
Podeszwy do obuwia
codziennego
Opracowała:
Podeszwa…
Stabilizacja
Termoizolacj
a
Funkcja
antypoślizgo
wa

Materiały do produkcji
podeszw
Materiały spodowe skórzane
Materiały spodowe nieskórzane
o
Wilbram
o
Poligum
o
Transparent
o
Tuniskór
o
Dorogum
o
Styrogum
Materiały z tworzyw sztucznych
o
Polichlorek winylu PCW
o
Poliuretan PU
o
Kopolimer etylenu EVA
Drewno

Materiały spodowe
skórzane
Skóra bydlęca
Zalety:
- przepuszczalność powietrza
- zdolność skóry do wchłaniania wilgoci
- możliwość łączenia ich z wierzchnią częścią buta nie przy
pomocy kleju, lecz
przez zszywanie
- możliwość częstej i solidnej naprawy bez obawy o utratę ich
walorów użytkowych
i estetycznych.
Wady:
- ścieranie
- zmiana koloru

Materiały spodowe nieskórzane
(pełne)
Wilbram
Transparent
Jest to guma, wulkanizowana
w formach wg wzoru
podeszwy. Wyposażone są na
powierzchni zewnętrznej w
tzw. protektor,
który zapobiega poślizgowi.
Jest mieszanką gumową litą
zawierającą 60% kauczuku
naturalnego lub syntetycznego.
Produkowany jest w postaci płytek
o grub. 3 do 5 mm.
Jest bardzo odporny na ścieranie.
Przeznacza się go na podeszwy i
obcasy obuwia klejonego.
Podeszwa z wilibramu
Podeszwa z transparentu

Materiały spodowe nieskórzane
(porowate)
Poligum
Tuniskór
Jest gumą produkowaną z mieszanki
kauczuku syntetycznego, krzemionki ,
barwników i środków porotwórczych.
Wytwarzany jest w płytach o grubości
3,4,5,7,8 i 14 mm.
Podeszwa poligumowa
Podeszwa z tuniskóru
Produkowany jest z mieszanki
kauczuku syntetycznego i innych
komponentów. Porowatość jego jest
większa od poligumu. Tuniskór jest
także lżejszy. Produkowany jest w
różnych kolorach w płytach o grub. od
2,5 do 6 mm. Doskonale odwzorowuje
naturalne skóry spodowe.

Dorogum
Styrogum
Materiały spodowe nieskórzane
(mikroporowate)
Jest gumą komórkową produkowaną na
bazie kauczuku syntetycznego, w płytach o
grub. od 2 -8 mm.
Jedna strona posiada płytki deseń
kratkowany.
Przeznacza się na podeszwy i obcasy
obuwia klejonego
Podeszwa ze styrogum
Jest to bardzo lekka
guma komórkowa
wytwarzana na bazie
kauczuku
syntetycznego.
Materiały spodowe- tworzywa sztuczne
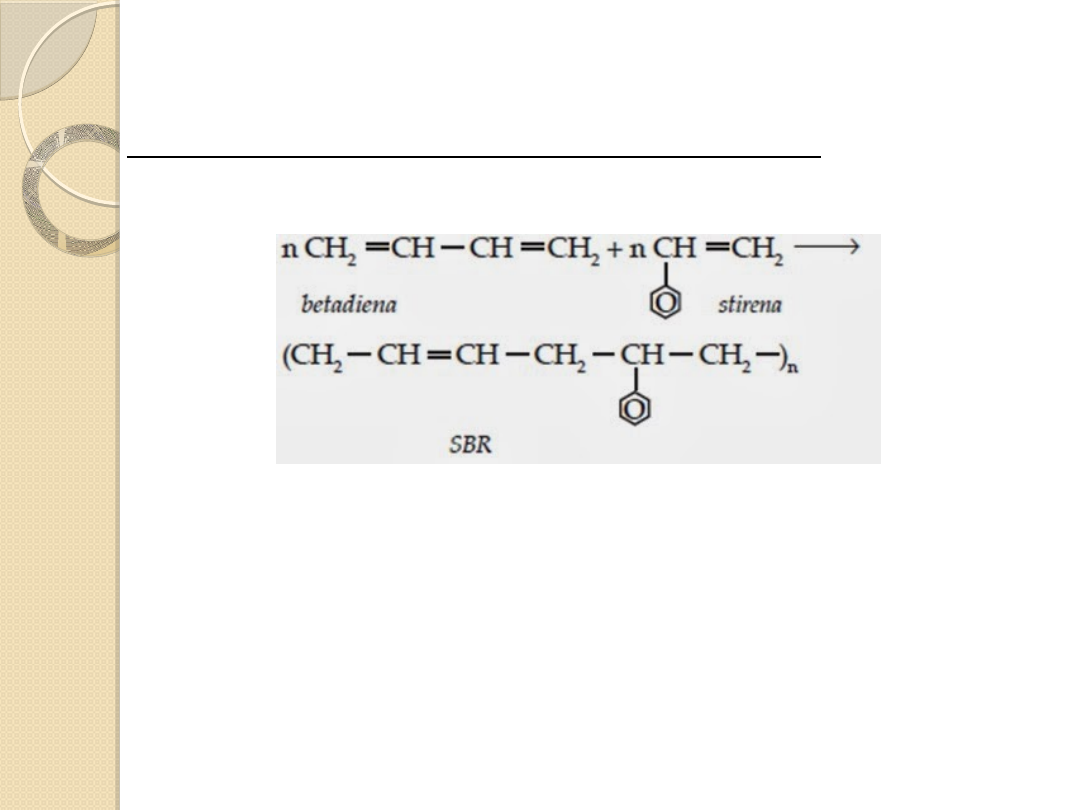
Kauczuk termoplastyczny SBS
-
Jest materiałem otrzymywanym w procesie kopolimeryzacji
butadienu ze styrenem.
-
Właściwości:
wyjątkowa lekkość i elastyczność, dzięki strukturze "blokowej"
termoplastyczność,
odporność na ścieranie,
właściwości antypoślizgowe,
odporność na zginanie, ścieranie i niska temperaturę
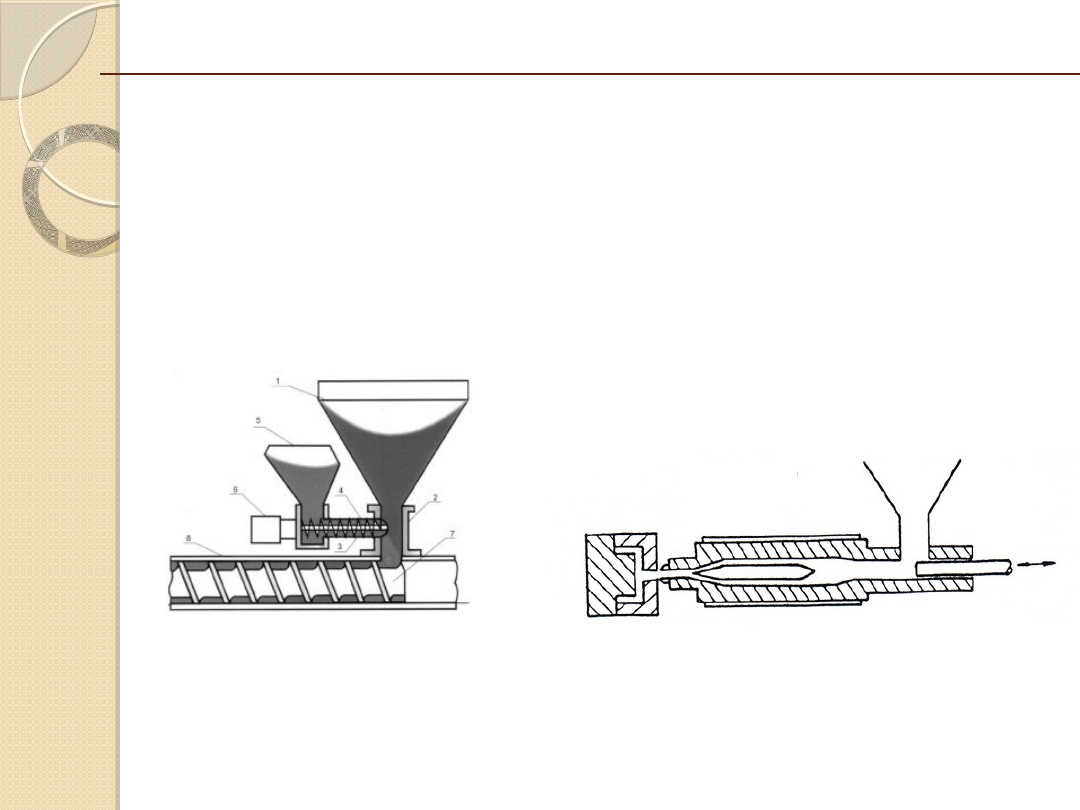
Kauczuk termoplastyczny SBS-Technologia
Formowanie wtryskowe
Parametry:
długość ślimaków: L/D od 10 do 25
temperatura przetwarzania: 130°C do 190°C
Schemat wtryskarki ślimakówej Schemat wtryskarki tłokowej
Krepa
Jest odmianą kauczuku lateksowego,
koagulowanego kwasem octowym.
Zalety:
- wykazuje lepsze właściwości na ścieranie.
Wady:
- kruchość w temperaturze poniżej 0 °C
- plastyczność w temperaturze powyżej 40 °C
- krepa nie przepuszczę powietrza i pary wodnej
- wykazuje łatwość starzenia i wykruszania się
- posiada małą odporność na działanie tłuszczów, olejów i
rozpuszczalników
Podeszwa z krepy

Polichlorek winylu
PCW
Używany do wytwarzania spodów obuwia
metodą wtrysku postaci granulatu wraz ze
zmiękczaczami i innymi dodatkami.
Zalety:
- bardzo elastyczny
- spieniony PCW: lepsze wł. termoizolacyjne
i odporny na niskie temperatury
Wady:
- w niskiej temperaturze
staje się sztywny i łamliwy.
Podeszwa z PVC
Kopolimer etylenu
EVA
Otrzymywany z 10-30% octanu winylu
Zalety:
- bardziej elastyczny niż PCW
- wytrzymały na ścieranie
- wytrzymały mechaniczne
Wady:
- w niskiej temperaturze staje się
sztywny, lecz mniej niż PCW
Podeszwa z EVA

Poliuretan PU
Jest otrzymywany z cienkiej mieszanki poliolu i izocyjanianu oraz innych dodatków.
Poliuretan posiada dobre właściwości termoizolacyjne.
- nie rysuje powierzchni
- bardzo dobre właściwości antypoślizgowe
- doskonała giętkość i elastyczność
- lekki, trwały i wytrzymały,
- bardzo odporny na ścieranie, przecięcia i pękanie
- powstałych w wyniku mechanicznego uszkodzenia podeszwy
- odporny na oleje, smary, benzynę i inne rozpuszczalniki
- nieprzemakalność od podłoża
- wysoka stabilność
Technologia:
Formowanie polimeryzacyjne nazywane wtryskiem reaktywnym jest metoda
przetwórstwa:
-polimeryzacja
-formowanie gotowych do użytkowania wyrobów, zarówno litych, jak i porowatych.
Proces formowania polimeryzacyjnego PUR składa się z następujących operacji:
-mieszania wstępnego,
-przechowywania,
-dozowania,
-mieszania właściwego
-wypełniania gniazda formy przetwórczej.
Używane techniki formowania: technika RIM, technika RRIM, technika SRIM, technika RI-
RIM
Literatura:
PlastNews -wyd. 12.2014 „Tworzywa dnia
codziennego”
http://www.pcc.rokita.pl/bazy/www.nsf/id/PL_Poliureta
ny
Document Outline
- Slide 1
- Podeszwa…
- Materiały do produkcji podeszw
- Materiały spodowe skórzane
- Materiały spodowe nieskórzane (pełne)
- Materiały spodowe nieskórzane (porowate)
- Materiały spodowe nieskórzane (mikroporowate)
- Materiały spodowe- tworzywa sztuczne
- Kauczuk termoplastyczny SBS-Technologia
- Krepa
- Polichlorek winylu PCW
- Kopolimer etylenu EVA
- Poliuretan PU
- Literatura:
Wyszukiwarka
Podobne podstrony:
10 UDTT Kurtka do munduru codziennego
8 UDTT Bluza do munduru codziennego
1 UDTT Spodnie do munduru codziennego
2 UDTT Spódnica do munduru codziennego
Zbigniew Kloch Potoczność i wypowiadanie Przyczynek do antropologii codzienności
Gdy podeszliśmy do drzwi od mieszkania i siatkarz chciał je otworzyć
13 UDTT Półbuty do munduru codziennego
Modlitwa codzienna do Ducha Świętego(1), Religijne, Różne
DO CODZIENNYCH ZAJĘĆ WPROWADZONO ĆWICZENIA WZMACNIAJĄCE PRACĘ OBU PÓŁKUL MÓZGOWYCH(1), ALFABET,NAUKA
Kremowa maseczka kasztanowa do codziennej pielęgnacji, Moje;p, Kosmetyka, Pracownia Kosmetyczna, Cer
Buddyzm Sutry i Dharani do codziennych ofiarowan i praktyki
Dobieranie materiałów pomocniczych do produkcji obuwia
Przeduľenie umowy o prac© do dnia porodu, Przekazanie odzieży i obuwia roboczego pracownikom
Podczas siedmiu objawień w?timie Matka Boża wielokrotnie zachęcała do codziennego odmawiania Różańca
Modlitwa codzienna o opieke do sw, KATECHEZA, katecheza-różne
Krzyż w codziennym życiu, Religia, Kazania do czytania
Przygotowanie chorych w podeszłym wieku do znieczulenia (1)
Modlitwa codzienna do Ducha Świętego(1), Religijne, Różne
Egzorcyzmy do codziennego odmawiania
więcej podobnych podstron