Obróbka
plastyczna
metali
Błażej Major
Błażej Stankiewicz
Inżynieria Materiałowa
Semestr III
Grupa II

Informacje ogólne
Obróbkę plastyczna charakteryzuje się:
•
Możliwością nadawania wyrobom
różnorodnych kształtów jak i własności.
•
Oszczędność materiału przy małej ilości
odpadów.
•
Możliwość wytwarzania wyrobów o
określonych właściwościach mechanicznych i
technologicznych.

Informacje ogólne
Rodzaje obróbki plastycznej metali:
•
Walcowanie
•
Kucie
•
Ciągnienie
•
Wyciskanie
•
Cięcie

Walcowanie
Sposób obróbki plastycznej polegający na odkształcaniu
metali i ich stopów w wyniku nacisku wywieranego
przez obracające się walce lub przemieszczające się
szczęki. Odkształcenie plastyczne podczas
wzdłużnego walcowania odbywa się w wyniku
przechodzenia metalu przez szczelinę między walcami
obracającymi się w przeciwnych kierunkach.
Proces walcowania wykonują walce robocze, przy
czym przepustem nazywa się jedno przejście metalu
przez parę walców, bezpośrednio z sobą
współpracujących, podczas którego wykonano
określone odkształcenie plastyczne.

Walcowanie
Podział procesów walcowania:
a) wzdłużne – blachy i kształtowniki,
b) poprzeczne – śruby, koła zębate,
wielowypusty,
c) skośne – tuleje, kule,
d) okresowe – przedkuwki,
e) specjalne.

Walcowanie wzdłużne
Zależnie od rodzaju wyrobów można je
walcować w walcach o beczkach:
•
płaskich, na których zachodzi swobodne
poszerzenie metalu, mających zastosowanie
do walcowania wyrobów płaskich (blachy,
taśmy)
•
bruzdowych, na których zachodzi wymuszone
poszerzanie metalu z uwagi na odkształcenie
plastyczne w wykrojach, mających
zastosowanie przy walcowaniu prętów, szyn,
teowników
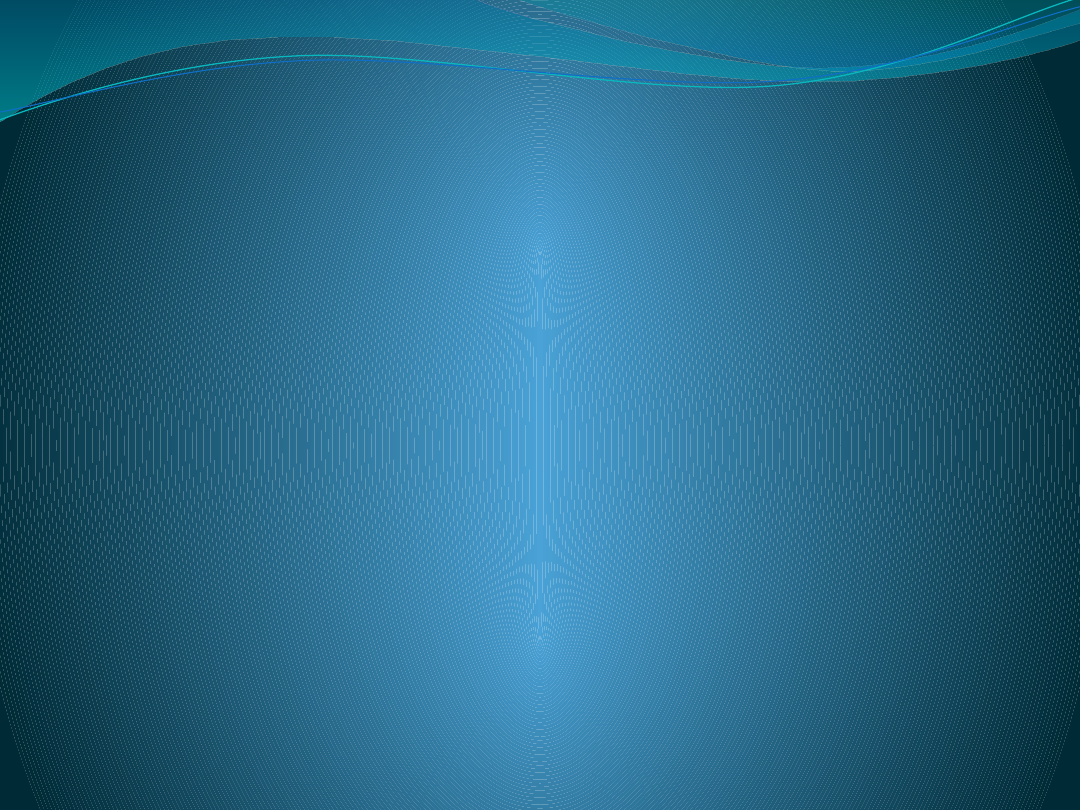
Walcowanie wzdłużne
Schemat walca roboczego do walcowania wyrobów
płaskich z dwustronną rozetą
1 - beczka, 2 - czop, 3 - rozeta
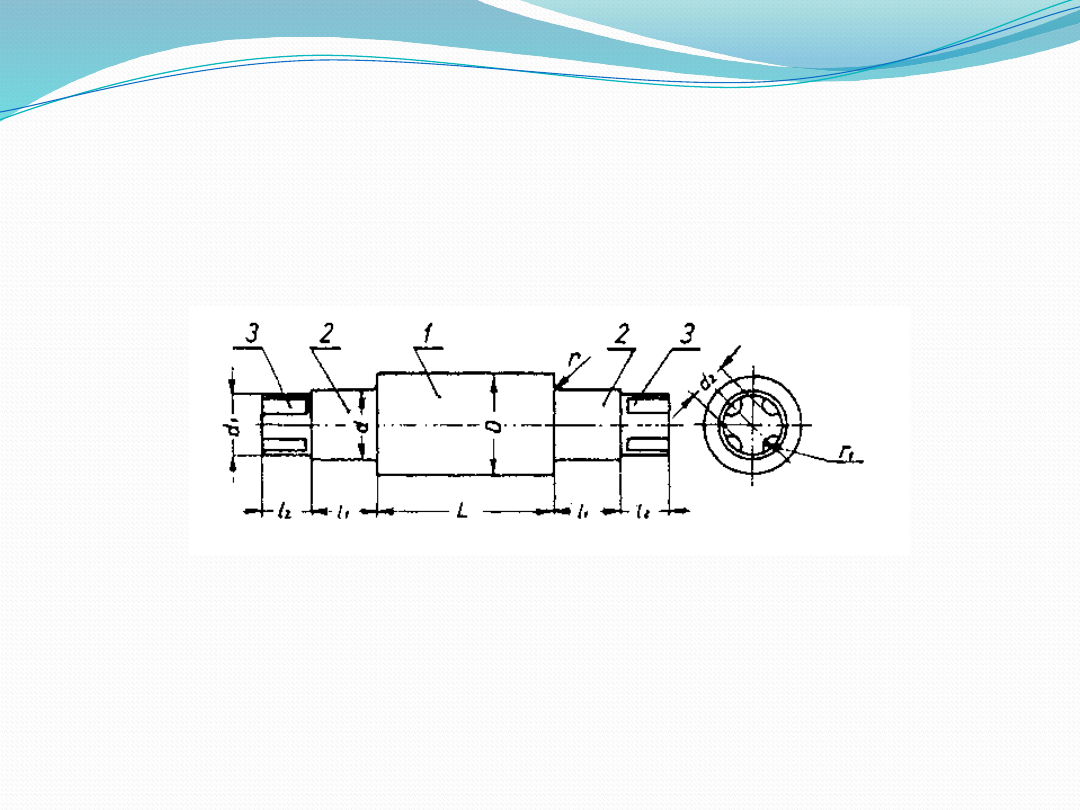
Walcowanie wzdłużne
Schemat walca roboczego do walcowania wyrobów
bruzdowych z dwustronną rozetą
1 - beczka, 2 - czop, 3 - rozeta

Walcowanie wzdłużne
Zasadniczą cechą walca jest twardość jego powierzchni roboczej i rodzaj
tworzywa, z
którego jest on wykonany. Wyróżnia się więc:
•
walce nie utwardzone (150+200 HB), wykonane ze staliwa, stali węglowej
kutej lub żeliwa szarego, a stosowane do walcowania w walcarkach:
wstępnej i dużej, w walcarkach dziurujących do rur bez szwu;
•
walce półutwardzone (250+300 HB), wykonane z żeliwa, staliwa lub stali
kutej, a stosowane do walcowania w walcowniach: średnich i małych, w
walcarkach blach oraz na walce oporowe w walcarkach kwarto;
•
walce utwardzone (350+550 HB), wykonane ze stali stopowej lub żeliwa, as
tosowane do walcowania na gorąco w walcarkach wykańczających: blachy i
profile bruzdowe;
•
walce utwardzone specjalnie (550+650 HB), wykonane ze kutej stali
stopowej z dużą zawartością chromu, a stosowane do walcowania w
walcarkach na zimno;
•
walce specjalne (> 650 HB), wykonane z węglików spiekanych, a stosowane
np. do walcowania w blokowych walcarkach wykańczających walcówkę.

Walcowanie wzdłużne
Klatka Walcownicza - walce robocze zabudowuje
się w klatce walcowniczej, w której zachodzi
operacja walcowania. Naciski na odkształcany
metal wywierane są więc bezpośrednio przez
walce robocze, których czopy ułożyskowane
są w łożyskach i ich obudowach,
umieszczonych w stojakach klatki roboczej.
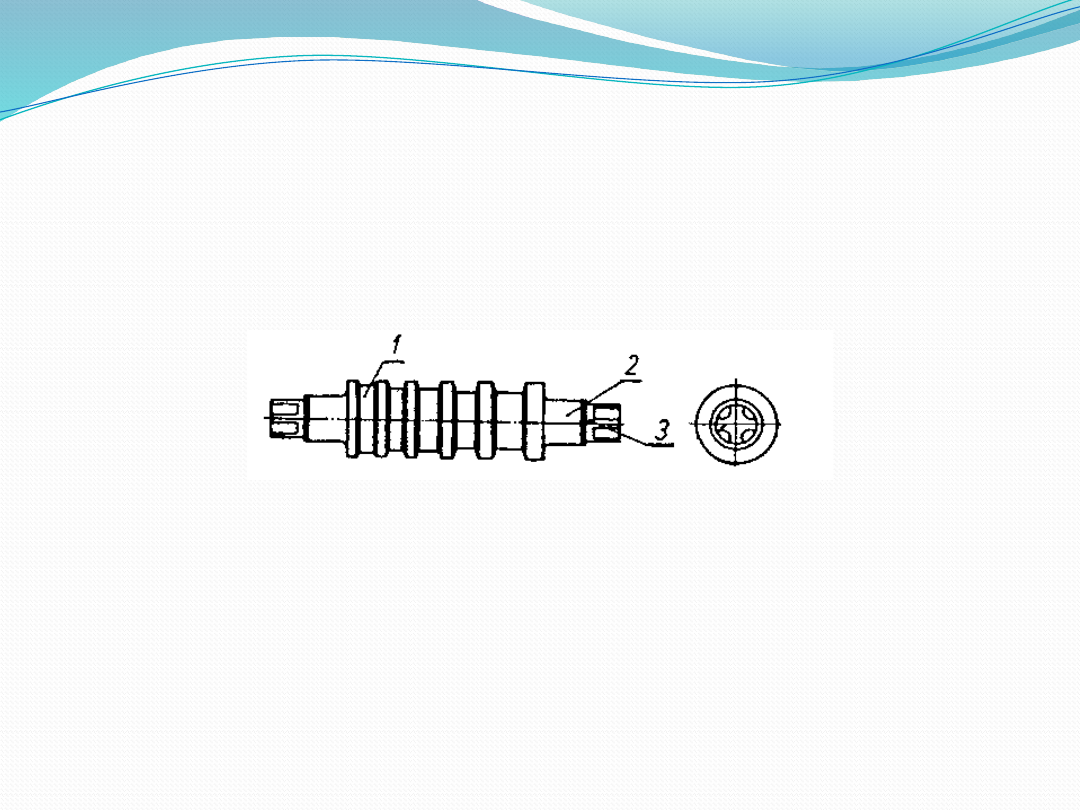
Walcowanie wzdłużne
1. stojak,
2. walec,
3. łożyska,
4. urządzenie do regulacji nastawy
walców,
5. ściąg
6. płyta fundamentowa

Walcowanie wzdłużne
Walcarką - nazywa się komplet urządzeń
maszynowych z
własnym indywidualnym napędem, o
konstrukcji
mechanicznej przystosowanej bezpośrednio do
wykonania
operacji walcowania, wchodzącej w skład
realizowanego w
cyklu technologicznym przerobu plastycznego.

Walcowanie skośne
Ogólnie można powiedzieć, że procesy
wytwarzania rur stalowych można podzielić na
dwie odmienne technologicznie grupy,
różniące się zarówno stosowanymi metodami,
jak i urządzeniami do ich wytwarzania, tj.:
•
procesy produkcji rur bez szwu -
przebiegające na gorąco
•
procesy produkcji rur ze szwem -
przebiegające na zimno
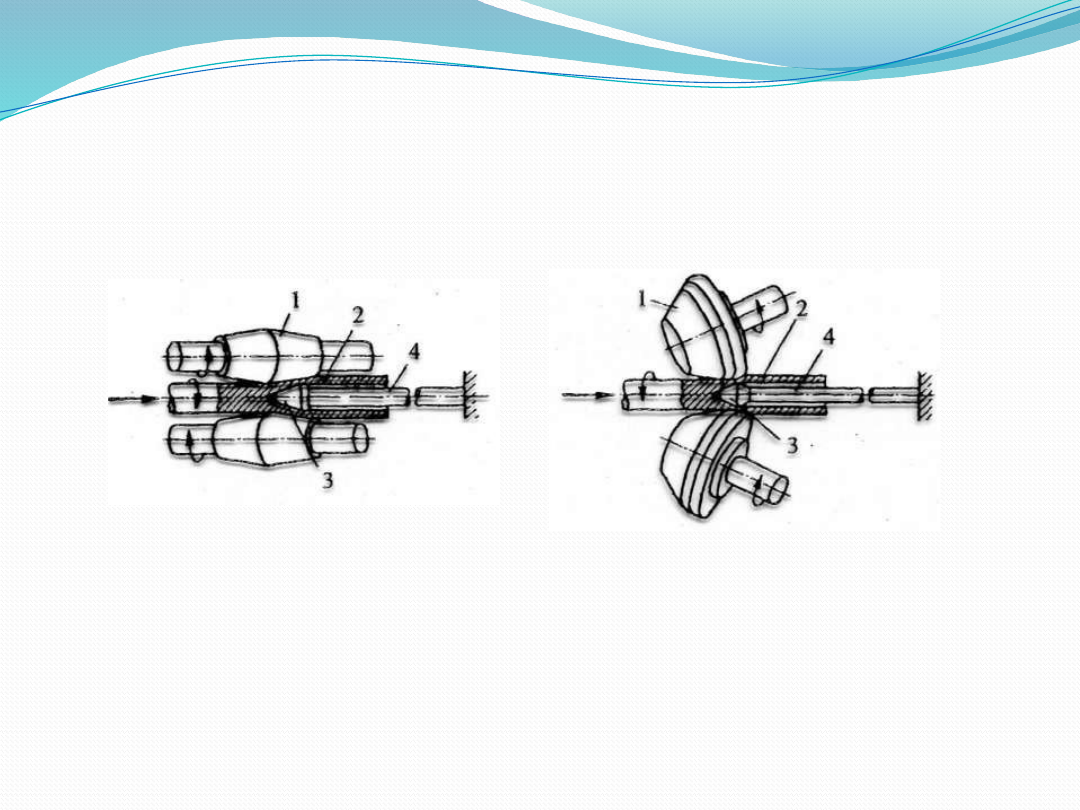
Walcowanie skośne
Schemat walcowania skośnego
1 – walce, 2 – materiał walcowany, 3 – przebijak,
4 - trzpień

Walcowanie
Wszystkie wyroby stalowe i większość z metali
nieżelaznych w pierwszym stadium walcuje
się na gorąco. Niektóre wyroby walcowane na
gorąco można następnie walcować na zimno.
Nie wszystkie stopy metali dają się walcować,
np.: żeliwo, stale wysokowęglowe, nikiel i jego
stopy.

Przykłady walcarek

Kucie
Rodzaje kucia ze względu na swobodę płynięcia
kształtowanego materiału:
•
kucie swobodne polegające na zmianie kształtu materiału
obrabianego - metalu poprzez wywieranie nacisku (uderzeń)
narzędziami. Powoduje to płynięcie materiału w kilku
kierunkach.
•
kucie półswobodne – polegające na częściowym ograniczaniu
swobodnego płynięcia metalu podczas wywierania nacisku
narzędziem na część powierzchni przedkuwki.
•
kucie matrycowe - polegające na odkształcaniu materiału
zwanego przedkuwką za pomocą uderzeń. Narzędzia do
obróbki, w tym konkretnym przypadku matryce wywierają
nacisk na obrabiany element.
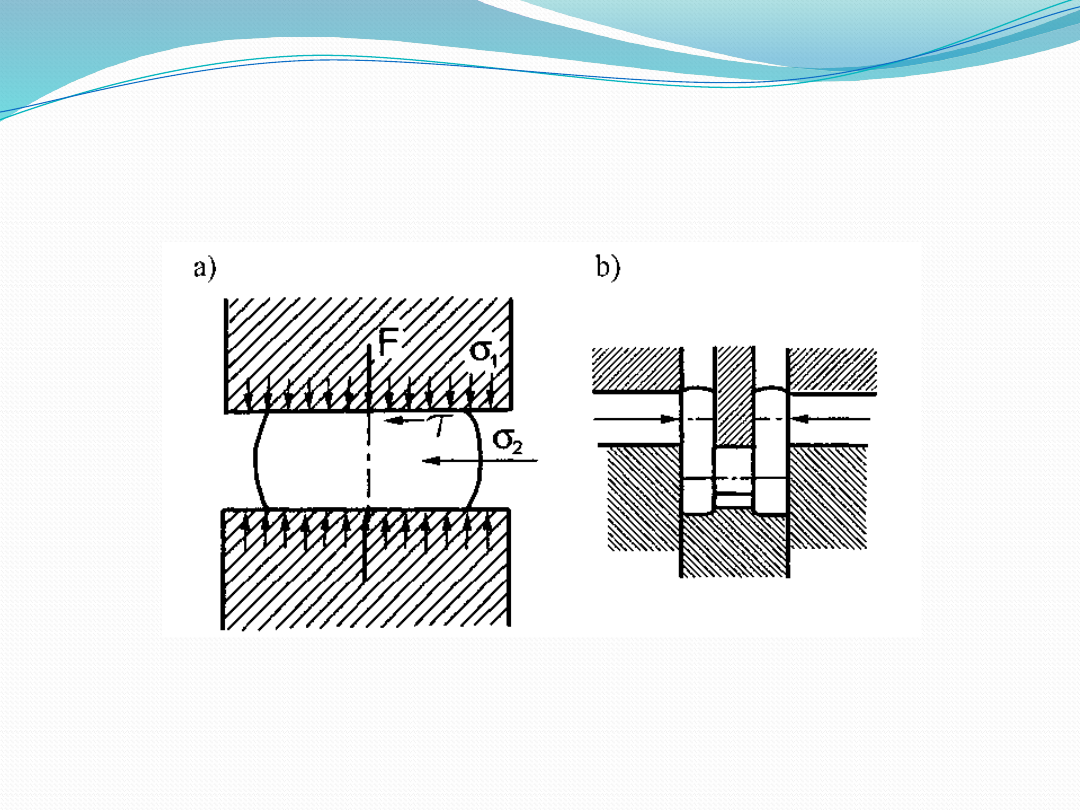
Kucie
Schemat kucia:
a) Swobodnego
b) Półswobodnego

Kucie
Kucie swobodne stosuje się głównie w następujących przypadkach:
•
przy produkcji jednostkowej, gdzie wykonanie matryc jest
nieopłacalne;
•
przy wykonywaniu odkuwek, których ciężar i wymiary przekraczają
możliwości produkcyjne najcięższych dysponowanych zespołów
matrycowych;
•
przy wstępnej obróbce plastycznej wlewków ze stali stopowych lub
stopów o specjalnych własnościach na kęsiska i kęsy kute;
•
przy produkcji prętów kutych ze stali stopowych lub stopów o
specjalnych własnościach, jak również ze stali z gatunków
normalnych w tych przypadkach, gdy przekrój danego pręta nie
jest objęty programem walcowania;
•
przy szeroko pojętej regeneracji narzędzi i sprzętu warsztatowego;
•
przy wykonywaniu części zamiennych i do celów remontowych.
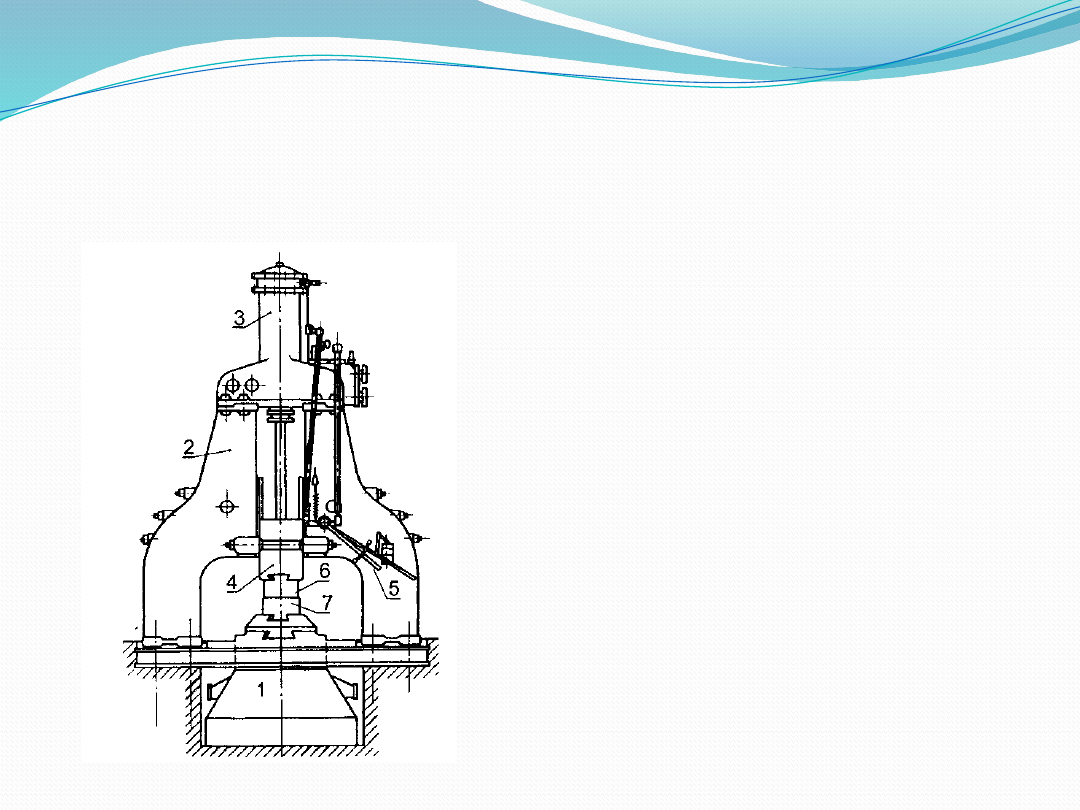
Kucie
Młoty są to maszyny służące do kucia
materiału na gorąco i pracujące udarowo.
Dzielą się one pod względem
energetycznym na młoty pojedynczego i
podwójnego działania.
1 - szabota,
2 - stojaki,
3 - cylinder,
4 - bijak,
5 - dźwignie,
6 - kowadło
górne,
7 - kowadło dolne

Kucie
Podstawowym problemem konstrukcji młotów jest rozwiązanie sposobu
wprawienia w ruch bijaka (tzn. nadawania mu przyśpieszenia).
Z tego względu młoty można podzielić na pięć grup:
•
młoty spadowe, w których przyśpieszenie bijaka następuje wyłącznie pod
wpływem działania siły ciężkości
•
młoty, w których przyśpieszenie bijaka następuje pod wpływem sił jego
ciężaru i parcia pary lub powietrza sprężonego, działających na górną
powierzchnię tłoka,
•
młoty dźwigniowe i sprężynowe, w których przyśpieszenie bijaka zależy od
siły ciężaru, prędkości obrotowej korby oraz własności sprężystych ramienia
lub resoru
•
młoty przeciwbieżne o zrównoważonych ciężarach bijaków, w których
przyśpieszenie ruchu bijaków zależy wyłącznie od działania ciśnienia; w
młotach tych siła ciążenia nie wpływa na przyśpieszenie zespołów bijakowych
•
młoty bardzo szybkie; w młotach tych przyśpieszenie bijaka następuje również
pod wpływem sumy nacisku gazu na górną powierzchnia tłoczyska, jednak ze
względu na sposób rozwiązania konstrukcyjnego, jak i na działanie wielkimi
zasobami energii, różnią się one znacznie od młotów konwencjonalnych;
prędkość ruchu bijaka w tych młotach jest kilkakrotnie większa od prędkości
młotów konwencjonalnych.

Przykłady młotów
kuźniczych

Ciągnienie
Ciągnieniem nazywamy sposób przeróbki
plastycznej materiału (metalu lub stopu)
polegający na przeciągnięciu go przez otwór w
specjalnie ukształtowanej matrycy, zwanej
ciągadłem pod wpływem przyłożonej z zewnątrz
siły, zwanej siłą ciągnienia.
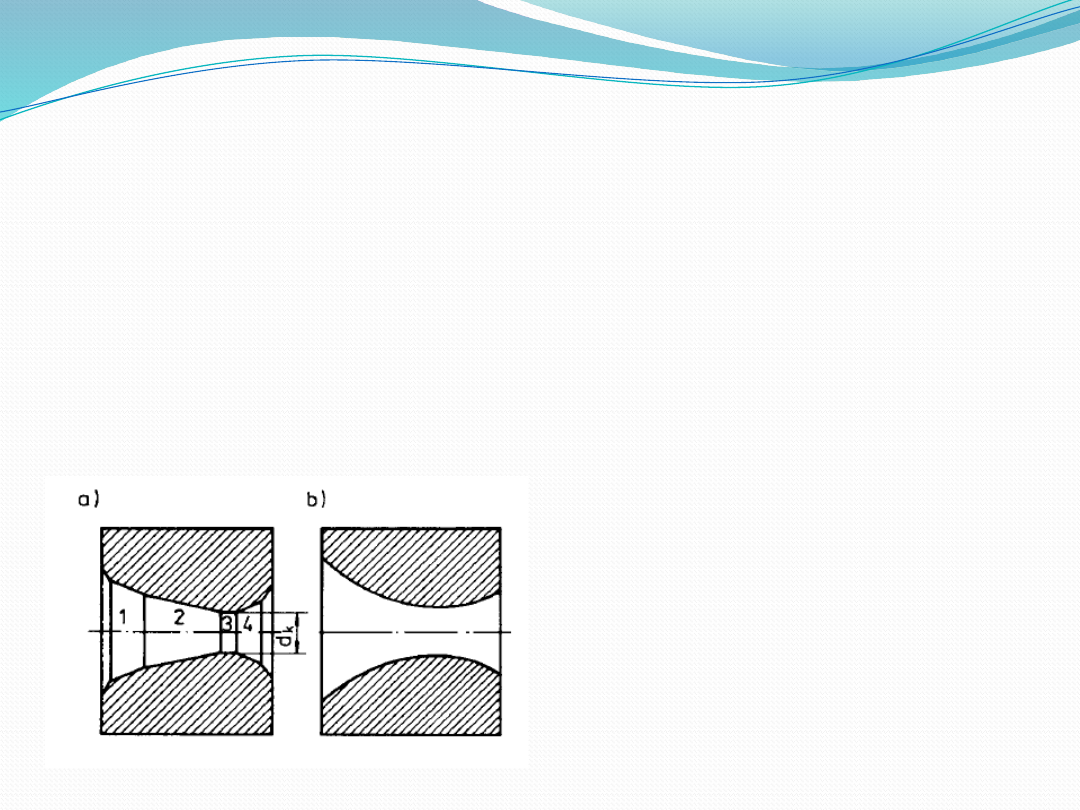
Ciągnienie
Głównym elementem ciągadła jest otwór
roboczy.
Rozróżnia się ciągadła o profilu:
prostym (a)
łukowym (b)
1) Stożek smarujący
2) Stożek zgniatający
3) Część kalibrująca
4) Stożek wyjściowy

Ciągnienie
Maszyny służące do przeróbki plastycznej
materiałów przez ciągnienie nazywamy
ciągarkami. W zależności od zasady działania i
przebiegu osi ciągnionego materiału ciągarki
możemy podzielić na:
Ławowe – w których ruch ciągnionego
materiału jest prostoliniowy
Bębnowe – w których materiał nawija się na
bęben lub tarczę
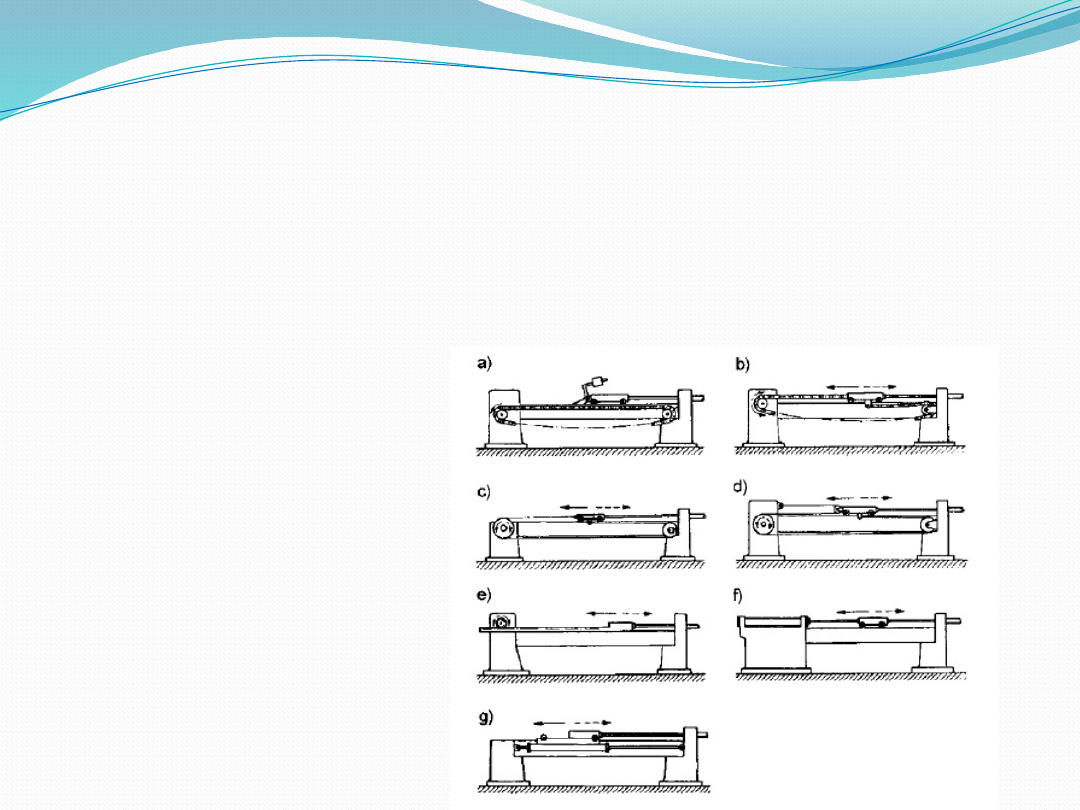
Ciągarki ławowe
W zależności od elementu przekazującego siłę
ciągnienia ciągarki ławowe dzieli się na:
•
Łańcuchowe (a,b)
•
Linowe (c,d)
•
Zębatkowe (e)
•
Hydrauliczne (f,g)

Ciągarki bębnowe
W zależności od liczby bębnów dzielą się na:
Jednostopniowe – redukcja przekroju w
jednym ciągadle lub zestawie ciągadeł, mają
jeden bęben roboczy (pionowy lub poziomy)
Wielostopniowe – jednoczesne redukowanie
przekroju w kilku ciągadłach, z napędem
indywidualnym lub grupowym, poślizgowe lub
bezpoślizgowe
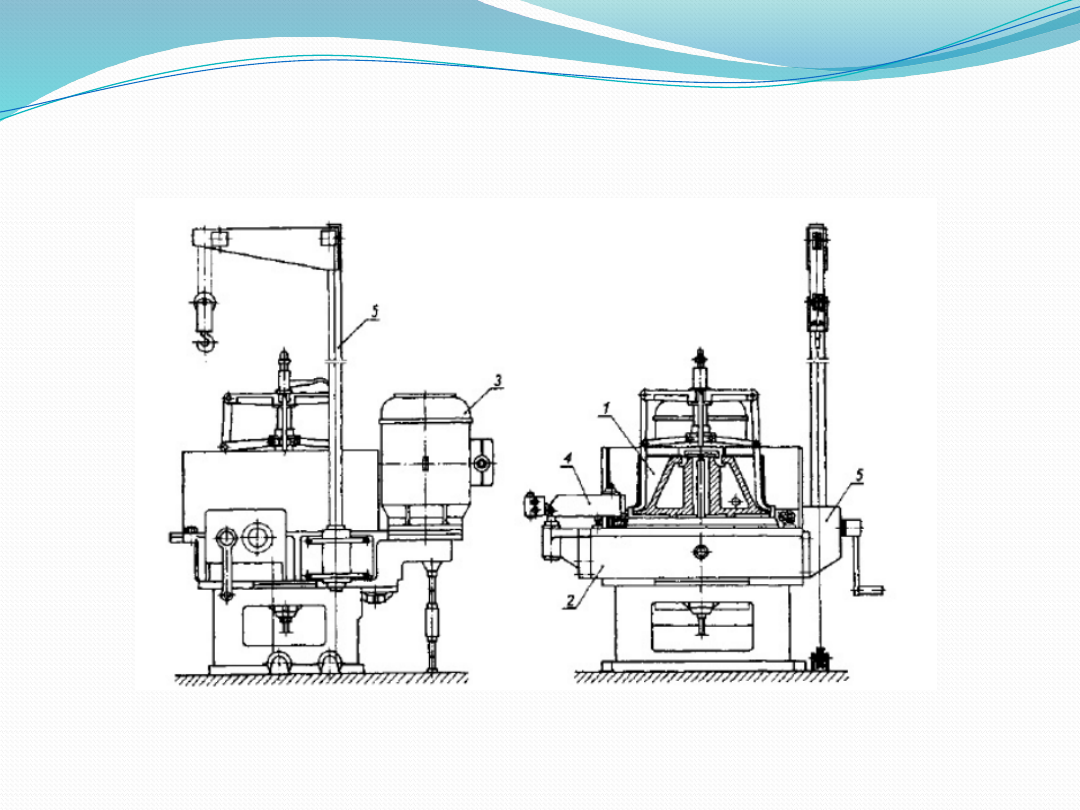
Ciągarki bębnowe
Ciągarka bębnowa jednostopniowa z bębnem pionowym.
1 – bęben roboczy, 2 – skrzynia przekładniowa z przekładnią, 3 – silnik elektryczny,
4 – puszka do smaru z uchwytem na ciągadło, 5 – żuraw do zdejmowania kręgu drutu

Ciągnienie

Wyciskanie
Proces wyciskania polega na tym, że metal
zamknięty w pojemniku (rycypiencie) jest
wyciskany przez otwór matrycy i otrzymuje
kształt przekroju poprzecznego wyrobu,
odpowiadający kształtowi otworu matrycy.

Rodzaje procesów wyciskania:
- współbieżne
- przeciwbieżne
- poprzeczne
- złożone
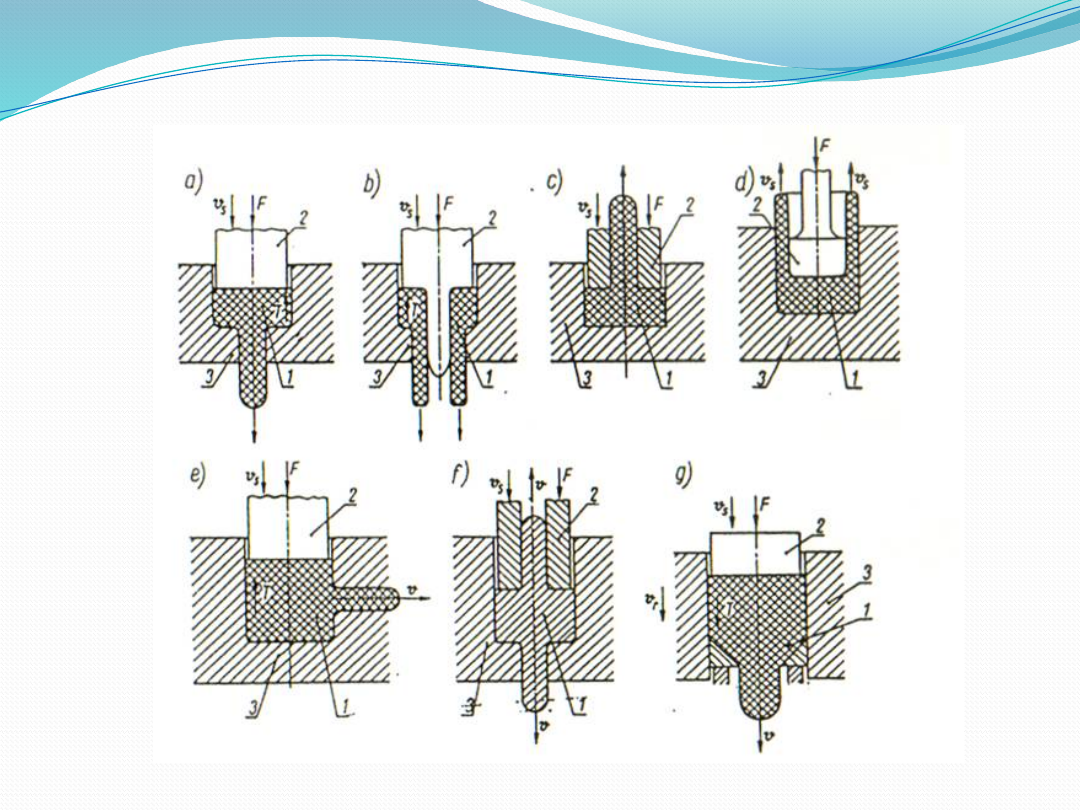
Wyciskanie

Współbieżne-
gdy
zwroty
prędkości stempla i materiału
wypływającego przez otwór w
matrycy są zgodne.

Przeciwbieżne-
gdy
zwroty
prędkości stempla i materiału
wypływającego przez otwór w
matrycy lub szczelinę pomiędzy
stemplem
i
matrycą
są
przeciwne.

Złożone- gdy materiał
równocześnie wypływa z
matrycy zgodnie i przeciwnie
do ruchu stempla.

Poprzeczne- gdy matryca lub
matryce
znajdują
się
w
bocznych ścianach pojemnika,
względnie materiał wpływa do
szczelin matrycy w kierunku
poprzecznym.

Tłoczenie
Jest to metoda obróbki metali polegająca na wywieraniu
narzędziem na obrabiany materiał nacisku
przekraczającego
granicę jego plastyczności, mającego na celu trwałą
zmianę
kształtu i wymiarów obrabianego przedmiotu.

Tłoczenie
Spośród wielu wyrobów przemysłu hutniczego, do
tłoczenia stosowane są blachy i taśmy stalowe oraz
blachy i
taśmy z metali nieżelaznych. Blachy stalowe często są
używane jako powlekane innymi materiałami.
Najczęściej
spotykanymi materiałami wśród metali nieżelaznych
to: blachy i taśmy miedziane, mosiężne, aluminiowe i
Cynkowe.

Tłoczenie
Tłoczenie przeprowadza się za pomocą
przyrządów
zwanych tłocznikami, przeważnie na prasach
mechanicznych lub hydraulicznych.

Jest to operacja rozdzielania materiału.
Zaliczana jest do jednego z procesów obróbki
plastycznej, polegającego na oddzielaniu
jednej części materiału od drugiej. Cięcie
stosowane jest najczęściej w obróbce
materiałów, która polega na wytworzeniu
takiego stanu naprężenia w żądanym miejscu,
aby nastąpiło w nim pęknięcie obrabianego
przedmiotu.
Cięcie

Cięcie
Operacje cięcia możemy podzielić na:
•
cięcie nożycami,
•
cięcie na prasach, czyli wykrawanie.
•
cięcie gumą.
Półfabrykaty przeznaczone do obróbki
skrawaniem lub obróbki plastycznej w
większości przypadków poddawane są
wstępnej operacji cięcia. Cięcie wykonuje się
na nożycach dźwigniowych, gilotynowych,
krążkowych i innych.
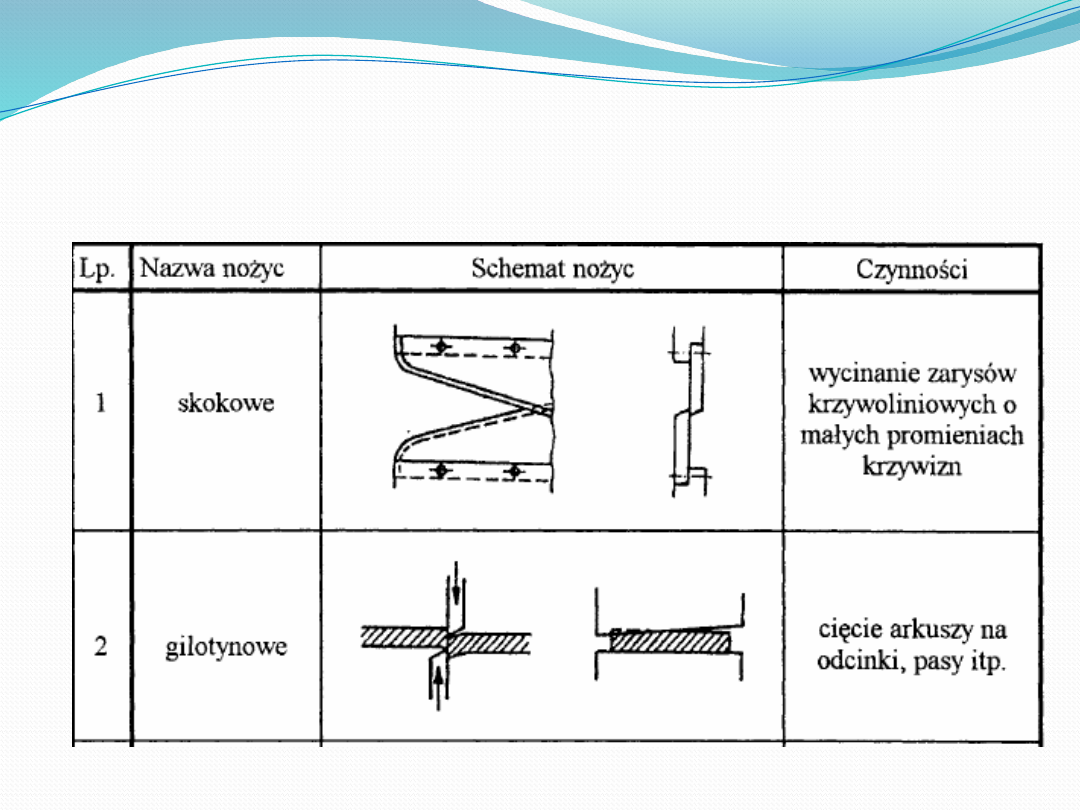
Nożyce do cięcia
blachy:

Bibliografia
Dobrzański L.A.: Podstawy nauki o
materiałach i metaloznawstwo,
Wydawnictwo Naukowo-Techniczne, 2006
Sińczak J.: Procesy przeróbki plastycznej –
ćwiczenia laboratoryjne, Wydawnictwo
Naukowe AKAPIT, 2001
Prowans S.: Obróbka plastyczna,
Wydawnictwo Uczelniane Politechniki
Szczecińskiej, 1975
Document Outline
- Slide 1
- Informacje ogólne
- Informacje ogólne
- Walcowanie
- Walcowanie
- Walcowanie wzdłużne
- Walcowanie wzdłużne
- Walcowanie wzdłużne
- Walcowanie wzdłużne
- Walcowanie wzdłużne
- Walcowanie wzdłużne
- Walcowanie wzdłużne
- Walcowanie skośne
- Walcowanie skośne
- Walcowanie
- Przykłady walcarek
- Kucie
- Kucie
- Kucie
- Kucie
- Kucie
- Przykłady młotów kuźniczych
- Ciągnienie
- Ciągnienie
- Ciągnienie
- Ciągarki ławowe
- Ciągarki bębnowe
- Ciągarki bębnowe
- Ciągnienie
- Wyciskanie
- Wyciskanie
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Tłoczenie
- Tłoczenie
- Tłoczenie
- Slide 40
- Cięcie
- Slide 42
- Bibliografia
Wyszukiwarka
Podobne podstrony:
Obróbka plastyczna metali obejmuje
13 14 Obrobka plastyczna metali
OBRÓBKA PLASTYCZNA METALI, Maszynoznawstwo
Zagr Na st-Obróbka plastyczna metali, Ocena Ryzyka-mat. pomocnicze, Zagrożenia stanowiskowe-DOC
OBRÓBKA PLASTYCZNA METALI
Obróbka plastyczna metali, Studia, ZiIP, SEMESTR IV, Obróbka plastyczna
maszyny do obróbki plastycznej metali
Obróbka plastyczna metali obejmuje
G2 22 Przerobka plastyczna metali i obrobka skrawaniem
Technologia Metali II materily do obrobki plastycznej
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 04 u
Sprawozdanie z laboratorium obróbki plastycznej, ZiIP, sem 1
kucie walow, Obróbka plastyczna(3)
SPRAWOZDANIE Z LABOATORIUM OBRÓBKI PLASTYCZNEJ4
więcej podobnych podstron