
Metody
projektowania

Literatura:
Adam Hamrol, Władysław Mantura
„Zarządzanie jakością Teoria i
Praktyka”, Wydawnictwo Naukowe
PWN, W-wa 2005
Internet

1. Metody projektowania
QFD
(ang. Quality Function Deployment) metoda
powstała w latach 60-tych
w Japonii, uwzględnienia
na wszystkich etapach projektowania możliwie
największe liczby czynników wpływających na jakość
wyrobu lub procesów produkcji. QFD jest więc
narzędziem, które pozwala przełożyć wymagania
rynkowe co do produktu na zbiór warunków jakie
muszą być spełnione przez produkujący go podmiot
na każdym etapie powstawania (od projektowania po
serwis).
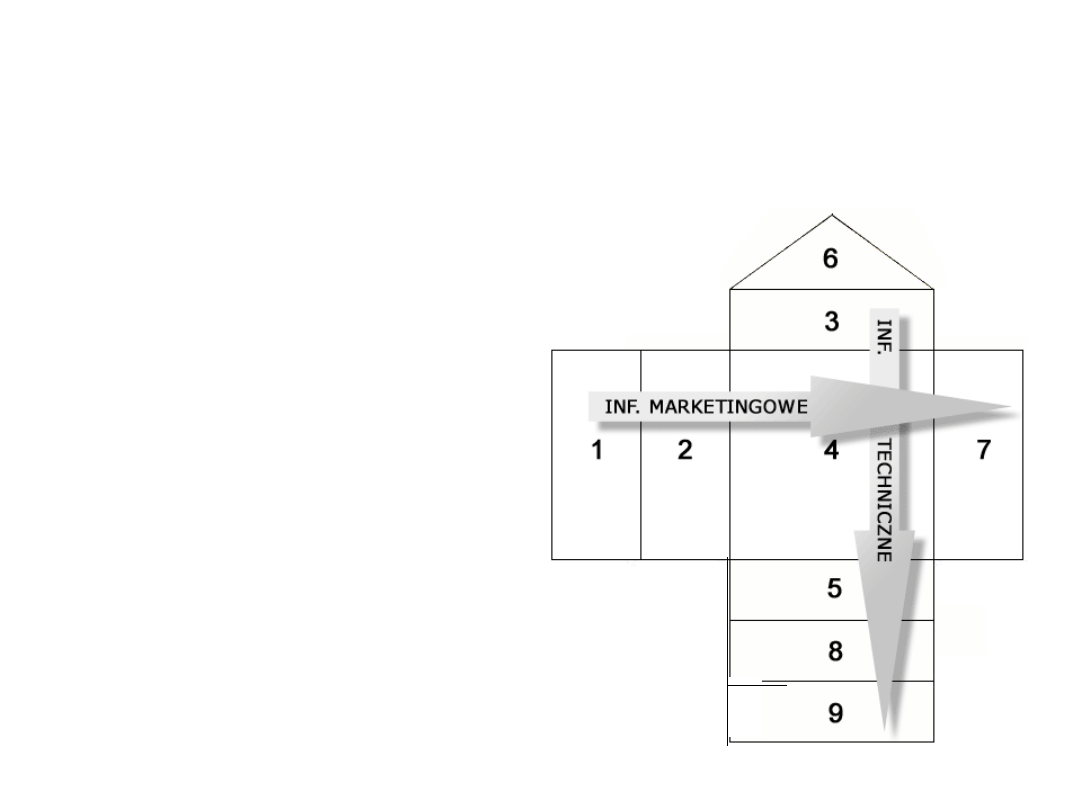
Przebieg metody QFD
Metoda QFD opiera się na wypełnieniu widocznego na rysunku „DOMU
JAKOŚCI” (Quality House). Jego diagram zawiera specjalnie zdefiniowane pola,
których liczba jest zależna od charakteru, złożoności zadania oraz założonego
celu. Wypełnianie Domu Jakości odbywa się według niżej wymienionych
etapów i jest on wykorzystywany we wszystkich fazach metody QFD.
1. Wymagania klientów
2. Ważność wymagań klientów
3. Parametry techniczne
wyrobu 4. Zależności
pomiędzy wymaganiami
klienta i parametrami
technicznymi
5. Ocena ważności
parametrów technicznych
6. Zależność pomiędzy
parametrami technicznymi
7. Ocena wyrobów
konkurencyjnych
8. Docelowe wartości
parametrów
9. Wskaźnik technicznej
trudności wykonania

FMEA
(Failure Mode and Effect Analsis – analiza
przyczyn i skutków wad) została opracowana i
zastosowana w latach 60 dla potrzeb amerykańskiej
agencji kosmicznej NASA. Posłużyła ona do analizy
elementów statków kosmicznych. Po sukcesie w
przemyśle kosmicznym szybko z FMEA skorzystał
przemysł lotniczy i atomowy. W latach
siedemdziesiątych i osiemdziesiątych metodę zaczęto
wykorzystywać w Europie w przemyśle chemicznym,
elektronicznym, a w szczególności w samochodowym.
Metoda FMEA została zaadaptowana w przemyśle
samochodowym w normach QS 9000 oraz TS 9000.
Zaadaptowano ją także w ramach rodziny norm ISO
9000.
Cele FMEA jest:
-Konsekwentne i trwałe
eliminowanie wad wyrobu poprzez
poznanie przyczyn ich powstawania
oraz zastosowanie odpowiednich
czynności zapobiegawczych.
- Unikanie poznanych wad w nowych
wyrobach.

Przebieg FMEA:
Analizę FMEA możemy podzielić na 3 etapy:
Etap 1. Tworzony jest zespół w skład którego wchodzą przedstawiciele
różnych działów przedsiębiorstwa, użytkownicy wyrobu eksperci z
danej dziedziny. Wyznacza się także osobę, która kieruje i koordynuje
pracę zespołu. Na tym etapie zespół ma za zadanie przygotowanie
założeń do przeprowadzenia właściwej analizy. Przygotowanie to
polega na wyborze podzespołu, części (w przypadku wyrobu) lub
operacji (w przypadku procesu), które należy przeanalizować. Analiza
powinna być uogólniona i bardzo przejrzysta. W tym celu stosuje się
podejście systemowe, w którym każdy wyrób (czy też proces) jest
systemem, w skład którego wchodzą podsystemy niższego rzędu.
Każdy element systemu spełnia określone funkcje, które dzielimy na
wewnętrzne (zasadnicze funkcje elementu), funkcje wyjścia
(przesyłane do innych elementów) oraz funkcje wejścia (odbierane od
elementów umieszczonych wyżej w hierarchii. Jednym z pierwszych
zadań zespołu jest określenie granic systemu i wyodrębnienie w nim
stopni i liczby podsystemów. Liczba poziomów jest zależna od tego jak
bardzo złożony jest rozpatrywany obiekt. Jeśli prawidłowo
przeprowadzi się dekompozycje systemu można rozpocząć jego
analizę na dowolnym poziomie.

Etap 2. to określenie potencjalnych wad, których
wystąpienie w wyrobie jest prawdopodobne. Przyczyną
wady jest niezgodne z założeniami działanie podsystemu
niższego rzędu, zaś jej skutkiem zakłócenie działania
systemu wyższego rzędu. Przyczyny danej wady można
odnaleźć w wyrobie i jego konstrukcji jak i w procesie
technologicznym, w którym produkt powstaje. Następne
zadanie polega na ocenie zdefiniowanych w pierwszym
kroku relacji
przyczyna - wada - skutek. Ocena ta dokonywana jest w
skali 10 punktowej
Etap 3. W tym etapie pojawiają się propozycje wprowadzenia
działań zapobiegawczych i korygujących w celu zmniejszenia
lub eliminacji ryzyka wystąpienia wad określonych jako
krytyczne. Propozycje te powstają na podstawie wyników
przeprowadzonych wcześniej analiz.

DOE wykorzystuje się do przeprowadzania testów
oraz do optymalizacji działań procesu, wyrobu lub
usługi. Dzięki tej metodzie możliwe jest planowanie i
kontrolowanie wartości zmiennych użytych w
projektowanym eksperymencie. Klasyczne DOE
zostało stworzone w latach XX wieku przez Fishera.
Celem stosowania DOE jest uzyskanie jak największej
ilości wartościowych i wiarygodnych informacji o
badanym obiekcie na podstawie jak najmniejszej
liczby doświadczeń. Opierając się na osiągnięciach
statystyki i klasycznej teorii planowania
eksperymentów Shainin rozwinął metody planowania
eksperymentów oraz analizowania wyników.
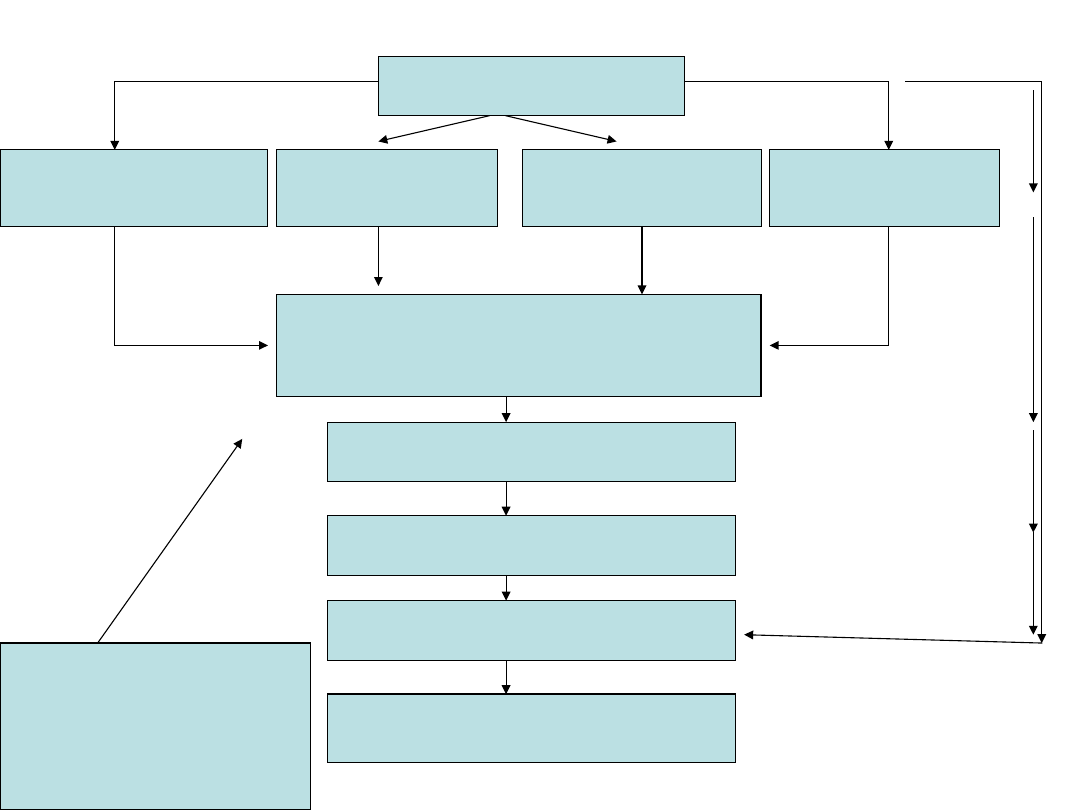
Wyrób lub proces
Syst. zamiana
elementów
Karty
zmienności
procesu
Porównywanie
wyrobów
parami
Syst. Zmiana
czynników procesu
Wyznaczanie głównych
czynników procesu/elementów
wyrobu
Pełny eksperyment
czasowy
Wybór najlepszych parametrów
procesu/wyrobu
Porównanie procesu/wyrobu
„starego” i „nowego”
Kontrola i sterowanie procesem:
karty kontrolne Shewarta, SPC
20-100
CZYNNIKÓW
5-20
CZYNNIKÓW
4 i mniej
czynników
Weryfikacja
Schemat
postępowania przy
projektowaniu
parametrów
procesu lub wyrobu
metodą Shainina

Postępowanie w metodzie Shainina jest kilkuetapowe.
Charakterystyczne jest w niej to, że po każdym kolejnym
etapie liczba rozpatrywanych czynników ulega
zmniejszeniu i zostaje ostatecznie zredukowana do 4-5
głównych, co pozwala przeprowadzić dla nich pełen
eksperyment, a w analizie wyników określić również
oddziaływania pomiędzy czynnikami. Postępowanie nie
zawsze musi obejmować wszystkie etapy przedstawione
na schemacie. W najprostszych przypadkach może okazać
się, że już wyniki pierwszego etapu ograniczają do kilku
liczbę czynników, które można traktować jako główne.
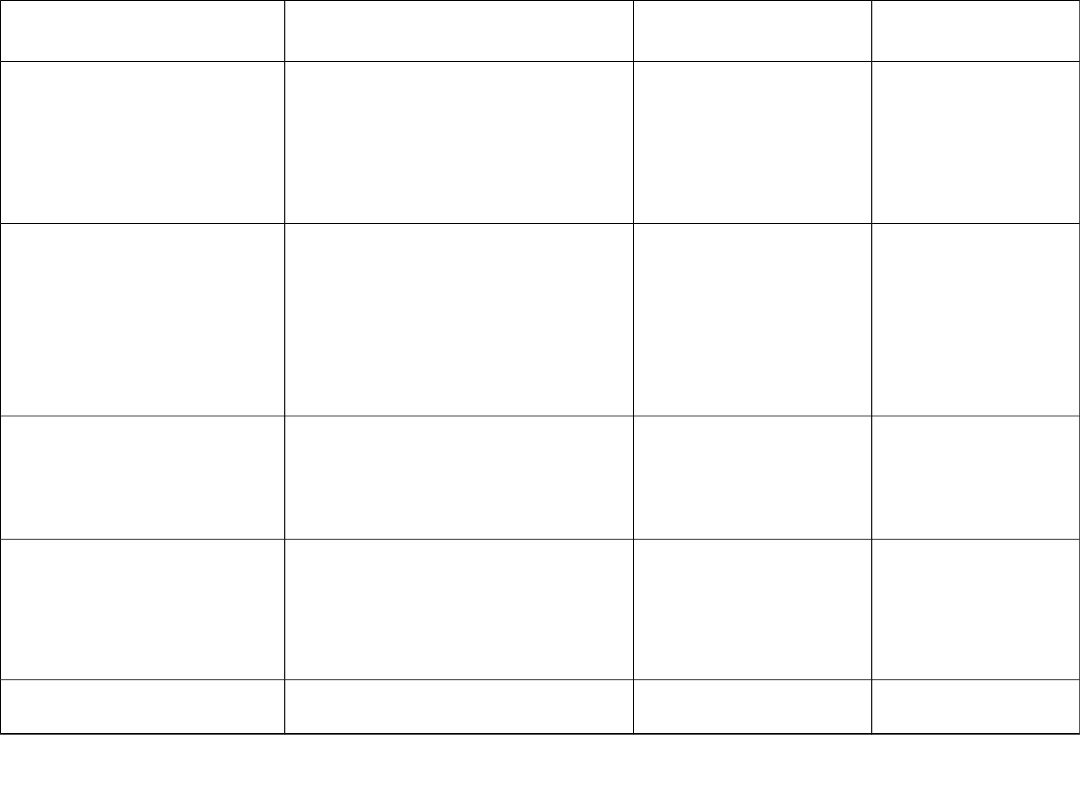
Nazwa metody
Cel stosowania
Gdzie można
stosować?
Kiedy należy
stosować?
1. Karty zmienności procesu
Identyfikacja miejsca zmienności w
procesie:
-W egzemplarzach
-Między egzemplarzami
- W czasie
W procesach, gdzie:
-Możliwe jest pobranie
próbek losowych
- Ocena opiera się na
cechach mierzalnych
W produkcji
seryjnej:- w fazie
projektowania
procesu –w fazie
produkcji przy
ograniczaniu
zmienności procesu
2. Porównywanie wyrobów
parami
Wskazanie części lub podzespołów
wyrobu najsilniej wpływających na
jego jakość
Dla wyrobów:
-Dla których dysponuje
się egzemplarzami
wyrobów „dobrych” i
„wadliwych”
- Które mogą być
demontowane i
powtórnie składane
Przy rozpatrywaniu
reklamacji
3. Systematyczna zamiana
części i podzespołów
pomiędzy wyrobami
Wskazanie części/ podzespołów
najsilniej wpływających na jakość
wyrobu
Dla wyrobów:
- Dla których dysponuje
się egzemplarzami
wyrobów „dobrych” i
„wadliwych”
W fazie testowania
prototypu
4. Systematyczna zmiana
czynników procesu
Identyfikacja czynników najsilniej
wpływających na wynik procesu
W każdym procesie, w
którym można
oddziaływać na
czynniki wejściowe
Gdy należy zbadać
więcej niż 4
czynniki:- w fazie
testowania
prototypu –w fazie
seryjnej
5. Eksperyment pełny
Jak w metodach 2,3,4
Jako rozszerzenie
metod 2,3,4
Gdy należy zbadać 4
lub mniej czynników
Document Outline
Wyszukiwarka
Podobne podstrony:
Metody Projektowania 2
3 METODY PROJEKTOWANIA
Metody projekcyjne
Magia interfejsu Praktyczne metody projektowania aplikacji internetowych
Metody projektowania 1 podstawowa wersja
Metody projekcyjne, SWPS, ROK 3, Diagnoza psychologiczna
metody projekcyjne teoria do prezentacji
Świat teatru kukiełkowego w trzech etapach metody projektu
metodyka projektowanie systemow Nieznany
metody projekyt
metody projekcyjne, Psychologia materiały do obrony UJ
METODY PROJEKCYJNE, Psychologia UŚ, Semestr VI, Diagnoza psychologiczna
Wniosek o dzierzawe lokalu w CSB, szkola, metodyka projektowania systemow
Wykorzystanie metody projekt w w nauczaniu przedmiot w za, metody nauczania
Metodyka projekt inż
Metody projektowania i zlozonosc
więcej podobnych podstron