NOWOCZESNE TECHNIKI
FORMOWANIA
WYROBÓW
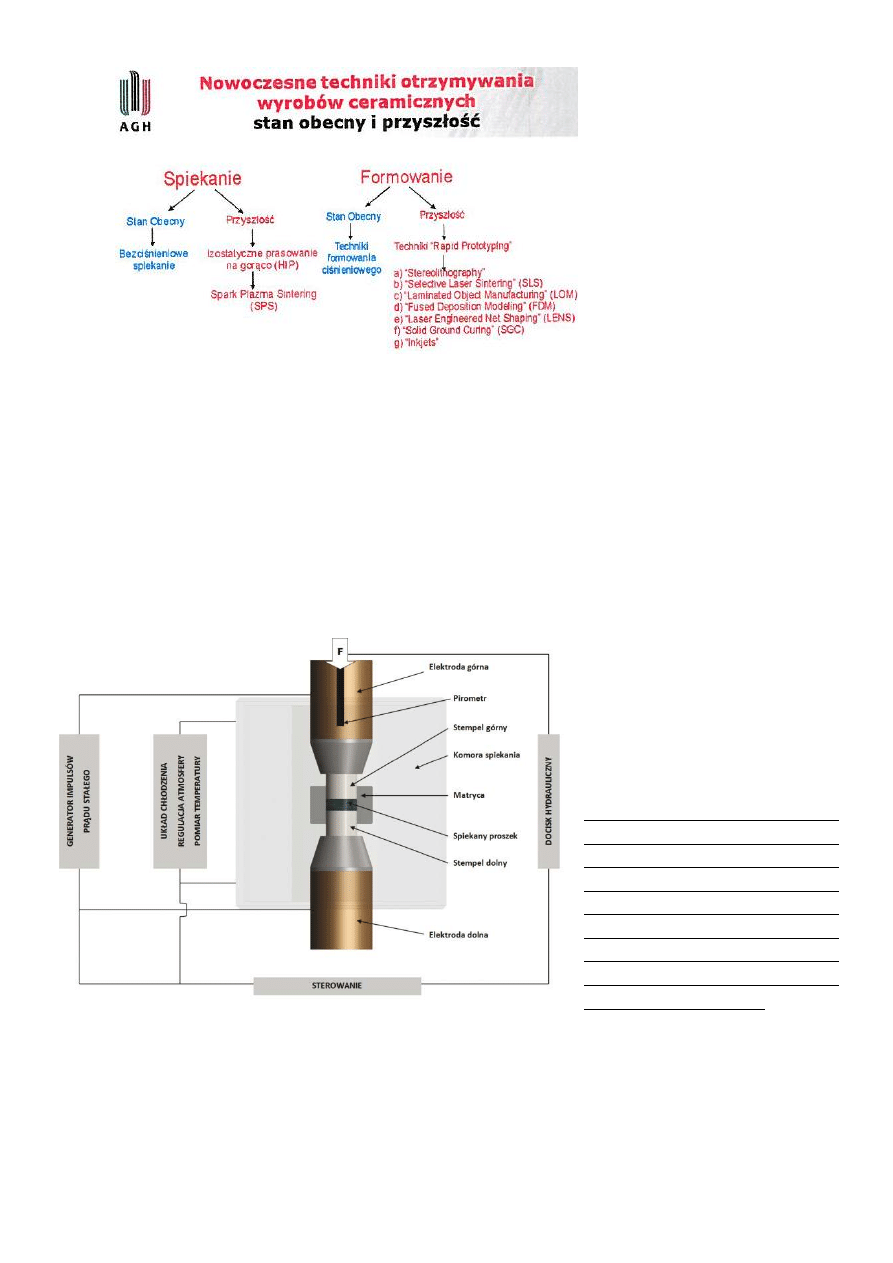
1.Spark Plasma Sintering (spiekanie plazmowo-iskrowe)
W czasie trwania procesu iskrowego spiekania plazmowego mamy do czynienia z jednoczesnym
prasowaniem, jak i spiekaniem proszku. Przez grafitowe stemple, na które działa ciśnienie
prasowania, matrycę oraz konsolidowany w niej proszek, przepływają impulsy prądu
stałego. Wydzielane ciepło Joule’a realizuje proces samonagrzewania proszku od środka. Prąd
impulsowy może płynąć przez prasowany proszek w wyniku wyładowań łukowych w porach między
zagęszczanymi cząstkami proszku lub tunelowania przez warstwę tlenków pokrywających
powierzchnie proszku w miejscu ich kontaktu lub jej przebicia elektrycznego.
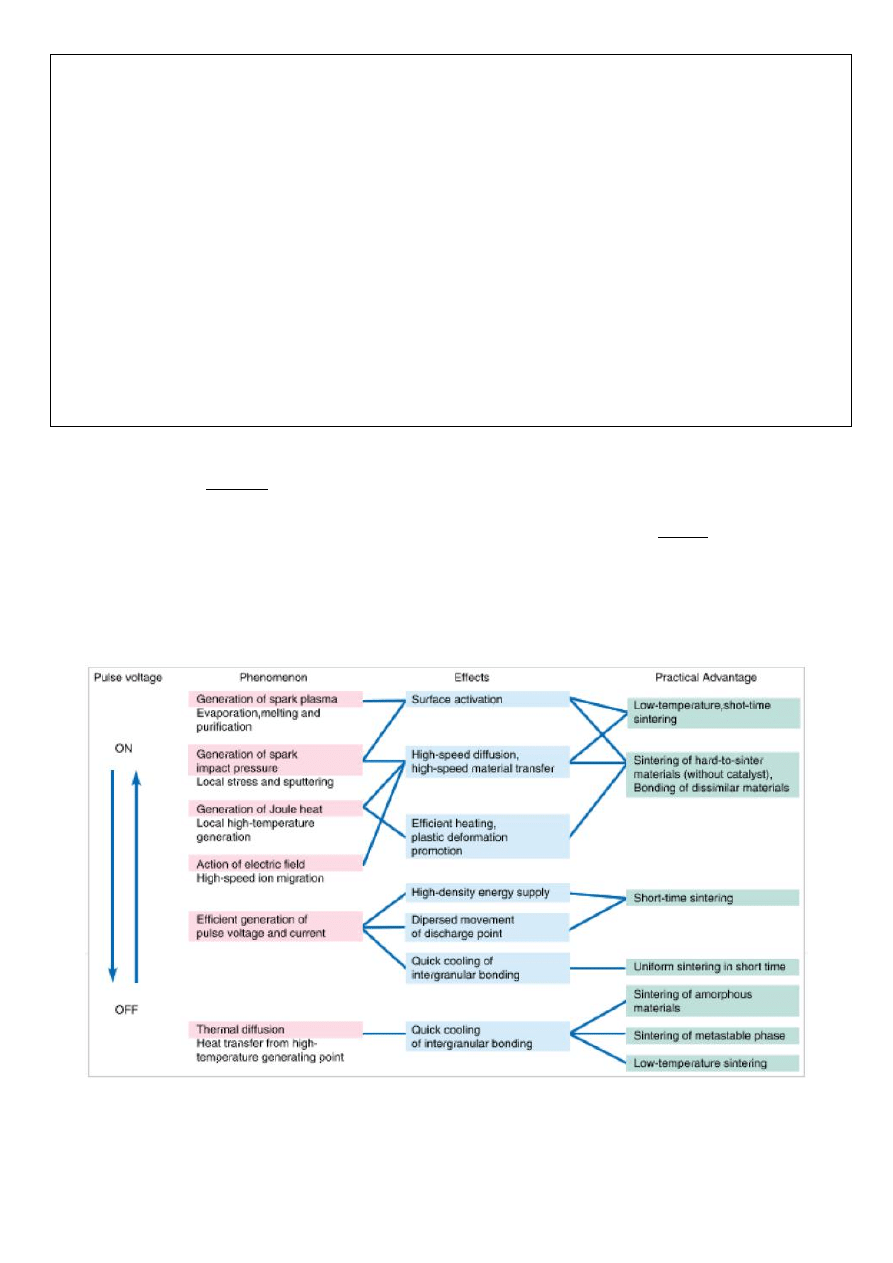
Wyładowania łukowe w porach
powodują
powierzchniowe
parowanie materiału i przejście
pary w stan plazmy. Podczas
parowania
z powierzchni
proszku usuwane są tlenki
i zaadsorbowane
gazy.
Transport
masy
przebiega
podobnie
jak
w konwencjonalnych procesach
spiekania na drodze parowania
i kondensacji,
dyfuzji
objętościowej, powierzchniowej
i po granicach ziaren, jednak
intensywność tych zjawisk jest
znacznie
większa
niż
w przypadku spiekania innymi metodami. Impulsowy charakter dostarczania energii wpływa na
obniżenie energii aktywacji procesów dyfuzyjnych, dzięki czemu skróceniu ulega
czas spiekania, zabezpieczając jednocześnie ziarna przed nadmiernym rozrostem, co
umożliwia zachowywanie struktur spiekanych materiałów.
Z moich notatek:
Pozwala otrzymać polikryształy o odmiennej mikrostrukturze niż w spiekaniu
bezciśnieniowym poprzez krótki czas nagrzewania
Wędrówka granic ziaren, wzrost ---czas---->minimalizacja G ----długi czas----> z
NANOproszku tworzy się MIKROstrukrura
Przykładanie różnicy potencjałów do próbki- generacja plazmy w próbce- krótki czas
podgrzewania
Złoże proszkowe jako zbiór naładowanych cząstek pomiędzy którymi następują wyładowania
elektryczne (iskry), lokalne ośrodki plazmy- parowanie i kondensacja, tworzenie szyjki
Temperatura kontrolowana częstotliwością pulsacji
20-30min procesu
Materiały możliwe do uzyskania: wszelkie kompozyty, fazy intermetaliczne, filtry, wszędzie
tam gdzie potrzebne rozwinięcie granic międzyziarnowych, bez znacznego wzrostu ziarn.
ZALETY
krótki czas procesu
nagrzewanie samej tylko próbki podczas
spiekania
wysoka gęstość otrzymanych materiałów
energooszczędność
całkowita automatyzacja
WADY
możliwość otrzymania tylko prostych
kształtów wyrobów
skomplikowana i droga aparatura
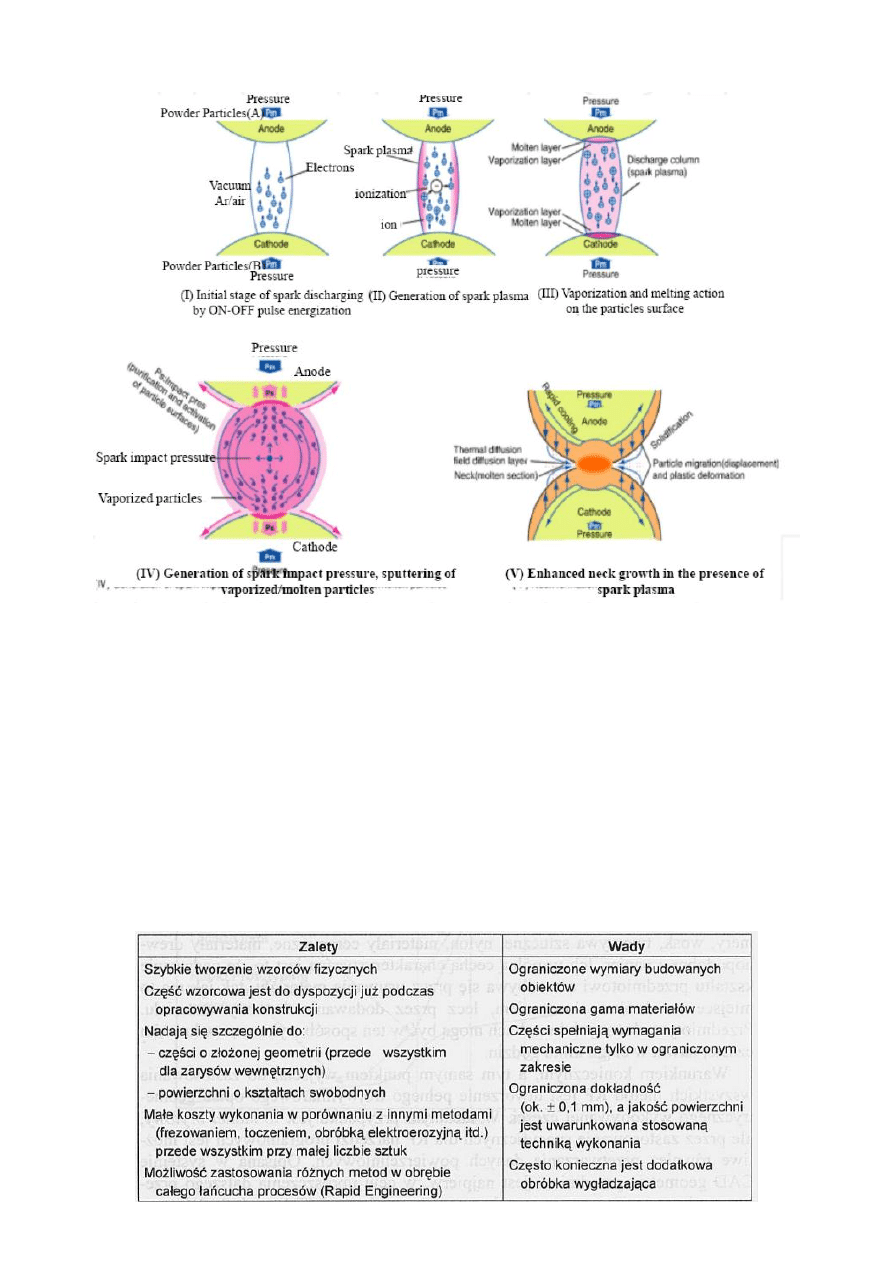
Mechanizmy zagęszczania – tworzenie szyjki
2. Techniki Rapid Prototyping. Omówić podstawowe zalety i wady procesów “Rapid
Prototyping”
W odróżnieniu od metod ubytkowych stosowanych przez obrabiarki, metody RP są addytywne
– polegają na stopniowym nakładaniu kolejnych warstw materiału przez klejenie, stapianie,
spiekanie czy utwardzanie różnych materiałów za pomocą lasera lub innych wiązek
promieniowania. Pierwsze RP powstały w latach 80-tych początkowo tylko do produkcji
prototypów, obecnie znajdują coraz szersze zastosowanie także do produkcji narzędzi lub krótkich
serii wysokiej jakości elementów. Słowo „szybkie” oznacza w praktyce okres od kilku do
kilkudziesięciu godzin zależnie od metody i zastosowanego sprzętu oraz złożoności modelu.
Stosuje się różne materiały np. o wysokiej temperaturze topnienia dla końcowego produktu i o
niskiej temperaturze topnienia jako wypełniacze separujące poszczególne części.
A) LAMINATED OBJECT MANUFACTURING
LOM (Laminated Object Manufacturing) jest to jedna z wielu technologii używanych w
Rapid Prototyping. Polega na tworzeniu modelu z warstw papieru i laminatu poliestrowego
połączonych razem.
Specjalny papier pokryty cienką warstwą
kleju zostaje podany na stół roboczy,
następnie laser wycina odpowiedni kształt
warstwy, reszta zostaje pocięta na małe
kwadraty w celu łatwiejszego usunięcia. Po
uzyskaniu odpowiedniego kształtu
warstwy, stół obniża się o grubość
warstwy i cały cykl zostaje powtórzony.
Otrzymujemy model laminowany, który
zostaje czyszczony, czasami też malowany.
NIE STOSOWANA DOTYCHCZAS DLA
WYROBÓW CERAMICZNYCH
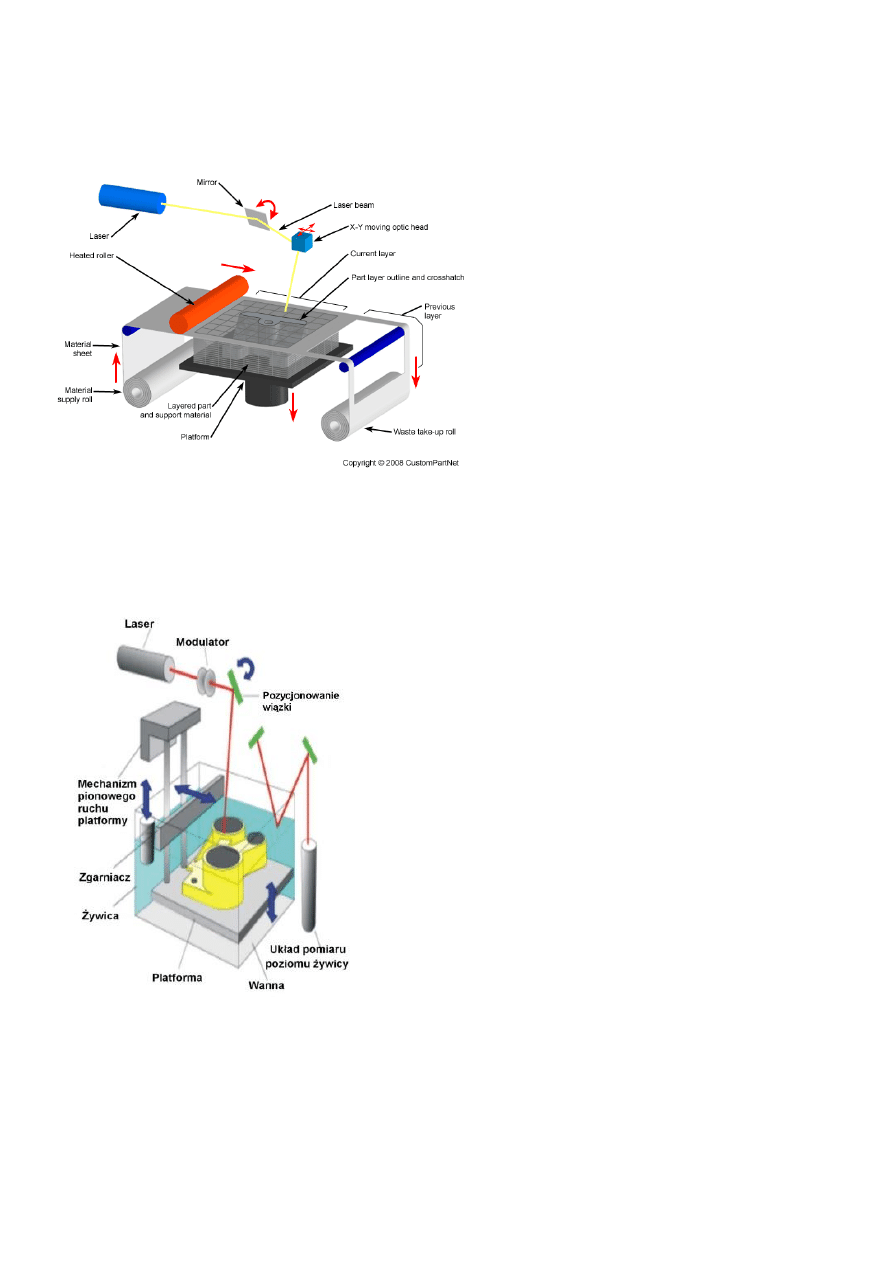
B) STEREOLITOGRAFIA
Stereolitografia
(Stereolithography)
była
pierwszą
technologią
szybkiego
wytwarzania prototypów, zapoczątkowało ją wynalezienie dodatków do płynnych żywic, które
powodowały po naświetleniu, rozpoczęcie procesu
polimeryzacji.Polega ona na warstwowym utwardzaniu
ciekłych żywic za pomocą światła laserowego małej
mocy.
Jak to działa ?
Wiązka lasera odchylana jest przez system luster,
skanuje powierzchnię żywicy w miejscu gdzie żywica ma
być utwardzona ( ma powstać model). Proces tworzenia
warstwy modelu możemy podzielić na etapy:
Utwardzanie konturów warstwy
Utwardzanie warstwy przez tzw. kreskowanie
przekroju. W ten sposób tworzy się sztywna siatka
służąca do wzmocnienia granic i utrzymania kształtu
modelu. Gęstość i kierunek linii siatki są określane przez
użytkownika.
Wypełnienie przekroju
Po utwardzeniu warstwy następuje obniżenie platformy na której powstaje model w celu
naniesieniu kolejnej warstwy nie utwardzonej żywicy. Zgarniacz wyrównuje warstwę żywicy i
ustala grubość naniesionej warstwy.
Wykonywany model oddzielony jest od platformy podporami tworzonymi w taki sam
sposób jak model, jednak bez ruchów zgarniacza. Podpory są kształtu cienkich pionowych
pręcików zwężających się przed powierzchnią modelu, aby można było łatwo je oderwać od bryły
właściwej.
Zalety
Wysoka precyzja
powtarzalność
skomplikowane kształty
Wady
ograniczenia materiałowe
kosztowność
powolność
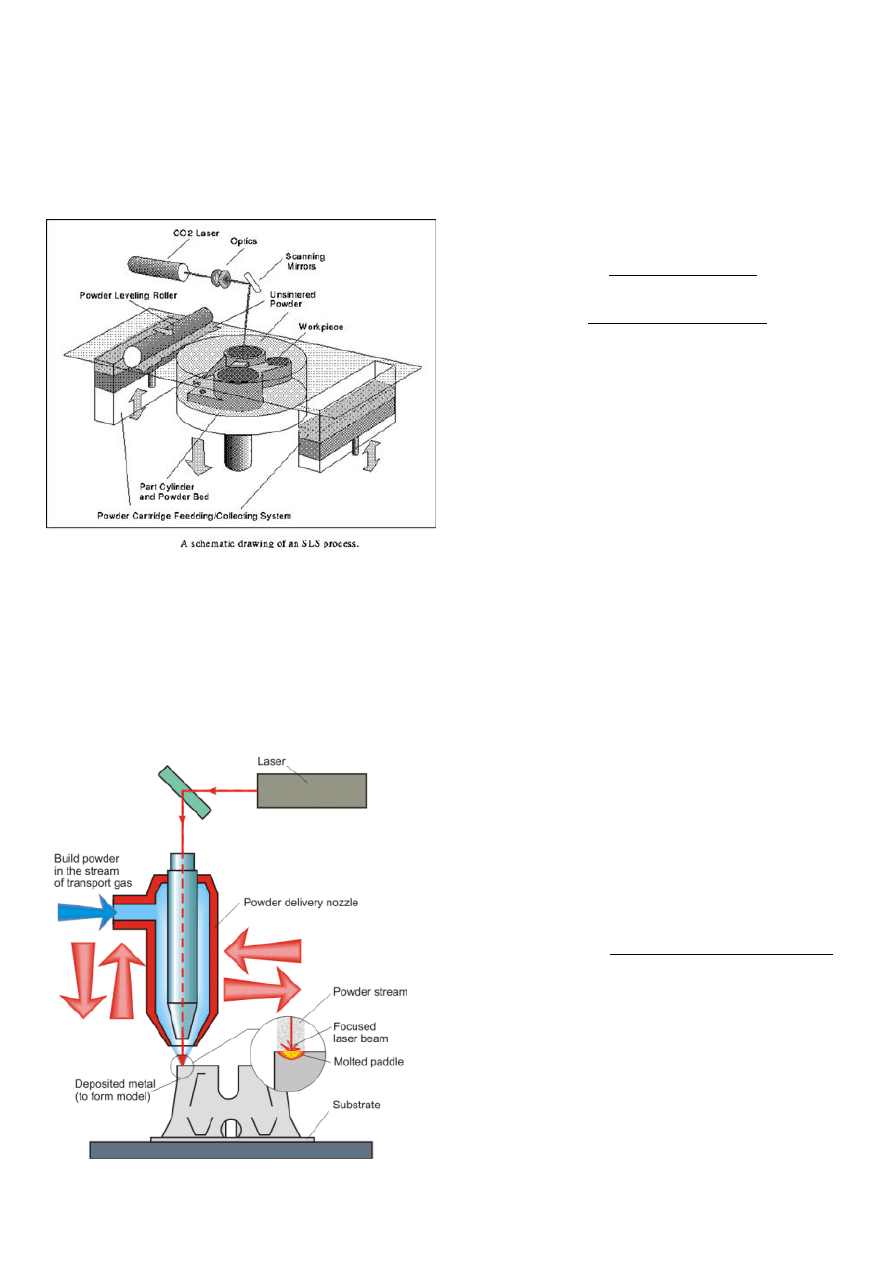
C) SELECTIVE LASER SINTERING (SLS)
Jedną z metod RP (Rapid Prototyping) jest SLS
(Selective Laser Sintering), ta metoda
wykorzystuje laser dużej mocy, który
spieka małe cząstki z tworzywa sztucznego,
proszków ceramicznych, a nawet metalu. Laser
selektywnie łączy sproszkowany materiał przez
skanowanie przekrojów warstwa po warstwie z
wcześniej wygenerowanego pliku. Po skończeniu
tworzenia jednego przekroju, złoże materiału
(proszku) jest obniżone o grubość warstwy, nowy
przekrój naniesiony jest na górze, a proces
powtarza się aż do zbudowania całej części.
Urządzenia SLS zazwyczaj wykorzystują laser impulsowy. Zamontowana w komorze
grzałka podgrzewa proszek nieco poniżej jego temperatury topnienia, aby ułatwić podniesienie
temperatury przez laser wybranych fragmentów, aż do temperatury topnienia.
W technologii SLS nie trzeba używać materiałów podporowych jak w przypadku technologii FDM,
ponieważ powstająca część jest cały czas otoczona nie spieczonym proszkiem.
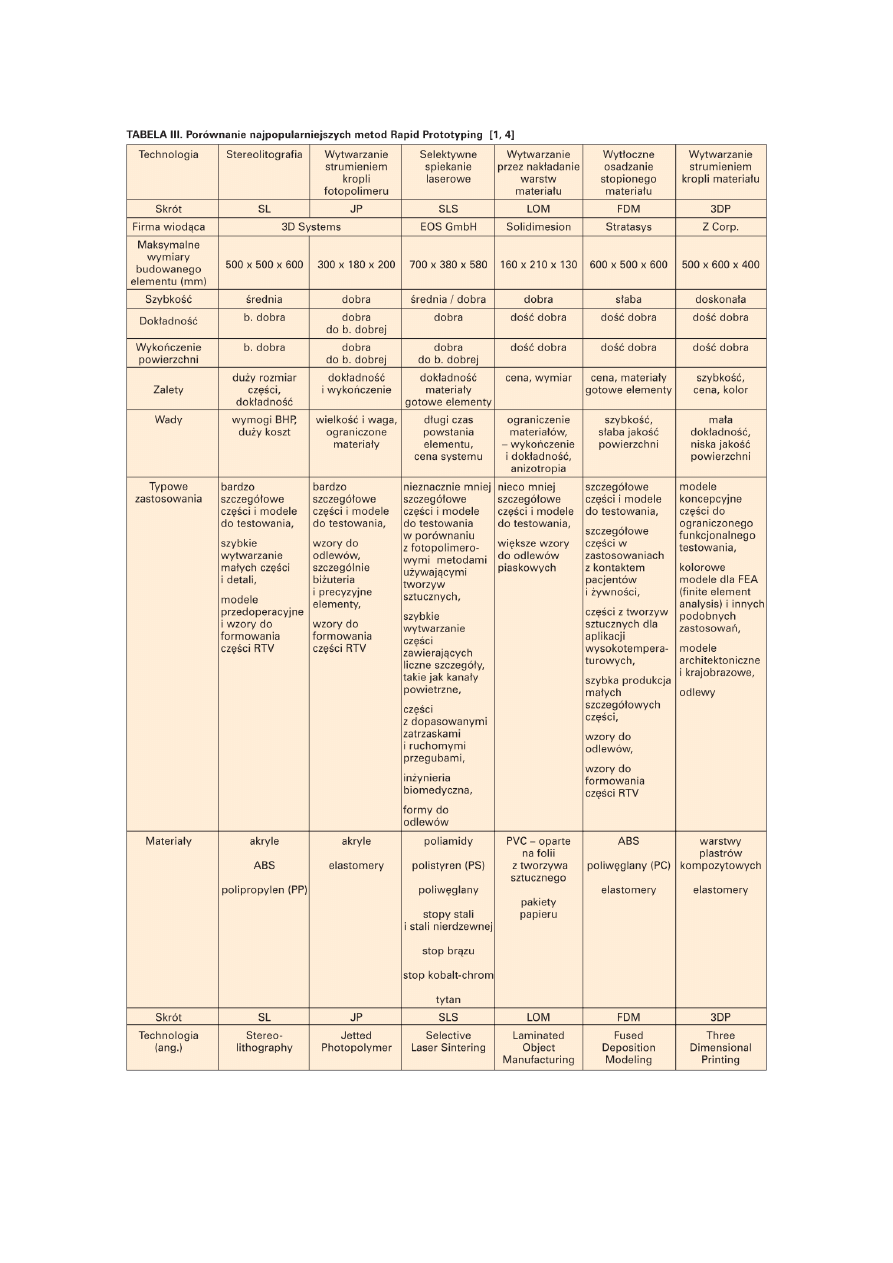
D) LASER ENGINEERED NET SHAPING (LENS)
Jak dotąd jest to najbardziej zaawansowany proces
pod
względem
osiąganych
właściwości
mechanicznych
generowanych
części
metalowych/kompozytowych/ceramicznych
(chociaż głównie dla metali) spośród wszystkich
skomercjalizowanych procesów opartych na zasadzie
warstwowej budowy produkcji.
Proces wykorzystuje laser dużej mocy
(WADA)
skoncentrowany na podłoże w celu utworzenia
stopionego jeziorka na powierzchni podłoża. Proszek
jest następnie wstrzykiwany do basenu, aby
zwiększyć jego objętość. Głowica z proszkiem
wyrzutowym przesuwa się do tyłu i do przodu, w
zależności od geometrii pierwszej warstwy.
Po tym jak pierwsza warstwa jest zakończona, nowe
warstwy budowane są następnie się na niej, aż cały
przedmiot przedstawiony na trójwymiarowym
modelu
CAD
zostanie
odtworzony.
Wyszukiwarka
Podobne podstrony:
ITM Wykład 2012 Rapid Prototyping Rapid Tooling
Ch20 rapid prototyping
LASER CLADDING IN RAPID PROTOTYPE?BRICATION
Matlab, Simulink Simulink Matlab to VHDL Route for Full Custom FPGA Rapid Prototyping of DSP Algori
Ch20 rapid prototyping
Grzybicze i prototekowe zapalenie wymienia u krów
08 Prototypowanie oprogramowaniaid 7587 ppt
An FPGA Based Framework for Technology Aware Prototyping of Multicore Embedded Architectures CLT
Kategoryzacja przez prototyp
Prototyper doc
prototyp ściągi, Pasje, Hobby, Nauka, Studia, Szkoła, Technik masażysta
1 sem Choroby serca ciąża,poród połóg moje RAPid 9739 ppt
W2 1a Modele prototypowy i kaskadowy
Cyfrowy prototyp z rysunku odręcznego(1)
RAPID briffa description 16jul
Nowy prototyp genologii
Przygotowywanie programu do szybkiego prototypowania
więcej podobnych podstron