ZAGADNIENIE:
1. Metody projektowania:
· QFD
· FMEA;
· DOE.
QFD – z ang. Quality Funcion Deployment – Rozwinięcie Funkcji Jakości
QFD to metoda polegająca na przełożeniu wymagań klienta na techniczną
specyfikację wyrobu (charakterystykę, bądź atrybuty) czyli ustaleniu
czynników warunkujących dopasowanie wyrobu do potrzeb klienta.
Metoda QFD występuje w literaturze przedmiotu
także pod nazwą „dom jakości” jest rozbudowaną
wersją innego narzędzia, a mianowicie diagramu
tablicowego. Jest ona szczególnie przydatna w
procesie doskonalenia jakości na etapie
projektowania wyrobu Metoda ta została
opracowana w latach 60-tych przez Akao, a
zastosowana po raz pierwszy w roku 1972 w
stoczni Mitsubishi w Kobe. Lata osiemdziesiąte to
rozwój zastosowań QFD w dużych firmach
japońskich i amerykańskich: Toyota, Ford, General
Motors, Hewleet-Packard
Cel QFD
Celem metody QFD jest przełożenie informacji,
które docierają z rynku od konsumentów na język
techniczny, z którego korzystają projektanci
wyrobu. Przy jej pomocy ustala się parametry
techniczne produktu oraz parametry procesu, w
którym dany produkt jest wytwarzany. QFD jest
więc narzędziem, które pozwala przełożyć
wymagania rynkowe co do produktu na zbiór
warunków jakie muszą być spełnione przez
produkujący go podmiot na każdym etapie
powstawania (od projektowania po serwis).
QFD jest uniwersalnym narzędziem
przeznaczonym zarówno dla wszystkich gałęzi
przemysłu i usług, a także procesów
administracyjnych. Znajduje zastosowanie w
przemyśle samochodowym, chemicznym,
farmaceutycznym, budowlanym, a także w
handlu w instytucjach kredytowych itp.
Szczególnie często można spotkać się z
zastosowaniem tej metody:
w przygotowaniu, konstruowaniu i produkcji nowych
wyrobów,
w przygotowaniu nowych usług np. w bankach i
służbie zdrowia,
w opracowaniu nowych systemów komputerowych w
zakresie sprzętu i oprogramowania,
w przemyśle farmaceutycznym przy opracowywaniu
nowych substancji,
przy opracowywaniu nowych technik przekazu
informacji.
Przeprowadzenie procesu QFD jest zadaniem
pracochłonnym jednak w efekcie bardzo opłacalnym, na
co ma wpływ wiele zalet tej metody. Zalety tej metody i
korzyści wynikające z jej zastosowania to:
- prosta metoda realizacji analizy i udokumentowania,
- uwzględnienie wymagań klienta,
- planowanie wyrobu staje się integralnym elementem
planowania jakości
- stała poprawa jakości produktu,
- lepsze planowanie kosztów jakości,
- planowanie i kształtowanie produktów zgodnie z
wymaganiami klienta,
- przekształca wymagania klientów na konkretne
wymagania badawczo-rozwojowe w przedsiębiorstwie,
- poznawanie własnych zalet i słabości w stosunku do
innych firm,
- możliwość wykorzystania przy strategicznym planowaniu
produkcji,
- mniejsza liczba zmian wprowadzanych do konstrukcji i
procesu produkcji,
- skrócenie czasu trwania cyklu rozwoju wyrobu,
- niższe koszty uruchomienia produkcji.
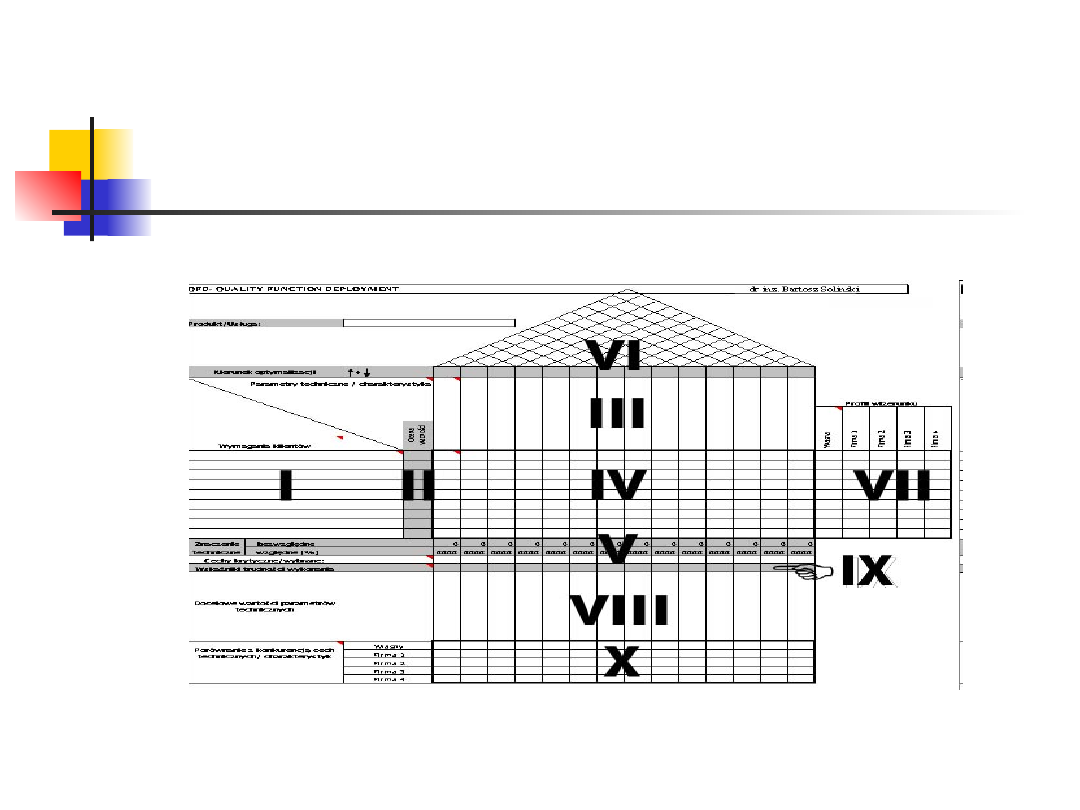
Procedura przeprowadzenia postępowania w
metodzie QFD (tworzenia diagramu tablicowego tzw.
domu jakości)
Schemat domu jakości
I. Wymagania klientów
Użytkownicy wyrobu definiują swoje oczekiwania wobec wyrobu używając określeń “łatwy w
użyciu”, “niezawodny”, “uniwersalny”, “bezpieczny w użyciu”, które dla potrzeb projektanta
muszą zostać sprecyzowane.
II. Ważność wymagań według klientów
Nie wszystkie wymieniane przez klientów cechy maja dla nich jednakowe znaczenie. Do
określenia ważności cech używa się skali punktowej (najczęściej punktacja 1-10), wykorzystując
techniki badań marketingowych.
III. Parametry techniczne wyrobu
Parametry techniczne charakteryzują wyrób z punktu widzenia projektanta. Muszą zostać tak
dobrane by spełniać wymagania klienta (wyrażone w jego języku), być mierzalne i realne do
uzyskania w procesie produkcji. Parametry techniczne mogą mieć charakter minimanty (Ż),
maksymanty ( ) lub nominanty. (·)
IV. Zależności pomiędzy wymaganiami klienta i parametrami technicznymi
Zależności pomiędzy parametrami technicznymi i wymaganiami klienta ustala się na podstawie
analizy funkcjonalnej, doświadczeń, analizy reklamacji, kosztów napraw itp. Wyróżnia się kilka
poziomów zależności i przypisuje się im wartości liczbowe: O = 9, = 3, D = 1.
V. Znaczenie parametrów technicznych
Jest wyrażone sumą iloczynów współczynników ważności kolejnych wymagań i
współczynników ich zależności z danym parametrem technicznym. Jeśli Wi jest współczynnikiem
ważności wymagania i, a Zij jest współczynnikiem zależności pomiędzy wymaganiem i oraz
parametrem technicznym j, to ważność parametru technicznego Tj określa zależność:
VI. Zależność pomiędzy parametrami technicznymi
Parametry techniczne bardzo często oddziałują na siebie, co ma wpływ na spełnienie oczekiwań
klientów. Oddziaływania mogą być pozytywne (+) lub negatywne (-).
VII. Profil wizerunku
Jest to ocena rynkowa wymagań które powinny być spełnione według klientów. Bierze się tu pod uwagę
istniejące na rynku produkty.
1- spełnienie słabe
3- przeciętne
5- dobre
VIII. Docelowe wartości parametrów technicznych
Ustala się mierzalne parametry techniczne, których osiągnięcie pozwoli zaspokoić potrzeby klientów,
lub przynieść przewagę konkurencyjną. Przyjęte wartości muszą być realne, to znaczy możliwe do
osiągnięcia w procesie produkcji.
IX. Wskaźniki technicznej trudności wykonania
Określa się stopień trudności technicznej i organizacyjnej (czasem także finansowej), związany z
osiągnięciem docelowych parametrów technicznych. Najczęściej ocenę prowadzi się w skali od 1-5.
Wysoka wartość wskaźnika świadczy o trudnościach, które mogą wystąpić w procesie produkcji.
X. Porównanie z konkurencją cech technicznych/charakterystyk
Dane zawarte w tym polu mogą posłużyć działowi marketingu w opracowaniu strategii promocji wyrobu.
Dane powinny pochodzić z badań produktów konkurencyjnych względem własnego produktu. Należy
uwzględniać docelowe wartości parametrów, a także wymagania klientów.
Skala 1-5
1- stan zły
3- stan przeciętny
5- stan dobry
FMEA
(
Failure mode and effects analysis
) - analiza
rodzajów i skutków możliwych błędów.
FMEA jest to metoda systematycznej
identyfikacji potencjalnych wad wyrobu (lub
procesu), określenia ich możliwych przyczyn i
ryzyka jakie ze sobą dana wada niesie. Na tej
podstawie opracowuje się działania mające na
celu minimalizację lub eliminację przyczyny
powstawania tych wad.
Celem tej metody jest identyfikowanie
potencjalnych wad produktu lub procesu, a
następnie ich eliminowanie lub minimalizowanie
ryzyka z nimi związanego.
Możemy ciągle doskonalić nasz produkt/proces
poprzez poddawanie go kolejnym analizą i na
podstawie uzyskanych wyników wprowadzać
nowe poprawki i rozwiązania, skutecznie
eliminujące źródła wad oraz dostarczające nam
nowe pomysły ulepszające właściwości wyrobu.
Można ją wykorzystywać do procesów bardzo
złożonych zarówno w produkcji masowej jak i
jednostkowej.
FMEA produktu która jest ukierunkowana głównie na
optymalizację niezawodności produktu. W wyniku jej
przeprowadzenia uzyskujemy informacje o silnych i
słabych punktach wyrobu. Oprócz działań prewencyjnych
pozwala na określenie działań, które powinny być
podjęte gdy produkt opuści nasze przedsiębiorstwo np. w
czasie transportu czy też w serwisie.
FMEA procesu stosowana jest w początkowej fazie
projektowania procesów technologicznych, przed
uruchomieniem produkcji seryjnej (planowanie
produkcji) oraz w produkcji seryjnej w celu doskonalenia
procesów, które są niestabilne lub nie zapewniają
uzyskania wymaganej wydajności.
Przebieg FMEA
Analizę FMEA możemy podzielić na 3 etapy:
Etap 1. Na tym etapie zespół ma za zadanie
przygotowanie założeń do przeprowadzenia
właściwej analizy, która powinna być uogólniona i
bardzo przejrzysta. W tym celu stosuje się podejście
systemowe, w którym każdy wyrób (czy też proces)
jest systemem, w skład którego wchodzą
podsystemy niższego rzędu. Każdy element systemu
spełnia określone funkcje, które dzielimy na
wewnętrzne (zasadnicze funkcje elementu), funkcje
wyjścia (przesyłane do innych elementów) oraz
funkcje wejścia (odbierane od elementów
umieszczonych wyżej w hierarchii. Jednym z
pierwszych zadań zespołu jest określenie granic
systemu i wyodrębnienie w nim stopni i liczby
podsystemów.
Etap 2. W tym etapie przeprowadza się zasadniczą
część FMEA. Pierwsze zadanie to określenie
potencjalnych wad, których wystąpienie w wyrobie
jest prawdopodobne. Przyczyną wady jest
niezgodne z założeniami działanie podsystemu
niższego rzędu, zaś jej skutkiem zakłócenie
działania systemu wyższego rzędu. Przyczyny
danej wady można odnaleźć w wyrobie i jego
konstrukcji jak i w procesie technologicznym, w
którym produkt powstaje. W tym etapie istotne jest
określenie związków przyczynowo skutkowych, w
których wada jest elementem.
Etap 3. W tym etapie pojawiają się propozycje
wprowadzenia działań zapobiegawczych i
korygujących w celu zmniejszenia lub eliminacji
ryzyka wystąpienia wad określonych jako
krytyczne. Propozycje te powstają na podstawie
wyników przeprowadzonych wcześniej analiz. Jeśli
całkowite wyeliminowanie wady jest niemożliwe,
należy zaproponować działania zmierzające do
zwiększenia wykrywalności lub zmniejszenia
negatywnych skutków ich występowania. Należy
ciągle monitorować realizację działań
zapobiegawczych i korygujących, a ich wyniki
poddawać weryfikacji metodą FMEA.
DOE - Projektowanie eksperymentów
angielska nazwa „Design Of Experiments” (DOE)
jest techniką służącą do optymalizacji
parametrów wyrobu i procesu produkcyjnego.
Polega na stworzeniu matematycznego modelu
opisującego jak zachowuje się badany system
pod wpływem zmiany parametrów wyrobu lub
procesu.
Celem optymalizacji może być znalezienie takich
nastaw parametrów, aby zapewnić maksymalną
jakość, wydajność, zmniejszyć zmienność
procesu, bądź zapewnić jego nieczułość na
zmiany niekontrolowanych parametrów.
DOE jest niezwykle ważnym narzędziem, za
pomocą, którego możliwe jest ustalenie źródłowej
przyczyny problemu, poprzez identyfikację
zmiennych mających istotne znaczenie z punktu
widzenia analizowanego zagadnienia. Może być
wykorzystywane do identyfikacji czynników
wpływających na proces, oceny wielkości tego
wpływu oraz wzajemnej relacji (interakcji)
pomiędzy czynnikami. Projektowanie
eksperymentu może również zostać wykorzystane
w celu określenia konkretnych poziomów, na
jakich powinny zostać ustawione te zmienne, aby
zoptymalizować wynik procesu.
Dzięki DOE w metodyce Six Sigma ocenić można,
poprzez przeprowadzanie testów, jaką optymalną
strategię należy przyjąć przy wprowadzaniu strategii
przełomu. Działania jakie należy podjąć chcąc
wprowadzić tę metodę do przedsiębiorstwa są
następujące:
dokonanie identyfikacji elementów, które poddane będą
ocenie,
zdefiniowanie poziomów czynników poddawanych
testom,
stworzenie zasięgu kombinacji eksperymentalnych,
przeprowadzenie doświadczeń w danym środowisku -
należy tu zwrócić uwagę na inne czynniki, których nie
uwzględniono, a które mogą mieć wpływ na końcowy
efekt,
LITERATURA:
A. Hamrol, W. Mantura Zarządzanie jakością : teoria i
praktyka
A. Hamrol,W.Mantura Zarządzanie jakością z
przykładami
Internet
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
Wyszukiwarka
Podobne podstrony:
3 METODY PROJEKTOWANIA
Metody projekcyjne
Magia interfejsu Praktyczne metody projektowania aplikacji internetowych
Metody projektowania1
Metody projektowania 1 podstawowa wersja
Metody projekcyjne, SWPS, ROK 3, Diagnoza psychologiczna
metody projekcyjne teoria do prezentacji
Świat teatru kukiełkowego w trzech etapach metody projektu
metodyka projektowanie systemow Nieznany
metody projekyt
metody projekcyjne, Psychologia materiały do obrony UJ
METODY PROJEKCYJNE, Psychologia UŚ, Semestr VI, Diagnoza psychologiczna
Wniosek o dzierzawe lokalu w CSB, szkola, metodyka projektowania systemow
Wykorzystanie metody projekt w w nauczaniu przedmiot w za, metody nauczania
Metodyka projekt inż
Metody projektowania i zlozonosc
więcej podobnych podstron