Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Chapter 20
Rapid-Prototyping Operations

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Parts Made by Rapid-Prototyping
(a)
(b)
(c)
Figure 20.1 Examples of parts made by rapid-prototyping processes: (a)
selection of parts from fused-deposition modeling; (b) stereolithography model
of cellular phone; and (c) selection of parts form three-dimensional printing.
Source: Courtesy of Stratasys, Inc., (b) and (c) Courtesy of 3D Systems, Inc.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
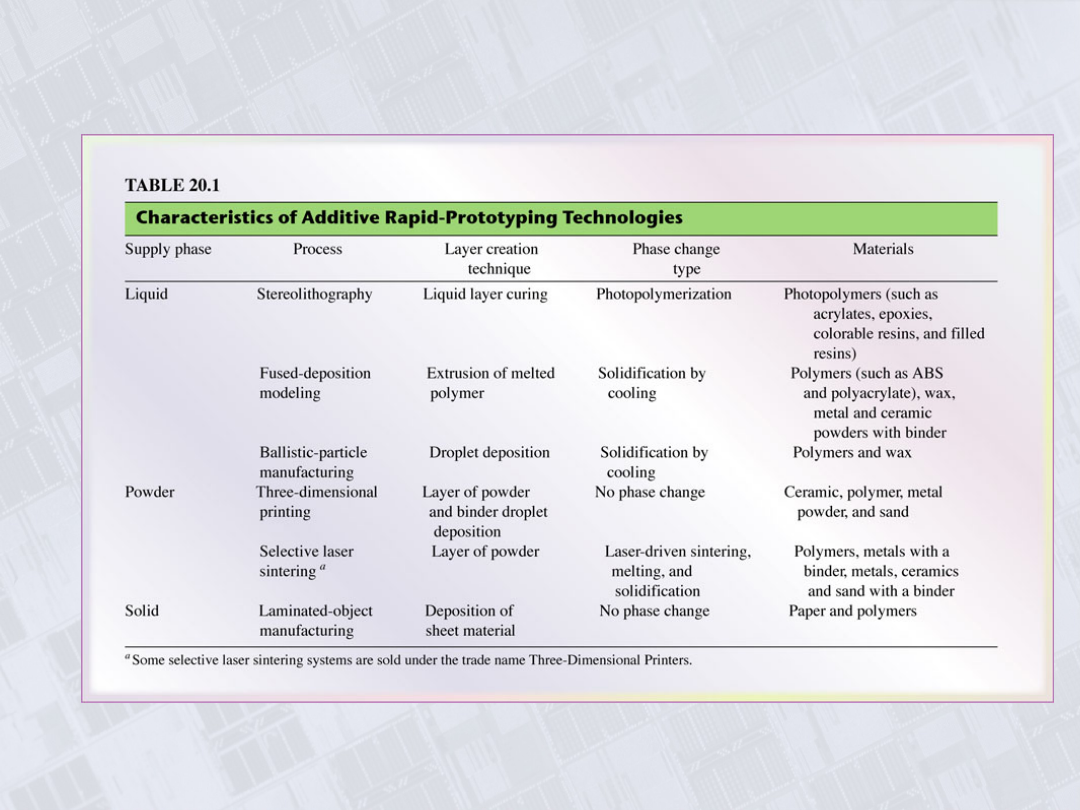
Characteristics of Additive Rapid-Prototyping
Technologies
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
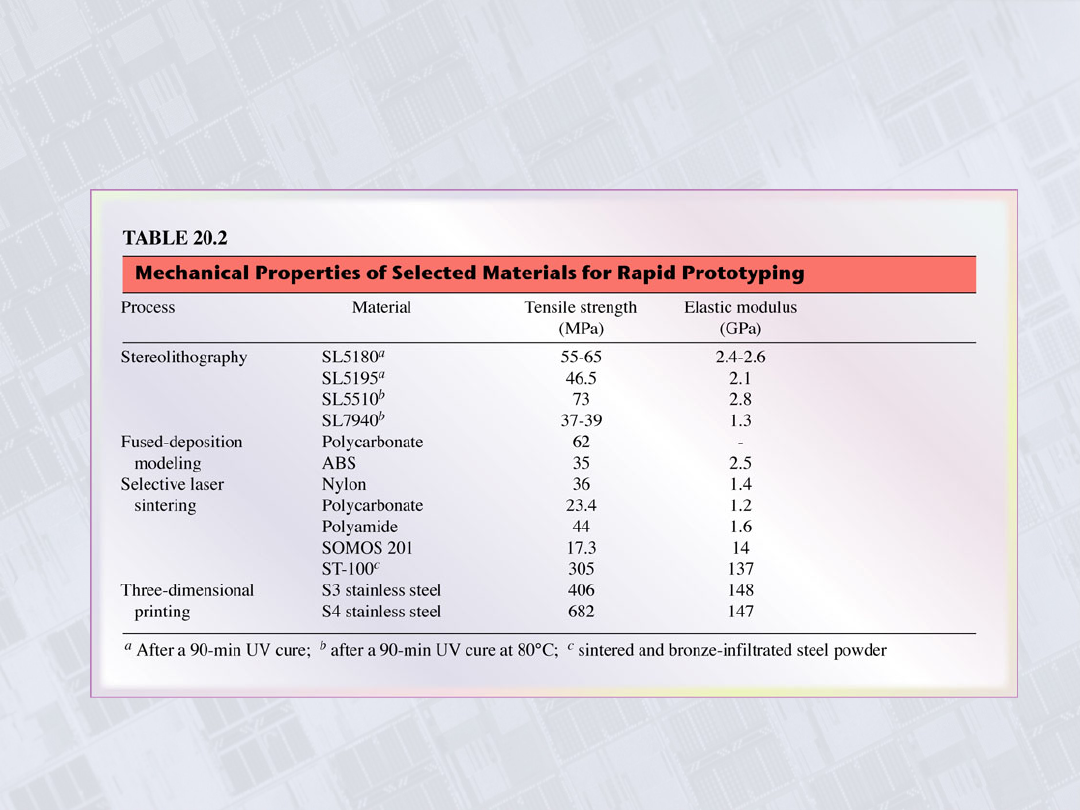
Mechanical Properties of Selected Materials for
Rapid Prototyping
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
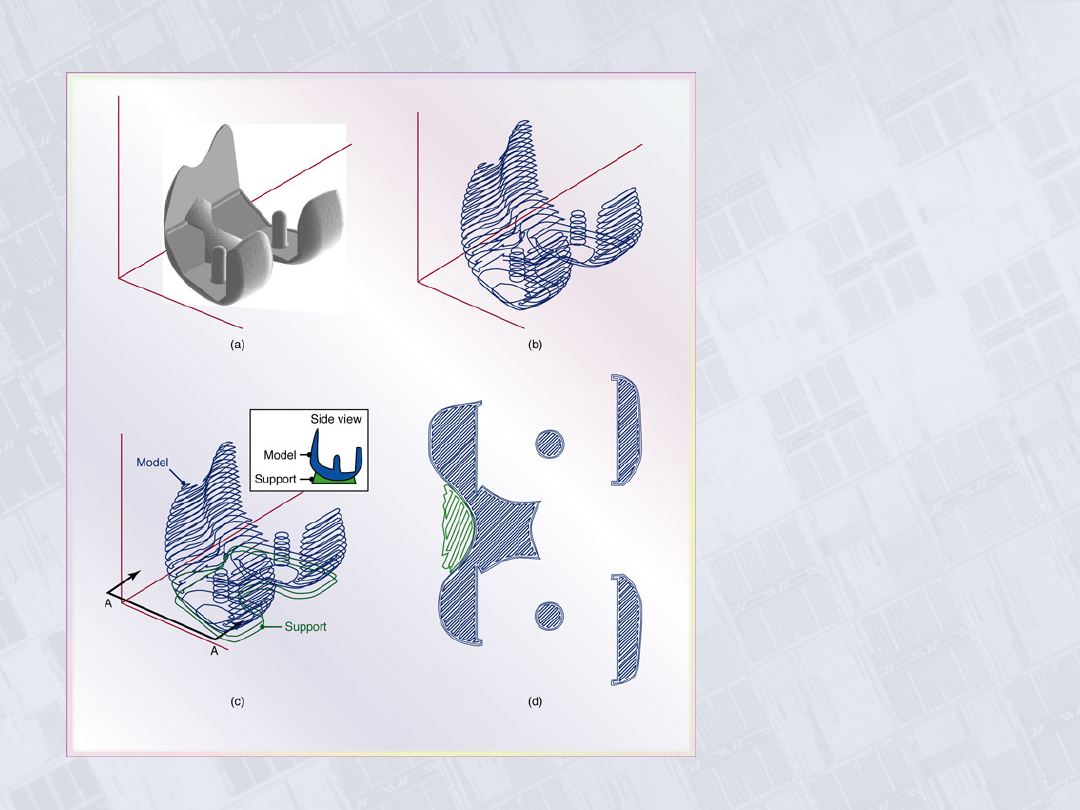
Computational
Steps in Rapid
Prototyping
Figure 20.2 The
computational steps in
producing a
stereolithography file. (a)
Three-dimensional
description of each part.
(b) The part is divided into
slices (only one in 10 is
shown). (c) Support
material is planned. (d) A
set of tool directions is
determined to
manufacture each slice.
Also shown is the extruder
path at section A-A from
(c) for a fused-deposition-
modeling operation.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
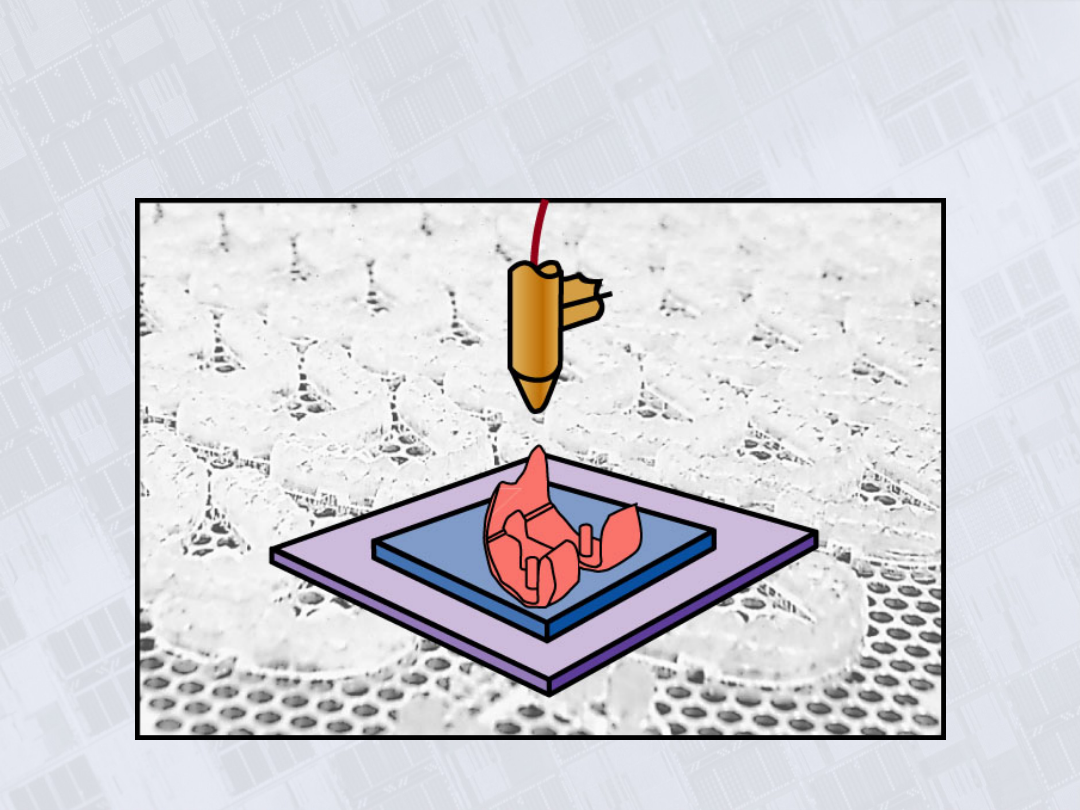
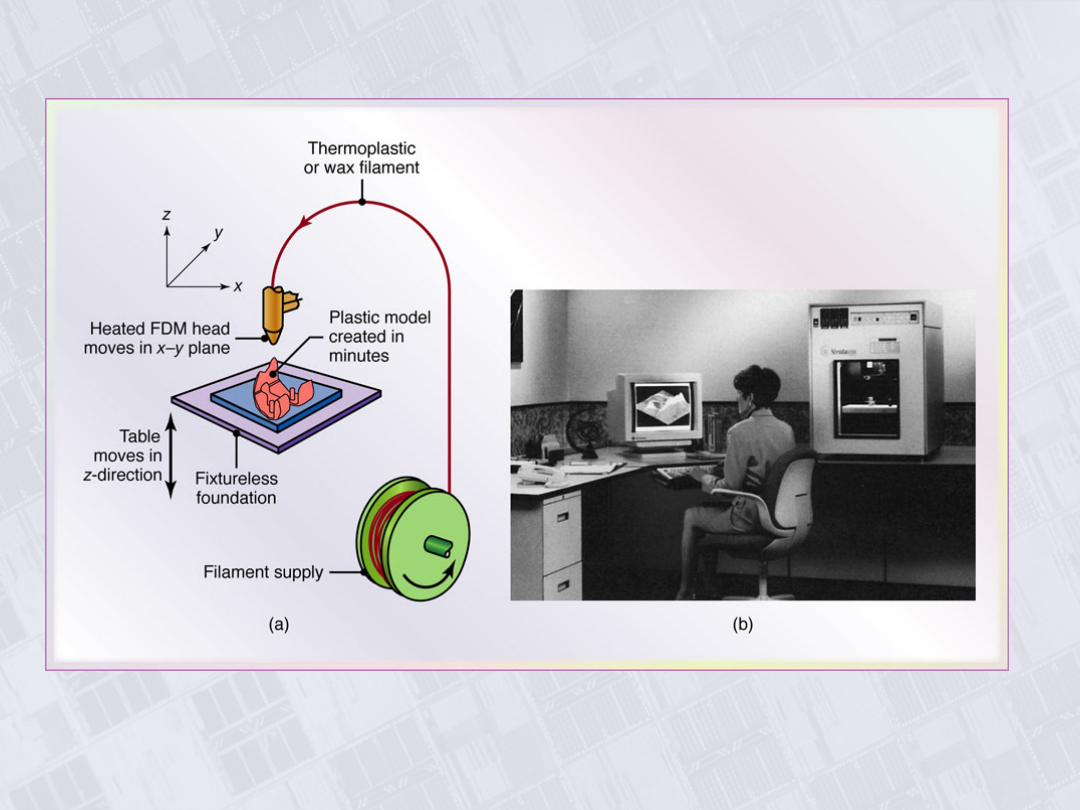
Fused-Deposition-Modeling
Figure 20.3 (a) Schematic illustration of the fused-deposition-modeling process.
(b) The FDM 5000, a fused-deposition-modeling machine. Source: Courtesy of
Stratysis, Inc.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
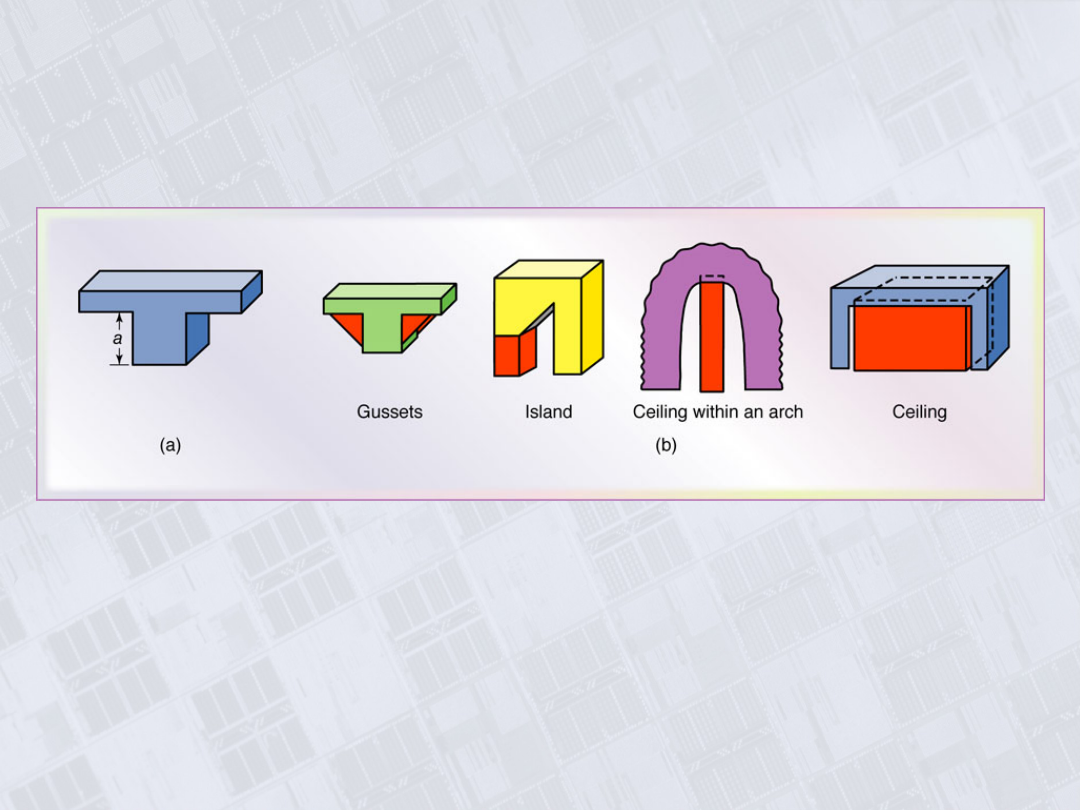
Support Materials and Structures in Parts
Figure 20.4 (a) A part with a protruding section which requires support
material. (b) Common support structures used in rapid-prototyping
machines. Source: P. F. Jacobs, Rapid Prototyping & Manufacturing:
Fundamentals of Stereolithography. Society of Manufacturing Engineers,
1992.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
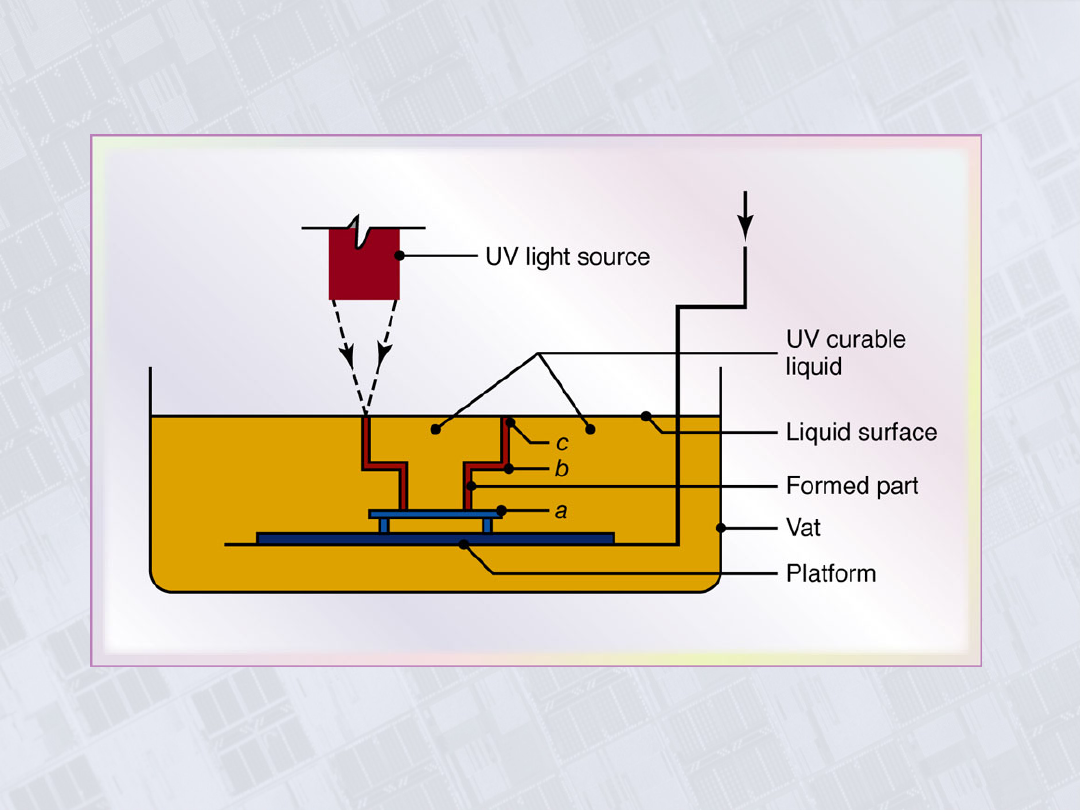
Stereolithography
Figure 20.5 Schematic illustration of the stereolithography
process.

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Two-Button Computer Mouse
Figure 20.6 A two-button computer
mouse. Source: Courtesy of 3D Systems,
Inc.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
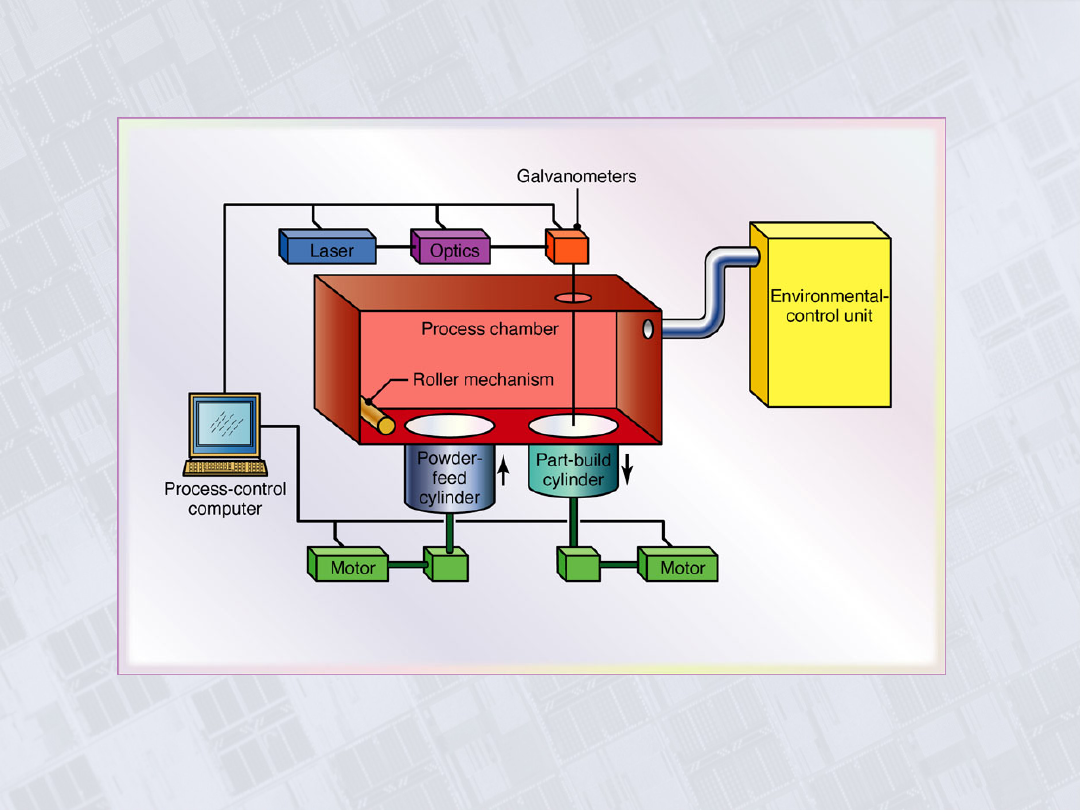
Selective-Laser-Sintering
Figure 20.7 Schematic illustration of the selective-laser-sintering
process. Source: After C. Deckard and P. F. McClure.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
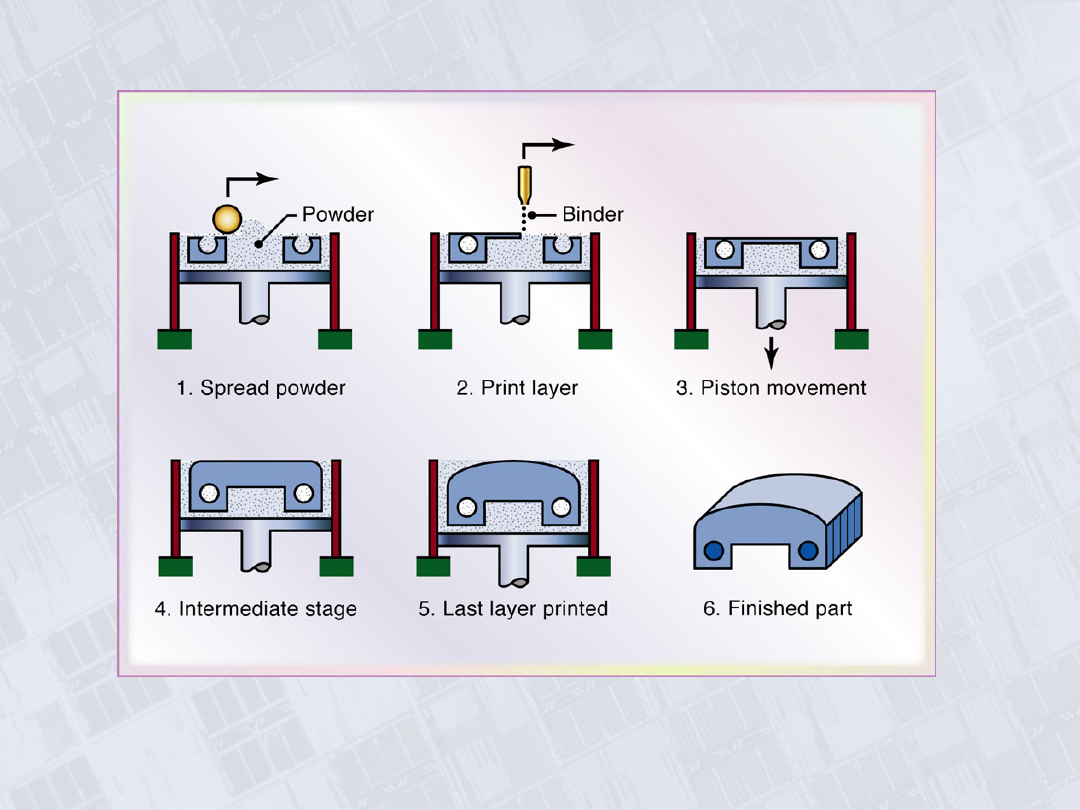
Three-Dimensional-Printing
Figure 20.8 Schematic illustration of the three-dimensional-printing
process. Source: After E. Sachs and M. Cima.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
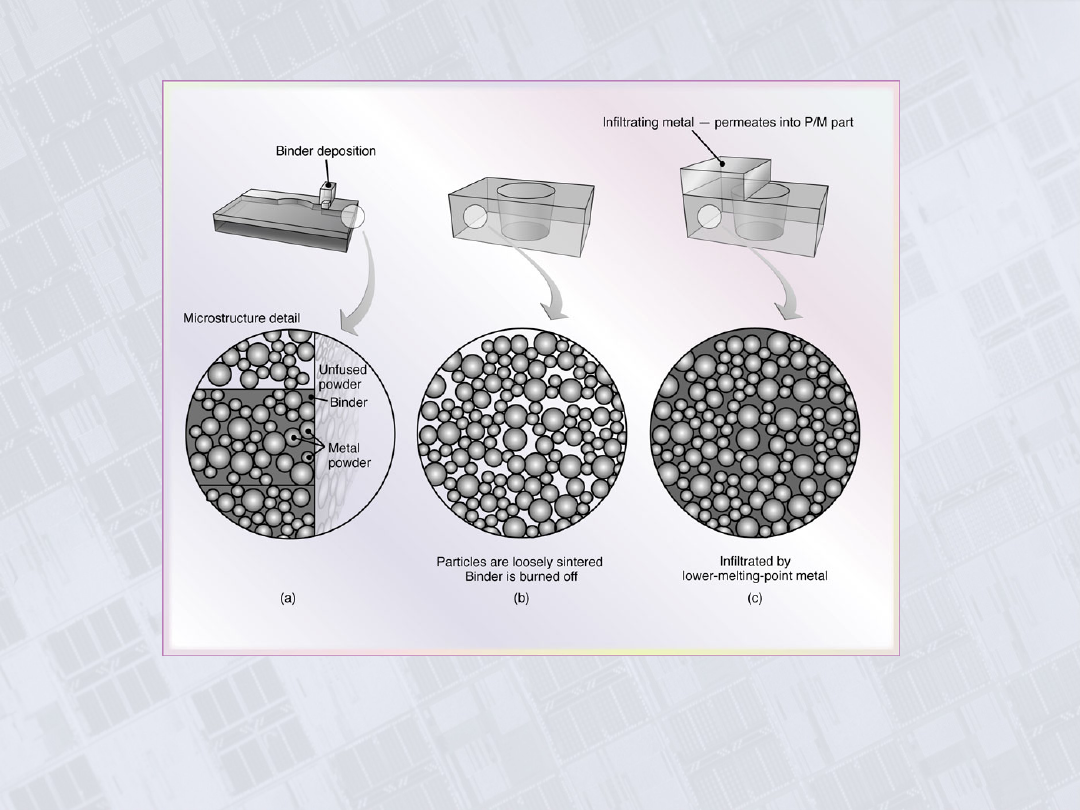
Three-Dimensional-Printing to Produce Metal Parts
Figure 20.9 Three-dimensional-printing using (a) part-build, (b) sinter, and (c)
infiltration steps to produce metal parts. (d) An example of a bronze-infiltrated
stainless-steel part produced through three-dimensional printing. Source:
Courtesy of ProMetal.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
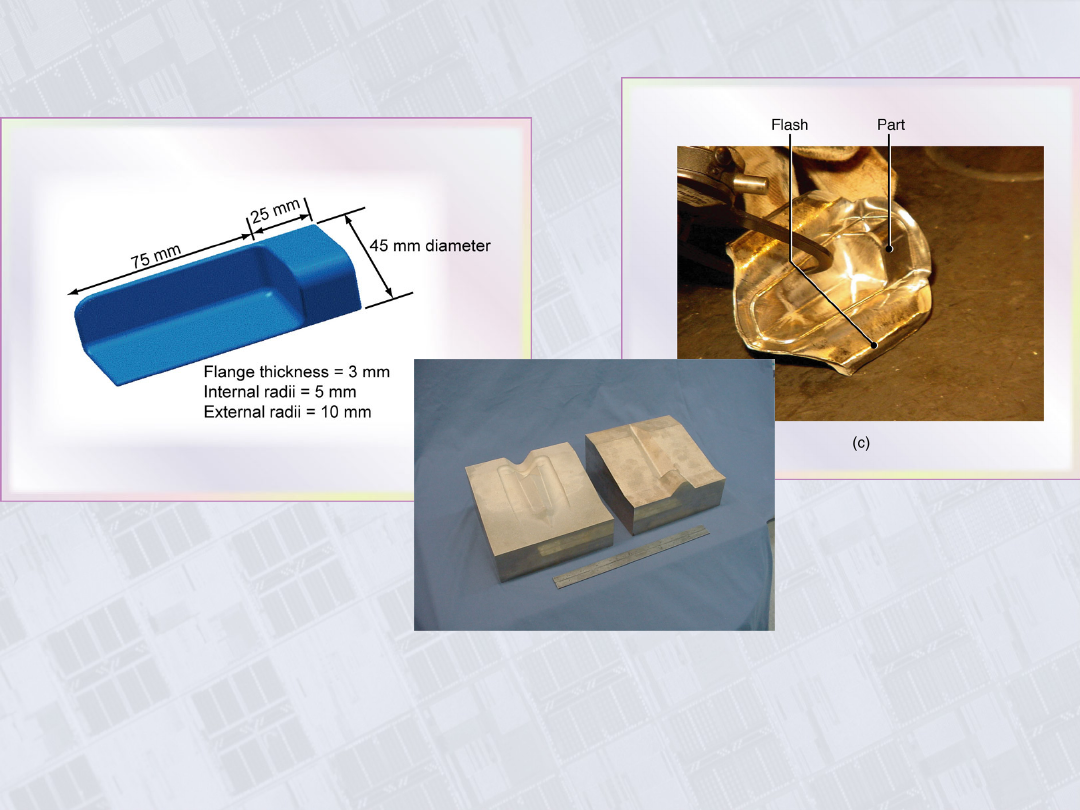
Fuselage Fitting Made by Three-Dimensional-
Printing
(a)
(b
)
Figure 20.10 A fitting required for a helicopter fuselage. (a) CAD representation
with added dimensions. (b) Dies produced by three-dimensional printing. (c)
Final forged workpiece. Source: Courtesy of ProMetal.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
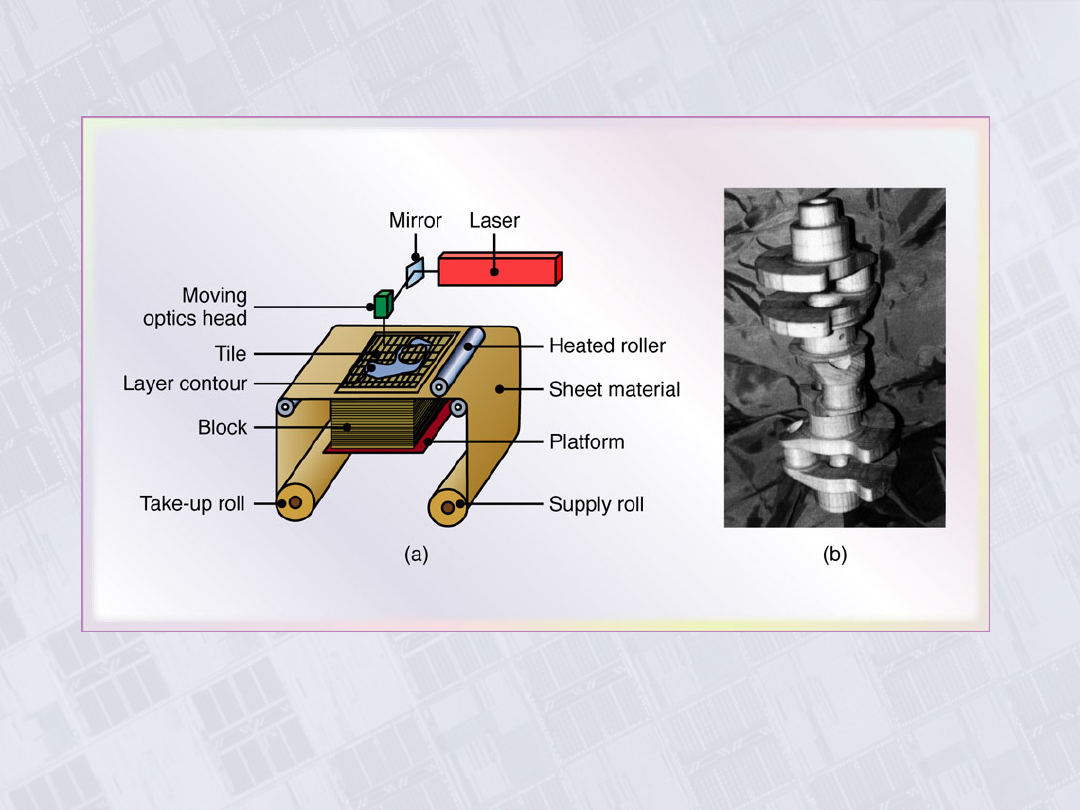
Laminated-Object-Manufacturing
Figure 20.11 (a) Schematic illustration of the laminated-object-
manufacturing process. (b) Crankshaft-part examples made by LOM.
Source: (a) Courtesy of Helsis, Inc. (b) After L. Wood.

Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
Invisalign
Orthodontic
Aligners
(a
)
(b)
Figure 20.12 (a) An aligner for orthodontic use manufactured using a
combination of rapid tooling and thermoforming. (b) Comparison of
conventional orthodontic braces to the use of transparent aligners. Source:
Courtesy of Align Technologies, Inc.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
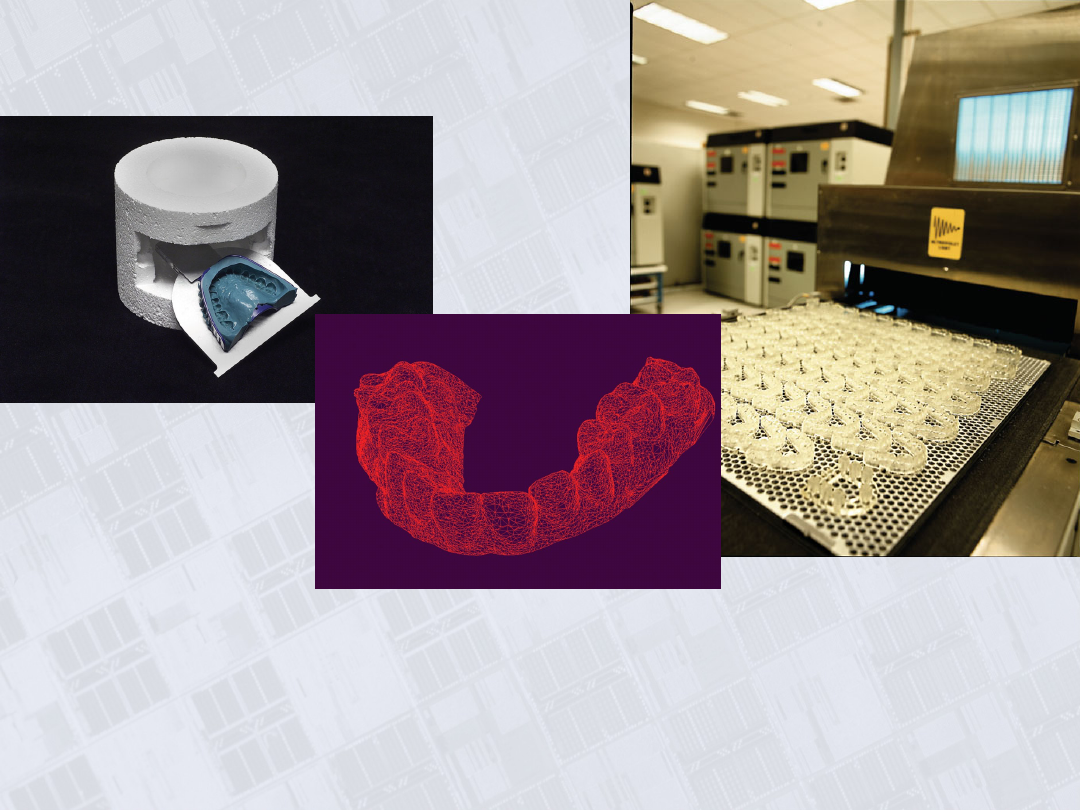
Manufacturing of
Invisalign Orthodontic
Aligners
Figure 20.13 The manufacturing sequence for Invisalign orthodontic aligners. (a)
Creation of a polymer impression of the patient’s teeth. (b) Computer modeling
to produce CAD representations of desired tooth profiles. (c) Production of
incremental models of desired tooth movement. An aligner is produced by
thermoforming a transparent plastic sheet against this model. Source: Courtesy
of Align Technologies, Inc.
(a)
(b)
(c)
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
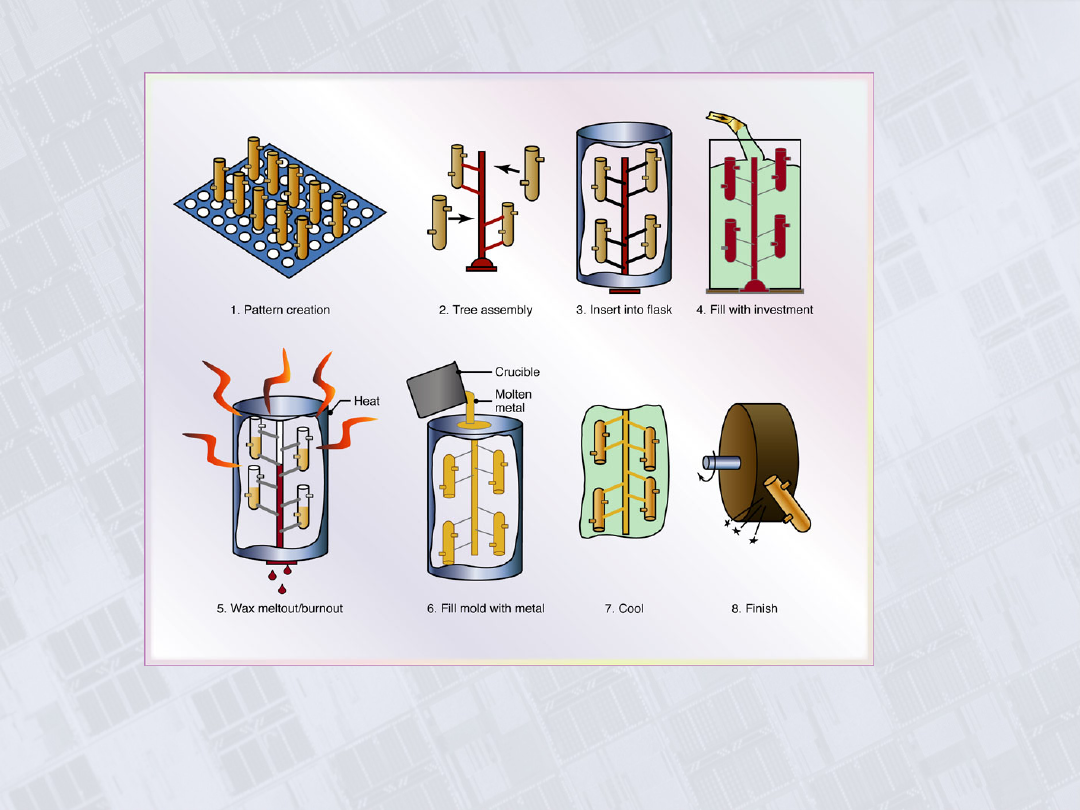
Investment Casting Using Rapid-Prototyped Wax
Parts
Figure 20.14 Manufacturing steps for investment casting that uses rapid-
prototyped wax parts as blanks. This method uses a flask for the investment,
but a shell method also can be used. Source: Courtesy of 3D Systems, Inc.
Manufacturing, Engineering & Technology, Fifth Edition, by Serope Kalpakjian and Steven R. Schmid.
ISBN 0-13-148965-8. © 2006 Pearson Education, Inc., Upper Saddle River, NJ. All rights reserved.
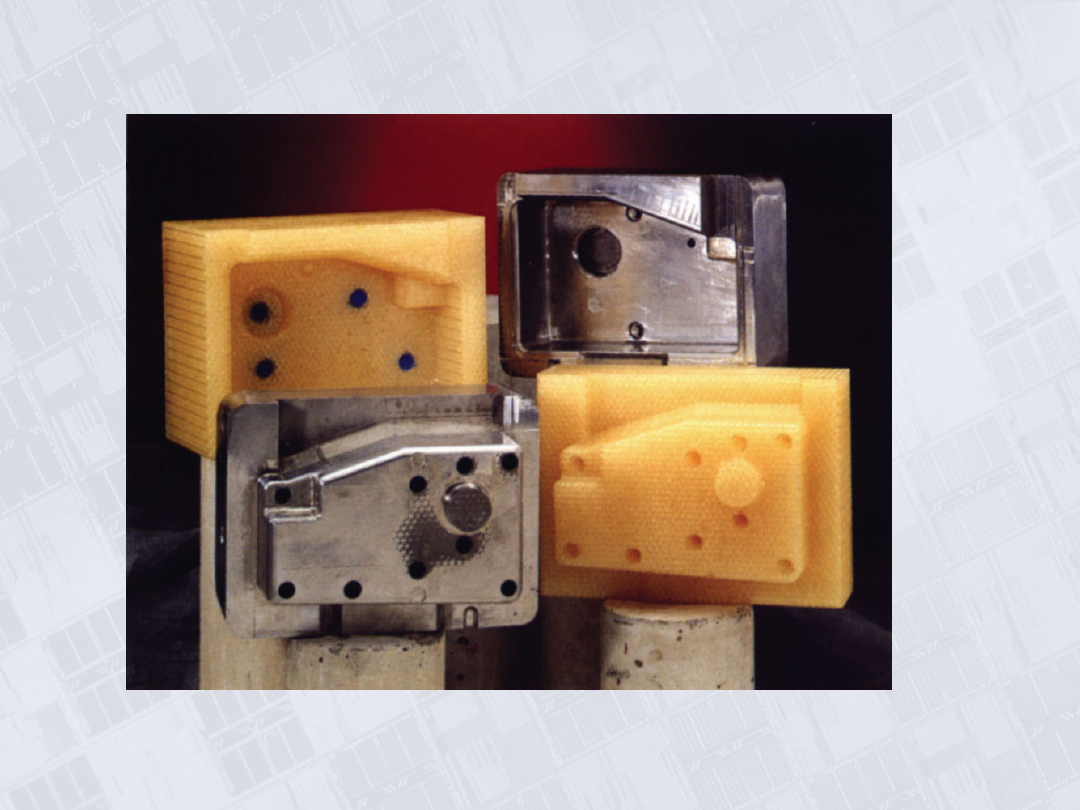
Rapid Tooling for a Rear-Wiper Motor Cover
Figure 20.15 Rapid tooling for a rear-wiper motor
cover. Source: Courtesy of 3D Systems, Inc.
Document Outline
- Chapter 20
- Parts Made by Rapid-Prototyping
- Characteristics of Additive Rapid-Prototyping Technologies
- Mechanical Properties of Selected Materials for Rapid Prototyping
- Computational Steps in Rapid Prototyping
- Fused-Deposition-Modeling
- Support Materials and Structures in Parts
- Stereolithography
- Two-Button Computer Mouse
- Selective-Laser-Sintering
- Three-Dimensional-Printing
- Three-Dimensional-Printing to Produce Metal Parts
- Fuselage Fitting Made by Three-Dimensional-Printing
- Laminated-Object-Manufacturing
- Invisalign Orthodontic Aligners
- Manufacturing of Invisalign Orthodontic Aligners
- Investment Casting Using Rapid-Prototyped Wax Parts
- Rapid Tooling for a Rear-Wiper Motor Cover
Wyszukiwarka
Podobne podstrony:
ITM Wykład 2012 Rapid Prototyping Rapid Tooling
LASER CLADDING IN RAPID PROTOTYPE?BRICATION
Matlab, Simulink Simulink Matlab to VHDL Route for Full Custom FPGA Rapid Prototyping of DSP Algori
Rapid Prototyping
Grzybicze i prototekowe zapalenie wymienia u krów
08 Prototypowanie oprogramowaniaid 7587 ppt
An FPGA Based Framework for Technology Aware Prototyping of Multicore Embedded Architectures CLT
Ch20 pg645 654
Kategoryzacja przez prototyp
Prototyper doc
prototyp ściągi, Pasje, Hobby, Nauka, Studia, Szkoła, Technik masażysta
Ch20 Combine Parts & Surfaces
1 sem Choroby serca ciąża,poród połóg moje RAPid 9739 ppt
W2 1a Modele prototypowy i kaskadowy
Cyfrowy prototyp z rysunku odręcznego(1)
RAPID briffa description 16jul
więcej podobnych podstron