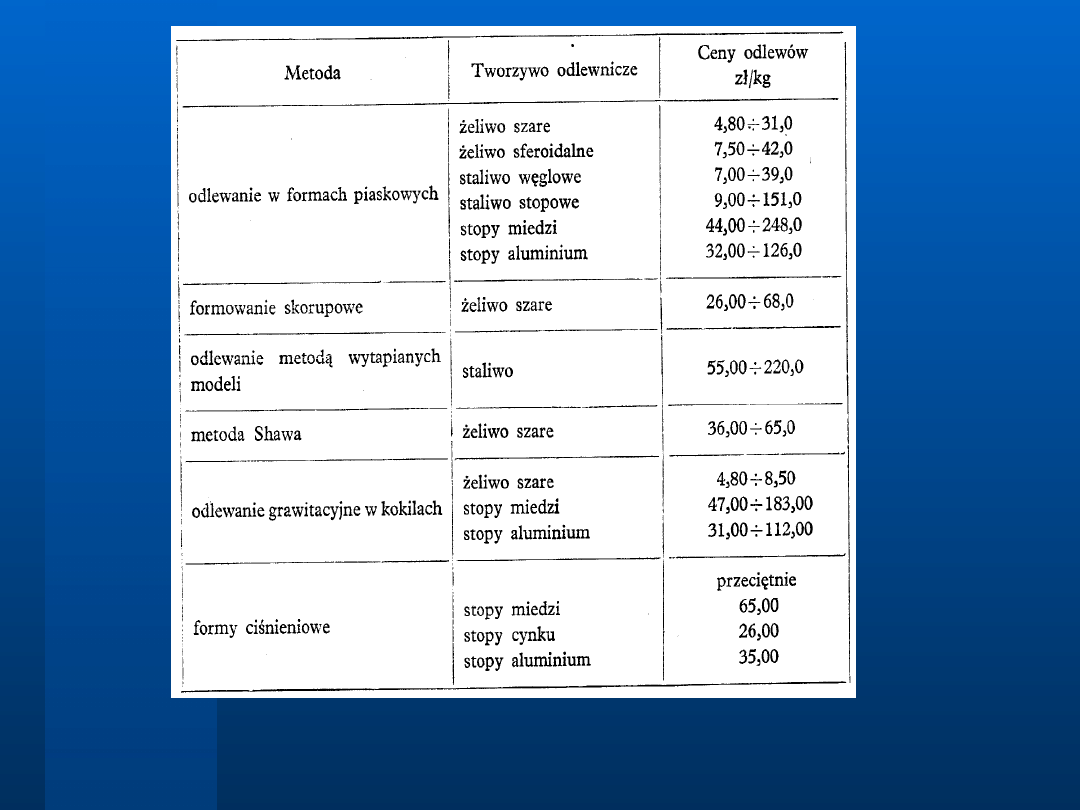
Orientacyjne ceny odlewów.
Orientacyjne ceny odlewów.
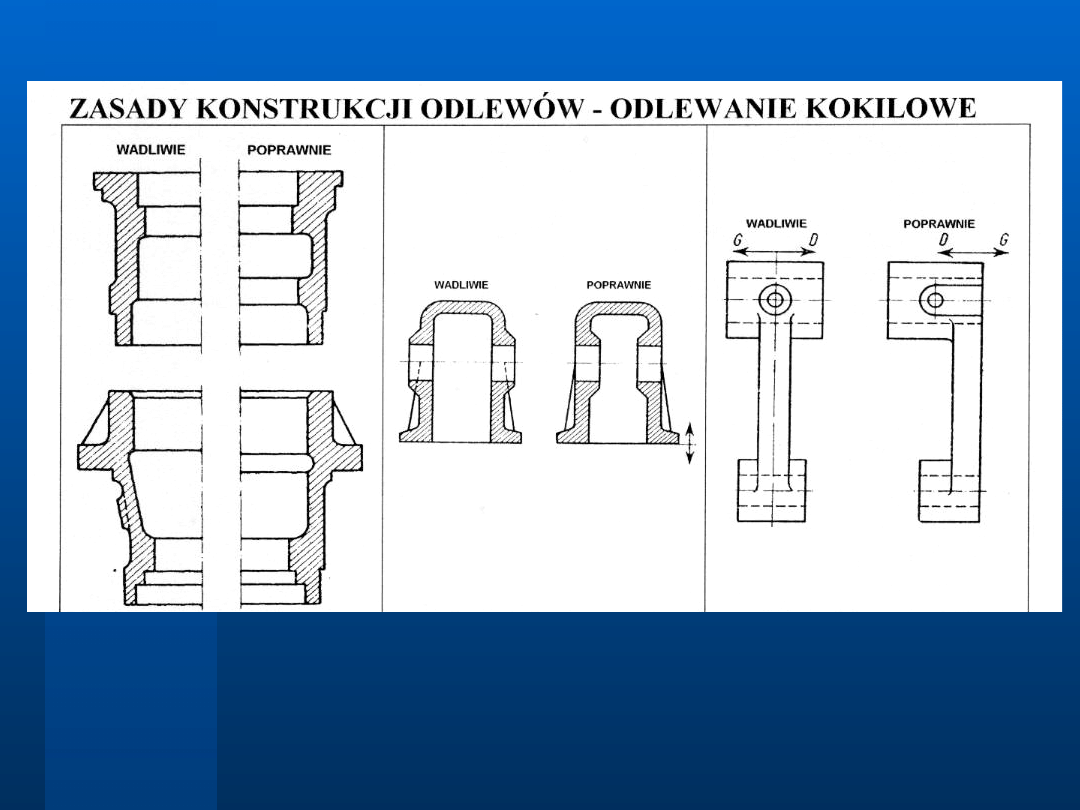
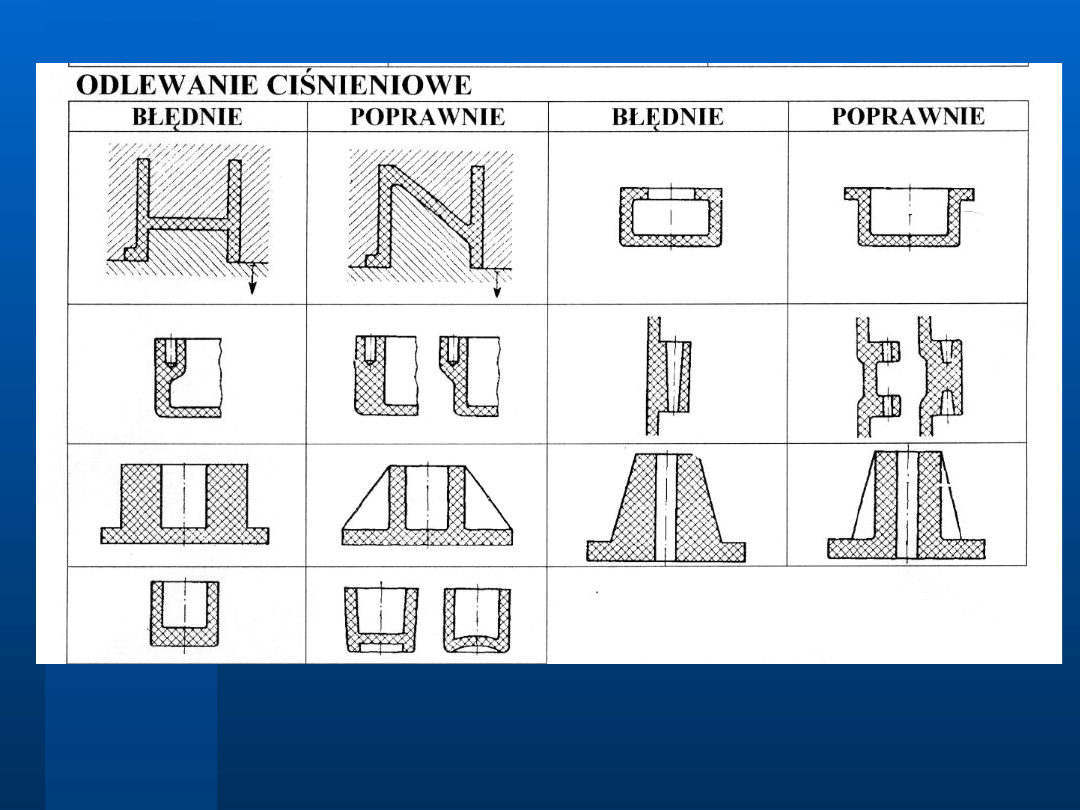
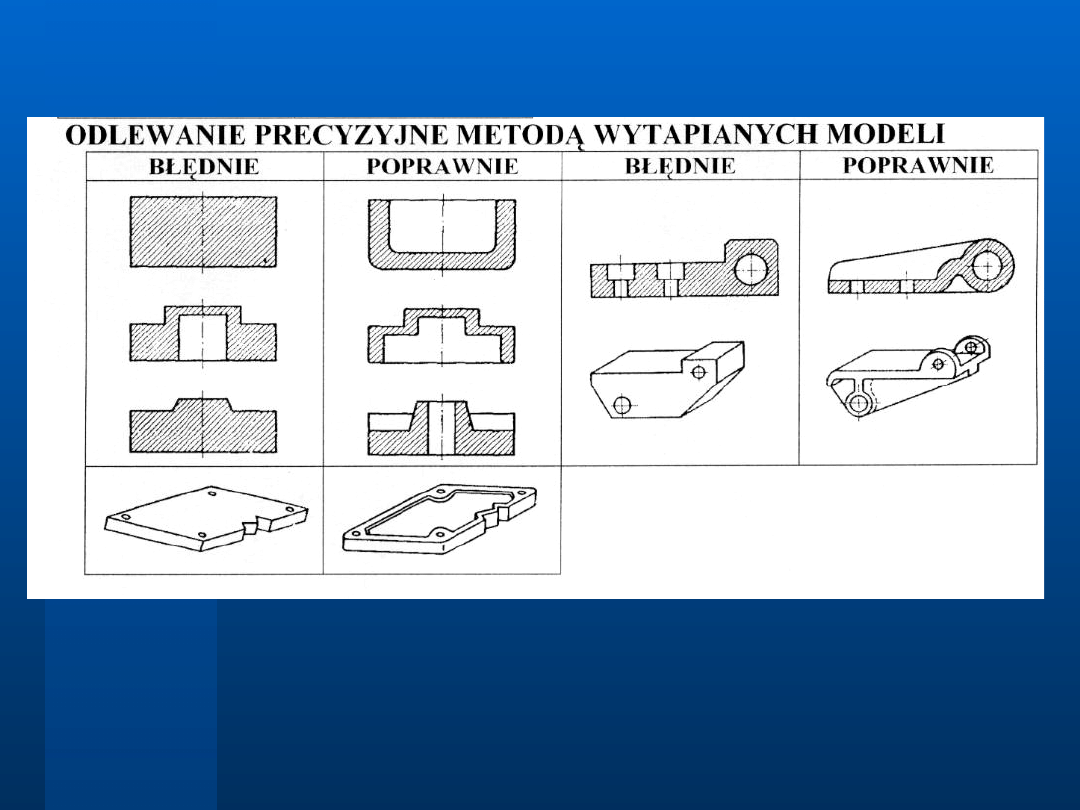
Ogólne zasady konstruowania odlewów
1. Należy tak kształtować zewnętrzne elementy odlewu aby miały jednakową wartość
modułu krzepnięcia – dla ścian płaskich jednakową grubość.
2. Grubości ścian wewnątrz odlewu winny być o około 10% mniejsze.
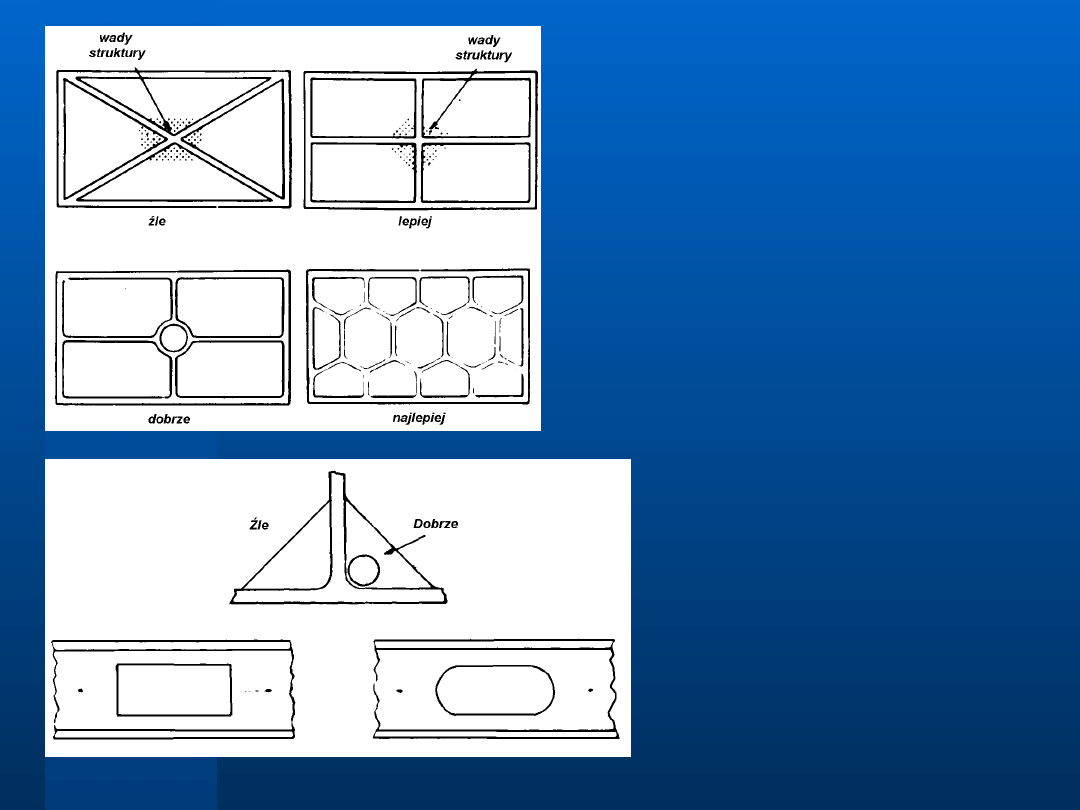
3. Należy unikać łączenia wielu ścian w jednym węźle.
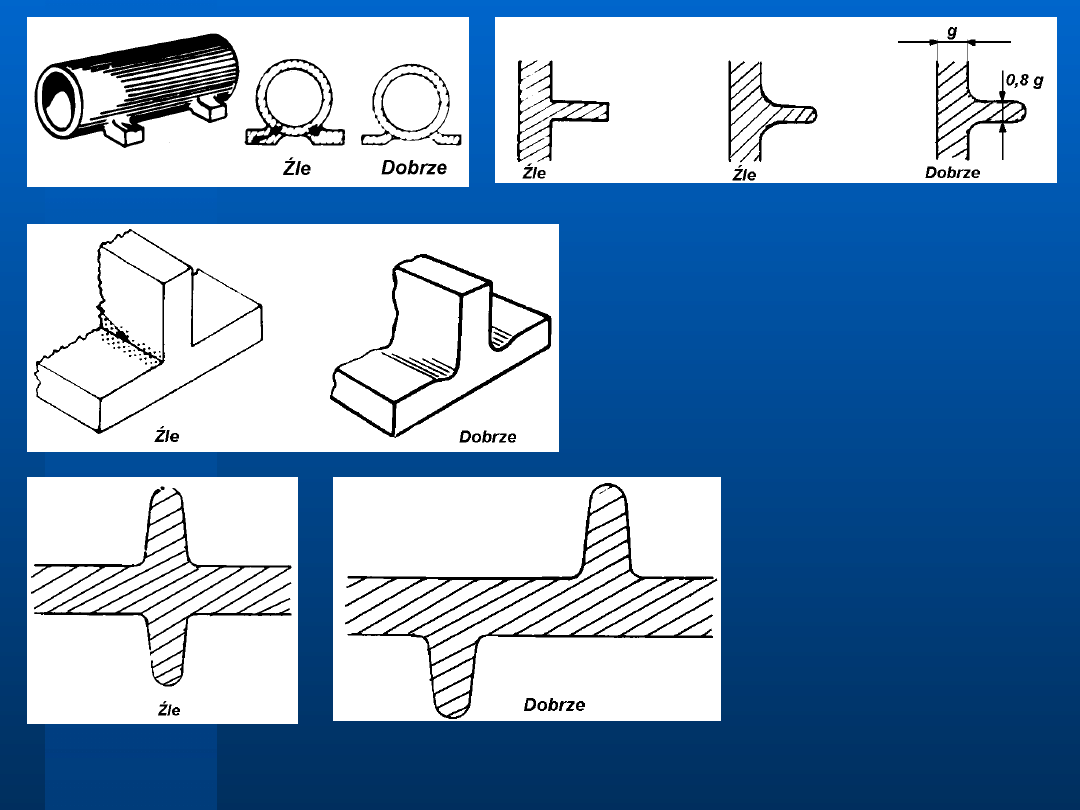
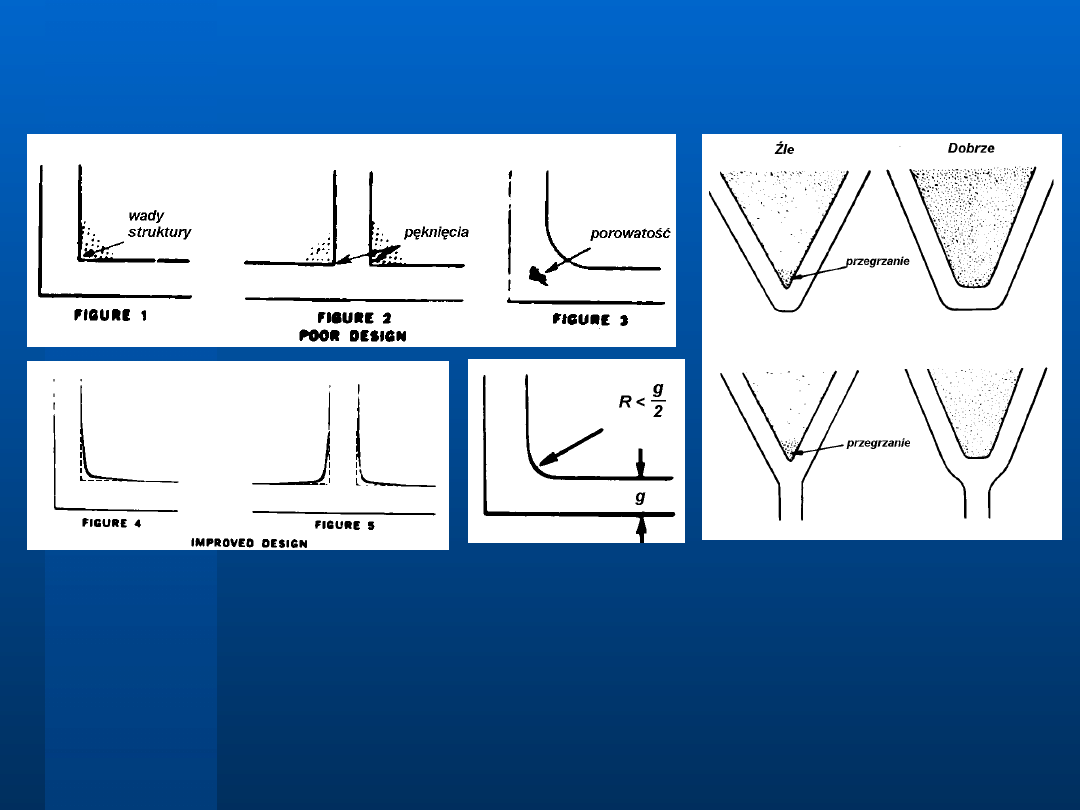
4. Należy unikać ostrych kątów oraz naroży, aby nie powodować powstawania węzłów
cieplnych prowadzących do skurczowych osłabień struktury oraz jam skurczowych.
5. Należy unikać dużych płaskich ścian, których położenie przy odlewaniu miałoby być
poziome.
6. Stosować łagodne zmiany przekrojów: unikać zmian przekraczających stosunek 2:1,
przy stosunku większym stosować przejścia klinowe z pochyleniem 1:4.
7. Jeżeli odlew wymaga zróżnicowanych grubości ścian należy tak je ukształtować, aby
zmieniała się stopniowo w kierunku wybranych miejsc gdzie można ustawić zasilacze.
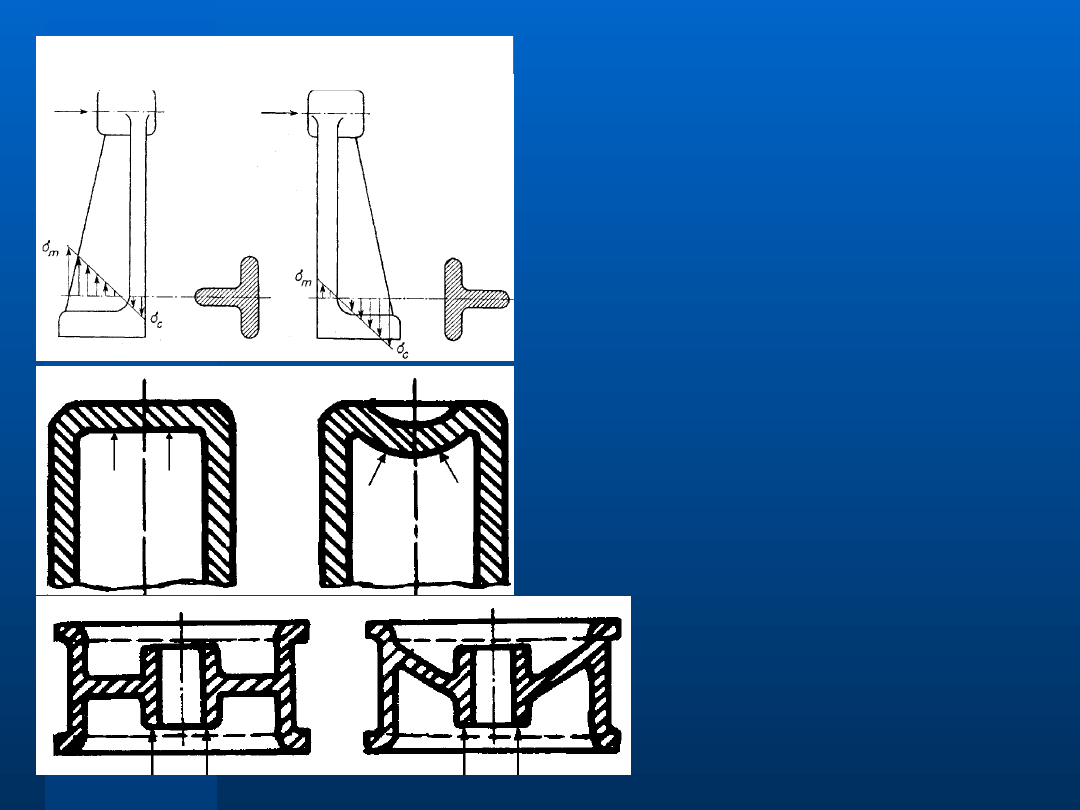
8. Należy uwzględnić zróżnicowanie właściwości materiału odlewu przy naprężeniach
rozciągających i ściskających (dla żeliwa przy R
r
/R
c
<1 należy tak kształtować ściany
żebra i wsporniki, aby przenosiły naprężenia ściskające).
9. Dla wzmocnienia konstrukcji odlewu (na ogół mniejszy moduł E od detali
nieodlewanych) preferować stosowanie konstrukcji skrzynkowych użebrowań i ścian
profilowanych. Zalecane są żebrowania podatne (nie stosować pogrubień!)
10. Zalecane jest sprawdzenie ukształtowania ścian we wszystkich przekrojach – najlepiej
przy pomocy modeli przestrzennych rzeczywistych lub wirtualnych – 3D.
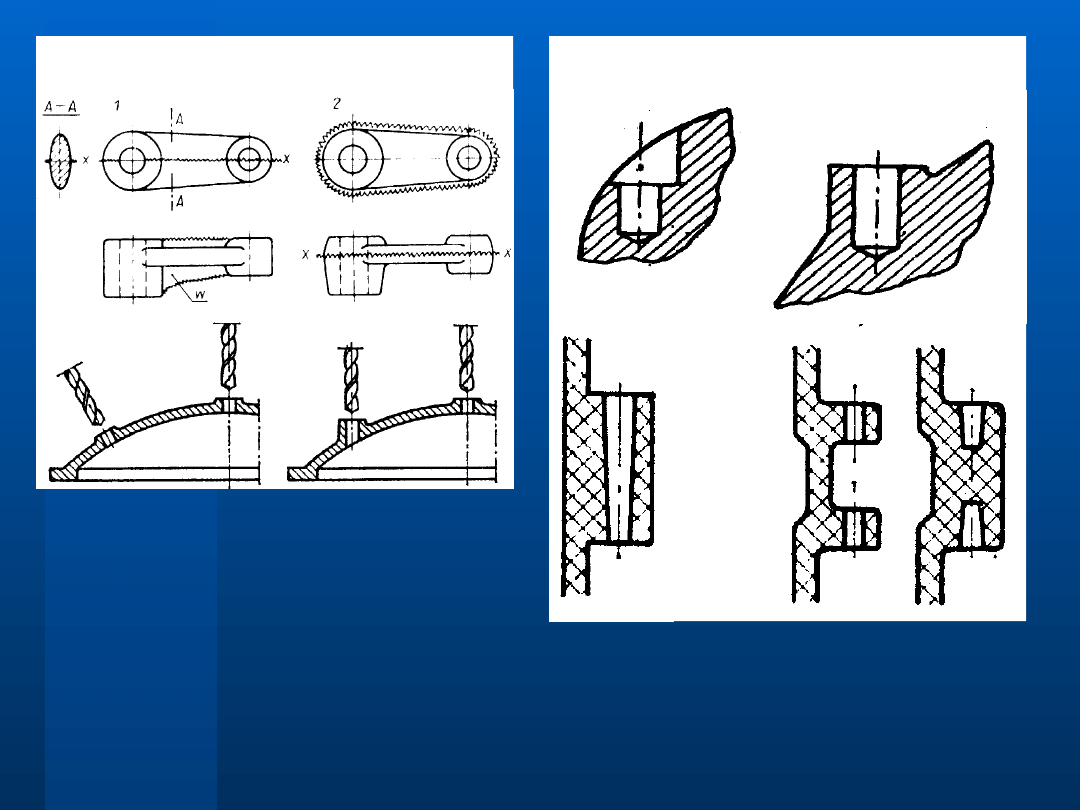
11. Należy zapewnić łatwe oczyszczanie i obróbkę mechaniczną odlewu.
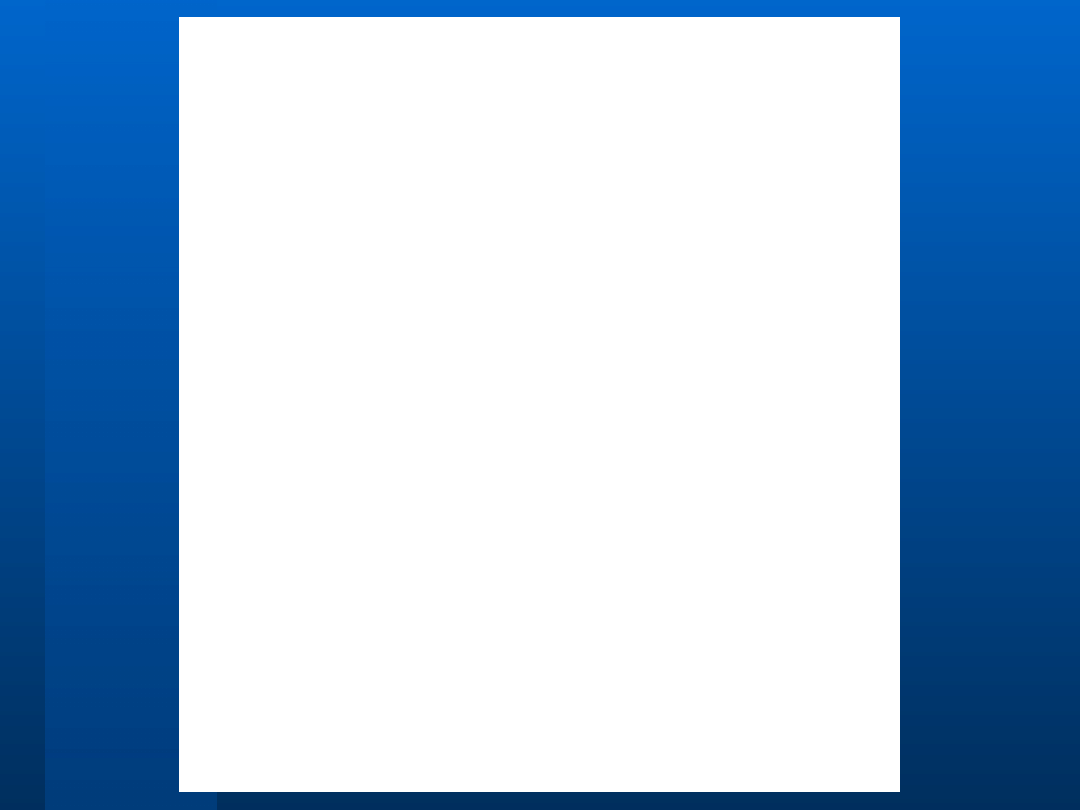
Czasy krzepnięcia i
Czasy krzepnięcia i
stygnięcia węzłów
stygnięcia węzłów
odlewu żeliwnego
odlewu żeliwnego
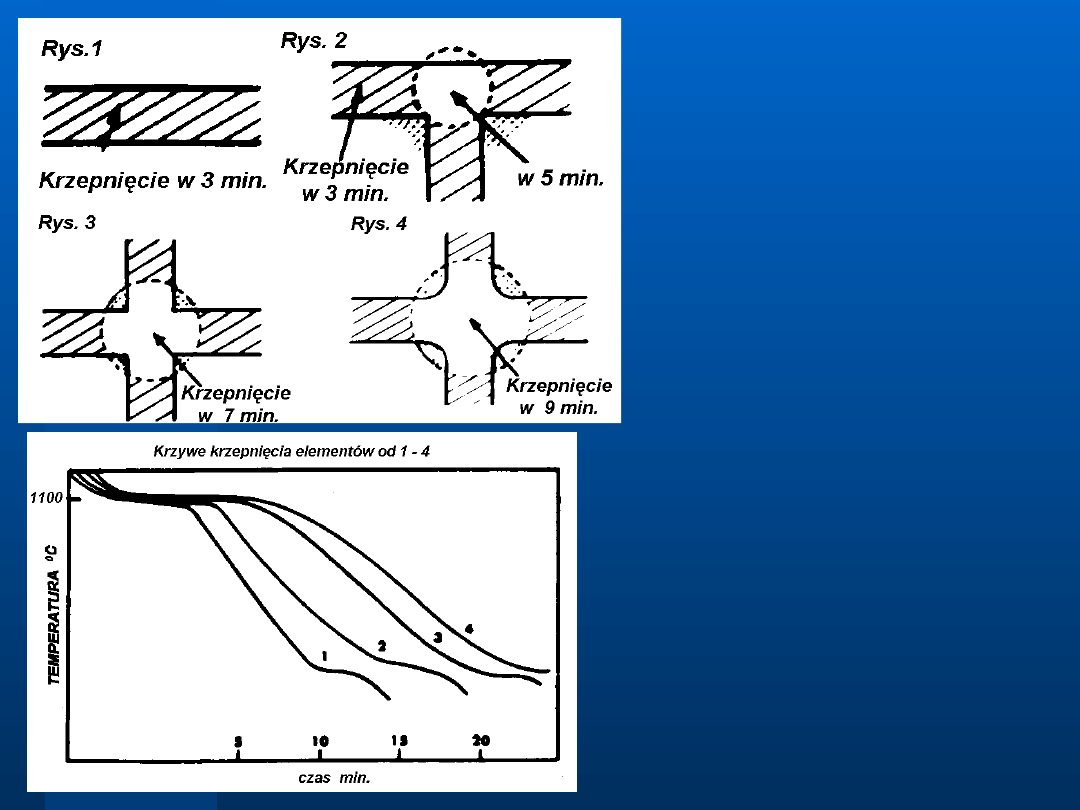
Zasada równomierności
Zasada równomierności
grubości ścian odlewu
grubości ścian odlewu
Dobrz
e
Źl
e
Zasady kształtowania węzłów w
Zasady kształtowania węzłów w
odlewie
odlewie
Przykłady kształtowania
Przykłady kształtowania
użebrowań odlewów
użebrowań odlewów
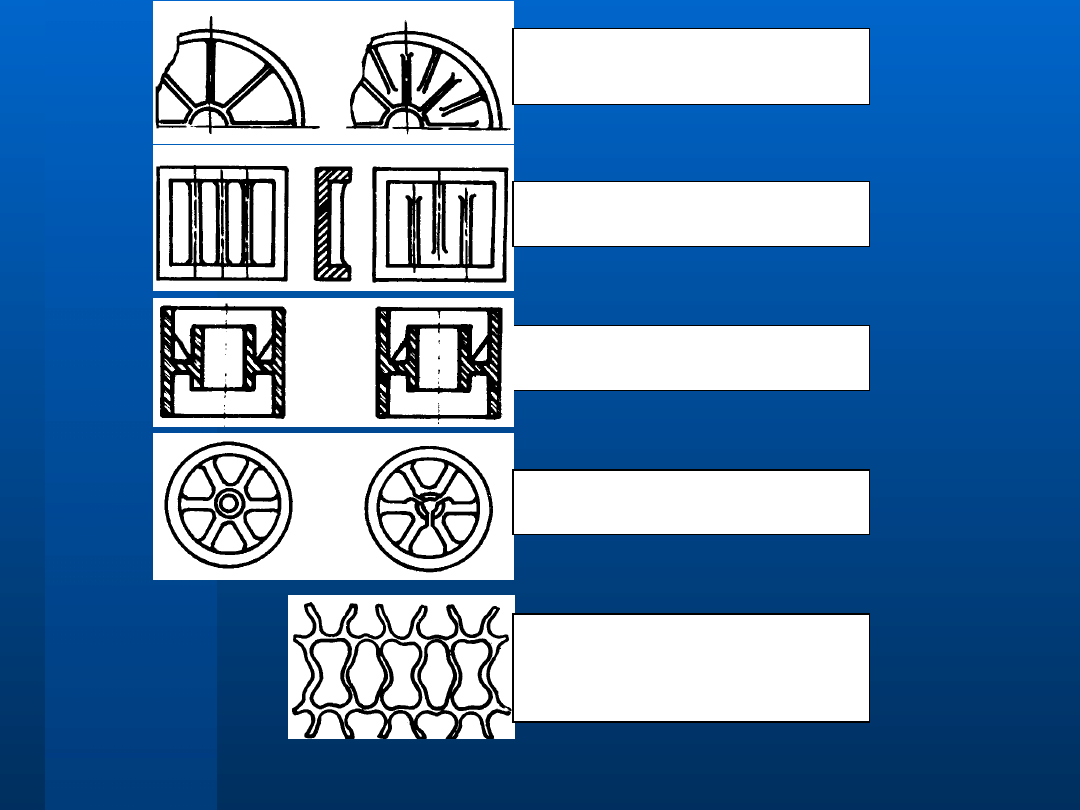
Przy dużych elementach
stosować podatne
użebrowanie.
Stosować „elastyczne”
użebrowanie
Stosować przemienne
użebrowania
Stosować konstrukcje
szczelinowe obręczy
Stosować nieprostolinijne
kształty ścianek (dotyczy
zwłaszcza rusztów)
Sposoby obniżania naprężeń własnych w
Sposoby obniżania naprężeń własnych w
odlewie
odlewie
Źle Dobrze
Przykłady kształtowania
Przykłady kształtowania
ścian z uwzględnieniem
ścian z uwzględnieniem
zależności R
zależności R
c
c
>R
>R
m
m
Źle Dobrze
Źle Dobrze
Konstrukcja odlewu ze względu na łatwość oczyszczania
Konstrukcja odlewu ze względu na łatwość oczyszczania
i obróbki mechanicznej
i obróbki mechanicznej
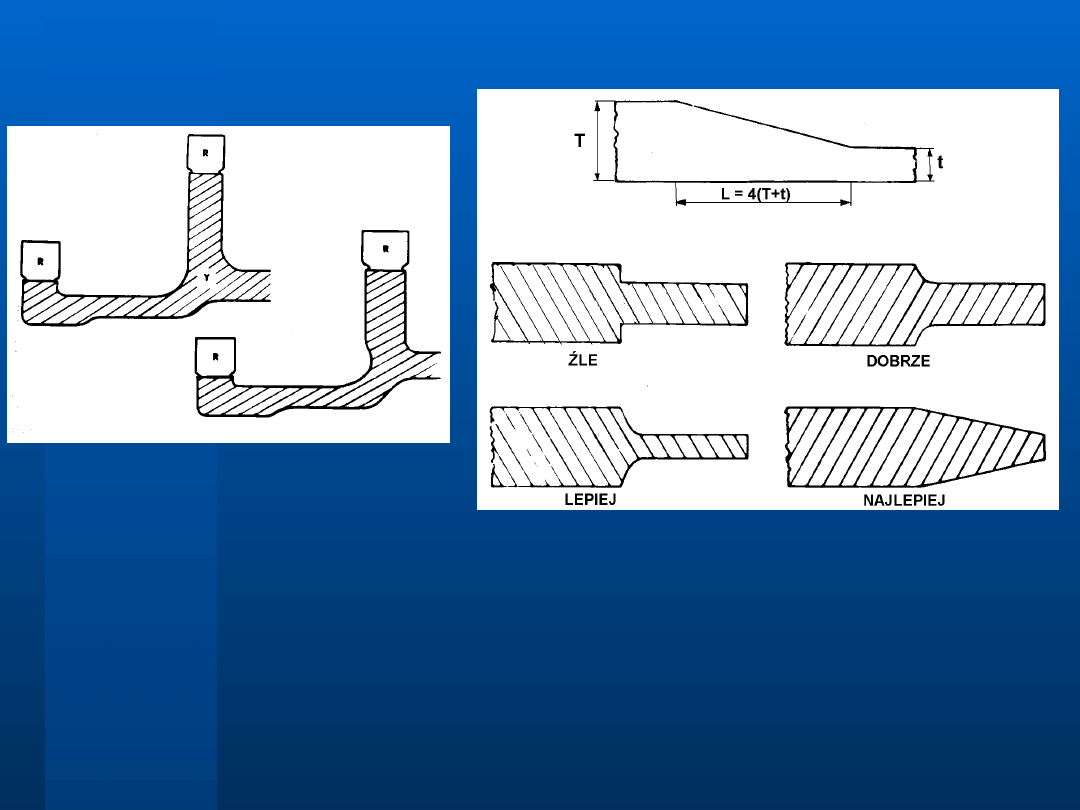
Zasada kształtowania ścian przy krzepnięciu
Zasada kształtowania ścian przy krzepnięciu
kierunkowym
kierunkowym
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Slide 37
- Slide 38
- Slide 39
- Slide 40
- Slide 41
- Slide 42
- Slide 43
- Slide 44
- Slide 45
- Slide 46
- Slide 47
- Slide 48
- Slide 49
- Slide 50
- Slide 51
- Slide 52
- Slide 53
- Slide 54
- Slide 55
- Slide 56
- Slide 57
- Slide 58
- Slide 59
- Slide 60
- Slide 61
- Slide 62
- Slide 63
- Slide 64
- Slide 65
- Slide 66
- Slide 67
- Slide 68
- Slide 69
- Slide 70
- Slide 71
- Slide 72
- Slide 73
- Slide 74
- Slide 75
- Slide 76
- Slide 77
- Slide 78
- Slide 79
- Slide 80
- Slide 81
- Slide 82
- Slide 83
- Slide 84
- Slide 85
- Slide 86
- Slide 87
- Slide 88
- Slide 89
- Slide 90
- Slide 91
- Slide 92
- Slide 93
- Slide 94
Wyszukiwarka
Podobne podstrony:
Prezentacja 20 11 2006
Wyklad 09 2006
14,09,2006
09 2006
20 11 2006
Egzamin+14 09 2006
FP W2 Budowa syst fins publ 20 09 13
1.09.2006.8.15
Konspekt 13 20.09 1k., Konspekty klasy 1-3
2a-2c-20.09, AWF, konspekty
BIOMEDYCZNE PODSTAWY ROZWOJU - WYKŁADY (30.09.2006 - 3H), Fizjoterapia, Biomedyczne podstawy rozwoju
plan pracy postawienie zadań przez dowódcę druużyny 22.09.2006, Taktyka
IZOL 20 09 2012 GR 7B
Nauka, Wykaz współpracy naukowej ISI 20 09, Lp
kpk, ART 569 KPK, I KZP 32/06 - postanowienie z dnia 20 grudnia 2006 r
mechanika 04[1].09.2006, PW Transport, Gadżety i pomoce PW CD2, MECHANIKA, od leny
nr 4 z 20.11.2006, studia, 3 rok, Mikrobiologia, pytania, testy, polski, Stomatologia
więcej podobnych podstron