
1
Dlaczego usuwamy wilgoć? Odpowiedź wydaje się oczywista,
jednak zaskakujące jest stwierdzenie jak często materiał jest suszony, a
następnie ponownie nawilżony w momencie jego użycia, lub w kolejnym
etapie procesu wytwórczego.
Można tu wymienić następujące powody:
1. Zmniejszenie masy – proces suszenia w znacznym stopniu obniża
koszty przechowywania i transportu. Jest to szczególnie istotne w
odniesieniu do poddanej dehydratacji żywności, której masa często
wynosi tylko 10% żywności świeżej.
2. Trwałość w przechowywaniu – reakcje utleniania, enzymatyczne i inne
powodujące pogorszenie zapachu, koloru oraz rozkład żywności i innych
produktów są w wyniku spadku zawartości wilgoci zwolnione lub
zminimalizowane.
3. Zmniejszenie objętości – niektóre materiały w czasie suszenia
znacznie się kurczą co prowadzi do udogodnień w magazynowaniu i
obniża koszty opakowań.
4. Łatwość przesyłania – materiały wilgotne z uwagi na ich lepkość i
tendencje do aglomeracji sprawiają problemy w transporcie. W stanie
suchym materiały te w większości są sypkie i nadają się do dalszej
obróbki czy przesyłania. Często materiał wilgotny musi być mieszany z
materiałem suchym dla polepszenia możliwości jego dalszej obróbki
(również suszenia).

2
5. Polepszenie jakości produktu – w wielu przypadkach proces usuwania
wilgoci odgrywa istotną rolę w rozwijaniu własności materiału.
Zagadnienie to nabrało ostatnio szczególnej aktualności z uwagi na
możliwość kształtowania jakości produktu. Jako przykład można tu podać
otrzymywanie katalizatorów i absorbentów ponieważ proces suszenia
wpływa na wewnętrzną strukturę porów. Dla niektórych materiałów
suszenie jest decydującym czynnikiem w uzyskaniu wysokiej
wytrzymałości materiału (np. ceramika). Wysoki stopień wysuszenia
materiału jest niekiedy podstawowym warunkiem poprawnej pracy
całego urządzenia, którego dany materiał jest częścią składową (np.
transformatory).
6. Trwałość bakteriologiczna – parametr ten jest istotny w odniesieniu do
naturalnych materiałów organicznych. Bakterie nie rozwijają się jeżeli
równowagowa wilgotność względna jest niższa niż 95%. Podobnie
drożdże i pleśnie nie rozwijają się przy wartości tej wilgotności poniżej
75%. Należy pamiętać, iż zazwyczaj taniej jest przechowywać materiały
w stanie suchym niż w lodówce.
Charakter i energia wiązania substancji z cząsteczkami wilgoci
określają ogólną ilość wilgoci, która zdolne jest utrzymać dane ciało przy
jego równowadze fizykochemicznej (termodynamicznej) z otoczeniem.
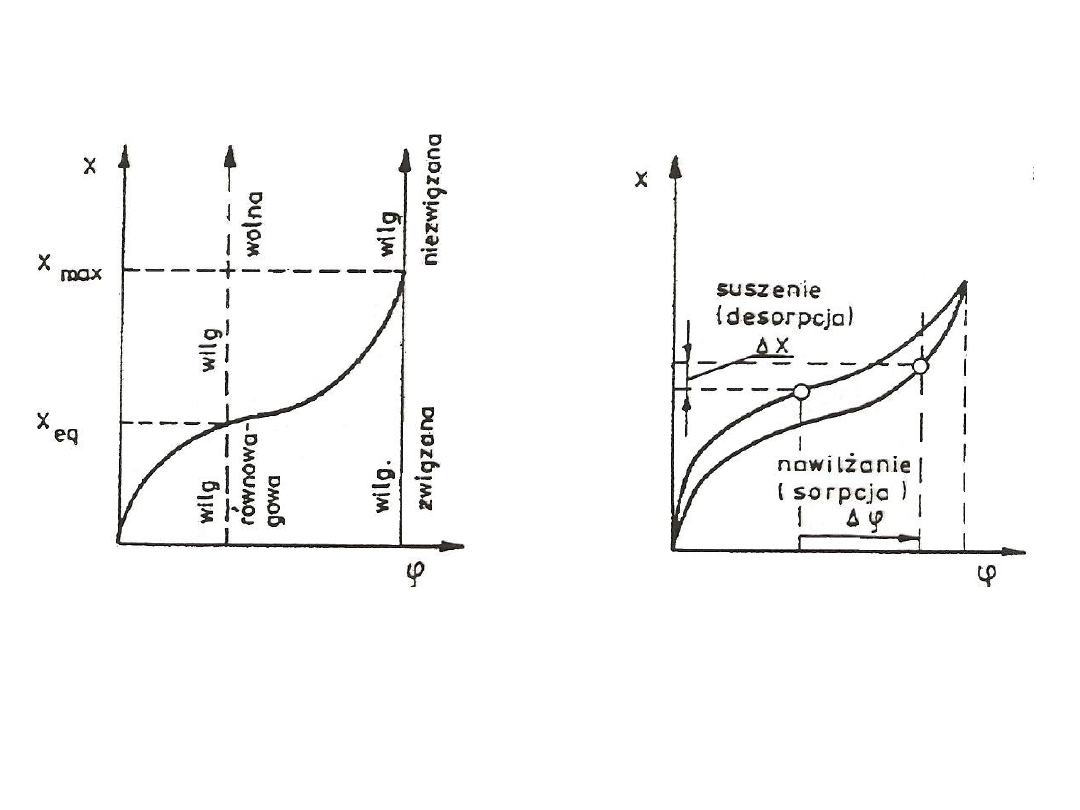
3
Rys. 1. Schemat izotermy sorpcji (desorpcji)
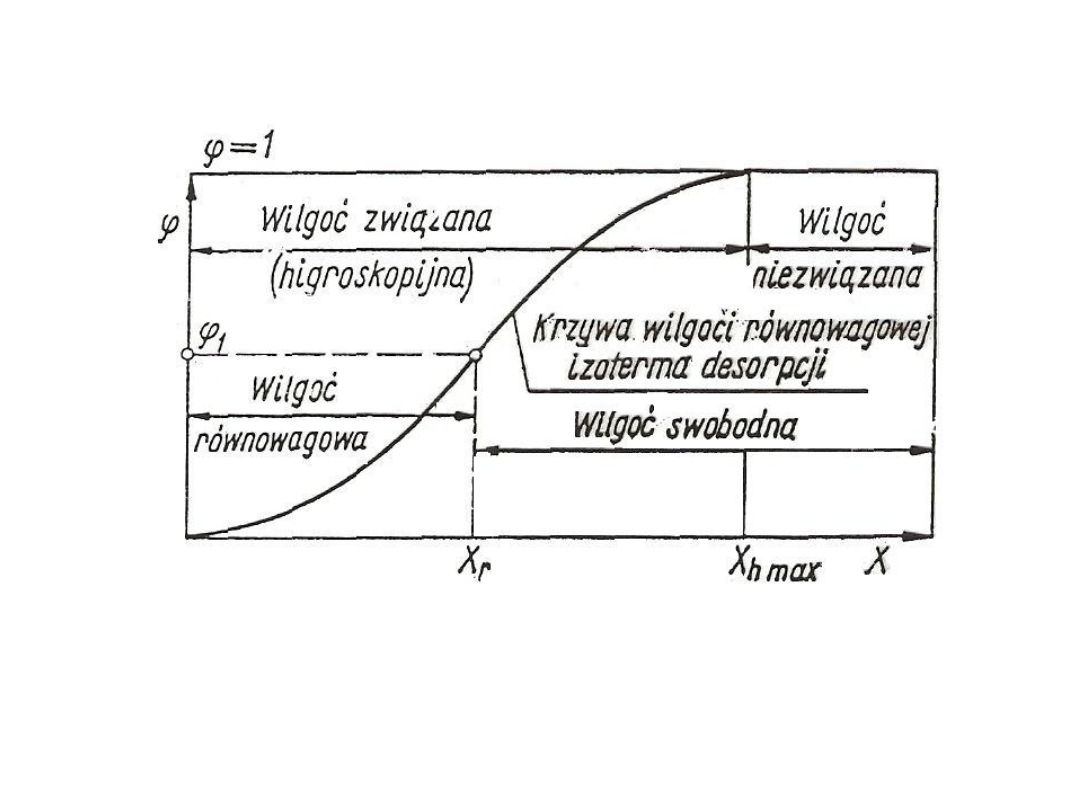
4
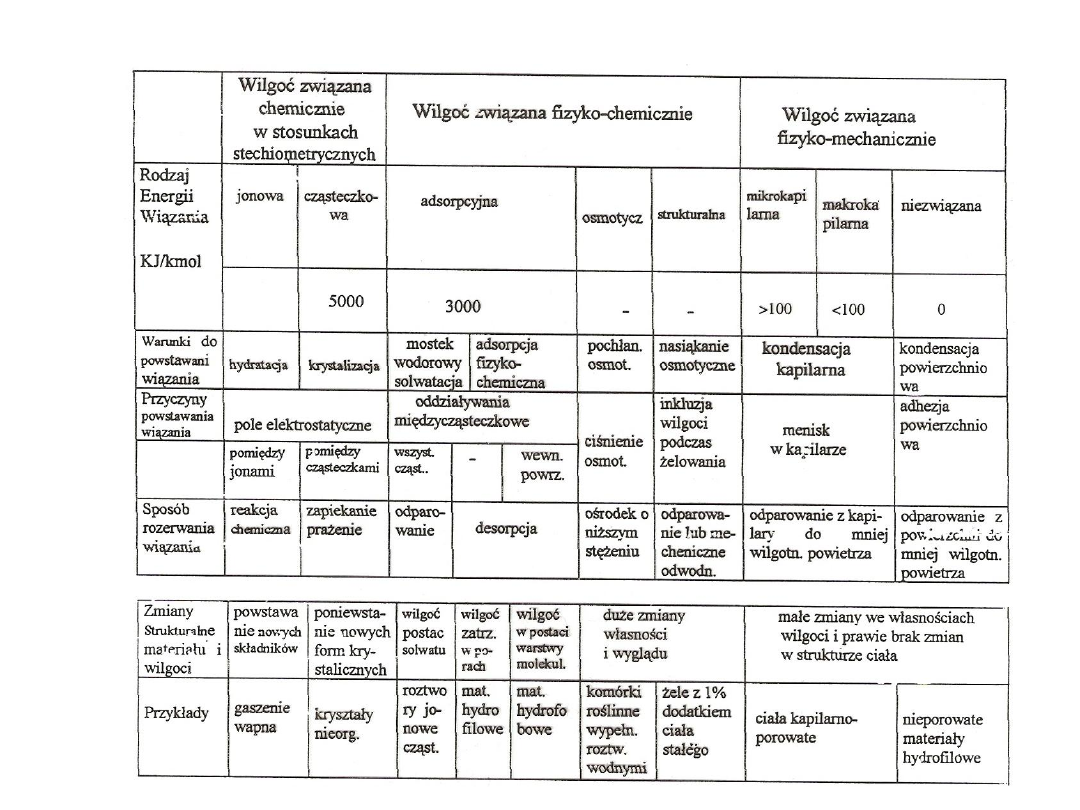
Rys. 2. Graficzna ilustracja rodzajów wilgoci
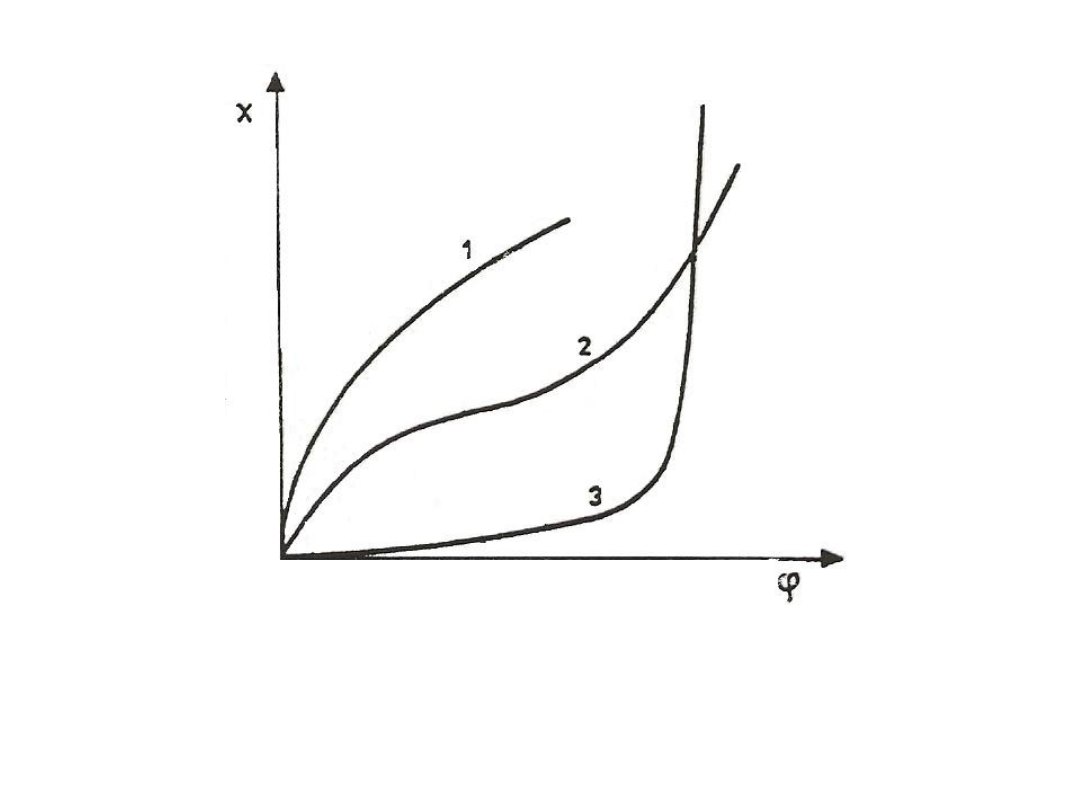
5
Rys. 3. Klasyfikacja izoterm sorpcji Heissa i Eichnera:
1 – materiał silnie higroskopijny; 2 – umiarkowanie higroskopijny; 3 –
niehigroskopijny
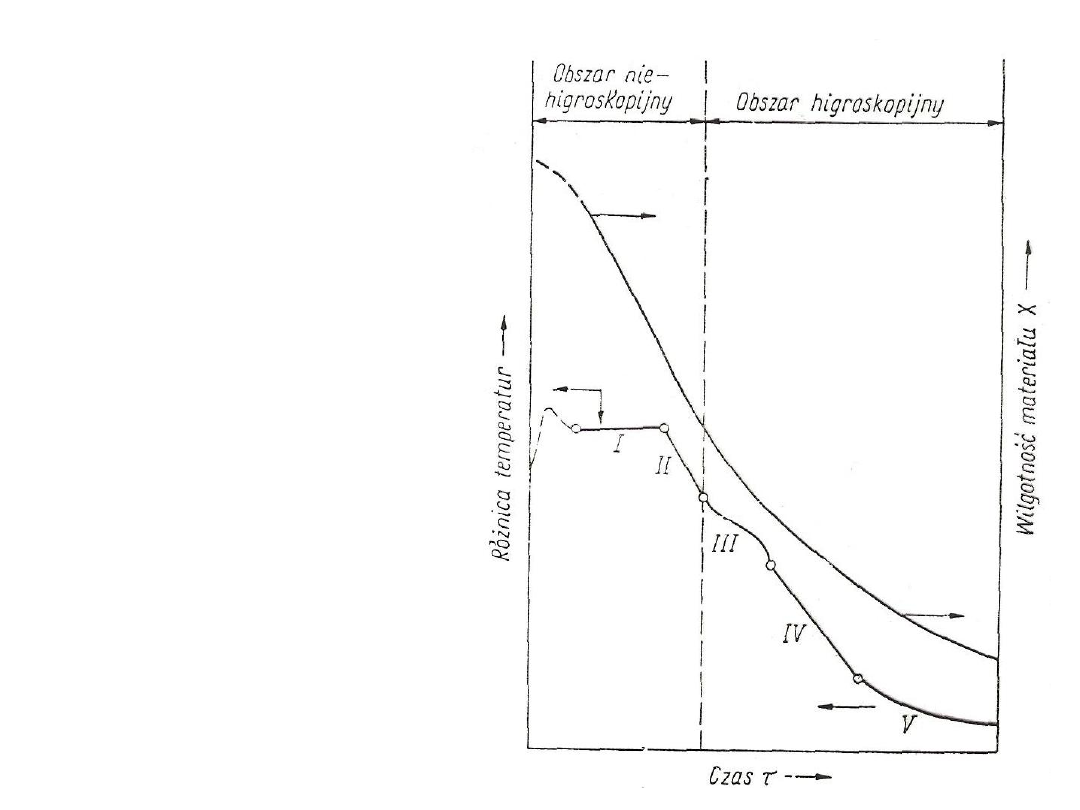
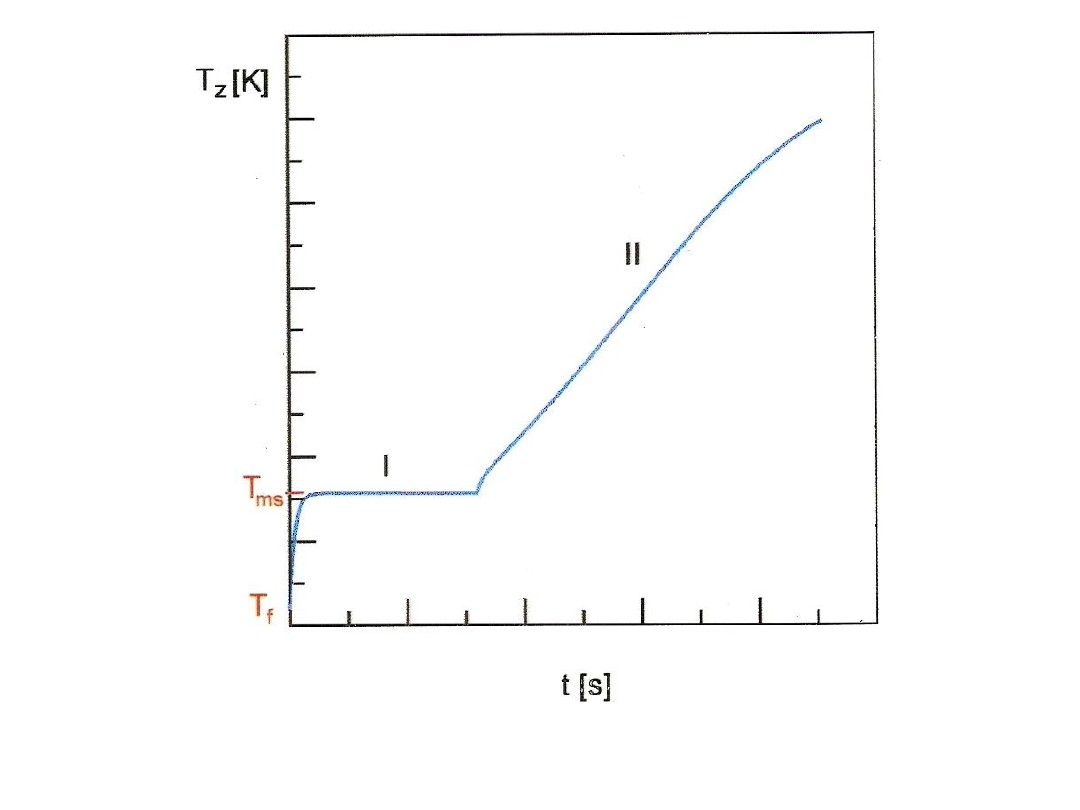
6
Rys. 4. Termogram procesu
suszenia:
I – wilgoć niezwiązana;
II – wilgoć w porach;
III – wilgoć kapilarna;
IV – wilgoć zaadsorbowana w
postaci warstw
polimolekularnych,
V – wilgoć zaadsorbowana w
postaci warstwy
monomolekularnej
7
Tab. 1. Rodzaje wilgoci z materiałem

8
Termodynamika gazu
wilgotnego
Układ:
(A) para cieczy – (B) gaz
(A) para wodna – (B) powietrze
Podstawowe parametry powietrza wilgotnego:
- wilgotność bezwzględna [masowa] (wilgotność absolutna, zawartość
wilgoci):
Y = m
A
/ m
B
[kg
pary wodnej
/ kg
suchego powietrza
]
- wilgotność bezwzględna objętościowa
A
= m
A
/ V
[kg
pary wodnej
/ m
3
wilg. pow.
]
- prężność cząstkowa p
A
:
p
A
V = n
A
RT
p
B
V = n
B
RT
P = p
A
+ p
B
n = m / M

9
Y = (M
A
/ M
B
) [p
A
/ (P – p
A
)]
gdzie: M
A
- masa cząsteczkowa pary wodnej = 18 kg/kmol
M
B
- zastępcza masa cząsteczkowa suchego powietrza = 29
kg/kmol
(M
A
/ M
B
) = 18/29 = 0,622
Y = 0,622 [p
A
/ (P – p
A
)]
p
A
= f(Y)
przy P = const
p
A
/ p
B
= n
A
/ n
B
- wilgotność bezwzględna molowa
Y
m
= p
A
/ p
B
= p
A
/ (P – p
A
)
Y = Y
m
(M
A
/ M
B
)
Y
n
= 0,622 [p
An
/ (P – p
An
)]
Y
mn
= p
An
/ (P – p
An
)

10
- wilgotność względna
= (
A
/
A
max
)
T
= (p
A
/ p
A
max
)
T, P
A
= (p
A
M
A
) / (RT)
A
max
= (p
A max
M
A
) / (RT)
gdy:
p
An
≤ P
to
p
A
max
= p
An
i
= (p
A
/ p
An
)
T
p
An
> P
to
p
A
max
= P
i
= (p
A
/ P)
T
p
A
= p
An
Y = 0,622 [ p
An
/ (P – p
An
)]
` = 100
- nasycenie procentowe
= (Y / Y
n
) 100

11
- objętość wilgotna:
= 22,42[(1/M
B
) + (Y/M
A
)] [(273 + t)/273] = 22,42[(1/29) + (Y/18)]
[T/273]
[]= [m
3
/kg
such pow
]
n
= 22,42[(1/29) + (Y
n
/18)] [T/273]
V = m
B
= (1 + Y) /
= [p
A
M
A
) / (RT)] + [p
B
M
B
) / (RT)] = (
A
)
T, pA
+ (
B
)
T, pB
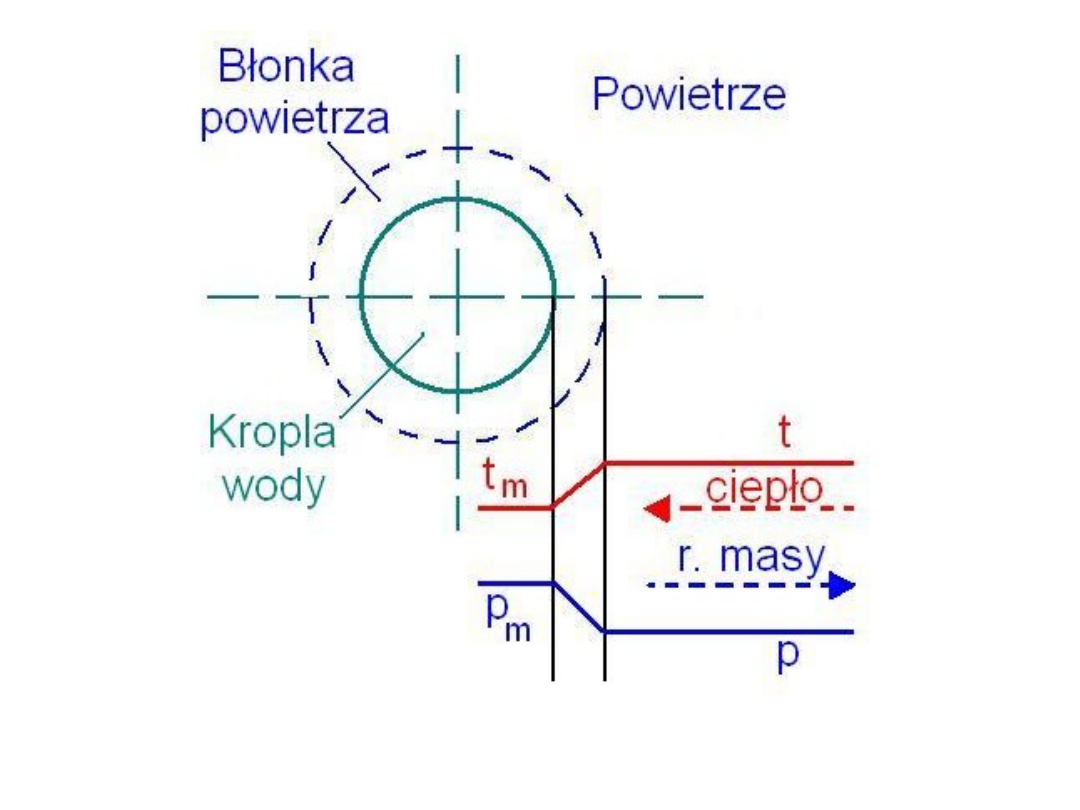
- temperatura suchego termometru t
- temperatura punktu rosy t
r
- temperatura wilgotnego (mokrego) termometru t
m
q = r
m
W
q = (t – t
m
) A
W = k
Y
(Y
m
– Y) A
q = W r
m
= k
Y
(Y
m
– Y) A r
m
t – t
m
= [r
m
(Y
m
– Y)] / ( / k
Y
)

12
c
H
= / k
Y
[(Y
m
– Y) / (t – t
m
)] = ( / k
Y
) (1 / r
m
) ≈ c
H
/ r
m
[(Y
m
– Y) / (t – t
m
)] = - { Le
-2/3
[(M
A
/ M
B
) / ((M
A
/ M
B
)+ Y)] (1 + Y
m
)} (r
m
/ c
H
)
Liczba Lewisa Le = Sc / Pr
(Y
m
– Y) / (t – t
m
) = - ( / k
Y
) (1 / r
m
) = - Le
2/3
(c
H
/ r
m
)
- temperatura adiabatycznego nasycenia t
an
(Y
2
– Y
1
) / (t
1
– t
an
) = c
H1
/ r
2
- entalpia gazu (powietrza) wilgotnego i
i = i
B
+ Y i
A
i
B
= c
B
t
i
A
= c
A
t + r
0
i = c
B
t + (c
A
t +r
0
)Y
i = (c
B
+ c
A
Y)t + r
0
Y
c
A
- średnie ciepło właściwe pary wodnej = 1,88 kJ/kgK
c
B
- średnie ciepło właściwe suchego powietrza = 1,01 kJ/kgK
r
0
- ciepło parowania wody w temperaturze 0 ºC = 2501 kJ/kg
13
Rys. 12. A [m
2
]; W [kg/s], t
m
, r
m

14
c
H
= c
B
+ c
A
Y
i = c
H
t + r
0
Y
- powietrze nasycone
i
n
= c
B
t
n
+ (c
A
t
n
+ r
0
) Y
n
- entalpia zamglonego powietrza
i
m
= c
w
t = 4,19 t
i
n
= i
B
+ i
A
Y
1
+ (Y – Y
n
)i
m
i
l
= -334,1 + 2,09 t
ciepło krzepnięcia wody = 334,1 kJ/kg
ciepło właściwe lodu = 2,09 kJ/kgK

15
Wykres gazu wilgotnego
Y = 0,622 [( p
An
) / (P - p
An
)]
i = c
B
t + (c
A
t + r
0
)
Y
i = (c
B
+ c
A
Y)t + r
0
Y
(di / dY)
T
= c
A
t + r
0
(di / dY)
T
= r
0
(di / dY) = 4,19 t dla wody
(di / dY) = -334,1 + 2,09 t dla lodu
P2
=
p1
(p
2
/ p
1
)
16
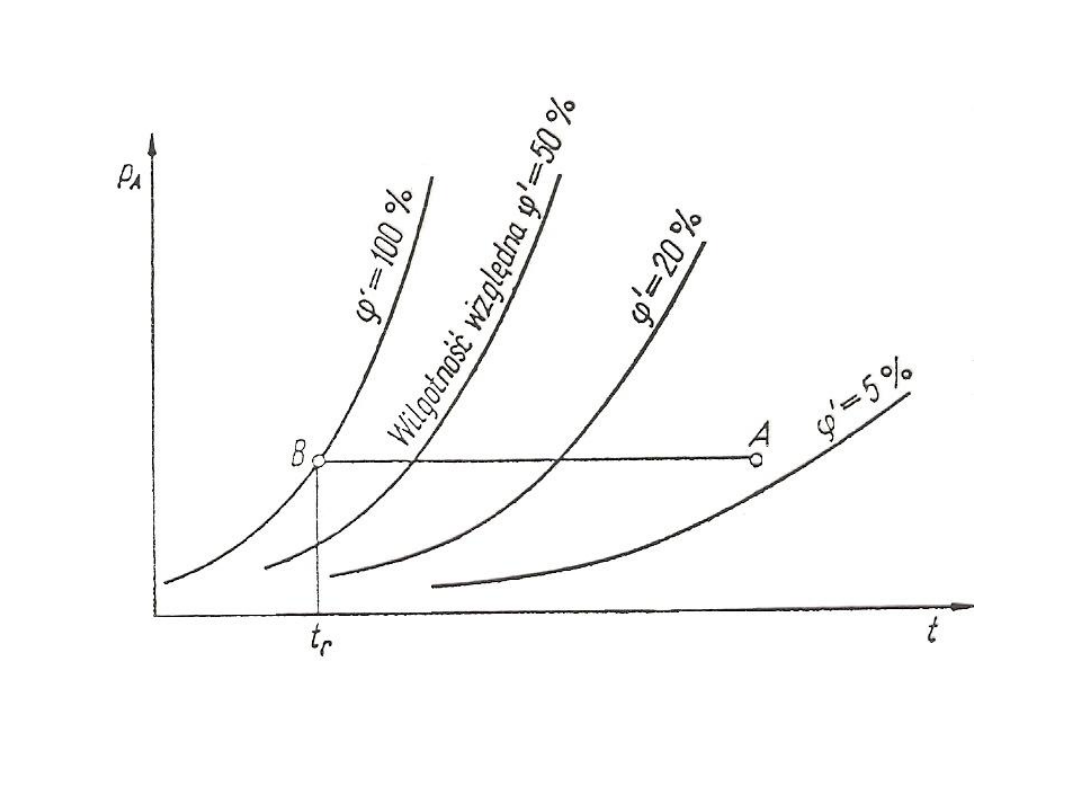
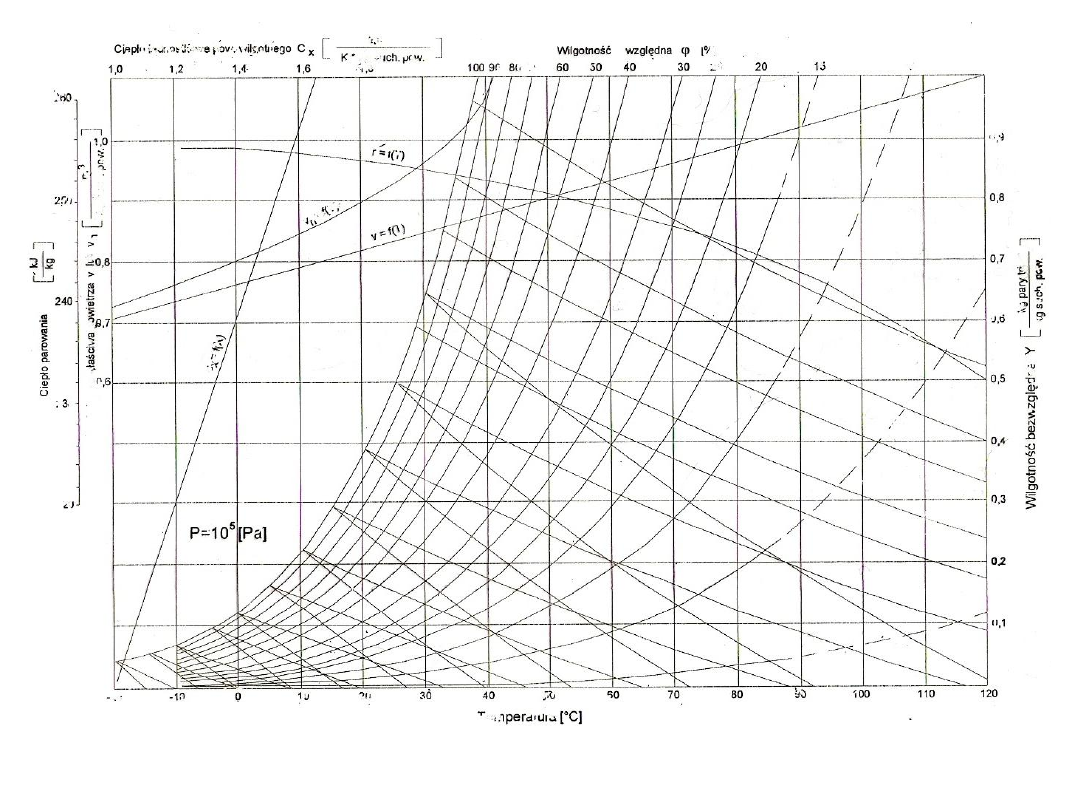
Rys. 13. Zależność prężności cząstkowej p pary wodnej od temperatury t
i wilgotności względnej powietrza `
17
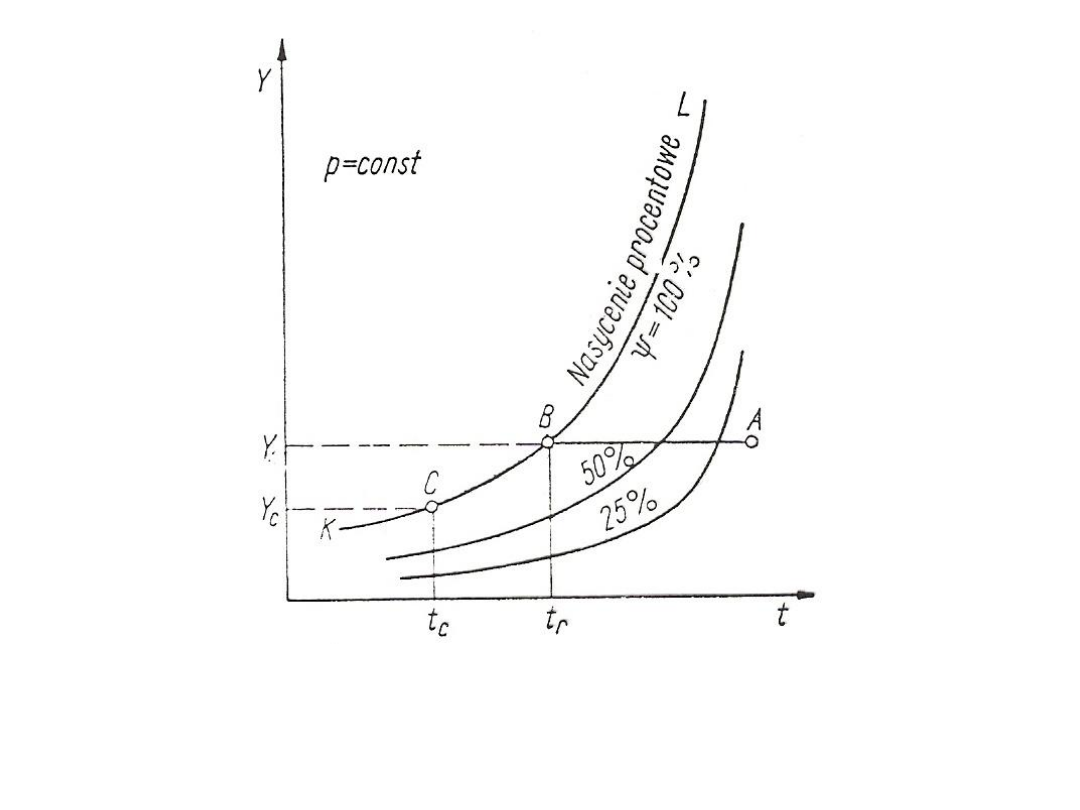
Rys. 14. Zależność wilgotności bezwzględnej Y od temperatury t
i nasycenia procentowego
18
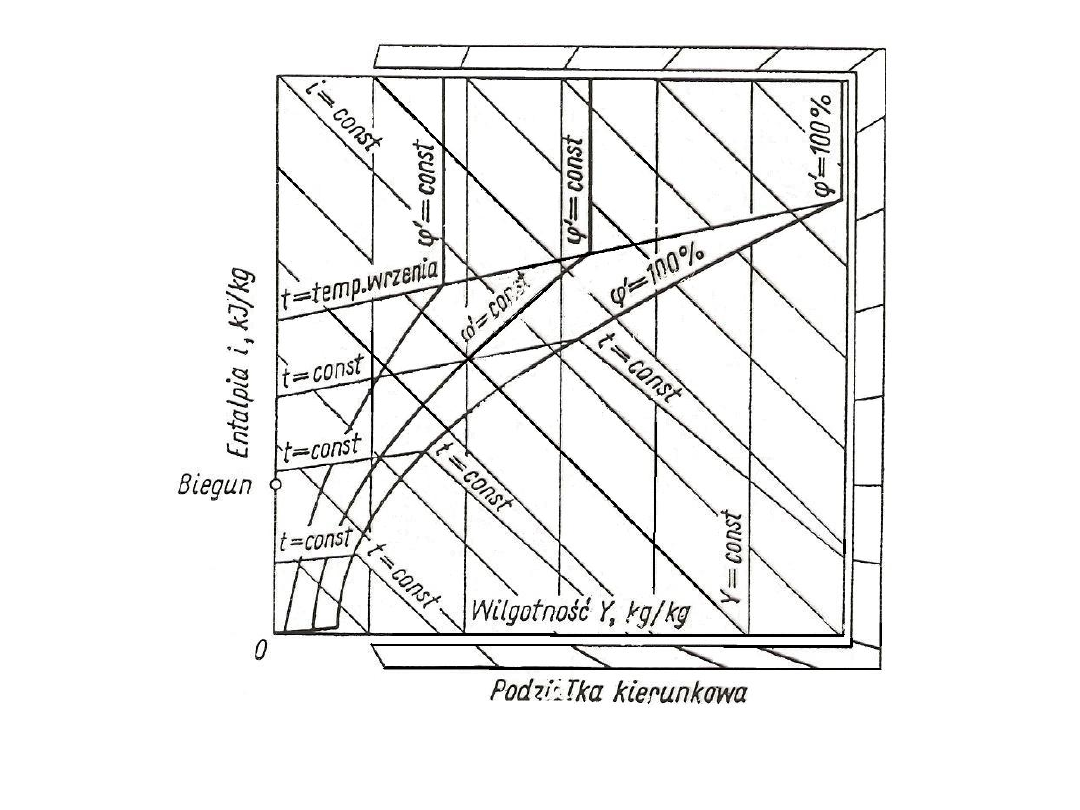
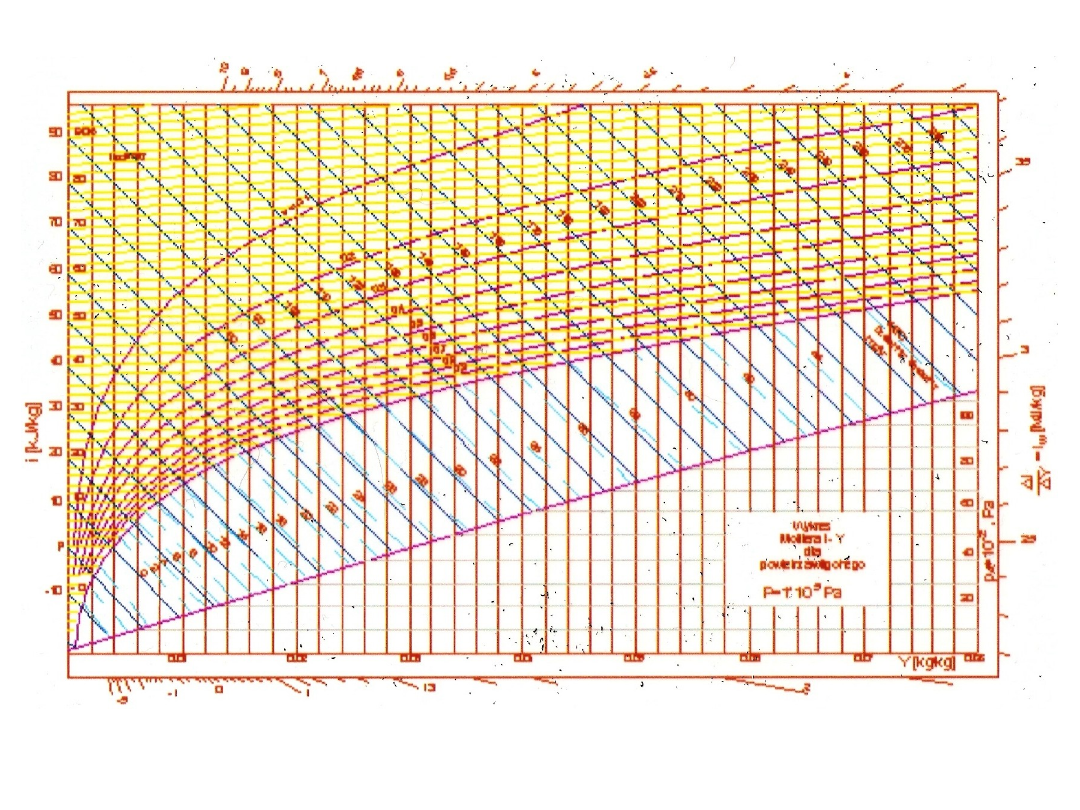
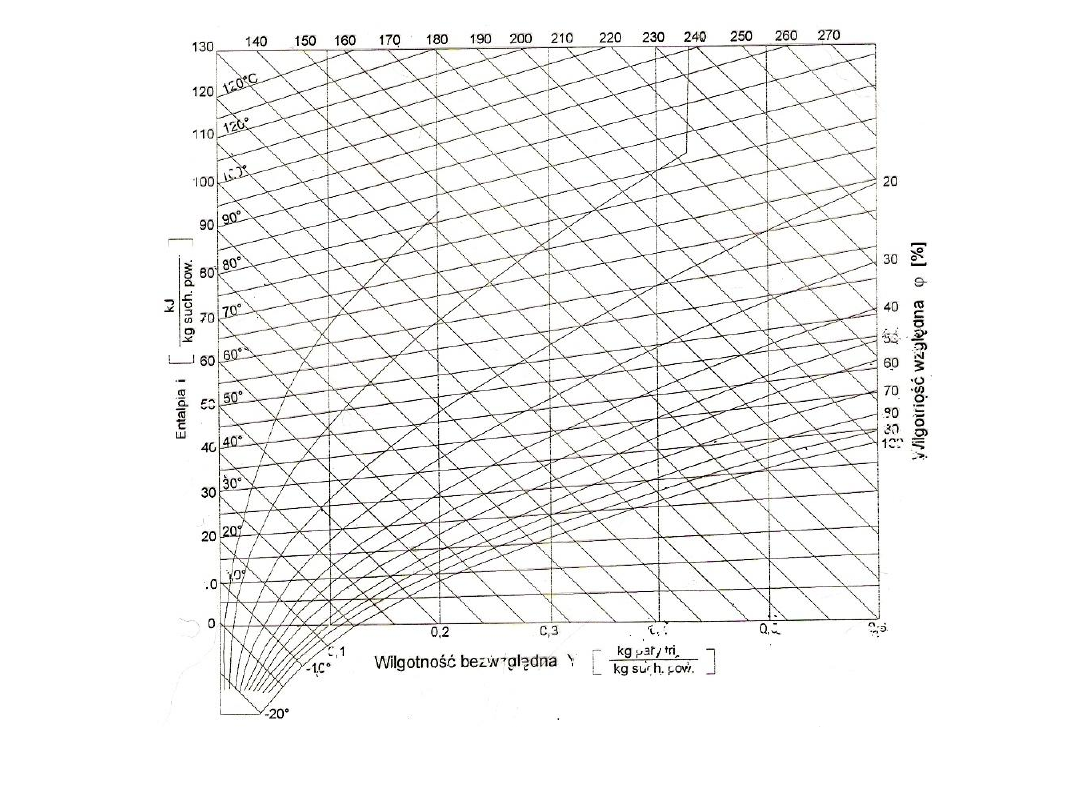
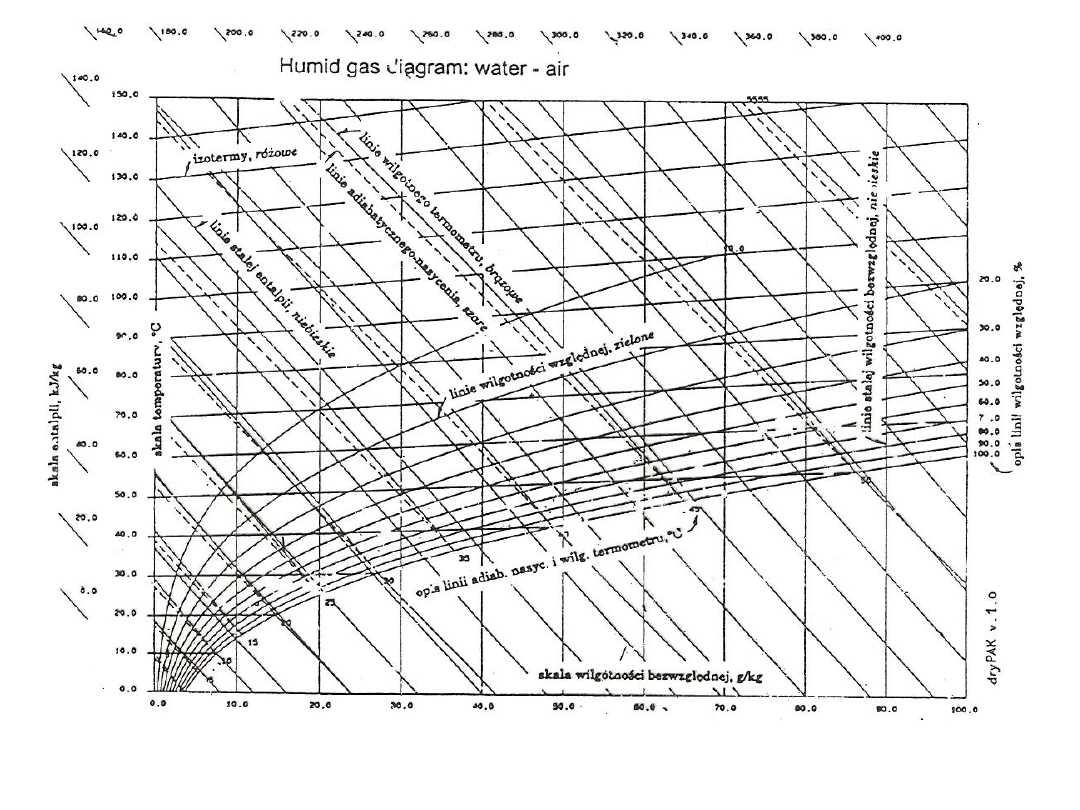
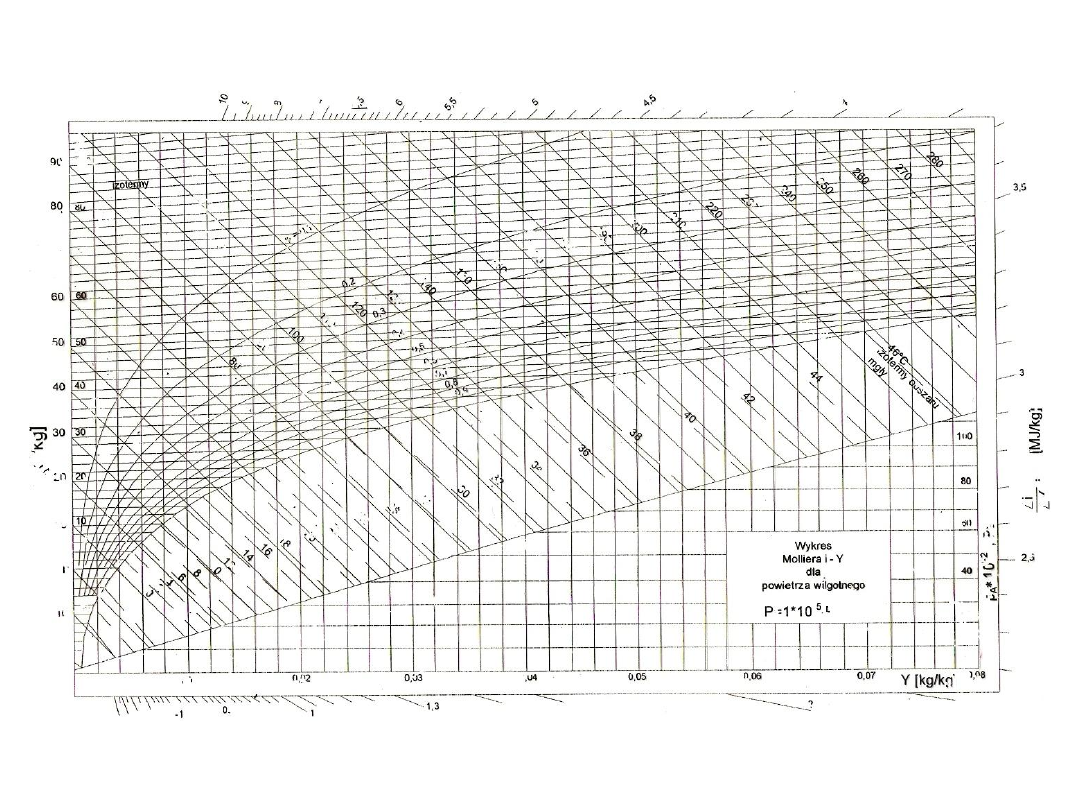
Rys. 15. Wykres Molliera – Ramzina w zakresie temperatur wyższych od 0 ºC
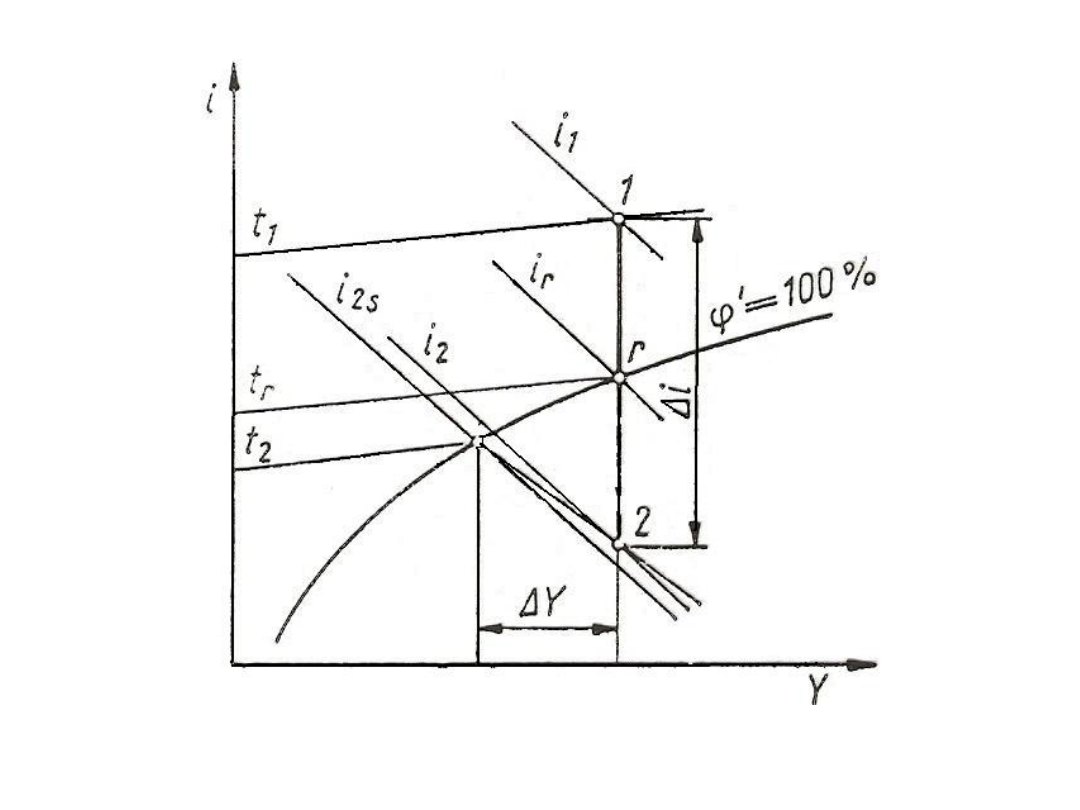
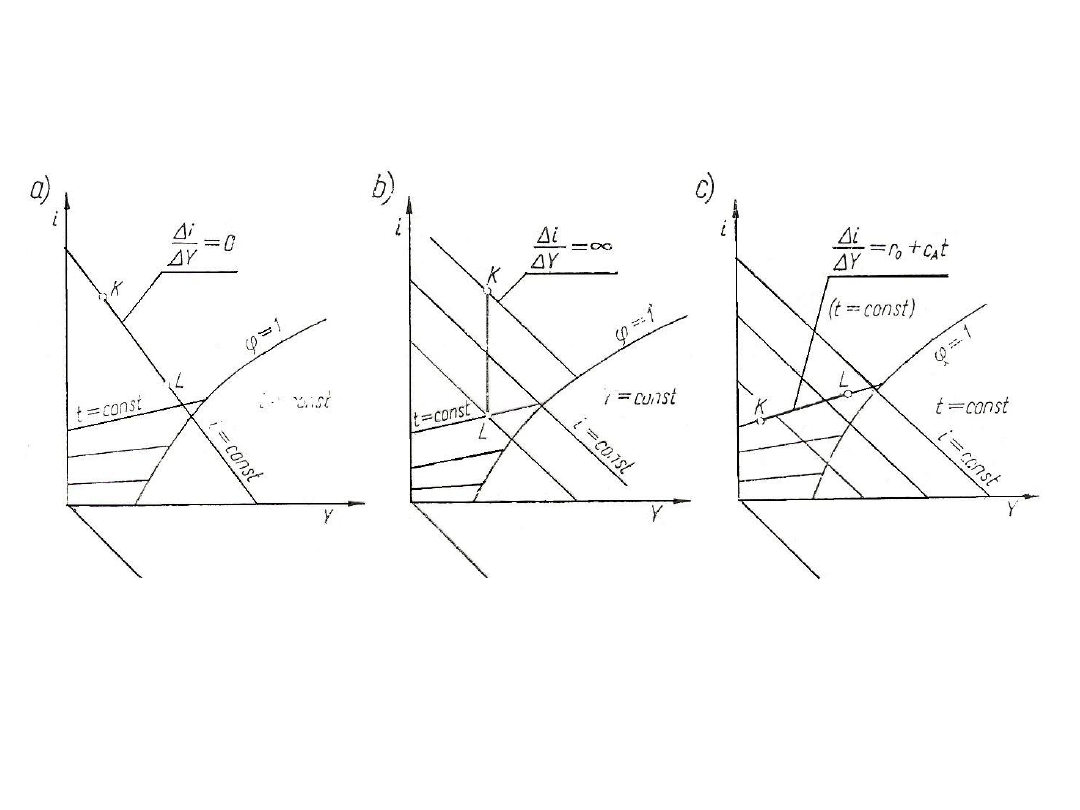
19
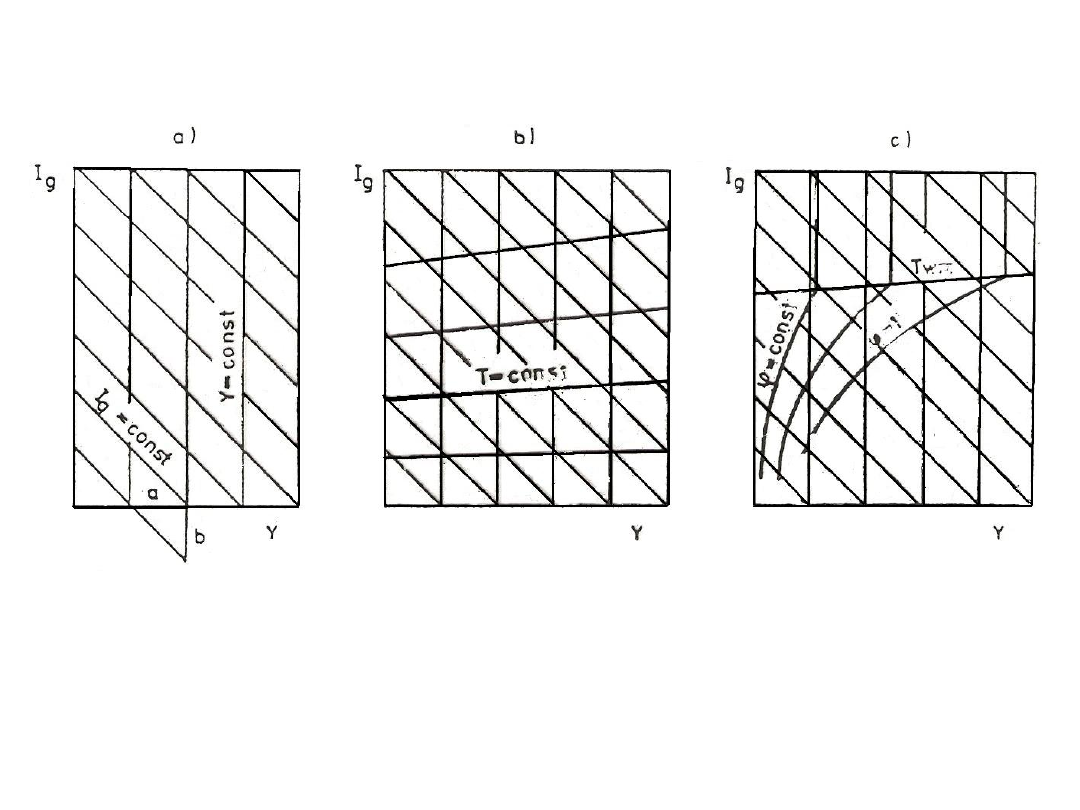
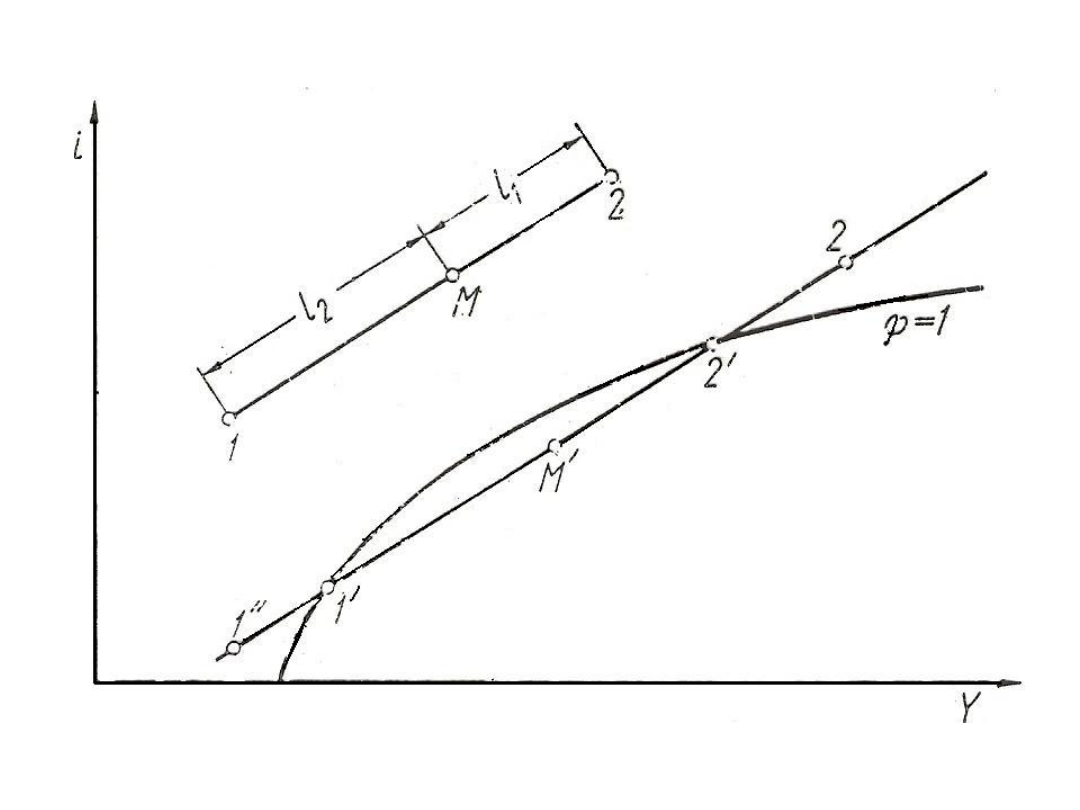
Rys. 16. Konstrukcja wykresu Molliera – Ramzina
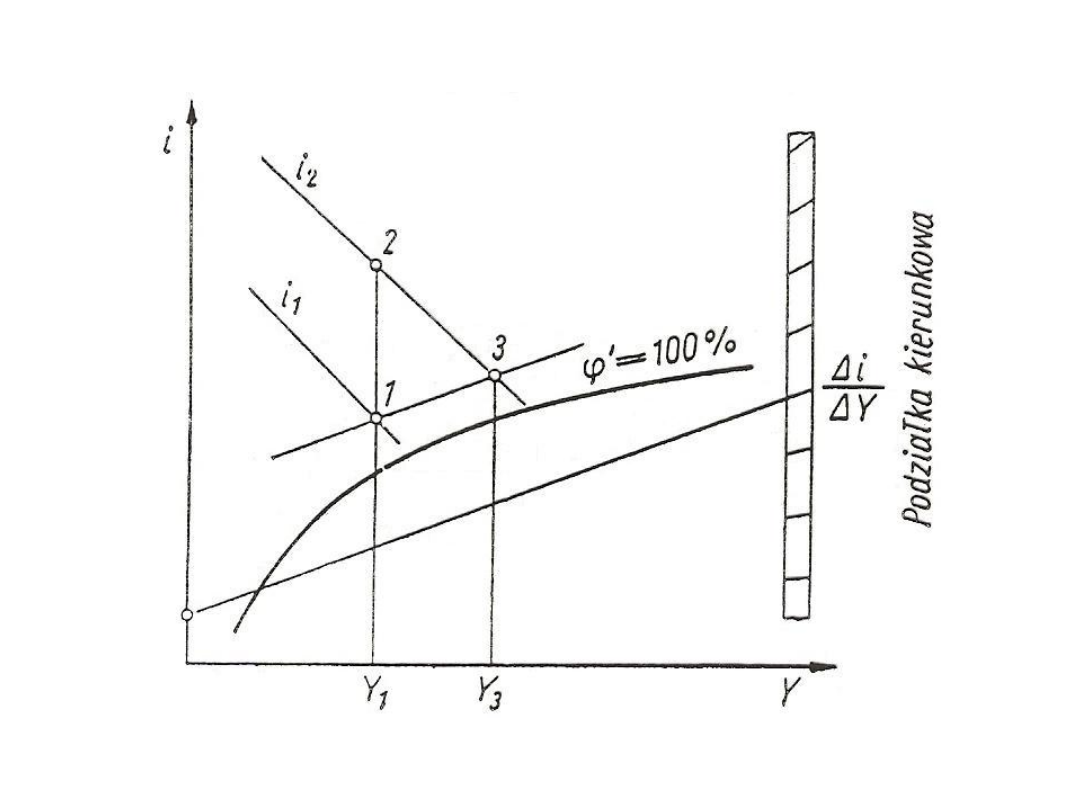
20
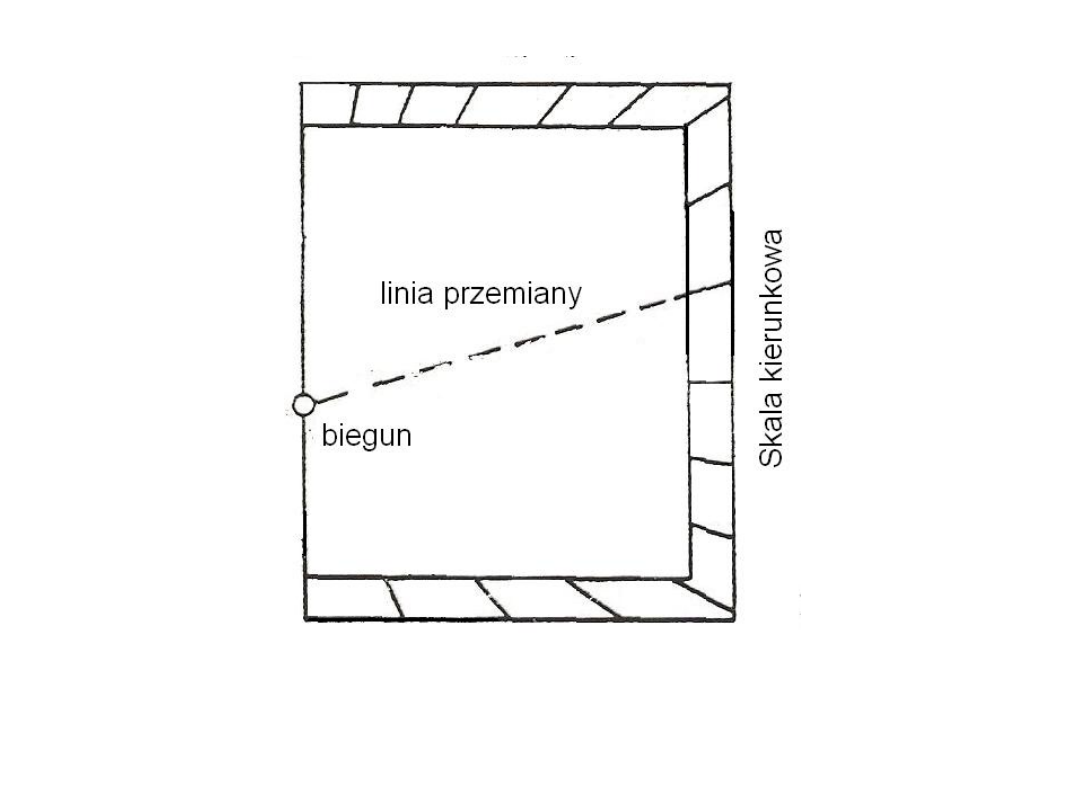
Rys. 17. Podziałka kierunkowa wykresu I
g
- Y
21
Rys. 18. Mieszanie gazu wilgotnego z cieczą lub parą
22
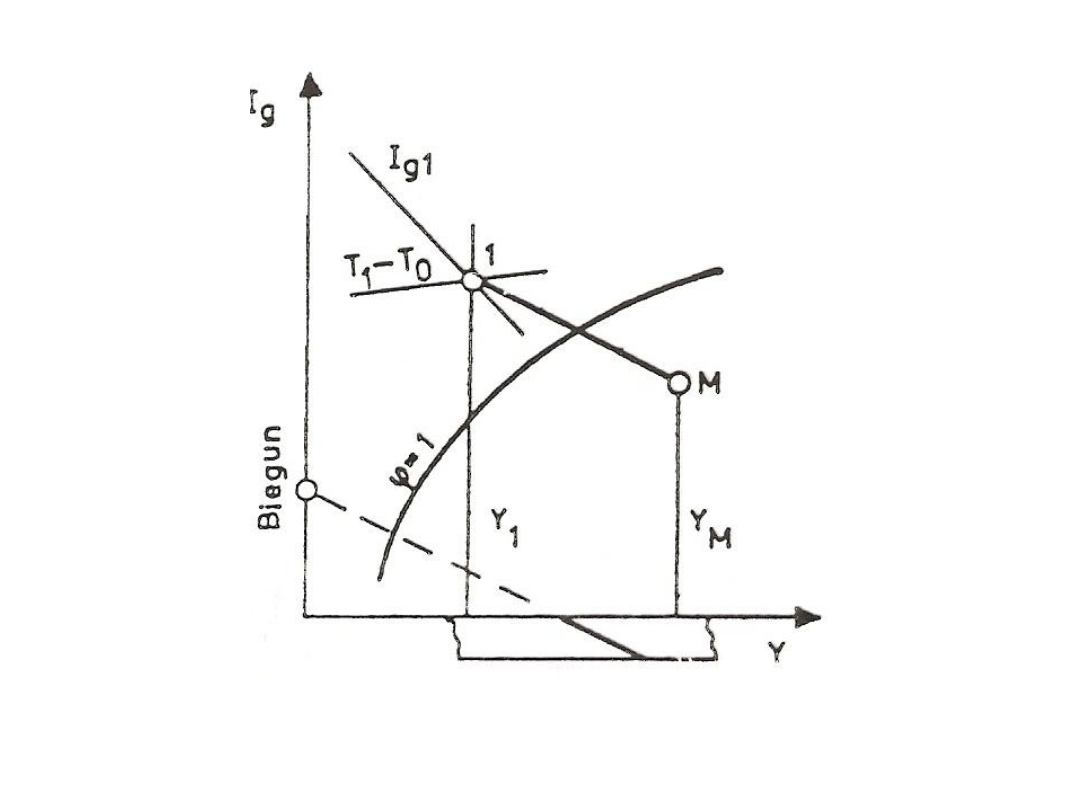
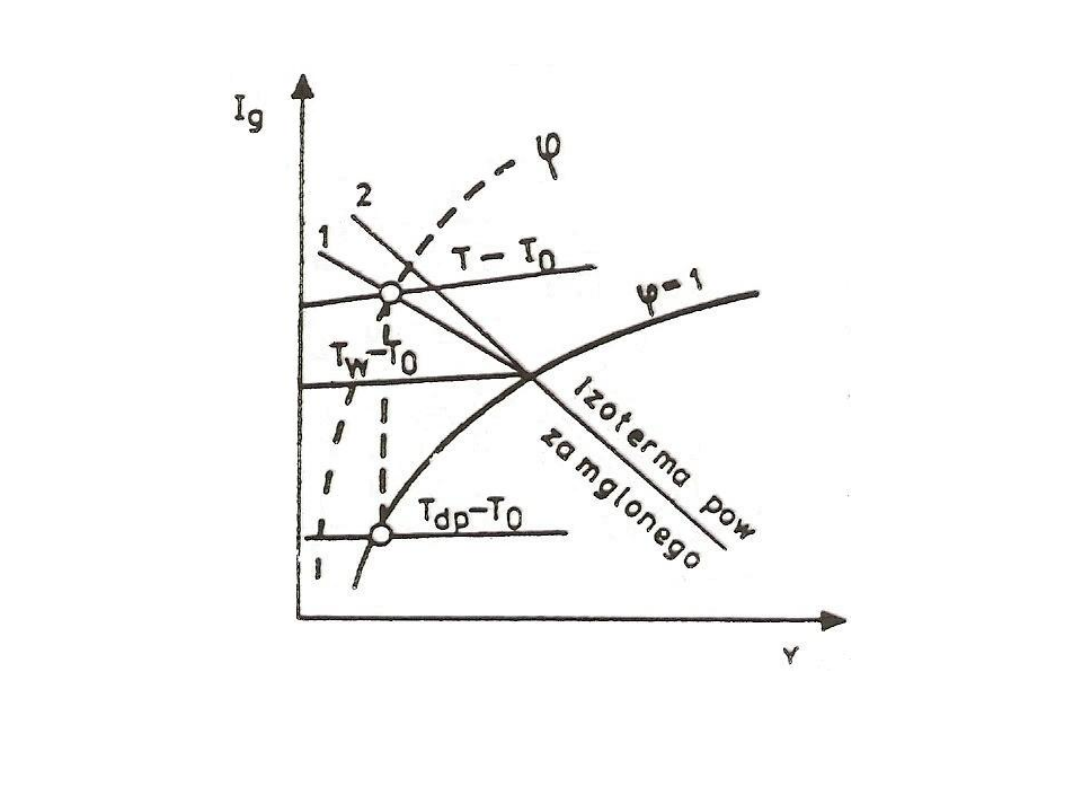
Rys. 19. Wyznaczanie wilgotności gazu za pomocą wykresu Ig – Y
1 – linia termometru wilgotnego; 2 – linia adiabatycznego nasycenia
23
Rys. 20.
24
Rys. 21.
25
Rys. 22. Wykres i = f( ) dla układu powietrze – para trójch____cetylenu
26
Rys. 23.
27
Rys. 24.

28
Mieszanie strumieni gazu
Strumień gazu
G
S1
+ G
S2
= G
SM
Strumień wilgoci
G
S1
Y
1
+ G
S2
Y
2
= G
SM
Y
M
Strumień energii
G
S1
i
1
+ G
S2
i
2
= G
SM
i
M
G
S1
/ G
S2
= (Y
2
- Y
M
) / (Y
M
- Y
1
) = (i
2
- i
M
) / (i
M
- i
1
)
G
S1
Y
1
+ W = G
S1
Y
M
G
S1
i
1
+ W i
L
= G
S1
i
M
(i
M
- i
1
) / (Y
M
- Y
1
) = i / Y= i
L
29
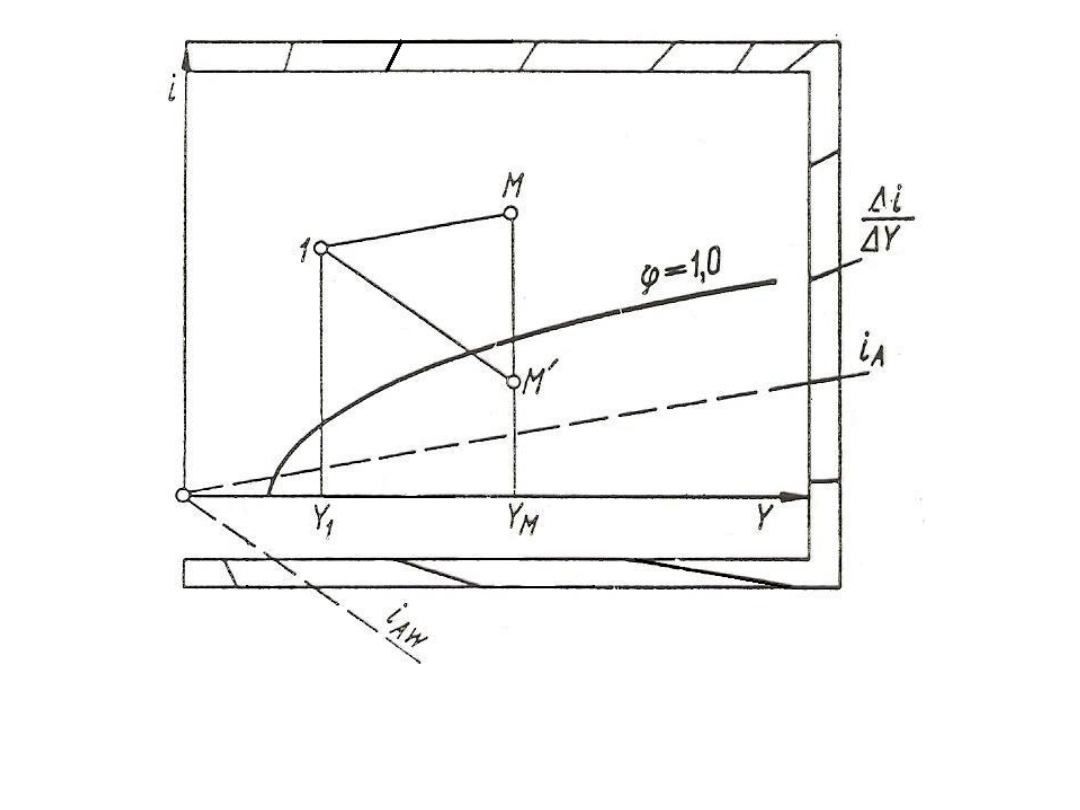
Rys. 25. Korzystanie ze skali kierunkowej na wykresie i – Y na przykładzie
dodawania do powietrza wody o entalpii i
AW
oraz pary wodnej o entalpii i
A
30
Rys. 26. Mieszanie strumieni powietrza na wykresie i – Y
31
Rys. 27. Chłodzenie wilgotnego powietrza
32
Rys. 28. Nawilżanie powietrza przez dodanie pary przypadki szczególne
33
Rys. 29. 2 -3 mieszanie gazu z cieczą lub parą cieczy (dla uproszczenia
przyjmuje się, że ciecz posiada temp 0 ºC suszenie jest izentalpowe
1 – 3 nawilżanie gazu [jest ona (prosta) równoległa do prostej łączącej
biegun ze skalą kierunkową]
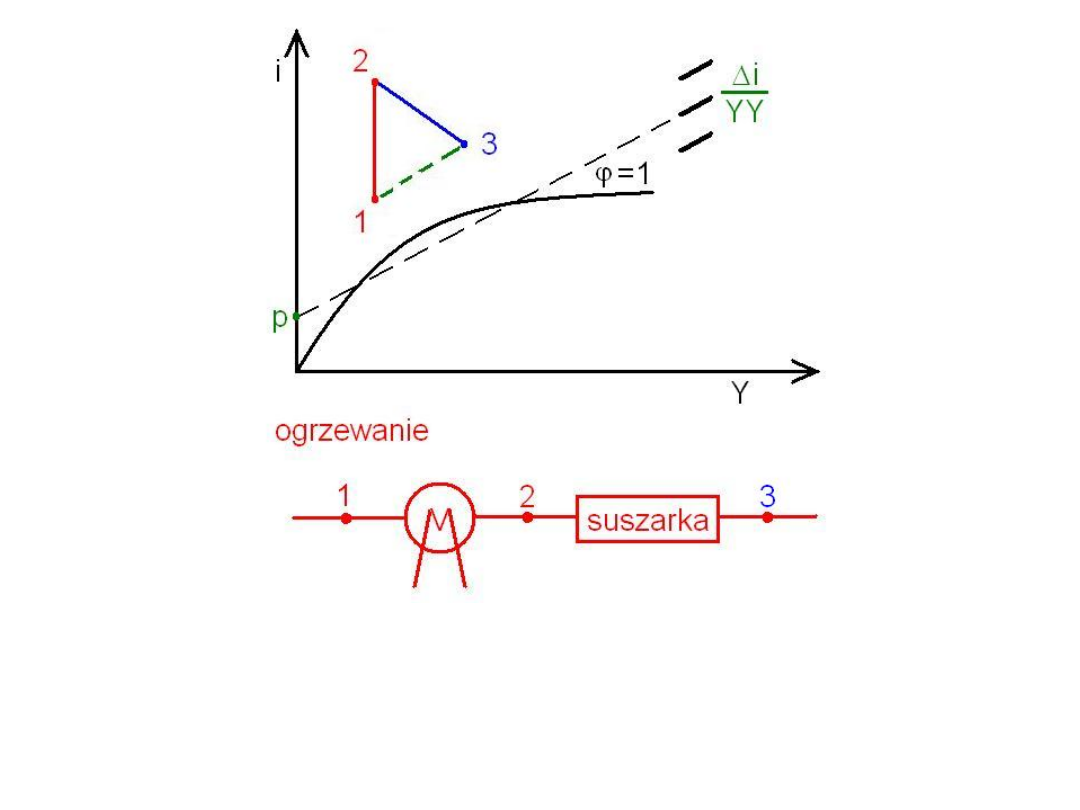
34
Rys. 30. Suszenie na wykresie i - Y
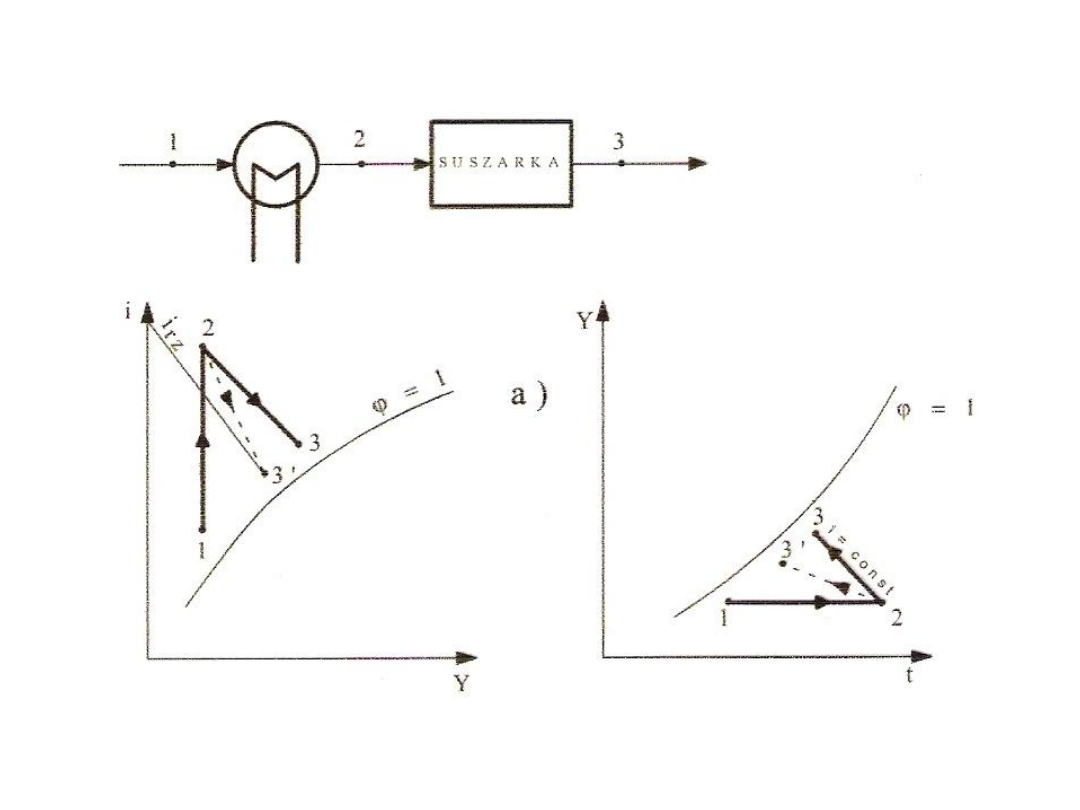
35
Rys. 31. Schemat instalacji suszarniczej - jednostopniowej
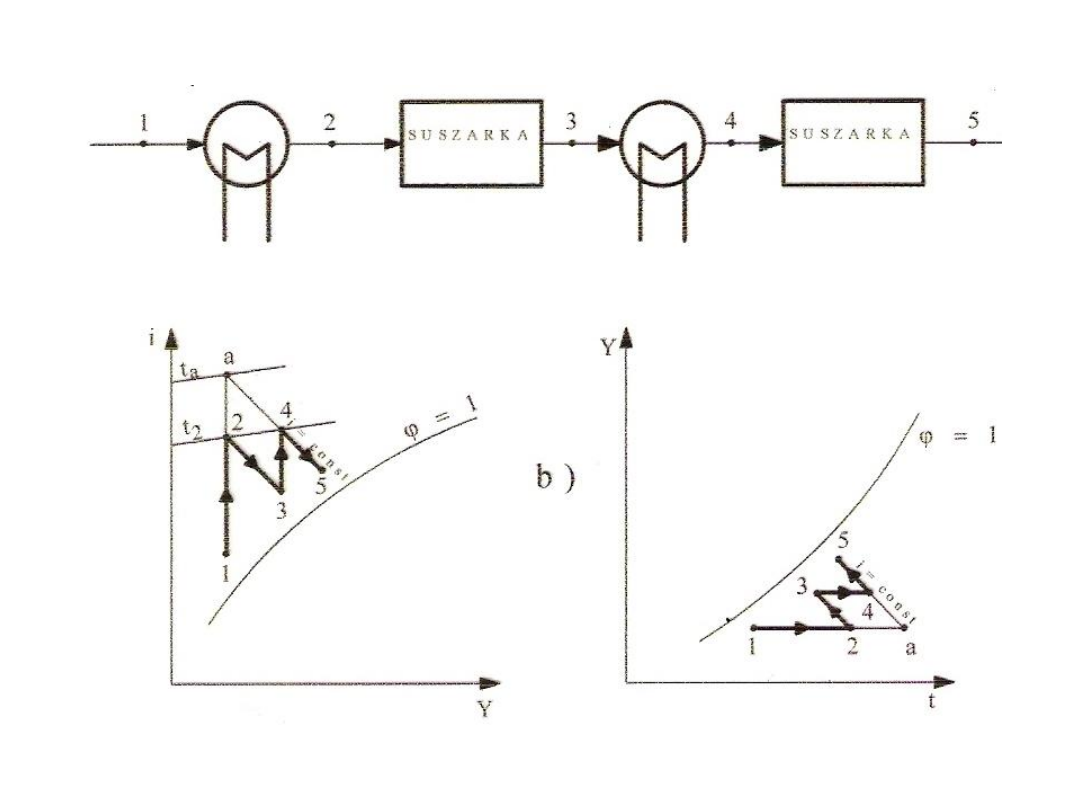
36
Rys. 32. Schemat instalacji suszarniczej - wielostopniowej
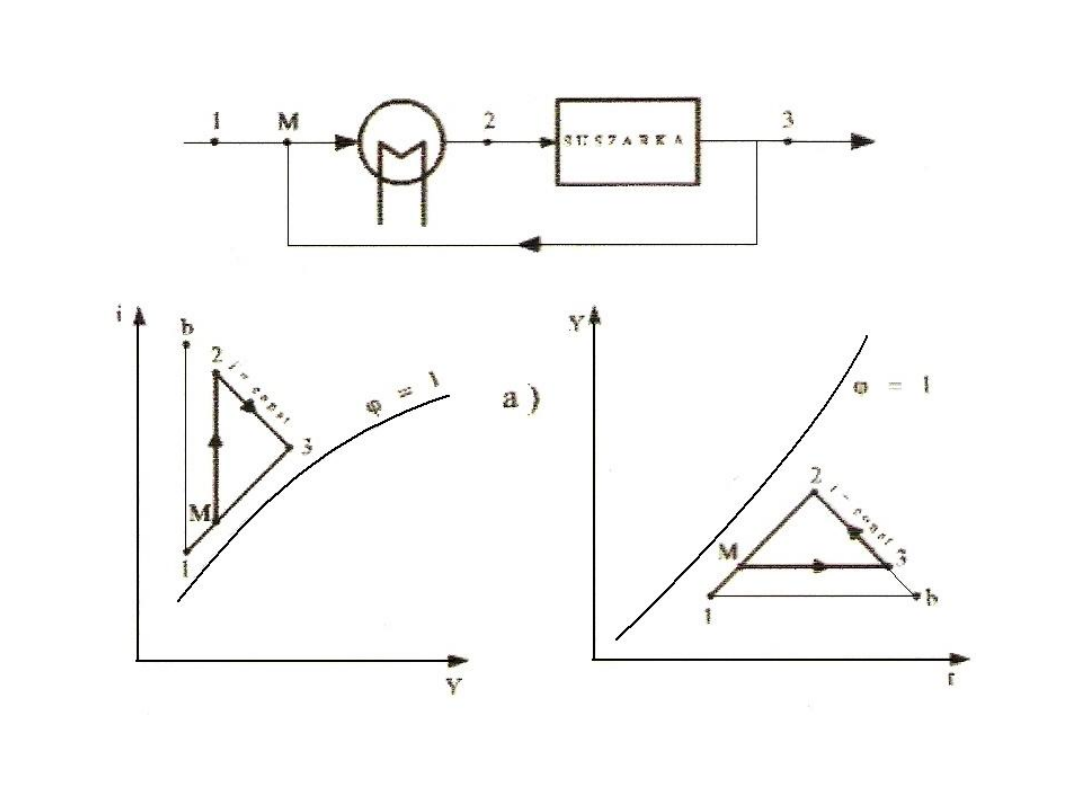
37
Rys. 33. Schemat instalacji suszarniczej – z recyrkulacją
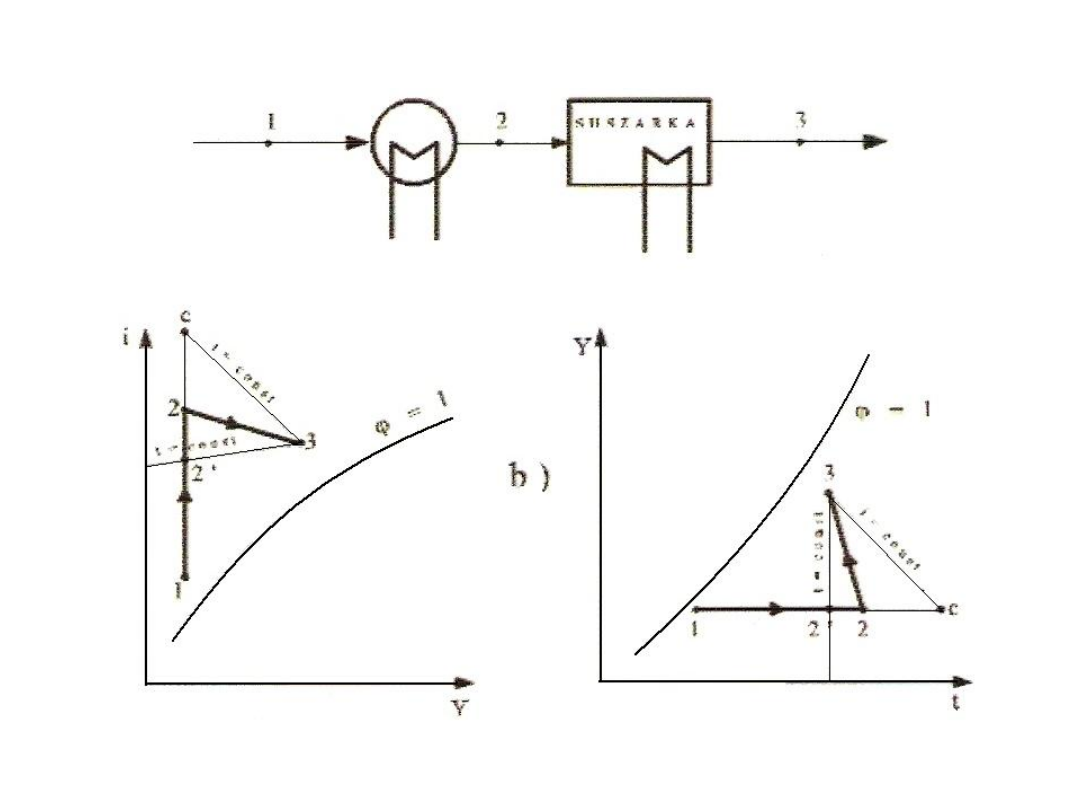
38
Rys. 34. Schemat instalacji suszarniczej – z podgrzewaczem

39
Charakterystyka materiału
wilgotnego
- wilgotność materiału u oznacza ilość kilogramów wilgotności W
przypadającej na jeden kilogram materiału wilgotnego S`:
u = W / S`
[kg
wilgoci
/ kg
ciała wilgotnego
]
- zawartość wilgoci z (wilgotność właściwa, wilgotność bezwzględna
materiału wilgotnego) wyraża ilość kilogramów wilgoci W przypadającej
na jeden kilogram materiału suchego S:
z = W / S
[kg
wilgoci
/ kg
ciała suchego
]
Wzajemne relacje między wielkościami u i z ujmują następujące
zależności:
u = W / S` = W / (S + W) = (W / S) / [1 + (W / S)] = z / (1 + z)
z = u / (1 – u)
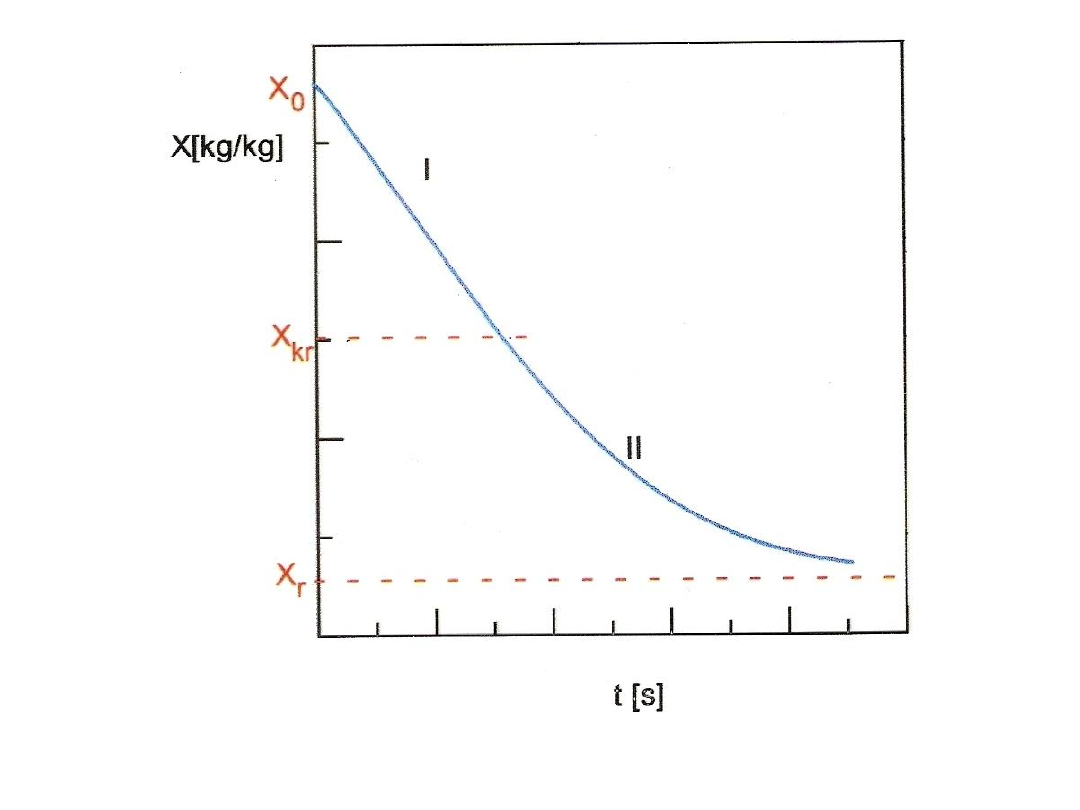
- zawartość wilgoci równowagowa
- zawartość wilgoci krytyczna
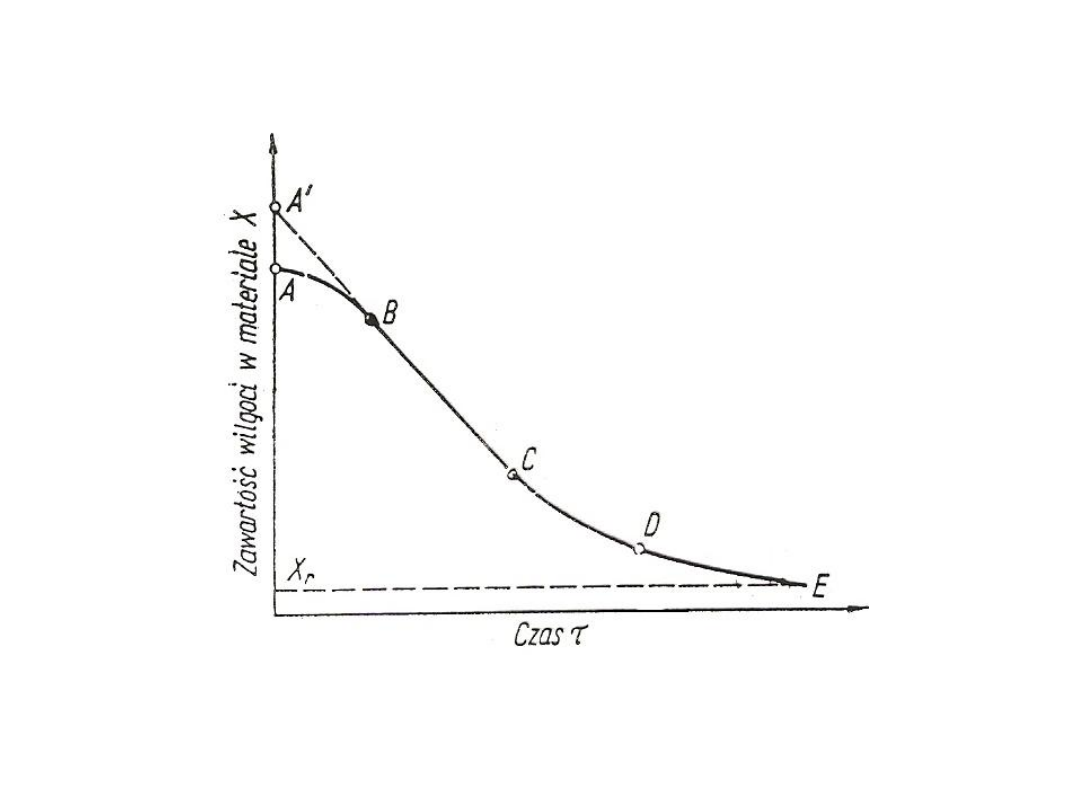
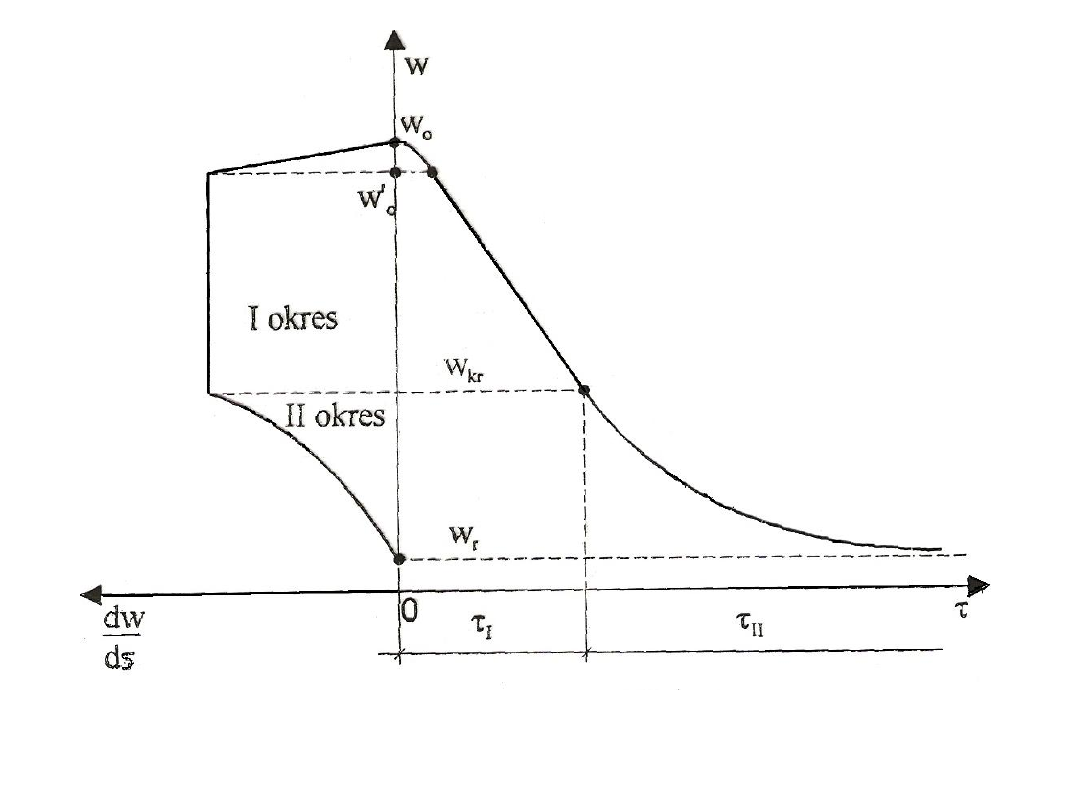
40
Rys. 35. Krzywa suszenia dla warunków ustalonych
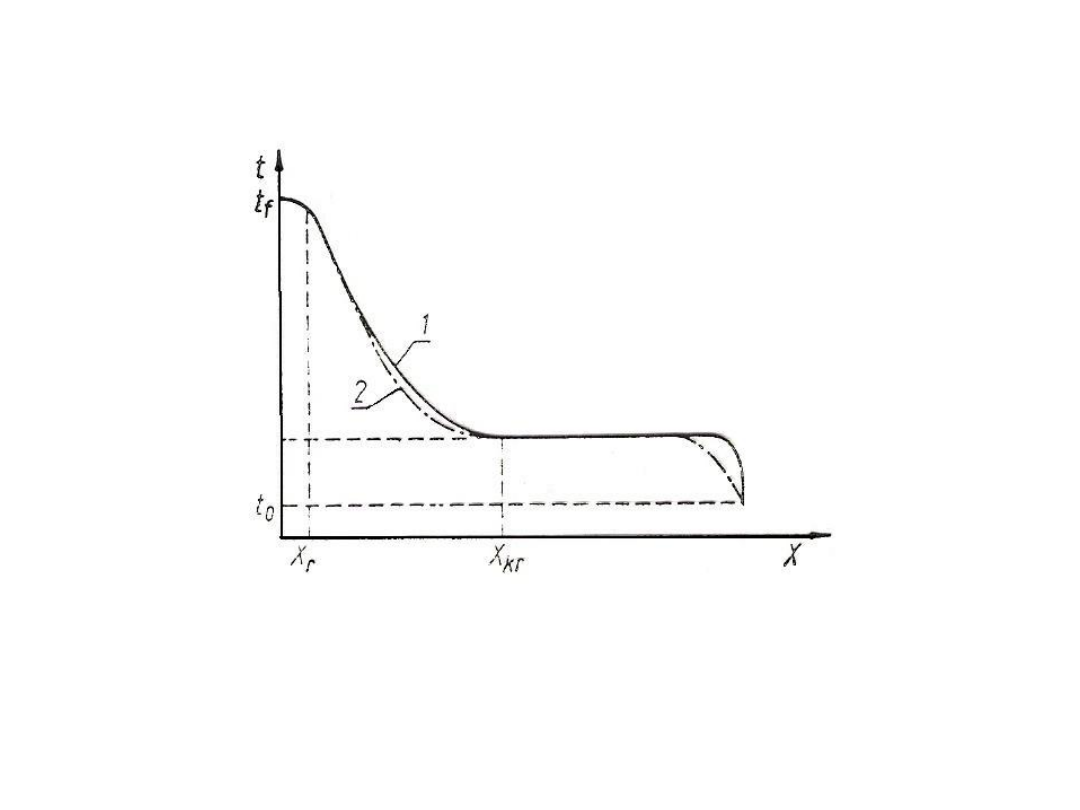
41
Rys. 36. Krzywe temperaturowe materiałów wilgotnych na powierzchni i w
środku materiału: 1 – temperatura powierzchni materiału [ºC]; 2 -
temperatura w środku materiału [ºC]; t
0
- temperatura początkowa [ºC]; t
t
-
temperatura otoczenia [ºC]
42
Rys. 37.
43
Rys. 38.
44
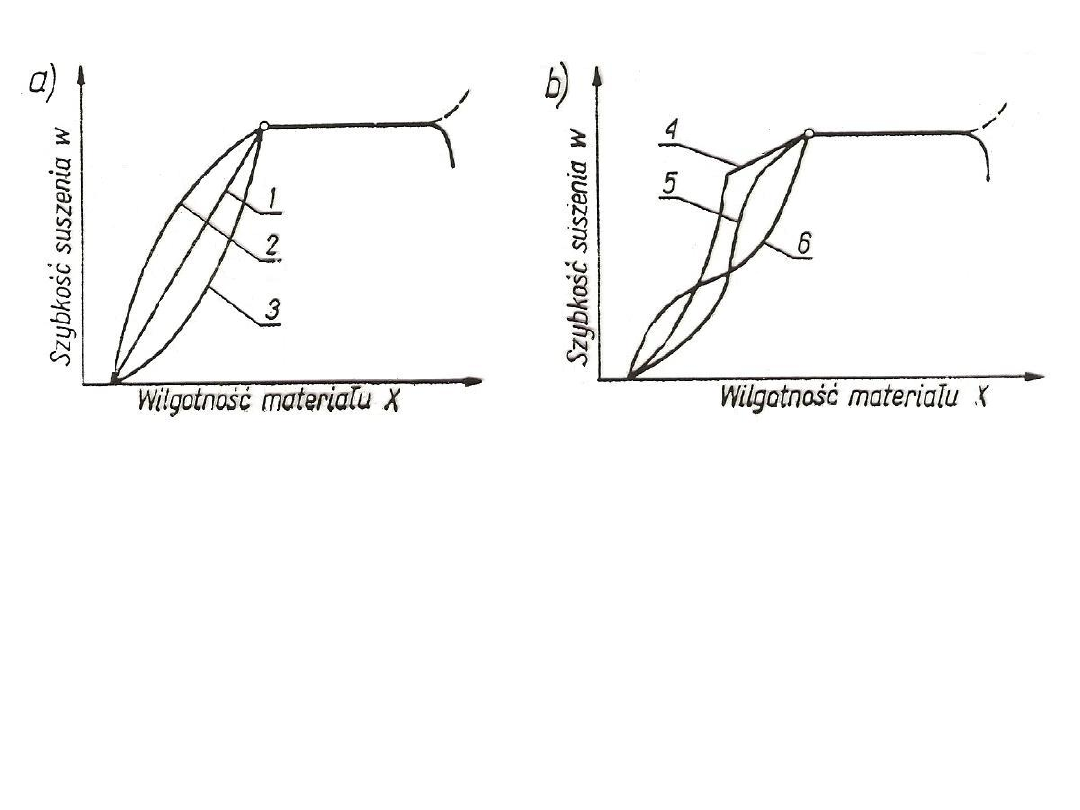
Rys. 39. Krzywe szybkości suszenia:
ciała kapilarno-porowate o dużej powierzchni właściwej odparowania: 1 -
papier, cienki karton; 2 - tkaniny, cienka skóra;
ciała kapilarno-porowate o małej powierzchni właściwej odparowania: 3 i 4 –
wyroby ceramiczne; 4 – piasek, glina;
ciała koloidalne: 2 – krochmal; układy złożone,
ciała kapilarno-porowate-koloidalne: 4, 5 i 6 – zboże, chleb, torf
45
Rys. 40. Schemat zależności szybkości i czasu suszenia w I i II okresie
suszenia od zawartości wilgoci w ciele stałym
46
Bilans masowy suszarki
teoretycznej
Bilans masowy (wilgoci) suszenia doprowadza do zależności:
W = S`
p
[(u
p
– u
k
) / (1 – u
k
)] = S`
k
[(u
p
– u
k
) / (1 – u
p
)]
W = S`
p
- S`
k
W = S (z
p
– z
k
)
gdzie: indeks p – stan początkowy (wlot), k – stan końcowy (wylot)
S – masa lub masowe natężenie przepływu absolutnie suchego
materiału
[kg lub kg/s]
W - masa lub masowe natężenie przepływu wilgoci usuniętej w
trakcie
suszenia [kg lub kg/s]
S`
p
i S`
k
- masa lub masowe natężenie przepływu odpowiednio
surowca
wilgotnego wprowadzonego i
wyprowadzonego z suszarni
[kg lub kg/s]

47
Wskaźniki
Zużycie powietrza (w przeliczeniu na suche) do odparowania
kilograma wilgoci:
= G
S
/ W
Ogólne zużycie powietrza suchego niezbędnego do
odparowania wilgoci:
G
S
= W / (Y
2
– Y
1
)
G
S
– masa lub masowe natężenie przepływu powietrza suchego [kg
lub kg/s]

48
Bilans cieplny suszarki
teoretycznej
Dla suszarki teoretycznej, dla której Q
str
= 0, Q
dod
= 0, (
2
–
1
) =
0, zużycie ciepła w podgrzewaczu wyraża równanie:
Q = G
S
(i
2
– i
1
)
Dla suszarki rzeczywistej obowiązuje wyrażenie:
Q = G
S
(i
2
– i
0
) + S`
k
c
k
(
2
–
1
) + S`
tr
c
tr
(
2
–
1
) + Q
str
- Q
dod
– W c
w
1
gdzie: i
2
- entalpia powietrza na wylocie z suszarki [kJ/kg
suchego powietrza
];
i
0
- początkowa entalpia powietrza [kJ/kg
suchego powietrza
];
S`
k
- masa materiału wysuszonego, lub natężenie masowe
przepływu
[kg lub kg/s];
S`
tr
- masa urządzeń transportowych [kg/s];
c
w
, c
k
, c
tr
– odpowiednio ciepło właściwe wilgoci, materiału
wysuszonego
i urządzeń transportujących [kJ/kg·K];
Q
str
– straty ciepła do otoczenia [kJ lub kW];
Q
dod
– ilość ciepła doprowadzona dodatkowo do suszarki [kJ lub
kW];
1
– początkowa temperatura materiału [ºC];
2
– końcowa temperatura materiału [ºC].

49
Zużycie ciepła przypadające na 1 kg odparowanej wilgoci (tzw.
właściwe zużycie ciepła) dla suszarki teoretycznej oblicza się w oparciu o
równanie:
= Q / W = (G
S
/ W) (i
2
– i
0
)
zaś dla suszarki rzeczywistej z wyrażenia:
= Q / W = (G
S
/ W) (i
2
– i
0
) + [S`
k
c
w
(
2
–
1
)] / W + [S`
tr
c
tr
(
2
–
1
)] /
W +
+ (Q
str
/ W) – (Q
dod
/ W) – W c
w
1
) / W
lub
= (G
S
/ W) (i
2
– i
0
) + q
m
+ q
tr
+ q
str
- q
dod
-
1
c
w
Przy analizie procesu suszenia duże znaczenie ma wyrażenie
oznaczone symbolem :
=
1
c
w
+ q
dod
– (q
m
+ q
tr
+ q
str
)
Z czego wynika zależność między a :
= (G
S
/ W) (i
2
– i
0
) -
Uwzględniając, że Y
0
= Y
1
, można otrzymać wyrażenie:
= (i
2
– i
1
) / (Y
2
– Y
1
)
Dla > 0 entalpia powietrza wylotowego jest większa od entalpii
powietrza za podgrzewaczem zewnętrznym (i
2
> i
1
).
Dla < 0 zachodzi (i
2
< i
1
).
Jeżeli = 0 to (i
2
= i
1
). Oznacza to, że proces suszenia odbywa
się przy stałej entalpii powietrza.

50
Podstawy kinetyki suszenia
Kinetyka suszenia zajmuje się określeniem zmian wilgotności
materiału w czasie. Szybkość suszenia w
D
wyraża ilość wilgoci W
usuwanej w jednostce czasu z jednostki powierzchni suszonej A
[kg/m
2
·s]:
w
D
= dW / (A d) = - (S dz) / (A d)
Niekiedy szybkość suszenia wyraża zmianę zawartości wilgoci w czasie -
(dz/d).
Szybkość suszenia może być także wyrażona przez współczynnik
wnikania masy lub współczynnik wnikania ciepła w fazie gazowej:
w
D
= k
Y
(Y
m
– Y) = ( / r
m
) (t – t
m
)
gdzie: Y
m
, Y – odpowiednio wilgotność bezwzględna powietrza w
kontakcie z
powierzchnią siała stałego i w głębi fazy
gazowej;
T
m
, T – temperatura na powierzchni ciała stałego i w głębi fazy
gazowej;
– współczynnik wnikania ciepła;
k
Y
- współczynnik wnikania masy;
r
m
- ciepło parowania w temperaturze t
m
.

51
Czas suszenia przy stałych
parametrach powietrza
suszącego
Ze względu na odmienny charakter szybkości suszenia w różnych
okresach, czas suszenia oblicza się oddzielnie dla pierwszego i drugiego
okresu suszenia.
W pierwszym okresie suszenia (stałej szybkości suszenia) czas
suszenia można obliczyć z wyrażenia:
1
= [S / (A w
D1
)] (z
1
– z
kr
) = (z
1
– z
kr
) / [K
1
(z
kr
- z
r
)]
gdzie: w
D1
- szybkość suszenia w pierwszym okresie [kg/m
2
·s];
z
1
- początkowa zawartość wilgoci materiału suszonego;
z
kr
- krytyczna zawartość wilgoci (tj. zawartość wilgoci
charakterystyczna
dla przejścia z okresu stałej szybkości
suszenia do okresu
malejącej szybkości suszenia);
z
r
- równowagowa zawartość wilgoci (tj. zawartość wilgoci, która
znajduje
się w stanie równowagi z parą zawartą w
czynniku suszącym);
K
1
- stała suszenia [s
-1
]

52
W drugim okresie suszenia (malejącej szybkości suszenia) czas
suszenia obliczyć można z zależności:
2
= (S / A) ∫
2
zkr
dz / w
DII
gdzie: z
2
– końcowa zawartość wilgoci materiału suszonego.
W przypadku, gdy znana jest zależność w
DII
= f(z), jedną z
metod obliczenia całki w powyższym równaniu jest całkowanie graficzne.
przez sporządzenie pomocniczego wykresu w układzie współrzędnych [z,
1/w
DII
].
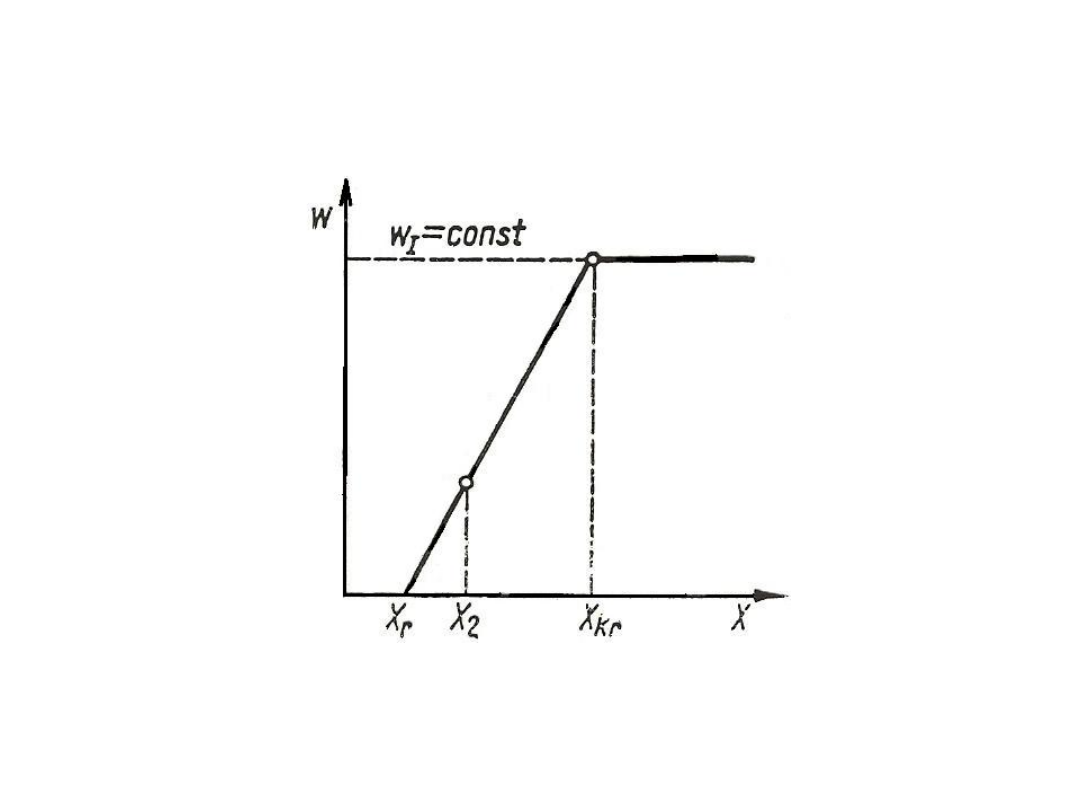
Krzywą szybkości suszenia w drugim okresie często przybliża się
linią prostą i wtedy:
w
DII
= [w
DI
/ (z
kr
– z
r
)] (z – z
r
)
Po podstawieniu i scałkowaniu:
2
= [S / (A w
DI
)] (z
kr
– z
r
) ln[(z
kr
– z
r
)/(z
2
– z
r
)] = 1/K
1
ln[(z
kr
– z
r
)/(z
2
– z
r
)]
Całkowity czas suszenia jest sumą czasu suszenia w pierwszym i
drugim okresie, co daje:
=
1
+
2
= 1/K
1
{[(z
1
– z
kr
)/(z
kr
– z
r
)] + ln[(z
kr
– z
r
)/(z
2
– z
r
)]}
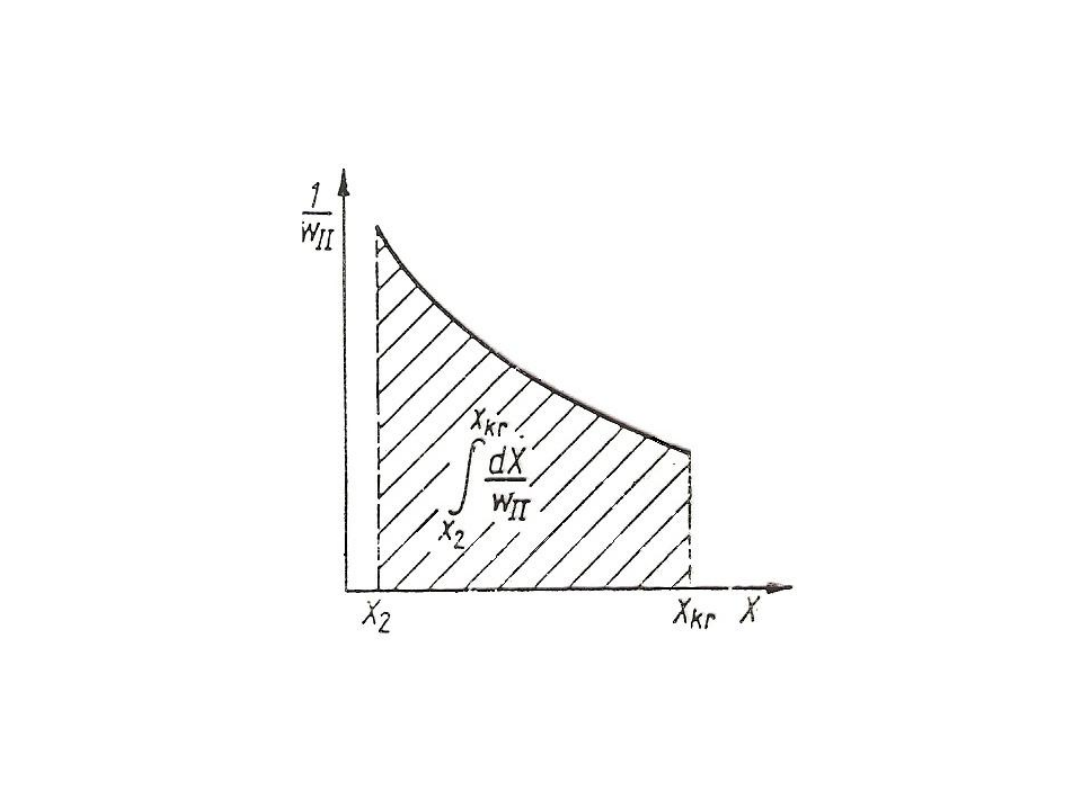
53
Rys. 41. Metoda graficzna obliczania czasu suszenia w drugim okresie
54
Rys. 42. Liniowy przebieg zależności w = f(X) dla drugiego okresu suszenia
55
Pytania na które musi odpowiedzieć projektujący instalację suszącą:
- Którą suszarkę wybrać?
- Jakiej wielkości?
- W co wyposażyć instalację?
Sposoby szukania odpowiedzi na powyższe pytania:
- Sięgnięcie do sprawdzonych rozwiązań.
- Budowa instalacji prototypowej.
- Współdziałanie w pracach wykonywanych w Centralnych Planach
Badawczo-Rozwojowych.
Podstawowym zagadnieniem przy doborze aparatury i technologii jest
ścisłe i wzajemne powiązanie technologii suszenia z konstrukcją
suszarki:
- Cel suszenia: uzyskanie produktu o określonych właściwościach.
- Często suszenie bywa łączone technologicznie z innymi operacjami
(aglomeracja, mieszanie kilku składników, apreturowanie, obróbka
termiczna).
- Wzajemne oddziaływanie różnych dziedzin techniki jest tak
intensywne, że w rezultacie za każdym razem dokonywania wyboru
instalacji należy poszukać rozwiązania optymalnego.
- Optymalną instalacją suszarniczą będzie taka instalacja, która
zapewnia uzyskanie produktu w określonej ilości i o wymaganych
właściwościach najmniejszym kosztem.
56
Przykład:
Suszenie krystalicznych surowców zawierających wodę, nie
stwarzających zagrożenia wybuchem:
- Suszarka musi być dostosowana do postaci surowca krystalicznego i
jego transportu w komorze suszenia (np. suszarka do tkanin nie będzie
odpowiednia w tym przypadku).
- Powinien zostać uwzględniony transport ciepła dostosowany do
konkretnych uwarunkowań.
- Dodatkowym utrudnieniem są zmiany własności transportowych
surowca (tj. sypkość, granulacja).
- Suszarki mogące znaleźć zastosowanie do tego procesu:
Konwekcyjne: - półkowe;
- tacowe;
- taśmowe;
- pneumatyczne;
- fluidyzacyjne;
- wibrofluidyzacyjne;

57
- fontannowe;
- wirowe;
- cyklonowe;
- bębnowe.
Kontaktowe:
- bębnowo-rurowe;
- obrotowe;
- mieszadłowe.
- O doborze suszarki decyduje koszt suszenia.
- Koszt suszenia kontaktowego jest wyższy niż suszenia konwekcyjnego.
- Wyższa intensywność suszenia zachodzi w warstwie zawieszonej niż w
warstwie nieruchomej.
- Wprowadźmy dodatkowy warunek unikania silnego tarcia kryształów o
ściany suszarki. Eliminuje to suszarki pneumatyczne, wirowe i
cyklonowe.
- W wyniku selekcji pozostały suszarki: bębnowe, wymagające więcej
stali do ich wykonania, często przegrywają w konkurencji, choć zużywają
mniej energii do przetłaczania powietrza.
- Mała masa suszarek wibrofluidyzacyjnych, także korzystnych pod
względem energii przetłaczania powietrza, powoduje, że mogą one mieć
największe szanse.
- Zazwyczaj jednak o przewadze instalacji nie decyduje suszarka, ale
system odzyskiwania ciepła oraz opinie o jej niezawodności i jakości.
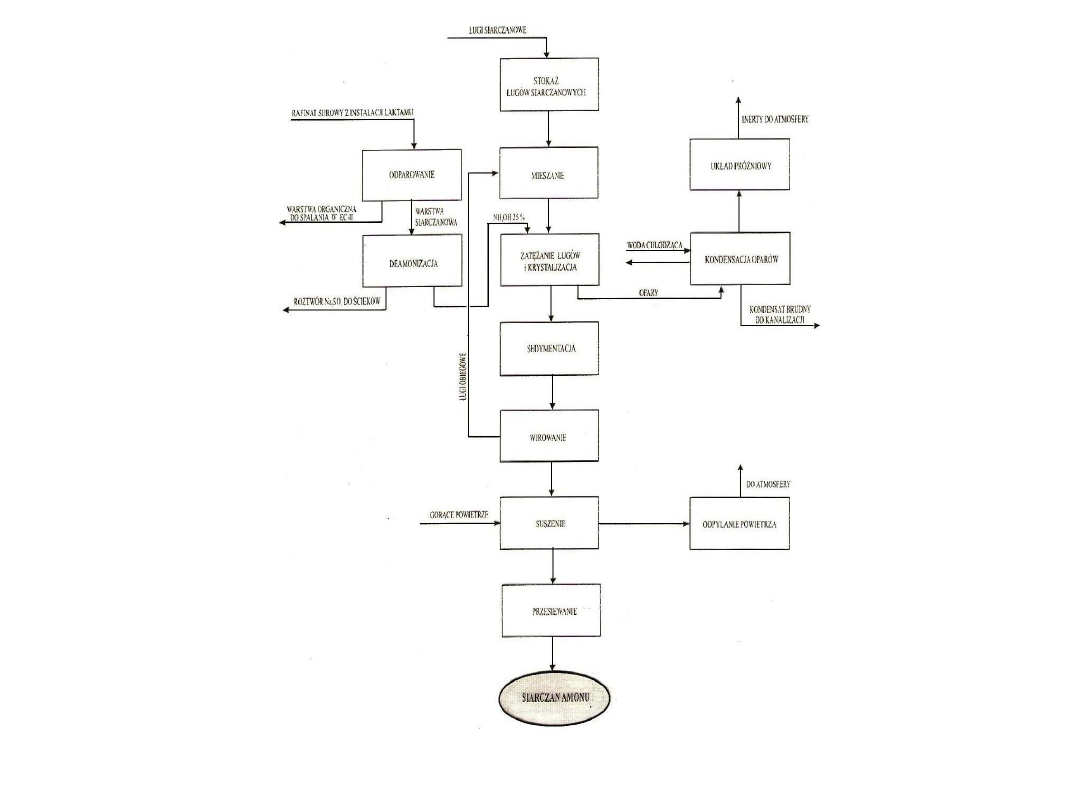
58
Rys. 43. Schemat ideowy procesu produkcji krystalicznego siarczanu amonu

59
Średni skład granulometryczny przedstawia się następująco:
ziarno >
3,15 mm
21 %
2,50 - 3,15 mm
15 %
1,00 - 2,50 mm
53 %
0,50 - 1,00 mm
8 %
poniżej 0,50 mm
3 %
Zgodnie z obowiązującą normą (PN – 85/C – 87002) produkt po
suszeniu powinien zawierać minimum 21 % azotu, maksymalna
zawartość wilgoci nie powinna przekraczać 0,3 %, zawartość wolnego
H
2
SO
4
nie więcej niż 0,05 %, a wielkość ziarn w 75 % powinna stanowić
frakcja powyżej 1 mm.
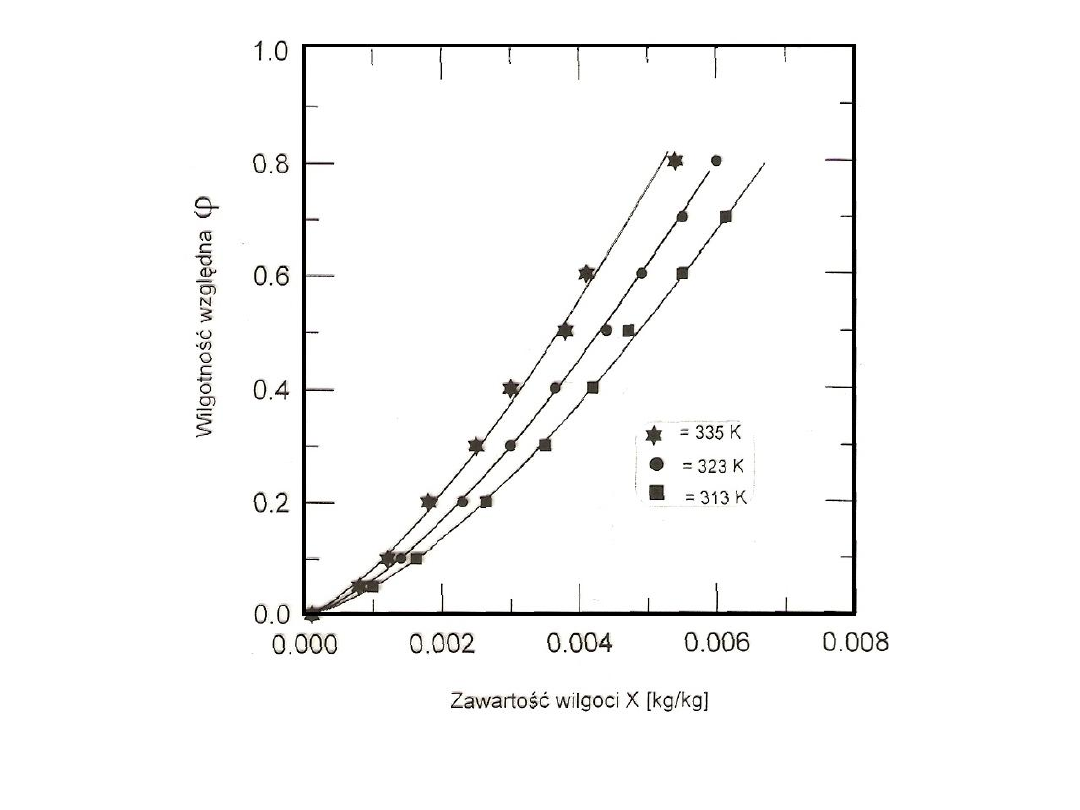
Izotermę desorpcji dla siarczanu amonu – wyznaczoną w ramach
kompleksowej analizy metod suszenia tej substancji przedstawia rys. 44.
Równanie równowagi desorpcji w postaci zależności wilgotności względnej
od zawartości wilgotności X i temperatury materiału T ma postać:
= 155,292 exp [(644,558 + 458,561 lnX) / T]
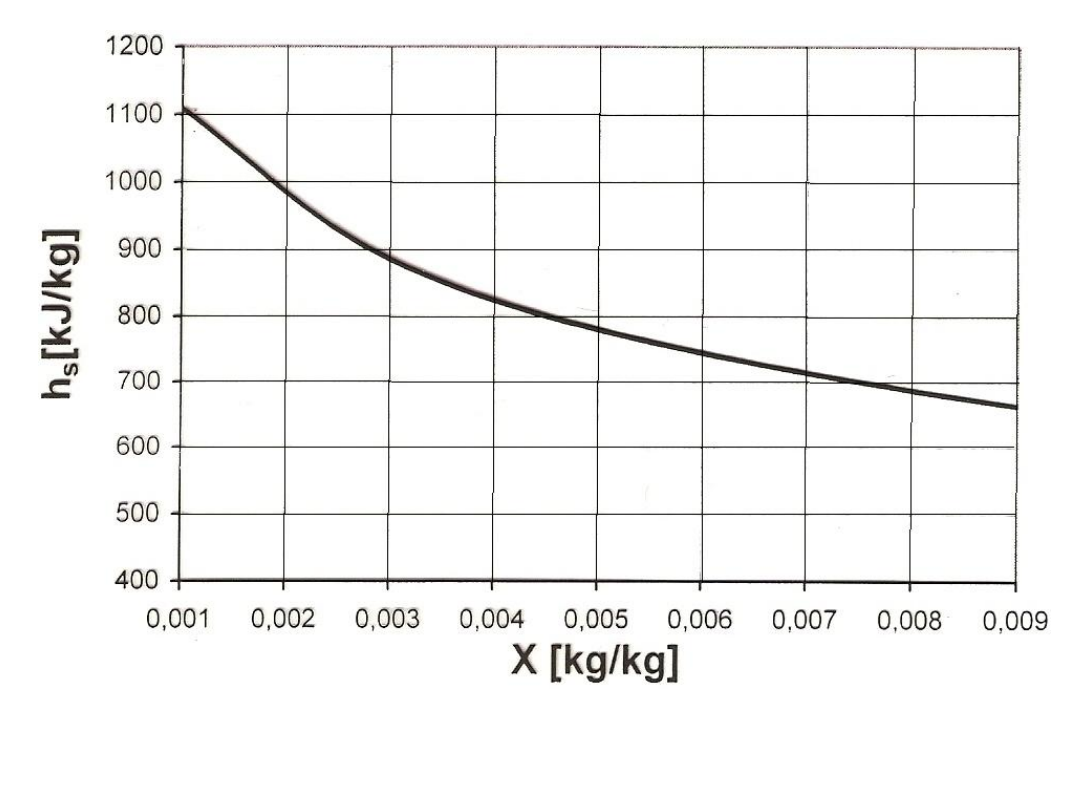
Dysponując tym wyrażeniem w oparciu o równanie Clausiusa-Clapeyrona
wyznaczono wartość ciepła sorpcji dla niskich zawartości wilgoci – rys. 45.
60
Rys. 44. Izotermy desorpcji siarczanu amonu
61
Rys. 45. Zależność ciepła sorpcji h
S
od zawartości wilgoci X dla siarczanu
amonu
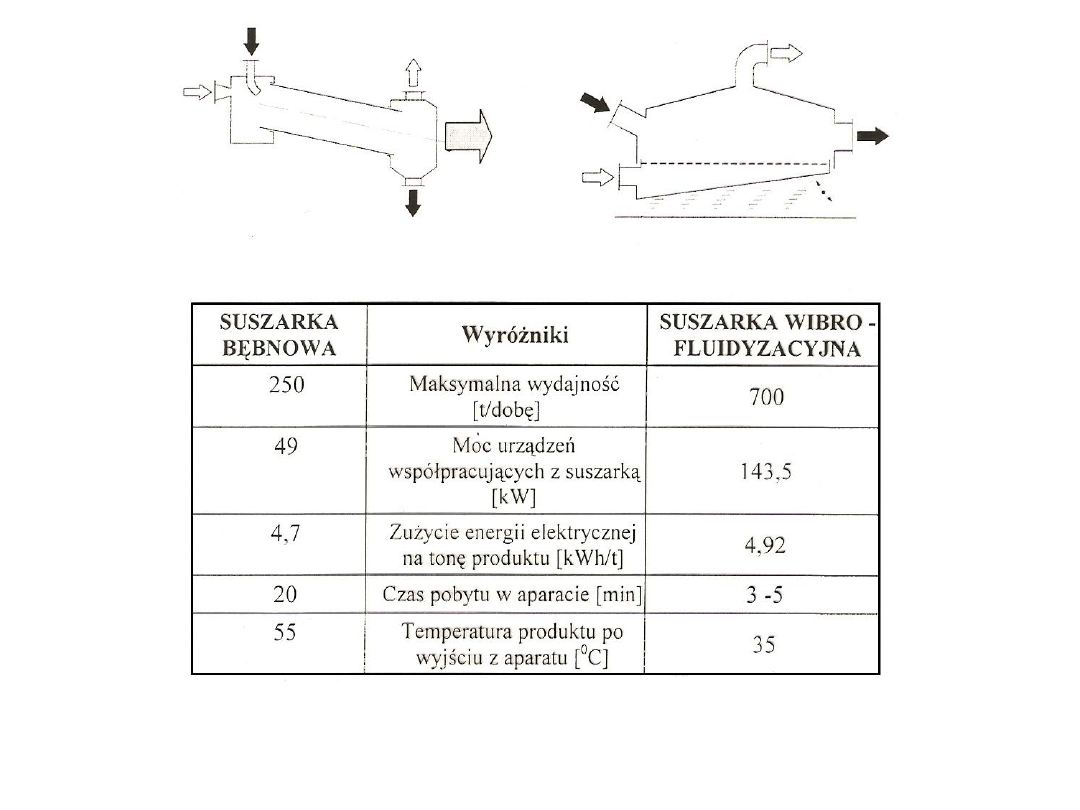
62
Rys. 46. Zestawienie wskaźników techniczno-ekonomicznych
analizowanych typów suszarek
63
Tab. 4. Porównanie warunków realizacji procesu suszenia
SUSZARKI BĘBNOWE
KONWENCJONALNE
SUSZARKI
WIBROFLUIDYZACYJN
E INNOWACYJNE
Spaliny metanu jako
czynnik suszący
Powietrze ogrzewane
parą wodną jako
czynnik suszący
Wyłącznie suszenie
Suszenie połączone z
chłodzeniem
Tendencja produktu do
zlepiania się
Praktyczna eliminacja
zlepiania się produktu
Maksymalnie 6
aparatów zajmujących
2800m
2
powierzchni
użytkowej
2 suszarki zajmują
700m
2
powierzchni
użytkowej

64
Sposoby zwiększenia sprawności energetycznej:
- stosowanie recyrkulacji czynnika suszonego;
- poprzez pobranie energii cieplnej z otaczającego powietrza;
- poprzez pompy ciepła.
Metody zmniejszenia energochłonności procesu:
- modyfikacja procesu suszenia;
- modyfikacja konstrukcji suszarek;
- stosowanie nowych rozwiązań suszarniczych;
- zastosowanie niekonwencjonalnych źródeł energii;
- stosowanie układów do odzysku ciepła.
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Slide 37
- Slide 38
- Slide 39
- Slide 40
- Slide 41
- Slide 42
- Slide 43
- Slide 44
- Slide 45
- Slide 46
- Slide 47
- Slide 48
- Slide 49
- Slide 50
- Slide 51
- Slide 52
- Slide 53
- Slide 54
- Slide 55
- Slide 56
- Slide 57
- Slide 58
- Slide 59
- Slide 60
- Slide 61
- Slide 62
- Slide 63
- Slide 64
Wyszukiwarka
Podobne podstrony:
PREZENTACJA UZUP 22 XII
konspekt geodezja ii 22 technologie wyzn rozn wysok met niw tryg ok, Konspekty Geodezja II J.Beluch
Przygotowanie prezentacji-wymagania, Wiertnik, Technologie informacyjne, IT - Prezentacja
PREZENTACJA UZUP 22 XII
KORP TRANS POZYCJA GLOBALNA PREZENTACJA Wersja 22 XII 2009
Technologia Informacyjna 22.11.2008, ściągnięte, IT, Technologia Informacyjna(5)
PROBIOTYKI PREZENTACJA, Technologia żywności i żywienia człowieka, Dietetyka
Bezpieczenstwo-mleko, Technologia żywności i żywienia człowieka, Prezentacje
ZARZĄDZANIE ŚRODOWISKIEM, POLITECHNIKA ŚLĄSKA Wydział Mechaniczny-Technologiczny - MiBM POLSL, Inżyn
Technologie Informacyjne - tematy prezentacji dzienne 2009-10, Wiertnik, Technologie informacyjne, I
Technologia informacyjna, Wyniki tych badań prezentuje przede wszystkim ,,Słownik języka starosłowia
22. Ekonomiczny sposób budowy szkieletu drewnianego, Technologia i wymagania
word prezentacja (1)22
Technologia informacyjna (IF) Prezentacjax
Prezentacja 22 AK Techniki druku
technologia informacyjna prezentacja
SEAGATE TECHNOLOGY PREZENTACJA FIRMY
22 powody dla których piwo jest lepsze od mężczyzny, Różne prezentacje, Śmieszne
więcej podobnych podstron